Embed Size (px)
Citation preview

Curso e-learning
1
Lean Manufacturing(Manufatura Enxuta))
Objetivo geral do curso
2
Objetivo Geral - Este curso é direcionado aos profissionais que queiram eprecisam conhecer os princípios básicos da Manufatura Enxuta (LeanManufacturing), intimamente integrado ao Seis Sigma (Lean Six Sigma, versãomais atual), tornando-os aptos a implementar a metodologia em suaorganização.
Este curso visa, especificamente :
� Entender o porquê do uso da metodologia, em diferentes organizações (industriais, comerciais e de serviço) e suas áreas de trabalho; (produção, logística, qualidade, recursos humanos, etc.);
� Entender os conceitos de desperdício e de valor ;� Conhecer as principais ferramentas que dão amparo ao seu sucesso;� Reconhecer a Metodologia DMAIC (básico no Lean) e outras
metodologias de análise de problemas e tomada de decisão;� Exercitar o uso dessa Metodologia em exercícios e estudos de caso .
Objetivos específicos do curso
3
� Aprender a usar o Sistema Lean para o aumento da produtividade.
� Desenvolver habilidades para a identificação de desperdícios nosdiversos tipos de atividades organizacionais.
� Mostrar que desperdícios devem ser eliminados com:� Just in Time, Kanban, Kaizen, Trabalho Padronizado� Mapeamento do Fluxo de Valor (VSM)� Atividades dos Pequenos Grupos (APG’s)� 5S / Gerenciamento Visual (GV) / Andon� Manutenção Produtiva Total (TPM) e Troca Rápida (SMED)� Sistemas à Prova de Erros (Poka Yokes)� Métodos de Resolução de Problemas
� Reconhecer posturas a serem adotadas na sua implantação.
Conteúdos do curso
4
1. História do Pensamento Lean;2. Categorias de Desperdícios;3. Princípios e Estrutura Lean;4. Kaizen (Melhoria Contínua);5. Estabilidade Operacional; Trabalho Padronizado (Just in
Time) / Teoria das Restrições (TOC) / Jidoka;6. Mapeamento do Fluxo de Valor (VSM);7. Indicadores Lean;8. Ferramentas Lean para Aumento da Produtividade:9. Ferramentas de Resolução de Problemas;10.Posturas Envolvidas.
Módulos do curso
5
Módulo 1 Visão geral (Conceitos, Histórico, Princípios, Chaves, Estrutura)
Módulo 2 Kaizen e Estabilidade Operacional,
Trabalho Padronizado e Mapeamento
do Fluxo de Valor
Módulo 3 Indicadores Lean, Ferramentas para
Estabilidade
Módulo 4 Resolução de Problemas e Posturas
Esperadas
Módulo 1
6
Conceitos, História, Princípios, Chaves e
Estrutura
“Pra começar a conversa”
7
Iniciando o percurso (onde estou, onde quero chegar?)
O Sistema Lean 1
8
� Taiichi Ohno criou um novo sistema de produção, fugindo dos padrões tradicionais (Ford, GM, etc).
� Seu grande conhecimento da rotina do chão de fábrica , nas poucas fábricas da Toyota, o levou a aplicar novos conceitos, como Jidoka, One piece flow, etc.
� Assim, nasceu o TPS (Sistema Toyota de Produção) , com nova visão de manufatura, desenvolvido pelos japoneses no final dos anos 40, para reduzir os desperdícios gerados durante a manufatura , que provocam aumento de custos para o cliente, sem agregar valor para o produto.
“Num processo produtivo, onde estejam envolvidos clientes e fornecedores, os componentes devem chegar à linha de montagem corretamente, no
momento exato e na quantidade certa”.
Taichi Ohno
O Sistema Lean 2
9
CUSTO + LUCRO = PREÇO DE VENDAPensamento tradicional
PREÇO DE VENDA - CUSTO = LUCROPensamento
Lean
� No pós guerra, os japoneses, centrados na reconstrução de suas fábricas, usaram alguns conceitos da Ford (fluxo contínuo de materiais, sistema puxado de produção, formas visuais de enxergar a necessidade de materiais, Kanban, etc), para criar o TPS.
� Os desperdícios eram indesejados para a manufatura, pois nãotornava a empresa competitiva para o cenário mundial existente naépoca, além de não criar valor para os seus clientes .
O desperdício aumenta o custo!!!
Valor e desperdício
10
� Desperdício:Atividade que consome tempo, recursose/ou espaço, mas não contribui com asatisfação das necessidades do cliente,gerando custos excessivos para a empresa.
� Valor:Atividade que transforma ou modela asmatérias primas em produtos finais ou emserviços / informações, para atender àsnecessidades e expectativas dos clientes.
Valor e desperdício
11
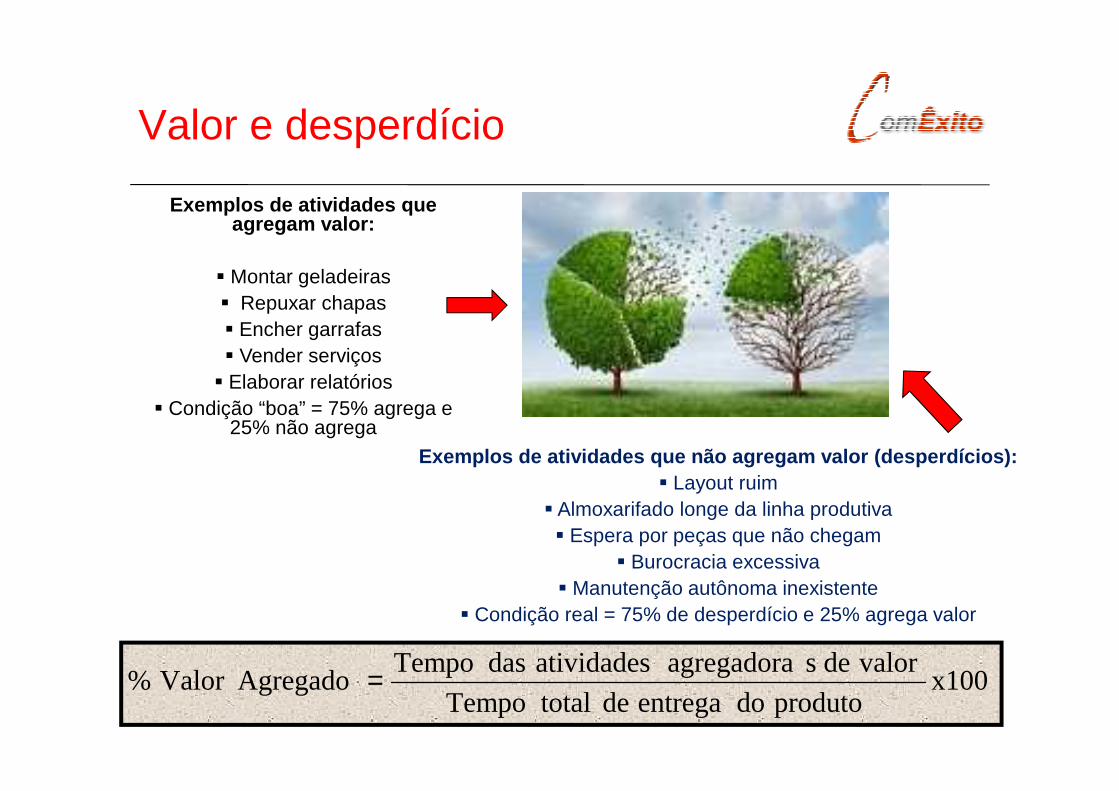
x100produto do entrega de totalTempo
valorde sagregadora atividades das TempoAgregadoValor % =
Exemplos de atividades que agregam valor:
� Montar geladeiras� Repuxar chapas� Encher garrafas� Vender serviços
� Elaborar relatórios� Condição “boa” = 75% agrega e
25% não agrega
Exemplos de atividades que não agregam valor (despe rdícios):� Layout ruim
� Almoxarifado longe da linha produtiva� Espera por peças que não chegam
� Burocracia excessiva� Manutenção autônoma inexistente
� Condição real = 75% de desperdício e 25% agrega valor

Os oito principais desperdícios (Toyota)
12
Movimentação
excessiva
Produção em excesso
Transporte
precário
Espera Correção
Inventário
Não usar o talento e conhecimento da
força de trabalho
Processamento em excesso
Tipos de desperdício (Toyota)
13
1 - SuperproduçãoProdução demasiada, ou cedo demais, deprodutos para o próximo processo ou para ocliente.
O que é:• Produzir mais do que o necessário (produzir mais que a demanda, só paramanter máquinas e funcionários trabalhando);• Produzir mais rápido do que o necessário (produzir na 3ª. feira, sendo aexpedição só na 6ª. feira).
