Embed Size (px)
DESCRIPTION
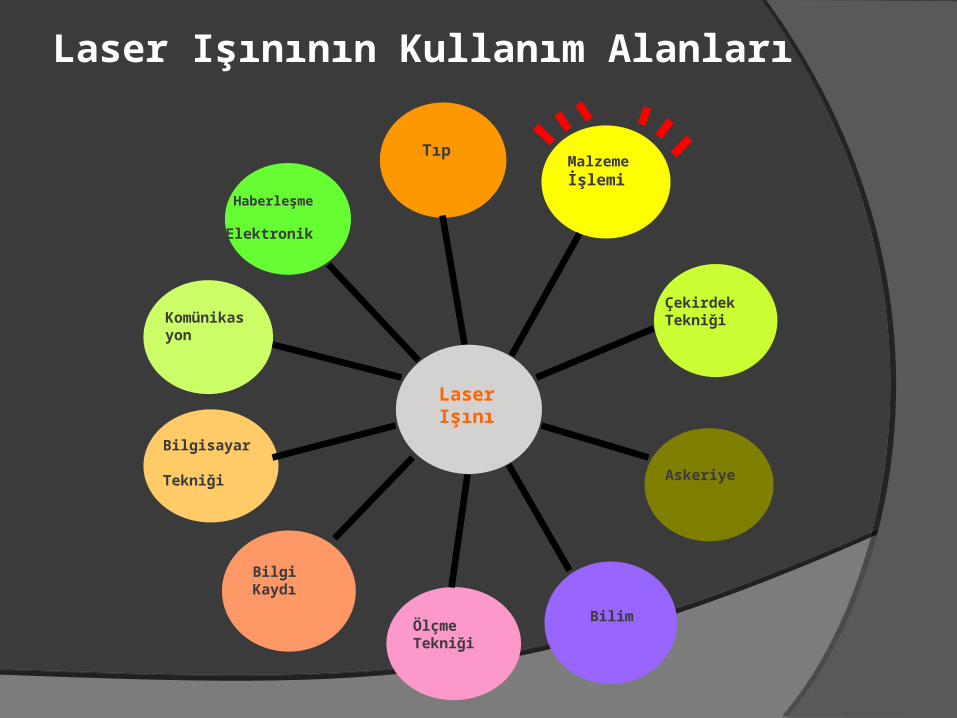
Tıp. Malzeme İşlemi. Haberleşme Elektronik. Çekirdek Tekniği. Komünikasyon. Laser Işını. Bilgisayar Tekniği. Askeriye. Bilgi Kaydı. Bilim. Ölçme Tekniği. Laser Işınının Kullanım Alanları. Önemli Laser İşlem Metodlarında Kullanım Derecesi. - PowerPoint PPT Presentation
Citation preview
Laser Işını
TıpMalzeme İşlemi
Haberleşme Elektronik
Komünikasyon
Bilgisayar Tekniği
BilgiKaydı
ÖlçmeTekniği
Bilim
Askeriye
Çekirdek Tekniği
Laser Işınının Kullanım Alanları
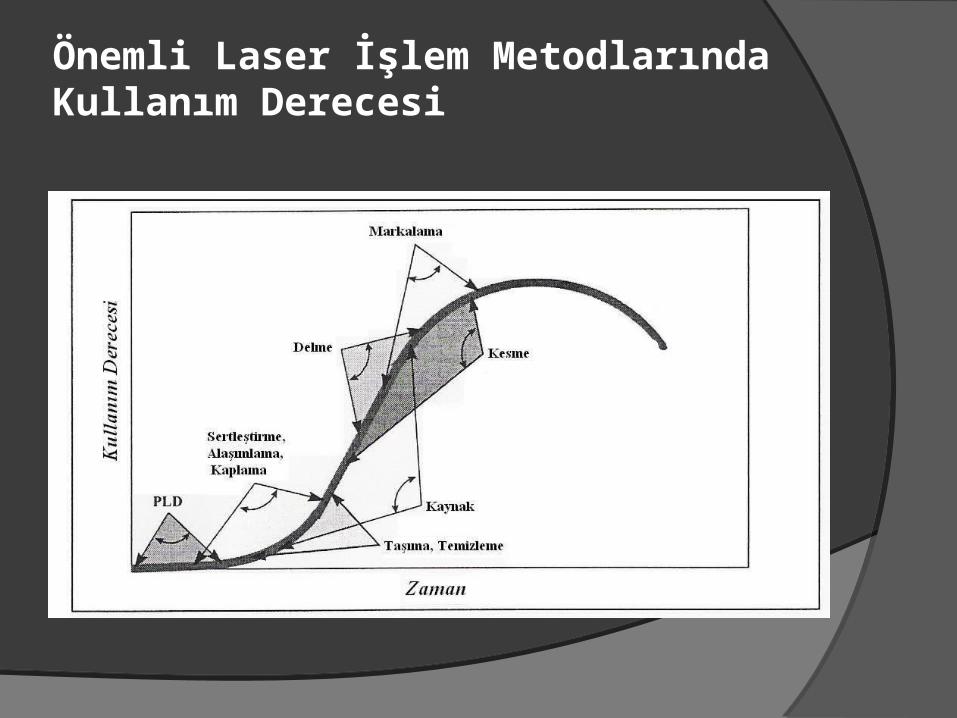
Önemli Laser İşlem Metodlarında Kullanım Derecesi
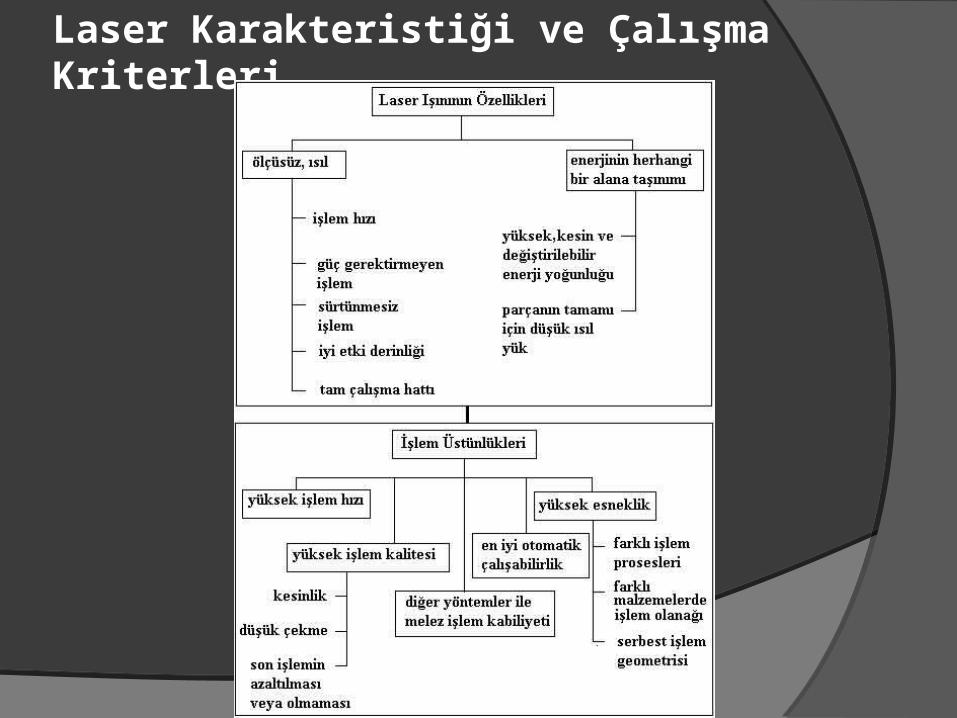
Laser Karakteristiği ve Çalışma Kriterleri
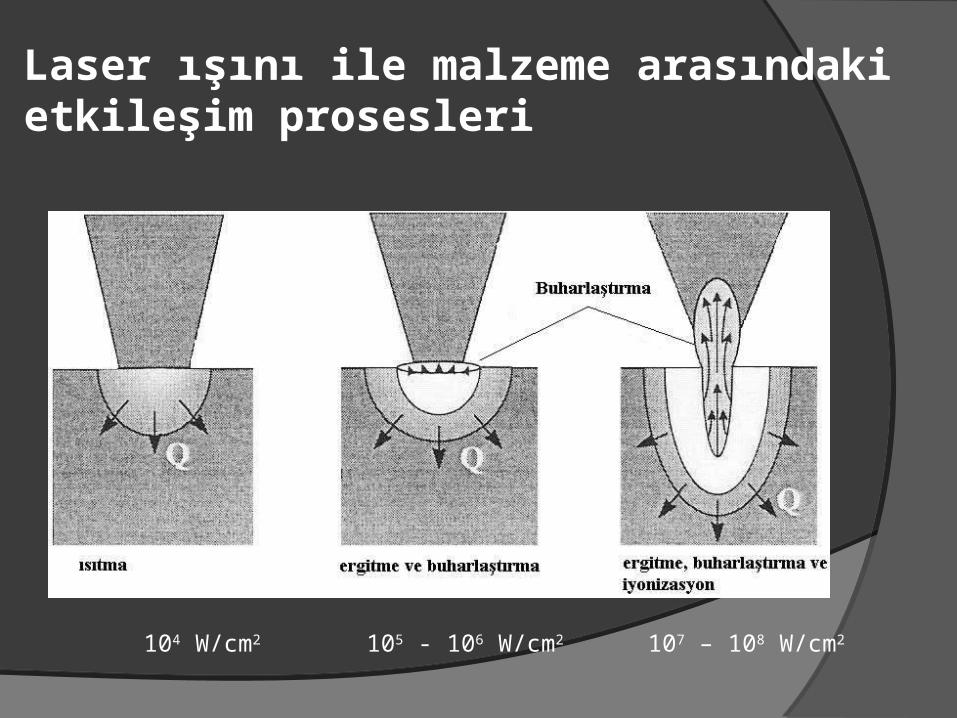
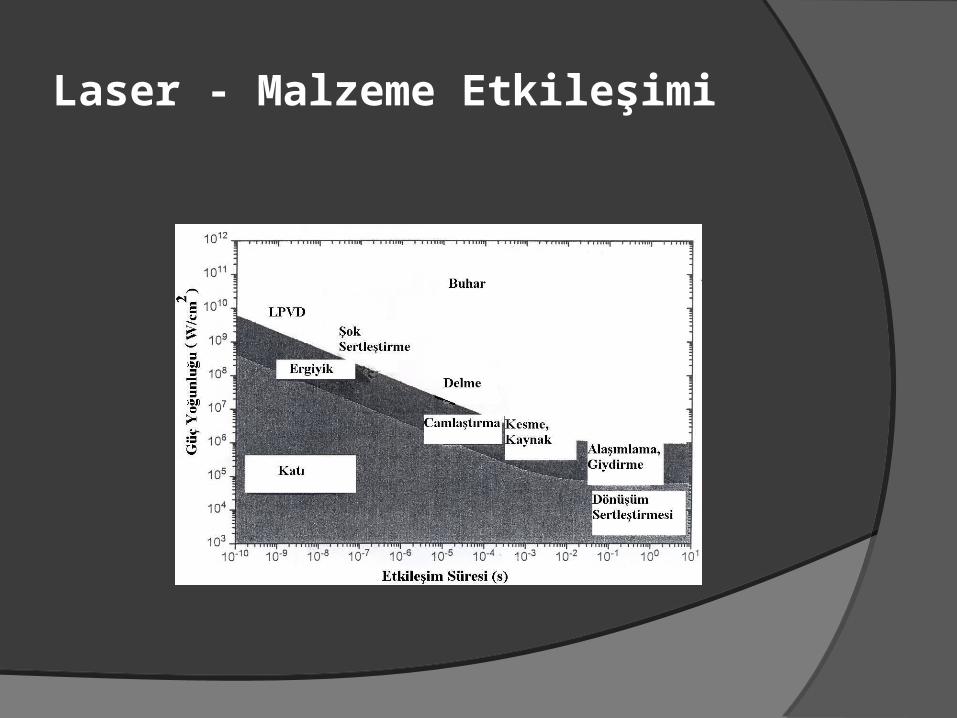
Laser ışını ile malzeme arasındaki etkileşim prosesleri
104 W/cm2 105 - 106 W/cm2 107 – 108 W/cm2
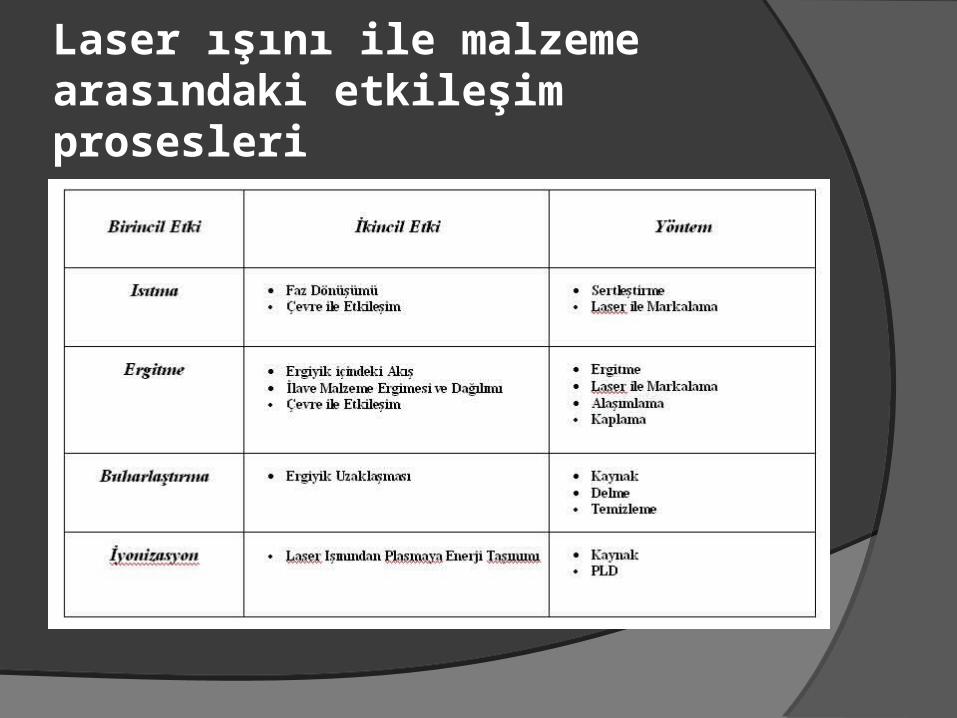
Laser ışını ile malzeme arasındaki etkileşim prosesleri
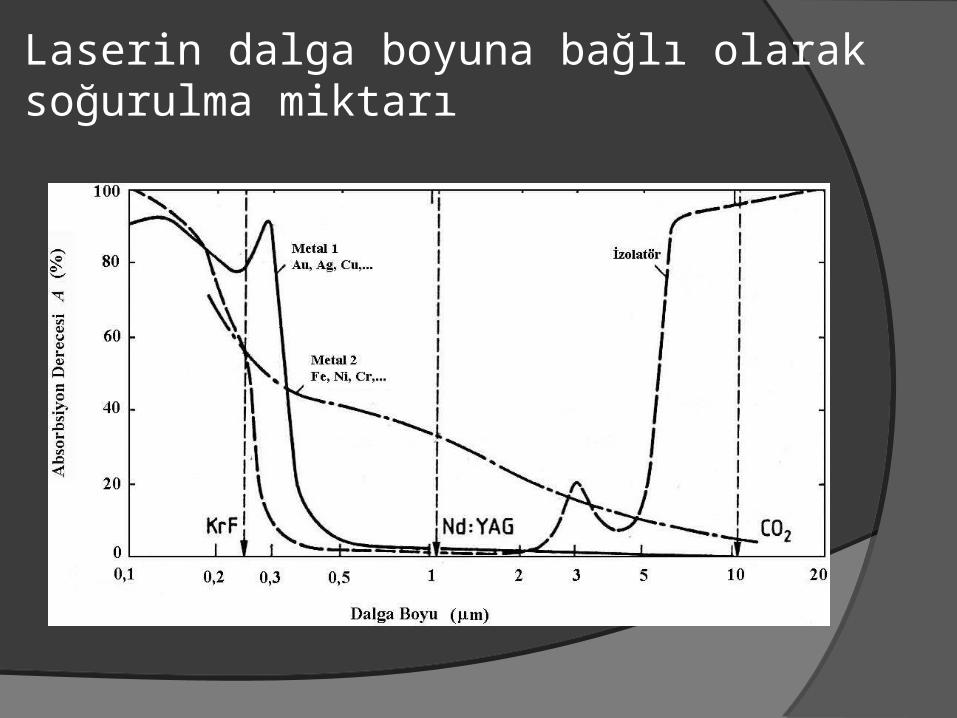
Laserin dalga boyuna bağlı olarak soğurulma miktarı

Güç yoğunluğunun ve dalga boyunun fonksiyonu olarak metalsel malzemelere etki eden enerji
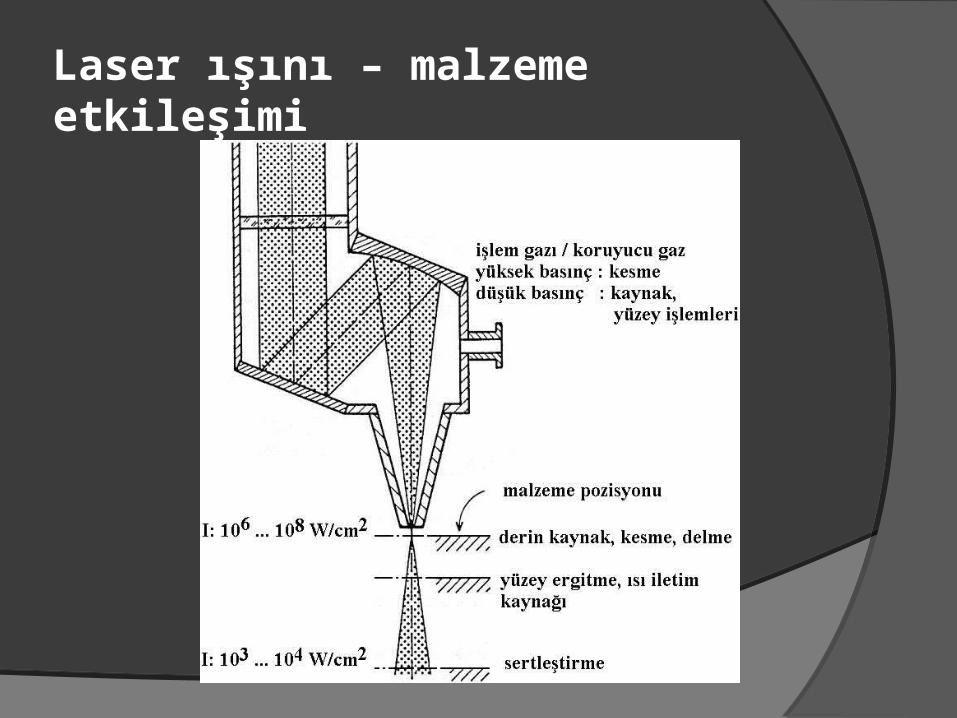
Laser ışını – malzeme etkileşimi
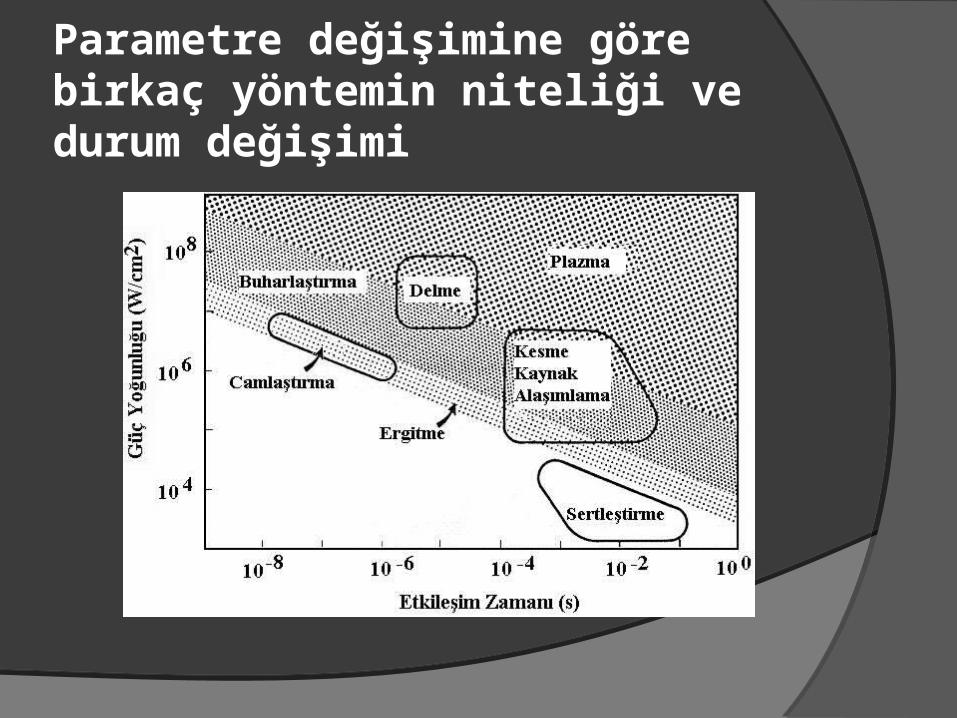
Parametre değişimine göre birkaç yöntemin niteliği ve durum değişimi
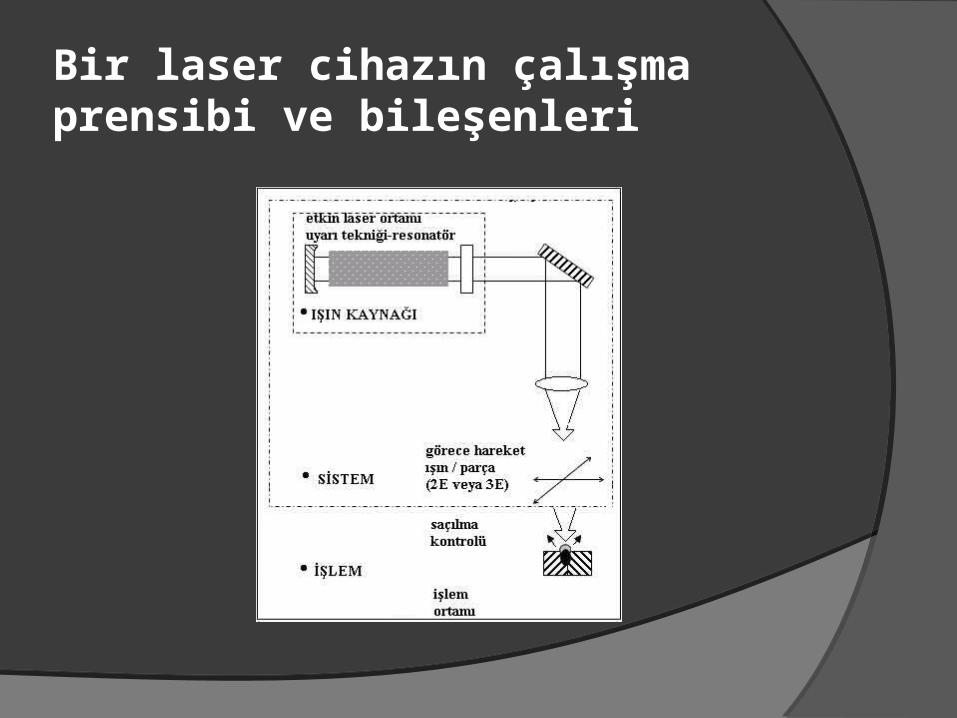
Bir laser cihazın çalışma prensibi ve bileşenleri

Laser Türleri
Katı Laserler : a) Yakut kristali (Al2O3 ve Cr3+); Dalga Boyu: 694,3 nm’dir. Başıboş çalışmada bir yakut laseri 30 - 40 kW, darbeli çalışmada ise 30 – 100 MW güç sağlar.
b) Nd:YAG; dalga boyu 1,06 mikrometre
Gaz Laserleri: He-Ne, Ar, CO2 (10,6), He-Cd (metal buharı), HF(2,7) veya DF(3,8)
Boyar Madde Laserleri: Organik moleküller (100 nm)
Yarı İletkenli Laserler: AsGa
Serbest Elektronlu Laserler: Yüksek enerjili elektronlar
Laserin Esasları ve Özellikleri
LASER, akronim yazım kuralı ile Light Amplification by Stimulated Emission of Radition cümlesindeki baş harflerden elde edilmiş bir kelime olup, “ışınlandırmanın uyarılmış yayımı ile ışığın kuvvetlendirilmesi” şeklinde tercüme edilebilir.
Laserin Esasları ve Özellikleri
Farklı laser ortamları ve uyarma yöntemleri ile üretilmiş bu laserlerin tümünde ortak olan yönler;
homojen (eş dağılımlı) bir ortam enerjinin bir kısmını laser ışınına çeviren, enerji nakli
için ayrıca uyarı düzeni sağlayan ve ışının ortamı pek çok kereler katetmesi ve gücünün artışını sağlamak amacıyla resonatörde mevcut olan aynalardır
Laserin Esasları ve Özellikleri
Radyo dalgaları ile ışık dalgaları kuşkusuz aynı kökenlidir; yani her ikisi de elektromanyetik dalga yayınımıdır.
Sadece frekansları, dolayısı ile dalga boyları farklıdır.
Radyo dalgaları sürekli bir enerji akışı sunarken, ışık ise enerji darbelerinden oluşmaktadır.
Her bir darbenin enerjisi ise h . v kadardır (h:Planck sabiti ve v: frekans).
Esasında sürekli olarak algılanabilen ışık, gerçekte milyonlarca küçük enerji paketlerinden oluşmaktadır.

