Embed Size (px)
DESCRIPTION
Sebuah laporan pembuatan terali besi untuk memenuhi nilai keterampilan pada Semester 5 Kelas XII di MAN 1 Payakumbuh, sayangnya laporannya belum selesai, karena laporan ini harus diselesaikan sebelum akhir semester 5
Citation preview
Laporan Praktek Keterampilan Teknik Bagaimana Cara Membuat Terali Jendela 12/8/2012 XII.IA.1 ---- MAN 1 Payakumbuh Adli Hadiyan Munif
1
Contents A. TUJUAN ................................................................................................................................................ 2
B. TEORI SINGKAT ..................................................................................................................................... 3
1. Mengukur ......................................................................................................................................... 3
2. Membuat gambar kerja (gambar rancangan) .................................................................................. 4
3. Memotong bahan .......................................................................................................................... 12
4. Merapikan bahan ........................................................................................................................... 15
5. Melakukan pengeboran pada bahan yang dibutuhkan ................................................................. 17
6. Perakitan ........................................................................................................................................ 29
7. Finishing ......................................................................................................................................... 30
8. Pengecatan ..................................................................................................................................... 30
9. Pemasangan ................................................................................................................................... 30
C. ALAT DAN BAHAN .............................................................................................................................. 32
D. GAMBAR KERJA .................................................................................................................................. 33
E. LANGKAH KERJA ................................................................................................................................. 34
1. Mengukur ....................................................................................................................................... 34
2. Membuat gambar kerja ................................................................................................................. 34
3. Memotong bahan .......................................................................................................................... 34
4. Merapikan bahan ........................................................................................................................... 34
5. Melakukan pengeboran pada bahan yang dibutuhkan ................................................................. 34
6. Perakitan ........................................................................................................................................ 34
7. Finishing ......................................................................................................................................... 34
8. Pengecatan ..................................................................................................................................... 34
9. Pemasangan ................................................................................................................................... 35
F. ANALISIS ............................................................................................................................................. 36
G. KESIMPULAN ...................................................................................................................................... 37
H. DAFTAR PUSTAKA............................................................................................................................... 38

2
A. TUJUAN 1. Agar dapat mengaplikasikan pengetahuan yang didapat di kelas X dan XI 2. Agar dapat lebih terampil, sehingga dapat menjadi modal dasar di ekonomi maupun
finansial 3. Agar dapat melakukan analisis terhadap hasil pembuatan terali
3
B. TEORI SINGKAT
1. Mengukur Karena kita akan membuat terali, otomatis kita harus mengukurnya terlebih dahulu.
Karena tidak mungkin untuk menggunakan rol/penggaris untuk mengukurnya, maka kita
bisa menggunakan Meteran Pita (Measuring Tape).
Cara menggunakan meteran tidak terlalu sulit, cukup merentangkan meteran ini dari
ujung yang satu ke ujung yang lain yaitu ke objek yang akan diukur. Tapi untuk
mendapat kan hasil yang lebih akurat sebaikknya dilakukan oleh dua orang, orang
pertama memegang ujung awal meteran dititik yang pertama dan meletakkannya tepat
di angka nol pada meteran dan orang yang kedua memegang rol meter menuju ke titik
pengukuran lainnya, dan menarik meteran selurus mungkin dan meletakkan meteran di
titik yang di tuju dan membaca angka pada meteran yang tepat dititik yang dituju.
Teknik ini mempunyai keterbatasan pada pengontrolan besar sudut yang di peroleh dari
hasil pengukuran dari kedua titik.
Berikut ini hal yang kita perlu perhatikan sebelum membeli meteran maupun ketika kita
menggunakannya sebagai alat bantu:
a. Angka skala ukuran harus jelas dan tidak mudah mengelupas. Cek kebenaran skala ukuran dengan alat ukur lain yang lebih presisi (misal: caliper atau mata bor).
b. Bagian stopper ujung meteran 'HARUS' fleksible, bisa bergerak maju/mundur sebesar ketebalan batang stopper ujung. Hal ini penting untuk keakuratan hasil pengukuran bagian dalam sebuah kabinet atau kedalaman lubang konstruksi.
c. Sebaiknya pilih meteran yang ada rolling stoppernya untuk menghindari gerakan melipat yang terlalu cepat sehingga jari dan tangan kita terhindar dari luka gesekan.
d. Jaga agar batang meteran tetap lurus (tidak bengkok atau melintir) sehingga hasil pengukuran tetap benar.
e. Untuk mengukur bidang yang tidak siku, gunakan sebatang kayu lurus atau batang besi lurus untuk awal pengukuran.
f. Jangan gunakan meteran untuk membuat garis lurus. g. Jangan gunakan meteran bahan logam untuk mengukur bidang melengkung.
Selain itu, Meteran pita yang baik bukan karena kualitas material pita (tape) atau
material pembentuk casing. Tetapi ada
komponen penting yang seringkali terlewatkan
oleh kita, yaitu Tru Zero Hook. Tru Zero Hook
adalah pengait dalam sebuah meteran pita,
karena awal pengukuran bermula dari
komponen ini.
Kualitas Tru Zero Hook ini penting karena
menjamin juga akurasi pengukuran yang kita lakukan. Bagaimana kita mengetahui
sebuah Tru Zero Hook dalam sebuah meteran pita bagus atau jelek? Tru Zero Hook yang
bagus hanya akan bergeser hanya ke depan atau belakang sewaktu dipakai dan tidak
bergeser menyamping atau diagonal. Sekiranya anda menemui bagian ini bisa bergeser
4
menyamping atau diagonal bisa dipastikan hasil pengukuran anda tidak akan akurat.
Pergeseran yang menyamping adalah akibat kualitas material dan penyambungan
komponen ini dengan pita besi pengukur kurang baik.
Kemudian, dalam pengukuran, ketika melihat angka ukuran panjang maupun lebar dari
terali yang akan kita buat, kita harus melihatnya dengan posisi mata sejajar (lurus)
dengan angka yang dituju. Jangan melihatnya dari posisi mata yang tidak sejajar dengan
angka pengukuran tersebut. Jika hal ini terjadi, bisa dipastikan hasil pengukuran anda
akan salah dan akan berdampak pada proses selanjutnya dalam pembuatan terali anda.
2. Membuat gambar kerja (gambar rancangan) Gambar rancangan benda adalah gambar perencanaan benda yang akan dibuat. Setiap
kita akan membuat benda, maka terlebih dahulu kita harus membuar gambar
rancangannya yang dapat dijadikan sebagai pedoman dalam bekerja, karena gambar
perencanaan ini dilengkapi dengan ukuran-ukuran yang diperlukan.
Gambar teknik juga merupakan suatu alat komunikasi, tetapi gambar teknik tidak akan
menimbulkan tafsiran yang berbeda bagi orang yang melihatnya. Oleh karena itu, perlu
ada tandatanda/patokan tertentu sebagai suatu perjanjian bersama. Patokan-patokan
tersebut biasanya terdapat dalam suatu standar atau normalisasi. Standar ini penting
untuk dipahami oleh orang teknik, atau orang yang akan memahami /membuat gambar
teknik
Gambar teknik mempunyai beberapa fungsi yaitu :
(1) Penyampaian Informasi
Gambar mempunyai tugas menyampaikan maksud dari perancang dengan tepat kepada
pihak lain misalnya perencanaan proses, pembuatan, pemeriksaan dan perakitan
produk/ komponen.
Apabila kita mengamati proses pembuatan produk/komponen mesin, selalu kita
temukan gambar. Gambar tersebut digunakan sebagai petunjuk untuk menentukan
bentuk dan ukuran-ukuran produk/komponen mesin yang akan dibuat.
Simbol-simbol, kode-kode dalam bentuk diagram rangkaian kelistrikan digunakan untuk
menyampaikan informasi tentang komponen-komponen kelistrikan, jalur-
jalurpengawatan dan sebagainya. Apabila rangkaian kelistrikan digambar dengan
gambar aslinya, maka ilustrasinya akan menjadi rumit dan sulit untuk dimengerti.
(2) Pengawetan dan Penyimpanan
Gambar merupakan data teknis yang tepat. Teknologi dari suatu perusahaan dipadatkan
dan dikumpulkan pada gambar. Oleh karena itu gambar bukan saja diawetkan untuk
mensuplai bagian-bagian produk untuk perbaikan, tetapi gambar-gambar digunakan
sebagai bahan informasi untuk perencanaan baru di kemudian hari. Untuk ini diperlukan
cara penyimpanan , kodifikasi nomor urut gambar dan sebagainya.
5
(3) Penuangan gagasan dan Pengembangan
Gagasan-gagasan baru untuk pengembangan pada awalnya masih berupa konsep
abstrak yang terlintas dalam pikiran. Konsep abstrak tersebut kemudian diwujudkan
dalam bentuk gambar sketsa, kemudian gambar sketsa diteliti, dievaluasi secara
berulang-ulang sehingga didapatkan gambar-gambar baru yang sempurna.
Dengan demikian gambar tidak hanya melukiskan gambar, tetapi berfungsi juga sebagai
peningkat daya berfikir, sekaligus untuk penuangan gagasan-gagasan baru untuk
pengembangan.
Standar Gambar Teknik
Standar gambar teknik merupakan suatu keseragaman yang telah disepakati
bersama dengan tujuan untuk menghindari salah pengertian dalam komonikasi
teknik. Orang-orang terkait dalam bidang gambar teknik perlu mengetahui
tentang standar. Orang-orang terkait tersebut antara lain siswa pada kelompok
teknologi dan industri, para perencana produk, operator mesin, operator
perakitan, mekanik dan pengontrol mutu dari suatu produk/mesin.
Standar gambar teknik dapat diberlakukan di dalam lingkungan perusahaan,
antar perusahaan/industri di dalam suatu negara, bahkan standar gmbar teknik
dapat diberlakukan pada industri antar negara yang dikenal dengan Standar
Internasional atau disingkat SI.
Negara-negara yang sudah membuat standar antara lain :
(1) Jepang ( JIS )
(2) Belanda ( NEN )
(3) Jerman ( DIN )
(4) Indonesia ( SII )
(5) Standar Internasional ( ISO )
ISO (Internasional Standarization for organization)bertujuan untuk
menyatukan pengertian teknik antar bangsa dengan jalan membuat standar.
Standar yang dibuat tersebut kemudian dibawa ke forum internasional dengan
tujuan :
(1) Memudahkan perdagangan nasional maupun internasional
(2) Memudahkan komunikasi teknik
(3) Bagi negara-negara berkembang, dapat memberi petunjuk-petunjuk
praktis pada persoalan khusus dalam bidang teknik.
6
Memahami alat-alat gambar & cara penggunaannya
Untuk dapat menggambar teknik dengan baik diperlukan alat-alat gambar yang
lengkap dan cara menggunakan, membersihkan dan menyimpan alat-alat
dengan baik.
Alat-alat gambar yang bisa digunakan dalam mengambar teknik antara lain :
i. Kertas gambar dengan standarnya (ukurannya)
ii. Pensil
iii. Macam-macam mistar (mistar segitiga, mistar)
iv. Penghapus
(1) Kertas gambar dengan standarnya (ukurannya)
Macam-macam kertas gambar yang digunakan sesuai dengan tujuan
gambar meliputi :
Kertas gambar untuk tata letak. Untuk gambar tata letak dengan
pensil dipergunakan kertas gambar putih biasa, kertas sketsa
atau kertas milimeter.
Kertas gambar untuk gambar asli. Gambar asli digambar pada
kertas kalkir, karena gambar cetak biru (blueprint) atau cetak
kontak dibuat langsung dari gambar tersebut. Kualitas kertas
yang baik adalah tahan lama, tahan lembab, mudah untuk
menggambar pensil/tinta dan mudah dicetak kembali.
Film gambar dipergunakan untuk gambar yang teliti, dapat
disimpan untuk jangka waktu yang lama dan tidak boleh
memuai maupun menyusut.