Causas:• Incentivos e metas por volume (vendas, compras, pagamento, PLR);• Aumento da capacidade do equipamento;• Desequilíbrio na linha de produção (agendamento deficiente/mudanças);• Planejamento de produção deficiente;• Práticas contábeis de custos que incentivam o aumento de estoques.
Tipos de desperdício (Toyota)
14
2 - DefeitosErros frequentes causados por problemas dequalidade nos produtos, necessitando-se inspeção,retrabalho ou refugo.
O que é:• Produzir peças defeituosas (sucata);• Componentes retrabalhados (repintar TV, por arranhão durante montagem);• Outros materiais substitutos, na ocorrência de peças defeituosas/retrabalhos(“gambiarras”).
Causas:• Falta de objetividade na especificação do cliente com relação ao produto;• Processos incapazes e/ou fora de controle;• Incapacitação de pessoas ou uso de pessoas não qualificadas;• Setorização ou departamentalização ao invés de qualidade total;• Fornecedores desqualificados.

Tipos de desperdício (Toyota)
15
3 - Estoque excessivoArmazenagem em excesso de materiais, resultando numcusto excessivo de fabricação.
O que é:• Excesso de gargalos, parando linhas de produção;• Almoxarifado com muitos dias de estoque;• Expedição com grande área com produtos acabados.
Causas:• Produção excessiva;• Desequilíbrio na linha;• Grande tamanho dos lotes;• Alto tempo entre o pedido e entrega do produto (lead time);• Alta taxa de retrabalho;• Falta de requisição de materiais e padrões de compras.
Tipos de desperdício (Toyota)
16
4 - Processamento desnecessárioExecução de um processo de trabalho com ferramentas,procedimentos ou sistemas inadequados.
O que é:• Processo que não agrega valor realizado pelo homem (inspeção100%, revisão de projetos mal elaborados);• Processo que não agrega valor realizado pela máquina (pintar o pisode uma estrutura que será recoberta por borracha, cliente nunca verá);
Causas:• Falta de objetividade nas especificações do cliente;• Mudanças frequentes na engenharia do produto;• Qualidade excessiva (“refinamento”);• Análise inadequada de valor;• Instruções de trabalho mal elaboradas.
Tipos de desperdício (Toyota)
17
5 - Transporte excessivoMovimento excessivo (ou precário), de pessoas,informações ou produtos, resultando em perdas detempo, esforço e custo.
O que é:• Movimento desnecessário de material (entre áreas e estoques);• Movimento desnecessário de ferramentas ou equipamentos, de linhasfornecedoras para a montagem final (inexistência de fluxo).
Causas:• Planejamento da rota do produto ineficiente;• Fornecedores distantes da produção;• Fluxo complexo dos materiais;• Layout dos equipamentos ou das células ruim;• Local de trabalho desorganizado.

Tipos de desperdício (Toyota)
18
6 - EsperaLongos períodos de inatividade das pessoas,informações ou produtos, resultando num fluxodeficiente.
O que é:• Ociosidade humana ou tempo de espera (material demora a chegar);• Ociosidade de equipamentos ou tempo de espera (baixo MTBF e/ou altoMTTR).
Causas:• Processos ou linhas desbalanceadas;• Força de trabalho inflexível;• Superdimensionamento da equipe;• Não agendamento de máquinas para produção;• Tempo de setup longo;• Falta de material ou atraso.
Tipos de desperdício (Toyota)
19
7 - Movimentos desnecessáriosMá organização do local de trabalho, resultando emperdas de tempo, qualidade e ergonomia para osoperadores.
O que é:• Movimentos desnecessários dos trabalhadores (falta de instruções detrabalho, IT);• Procurar ferramentas demoradamente, por falta de organização (5S).
Causas:• Layout ruim e ambiente de trabalho desorganizado;• Estoque ou células de trabalho desorganizados;• Instruções de trabalho não padronizadas ou não compreendidas;• Fluxo de materiais no processo não muito claro.
Tipos de desperdício (Toyota)
20
8 - Não uso dos talentos e conhecimento humanoNão dar importância às ideias e sugestões dosprincipais envolvidos durante o processo.
O que é:• Não aproveitamento de sugestões vindas de escalões inferiores;• Falta de gestão participativa, caixa de sugestões, etc.
Causas:• Comprar nova peça de um equipamento sem a opinião de operadores,qualificados/capacitados, ou comprar sem requisição detalhada;• Fazer mudanças no processo do chão de fábrica sem ouvir a opinião dosoperadores (máquina, layout, fluxo, etc.).

Diga não ao desperdício
21
Desperdício é toda atividade não agregadora de valor, principalmente ao cliente final.
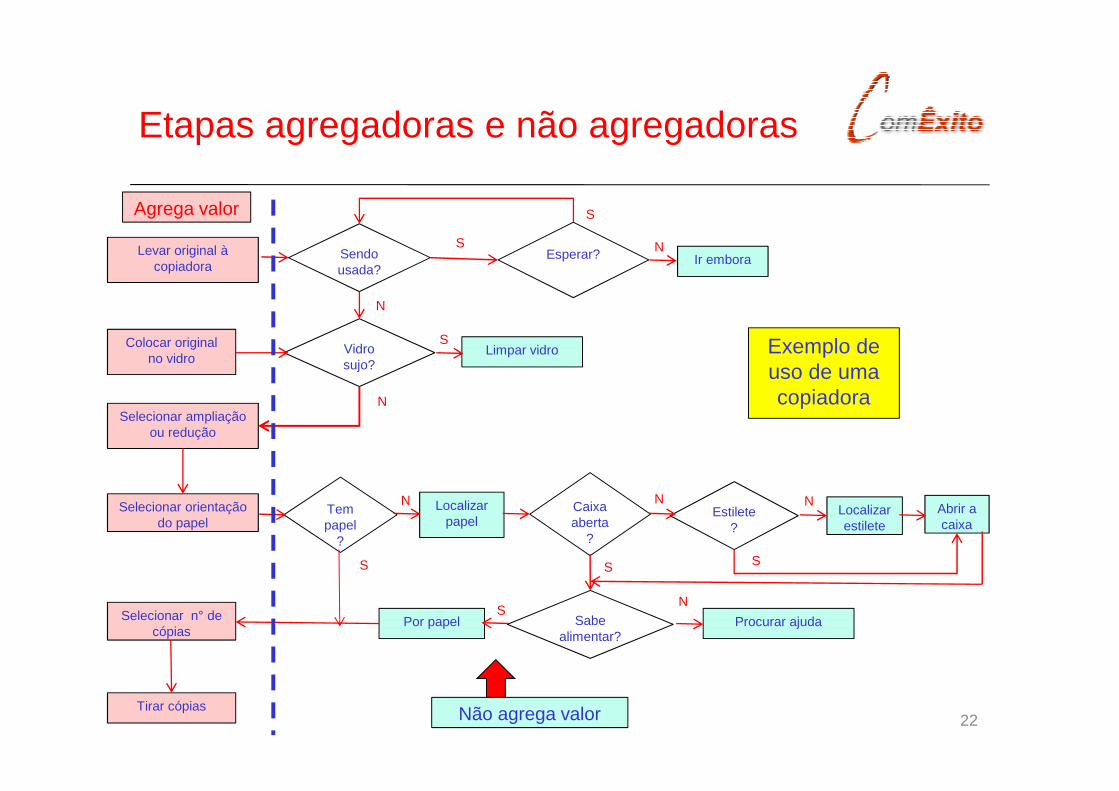
Etapas agregadoras e não agregadoras
22
Levar original à copiadora
Sendo usada?
Colocar original no vidro
Localizar papel
Limpar vidro
Abrir a caixa
Selecionar ampliação ou redução
Selecionar orientação do papel
Selecionar n° de cópias
Esperar?
Vidro sujo?
Tem papel
?
Caixa aberta
?
Localizar estilete
Ir embora
Procurar ajuda
Estilete?
Sabe alimentar?
S N
S
N
S
N
N
S
NN
S
N
Por papel
Tirar cópias
S
S
Agrega valor
Não agrega valor
Exemplo de uso de uma copiadora
Exercício de aplicação
� A partir dos conceitos apresentados, gostaríamos que você os praticasse, pensando em sua rotina de trabalho. Assim, procure responder:� Quais são os principais desperdícios na sua
rotina de trabalho?� Quais são as atividades que agregam e não
agregam valor? � Quanto de tempo e dinheiro você acha que
perde devido esses desperdícios?� Elenque os conceitos de Lean que você
conhece, para poder compará-los com aqueles que serão apresentados aqui.
23
Lean é mudança! – Eu quero?
24
“...mudanças sempre acontecem ...”
“... para crescermos temos que mudar ...”
“... as grandes mudanças de paradigmas ocorrem nos e xtremos ...”
“... aprenda todas as regras, para quebrar algumas d elas ...”
A Filosofia Lean
25
� Evidenciar desperdícios das atividades tradicionais dos processos produtivos/administrativos.