Laserin Esasları ve Özellikleri
Işın Kaynağı
Laser ışını üretmek için termodinamik dengede olan bir konumdan aktif laser ortamına enerji transfer edilmelidir.
Tam ve kısmi yansıtıcı aynalara sahip olan resonatör, yükseltgenen enerjinin bir kısmını laser etkisi ile elektromanyetik bir ışın olarak yönlendirmektedir.
Bu ışın tek renkli, ardışık ve olağan dışı kuvvetli bir düzen ile yönlendirilmektedir.
Bu olayların gerçekleşmesini sağlayan teknik cihaz, tam olarak ışın kaynağı olarak adlandırılmaktadır

Işın Kaynağı Laseri başlatmak için ulaşılmış yayınımı olanaklı kılacak
enerji düzeylerine sahip atomlar, moleküller, iyonlar, vb. gibi kurucu öğelerden oluşan etkin bir ortam gereklidir.
Frekansı ışınımsal geçişe karşılık gelen tek renkli bir ışık
demeti etkin bir ortama gönderildiğinde, buradan uyarılmış yayınımla yükseltilmiş olarak ve aynı doğrultuda çıkar.
Bu yükseltici ortamı, ışıma üretecine dönüştürmek için bir
rezonans boşluğuna yerleştirmek gerekir. Bir laserde bu boşluk, birbirine koşut ve yayımlanan ışımaya dik iki aynadan oluşur (Pèrot-Fabry Boşluğu).
Aynalardan biri, üretilen ışımanın dışarı çıkabilmesini sağlamak için kısmen geçirgendir. Aynalar arasındaki uzaklık birkaç santimetreden birkaç metreye kadar değişebilir.
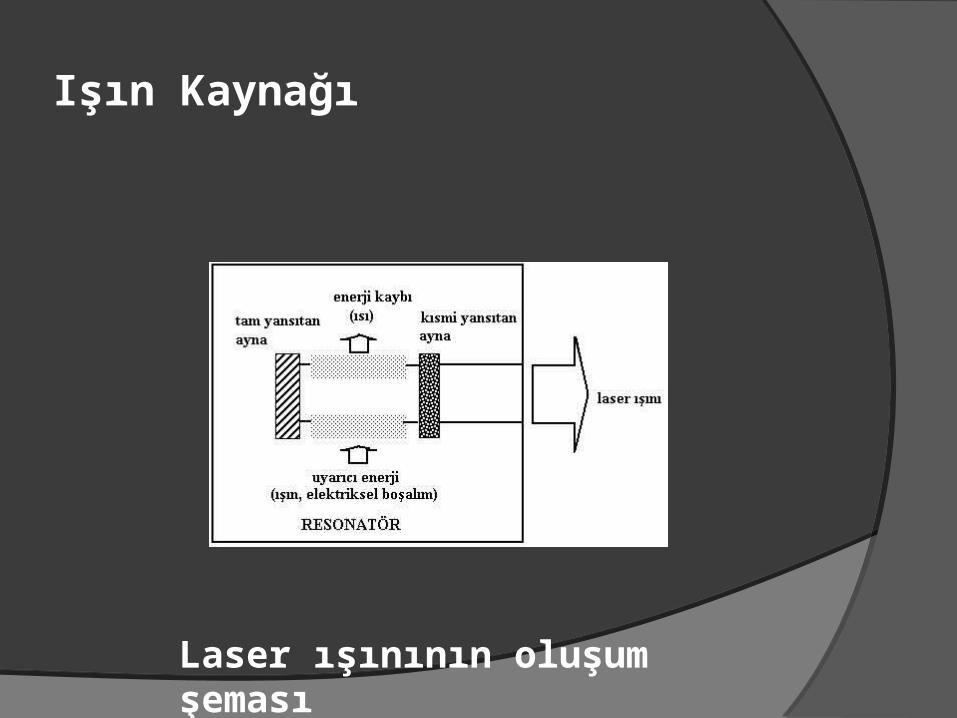
Işın Kaynağı
Laser ışınının oluşum şeması
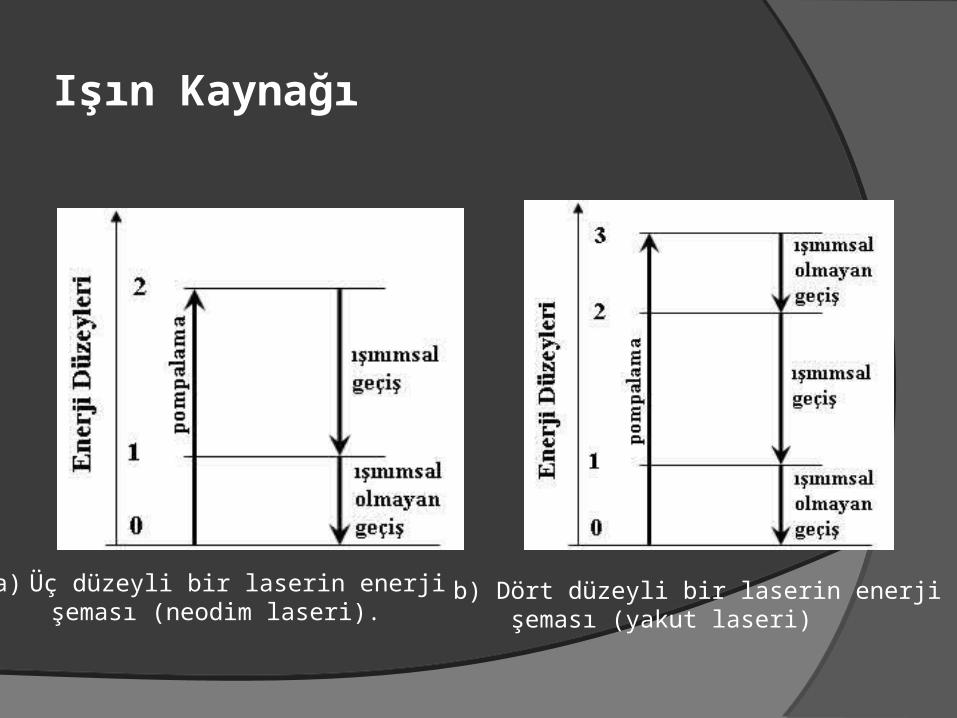
Işın Kaynağı
a) Üç düzeyli bir laserin enerji şeması (neodim laseri).
b) Dört düzeyli bir laserin enerji şeması (yakut laseri)

Işın Kaynağı
Laser ışını yönlendirilmiştir; demetin ıraksaması birkaç saniyelik bir açı ile sınırlandırılabilir; küçük bir uzay açısı içinde çok büyük bir enerji veya güç elde edilebilir.
Laser demeti odaklandığında, kullanılan optik düzeneğin odağında birkaç dalga boyu kadar çok küçük boyutlu bir odak noktası, dolayısı ile birim yüzey başına çok büyük bir enerji yoğunluğu elde edilir.
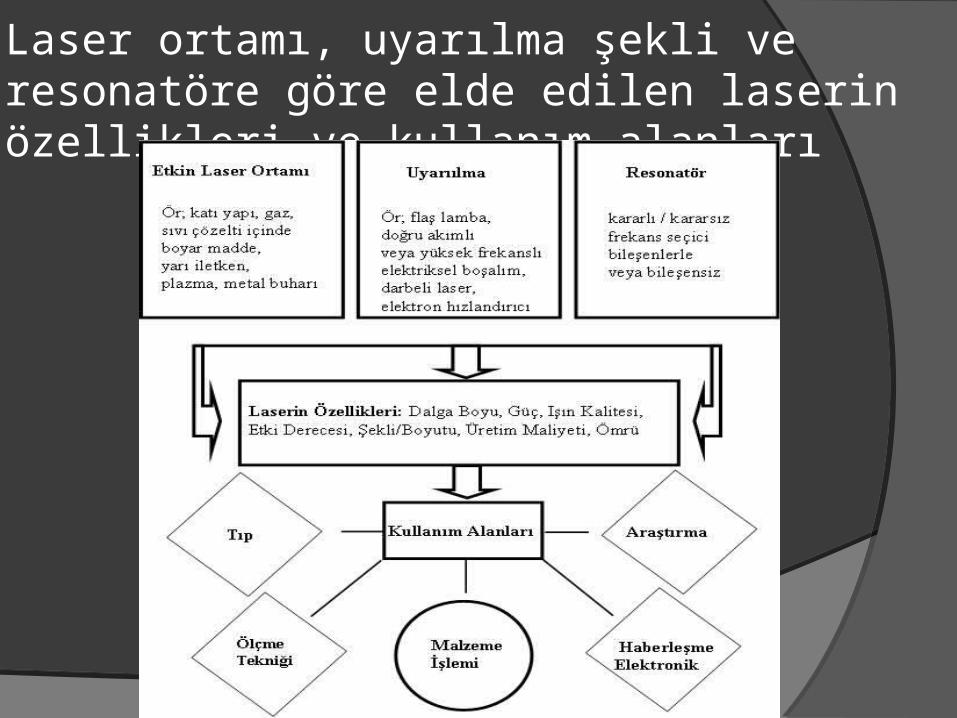
Laser ortamı, uyarılma şekli ve resonatöre göre elde edilen laserin özellikleri ve kullanım alanları
Laser Işınının Özellikleri
Laser ışını tek renklidir ve ışını oluşturan laser özelliği ile belirlenmiş elektromanyetik dalgalar ile yayınır. Malzeme işleminde kullanılan laser ışınında genellikle laser, kızılötesi bölgede yer alır; yani dalga boyu 750 nm’den büyüktür.
Laser ışını ardışıktır. Ardışıklık, laser ışınının elektromanyetik dalgalarının eşit fazda olması durumu olarak ortaya çıkmaktadır.
Laser ışını kurallı olarak polarize olmaz. Buna karşın laser sitemleri doğrusal (lineer) polarize olmuş ışın yayındırırlar; yani, tek renkli ve ardışık ışığın titreşim yüzeyinin yeri sabittir.
Laser Işınının Özellikleri
Laser ışını yaklaşık paraleldir. Laserde sadece elektromanyetik dalgalar kuvvetlendirilir. Laser ışın kaynağından ışının uzaklaşması ile paralellik bozulmaya başlar (ışın ıraksaklaşır).
Işın kesitinde laser ışınının sabit bir güç yoğunluğu yoktur. Işın kesitinde güç yoğunluğunun dağılımı Mod olarak tanımlanır (TEM = Elektromanyetik modda yayınım) ve her şeyden önce laserin yapısına ve laser etkin ortamının türüne bağlı olarak mod değişir. Mod düzeni ve laser ışınının ıraksaması, laser ışınının kalitesini belirler.
Laser ışını iyi odaklanabilir. Işın kaynağının çıkışında laser ışınının güç yoğunluğu 103 W/cm2’ye kadarken ve bu güç yoğunluğu malzemenin ısıtılması için yeterliyken, kaynak ve kesme işlemlerinin yapılabilmesi için, ışının yarıçapı 0,5 mm değerinin altına düşürülerek odaklanması ile, bu güç yoğunluğu değeri 105 – 107 W/cm2 değerine yükseltilmektedir.
Laser Işınının Özellikleri
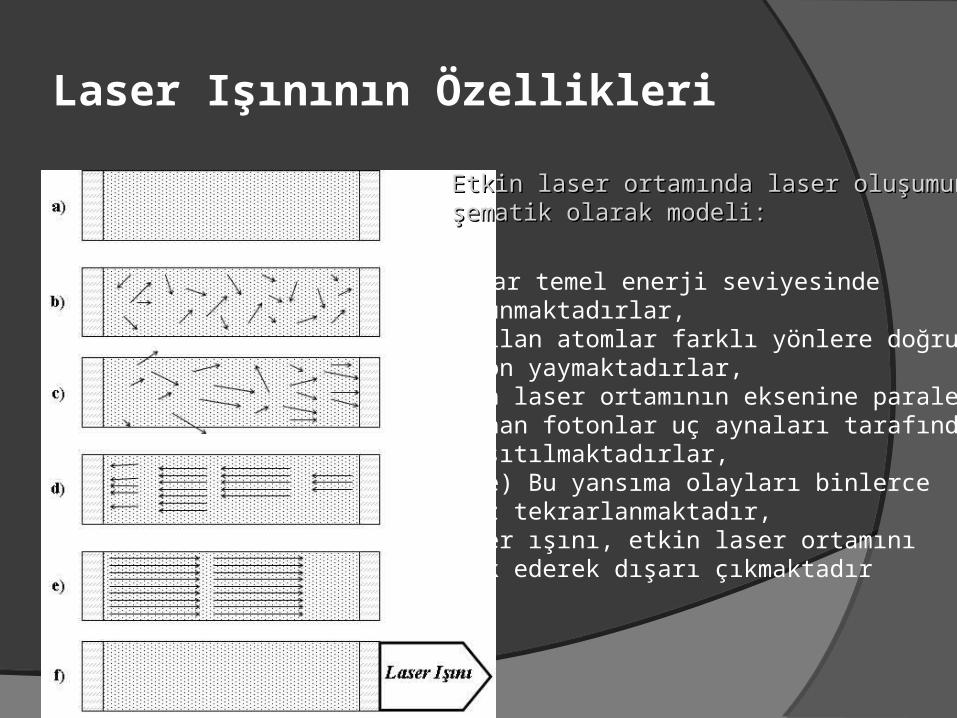
a) Atomlar temel enerji seviyesinde bulunmaktadırlar, b) Uyarılan atomlar farklı yönlere doğru foton yaymaktadırlar, c) Etkin laser ortamının eksenine paralel yayınan fotonlar uç aynaları tarafından yansıtılmaktadırlar, d) ve e) Bu yansıma olayları binlerce kez tekrarlanmaktadır, f) Laser ışını, etkin laser ortamını terk ederek dışarı çıkmaktadır
Etkin laser ortamında laser oluşumunun Etkin laser ortamında laser oluşumunun şematik olarak modeli:şematik olarak modeli:
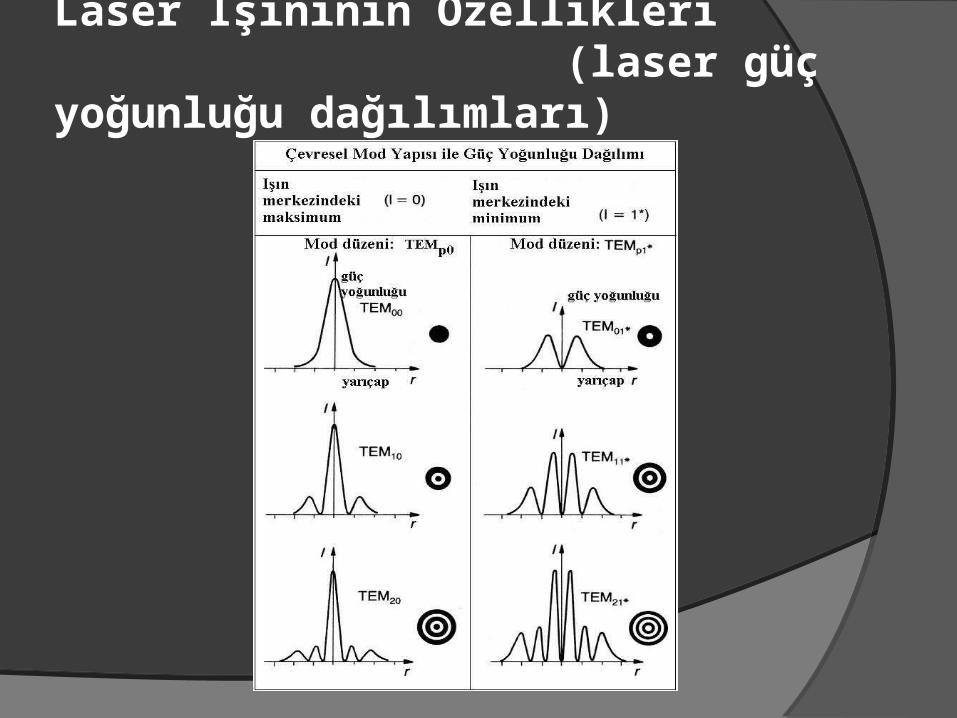
Laser Işınının Özellikleri (laser güç yoğunluğu dağılımları)

Laser Işınının Özellikleri (Polarizasyon)
Eşit genlikte ve birbirlerine 900’lik açı ile bulunan doğrusal polarize iki dalgadan dairesel polarizasyonun oluşum prensibi

Laser Işınının Özellikleri (Işının Taşınımı)
(a)Laser ışını iletim kablosu ile laser ışınının taşınımı(b) Işın iletim kablosu ile ışın taşınımı ve odaklama
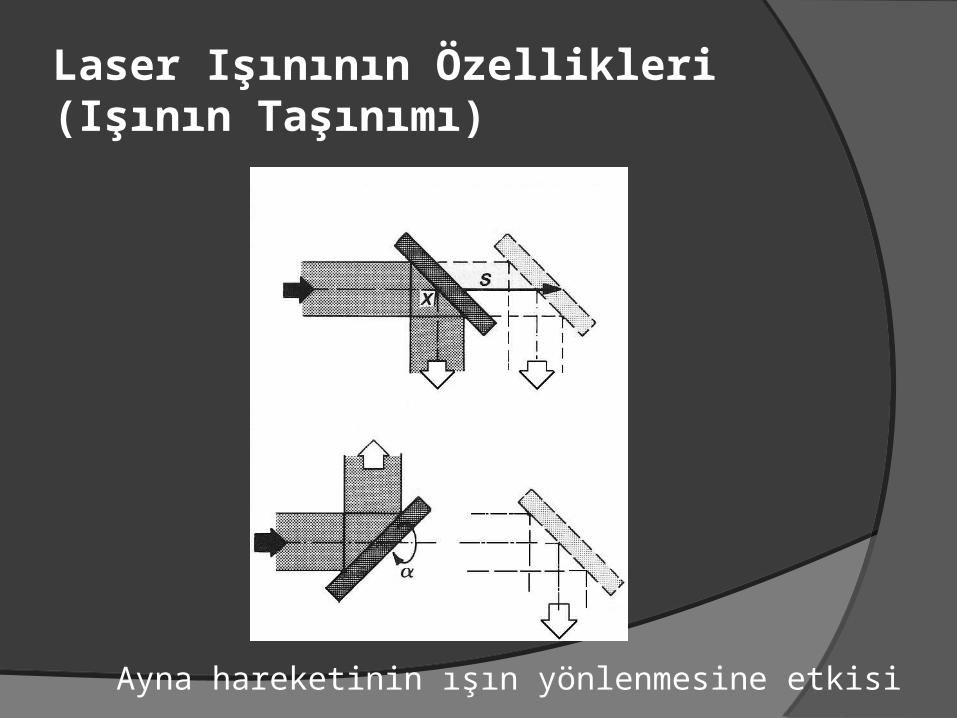
Laser Işınının Özellikleri (Işının Taşınımı)
Ayna hareketinin ışın yönlenmesine etkisi

Laser Işınının Özellikleri (Işının Taşınımı)
Bükme kolu sistemi (sol) ve teleskop sistemi ile ışın taşınımı

