Embed Size (px)
Citation preview

KATA PENGANTAR
Assalamu’alaikum wr.wb
Puji syukur atas kehadiran Allah SWT saya panjatkan atas terciptanya
makalah judul : “ SAMBUNGAN LAS “
Makalah ini ditulis berdasarkan judul yang sudah di tentukan oleh dosen
pembimbing mata kuliah Elemen Mesin. Dengan isi yang di sesuaikan dari
beberapa sumber pustaka, mengenai sambungan las.
Semoga makalah ini dapat menambah ilmu pengetahuan dan menambah
sedikit nilai prestasi saya. Kritik dan saran dari dosen pembimbing mata
kuliah Elemen Mesin akan isi maupun bahasa serta tambahan isinya
sangat saya harapkan demi kesempurnaan dan demi bertambahnya ilmu
pengetahuan saya.
Hanya inilah yang dapat saya sampaikan kepada dosen pembimbing mata
kuliah Elemen Mesin, saya ucapkan terimakasih,
Wassalamu’alaikum wr.wb
Penyusun
Innu Treesna Juniarta
1

DAFTAR ISIJudul …………………………………………………………….……xKata Pengantar ………………………………….………………….1Daftar isi ………..………….………………………………….……..2
SAMBUNGAN LAS
A. Sejarah Pengelasan …………………………………………..3B. Pengertian sambungan las ………………………………….4C. Keuntungan dan kerugian sambungan las dibandingkan sambungan baut/paku keling………………………............4D. Jenis – jenis pengelasan …………………………………….6E. Tipe Sambungan Las …………………………………….…10F. Perhitungan Kekuatan Las ………………………………...12G. Tegangan Sambungan Las ………………………………...15H. Posisi pengelasan. …………………………......................17I. Macam – macam cacat las………………………………....19J. Cara penanggulangan cacat las…………………………..21
2
A.Sejarah Pengelasan
Berdasarkan penemuan benda sejarah dapat diketahui bahwa teknik penyambungan logam telah diketahui sejak zaman prasejarah, misalnya pada waktu antara 4000-300 SM, telah diketahui dan dipraktekan pembrasingan logam paduan emas, tembaga, dan pematrian paduan timah. Pada waktu itu sumber energy yang digunakan adalah hasil dari pembakaran kayu atau arang. Berhubung suhu yang diperoleh dengan pembakaran kayu dan arang sangat rendah maka teknik penyambungan pada waktu itu tidak berkembang lagi. Setelah energi listrik dapat dipergunakan dengan mudah, maka teknologi pengelasan maju dengan pesat sehingga menjadi suatu teknik penyambungan yang rnutakhir. Pada akhir abad ke 19 telah diciptakan cara dan teknik pengelasan. Pengelasan yang banyak di gunakan adalah las busur, las resistensi listrik, las gas, dan las termit. Pada tahun 1885 alat-alat busur sudah banyak dipakai. Bernardes adalah orang yang pertama kali rnenggunakan las busur yang memakai ektroda yang dibuat dari batang karbon atau grafit. Dengan cara mendekatkan elektroda las ke logam induk atau logam yang akan dilas, dengan jarak kurang lebih 2 rnm, maka terjadilah busur listrik yang nrerupakan sumber panas pada proses pengelasan tersebut. Karena terjadi panas, maka logam yang terbuat dari logam yang sama dengan logam induk mencair dan akhirnya mengisi tempat sambungan. Pada tahun 1892 Slovianoff adalah orang pertama kali yang menggunakan kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh busur listrik. Dengan penemuan ini elektroda yang berfungsi sebagai penghantar dan pembangkit busur lisrrik, juga berfungsi sebagai logarn pengisi. Kemudian Kjellberg menemukan kwalitas sambungan las rnenjadi lebih baik bila kawat elektroda logam dibungkus dngan terak. Dan pada tahun 1886 Thomson menciptakan proses pengelasan resistansi listrik, dan Glodschimiit tnenemukan las termit pada tahun 1895. Pada tahun 1900 adalah masa keemasan pertama untuk pengelasan logam. Dan pada tahun 1926 adalah masa keemasan kedua dengan adanya las hydrogenatom yang ditemukan oleh Lungumir, dan las busur logam dengan perlindungan gas mulia yang ditemukan oleh Hobart dan Dener. Selanjutrnya pada tahun 1935 Knnedy menemukan las busur redam, hal ini membuka jalan kearah otomatisasi dalam bidang pengelasan yang dapat memperbaiki kualitas las.
3