� Tratar os desperdícios de forma a minimizar/eliminar os seus efeitos nacapacidade de produção, obtendo uma melhor utilização da capacidade jáinstalada.
O nível de inventário pode encobrir problemas e ger ar mais desperdícios para a empresa, se não for cuidadosame nte tratado!
Evidenciar desperdícios
Eliminar/minimizar desperdícios

Os princípios Lean
26
Além desses princípios, existem outros fatores que suportam a correta
implantação (são as chaves)
Identificação da cadeiade valor
Especificaçãodo valor
Criação do fluxo
Busca da perfeição
Produçãopuxada
Chaves para o Lean
27
Chaves que promovem o sucesso numa
implementação Lean!

Os clientes para o Sistema Lean
28
Pessoas trabalham para melhorar os processos (melhoria contínua).
Processos aprimorados melhoram os resultados (avaliação elevada).
Resultados melhorados geram clientes satisfeitos (encantamento).
O cliente pode ser: externo (quem compra nosso produto/serviço) ou interno (operação subsequente)
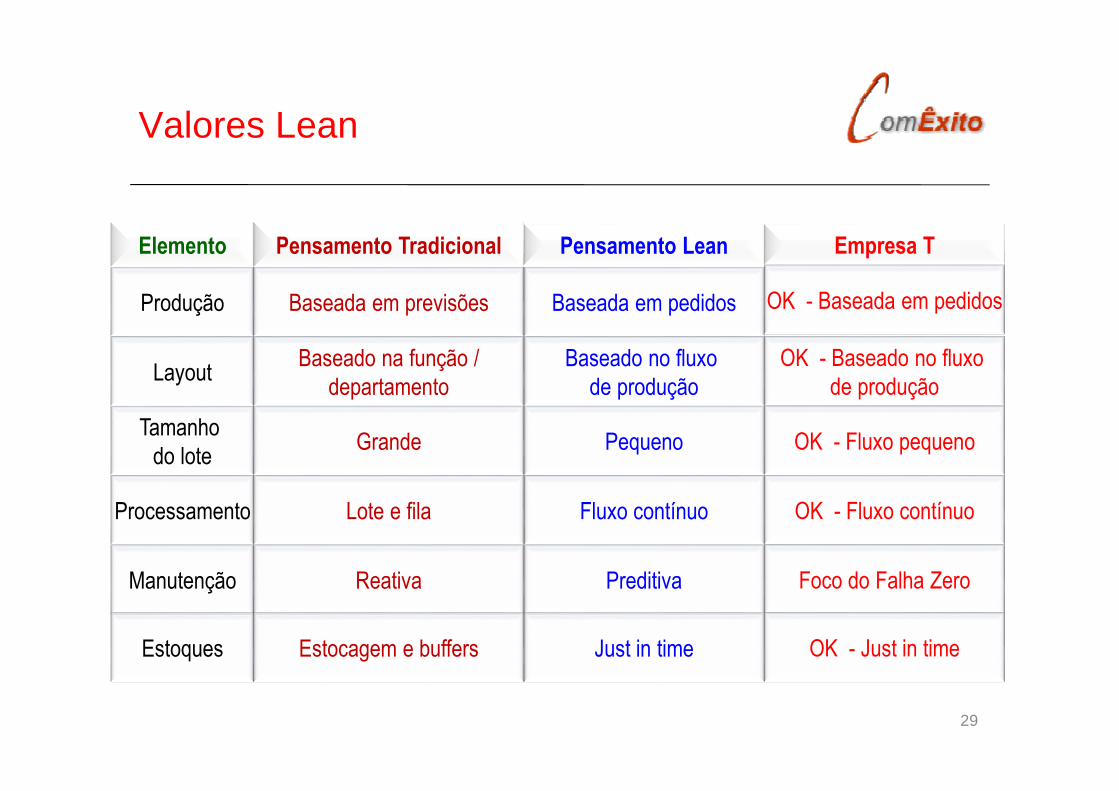
Valores Lean
29
Fluxo contínuo
Tamanho
do lote
Elemento
Produção
Layout
Processamento
Manutenção
Pensamento Tradicional
Baseada em previsões
Baseado na função /
departamento
Grande
Lote e fila
Reativa
Pensamento Lean
Baseada em pedidos
Baseado no fluxo
de produção
Pequeno
Preditiva
Estoques Estocagem e buffers Just in time
OK - Fluxo contínuo
Empresa T
OK - Baseada em pedidos
OK - Baseado no fluxo
de produção
OK - Fluxo pequeno
Foco do Falha Zero
OK - Just in time
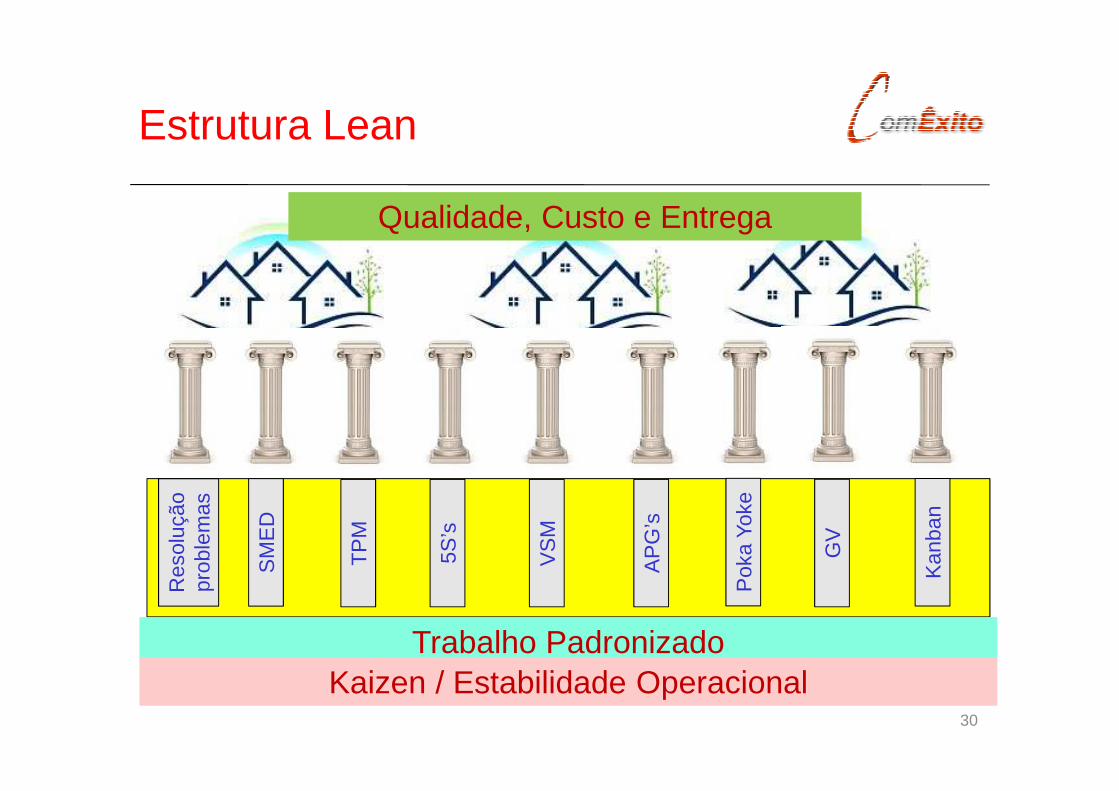
Estrutura Lean
30
Res
oluç
ão
prob
lem
as
SM
ED
TP
M
5S’s
VS
M
AP
G’s
GV
Pok
a Yo
ke
Kan
ban
Trabalho PadronizadoKaizen / Estabilidade Operacional
Qualidade, Custo e Entrega

Lean, ambiente livre de medos
31
� O Medo ...� Torna as pessoas defensivas;� Deixa questões escondidas por anos;� Cria uma crise.
� Elimine o desperdício, não as pessoas;� Reposicione os funcionários;� Estimule a correr riscos;� Fale com dados.
Problemas dos processos
32
� Os processos de trabalho estão sujeitos a dois tipos de problemas :� Têm uma alta variabilidade (grande desvio
padrão σ), e/ou� Estão descentralizados, em relação às
especificações de mercado.
� O Seis Sigma propõe-se a eliminar ambos , atingindo qualidade de:� 2 PPB (2 partes por bilhão), se o processo
estiver centralizado;� 3,4 PPM (3,4 partes por milhão), se o processo
tiver uma descentralização máxima de 1,5σ (σ é o desvio padrão do processo).

Sigma como indicador da variabilidade
33
� Quando a quantidade de sigmas aumenta : a variabilidade do processo diminui, sendo que seus limites cada vez mais cabem nas especificações do cliente (LSE e LIE).
� Assim, o número de sigmas é um indicador da performance do processo .