Laser Işınının Özellikleri (Işının Taşınımı ve Odaklanması)
Laser ışınının taşınımı: (a) düzlemsel konveks mercek ile, (b) 450 açı ile düzenlenmiş küresel ayna ile, (c) 900 açı ile düzenlenmiş parabolik ayna ile.
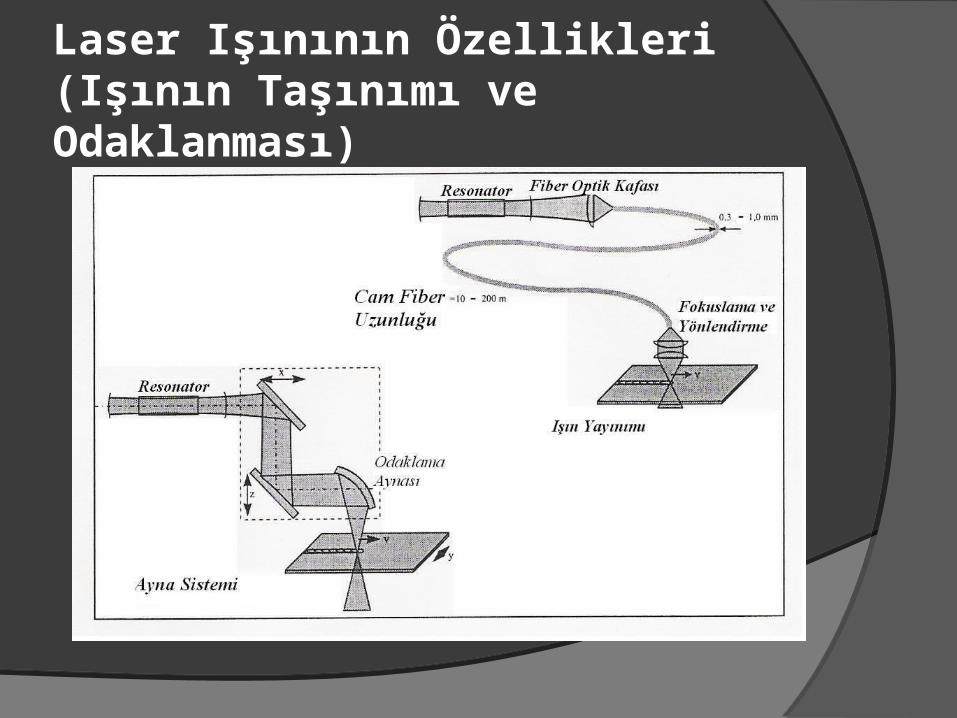
Laser Işınının Özellikleri (Işının Taşınımı ve Odaklanması)
Laser Çalışma Türleri (CO2 Laseri)
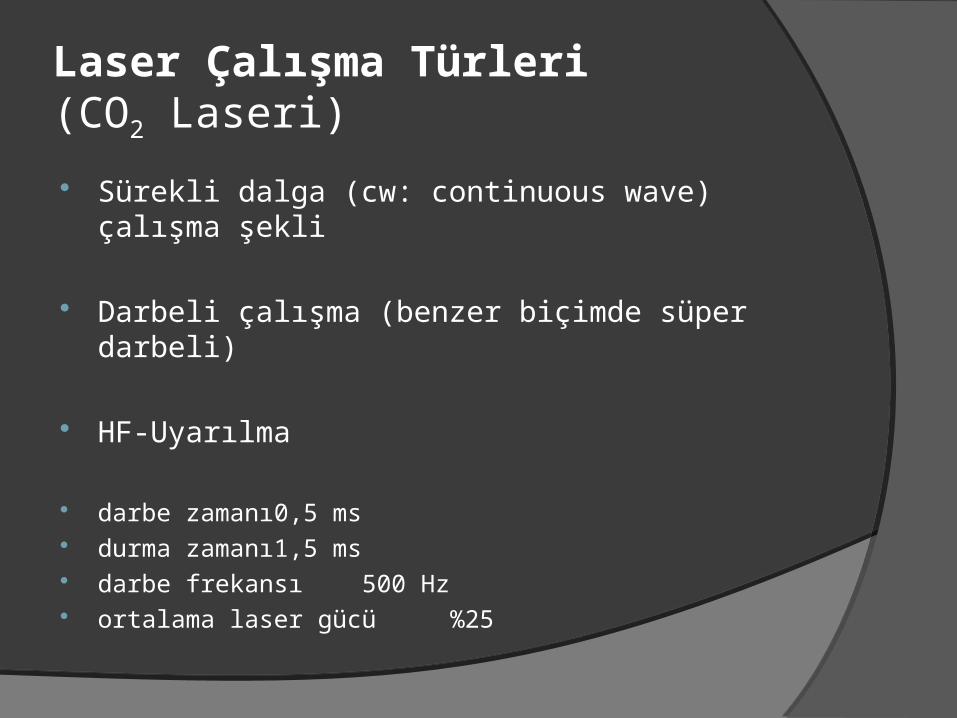
Sürekli dalga (cw: continuous wave) çalışma şekli
Darbeli çalışma (benzer biçimde süper darbeli)
HF-Uyarılma
darbe zamanı 0,5 ms durma zamanı 1,5 ms darbe frekansı 500 Hz ortalama laser gücü %25
(a) Yüksek frekanslı sürekli dalga
(b) Darbeli çalışma
CO2 laser için;

Laser Çalışma Türleri (CO2 Laseri)
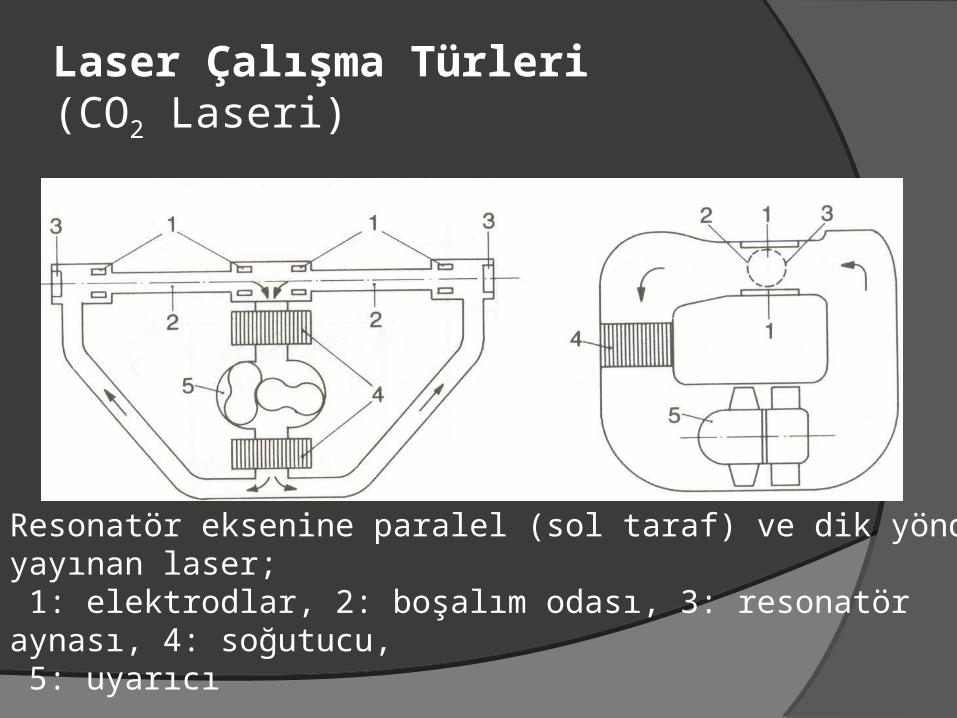
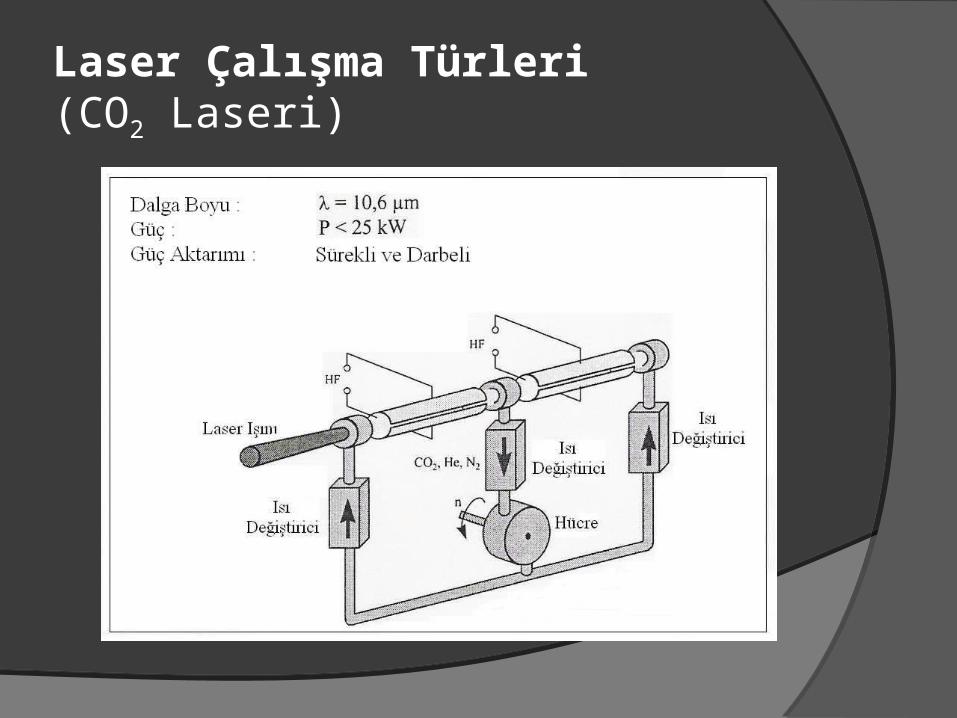
CO2 laserinin ısıl şeması
Laser Çalışma Türleri (CO2 Laseri)
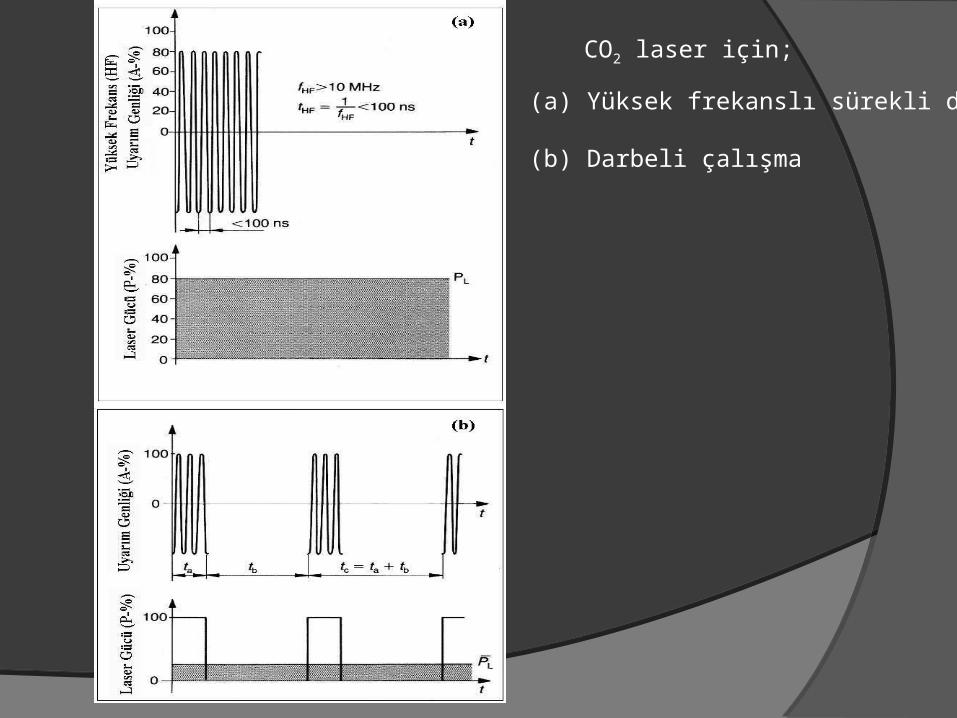
Resonatör eksenine paralel (sol taraf) ve dik yönde yayınan laser; 1: elektrodlar, 2: boşalım odası, 3: resonatör aynası, 4: soğutucu, 5: uyarıcı
Laser Çalışma Türleri (CO2 Laseri)
Laser Çalışma Türleri (Nd:YAG Laseri)
Sürekli dalga (cw) işletmesi
Darbeli işletme (benzer biçimde darbeli şekillendirme)
Q-anahtar işletmesi.
Sürekli laser (cw) işletmede ark lambaları kullanarak optik pompalama ile uyarım gerçekleştirilirken, darbeli laser için flaş lamba kullanılması gerekmektedir. Ortalama 50-1000 W Nd:YAG laser gücü kullanılarak gerçekleştirilen malzeme işlemlerinde darbeli laser kullanılmaktadır. Darbe süresi 0,1-20 ms aralığında değiştirilebilmektedir.

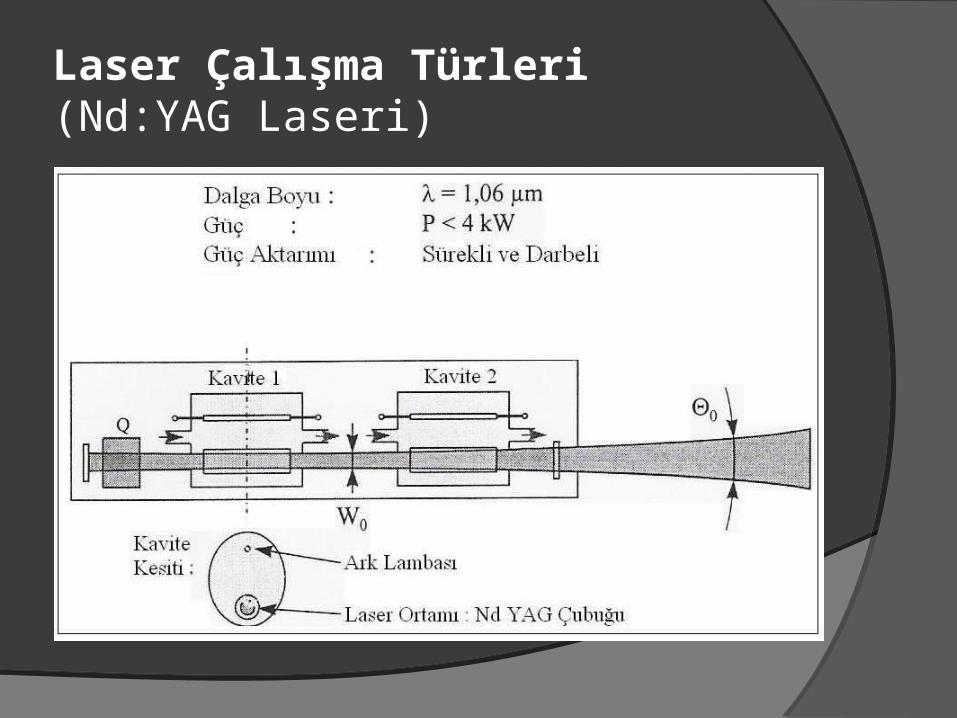
Laser Çalışma Türleri (Nd:YAG Laseri)
Nd:YAG laserinin ısıl şeması
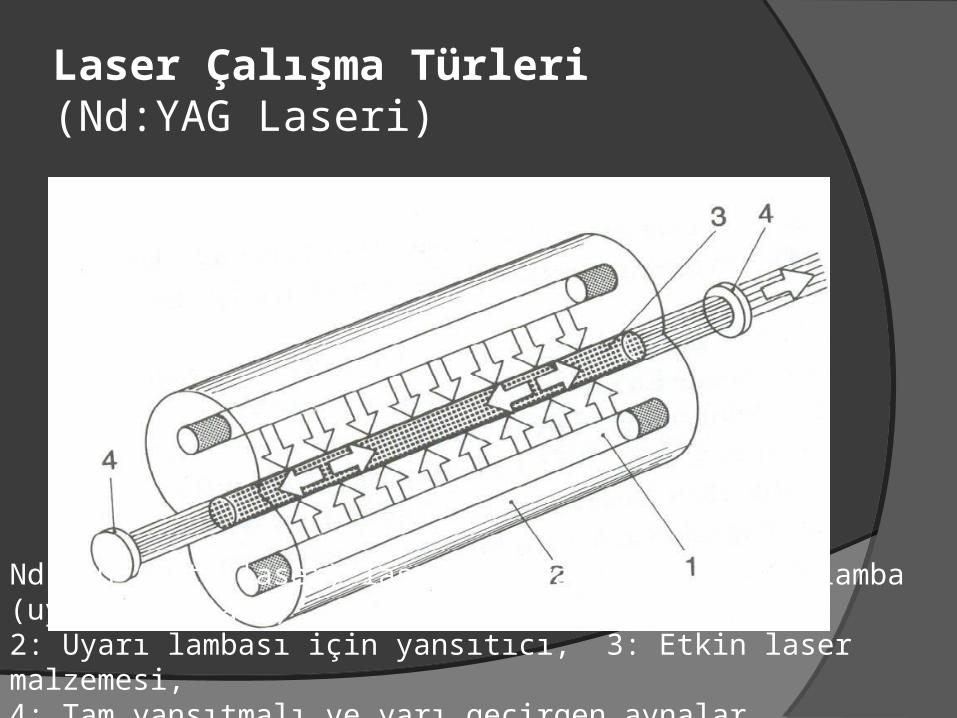
Laser Çalışma Türleri (Nd:YAG Laseri)
Nd:YAG (katı laser) laserinin yapısı; 1: Flaş lamba (uyarım lambası), 2: Uyarı lambası için yansıtıcı, 3: Etkin laser malzemesi, 4: Tam yansıtmalı ve yarı geçirgen aynalar
Laser Çalışma Türleri (Nd:YAG Laseri)
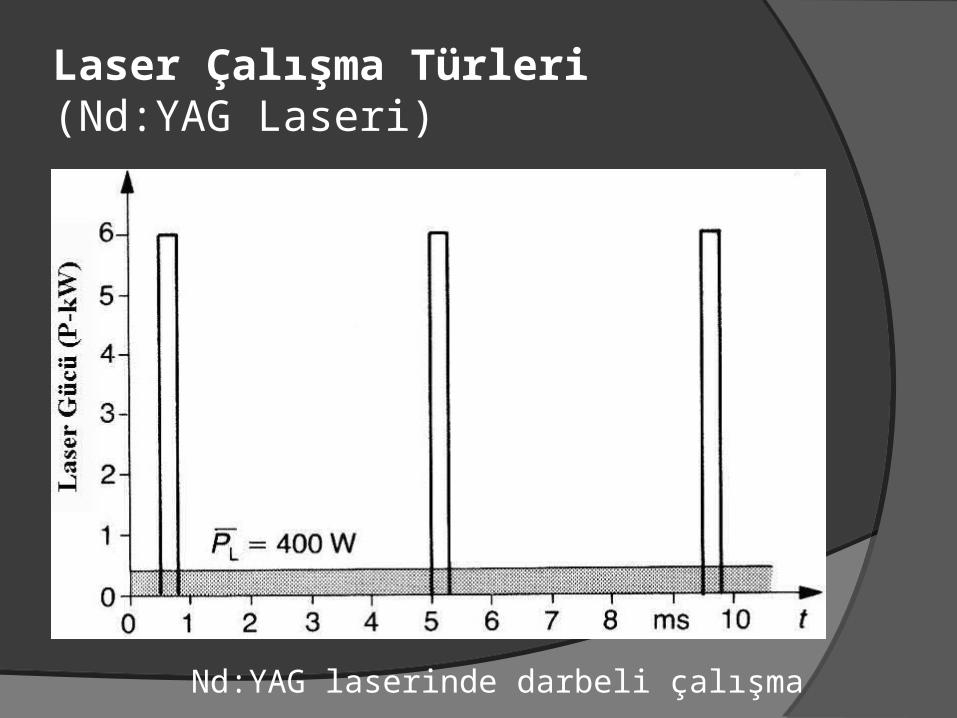
Nd:YAG laserinde darbeli çalışma
Laser Çalışma Türleri (Nd:YAG Laseri)
Laser - Malzeme Etkileşimi
Laser Işınının Isıl Etkisi
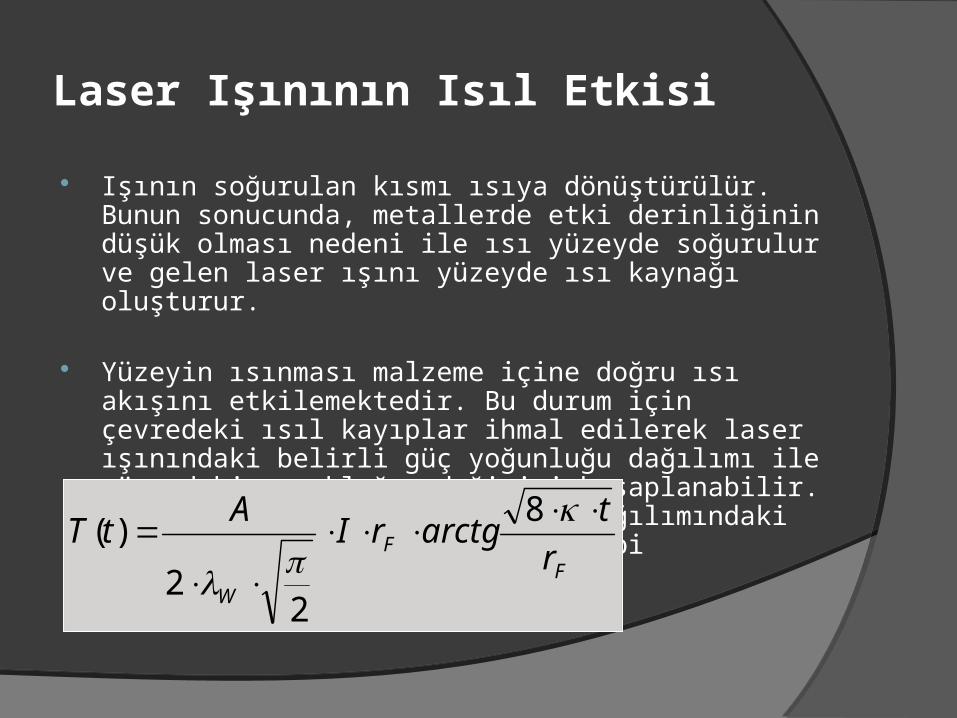
Işının soğurulan kısmı ısıya dönüştürülür. Bunun sonucunda, metallerde etki derinliğinin düşük olması nedeni ile ısı yüzeyde soğurulur ve gelen laser ışını yüzeyde ısı kaynağı oluşturur.
Yüzeyin ısınması malzeme içine doğru ısı akışını etkilemektedir. Bu durum için çevredeki ısıl kayıplar ihmal edilerek laser ışınındaki belirli güç yoğunluğu dağılımı ile yüzeydeki sıcaklığın değişimi hesaplanabilir. Genel olarak bir güç yoğunluk dağılımındaki sıcaklığın değişimi aşağıdaki gibi hesaplanabilir:
FF
W
r
tarctgrI
AtT
8
22
)(

Laser Işınının Isıl Etkisi
T (t) : Zaman bağlı olarak ışın merkezindeki sıcaklık I : Laser ışınının güç yoğunluğu rF : Odak yarıçapı λW : Isıl geçirgenlik
κ : Sıcaklık geçirgenliği
FF
W
r
tarctgrI
AtT
8
22
)(
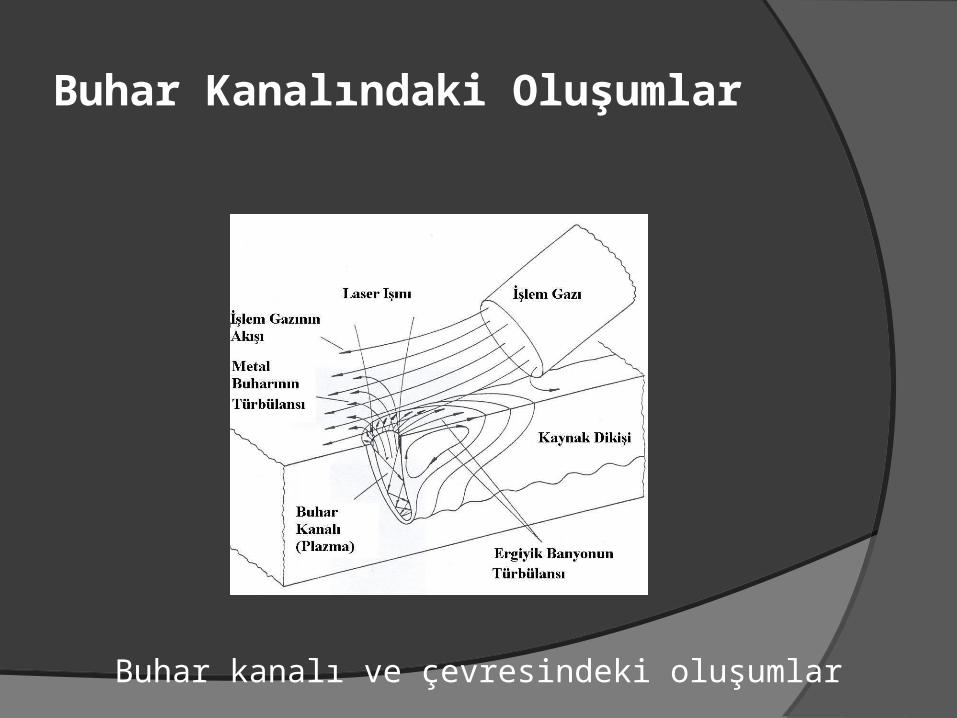
Buhar Kanalındaki Oluşumlar
Buhar kanalı ve çevresindeki oluşumlar