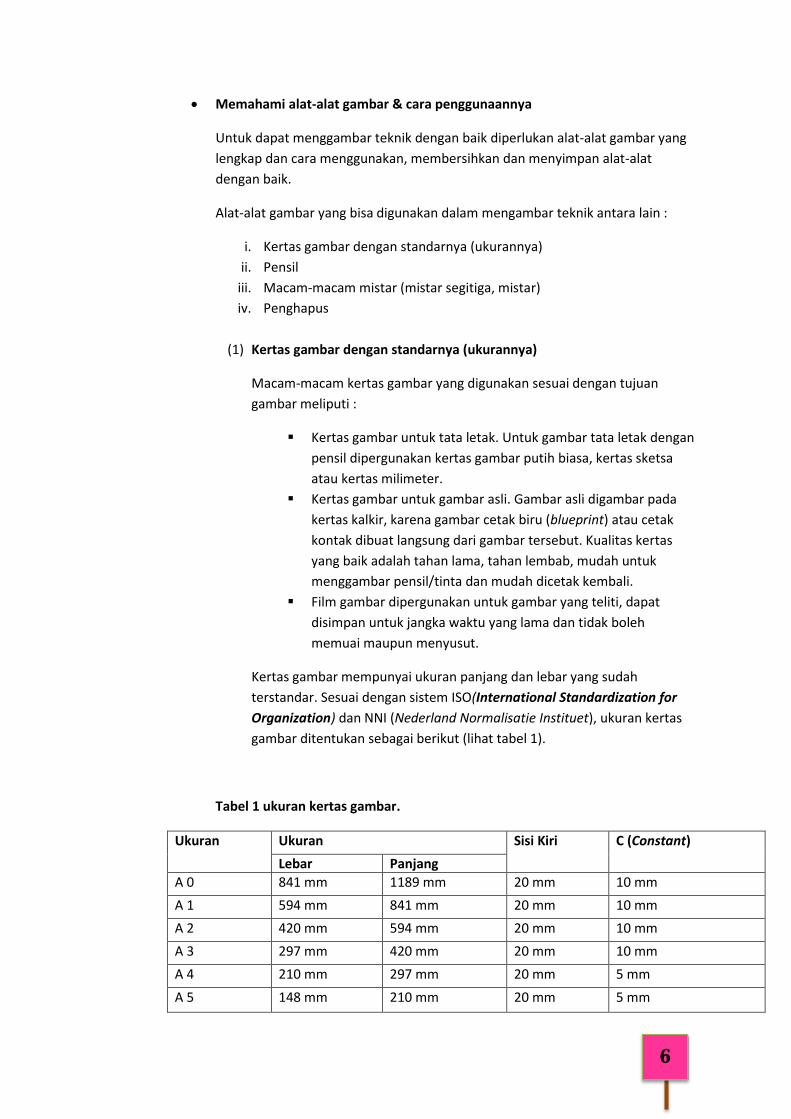
Kertas gambar mempunyai ukuran panjang dan lebar yang sudah
terstandar. Sesuai dengan sistem ISO(International Standardization for
Organization) dan NNI (Nederland Normalisatie Instituet), ukuran kertas
gambar ditentukan sebagai berikut (lihat tabel 1).
Tabel 1 ukuran kertas gambar.
Ukuran Ukuran Sisi Kiri C (Constant)
Lebar Panjang
A 0 841 mm 1189 mm 20 mm 10 mm
A 1 594 mm 841 mm 20 mm 10 mm
A 2 420 mm 594 mm 20 mm 10 mm
A 3 297 mm 420 mm 20 mm 10 mm
A 4 210 mm 297 mm 20 mm 5 mm
A 5 148 mm 210 mm 20 mm 5 mm
7
Keterangan : C (Constan) pada tabel adalah ukuran tepi bawah, tepi atas dan
tepi kanan. Sedangkan tepi kiri untuk setiap ukuran kertas gambar
ditetapkan 20 mm hal ini di maksudkan agar gambar-gambar yang akan
dibundel tidak terganggu gambarnya.
Dari ukuran kertas pada tabel maka untuk mendapatkan ukuran kertas A 1
didapat dari A 0 dibagi dua, ukuran kertas A 2 didapat dari A 1 dibagi dua,
ukuran kertas A 3 didapat dari A 2 dibagi dua dan ukuran kertas A 4 didapat
dari A 3 dibagi dua.
(2) Pensil, Pena atau Rapido dan Penggunaannya
Pensil yang dipakai untuk menggambar ada tiga macam yaitu pensil biasa,
pensil yang dapat diisi kembali, dan pensil mekanik. Ketiga jenis pensil ini
memiliki tingkat kekerasan tertentu mulai dari yang lunak sampai keras.
Adapun tingkat kekerasan pensil dapat dilihat pada tabel 2.
Tabel 2 Tingkat Kekerasan Pensil
Lunak Sedang Keras
4 B 2 B 3 B
7 B 5 B 6 B
F B HB
3 H H 2 H
6 H 4 H 5H
9 H 7 H 8 H
Angka di depan huruf H menunjukkan tingkat kekerasannya (semakin
besar angkanya semakin keras). Sedangkan angka di depan huruf B
menunjukkan kelunakannya (semakin lunak, angkanya semakin besar).
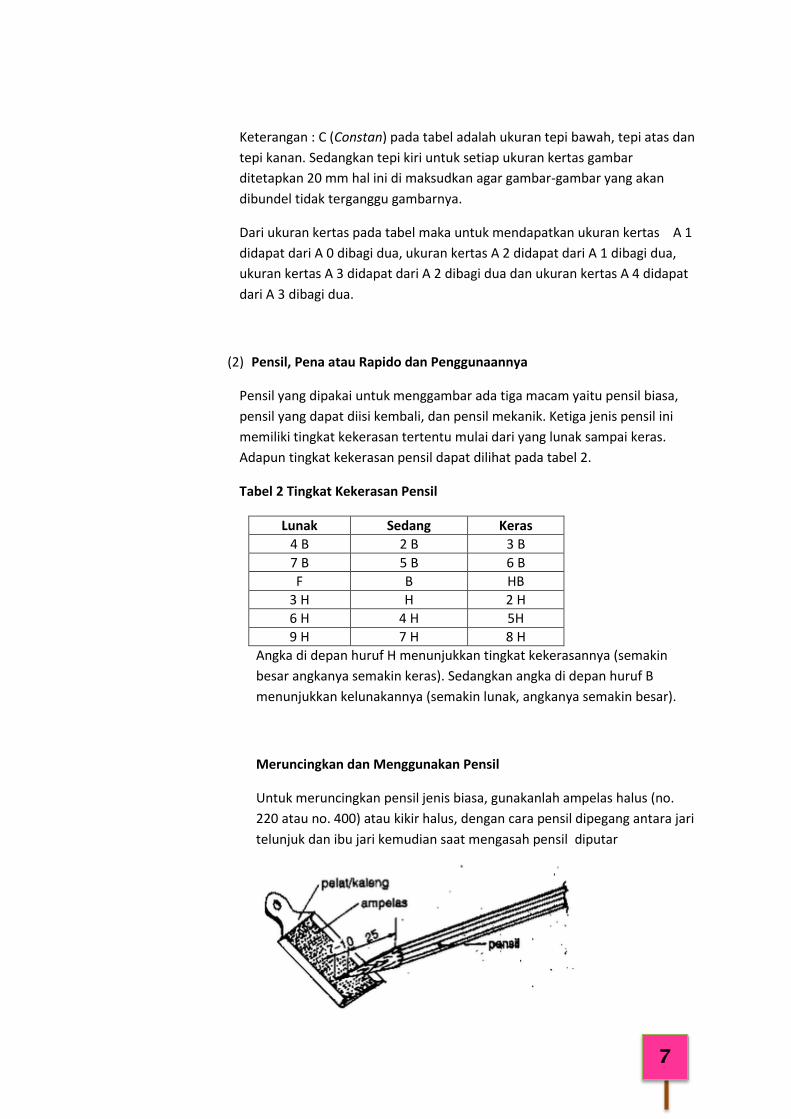
Meruncingkan dan Menggunakan Pensil
Untuk meruncingkan pensil jenis biasa, gunakanlah ampelas halus (no.
220 atau no. 400) atau kikir halus, dengan cara pensil dipegang antara jari
telunjuk dan ibu jari kemudian saat mengasah pensil diputar
8
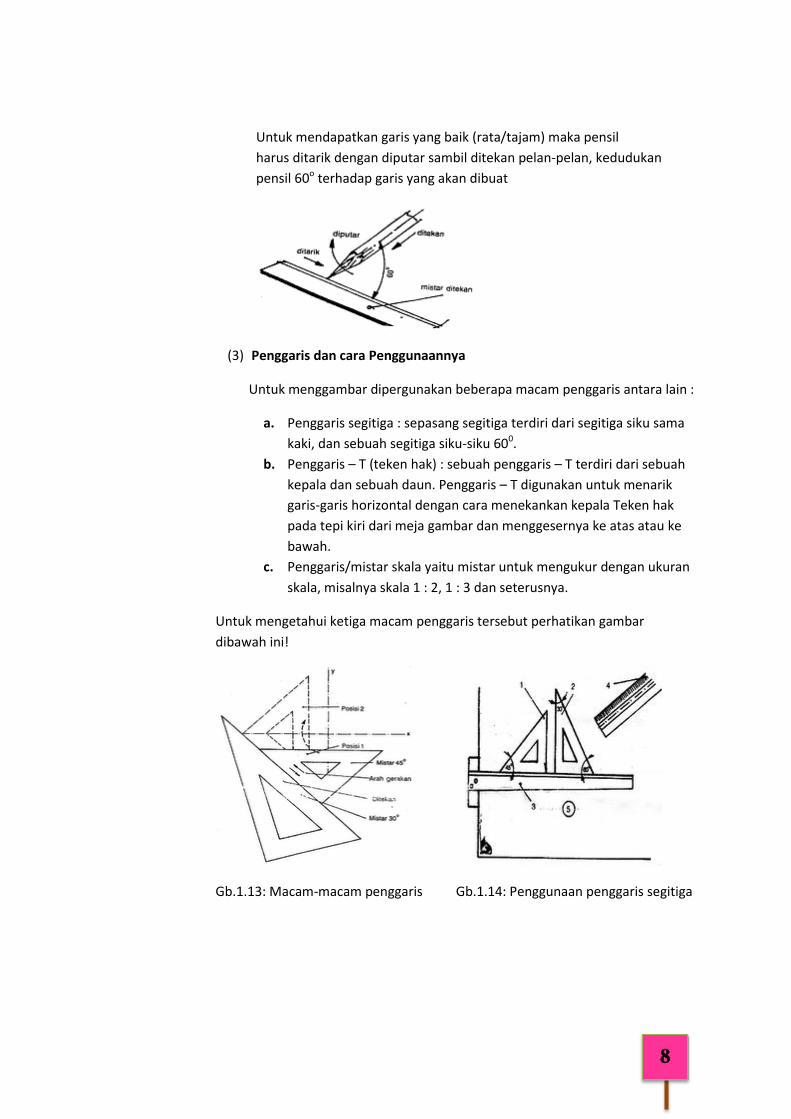
Untuk mendapatkan garis yang baik (rata/tajam) maka pensil
harus ditarik dengan diputar sambil ditekan pelan-pelan, kedudukan
pensil 60o terhadap garis yang akan dibuat
(3) Penggaris dan cara Penggunaannya
Untuk menggambar dipergunakan beberapa macam penggaris antara lain :
a. Penggaris segitiga : sepasang segitiga terdiri dari segitiga siku sama
kaki, dan sebuah segitiga siku-siku 600.
b. Penggaris – T (teken hak) : sebuah penggaris – T terdiri dari sebuah
kepala dan sebuah daun. Penggaris – T digunakan untuk menarik
garis-garis horizontal dengan cara menekankan kepala Teken hak
pada tepi kiri dari meja gambar dan menggesernya ke atas atau ke
bawah.
c. Penggaris/mistar skala yaitu mistar untuk mengukur dengan ukuran
skala, misalnya skala 1 : 2, 1 : 3 dan seterusnya.
Untuk mengetahui ketiga macam penggaris tersebut perhatikan gambar
dibawah ini!