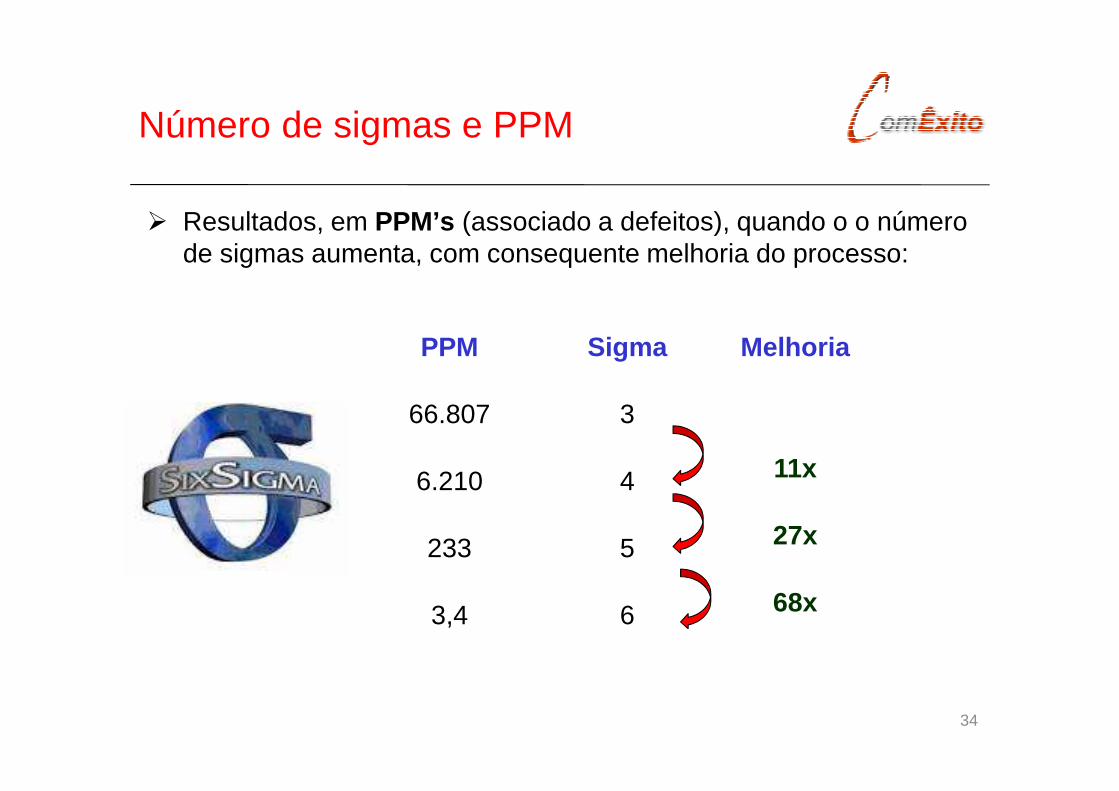
Número de sigmas e PPM
34
� Resultados, em PPM’s (associado a defeitos), quando o o número de sigmas aumenta, com consequente melhoria do processo:
PPM Sigma Melhoria
66.807 3
6.210 4 11x
233 5 27x
3,4 6 68x

Visão macro do Seis Sigma
35
� O Seis Sigma traz inúmeros benefício s àsempresas, como:� maior eficiência operacional,� redução de custos,� melhoria da qualidade,� aumento da satisfação dos clientes,� aumento da lucratividade, etc.
� É fundamental que os projetos de Seis Sigmasejam alinhados aos requisitos de clientes e àestratégia do negócio . Da mesma forma quese quer melhorar a qualidade aos clientes,queremos aumentar nossa lucratividade. A issodenominamos visão macro do Seis Sigma.
Requisitos dos clientes
Resultados do negócio
Seis Sigma, filosofia de projetos
36
� A operacionalizado dá-se através de projetos , com alto foco estatístico, envolvendo equipes multifuncionais e multi-hierárquicas, formadas por engenheiros, técnicos, analistas, etc (diretores podem ser participantes), voltados à diminuição da variabilidade de processos.
� Esses elementos qualificados são denominados:� Champion,� Master Black Belt, Black Belt, Green Belt,� White Belt (as vezes chamado de Yelow Belt).
� O Green Belt é o “tocador de projetos”, necessitando de conhecimentos como: processos, estatística, Minitab, ferramentas, e trabalho em equipe. Normalmente tem dedicação parcial, ao contrário do Black Belt , que coordena os projetos.
Integração Lean e Seis Sigma (LSS)
37
� Essas duas metodologias têm muito em comum e utilizam ferramentas semelhantes . Algumas literaturas mais novas propõem uma implementação conjunta delas.
� Assim, podemos ter algumas alternativas:� Implantar Lean, com suporte do Seis Sigma,� Implantar Seis Sigma, com suporte do Lean,� Integrar a implantar conjunta delas.
� Essa integração tem levado às organizações, de diversos setores econômicos, a excelentes resultados, sempre focando na ótica dos clientes , como: redução de lead time e de custo, melhoria da qualidade e aumento da produtividade.
Lean Seis Sigma

DMAIC, ferramenta comum ao LSS
38
Definir o problema (D - Define)
Medir a situação atual (M - Measure)