Buhar Kanalındaki Oluşumlar
Buhar kanalına ve kaynak dikişine polarizasyonun etkisi
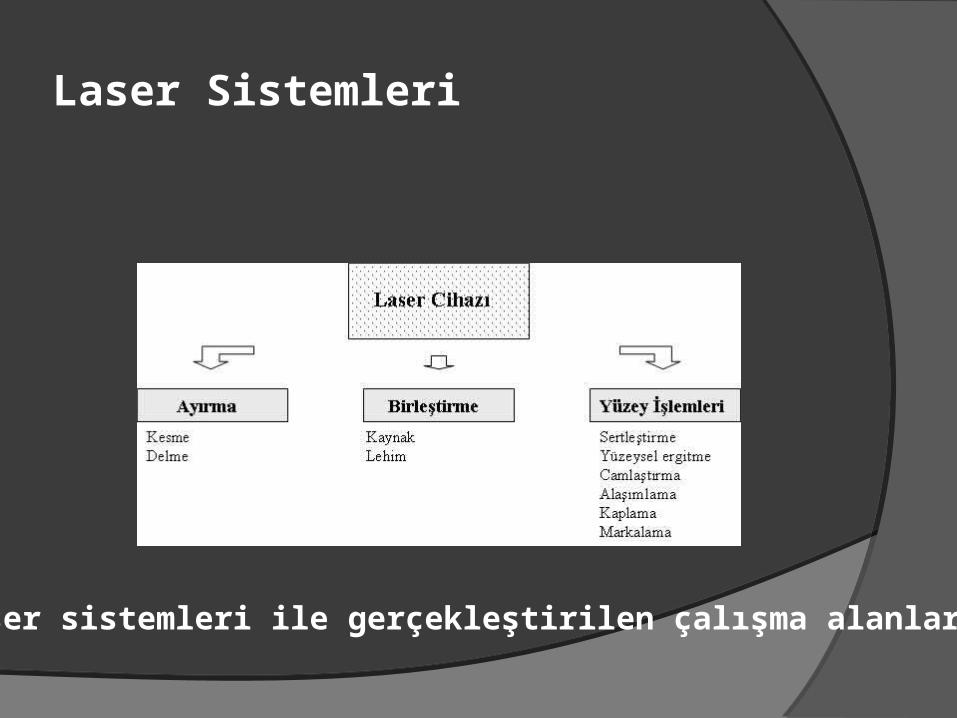
Laser Sistemleri
Laser sistemleri ile gerçekleştirilen çalışma alanları

Hareket Eksenleri [Tek Eksenli Sistemler (1E)]
(a)ve (b) laser cihazı sabit, parça dairesel hareketli (c) laser cihazı sabit, parça düzlemsel hareketli

Hareket Eksenleri [İki Eksenli Sistemler (2E)]
(a) parça: hareketli, laser cihazı ve işlem optiği: sabit,
(b) parça ve işlem optiği: hareketli, laser cihazı: sabit,
(c) parça ve laser cihazı: sabit, işlem optiği: hareketli,
(d) parça: sabit, laser cihazı ve işlem optiği: hareketli,
(e) parça, laser cihazı ve işlem optiği hareketli.

Hareket Eksenleri (Üç ve Daha Fazla Eksenli Sistemler )
Hareketli laser ve çalışma kafasına sahip dört eksenli makine
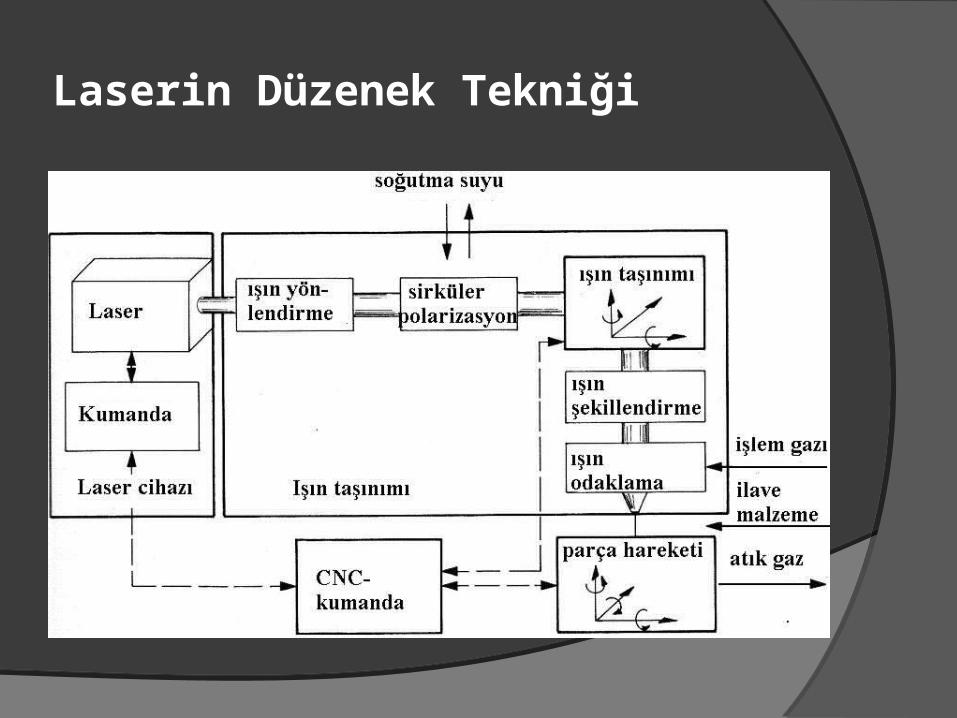
Laserin Düzenek Tekniği
Laser cihazı, Laser ışınını laser cihazından parçaya kadar taşıyan elemanlar
(gerekli olma durumunda) Sirküler (dairesel) polarizasyon Işının yönlenmesi Işının taşınımı Işının odaklanması Işının şekli Yönlendirici(ler) / Laser parametrelerinin tespiti İşlem gören parça için düzenek Işının ve/veya parçanın hareketini sağlayan elemanlar (CNC ile
doğrusal ve/veya dairesel hareketlerin denetimi) Soğutma, işlem gazı ve ilave malzeme için gerekli olan
donanımlar Parçanın yönlendirilmesi, gazların ve curufların uzaklaştırılması
için gerekli donanım
Laserin Düzenek Tekniği

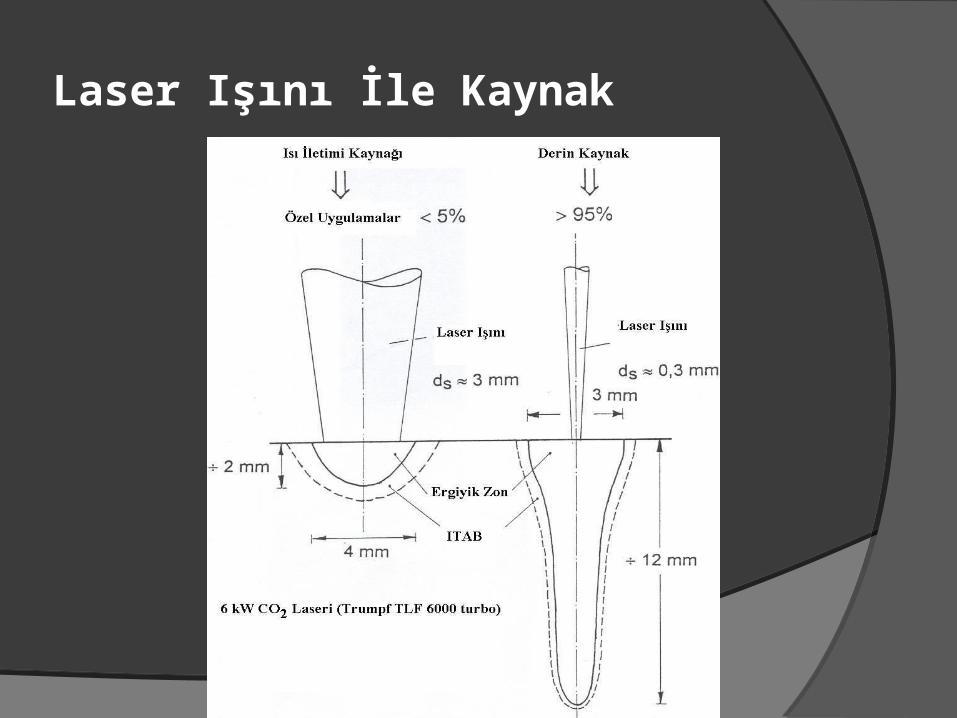
Laser Işını İle Kaynak
Laser ışını ile kaynak kendi içinde iki gruba ayrılır:
ısı iletim kaynağı derin kaynak
Laser Işını İle Kaynak
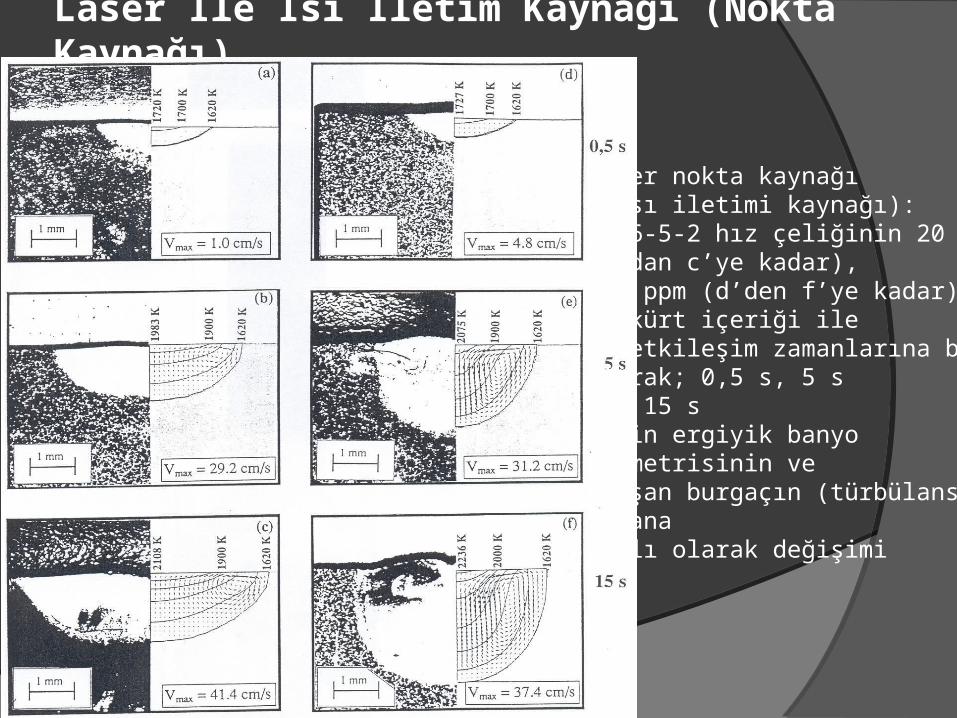
Laser İle Isı İletim Kaynağı (Nokta Kaynağı)
Laser nokta kaynağı (ısı iletimi kaynağı): S 6-5-2 hız çeliğinin 20 ppm (a’dan c’ye kadar), 150 ppm (d’den f’ye kadar) kükürt içeriği ile ve etkileşim zamanlarına bağlıolarak; 0,5 s, 5 s ve 15 s için ergiyik banyo geometrisinin veoluşan burgaçın (türbülans)zamana bağlı olarak değişimi
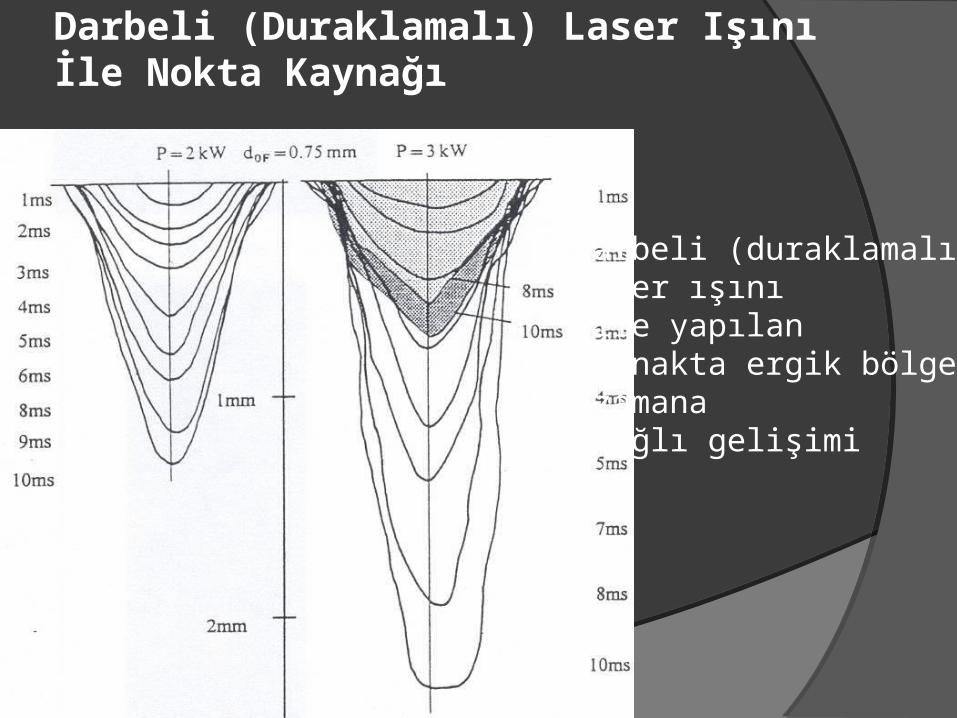
Darbeli (Duraklamalı) Laser Işını İle Nokta Kaynağı
Darbeli (duraklamalı) laser ışını ile yapılan kaynakta ergik bölgenin zamana bağlı gelişimi
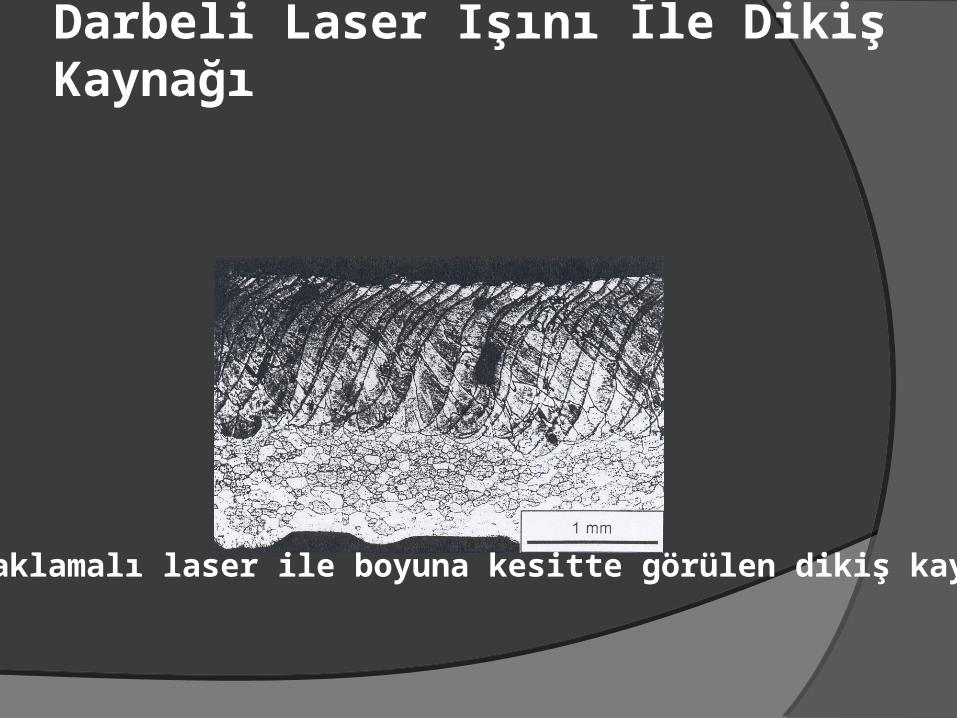
Darbeli Laser Işını İle Dikiş Kaynağı
Duraklamalı laser ile boyuna kesitte görülen dikiş kaynağı
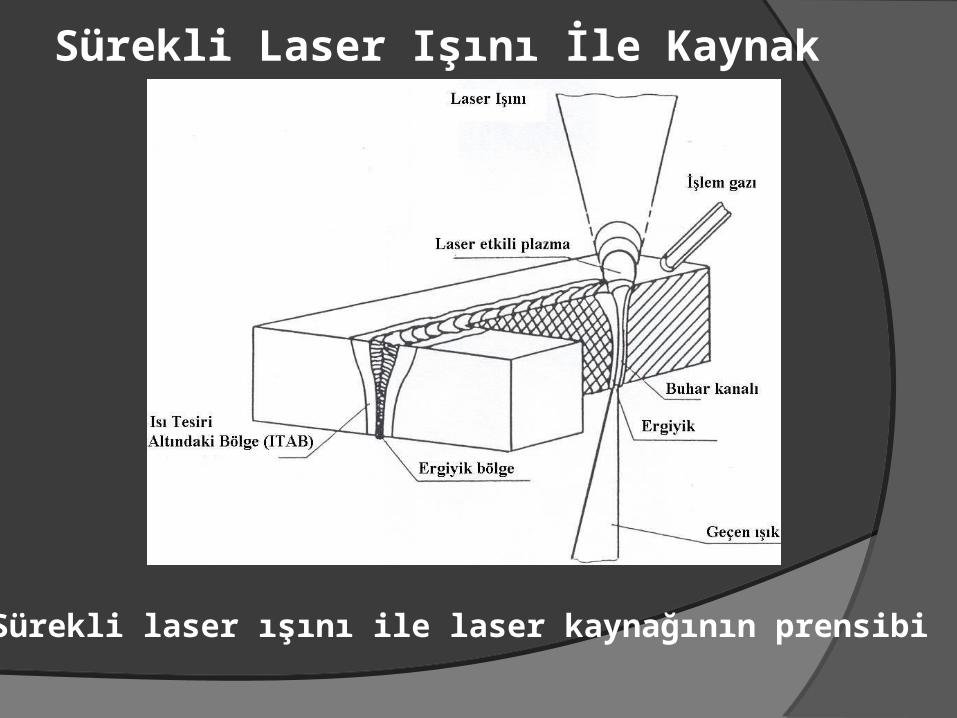
Sürekli Laser Işını İle Kaynak
Sürekli laser ışını ile laser kaynağının prensibi
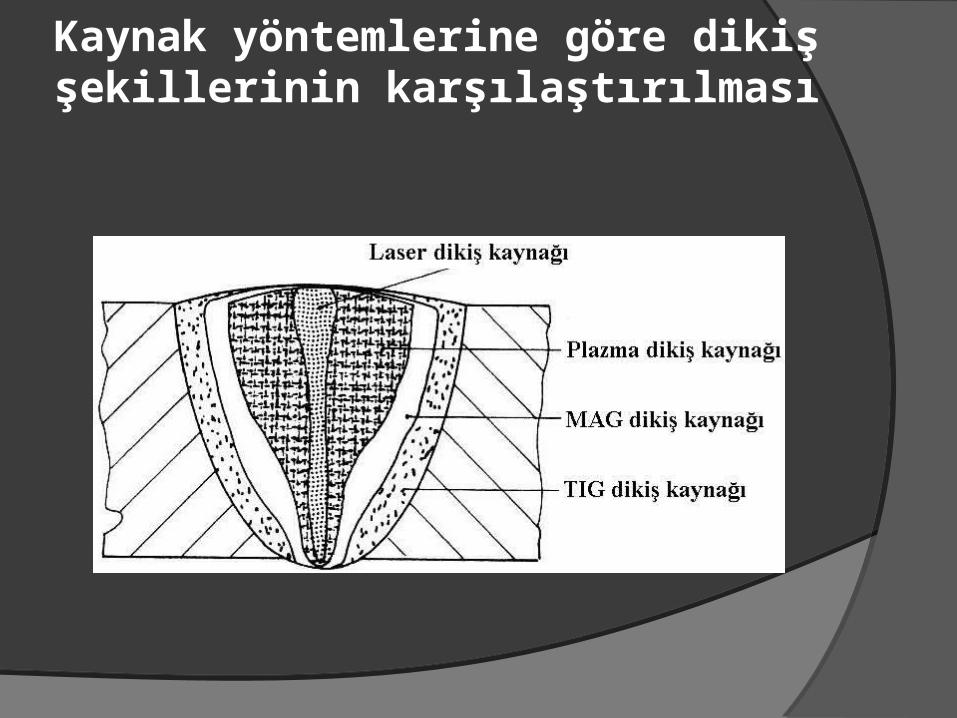
Kaynak yöntemlerine göre dikiş şekillerinin karşılaştırılması
Metalik Malzemelerin Laser Işını İle Kaynak Edilebilirlikleri
Bir malzemenin kaynak edilebilirliğini etkileyen parametreler:
• Kimyasal bileşim (alaşım elementlerinin miktarı) • Metal üretim yöntemi• Isıl işlem • Fiziksel özellikler (ergime derecesi, ısıl iletkenlik, dayanım, şekil alabilirlik vb.)
Çeliklerin Kaynak Edilebilirlikleri
Isıtma ve Yüksek Sıcaklık Fazı: Alaşımsız ve düşük alaşımlı çeliklerin laser kaynağı ile
oluşan ısı tesiri altındaki bölgede ısınmanın ve yüksek sıcaklık fazına ulaşmanın sonucunda aşağıdaki oluşumlar gerçekleşmektedir:
400-500 0C sıcaklıklarından itibaren: toparlama - yeniden kristalleşme olayları, karbür büyümesi (ITAB’da 0,1-0,9 mm aralığında) .
1000-1100 0C sıcaklıklarından itibaren: özel karbürlerin çözünmesi veya karbonitrür oluşumu, tane büyümesi (ITAB’da 0,1-0,9 mm aralığında).
Çeliklerin Kaynak Edilebilirlikleri Soğutma Fazı:
1) Alaşımsız ve düşük alaşımlı çeliklerin kaynak bölgesindeki (ergiyen bölge ve ısı etkisi altındaki bölge) doku ve malzeme özellikleri her şeyden önce östenit fazınının soğuma hızına bağlıdır.
2) Bunun için özellikle 800-500 0C sıcaklıkları arasındaki sıcaklık değişimini gösteren t8/5 değerinin önemi büyüktür.
3) Ön ısıtma yapılmadan gerçekleştirilen laser kaynağında t8/5
değeri yaklaşık olarak 1 s, 300 0C ön ısıtma yapılarak gerçekleştirilen laser kaynağında t8/5 8 s ve 400 0C ön ısıtmada ise t8/5 yaklaşık 15 s’dir.
Çeliklerin Kaynak Edilebilirlikleri
4) Kaynak için zaman-sıcaklık-dönüşüm (ZSD) diyagramlarında t8/5 değeri yaklaşık 1 saniyenin altına düştüğünde, alaşımsız ve mikroalaşımlı çelikler için martenzitik dönüşüm oluşmaktadır. Daha uzun t8/5 değerlerinde ise baynit (Bainit), ince lamelli perlit ve ferrit oluşumu da sözkonusudur.
5) Düşük miktarda alaşım elementi ilavesi ile ferrit ve perlit oluşumları daha uzun zamanlara kaydırılabilmektedir. Bu nedenle martenzitik dokunun oluşumunu engellemek için, böylesi alaşımlarda ön tavlama sıcaklıkları 500-600 0C aralıklarına kadar yükselmesi mümkündür.
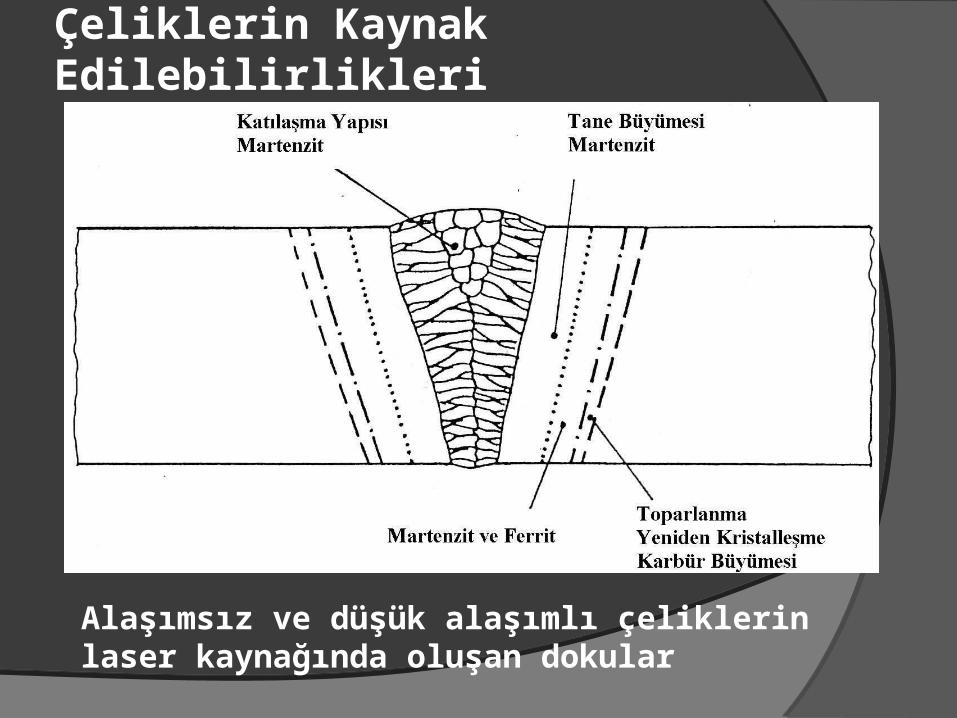
Çeliklerin Kaynak Edilebilirlikleri
Alaşımsız ve düşük alaşımlı çeliklerin laser kaynağında oluşan dokular
Laser İle Alüminyum Alaşımlarının Kaynak Edilebilirlikleri
Isıtma ve Yüksek Sıcaklık Fazı
• 240 0C sıcaklığından itibaren: aşırı yaşlanma ve toparlanma,
• 400-500 0C sıcaklıklarından itibaren: çözme tavı ve yeniden kristalleşme,
• 500-600 0C sıcaklıklarından itibaren: tane sınırı ergimesi
Laser İle Alüminyum Alaşımlarının Kaynak Edilebilirlikleri
Soğutma fazı:
Soğuma görece yüksek olduğu için, kaynak dikişindeki katılaşma hızı da yüksektir. Katılaşma hızına bağlı olarak özellikle AlMgSi1 alaşımında gerilim alanlarının oluşumu nedeni ile sıcak çatlak gözlemlenmektedir
Laser İle Alüminyum Alaşımlarının Kaynak Edilebilirlikleri
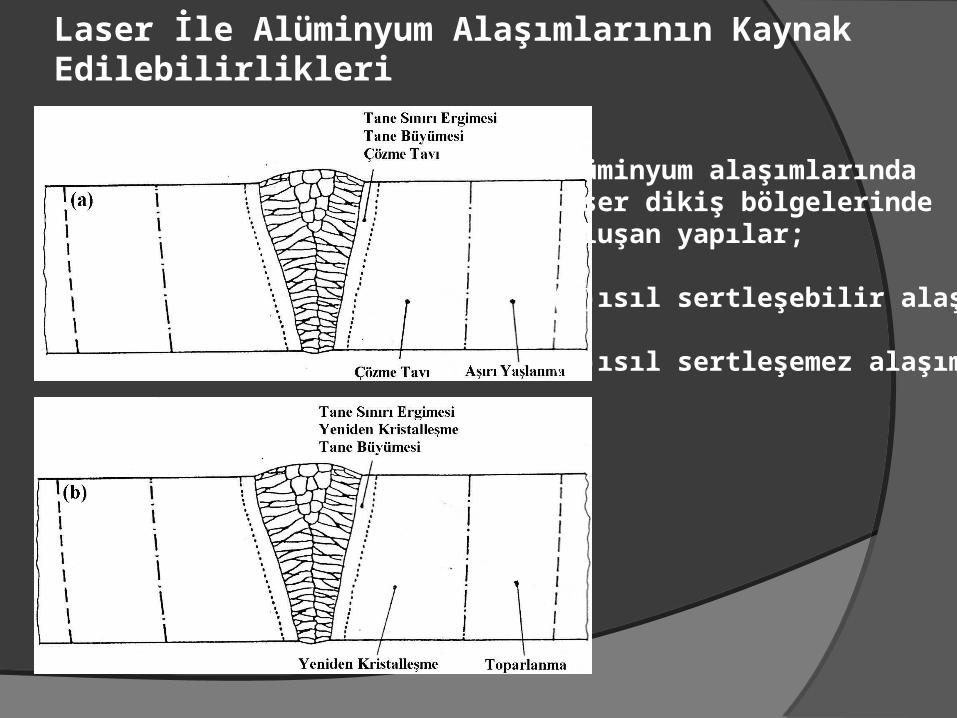
Alüminyum alaşımlarında laser dikiş bölgelerinde oluşan yapılar;
(a) ısıl sertleşebilir alaşım
(a) ısıl sertleşemez alaşım
Laser Işını Kaynağının Geleneksel Kaynak Yöntemlerine Göre Üstünlükleri
çok dar dikiş geometrisi, büyük derinlik / genişlik oranı, dar ITAB, yüksek laser güçleri ile hızlı kaynak, kaynak işlemi sırasında laser gücünün kolay
biçimde düzenlenebilmesi
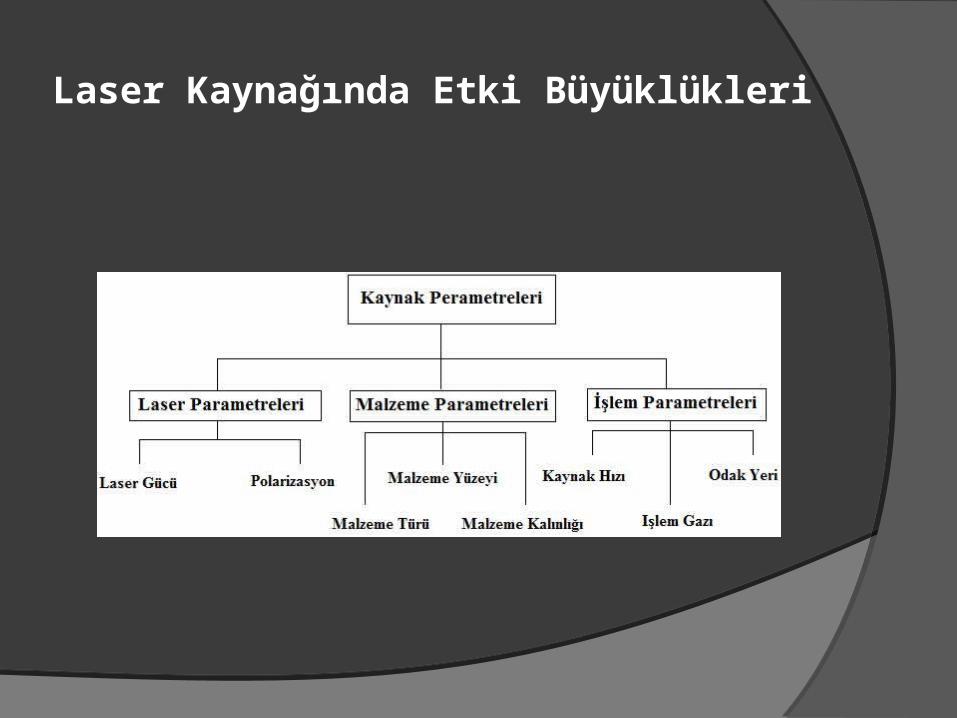
Laser Kaynağında Etki Büyüklükleri
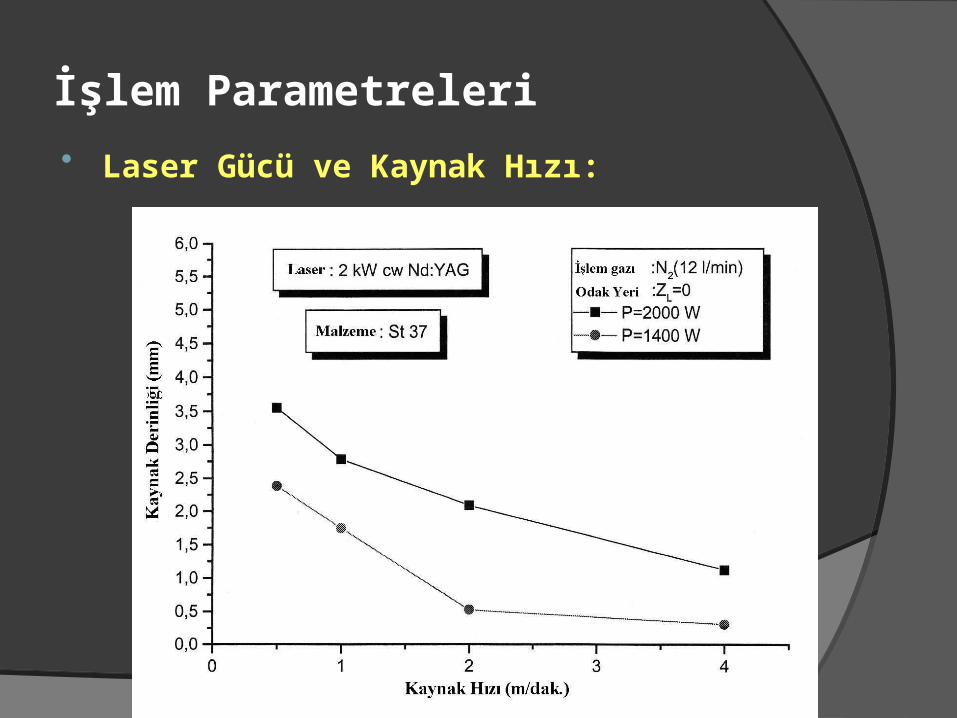
İşlem Parametreleri
Laser Gücü ve Kaynak Hızı:

İşlem Parametreleri
Laser Gücü ve Kaynak Hızı:Laser Gücü ve Kaynak Hızı:
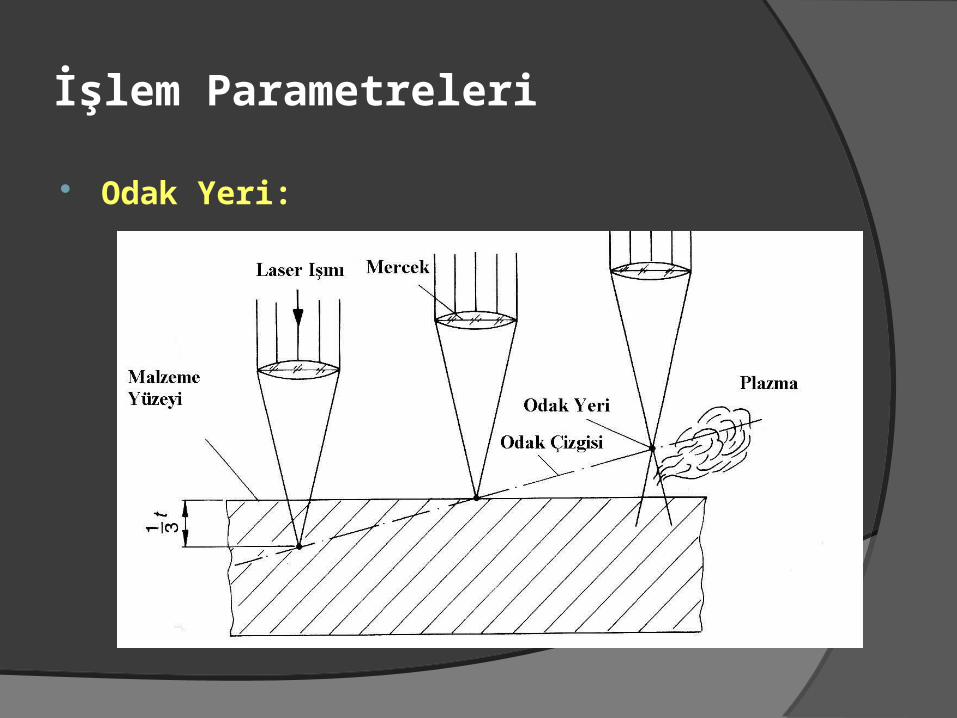
İşlem Parametreleri
Odak Yeri:
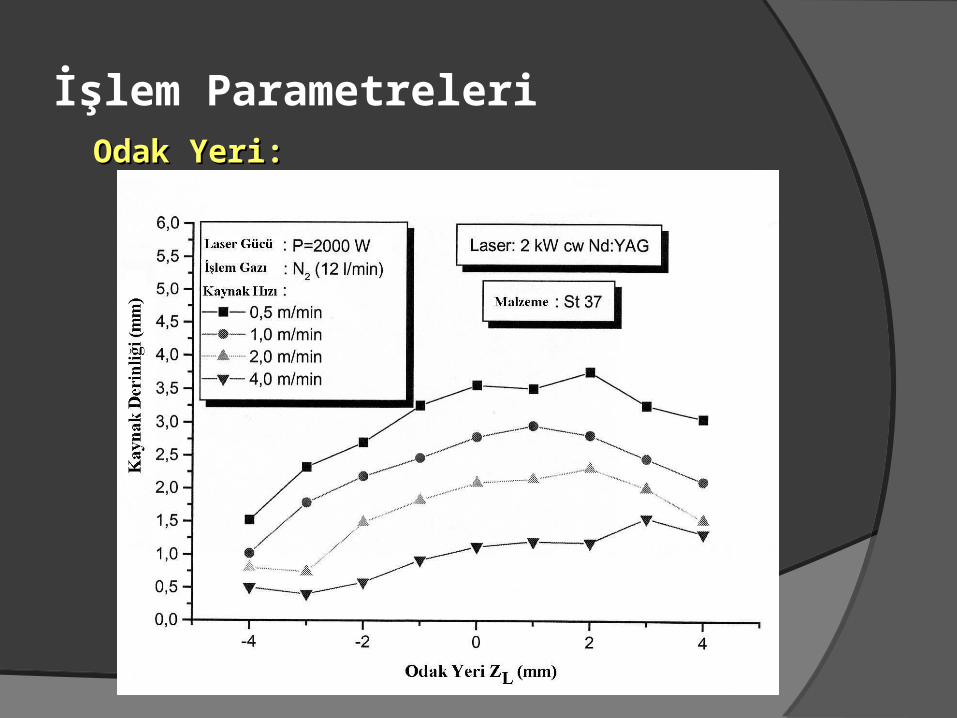
İşlem ParametreleriOdak Yeri:Odak Yeri:
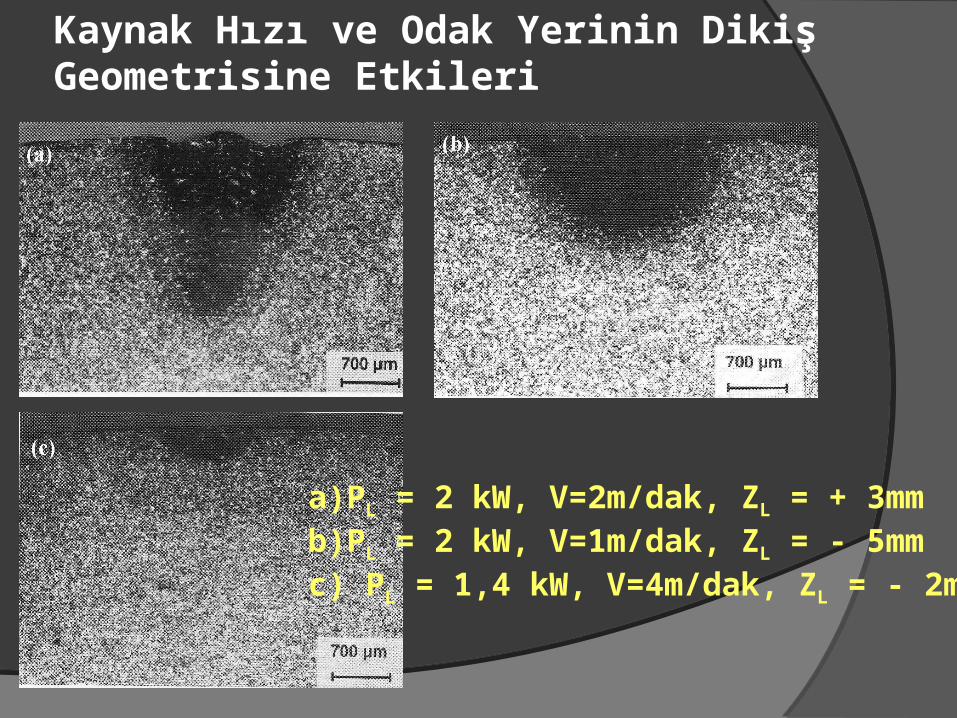
Kaynak Hızı ve Odak Yerinin Dikiş Geometrisine Etkileri
a) PL = 2 kW, V=2m/dak, ZL = + 3mm b) PL = 2 kW, V=1m/dak, ZL = - 5mmc) PL = 1,4 kW, V=4m/dak, ZL = - 2mm
İşlem Parametreleri
İşlem Gazı:
İşlem gazı kullanılması ile plazma parçacıkları ve işlem gazı parçacıklarının çarpışmaları sonucunda metal buhar plazmasında elektronlar ve iyonlar ile yeni bir bileşim oluşumuna etki edilmektedir. Böylece yeni bileşim oranı ile düşen bir elektron yoğunluğu sonucunda laser ışınının plazma tarafından soğurulma derecesi daha düşük değerlerde kalmaktadır.
İşlem Parametreleri
Helyum: CrNi çelikleri gibi yüksek alaşımlı çelikler ve titanyum alaşımları için, oksidasyona karşı iyi
derecede bir koruma sağlamaktadır. Karbondioksit: Genellikle alaşımsız malzemelerin
kaynağında kullanılmaktadır. Argon:Alaşımlı çelikler için iyi bir oksidasyon
koruyucusudur. Azot:Azot, kaynak dikiş yüzeyini bir miktar
bozmasına karşın, helyum gazına göre daha hızlı kaynak yapmaya olanak sağlamaktadır
İşlem Gazı:İşlem Gazı:
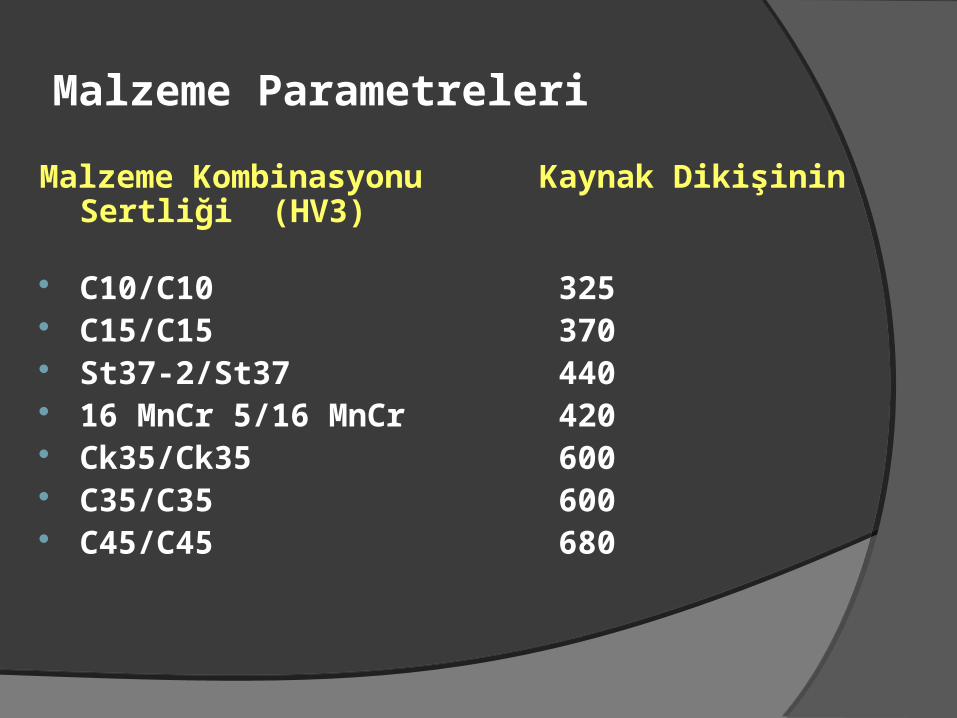
Malzeme Parametreleri
Malzeme Kombinasyonu Kaynak Dikişinin Sertliği (HV3)
C10/C10 325 C15/C15 370 St37-2/St37 440 16 MnCr 5/16 MnCr 420 Ck35/Ck35 600 C35/C35 600 C45/C45 680
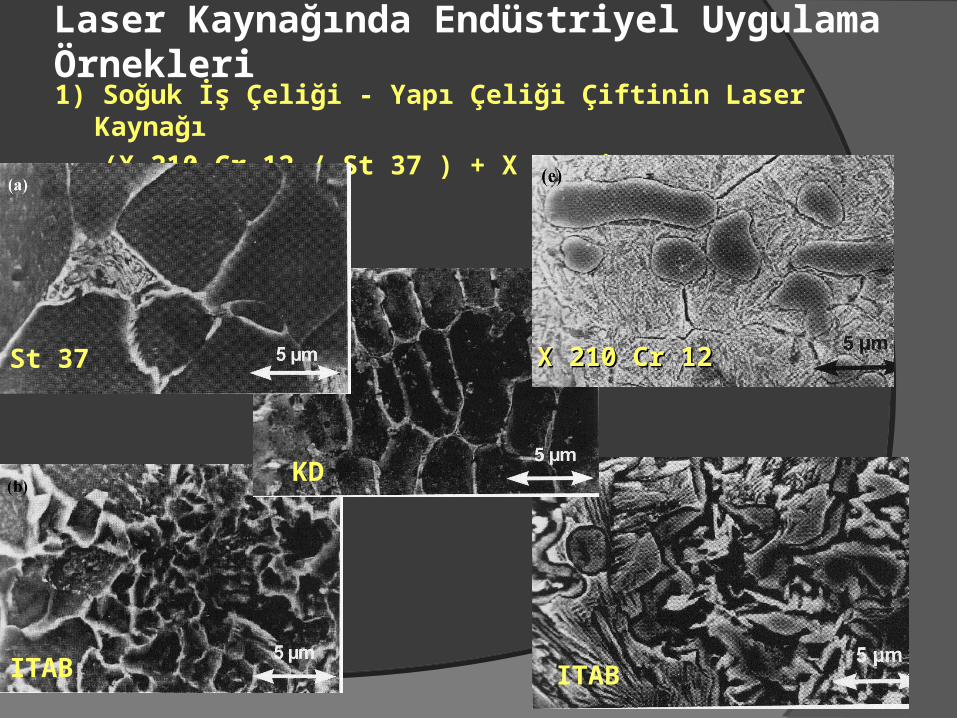
Laser Kaynağında Endüstriyel Uygulama Örnekleri1) Soğuk İş Çeliği - Yapı Çeliği Çiftinin Laser Kaynağı
(X 210 Cr 12 / St 37 ) + X 2CrNiMo 19 12
St 37 X 210 Cr 12X 210 Cr 12
ITAB ITAB
KD