Gb.1.13: Macam-macam penggaris Gb.1.14: Penggunaan penggaris segitiga
9
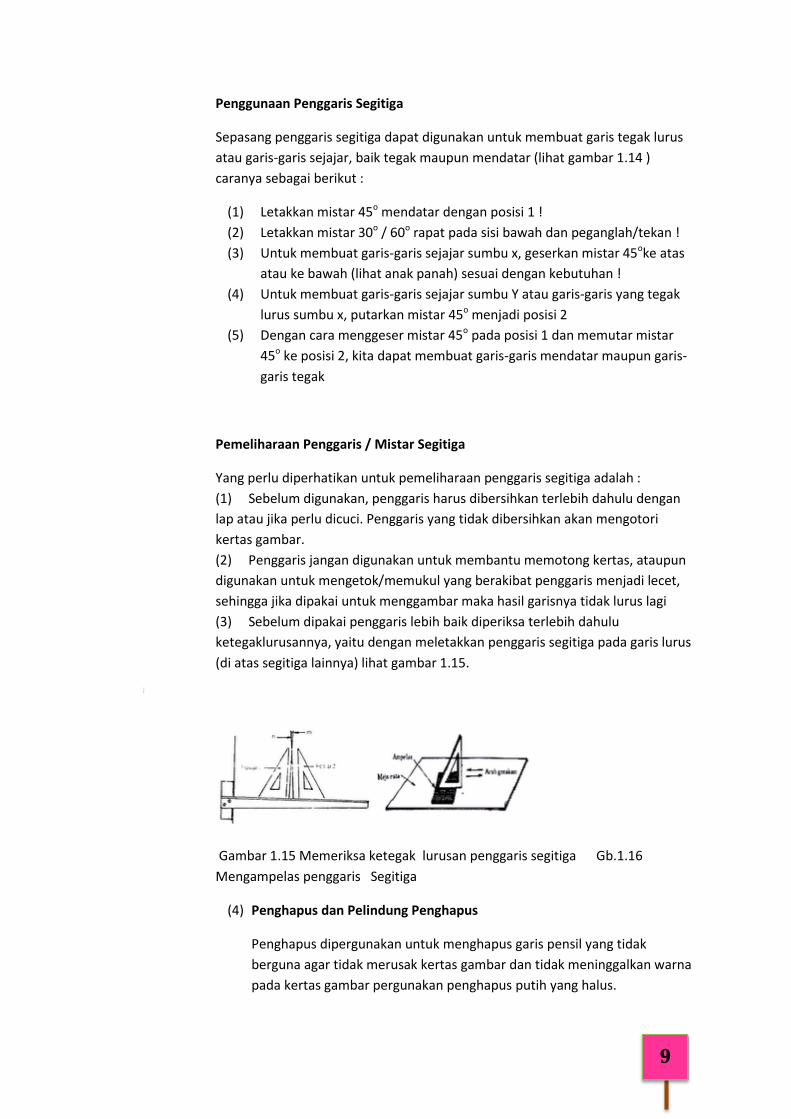
Penggunaan Penggaris Segitiga
Sepasang penggaris segitiga dapat digunakan untuk membuat garis tegak lurus
atau garis-garis sejajar, baik tegak maupun mendatar (lihat gambar 1.14 )
caranya sebagai berikut :
(1) Letakkan mistar 45o mendatar dengan posisi 1 !
(2) Letakkan mistar 30o / 60o rapat pada sisi bawah dan peganglah/tekan !
(3) Untuk membuat garis-garis sejajar sumbu x, geserkan mistar 45oke atas
atau ke bawah (lihat anak panah) sesuai dengan kebutuhan !
(4) Untuk membuat garis-garis sejajar sumbu Y atau garis-garis yang tegak
lurus sumbu x, putarkan mistar 45o menjadi posisi 2
(5) Dengan cara menggeser mistar 45o pada posisi 1 dan memutar mistar
45o ke posisi 2, kita dapat membuat garis-garis mendatar maupun garis-
garis tegak
Pemeliharaan Penggaris / Mistar Segitiga
Yang perlu diperhatikan untuk pemeliharaan penggaris segitiga adalah :
(1) Sebelum digunakan, penggaris harus dibersihkan terlebih dahulu dengan
lap atau jika perlu dicuci. Penggaris yang tidak dibersihkan akan mengotori
kertas gambar.
(2) Penggaris jangan digunakan untuk membantu memotong kertas, ataupun
digunakan untuk mengetok/memukul yang berakibat penggaris menjadi lecet,
sehingga jika dipakai untuk menggambar maka hasil garisnya tidak lurus lagi
(3) Sebelum dipakai penggaris lebih baik diperiksa terlebih dahulu
ketegaklurusannya, yaitu dengan meletakkan penggaris segitiga pada garis lurus
(di atas segitiga lainnya) lihat gambar 1.15.
Gambar 1.15 Memeriksa ketegak lurusan penggaris segitiga Gb.1.16
Mengampelas penggaris Segitiga
(4) Penghapus dan Pelindung Penghapus
Penghapus dipergunakan untuk menghapus garis pensil yang tidak
berguna agar tidak merusak kertas gambar dan tidak meninggalkan warna
pada kertas gambar pergunakan penghapus putih yang halus.
10
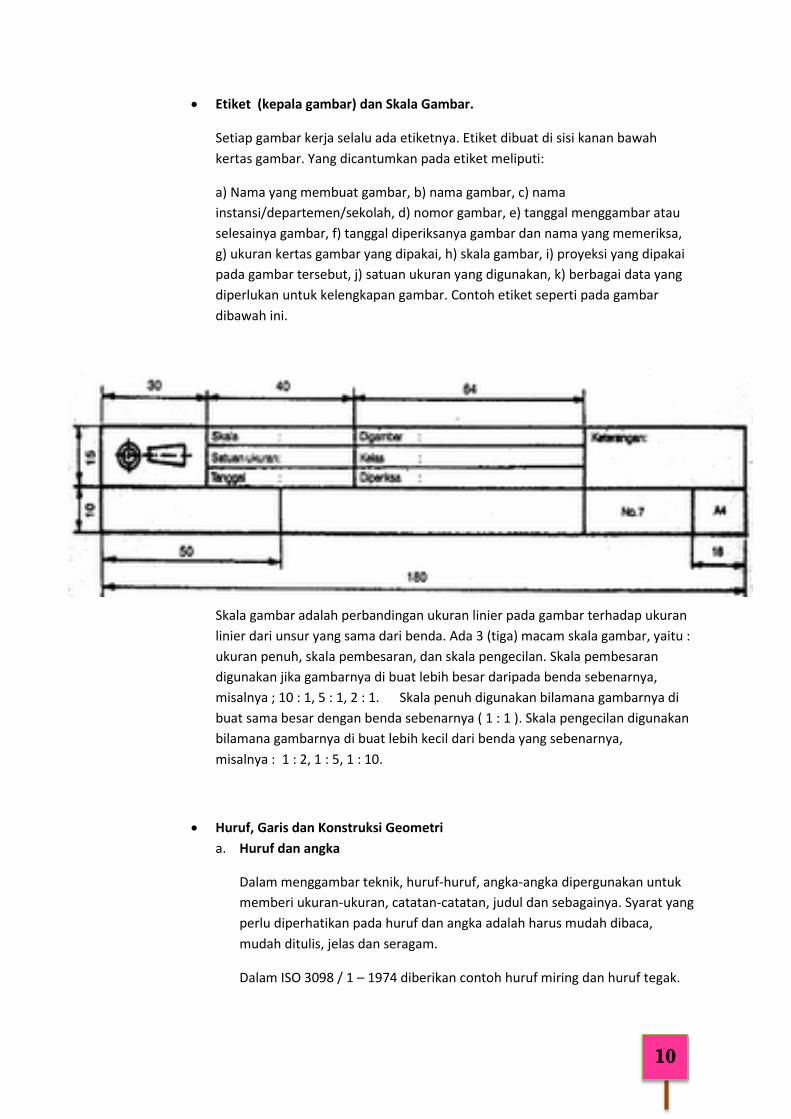
Etiket (kepala gambar) dan Skala Gambar.
Setiap gambar kerja selalu ada etiketnya. Etiket dibuat di sisi kanan bawah
kertas gambar. Yang dicantumkan pada etiket meliputi:
a) Nama yang membuat gambar, b) nama gambar, c) nama
instansi/departemen/sekolah, d) nomor gambar, e) tanggal menggambar atau
selesainya gambar, f) tanggal diperiksanya gambar dan nama yang memeriksa,
g) ukuran kertas gambar yang dipakai, h) skala gambar, i) proyeksi yang dipakai
pada gambar tersebut, j) satuan ukuran yang digunakan, k) berbagai data yang
diperlukan untuk kelengkapan gambar. Contoh etiket seperti pada gambar
dibawah ini.
Skala gambar adalah perbandingan ukuran linier pada gambar terhadap ukuran
linier dari unsur yang sama dari benda. Ada 3 (tiga) macam skala gambar, yaitu :
ukuran penuh, skala pembesaran, dan skala pengecilan. Skala pembesaran
digunakan jika gambarnya di buat lebih besar daripada benda sebenarnya,
misalnya ; 10 : 1, 5 : 1, 2 : 1. Skala penuh digunakan bilamana gambarnya di
buat sama besar dengan benda sebenarnya ( 1 : 1 ). Skala pengecilan digunakan
bilamana gambarnya di buat lebih kecil dari benda yang sebenarnya,
misalnya : 1 : 2, 1 : 5, 1 : 10.
Huruf, Garis dan Konstruksi Geometri
a. Huruf dan angka
Dalam menggambar teknik, huruf-huruf, angka-angka dipergunakan untuk
memberi ukuran-ukuran, catatan-catatan, judul dan sebagainya. Syarat yang
perlu diperhatikan pada huruf dan angka adalah harus mudah dibaca,
mudah ditulis, jelas dan seragam.
Dalam ISO 3098 / 1 – 1974 diberikan contoh huruf miring dan huruf tegak.
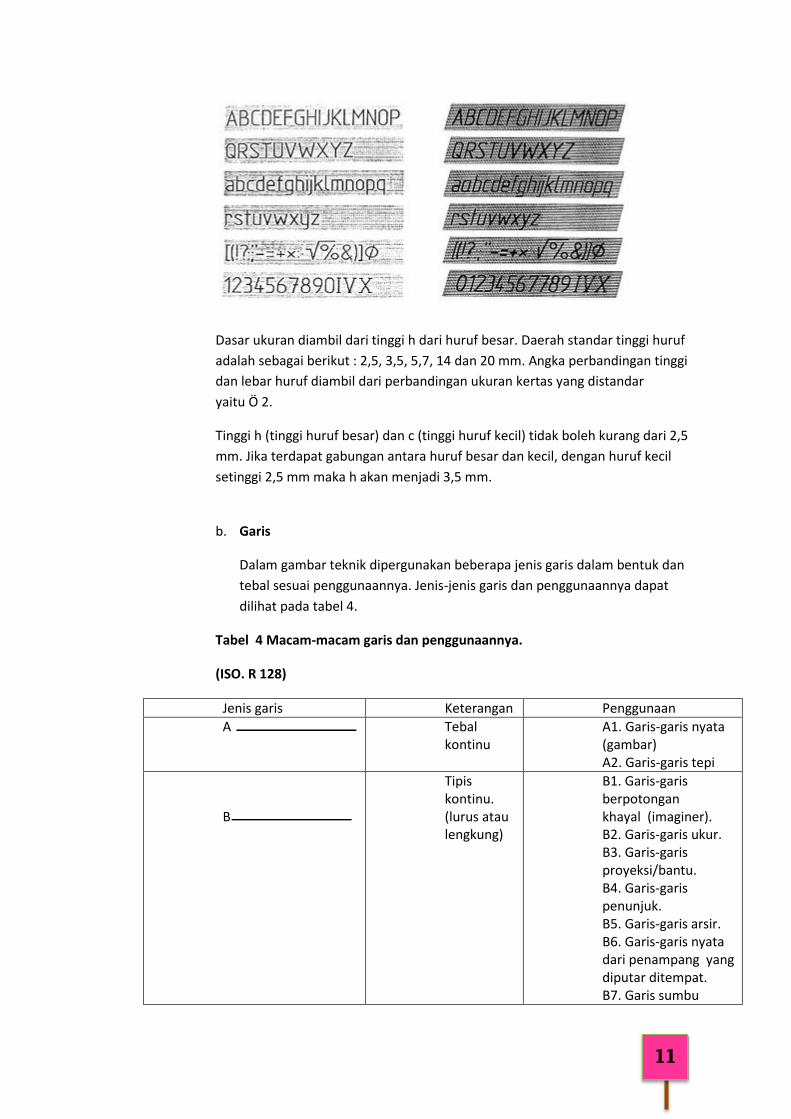
11
Dasar ukuran diambil dari tinggi h dari huruf besar. Daerah standar tinggi huruf
adalah sebagai berikut : 2,5, 3,5, 5,7, 14 dan 20 mm. Angka perbandingan tinggi
dan lebar huruf diambil dari perbandingan ukuran kertas yang distandar
yaitu Ö 2.
Tinggi h (tinggi huruf besar) dan c (tinggi huruf kecil) tidak boleh kurang dari 2,5
mm. Jika terdapat gabungan antara huruf besar dan kecil, dengan huruf kecil
setinggi 2,5 mm maka h akan menjadi 3,5 mm.
b. Garis
Dalam gambar teknik dipergunakan beberapa jenis garis dalam bentuk dan
tebal sesuai penggunaannya. Jenis-jenis garis dan penggunaannya dapat
dilihat pada tabel 4.