Analisar o problema (A - Analyze)
Melhorar a situação (I - Improve)
Controlar a situação (C - Control)
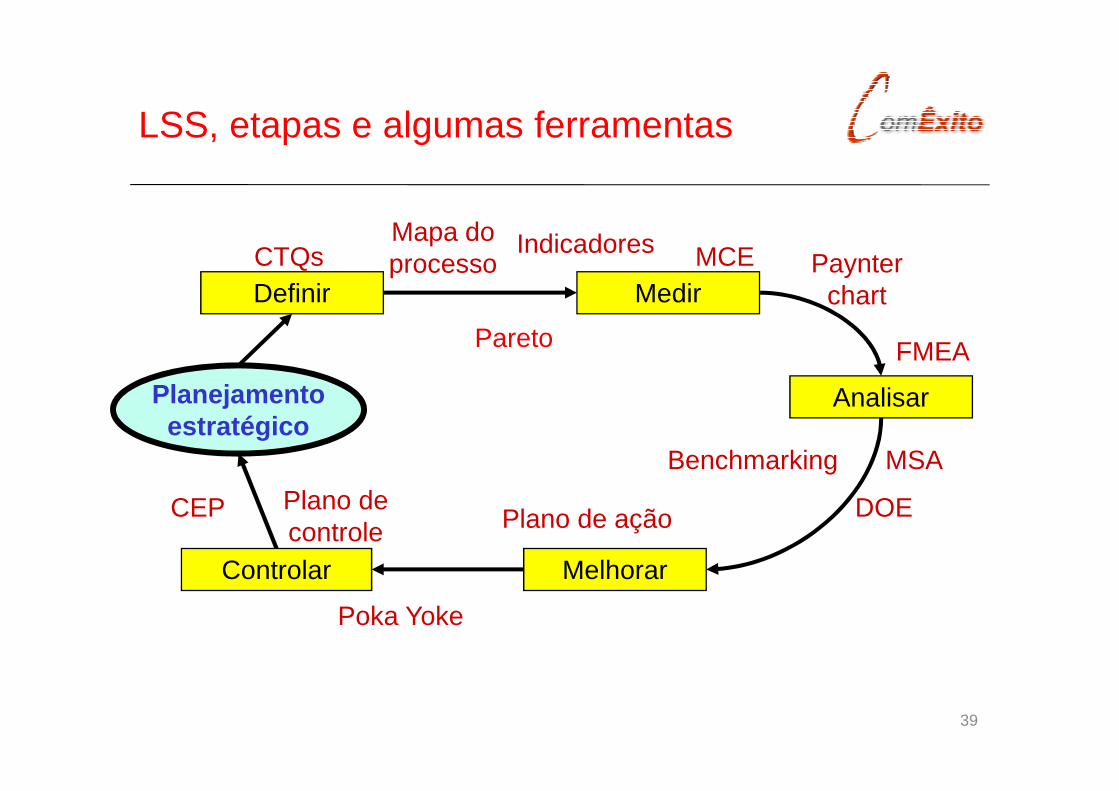
LSS, etapas e algumas ferramentas
39
Planejamentoestratégico
Definir
Controlar Melhorar
Analisar
MedirPaynter
chart
CTQsMapa do processo
Pareto
Indicadores MCE
Benchmarking
FMEA
DOE
MSA
Plano de ação
Poka Yoke
Plano de controle
CEP
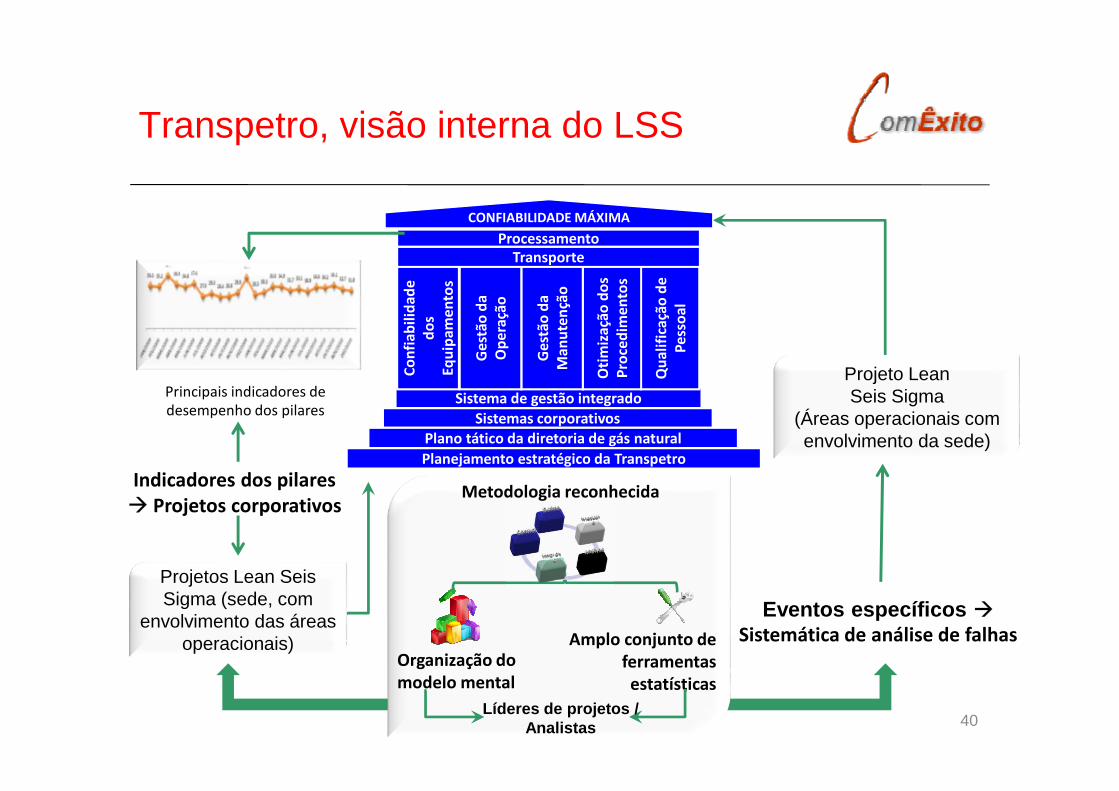
Transpetro, visão interna do LSS
40
Principais indicadores de
desempenho dos pilares
Indicadores dos pilares � Projetos corporativos
Organização do modelo mental
Amplo conjunto de ferramentas estatísticas
Metodologia reconhecida
Líderes de projetos /Analistas
Projetos Lean Seis Sigma (sede, com
envolvimento das áreas operacionais)
Projeto LeanSeis Sigma
(Áreas operacionais com envolvimento da sede)
Eventos específicos �
Sistemática de análise de falhas
Sistemas corporativosPlano tático da diretoria de gás natural
Planejamento estratégico da Transpetro
Sistema de gestão integrado
CONFIABILIDADE MÁXIMA
Qu
alif
icaç
ão d
e P
esso
al
Ges
tão
da
Man
ute
nçã
o
Ges
tão
da
Op
eraç
ão
Oti
miz
ação
do
s P
roce
dim
ento
s
Co
nfi
abili
dad
e d
os
Equ
ipam
ento
s
TransporteProcessamento
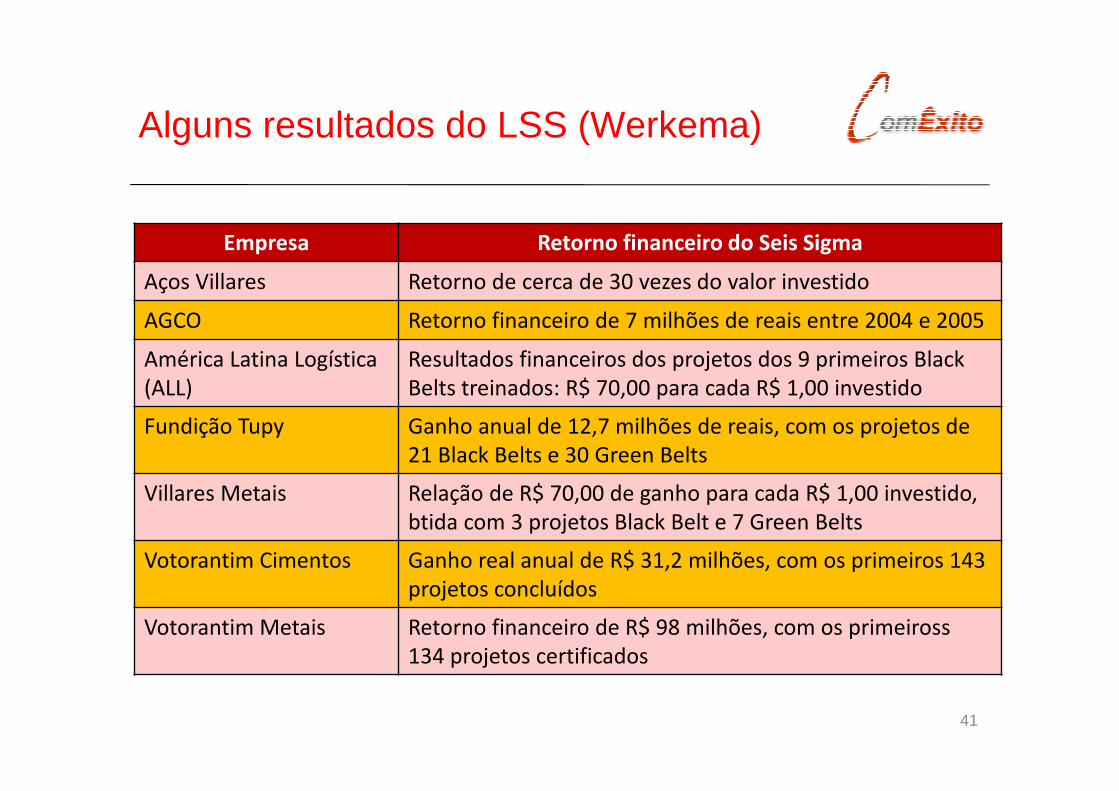
Alguns resultados do LSS (Werkema)
41
Empresa Retorno financeiro do Seis Sigma
Aços Villares Retorno de cerca de 30 vezes do valor investido
AGCO Retorno financeiro de 7 milhões de reais entre 2004 e 2005
América Latina Logística
(ALL)
Resultados financeiros dos projetos dos 9 primeiros Black
Belts treinados: R$ 70,00 para cada R$ 1,00 investido
Fundição Tupy Ganho anual de 12,7 milhões de reais, com os projetos de
21 Black Belts e 30 Green Belts
Villares Metais Relação de R$ 70,00 de ganho para cada R$ 1,00 investido,
btida com 3 projetos Black Belt e 7 Green Belts
Votorantim Cimentos Ganho real anual de R$ 31,2 milhões, com os primeiros 143
projetos concluídos
Votorantim Metais Retorno financeiro de R$ 98 milhões, com os primeiross
134 projetos certificados
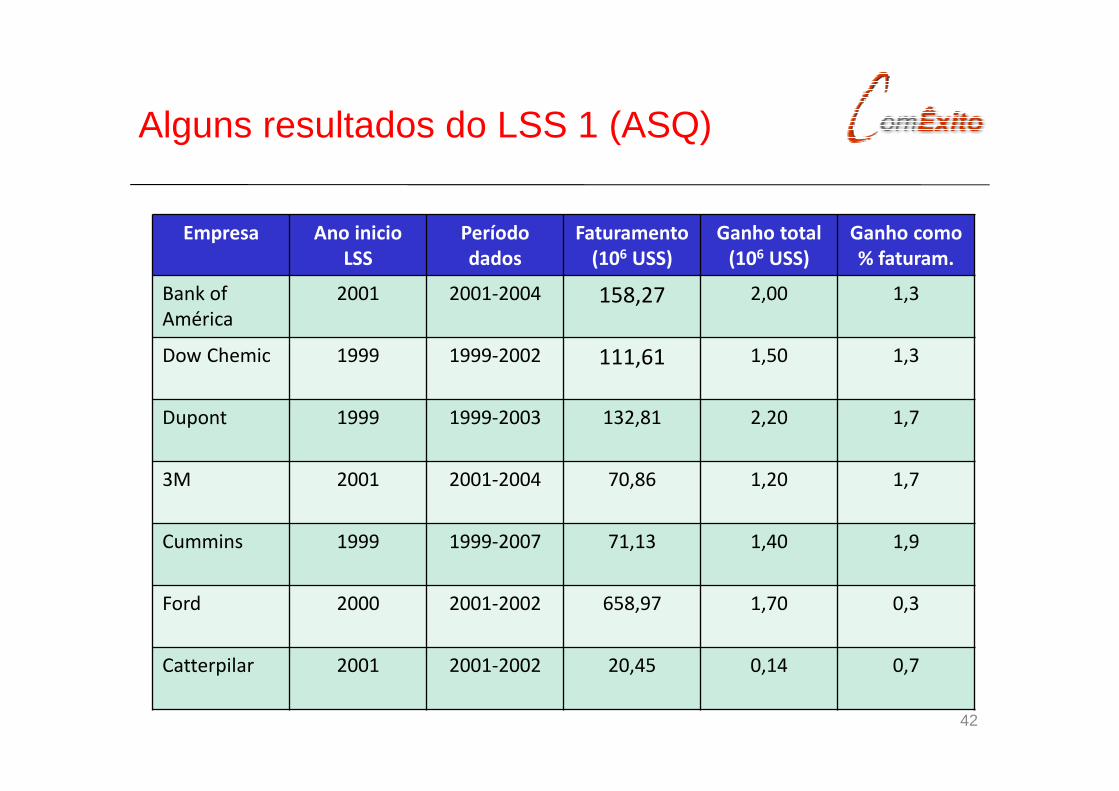
Alguns resultados do LSS 1 (ASQ)
42
Empresa Ano inicio LSS
Período dados
Faturamento (106 USS)
Ganho total (106 USS)
Ganho como % faturam.