Laser Kaynağında Endüstriyel Uygulama Örnekleri1) Soğuk İş Çeliği - Yapı Çeliği Çiftinin Laser Kaynağı1) Soğuk İş Çeliği - Yapı Çeliği Çiftinin Laser Kaynağı
((X 210 Cr 12 / St 37 X 210 Cr 12 / St 37 ) + X 2 CrNiMo 19 12) + X 2 CrNiMo 19 12
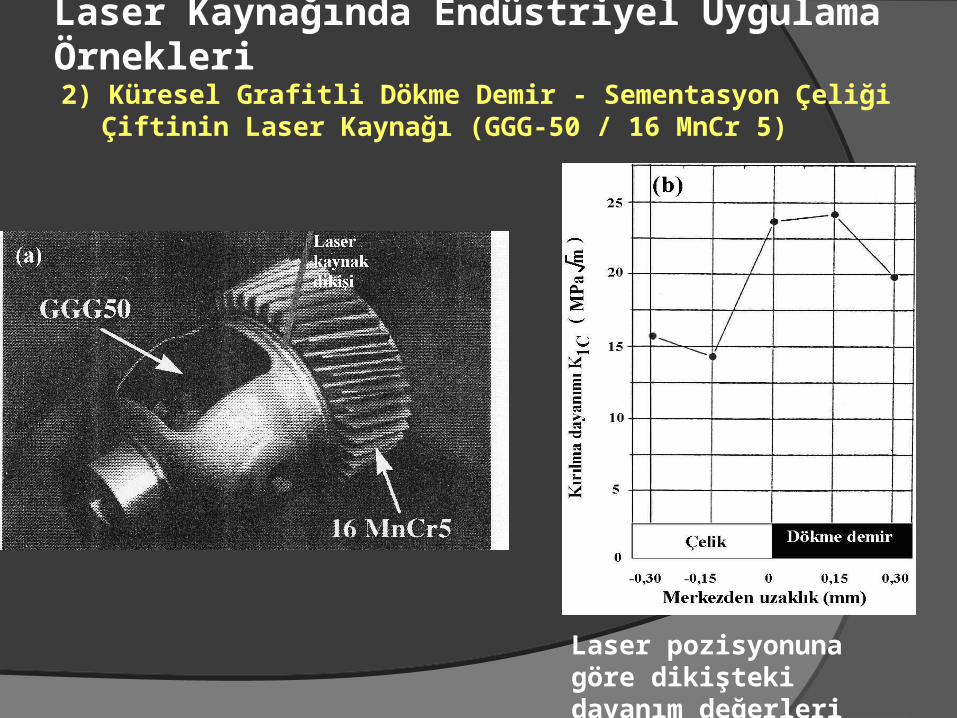
Laser Kaynağında Endüstriyel Uygulama Örnekleri
2) Küresel Grafitli Dökme Demir - Sementasyon Çeliği Çiftinin Laser Kaynağı (GGG-50 / 16 MnCr 5)
Laser pozisyonuna göre dikişteki dayanım değerleri
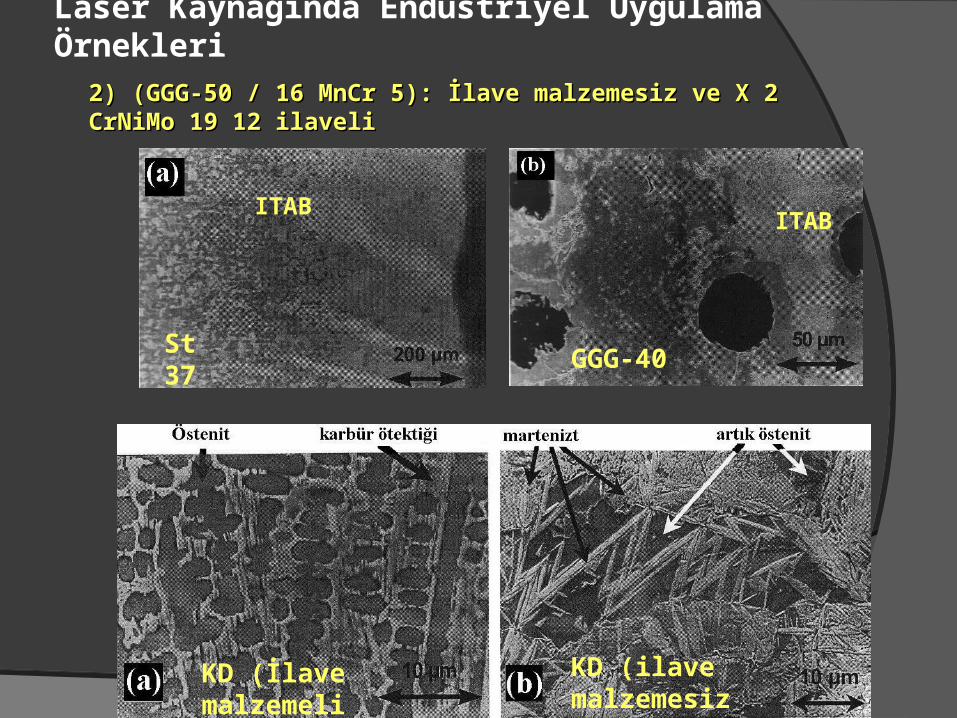
Laser Kaynağında Endüstriyel Uygulama Örnekleri
ITAB
St 37GGG-40
ITAB
KD (İlave malzemeli)
KD (ilave malzemesiz)
2) (GGG-50 / 16 MnCr 5): İlave malzemesiz ve X 2 CrNiMo 2) (GGG-50 / 16 MnCr 5): İlave malzemesiz ve X 2 CrNiMo 19 12 ilaveli19 12 ilaveli
Laser Kaynağında Endüstriyel Uygulama Örnekleri
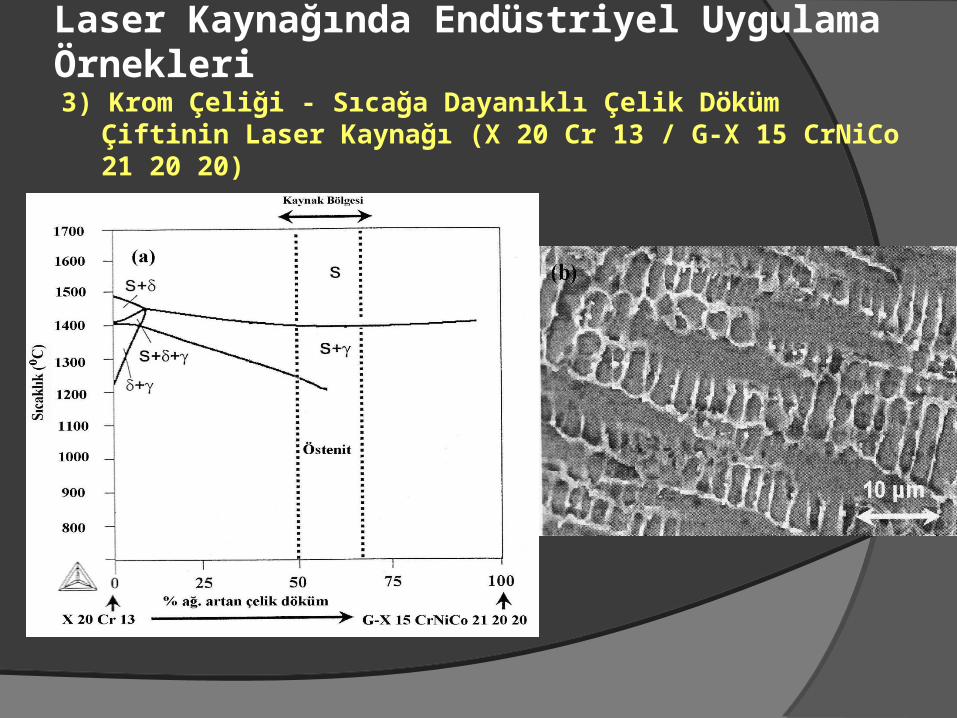
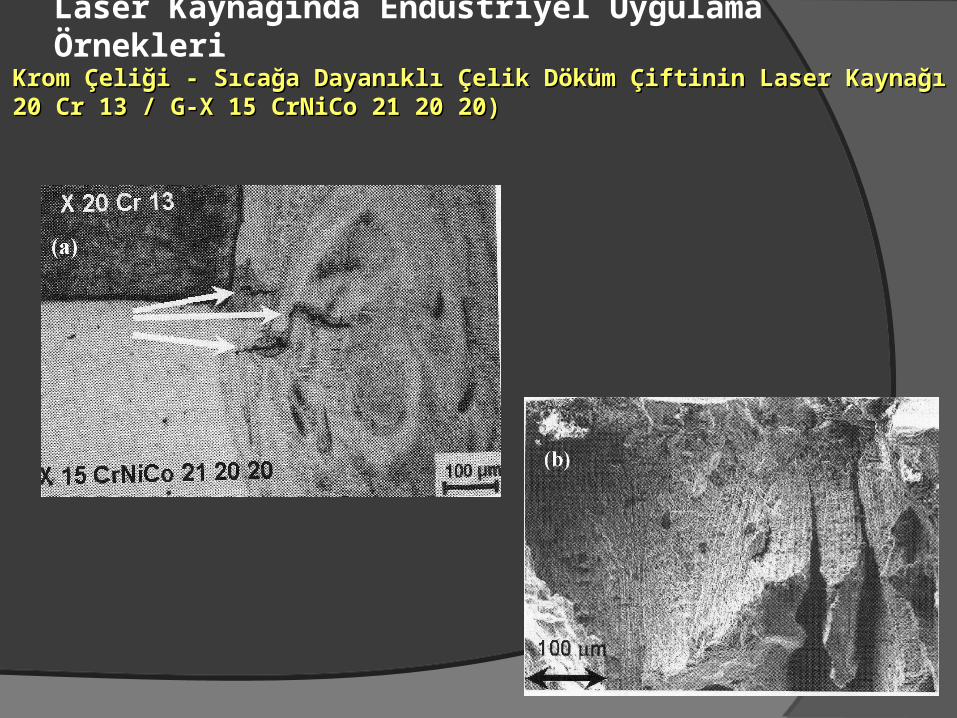
3) Krom Çeliği - Sıcağa Dayanıklı Çelik Döküm Çiftinin Laser Kaynağı (X 20 Cr 13 / G-X 15 CrNiCo 21 20 20)
Laser Kaynağında Endüstriyel Uygulama Örnekleri
3) Krom Çeliği - Sıcağa Dayanıklı Çelik Döküm Çiftinin Laser Kaynağı 3) Krom Çeliği - Sıcağa Dayanıklı Çelik Döküm Çiftinin Laser Kaynağı (X 20 Cr 13 / (X 20 Cr 13 / G-X 15 CrNiCo 21 20 20G-X 15 CrNiCo 21 20 20))
Laser Kaynağında Endüstriyel Uygulama Örnekleri
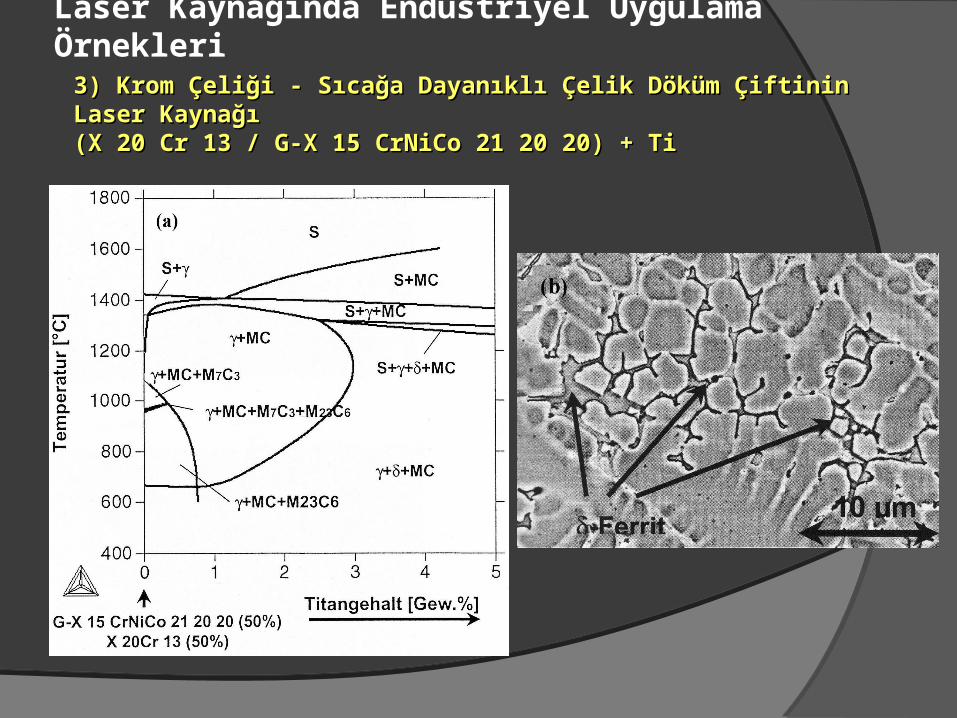
3) Krom Çeliği - Sıcağa Dayanıklı Çelik Döküm Çiftinin Laser 3) Krom Çeliği - Sıcağa Dayanıklı Çelik Döküm Çiftinin Laser Kaynağı Kaynağı (X 20 Cr 13 / (X 20 Cr 13 / G-X 15 CrNiCo 21 20 20G-X 15 CrNiCo 21 20 20) + Ti) + Ti
Laser Kaynağında Endüstriyel Uygulama Örnekleri
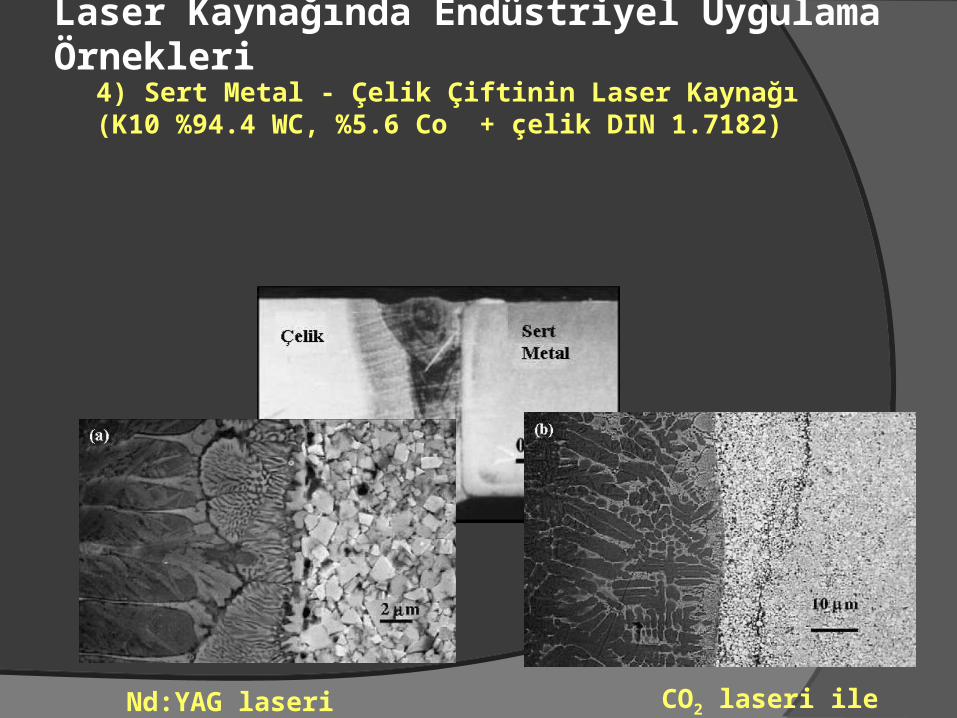
4) Sert Metal - Çelik Çiftinin Laser Kaynağı (K10 %94.4 WC, %5.6 Co + çelik DIN 1.7182)
Nd:YAG laseri ile CO2 laseri ile

Laser Kaynağında Endüstriyel Uygulama Örnekleri
Nd:YAG ve CO2 laseri ile kaynak edilen sert metal / çelik çiftinin sertlik dağılımı
4) Sert Metal - Çelik Çiftinin Laser Kaynağı (K10 %94.4 WC, %5.6 Co + çelik DIN 1.7182)
Laser Kaynağında Endüstriyel Uygulama Örnekleri
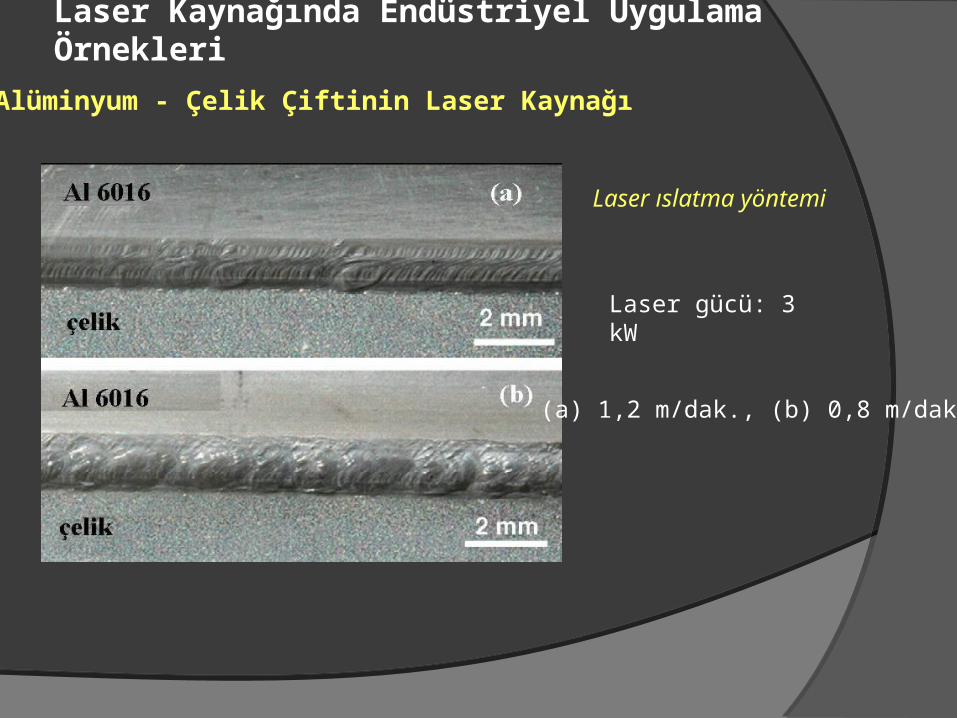
(a) 1,2 m/dak., (b) 0,8 m/dak
Laser gücü: 3 kW
Laser ıslatma yöntemi
5) Alüminyum - Çelik Çiftinin Laser Kaynağı

Laser Kaynağında Endüstriyel Uygulama Örnekleri
5) Alüminyum - Çelik Çiftinin Laser Kaynağı