Tabel 4 Macam-macam garis dan penggunaannya.
(ISO. R 128)
Jenis garis Keterangan Penggunaan
A Tebal kontinu
A1. Garis-garis nyata (gambar) A2. Garis-garis tepi
B
Tipis kontinu. (lurus atau lengkung)
B1. Garis-garis berpotongan khayal (imaginer). B2. Garis-garis ukur. B3. Garis-garis proyeksi/bantu. B4. Garis-garis penunjuk. B5. Garis-garis arsir. B6. Garis-garis nyata dari penampang yang diputar ditempat. B7. Garis sumbu

12
pendek.
C.
Tipis kontinu bebas
C1. Garis-garis batas dari potongan sebagian atau bagian yang dipotong, bila batasnya bukan garis bergores tipis.
D.
Tipis kontinu dengan sig-sag
D1. Sama dengan C1.
E
Garis gores tebal
E1. Garis nyata terhalang. E2. Garis tepi terhalang.
F
Garis gores tipis
F1. Garis nyata terhalang F2. Garis tepi terhalang
G
Garis bergores tipis
G1. Garis sumbu. G2. Garis simetri. G3. Lintasan.
H Garis bergores tipis, yang dipertebal pada ujung-ujungnya dan arah perobahan arah.
H1. Garis (bidang) potong.
J
Garis bergores tebal.
J1. Penunjukkan permukaan yang harus mendapat penangan khusus.
3. Memotong bahan
Gergaji besi (hacksaw) memiliki bagian-
bagian yaitu :
a. Tuas pemegang (Handle); Biasanya
terbuat dari logam yang lunak dan harus
baik pegangannya (seperti memegang
pistol)
13
b. Rangka yang dapat diatur (Adjustable Frame); Biasanya dibuat dari pipa oval/baja
yang kuat dan kaku agar hasilnya lurus dan kuat. Bingkai ini dapat dipakai untuk
bermacam-macam panjang daun gergaji.
c. Mur kupu-kupu (Wing Nut); Berfungsi untuk mengencangkan bilah gergaji.
d. Lubang pengait pada bilah gergaji (Prongs);
e. Bilah gergaji (Blade); Dapat terbuat dari karbon satau HSS dengan hanya mata (gigi)
saja yang dikeraskan atau seluruh bagiannya. Semakin kecil sudut buang bilah
gergaji, maka makin keras bahan yang dapt dipotongnya.
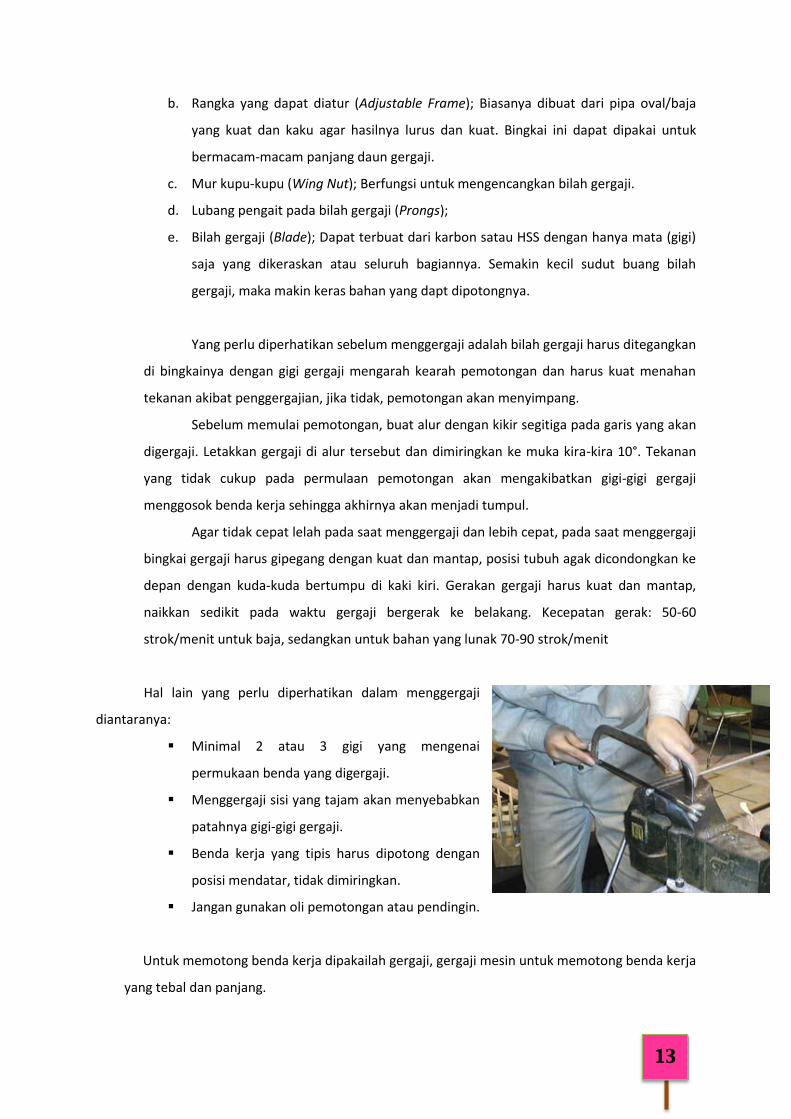
Yang perlu diperhatikan sebelum menggergaji adalah bilah gergaji harus ditegangkan
di bingkainya dengan gigi gergaji mengarah kearah pemotongan dan harus kuat menahan
tekanan akibat penggergajian, jika tidak, pemotongan akan menyimpang.
Sebelum memulai pemotongan, buat alur dengan kikir segitiga pada garis yang akan
digergaji. Letakkan gergaji di alur tersebut dan dimiringkan ke muka kira-kira 10°. Tekanan
yang tidak cukup pada permulaan pemotongan akan mengakibatkan gigi-gigi gergaji
menggosok benda kerja sehingga akhirnya akan menjadi tumpul.
Agar tidak cepat lelah pada saat menggergaji dan lebih cepat, pada saat menggergaji
bingkai gergaji harus gipegang dengan kuat dan mantap, posisi tubuh agak dicondongkan ke
depan dengan kuda-kuda bertumpu di kaki kiri. Gerakan gergaji harus kuat dan mantap,
naikkan sedikit pada waktu gergaji bergerak ke belakang. Kecepatan gerak: 50-60
strok/menit untuk baja, sedangkan untuk bahan yang lunak 70-90 strok/menit
Hal lain yang perlu diperhatikan dalam menggergaji
diantaranya:
Minimal 2 atau 3 gigi yang mengenai
permukaan benda yang digergaji.
Menggergaji sisi yang tajam akan menyebabkan
patahnya gigi-gigi gergaji.
Benda kerja yang tipis harus dipotong dengan
posisi mendatar, tidak dimiringkan.
Jangan gunakan oli pemotongan atau pendingin.
Untuk memotong benda kerja dipakailah gergaji, gergaji mesin untuk memotong benda kerja
yang tebal dan panjang.
14
Gergaji besi dapat digunakan untuk memotong benda kerja seperti logam batangan, baja profil,
lembaran logam lainnya yang terlalu tebal untuk digunting.
Ukuran bilah gergaji :
Hanya dalam ukuran inchi, umumnya memiliki ukuran panjang :
8 inchi (203,2 mm)
10 inchi (254 mm)
12 inchi (304,8 mm)
Bahan pembuat bilah gergaji :
High speed
Molybdenum
Paduan baja tungsten
Dengan perlakuan pengerasan dan pemanasan (tempered)
Dimensi bilah gergaji :
Pada umumnya bilah gergaji memiliki dimensi
Lebar : ½ inchi (12,7 mm)
Tebal : 0,25 inchi (0,635 mm)
Jarak antara gigi pada bilah gergaji disebut pitch, dan hanya dengan satuan inchi.
Pitch = 1/8 menyatakan bahwa dalam 1 inchi (25,4 mm) terdapat 18 gigi.
Umumnya pitch pada bilah gergaji : 4, 18, 24, dan 32 gigi/inchi
Ukuran pitch 18 hanya dapat digunakan untuk mengerjakan pekerjaan secara umum.
Untuk pekerjaan yang bersifat spesifik, ukuran pitch perlu disesuaikan dengan bahannya.
Secara umum pemilihan bilah gergaji dengan pertimbangan : pilih ukuran bilah gergaji
dengan jumlah gigi yang sedikit atau kasar (nilai pitchnya kecil), akan terbentuk celah lebih
lebar, penggergajian akan berlangsung secara cepat.
Pemilihan ukuran pitch berdasarkan pada :
Tebak ukuran bahan yang akan dipotong
Sedikitnya ada dua gigi yang bersinggungan dengan permukaan bahan
Pemasangan bilah gergaji :
Pilih bilah uang sesuai dengan bahan
Sesuaikan rangka gergaji dengan panjang bilah
15
Tempatakan lubang ujung pengait bilah pada pengait belakang
Tempatkan ujung bilah yang lain pada pengait depan
Kencangkan mur kupu-kupu, hingga bilah menegang (atur jangan sampai patah)
Cara pemakaian gergaji tangan :
Pastikan pitchnya telah sesuai dan arah gergaji mengarah kedepan
Atur tegangan bilah secukupnya
Tandai tempat benda kerja yang akan dipotong
Jepit benda kerja dan tempat yang akan dipotong berjarak 0.5 cm dari tepi rahang ragum
Genggam dan ayun rangka gergaji
Posisi bilah pada benda kerja ditempatkan pada bagian luar garis tanda
Gunakan tekanan tangan pada saat mengayun ke depan dan lepaskan tekanan saat ayunan
ke belakang (50 ayunan/menit)
Kurangi tekanan dan kecepatan ayunan saat benda kerja hampir putus
Jika bilah patah atau tumpul selama pemotongan berlangsung, ganti dan lanjutkan tetapi
jangan mengikuti jalur yang lama, karena bilah akan terjepit dan patah.
Mulai kembali pada sisi yang lainnya, eehingga jalur baru akan menyambung dengan jalur
awal
Jika benda kerja tipis, berilah lapisan papan kayu agar dua gigi /lebih dapat bersinggungan
dengan permukaan lahan
4. Merapikan bahan Pengikiran ialah operasi yang menggunakan alat berupa kikir. Biasa dilakukan untuk mengurangi ketebalan benda kerja, membentuk, meratakan, hingga menghaluskan benda kerja. Dalam setiap proses industri, ada Standard Operational Procedure (SOP). Begitu juga dengan proses pengikiran. Namun SOP tersebut tidak akan dibahas di sini, melainkan hanya teknik kerja umum pengikiran pekerjaanl ini tentunya. yang banyak dilakukan di departemant debburing dan biasa diberikan oleh instruktur (leader) kepada operator baru. Standar teknik kerja tersebut antara lain seperti:
Prosedur Pengikiran
- Memilih dan menyiapkan tempat kerja
- Melemaskan sendi-sendi tangan.
- Melakukan gerakan utama atau dasar sebanyak mungkin.
- Penjepitan benda kerja.
- Tanggem yang digunakan.
- Pemegang kikir
A. Memilih dan menyiapkan tempat kerja.
16
Tinggi tempat haruslah disesuaikan dengan bentuk dari benda kerja yang akan
dikerjakan dan ketinggian si pengikir yang melakukan pengikiran.