Bank of
América
2001 2001-2004 158,27 2,00 1,3
Dow Chemic 1999 1999-2002 111,61 1,50 1,3
Dupont 1999 1999-2003 132,81 2,20 1,7
3M 2001 2001-2004 70,86 1,20 1,7
Cummins 1999 1999-2007 71,13 1,40 1,9
Ford 2000 2001-2002 658,97 1,70 0,3
Catterpilar 2001 2001-2002 20,45 0,14 0,7
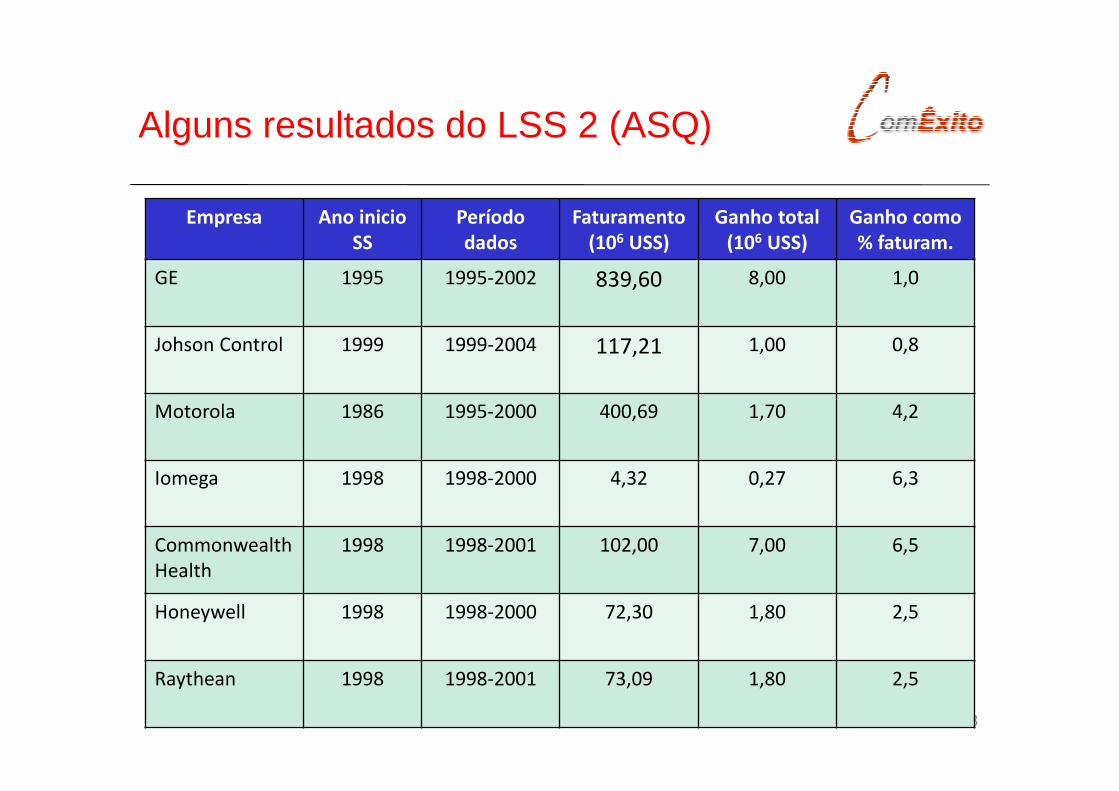
Alguns resultados do LSS 2 (ASQ)
43
Empresa Ano inicio SS
Período dados
Faturamento (106 USS)
Ganho total (106 USS)
Ganho como % faturam.
GE 1995 1995-2002 839,60 8,00 1,0
Johson Control 1999 1999-2004 117,21 1,00 0,8
Motorola 1986 1995-2000 400,69 1,70 4,2
Iomega 1998 1998-2000 4,32 0,27 6,3
Commonwealth
Health
1998 1998-2001 102,00 7,00 6,5
Honeywell 1998 1998-2000 72,30 1,80 2,5
Raythean 1998 1998-2001 73,09 1,80 2,5
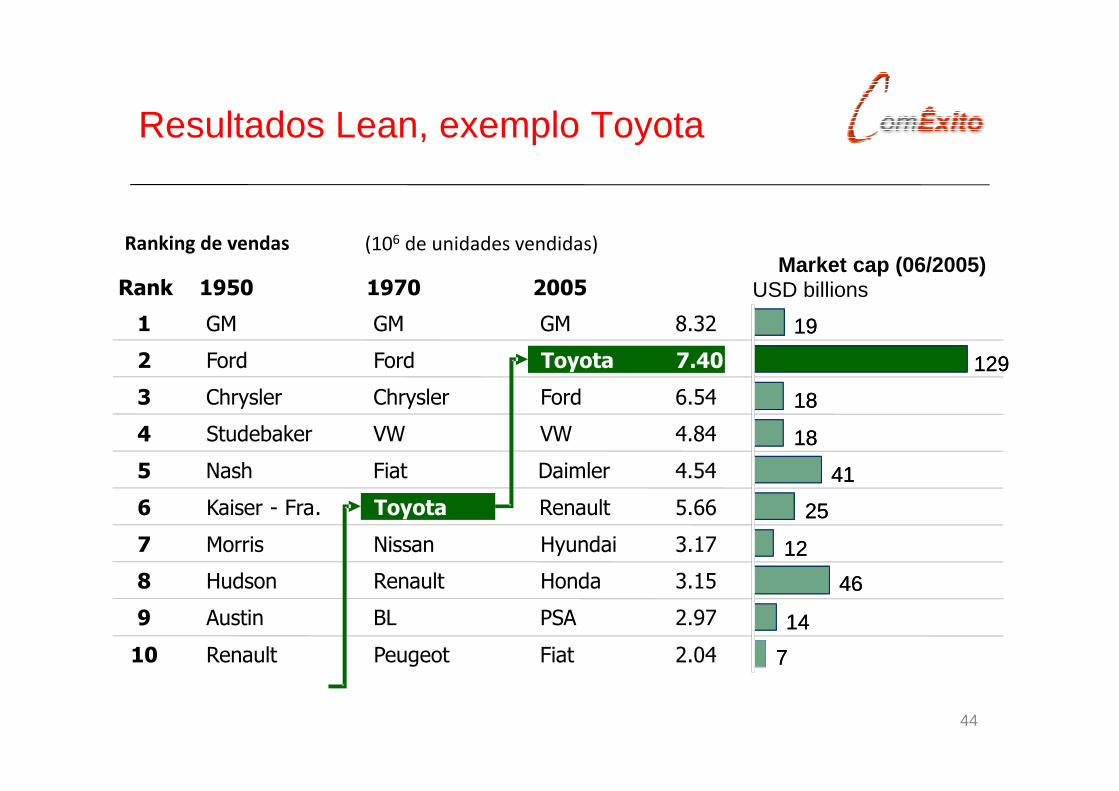
Resultados Lean, exemplo Toyota
44
Market cap (06/2005)USD billionsRank
1
2
3
4
5
6
7
8
9
10
1950
GM
Renault
Ford
Chrysler
Studebaker
Nash
Kaiser - Fra.
