Embed Size (px)
DESCRIPTION
LASER BEAM MACHINING. Prof. Gino Dini – Università di Pisa. Lavorazioni tramite energia termica. Laser Beam Machining (LBM). fotoni. lente di focalizzazione. gas d’apporto. pezzo. Luce laser. non monocromatica non coerente elevata divergenza bassa intensità luminosa. monocromatica - PowerPoint PPT Presentation
Citation preview

Prof. Gino Dini – Università di Pisa

Laser Beam Machining (LBM)Laser Beam Machining (LBM)
lente di focalizzazione
fotoni
gas d’apporto
pezzo

• non monocromatica
• non coerente
• elevata divergenza
• bassa intensità luminosa
• monocromatica
• coerente
• bassa divergenza
• elevata intensità luminosa

SorgenteSchermo TV
Luna
LED
Cielo chiaro
Fiamma di candela
Sole all’orizzonte
Lampada ad incandescenza
Lampada a vapori di mercurio
Sole allo zenit
Laser focalizzato in continua
Laser focalizzato impulsato
Brillanza (stilb)0,08
0,25
0,68
0,80
1,00
600,00
1.000,00
30.000,00
165.000,00
10.000.000.000,00
100.000.000.000.000,00




E
N
T
E1
E2
N2 N1

E
N
E1
E2
N2N1

E
N
T
E1
E3
N3 N1
E2
N2

E
N
E1
E3
N3N1
E2
N2

p
laser
rapida

E
N
T
E0
E3
N3 N0
E2
N2
E1
N1

E
N
E0
E3
N3 N0
E2
N2
E1
N1

plaser
rapida
rapida





m = 12
m = 14
1
L
2

Regime emissione energiaRegime emissione energia
Metodo di pompaggioMetodo di pompaggio
Materiale attivoMateriale attivo
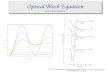
Distribuzione energetica trasversaleDistribuzione energetica trasversale

laser a gaslaser a gas
laser allo stato solidolaser allo stato solido
laser a fibralaser a fibra


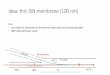
E
Elio Neon
1s
3s
3s
2s3p
2p
3,39 m
0,6328 m
1,15 m

E
Azoto CO2
N2 eccitato CO2 eccitato
10,6 m

= 0,98 m = 1,55 m


Laser Lunghezza d’onda Potenza Regime
[m] [W]
He-Ne 0,6328 1,15 3,39 0,001 - 0,05 continuo
CO2 10,6 fino a 20.000 continuo o
impulsato
Rubino 0,6943 500 J impulsato
Nd-YAG 1,06 fino a 1.000 continuo o
impulsato
Erbio 1,55 oltre 1.000 continuo o
impulsato


Soitaab SL50

Soitaab SL50
Potenza: 5.000 W
Campo di variazione: 1.000 - 5.000 W
Stabilità della potenza: ± 2%
Lunghezza d’onda: 10,6 m
Modo trasversale: TEM0,0 e TEM1,1
Diametro del fascio in uscita: 44 mm
Divergenza del fascio: ± 3 mrad per TEM0,0
Tempo di riscaldamento: 10’










elevati valori di densità di potenza
assenza contatto utensile-pezzo
assenza usura utensile
fascio facilmente direzionabile
non occorre lavorare sotto-vuoto
zona termicamente alterata ridotta
ridotte distorsioni termiche

impianti costosi
danneggiamento termico sui materiali sensibili
al calore
superfici craterizzate
elevata precisione di posizionamento dei pezzi
influenza della riflettività