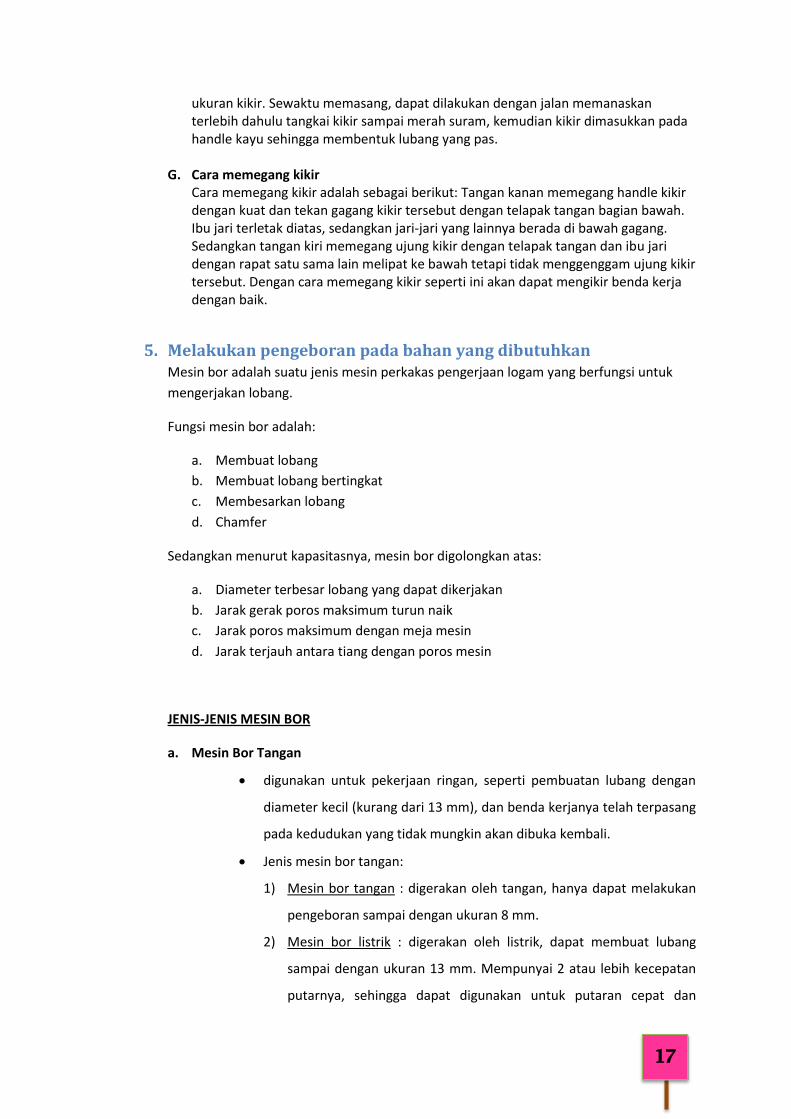
B. Melemaskan sendi-sendi tangan
Posisi kerja memperlihatkan bagaimana kecakapan seseorang bekerja. Selama
mengikir, badan berdiri di sebelah kiri benda kerja atau material dengan posisi kaki
tetap pada tempatnya. Jarak antar kaki deisesuaikan dengan panjang kikir.Sudut
antara poros tanggem dan kaki kira-kira membentuk sudut 300, sedangkan untuk
kaki kanan membentuk sudut kurang lebih 75. C. Melakukan gerakan utama / dasar sebanyak mungkin.
Badan berdiri tegak pada posisi permulaan dan selanjutnya condong kedepan selama pengikiran berlangsung. Sementara posisi kaki kanan tetap lurus selama proses pengikiran berlangsung. Sedangkan arah pandangan mata selalu terpusat (diarahkan) melihat pada benda kerja yang akan dikerjakan atau dikikir.
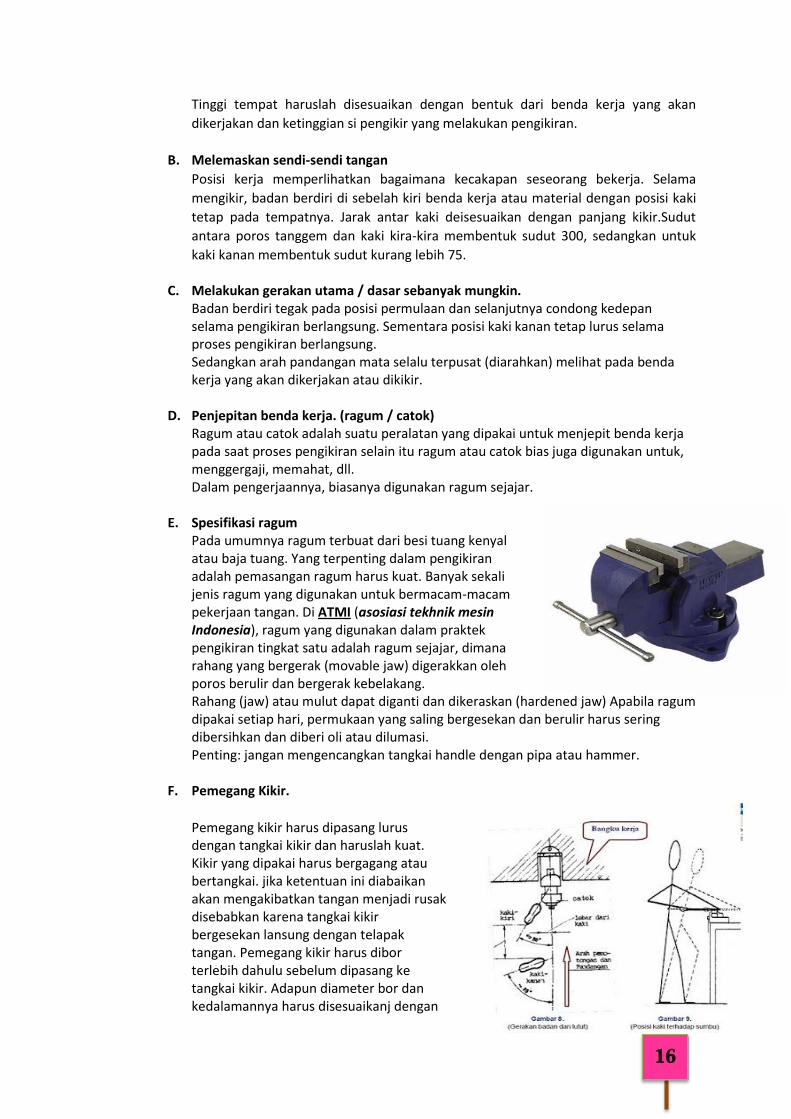
D. Penjepitan benda kerja. (ragum / catok)
Ragum atau catok adalah suatu peralatan yang dipakai untuk menjepit benda kerja pada saat proses pengikiran selain itu ragum atau catok bias juga digunakan untuk, menggergaji, memahat, dll. Dalam pengerjaannya, biasanya digunakan ragum sejajar.
E. Spesifikasi ragum Pada umumnya ragum terbuat dari besi tuang kenyal atau baja tuang. Yang terpenting dalam pengikiran adalah pemasangan ragum harus kuat. Banyak sekali jenis ragum yang digunakan untuk bermacam-macam pekerjaan tangan. Di ATMI (asosiasi tekhnik mesin Indonesia), ragum yang digunakan dalam praktek pengikiran tingkat satu adalah ragum sejajar, dimana rahang yang bergerak (movable jaw) digerakkan oleh poros berulir dan bergerak kebelakang. Rahang (jaw) atau mulut dapat diganti dan dikeraskan (hardened jaw) Apabila ragum dipakai setiap hari, permukaan yang saling bergesekan dan berulir harus sering dibersihkan dan diberi oli atau dilumasi. Penting: jangan mengencangkan tangkai handle dengan pipa atau hammer.
F. Pemegang Kikir.
Pemegang kikir harus dipasang lurus dengan tangkai kikir dan haruslah kuat. Kikir yang dipakai harus bergagang atau bertangkai. jika ketentuan ini diabaikan akan mengakibatkan tangan menjadi rusak disebabkan karena tangkai kikir bergesekan lansung dengan telapak tangan. Pemegang kikir harus dibor terlebih dahulu sebelum dipasang ke tangkai kikir. Adapun diameter bor dan kedalamannya harus disesuaikanj dengan
17
ukuran kikir. Sewaktu memasang, dapat dilakukan dengan jalan memanaskan terlebih dahulu tangkai kikir sampai merah suram, kemudian kikir dimasukkan pada handle kayu sehingga membentuk lubang yang pas.
G. Cara memegang kikir Cara memegang kikir adalah sebagai berikut: Tangan kanan memegang handle kikir dengan kuat dan tekan gagang kikir tersebut dengan telapak tangan bagian bawah. Ibu jari terletak diatas, sedangkan jari-jari yang lainnya berada di bawah gagang. Sedangkan tangan kiri memegang ujung kikir dengan telapak tangan dan ibu jari dengan rapat satu sama lain melipat ke bawah tetapi tidak menggenggam ujung kikir tersebut. Dengan cara memegang kikir seperti ini akan dapat mengikir benda kerja dengan baik.
5. Melakukan pengeboran pada bahan yang dibutuhkan Mesin bor adalah suatu jenis mesin perkakas pengerjaan logam yang berfungsi untuk
mengerjakan lobang.
Fungsi mesin bor adalah:
a. Membuat lobang
b. Membuat lobang bertingkat
c. Membesarkan lobang
d. Chamfer
Sedangkan menurut kapasitasnya, mesin bor digolongkan atas:
a. Diameter terbesar lobang yang dapat dikerjakan
b. Jarak gerak poros maksimum turun naik
c. Jarak poros maksimum dengan meja mesin
d. Jarak terjauh antara tiang dengan poros mesin
JENIS-JENIS MESIN BOR
a. Mesin Bor Tangan
digunakan untuk pekerjaan ringan, seperti pembuatan lubang dengan
diameter kecil (kurang dari 13 mm), dan benda kerjanya telah terpasang
pada kedudukan yang tidak mungkin akan dibuka kembali.
Jenis mesin bor tangan:
1) Mesin bor tangan : digerakan oleh tangan, hanya dapat melakukan
pengeboran sampai dengan ukuran 8 mm.
2) Mesin bor listrik : digerakan oleh listrik, dapat membuat lubang
sampai dengan ukuran 13 mm. Mempunyai 2 atau lebih kecepatan
putarnya, sehingga dapat digunakan untuk putaran cepat dan
18
lambat. Harganya lebih murah dan multiguna, sehingga banyak
digunakan.
Mesin bor tangan juga digunakan untuk pemasangan baut-baut,
pembukaan baut-baut, penggerindaan, pemolesan, penghalusan benda
kerja, apabila dilengkapi dengan beberapa alat bantu.
Langkah pengoperasian mesin bor tangan:
1) buatlah titik senter pada daerah benda kerja yang akan dibuat
lubang.
2) Pasang mata bor yang diperlukan pada chuck mesin bor, dan
kuncikan dengan menggunakan kunci chuck.
3) Lepaskan kunci chuck sebelum mesin dijalankan.
4) Jika menggunakan mesin bor listrik, maka pilih kecepatan yang
sesuai dengan jenis bahan mata bor dan jenis bahan benda kerja.
5) Sebelum pengeboran, tepatkan ujung mata bor pada titik senter.
6) Hidupkan mesin dan mulai pengeboran.
Keselamatan kerja pada proses pengeboran menggunakan mesin bor
tangan:
1) pakailah pakaian kerja yang nyaman, hindari kancing baju terbuka,
pakailah penutup rambut (apabila berambut panjang), hiudari
pemakaian benda berharga (seperti jam, kalung, dan cincin).
2) Jaga agar tangan tidak terlalu dekat dengan mata bor yang sedang
berputar.
3) Matikan mesin dan putuskan hubungan listriknya, pada saat
menyetel/mengganti mata bor.
4) Gunakan mata bor yang tajam.
5) Uutuk pengeboran benda kerja yang kecil, periksa penjepitan benda
kerja.
6) Yakinkan mata bor telah terikat dengan kuat.
7) Gunakan kacamata.
b. Mesin Bor Meja
Mesin bor meja adalah mesin bor yang diletakkan diatas meja. Mesin ini digunakan
untuk membuat lobang benda kerja dengan diameter kecil (terbatas sampai dengan
diameter 16 mm). Prinsip kerja mesin bor meja adalah putaran motor listrik diteruskan
ke poros mesin sehingga poros berputar. Selanjutnya poros berputar yang sekaligus
19
sebagai pemegang mata bor dapat digerakkan naik turun dengan bantuan roda gigi lurus
dan gigi rack yang dapat mengatur tekanan pemakanan saat pengeboran.
c. Mesin Bor Lantai
Mesin bor lantai adalah mesin bor yang dipasang pada lantai. Mesin bor lantai disebut
juga mesin bor kolom. Jenis lain mesin bor lantai ini adalah mesin bor yang mejanya
disangga dengan batang pendukung. Mesin bor jenis ini biasanya dirancang untuk
pengeboran benda-benda kerja yang besar dan berat.
d. Mesin Bor Radial
Mesin bor radial khusus dirancang untuk pengeboran benda-benda kerja yang besar dan
berat. Mesin ini langsung dipasang pada lantai, sedangkan meja mesin telah terpasang
secara permanen pada landasan atau alas mesin.
e. Mesin Bor Koordinat
Mesin bor koordinat pada dasarnya sama prinsipnya dengan mesin bor sebelumnya.
Perbedaannya terdapat pada sistem pengaturan posisi pengeboran. Mesin bor koordinat
digunakan untuk membuat/membesarkan lobang dengan jarak titik pusat dan diameter
lobang antara masing-masingnya memiliki ukuran dan ketelitian yang tinggi. Untuk
mendapatkan ukuran ketelitian yang tinggi tersebut digunakan meja kombinasi yang
dapat diatur dalam arah memanjang dan arah melintang dengan bantuan sistem optik.