Kemajuan kemajuan dalam ilmu pengetahuan dan teknologi las dicapai sampai dengan tahun 1950, dan pada tahun 1950 dianggap sebagai permulaan masa keemasan yang ketiga. Dan pada tahun itu juga ditemukan cara-cara las baru antara lain: las dingin, las listrik terak, Ias laser dan lain sebagainya.
B. Pengertian Sambungan Las
Sambungan las adalah sambungan permanen yang didapatkan daripeleburan dari tepi dua benda yang akan disambung dengan atau tidak dengan menggunakan tekanan dan material tambahan. Panas yang digunakan untuk peleburan berasal dari terbakarnya gas (dalam hal ini adalah las gas) atau dari busur listrik (dalam hal ini adalah las listrik). Metode las listrik lebih sering digunakan karena kecepatan las yang lebih besar. Sambungan las sering digunakan dalam sebuah perakitan sebagai metode alternatif pencetakan dan penempaan dan sebagai pengganti sambungan baut dan sambungan paku keling. Sambungan las juga digunakan untuk menyatukan kembali logam yang retak, memperbaiki bagian-bagian kecil yang rusak seperti roda gigi, dan untuk memperbaiki permukaan yang aus seperti permukaan bearing.
C. Keuntungan dan kerugian sambungan las dibanding sambungan baut/paku keling
Keuntungan1. Struktur dalam las biasanya lebih ringan daripada struktur dalamsambungan paku. Hal ini dikarenakan gussets atau komponenpenyambung lainnya tidak digunakan.2. Sambungan las memberikan efisiensi maksimum (hampir 100%) yangtidak mungkin diberikan oleh sambungan baut atau paku.3. Perubahan atau penambahan bisa diberikan dengan mudah pada strukturatau sambungan las yang sudah ada.4. Karena struktur las berwujud halus, maka tampilannya akan terlihat lebihbagus.5. Pada sambungan las, tegangan yang ada pada sambungan tidak melemahseperti pada sambungan baut.
4
6. Sambungan las memiliki kekuatan yang besar. Seringkali sambungan lasmemiliki kekuatan yang sama seperti benda yang telah dilas.7. Terkadang, bentuk-bentuk seperti pipa sulit untuk disambungmenggunakan sambungan baut. Tapi bisa dengan mudah disambungdengan menggunakan las.8. Sambungan las memberikan sambungan yang sangat keras.9. Sangat mungkin untuk me-las bagian-bagian apa saja dan dari titikmanapun. Sedangkan sambungan baut membutuhkan daerah yang lebihbanyak.10. Prosesnya lebih cepat dibandingkan sambungan baut.11. Pertemuan baja pada sambungan dapat melumer bersama elektrode
las dan menyatu dengan lebih kokoh (lebih sempurna).
12. Konstruksi sambungan memiliki bentuk lebih rapi.
13. Konstruksi baja dengan sambungan las memiliki berat lebih ringan.
14. Dengan las berat sambungan hanya berkisar 1 – 1,5% dari
berat konstruksi, sedangkan dengan paku keling / baut berkisar 2,5
– 4% dari berat konstruksi.
15. Pengerjaan konstruksi relatif lebih cepat (tak perlu membuat lubang
lubang pk/baut, tak perlu memasang potongan baja siku / pelat
penyambung, dan sebagainya ).
16.Luas penampang batang baja tetap utuh karena tidak dilubangi,
sehingga kekuatannya utuh.
Kerugian1. Karena adanya ketidakseimbangan selama pemanasan dan pendinginansaat pengelasan, maka benda yang dilas memiliki kemungkinan perubahanbentuk atau kemungkinan adanya tegangan tambahan pada benda.2. Pengelasan membutuhkan tenaga kerja dan pengawas yang memilikiketerampilan yang tinggi.3. Pemeriksaan untuk sambungan las lebih sulit dibandingkan dengan sambungan baut.
5