Morris
Hudson
Austin
1970
GM
Peugeot
Ford
Chrysler
VW
Fiat
Toyota
Nissan
Renault
BL
2005
GM
Toyota
Ford
VW
Daimler
Renault
Hyundai
Honda
PSA
Fiat
8.32
7.40
6.54
4.84
4.54
5.66
3.17
3.15
2.97
2.04 7
14
46
12
25
41
18
18
129
19
7
14
46
12
25
41
18
18
129
19
Ranking de vendas (106 de unidades vendidas)
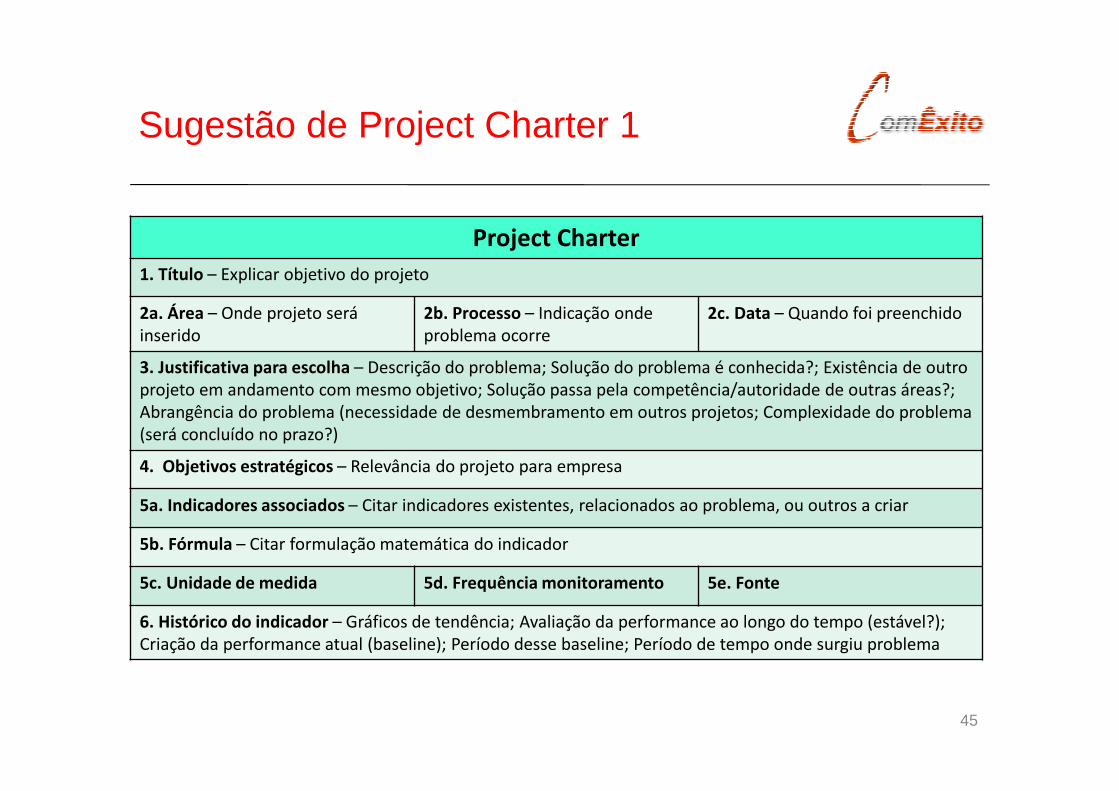
Sugestão de Project Charter 1
45
Project Charter
1. Título – Explicar objetivo do projeto
2a. Área – Onde projeto será
inserido
2b. Processo – Indicação onde
problema ocorre
2c. Data – Quando foi preenchido
3. Justificativa para escolha – Descrição do problema; Solução do problema é conhecida?; Existência de outro
projeto em andamento com mesmo objetivo; Solução passa pela competência/autoridade de outras áreas?;
Abrangência do problema (necessidade de desmembramento em outros projetos; Complexidade do problema
(será concluído no prazo?)
4. Objetivos estratégicos – Relevância do projeto para empresa
5a. Indicadores associados – Citar indicadores existentes, relacionados ao problema, ou outros a criar
5b. Fórmula – Citar formulação matemática do indicador
5c. Unidade de medida 5d. Frequência monitoramento 5e. Fonte
6. Histórico do indicador – Gráficos de tendência; Avaliação da performance ao longo do tempo (estável?);
Criação da performance atual (baseline); Período desse baseline; Período de tempo onde surgiu problema
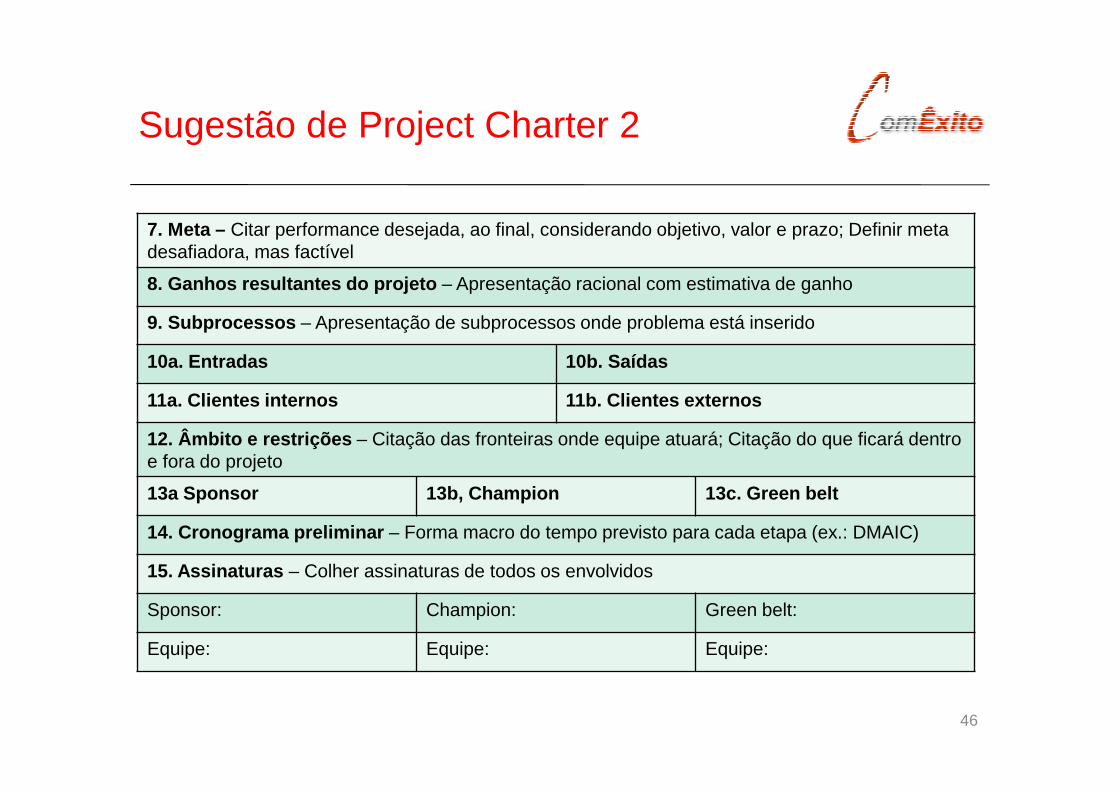
Sugestão de Project Charter 2
46
7. Meta – Citar performance desejada, ao final, considerando objetivo, valor e prazo; Definir meta desafiadora, mas factível
8. Ganhos resultantes do projeto – Apresentação racional com estimativa de ganho
9. Subprocessos – Apresentação de subprocessos onde problema está inserido
10a. Entradas 10b. Saídas
11a. Clientes internos 11b. Clientes externos
12. Âmbito e restrições – Citação das fronteiras onde equipe atuará; Citação do que ficará dentro e fora do projeto
13a Sponsor 13b, Champion 13c. Green belt
14. Cronograma preliminar – Forma macro do tempo previsto para cada etapa (ex.: DMAIC)
15. Assinaturas – Colher assinaturas de todos os envolvidos
Sponsor: Champion: Green belt:
Equipe: Equipe: Equipe:
Implantação da metodologia Lean
- Criação da Visão , da Missão e dos Valores- Inserção do Lean no organograma da empresa- Estabelecimento de papéi s e responsabilidades- Conhecimento dos requisitos para exercer os papéis- Reconhecimento dos passos para implementação- Formação de um grupo de comunicação- Execução de treinamentos- Geração de sistema de avaliação- Estruturação do reconhecimento
47
Sugestão de Visão/Missão/Valores
48
Ser organização reconhecida pela excelência operacional, com foco prioritário na eliminação de desperdícios, gerando competividade e sustentabilidade, destacando-se como a principal escolha dos clientes.