Ketelitian dan ketepatan ukuran dengan sisitem optik dapat diatur sampai mencapai
toleransi 0,001 mm.
20
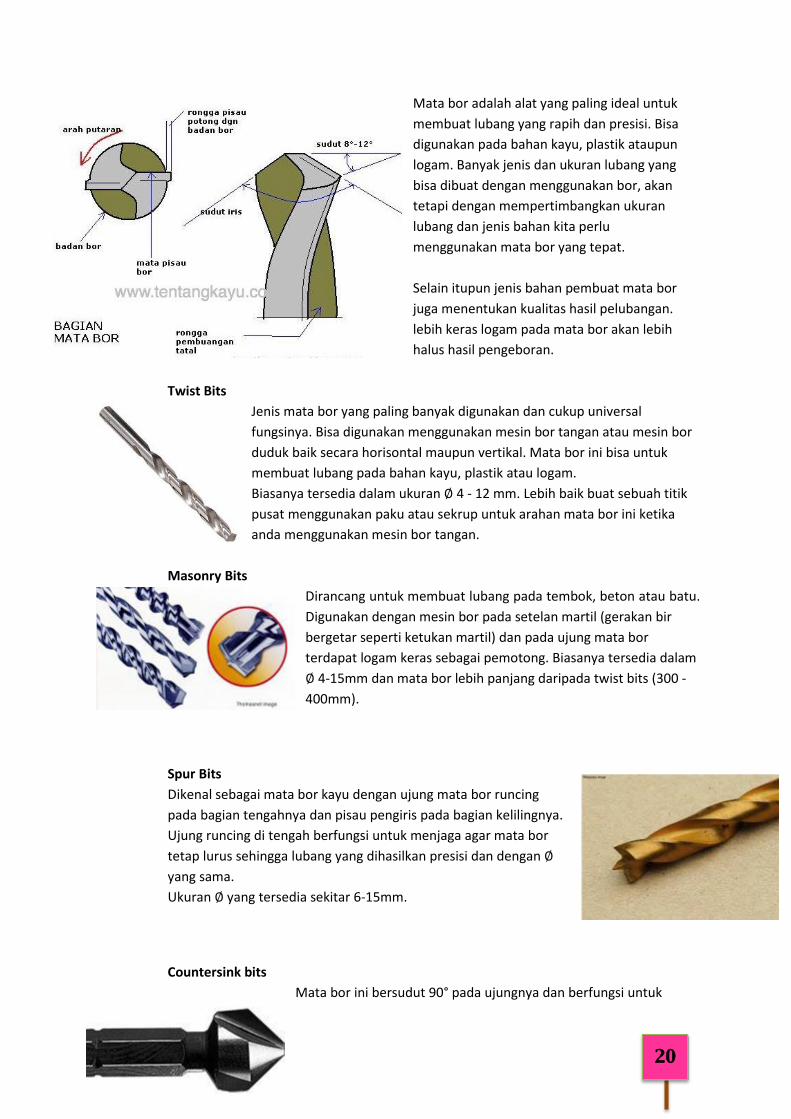
Mata bor adalah alat yang paling ideal untuk
membuat lubang yang rapih dan presisi. Bisa
digunakan pada bahan kayu, plastik ataupun
logam. Banyak jenis dan ukuran lubang yang
bisa dibuat dengan menggunakan bor, akan
tetapi dengan mempertimbangkan ukuran
lubang dan jenis bahan kita perlu
menggunakan mata bor yang tepat.
Selain itupun jenis bahan pembuat mata bor
juga menentukan kualitas hasil pelubangan.
lebih keras logam pada mata bor akan lebih
halus hasil pengeboran.
Twist Bits
Jenis mata bor yang paling banyak digunakan dan cukup universal
fungsinya. Bisa digunakan menggunakan mesin bor tangan atau mesin bor
duduk baik secara horisontal maupun vertikal. Mata bor ini bisa untuk
membuat lubang pada bahan kayu, plastik atau logam.
Biasanya tersedia dalam ukuran ∅ 4 - 12 mm. Lebih baik buat sebuah titik
pusat menggunakan paku atau sekrup untuk arahan mata bor ini ketika
anda menggunakan mesin bor tangan.
Masonry Bits
Dirancang untuk membuat lubang pada tembok, beton atau batu.
Digunakan dengan mesin bor pada setelan martil (gerakan bir
bergetar seperti ketukan martil) dan pada ujung mata bor
terdapat logam keras sebagai pemotong. Biasanya tersedia dalam
∅ 4-15mm dan mata bor lebih panjang daripada twist bits (300 -
400mm).
Spur Bits
Dikenal sebagai mata bor kayu dengan ujung mata bor runcing
pada bagian tengahnya dan pisau pengiris pada bagian kelilingnya.
Ujung runcing di tengah berfungsi untuk menjaga agar mata bor
tetap lurus sehingga lubang yang dihasilkan presisi dan dengan ∅
yang sama.
Ukuran ∅ yang tersedia sekitar 6-15mm.
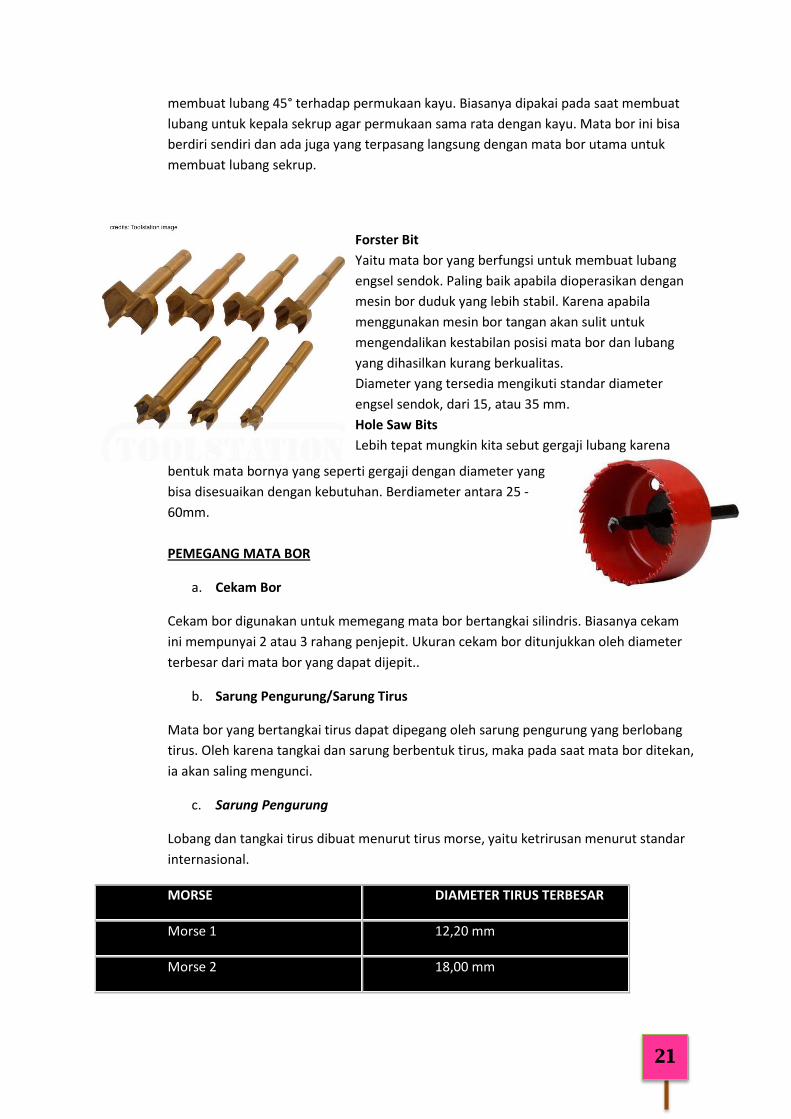
Countersink bits
Mata bor ini bersudut 90° pada ujungnya dan berfungsi untuk
21
membuat lubang 45° terhadap permukaan kayu. Biasanya dipakai pada saat membuat
lubang untuk kepala sekrup agar permukaan sama rata dengan kayu. Mata bor ini bisa
berdiri sendiri dan ada juga yang terpasang langsung dengan mata bor utama untuk
membuat lubang sekrup.
Forster Bit
Yaitu mata bor yang berfungsi untuk membuat lubang
engsel sendok. Paling baik apabila dioperasikan dengan
mesin bor duduk yang lebih stabil. Karena apabila
menggunakan mesin bor tangan akan sulit untuk
mengendalikan kestabilan posisi mata bor dan lubang
yang dihasilkan kurang berkualitas.
Diameter yang tersedia mengikuti standar diameter
engsel sendok, dari 15, atau 35 mm.
Hole Saw Bits
Lebih tepat mungkin kita sebut gergaji lubang karena
bentuk mata bornya yang seperti gergaji dengan diameter yang
bisa disesuaikan dengan kebutuhan. Berdiameter antara 25 -
60mm.
PEMEGANG MATA BOR
a. Cekam Bor
Cekam bor digunakan untuk memegang mata bor bertangkai silindris. Biasanya cekam
ini mempunyai 2 atau 3 rahang penjepit. Ukuran cekam bor ditunjukkan oleh diameter
terbesar dari mata bor yang dapat dijepit..
b. Sarung Pengurung/Sarung Tirus
Mata bor yang bertangkai tirus dapat dipegang oleh sarung pengurung yang berlobang
tirus. Oleh karena tangkai dan sarung berbentuk tirus, maka pada saat mata bor ditekan,
ia akan saling mengunci.
c. Sarung Pengurung
Lobang dan tangkai tirus dibuat menurut tirus morse, yaitu ketrirusan menurut standar
internasional.
MORSE DIAMETER TIRUS TERBESAR
Morse 1 12,20 mm
Morse 2 18,00 mm
22
Morse 3 24,10 mm
Morse 4 31,60 mm
PEMEGANG DAN PENJEPIT BENDA KERJA
a. Ragum Tangan
Ragum tangan dapat dibuka dan dikunci dengan kekuatan tangan. Benda kerja yang
dapat dijepit oleh ragum tangan harus berukuran kecil dan terbatas sampai pada
diameter ± 6 mm.
b. Ragum Mesin
Benda kerja yang besar tidak dapat dipegang oleh tangan karena gaya pemotongannya
semakin besar, maka digunakan ragum mesin.
c. Meja Mesin
Penjepitan benda kerja pada meja mesin umumnya dilakukan apabila benda kerja tidak
mungkin di jepit oleh ragum. Teknik penjepitan benda kerja menggunakan
baut pengunci T yang mana baut ini dimasukkan ke dalam alur meja mesin bor.
d. Tangan
Pemegangan benda kerja dengan tangan dapat dilakukan untuk benda kerja yang kecil
dan panjang serta lobang yang dibuat tidak dalam dan berdiameter kecil.
MATA BOR
BESAR SUDUT BAHAN
500-800 Kuningan, Perunggu
1180 Baja, Besi Tuang, Baja Lunak, Baja
Tuang
1400 Baja Keras
Sudut Potong
Sudut potong mata bor terdapat empat macam, yaitu:
- Sudut Bebas (a)
- Sudut Mata Potong (b)
- Sudut Tatal (γ)
- Sudut Pemotongan (δ)

23
Ujung mata pemotong harus selalu tajam. Pusat/ujung bibir pemotong yang tidak sentris
saat pengasahan mata bor menghasilkan beban yang tidak sama terhadap bor.
Akibatnya lobang yang terbentuk tidak tepat, bergeser/menyimpang posisinya dari
senter yang ditentukan.
PRINSIP PENGEBORAN
Berdasarkan pekerjaan yang dilakukan, maka mesin bor dapat berfungsi untuk membuat
lobang silindris dan bertingkat, membesarkan lobang, memcemper lobang dan
mengetap.
Pekerjaan yang banyak menuntut ketelitian yang tinggi pada pengeboran adalah pada
saat menempatkan mata bor pada posisi yang tepat di titik senter.
KECEPATAN POTONG PENGEBORAN
Kecepatan potong ditentukan dalam satuan panjang yang dihitung berdasarkan putaran
mesin per menit. Atau secara defenitif dapat dikatakan bahwa kecepatan potong adalah
panjangnya bram yang terpotong per satuan waktu.
Setiap jenis logam mempunyai harga kecepatan potong tertentu dan berbeda-beda.
Dalam pengeboran putaran mesin perlu disesuaikan dengan kecepatan potong logam.