Laser Kaynağında Endüstriyel Uygulama Örnekleri
5) Alüminyum - Çelik Çiftinin Laser Kaynağı
(a) Galvanizsiz çelik / Al (b) galvanizli çelik /Al
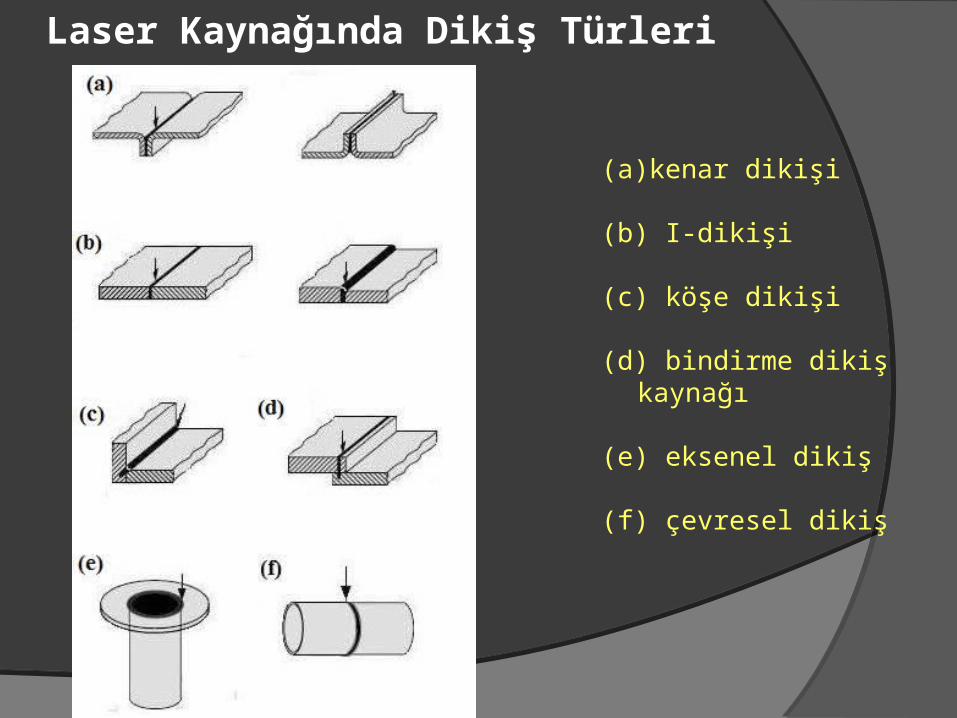
Laser Kaynağında Dikiş Türleri
(a)kenar dikişi
(b) I-dikişi
(c) köşe dikişi
(d) bindirme dikiş kaynağı
(e) eksenel dikiş (f) çevresel dikiş
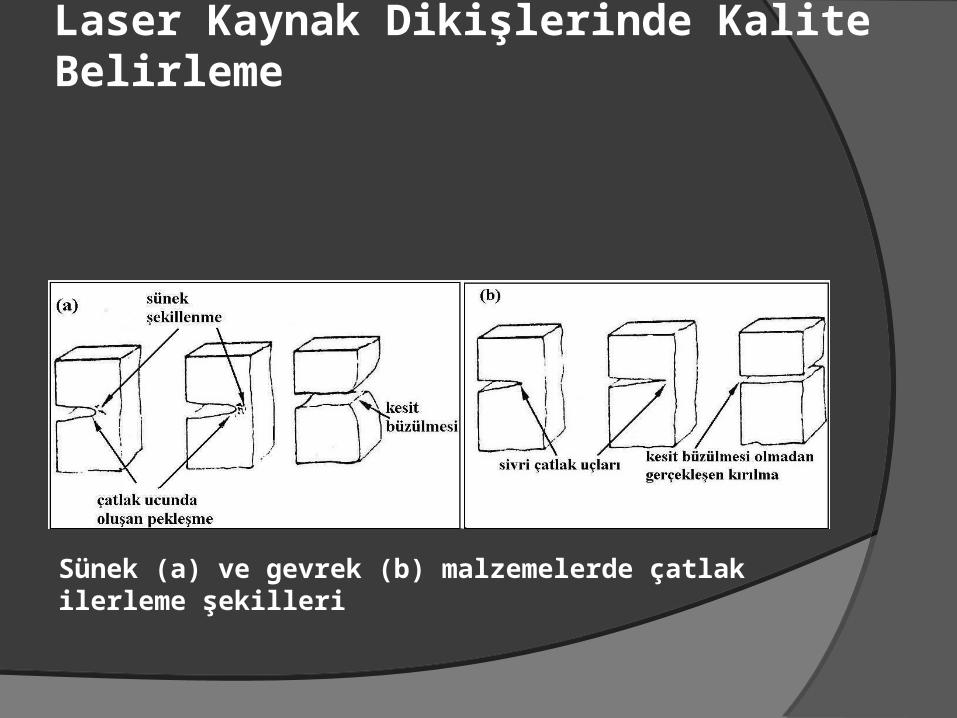
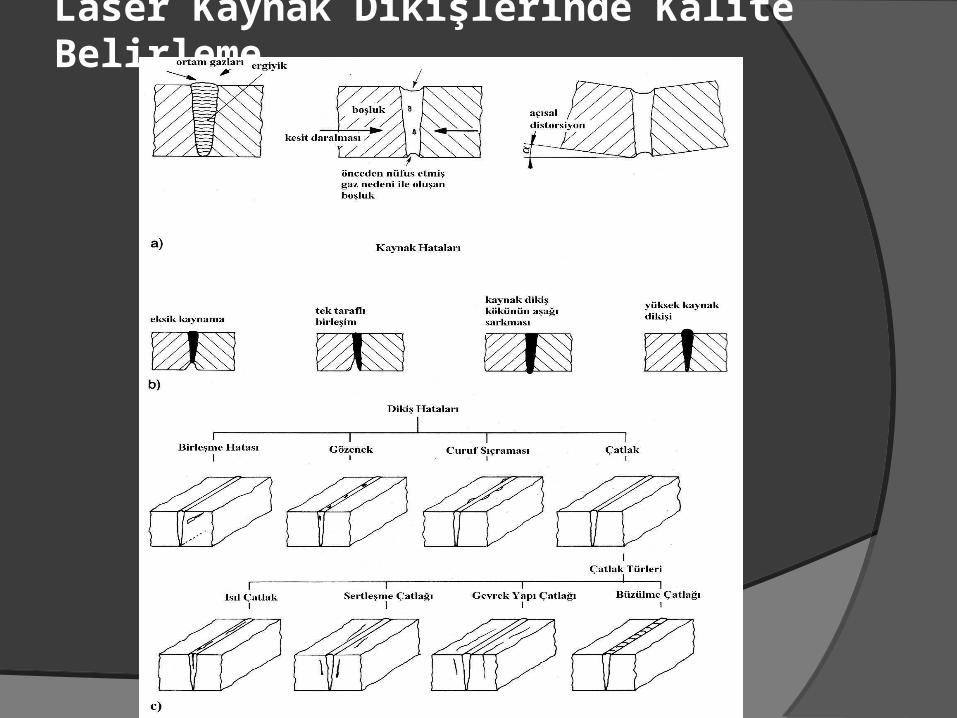
Laser Kaynak Dikişlerinde Kalite Belirleme
Sünek (a) ve gevrek (b) malzemelerde çatlak ilerleme şekilleri
Laser Kaynak Dikişlerinde Kalite Belirleme
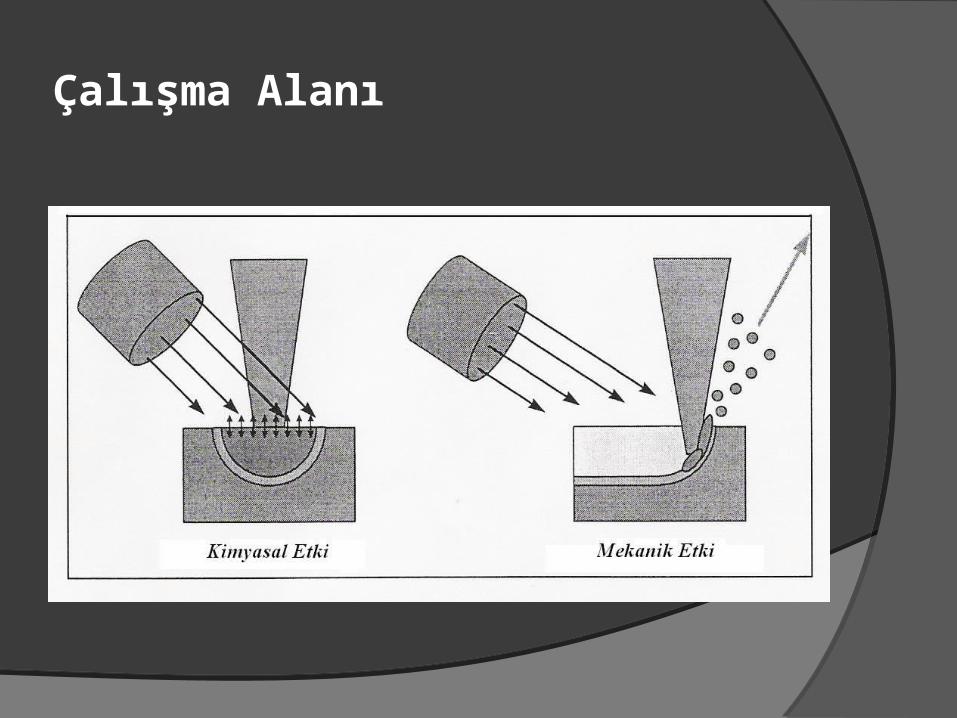
Çalışma Alanı

Yüzey Modifikasyonlarında Laser İşlemleri

Metalurjik Laser Yüzey İşlemi

Dönüşüm Sertleşmesi

Dönüşüm Sertleşmesi
Alevle İşlem Görmüş Laser ile İşlem Görmüş
Dönüşüm Sertleşmesi
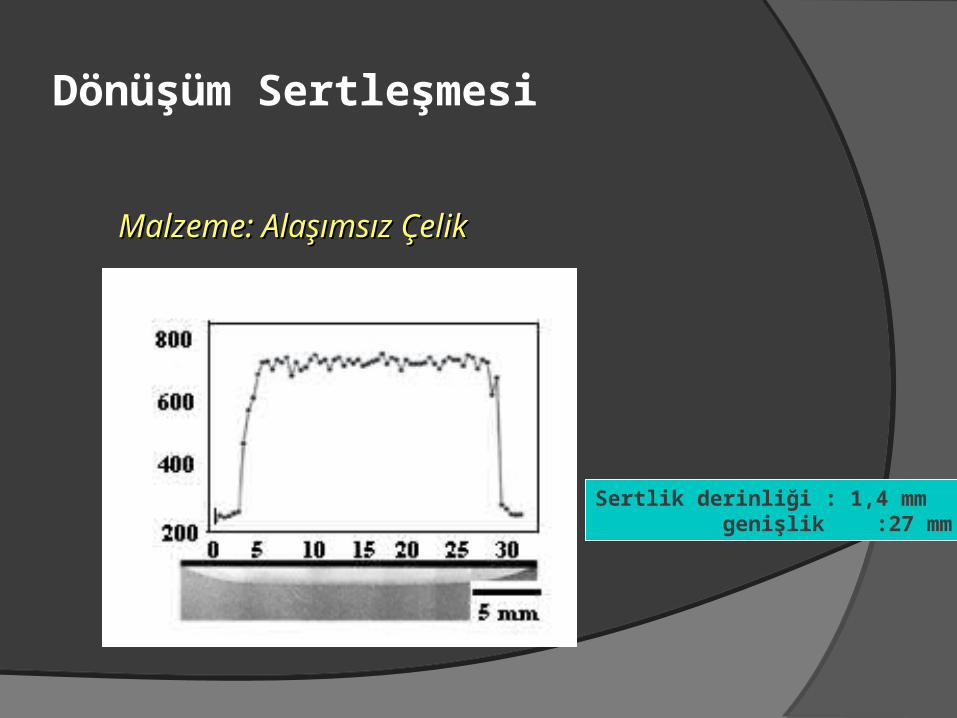
Malzeme: Alaşımsız ÇelikMalzeme: Alaşımsız Çelik
Sertlik derinliği : 1,4 mm genişlik :27 mm
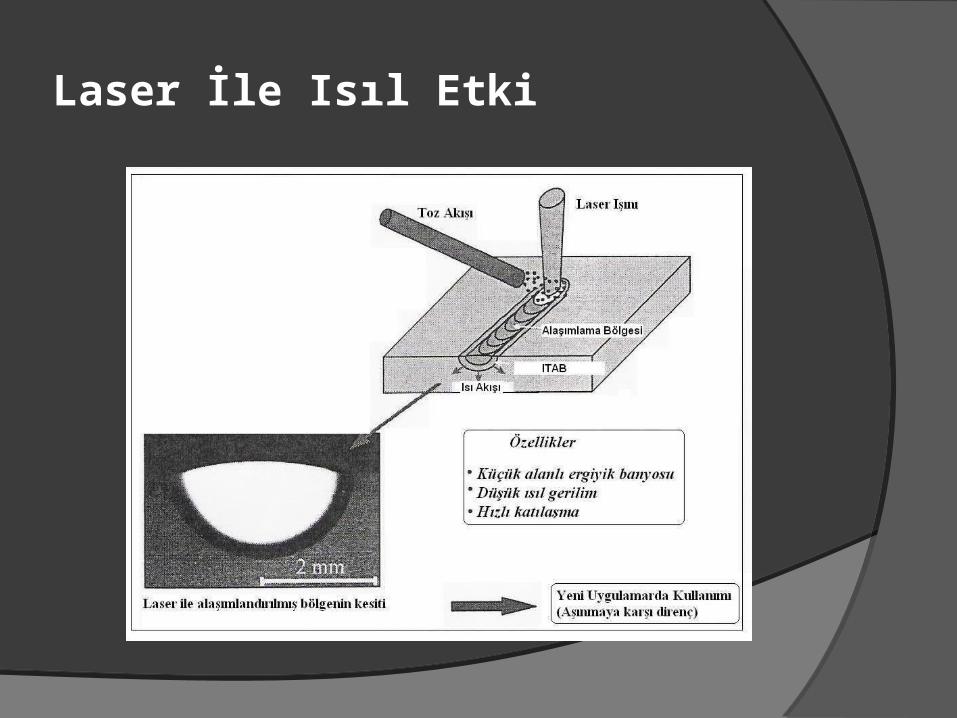
Laser İle Isıl Etki
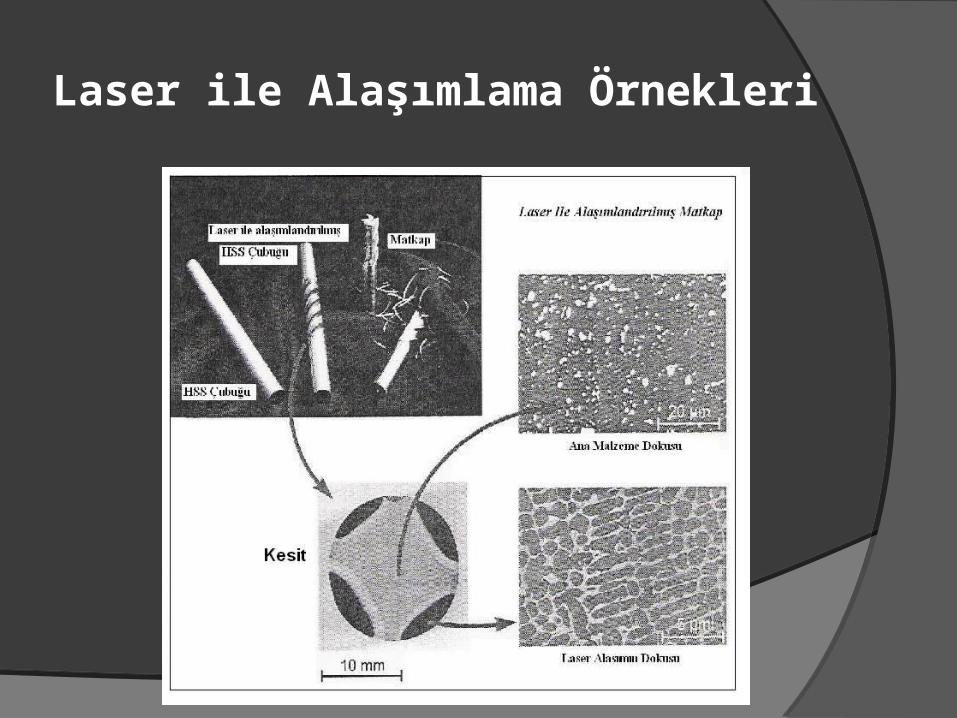
Laser ile Alaşımlama Örnekleri

Delme ve Kesme
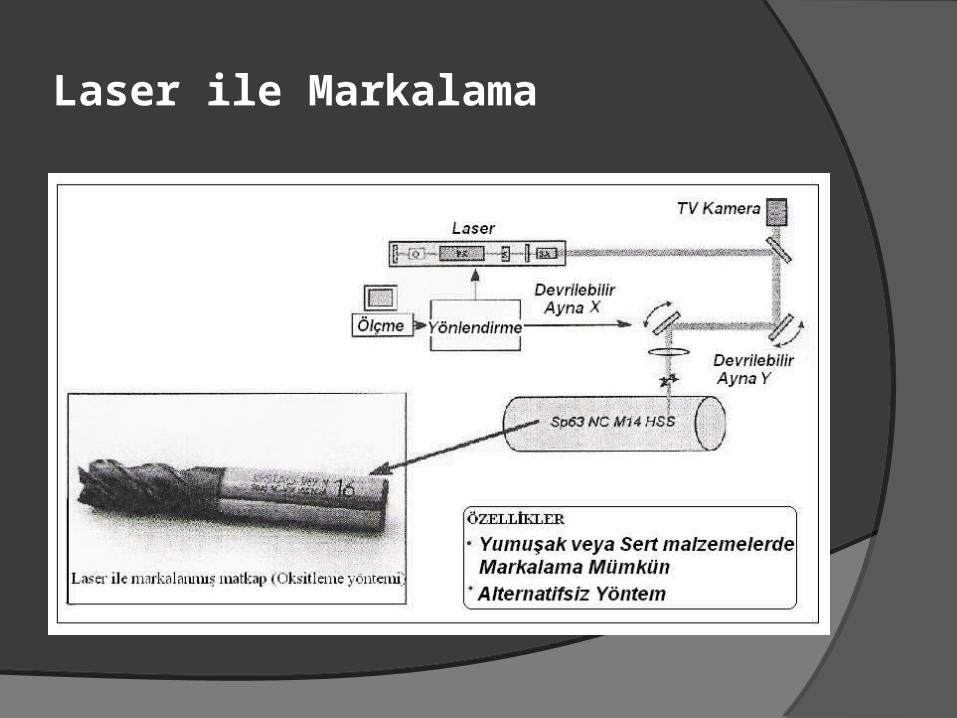
Laser ile Markalama
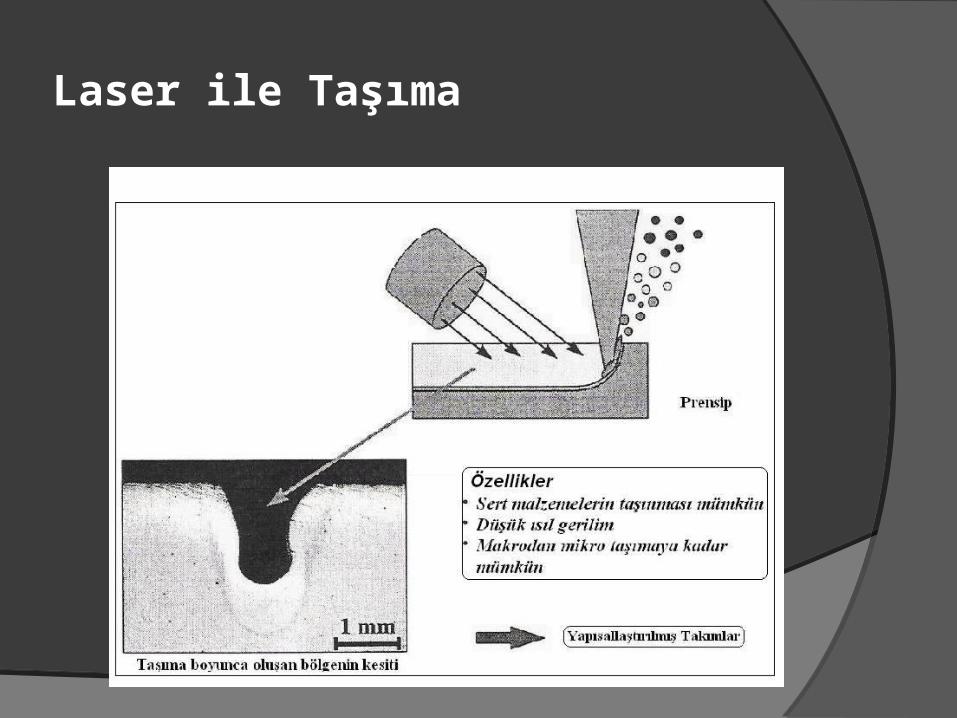
Laser ile Taşıma
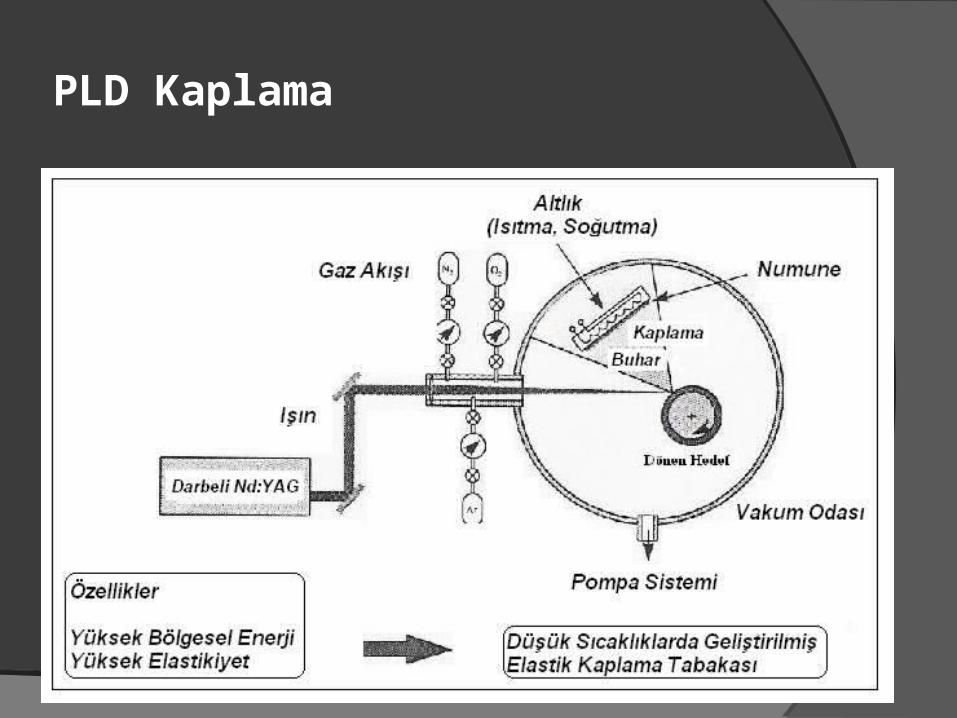
PLD Kaplama
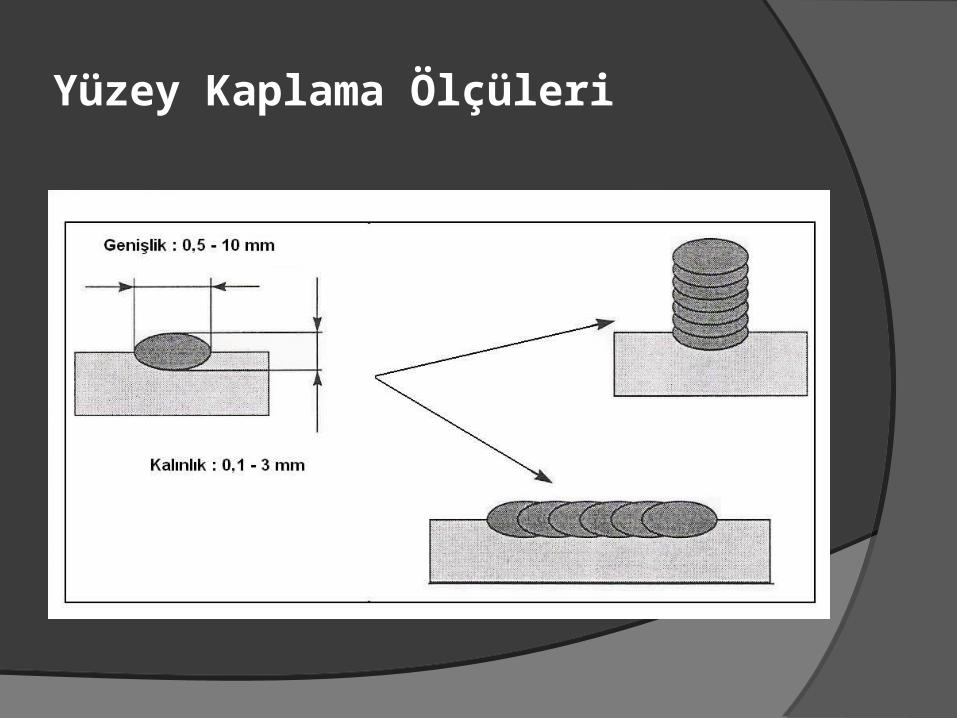
Yüzey Kaplama Ölçüleri
Sonuç
Laserin kullanımı özellikle yararlıdır, eğer:
1) Parçanın üretim şeması tamamen değişecekse,
2) Maliyet düşecekse, 3) Kalitede artma sağlanacaksa, 4) Diğer yöntemler ile üretim mümkün değilse, 5) Kuvvet değişmeden veya düşük ısıl etki ile
çalışma gerekecekse, 6) Küçük parçalarda büyük şekillendirme
olacaksa, 7) Yüksek derecede otomasyon gerekli ise.