� Aplicação intensa de conceitos, técnicas e ferramentas de eliminação de desperdícios
� Comprometimento de todos os colaboradores
� Incentivo ao trabalho em equipe
� Foco em resultado operacional e motivacional
� Reconhecimento do valor agregado
� Padronização dos processos e benchmarking em caráter mundial
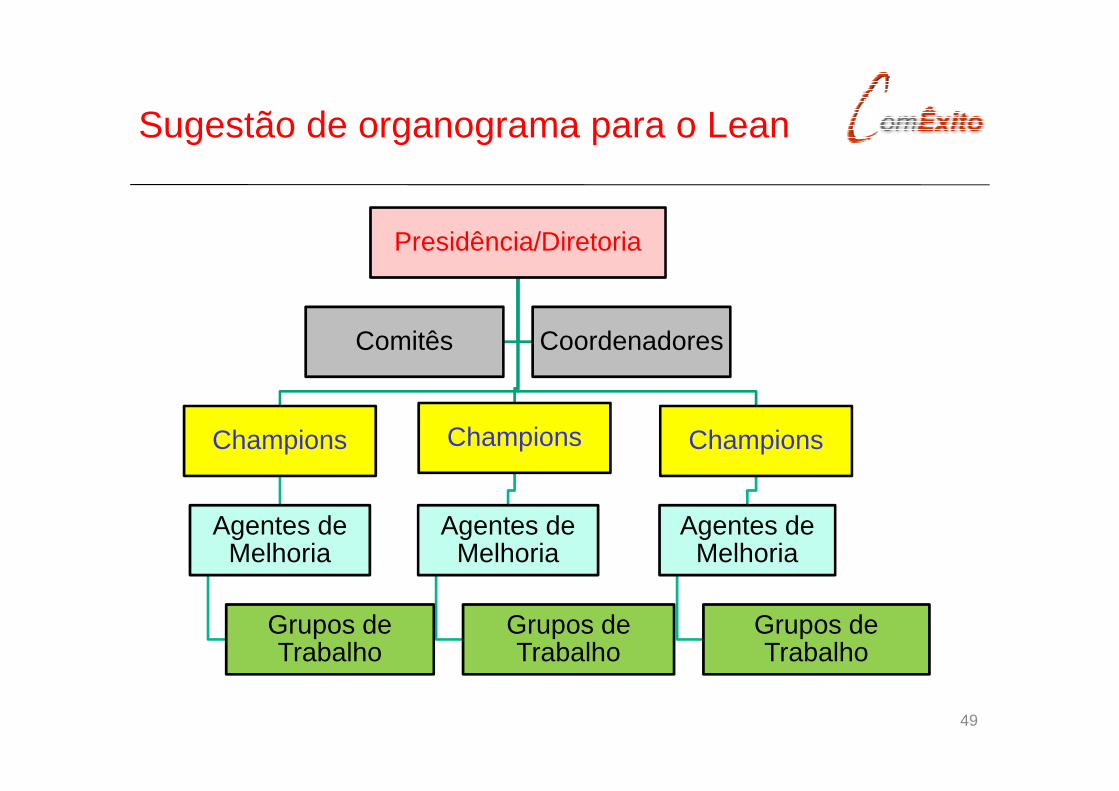
Sugestão de organograma para o Lean
49
Presidência/Diretoria
Champions
Agentes de Melhoria
Grupos de Trabalho
Champions
Agentes de Melhoria
Grupos de Trabalho
Champions
Agentes de Melhoria
Grupos de Trabalho
Comitês Coordenadores
Sugestão de papéis 1
� Presidência/Diretoria� Interar-se do andamento da implementação mensalmente (status);� Dar e receber feedback da coordenação e comitê;� Incentivar grupos (comparecer treinamentos, checar na fábrica);� Motivar e prover recursos para melhoria propostas pelos grupos;� Reconhecer individualmente colaboradores (certificados, brindes).
� Comitê� Participar das reuniões mensais do comitê Lean;� Incentivar grupos (comparecer treinamentos, checar na fábrica);� Prover treinamento para todos os colaboradores;� Avaliar as ideias propostas pelo coordenador ou pelo sistema;� Acompanhar projetos de melhoria em andamento pelos times ;� Fomentar a comunicação compartilhada;� Realizar auditoria periódica de Lean Manufacturing, nas áreas de atuação dos
Grupos de Trabalho.
50
Sugestão de papéis 2
� Coordenador� Conduzir as reuniões mensais do Lean junto ao comitê;� Incentivar grupos (comparecer treinamentos, checar na fábrica);� Avaliar ideias propostas pelo comitê ou pelo sistema;� Gerir controle dos ganhos dos projetos;� Monitorar gestão dos projetos de melhorias em andamento;� Fomentar a comunicação compartilhada.
� Champion� Conduzir e orientar os times de melhoria continua;� Garantir alcance das metas e atendimento do cronograma estabelecido;� Coordenar a condução dos projetos de melhoria contínua;� Dar e receber feedback do coordenador e comitê;� Incentivar grupos (comparecer treinamentos, checar na fábrica);� Motivar e prover recursos para melhoria propostas pelos grupos;� Coordenar a apresentações (parcial e final) dos projetos;� Propiciar ambiente saudável aos debates e condução dos projetos.
51
Sugestão de papéis 3
� Agentes de Melhoria� Participar ativamente das reuniões dos grupos de melhorias e dos treinamentos
das ferramentas Lean;� Dar e receber feedback da coordenação e do champion;� Incentivar grupos (comparecer treinamentos, checar na fábrica);� Garantir alcance das metas e atendimento ao cronograma;� Apresentar os projetos (parcial e final);� Fomentar comunicação compartilhada.
� Grupos de Trabalho� Participar do treinamento formação dos Grupos; � Participar das reuniões mensais do Lean da sua área;� Executar check list de 5S e de máquinas diariamente;� Propiciar processo de melhoria continua através do Kanban de melhorias;� Participar ativamente da resolução dos problemas levantados pelo grupo;� Difundir o Lean a colaboradores de outras áreas;� Calcular e manter atualizados os indicadores (OEE, Setup, etc).
52
Requisitos para exercer os papéis
� Coordenador e Comitê: Ser agente de melhoria contínua (≥ 2 projetos), ser champion de projetos de melhoria contínua (≥ 2 projetos).
� Champion : Ser agente de melhoria contínua (≥ 1 projeto).
� Agente de Melhoria Contínua : Ser colaborador de algum workgroup, engenheiro, analista, encarregadoou supervisor.
� Grupo de Melhoria : Pertencer e atuar num grupo de trabalho.
53
Comunicação com partes envolvidas
54
Partes envolvidas: todas as pessoas e áreas afetadas, direta ou indiretamente, pelas mudanças propostas pelo Lean.
Comunicar é ...
� Fornecer informações,� Convencer,� Educar,� Avaliar e tomar decisões,� Autorizar,� Gerar alinhamento,� Gerar harmonia.
Comunicação
� Via de duas mãos, que só se conclui quando há compreensão, aceitação e ação resultante . É o centro das atividades humanas e sua finalidade é a de afetar comportamentos .
� Palavra veio do latim “comunicare”, que significa “por em comum”, ela implica compreensão”.
� Para Miguel Filiage:� Os problemas de comunicação estão na base das grandes
dificuldades das empresas, sabotando decisões, ações e metas.� Quando as relações interpessoais não são muito claras, a falta
de comunicação prolifera de maneira invisível (“sabotagem”).� Muitos paradigmas comportamentais precisam ser transmutados
para haver fluidez na comunicação.� Melhorar a comunicação é um assunto que nunca termina.
55
Comunicação dentro do Lean
� Há que se criar um pequeno grupo de pessoas, envolvendo diversas áreas da empresa, provavelmente coordenada por alguém do RH, que continuamente executa tarefas, como:
� Faixas nas áreas,
� Implementar coluna Lean Manufacturing no jornal interno,
� Template sobre lições aprendidas em todos os quadros,
� Banners, faixas, cartazes,
� Informação na intranet da empresa,
� Painel de comunicação na portaria,
� Etc.
56
Riscos associados
� Supremacia e aversão a quebra de paradigmas� Falta de comprometimento da alta administração� Falta de recursos disponíveis para os projetos� Má transferencia da gestão dos projetos aos responsáveis� Abandono por parte da liderança de fábrica� Falta de preparação dos envolvidos� Falta de tempo para execução dos projetos� Falta de disciplina dos colaboradores� Não reconhecimento aos trabalhos realizados� Sistema de comunicação deficiente� Entre outros
57
Exercício
� Agora que você já tem uma visão geral do Lean, integrado ou não ao Seis Sigma, procure responder:� Quais princípios a empresa que você trabalha já utiliza,
ou pretende utilizar?� Você conhece seus clientes externos? E os internos?
Já conversou com eles para melhor entender suas necessidades?
� Dos elementos que compõem a estrutura Lean sua empresa vem praticando a quanto tempo? Existem medidores de sucesso? Quais?
� Quantos sigmas têm seus principais processos de trabalho? Você os medes com frequência? Eles estão evoluindo?
� A integração Lean Seis Sigma é conveniente para sua empresa?
58

5959
Fim do Módulo 1
FIM