Bila kecepatan potongnya tidak tepat, mata bor cepat panas dan akibatnya mata bor
cepat tumpul atau bisa patah.
Kecepatan potong ditentukan oleh:
Jenis bahan yang akan dibor
Jenis bahan mata bor
Kualitas lobang yang diinginkan
Cara/teknik pengeboran
Kapasitas mesin bor
Efesiensi pendinginan
BAHAN KECEPATAN
POTONG (m/menit)
Alumunium Campuran
Kuningan Campuran
Perunggu Tegangan Tinggi
Besi Tuang Lunak
Besi Tuang Menengah
60 – 100
30 – 100
25 – 30
30 – 50
25 – 30
24
Besi Tuang Keras
Tembaga
Baja Karbon Rendah
Baja Karbon Sedang
Baja Karbon Tinggi
Baja Perkakas
Baja Campuran
10 – 20
20 – 30
30 – 50
20 – 30
15 – 20
10 – 30
15 – 25
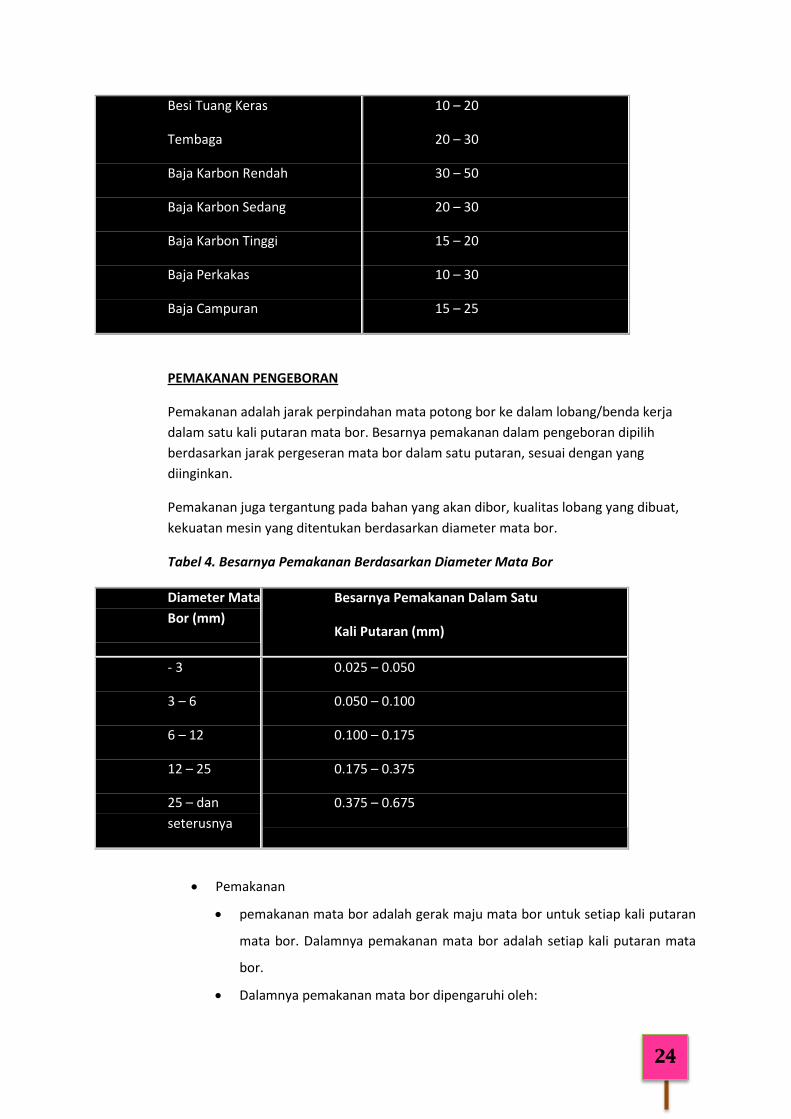
PEMAKANAN PENGEBORAN
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lobang/benda kerja
dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih
berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang
diinginkan.
Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lobang yang dibuat,
kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 4. Besarnya Pemakanan Berdasarkan Diameter Mata Bor
Diameter Mata
Bor (mm)
Besarnya Pemakanan Dalam Satu
Kali Putaran (mm)
- 3
3 – 6
6 – 12
12 – 25
25 – dan
seterusnya
0.025 – 0.050
0.050 – 0.100
0.100 – 0.175
0.175 – 0.375
0.375 – 0.675
Pemakanan
pemakanan mata bor adalah gerak maju mata bor untuk setiap kali putaran
mata bor. Dalamnya pemakanan mata bor adalah setiap kali putaran mata
bor.
Dalamnya pemakanan mata bor dipengaruhi oleh:
25
a. diameter mata bor.
b. Jenis bahan benda kerja yang akan dipotong.
c. Kondisi/keadaan mesin yang digunakan untuk pengeboran.
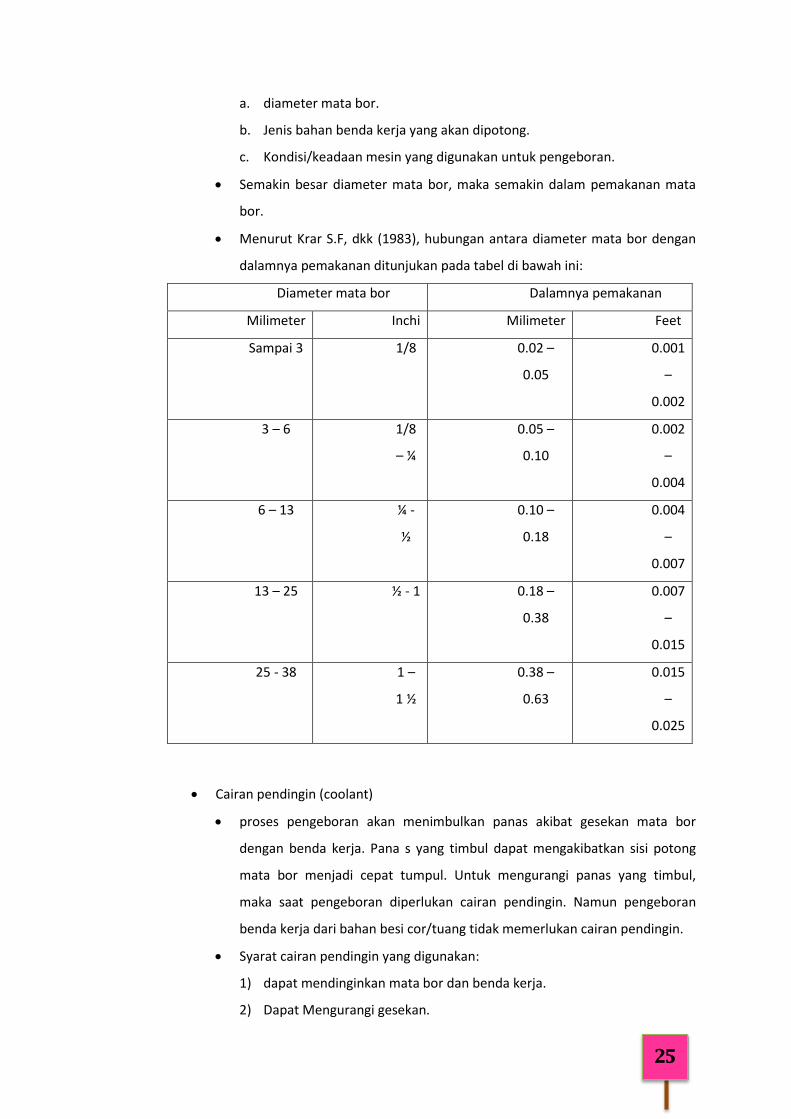
Semakin besar diameter mata bor, maka semakin dalam pemakanan mata
bor.
Menurut Krar S.F, dkk (1983), hubungan antara diameter mata bor dengan
dalamnya pemakanan ditunjukan pada tabel di bawah ini:
Diameter mata bor Dalamnya pemakanan
Milimeter Inchi Milimeter Feet
Sampai 3 1/8 0.02 –
0.05
0.001
–
0.002
3 – 6 1/8
– ¼
0.05 –
0.10
0.002
–
0.004
6 – 13 ¼ -
½
0.10 –
0.18
0.004
–
0.007
13 – 25 ½ - 1 0.18 –
0.38
0.007
–
0.015
25 - 38 1 –
1 ½
0.38 –
0.63
0.015
–
0.025
Cairan pendingin (coolant)
proses pengeboran akan menimbulkan panas akibat gesekan mata bor
dengan benda kerja. Pana s yang timbul dapat mengakibatkan sisi potong
mata bor menjadi cepat tumpul. Untuk mengurangi panas yang timbul,
maka saat pengeboran diperlukan cairan pendingin. Namun pengeboran
benda kerja dari bahan besi cor/tuang tidak memerlukan cairan pendingin.
Syarat cairan pendingin yang digunakan:
1) dapat mendinginkan mata bor dan benda kerja.
2) Dapat Mengurangi gesekan.

26
3) Dapat mempertinggi gaya pemotongan.
4) Tidak menimbulkan karat pada benda kerja.
5) Dapat membantu pengeluaran beram.
Pengasah mata bor
persyaratan yang harus diperhatikan dalam pengasahan mata bor pada
mesin gerinda:
1) besar sudut mata potong
2) besar sudut kebebasan mata potong
3) posisi titik senter
langkah kerja pengasahan mata bor pada mesin gerinda:
1) pakai kacamata atau penutup muka dan penutup mata.
2) Periksa terlebih dahulu kerataan permukaan batu gerinda. Jika
permukaan batu gerinda tidak rata, lakukan pengasahan/perataan
menggunakan dresser.
3) Periksa jumlah cairan pendingin yang ada pada bak penampungnya.
4) Periksa sudut-sudut mata bor menggunakan mal sudut.
5) Jika sudut mata bor benar, maka pegang mata bor dan dudukan pada
pendukung benda kerja mesin gerinda. Posisi penempatan mata bor
harus membentuk sudut 59o terhadap permukaan batu gerinda.
6) Pegang bagian pemegang mata bor dengan tangan yang lain. Gerakan
mata bor perlahan-lahan sewaktu penggerindaan.
7) Perhatian: dinginkan mata bor sesering mungkin selama
pengasahan/penggerindaan, agar mata bor tidak mengalami panas yang
berlebihan, yang dapat menimbulkan retak-retak pada sisi potong mata
bor.
8) Setelah selesai pengasahan periksa kembali sudut-sudut mata bor
(sudutnya harus 59o). Apabila sudutnya belum benar, ulangi langkah
pengasahan dan periksa kembali sudut-sudutnya.
Langkah pengeboran
Hal yang harus diperhatikan:
1) kecepatan potong yang digunakan
27
2) pengikatan benda kerja
3) dalamnya pemakanan
4) kecepatan putaran mata bor
5) dll
Pengeboran benda kerja dengan permukaan rata:
1) tentukan titik senter lubang yang akan dibuat pada benda kerja.
2) Tandai menggunakan penitik pusat.
3) Catatan: jika lubang yang akan dibuat adalah lubang presisi/teliti, maka
buatlah besarnya lubang menggunakan jangka tusuk.
4) Atur kecepatan putaran mata bor, sesuaikan dengan jenis bahan benda
kerja. (gunakan tabel/perhitungan).
5) Jepit benda kerja pada ragum, dengan didukung oleh kayu paralel strip,
untuk menjaga agar mata bor tidak mengenai ragum. Atur posisi benda
kerja sehingga titik senter lubang yang akan dibuat segars dengan titik
senter mata bor. Yakinkan dengan jalan menurunkan mata bor tepat
berada pada titik senter lubang yang akan dibuat.
6) Hidupkan mesin dan perlahan-lahan turunkan mata bor dengan
memakai tuas pemakanan, sehingga mata bor melakukan pemakanan
terhadap benda kerja. Selama proses pemakanan, berikan cairan
pendingin.
7) Setelah selesai pengeboran, matikan mesin dan lepaskan mata bor,
bemda kerja dan alat bantunya. Simpan mata bor dan peralatan lainnya
pada tempat yang telah disediakan.
Pengeboran benda kerja yang dijepit oleh V blok:
1) tandai dengan penitik pusat tempat yang akan dibuat lubang pada
benda kerja.
2) Pasang senter bor yang sesuai pada chuck bor.
3) Pasang benda kerja pada V blok, dan atur kedudukannya sehingga titik
senter tepat berada di bawah senter bor. Uji kelurusannya dengan
menurunkan senter bor.
4) Setelah senter, jepit benda kerja dengan kuat.