Elektron Işın Kaynağı

Birleştirilecek malzeme çifti Ara folyo malzemesi
Cu-Al Sn veya Zn
Ni-Ta Pt
Ti-CrNi V
Çelik-Sert metal Ni veya Co
Çelik-Mo Ni
Çelik-Ti V
Elektron Işın KaynağıFarklı metallerin kaynağında ortaya çıkabilecek gevreklik veya oluşan intermetalik fazların oluşturduğu sorunlar aşağıdaki çözüm yolları ile ortadan kaldırılabilmektedir:
• Elektron ışınları düşük ergime sıcaklığında sahip metale yönlendirilerek, ergitilir. Bu sırada ikinci metal henüz katı durumunu korumaktadır. Böylece takım çeliği- sert metal örneğinde olduğu gibi, sert metalden kaynak dikişine C yayınımı engellenmektedir. Burada ortaya çıkabilecek sorun ise, dikiş bölgesindeki farklı genleşmeden doğan çatlama tehlikesidir.
• Alın durumunda birleştirilecek iki malzeme arasına 0,1-0,5 mm kalınlık aralığına uygun bir malzemeden folyo yerleştirilerek sünek bir dikiş özelliği elde edilebilmektedir. Çelik ile sert metal çiftinin birleştirilme örneğinde kobalt veya nikel esaslı bir folyo ile gerçekleştirilen kaynak işleminde istenmeyen bölgesel sertleşmelerin önüne geçilebilmektedir.

•Kaynak noktasında, diğer ergitme esaslı yöntemlere göre 103 kat daha yüksek ısı yoğunluğunun yönlendirdiği dar kaynak bölgeleri elde edilebilmekte, örneğin CrNi çeliklerinde 100 mm’ye kadar nüfuziyet derinliklerine ulaşılabilmektedir.
•Kusurlu kaynak yapma olasılığı düşük olup, böyle bir durumda kaynağın yenilenmesi mümkündür.
•Vakum ortamında işlem gerçekleştirildiğinden, koruyucu gaz ile yapılan kaynağa göre daha üstün kimyasal koşullar sağlanabilmektedir.
•Kaynak edilecek parça içine transfer edilen ısı, diğer yöntemler için gerekli olanın 1/10-1/50’si oranına indirilebilmekte, böylece büzülmelerden doğabilecek biçim ve boyutsal sorunlar daha düşük seviyelerde tutulabilmektedir.
Elektron Işın Kaynağı
Endüstriyel olarak yararlanılan elektron ışın kaynak tesislerinde ivmeleme gerilimleri 30-175 kV ve ışın güçleri 3-35 kW değerleri arasında bulunmaktadır.
Elektro Curuf Kaynağı (Döküm Kaynağı)
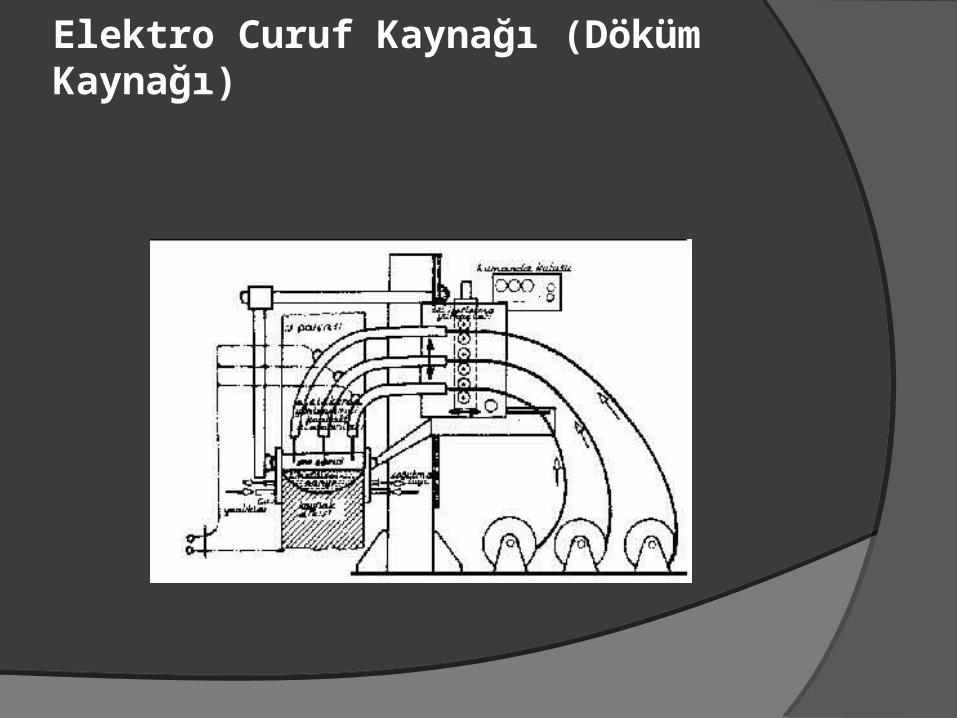
2000 mm’ye kadar tek pasoda kaynak edilebilirlik, Tozaltı kaynağına giöre %15-20 daha az toz tüketimi, Yüksek ergime verimlerine ulaşılabilme, Kaynak dikişi ve ITAB’da daha kontrollü soğutma, Çatlamaya ve gözenek oluşumuna karşı daha fazla emniyet, Uygulamaya göre tek veya çok elektrod kullanma olasılığı, Elektrod seçiminde serbestlik (çıplak, örtülü ve band
elektrod).

Elektro Curuf Kaynağı (Döküm Kaynağı)
Kaynak Tozları Düşük ergime ve yüksek buharlaşma noktalarına sahip olmalı Ergiyik curufun, kararlı ark oluşturma eğilimi düşük olmalı Ergiyik curufun kaynak yönüne doğru ilerlemesi için orta derece
viskoziteye sahip olmalı Ergiyik curuf yüksek elektrik iletkenliğine sahip olmalı
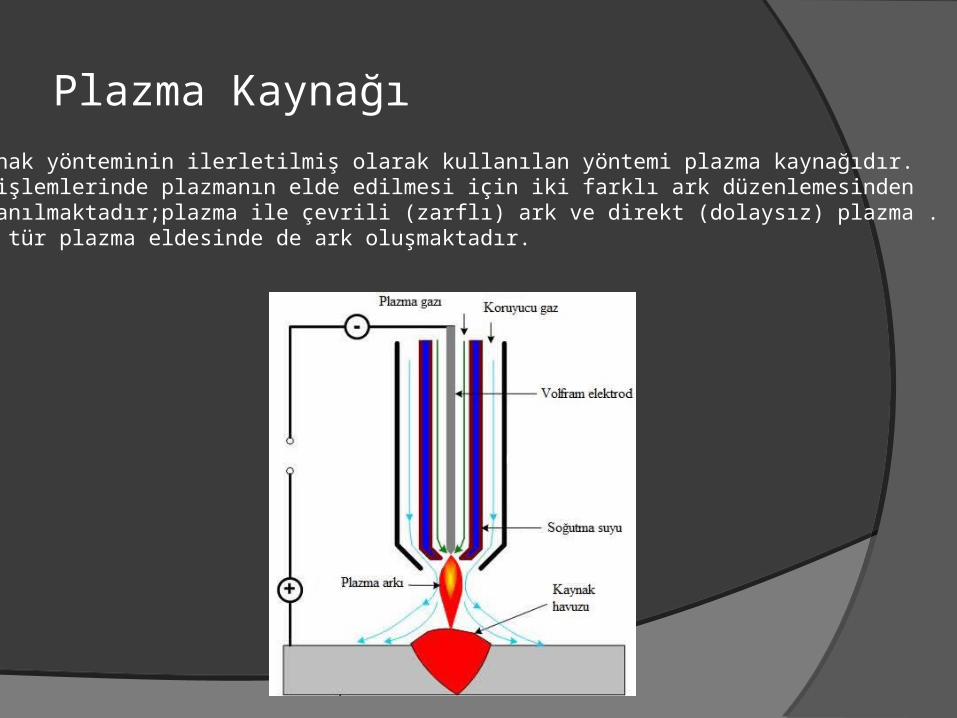
Plazma Kaynağı
TIG kaynak yönteminin ilerletilmiş olarak kullanılan yöntemi plazma kaynağıdır. Kaynak işlemlerinde plazmanın elde edilmesi için iki farklı ark düzenlemesinden yararlanılmaktadır;plazma ile çevrili (zarflı) ark ve direkt (dolaysız) plazma . Her iki tür plazma eldesinde de ark oluşmaktadır.
Plazma Kaynağı
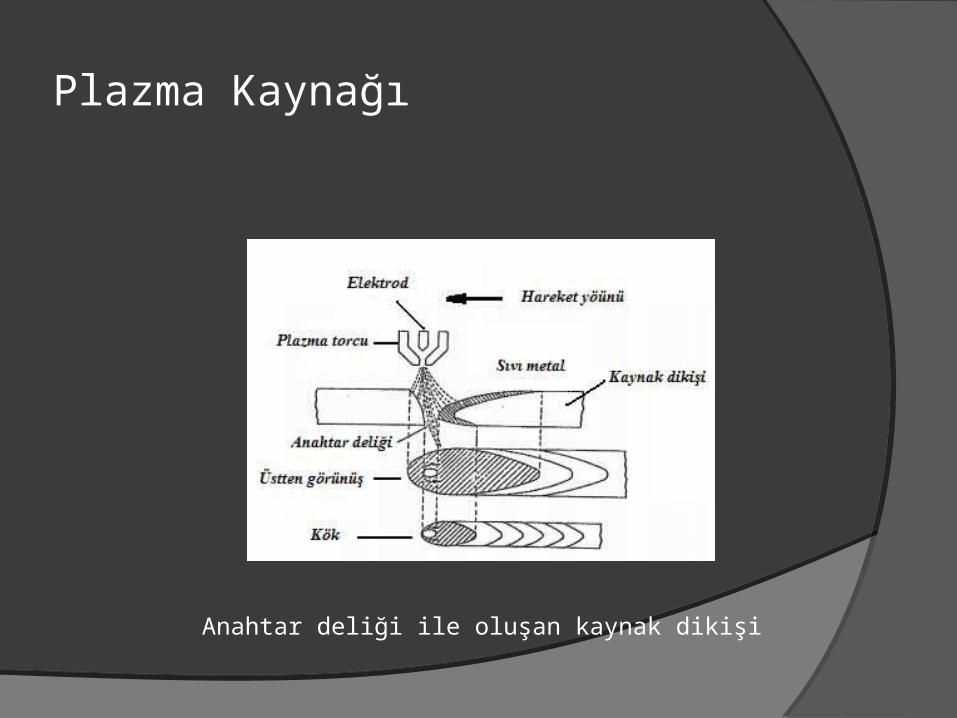
Anahtar deliği ile oluşan kaynak dikişi
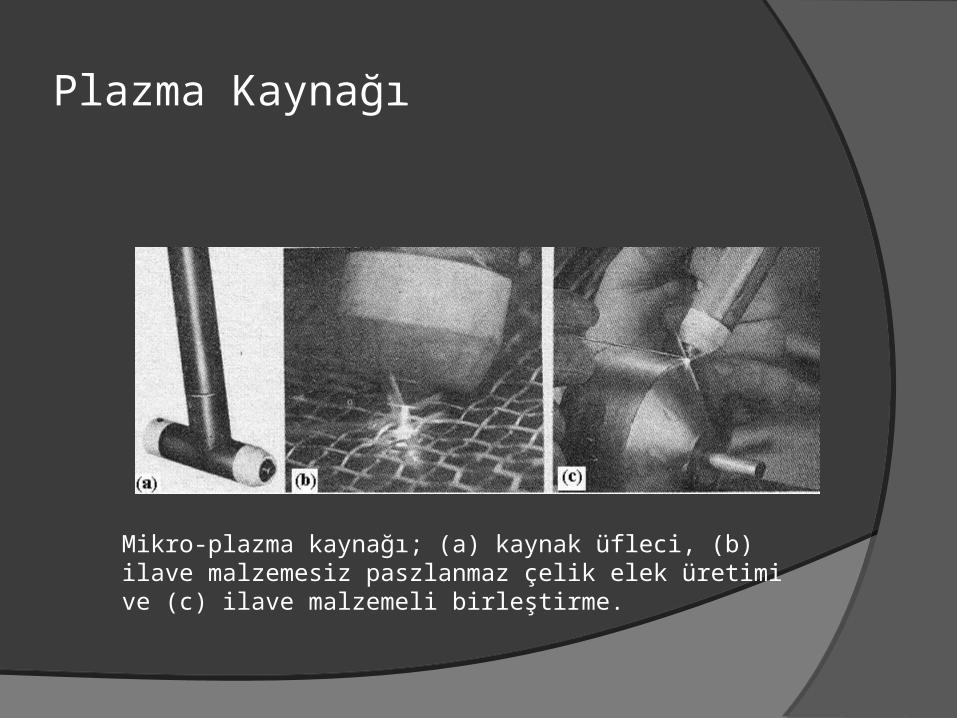
Mikro-plazma kaynağı; (a) kaynak üfleci, (b) ilave malzemesiz paszlanmaz çelik elek üretimi ve (c) ilave malzemeli birleştirme.
Plazma Kaynağı
Elektro Curuf Kaynağı (Döküm Kaynağı)
Sürtünme KaynağıSürtünme kaynağına uygun parçalar
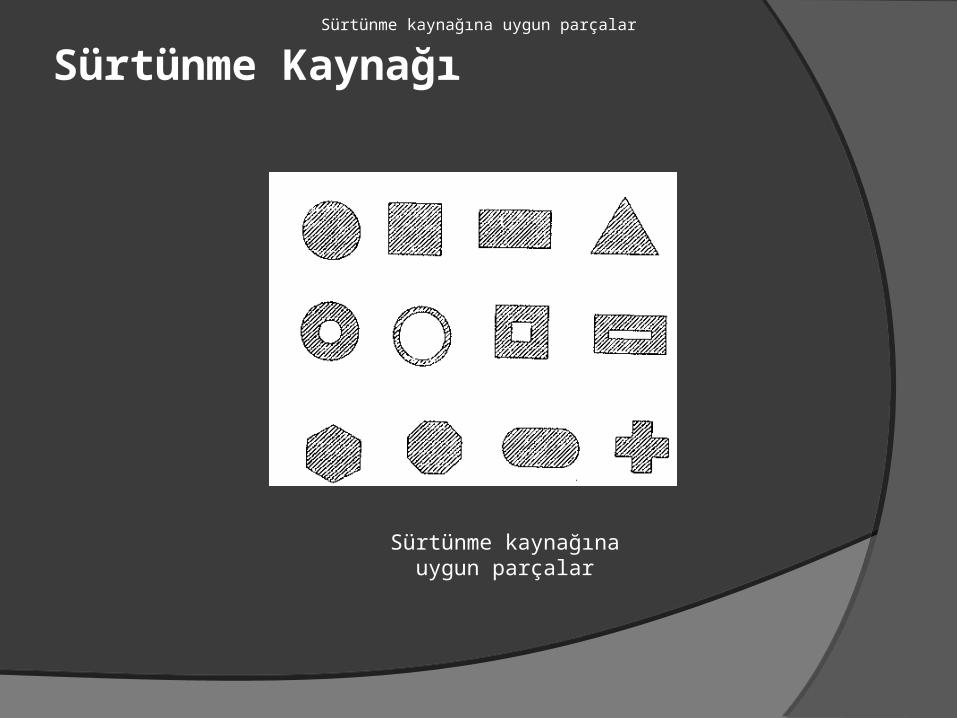
Sürtünme kaynağına uygun parçalar

a) Gerekli olan ısı ısı parçalardan birisinin sıkı ve diğerinin dönmesi ile oluşturulur
b) Parçaların her ikisi de hareketli ve ters yönde döndürülür
c) Her iki partça sabit ve ara malzeme döndürülür. Bu sırada gerekli basınç, yan parçalardan sağlanır
d) Parçalardan biri sabit ve diğerine kaynak yüzeyi boyunca küçük salınımlar
yaptırılarak sürtünme sağlanır. Bu sırada
alın yüzeylerine eksenel basınç uygulanır

Difüzyon Kaynağı
Difüzyon kaynağı sırasında pürüzlü bölgelerin şekil değişimi ve tane sınırlarından geçiş
Difüzyon kaynağı ile 1mm kalınlığından itibaren, Al, Cu, Ni, Ti ve bunların alaşımları ile alaşımlı ve alaşımsız çeliklere, dökme demir grubundaki malzemelere ve farklı gruplardaki malzeme kombinasyonlarına uygulanabilmektedir.
Ultrasonik Kaynak
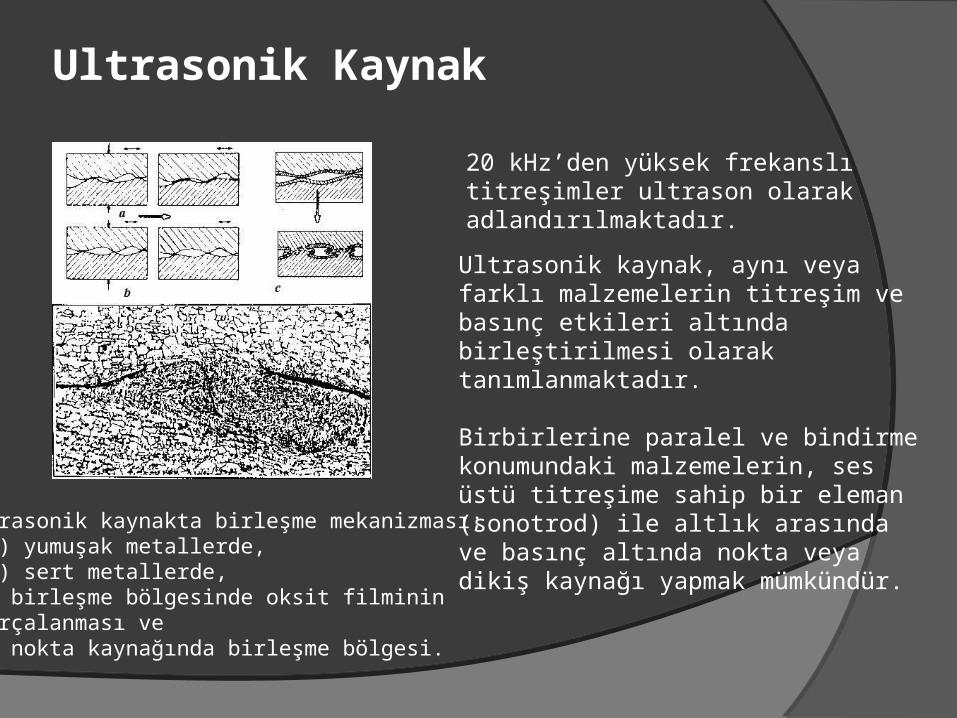
Ultrasonik kaynakta birleşme mekanizması; (a) yumuşak metallerde, (b) sert metallerde, (c) birleşme bölgesinde oksit filminin parçalanması ve (d) nokta kaynağında birleşme bölgesi.
Ultrasonik kaynak, aynı veya farklı malzemelerin titreşim ve basınç etkileri altında birleştirilmesi olarak tanımlanmaktadır.
Birbirlerine paralel ve bindirme konumundaki malzemelerin, ses üstü titreşime sahip bir eleman (sonotrod) ile altlık arasında ve basınç altında nokta veya dikiş kaynağı yapmak mümkündür.
20 kHz’den yüksek frekanslı titreşimler ultrason olarak adlandırılmaktadır.
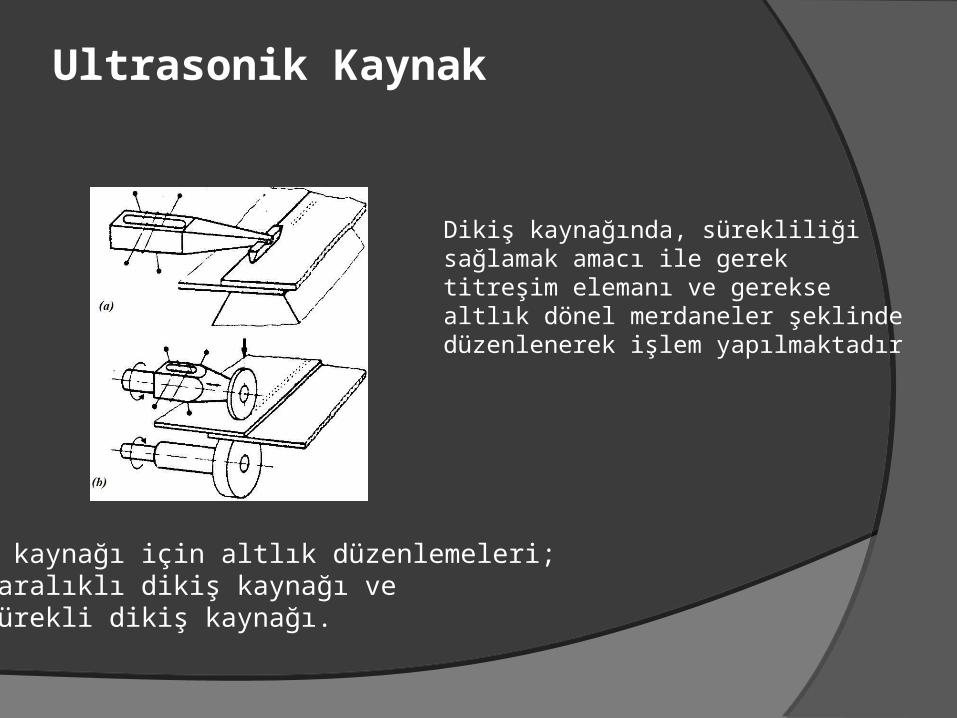
Dikiş kaynağı için altlık düzenlemeleri; (a) aralıklı dikiş kaynağı ve (b) sürekli dikiş kaynağı.
Dikiş kaynağında, sürekliliği sağlamak amacı ile gerek titreşim elemanı ve gerekse altlık dönel merdaneler şeklinde düzenlenerek işlem yapılmaktadır
Ultrasonik Kaynak

Soğuk Pres (Basınç) Kaynağı
Soğuk pres kaynağı, aynı veya farklı türdeki malzemelere yüksek basınç ve yeniden kristalleşme sıcaklığı altında plastik şekil vererek gerçekleştirilen kaynak yöntemidir. Bütün soğuk pres kaynağı uygulamalarında , öngörülen birleştirmenin sağlanması için, her iki parçada da belli bir oranda plastik şekil değişikli olması gerekmektedir. Yöntem, özellikle soğuk şekillendirme kabiliyeti yüksek olan malzemelere uygulanmaktadır. Uygulamada özellikle alın kaynakları için Cu ve Al veya bunların kombinasyonlarının birleştirilmesi tipik örnektir.

Saplama Kaynağı
Cıvata veya çivilerin malzeme üzerine saplanarak birleştirilmesi yöntemidir. Direnç saplama kaynağı, genellikle 14 mm çapğına kadar kaynaklanacak ve ucuna pim saplanmış civataların yüksek akım şiddetlerinde ve basınç altında uygulandığı bir yöntemdir.
Sivri uç tutuşturmalı saplama kaynağında 8 mm’den küçük, birleştirilecek malzeme yüzeyinin merkezine tam ölçülendirilmiş olan sivri bir pim yerleştirilmiş cıvata kullanılır. Cıvata bir yay ile malzemeye doğru belli bir hız ile hareket ettirilir ve temas ettiğinde ark tutuşur. Flanş oluşumu sonrasında ark söner ve kaynak işlemi sona erer.