4. Kekuatan sambungan las sangat dipengaruhi oleh kualitas pengelasan.
Jika pengelasannya baik maka kekuatan sambungan akan baik, tetapi jika
pengelasannya jelek/tidak sempurna maka kekuatan konstruksi juga tidak
baik bahkan membahayakan dan dapat berakibat fatal. Salah
satu sambungan las cacat lambat laun akan merembet rusaknya
sambungan yang lain dan akhirnya bangunan dapat runtuh yang
menyebabkan kerugian materi yang tidak sedikit bahkan juga korban
jiwa. Oleh karena itu untuk konstruksi bangunan berat seperti jembatan
jalan raya / kereta api di Indonesia tidak diijinkan menggunakan
sambungan las.
5. Konstruksi sambungan tak dapat dibongkar-pasang.
D. Jenis – jenis pengelasan
Ada beberapa macam jenis pengelasan yang dilakukan untuk menyambung logam, yaitu:
> Las Resistansi Listrik (Tahanan)
Las resistensi listrik adalah suatu cara pengelasan dimana permukaan pelat yang disambung ditekankan satu sama lain dan pada saat yang sama arus listrik dialirkan sehingga permukaan tersebut menjadi panas dan mencair karena adanya resistensi listrik. Sambungan las resistensi listrik dibagi atas dua kelompok sambungan yaitu sambungan tumpang dan sambungan tumpul. Las resistansi listrik ini sangat baik digunakan untuk menyambung pelat-pelat tipis sangat.
Proses pengelasan dengan las resistansi listrik untuk penyambungan pelat-pelat tipis yang biasa digunakan terdiri dari 2 jenis yakni :
-Las Titik (Spot Welding) 6

Pengelasan dengan las titik ini hasil pengelasannya membentuk seperti titik. Elektroda penekan terbuat dari batang tembaga yang dialiri arus listrik yakni, elektroda atas dan bawah. Elektroda sebelah bawah sebagai penumpu plat dalam keadaan diam dan elektroda atas bergerak menekan pelat yang akan disambung. Agar pelat yang akan disambung tidak sampai bolong sewaktu proses terjadinya pencairan maka kedua ujung elektroda diberi air pendingin.
-Las Resistansi Rol (Rolled Resistance Welding)
7

Proses pengelasan resistansi tumpang ini dasarnya sama dengan las resistansi titik, tetapi dalam pengelasan tumpang ini kedua batang elektroda diganti dengan roda yang dapat berputar sesuai dengan alur/garis pengelasanyang dikehendaki
>Las Busur Listrik
Energi masukan panas las busur listrik bersumber dari beberapa alternatif diantaranya energi dari panas pembakaran gas, atau energi listrik.Panas yang ditimbulkan dari hasil proses pengelasan ini melebihi dari titik lebur bahan dasar dan elektroda yang di las. Kisaran temperatur yang dapat dicapai pada proses pengelasan ini mencapai 2000-3000º C. Pada temperatur ini daerah yang mengalami pengelasan melebur secara bersamaan menjadi suatu ikatan metalurgi logam lasan. Salah satu hal yang perlu diperhatikan dalam pengelasan las busur listrk adalah pemilihan elektroda yang tepat. Secara umum semua elektroda diklasifikasikan menjadi lima kelompok utama yaitu mild steel, hight carbon steel, special alloy steel, cast iron dan non ferrous. Rentangan terbesar dari pengelasan busur nyala dilakukan dengan elektroda dalam kelompok mild steel (baja lunak).
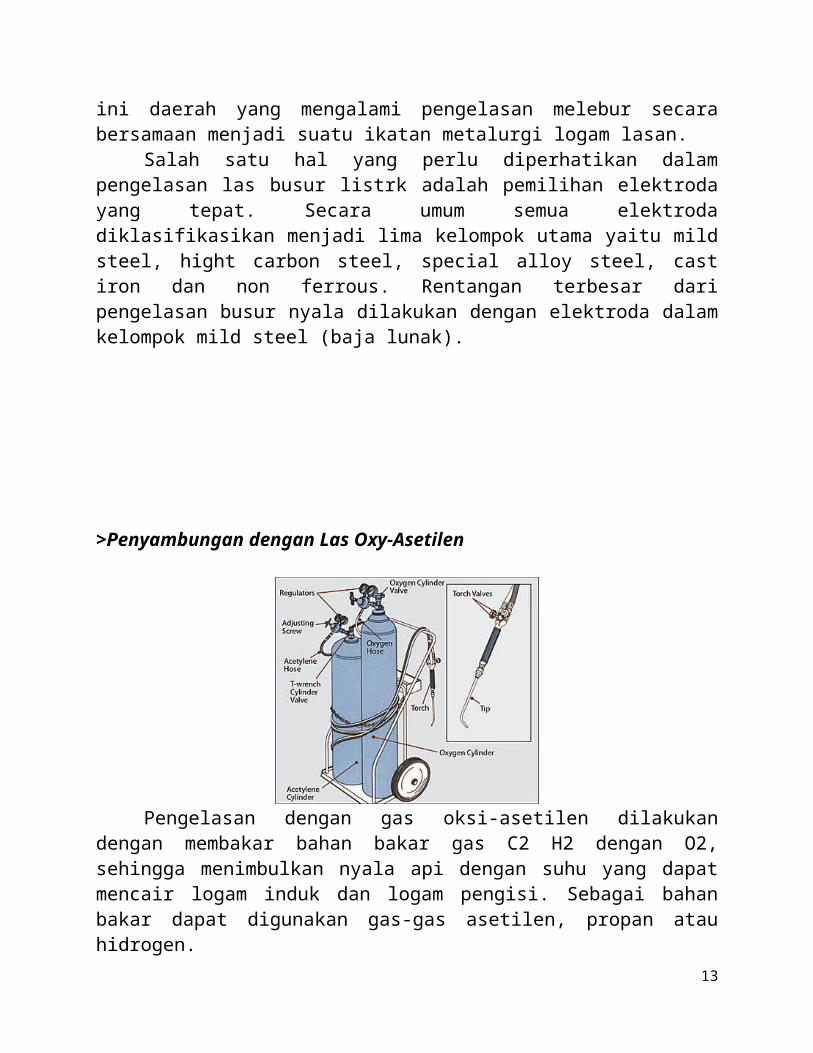
>Penyambungan dengan Las Oxy-Asetilen
8