28
5) Atur kecepatan putaran mata bor dan kecepatan pemotongannya,
sesuai dengan diameter mata bor dan bahan benda kerja.
6) Ganti senter bor dengan mata bor yang sesuai dengan diameter yang
diperlukan.
7) Hidupkan mesin dan turunkan mata bor menggunakan tuas pemakanan,
sehingga mata bor melakukan pemakanan pada benda kerja.
Pemakanan secara perlahan sesuai dengan kecepatan pemotongannya.
Selama proses pemotongan berikan cairan pendingin.
8) Setelah selesai melakukan pemotongan, matikan mesin dan lepas benda
kerja dan mata bor. Bersihkan mesin dan peralatan bantu lainnya.
Simpan mata bor dan peralatan bantu pada tempat semula.
Keselamatan kerja pada pengeboran:
1) gunakan jenis mata bor yang sesuai dengan jenis bahan benda kerja,
kekerasan bahannya, dan kecepatan potongnya.
2) Gunakan kecepatan potong yang disarankan,
3) Gunakan cairan pendingin.
4) Periksa ketirusan (draft) dan kelurusan (shank) pemegang mata bor.
5) Jika menggunakan sarung mata bor, maka periksa ketirusannya. Gunakan
palu lunak (palu plastik/karet) untuk mengeraskan pengikatan mata bor
pada sarungnya.
6) Periksa pengikatan benda kerja untuk menjaga getaran selama pengeboran.
7) Buang beram-beram pemotongan, agar tidak menghalangi proses
pengeboran, sehingga tidak menimbulkan panas yang berlebihan.
8) Kecepatan potong dan kecepatan putaran jangan sampai melebihi yang
disarankan.
9) Gunakan kacamata tembus pandang atau pelindung muka, dan penutup
rambut (terutama yang berambut panjang).
10) Gunakan pakaian kerja dengan semua kancing baju harus dikancingkan, dan
jangan memakai perhiasan (seperti kalung, gelang, cincin, dan jam tangan).
11) Jangan meninggalkan kunci chuck pada chuck bor setelah membuka dan
memasang mata bor.
12) Jangan menghentikan putaran mesin walaupun mesin telah dimatikan,
apalagi menghentikan mesin dengan memegang mata bor.
29
13) Jangan mengebor bahan kuningan (brass), perunggu (bronze), tembaga
paduan, dan bahan lunak lainnya menggunakan mata bor khusus
pengeboran bahan baja.
14) Jangan mengoperasikan mesin bor jika penutup mekanis penggerak mata
bor tidak terpasang dengan baik.
15) Jangan gunakan kain untuk memberikan cairan pendingin dan
membersihkan beram.
16) Bersihkan mesin sesudah selesai bekerja
6. Perakitan a. Menentukan kuat arus yang digunakan.
Arus yang digunakan dalam pengelasan harusnya tepat, karena akan
mempengaruhi hasil pengelasan. dalam menentukan kuat arus harus
memperhatikan bebrapa hal penting, diantaranya :
a. diameter elektroda
b. tebal bahan yang dilas
c. jenis elektroda yang digunakan
d. posisi pengelasan
e. polaritas (sifat) pengutuban
cara mengatur arus dengan cara memutar handel pada mesin las. besarnya arus
yang dipilih dapat dibaca pada skala arus yang terdapat pada pesawat las.
i. pengaruh besar arus terlalu besar, maka elektroda akan mencair
terlalu cepat, akibatnya :
permukaan las akan lebih besar
penembusan yang dalam
akan terjadi under cut
ii. pengaruh besar arus terlalu kecil, maka akan menyebabkan busur
listrik sukar untuk menyala, sehingga busur listrik yang terjadi tidak
stabil. panas yang terjadi tidak cukup untuk melelehkan elektroda
dan bahan dasar, akibatya :
rigi-rigi lasnya kecil dan tidak rata
penembusannya dangkal
30
b. Pengaruh kecepatan elektroda pada hasil las
Kecepatan tangan menarik atau mendorong elektroda pada waktu mengelas
harus stabil, sehingga akan memperoleh rigi-rigi las yang rata dan halus dengan
penembusan yang baik jika elektroda digerakkan trlalu cepat, maka pemanasan
bahan dasar kurang, sehigga akan diperoleh rigi-rigi las yang kecil dengan
penembusan dangkal. jika elektroda digerakkan terlalu lambat, maka akan
diperoleh rigi-rigi las yang lebar dan kuat dengan penembusan yang dalam.
bahkan kadang-kadang menimbulkan kerusakan pada sisi las atau yang sering
disebut under cut.
7. Finishing Teori yang sama dengan teori pengikiran diatas.
8. Pengecatan Mengecat permukaan besi tidak bisa dilakukan dengan asal – asalan, pasalnya jika tidak
dilakukan dengan benar, maka ketahanan cat yang melekat pada besi akan cepat hilang
dan akhirnya menimbulkan karat yang tentunya kurang sedap dipandang mata
Tapi bagaimana proses mengecat besi itu sendiri ? Lihat tips dibawah ini :
a. Mengecat Besi Baru
Besi baru dalam hal ini, besi masih baru dibeli dan belum terlihat karat.
i. Amplas besi dengan dengan amplas halus (no. 600/800), gosok
secara layang dan merata, tujuannya untuk melukai/membuka pori-
pori besi agar cat menempel dengan kuat.
ii. setelah selesai bersihkan dengan kain yang di basahi dengan
thiner/bensin, lalu dilap dengan kain bersih.
iii. Dan besipun siap dicat.
iv. Campur cat dengan thiner sesuai petunjuk penggunaan.
b. Mengecat Besi Sudah Berkarat
Perbedaannya hanya pada langkah awal, yaitu pembersiha karat dengan
menggunakan amplas kasar ( no.3/80/180) pastikan karat atau bekas cat
(jika ada) harus bersih.
Setelah itu ikuti langkah a,b,c pada poin a.
9. Pemasangan Ada banyak cara memasang teralis jendela, salah satunya dengan jalan pengelasan
langsung ke kerangka jendela. Model pemasangan seperti ini membuat teralis terpasang
sangat kuat. Teralis jendela juga bisa dipasang dengan disekrup dalam jumlah cukup
banyak dan terdapat di semua sisinya.
31
Pasanglah teralis itu pada kusen pintu dan jendela, bukan pada daun pintu dan jendela,
dan pastikan bautnya tersembunyi sehingga tak mudah dibongkar.
32
C. ALAT DAN BAHAN a. Meteran pita/kayu/tukang (Measuring Tape)
b. Kertas gambar dengan standarnya (ukurannya)
c. Pensil
d. Macam-macam mistar (mistar segitiga, mistar)
e. Penghapus
f. Besi yang dirakit, berupa besi pita (besi gepeng) dengan tebal 0,5 inch serta besi
bulat dengan diameter ±10mm
g. Gergaji besi
h. Kikir
i. Penitik baja, untuk memberi tanda bagian yang akan dibor
j. Penjepit (besi siku)
k. Klem
l. Ragum
m. Topeng las/masker/kacamata pengaman
n. Mesin bor beserta mata bor-nya
o. Cat
p. Sekrup/baut untuk memasang terali
33
D. GAMBAR KERJA
34
E. LANGKAH KERJA
1. Mengukur Ukurlah kusen jendela tersebut di bagian dalamnya, kemudian catat di kertas.
Perhatikan posisi mata dan angka hasil pengukuran agar hasil pengukurannya akurat.
2. Membuat gambar kerja Buatlah gambar kerja dengan panduan teori singkat di atas serta angka yang telah diukur
melalui pengukuran pada langkah pertama tadi. Ingat! Gunakan standar ISO!
3. Memotong bahan Setelah selesai menggambar gambar kerja, maka tahap selanjutnya ialah memotong
bahan. Perhatikan panduan di atas. Selain itu, ukurlah seakurat mungkin, agar tidak
terjadi kesalahan yang tidak diharapkan di masa depan (seperti kekurangan bahan, dsb)
4. Merapikan bahan Setelah selesai memotong bahan, maka tahap selanjutnya ialah merapikan bahan yang
telah dipotong tadi. Pada bagian ini, kita akan menggunakan kikir untuk merapikan
bagian yang miring, kemudian kita akan menggunakan palu jika ada bagian yang dirasa
agak miring.
5. Melakukan pengeboran pada bahan yang dibutuhkan Pada tahap ini, sebelum kita melakukan pengeboran, terlebih dahulu, kita harus
melakukan pemberian tanda pada beji yang akan kita ukur. Ukurlah besi itu terlebih
dahulu dengan panduan gambar yang ada, dimana letak besi bulat akan kita psangkan
pada terali. Setelah selesai, berilah tanda berupa titik dengan penitik baja. Kemudian
borlah terali bagian samping dengan mata bor paku berukuran 4,5 mm. Sedangkan
untuk pemboran ke dua menggunakan mata bor berukuran 10,5 mm.
6. Perakitan Setelah selesai dibor, rakitlah besi-besi tersebut menjadi satu bagian utuh dengan
melakukan pengelasan. Gunakan bantuan penjepit (besi siku), serta klem agar rakitan
kita tidak bergeser/bergoyang. Setelah selesai, pasanglah dengan melakukan pengelasan
di masing-masing sisi, antara besi pipih tersebut dengan besi bulat.
7. Finishing Setelah ini selesai, agar pekerjaan kita rapi, maka hal pertama yang harus kita lakukan
adalah mengikir kembali bagian yang telah dilas tadi, agar tidak terlihat bekas
pengelasan tadi.
8. Pengecatan Agar hasil terali kita lebih rapi, maka ada baiknya kita lakukan pengecatan agar bekas-
bekas yang tidak nyaman dilihat bisa tersembunyi. Sebaiknya gunakan warna hitam agar
tidak terlalu terlihat bekasnya.

35
9. Pemasangan Setelah selesai, bawalah kembali terali yang telah selesai kita selesaikan tersebut ke
tempat kita melakukan pengukuran tadi. Jangan lupa bawa palu, sekrup/baut untuk
memasangnya.

36
F. ANALISIS
37
G. KESIMPULAN Setelah menyelesaikan proses pembuatan terali ini, kesimpulannya ialah :
a. Munculnya rasa tanggung jawab dan kerjasama antar masing-masing teman dalam
bekerja. Kenapa ini terjadi? Karena kami diberi tugas membuat terali ini per
kelompok (4-5 orang) maka semakin kami mendekati tahap akhir pembuatan terali
ini, Alhamdulillah, kerja sama kami semakin baik.
b. Mengerti bagaimana sulitnya membuatnya suatu terali jendela.
c. Dapat menerapkan pelajaran yang telah dipelajari pada kelas X dan XI dahulu seperti
menggambar, melas, membor, dan sebagainya.
d. Menjadi lebih terampil, jika di kemudian hari bekerja di suatu bengkel atau
sejenisnya, maka tidak kaku lagi dalam menggunakan alat-alat ini.
38
H. DAFTAR PUSTAKA Setiaji, Primayoga Harsana. 2011. Makalah Gergaji. Diakses pada Sabtu, 08 Desember 2012,
pukul 03:36.
Syarifah, Nelly. 2010. Mesin Bor. Diakses pada Sabtu, 08 Desember 2012, pukul 03:42.
Yulisa, Akmal. 2011. Keterampilan Teknik untuk kelas XI. Payakumbuh.
http://santisalayanti.blog.stisitelkom.ac.id/interior-designer/menggambar-teknik-
interior/materi-perkuliahan-menggambar-teknik-interior/
http://www.crayonpedia.org/mw/METODE_PEMOTONGAN._Ambiyar
http://ekartama.wordpress.com/2007/08/13/tips-pengecatan-besi/
http://www.tentangkayu.com/2008/01/menggunakan-meteran-kayu.html
http://www.tentangkayu.com/2008/03/berbagai-jenis-mata-bor-fungsinya.html
http://akmalindra.wordpress.com/2009/06/18/mesin-bor/
http://www.rudydewanto.com/2009/11/kosongan13.html
http://pustaka-ts.blogspot.com/2010/07/meteran-hand-levels.html
http://teknologi.kompasiana.com/terapan/2011/12/01/cara-mengecat-besi/
http://bengkel-las-depok.blogspot.com/2012/02/jasa-pembuatan-tralis-di-depok.html
http://modulsmk.blogspot.com/2012/06/teknik-menggambar_22.html
http://www.republika.co.id/berita/gaya-hidup/trend/12/04/26/m32zt7-mau-pasang-teralis-
di-rumah-simak-dulu-triknya




