Pengelasan dengan gas oksi-asetilen dilakukan dengan membakar bahan bakar gas C2 H2 dengan O2, sehingga menimbulkan nyala api dengan suhu yang dapat mencair logam induk dan logam pengisi. Sebagai bahan bakar dapat digunakan gas-gas asetilen, propan atau hidrogen. Diantara ketiga bahan bakar ini yang paling banyak digunakan adalah asetilen, sehingga las pada umumnya diartikan sebagai las oksi-asetilen. >Las TIG (Tungsten Inert Gas)/GTAW (Gas Tungsten Arc Welding)
Pengelasan dengan gas pelindung Argon (Tungsten Iner Gas) merupakan salah satu pengembangan dari pengelasan yang telah ada yaitu pengembangan dari pengelasan secara manual yang khususnya untuk pengelasan non ferro (alumunium, magnesium kuningan dan lain-lain, baja spesial (Stainless steel) dan logam-logam anti korosi lainnya. Pengelasan Tungsten Inert Gas (TIG) ini tidak menggunakan proses elektroda sekali habis (non consumable electrode). Temperatur yang dihasilkan dari proses pengelasan ini adalah 3000 0F atau 1664,8 0C dan
9

fungsi gas pelindung adalah untuk menghidari terjadinya oksidasi udara luar terhadap cairan logam yang dilas.
>Las MIG (Metal Inert Gas Arc Welding)/Gas Metal Arc Welding (GMAW)
Gas Metal Arc Welding (GMAW) adalah proses pengelasan yang energinya diperoleh dari busur listrik. Busur las terjadi di antara permukaan benda kerja dengan ujung kawat elektroda yang keluar dari nozzle bersamasama dengan gas pelindung.
E. Tipe Sambungan Las
a. Lap joint atau fillet joint :overlapping plat, dengan beberapa cara :• Single transverse fillet (las pada satu sisi) :melintang• Double transverse fillet (las pada dua sisi)• Parallel fillet joint (las paralel)
10

b. Butt Joint- Pengelasan pada bagian ujung dengan ujung dari plat.- Pengelasan jenis ini tidak disarankan untuk plat yang tebalnya kurang dari 5 mm- Untuk plat dengan ketebalan plat (5 – 12,5) mm bentuk ujung yang disarankan adalah : tipe V atau U.
11

F. Perhitungan Kekuatan Las
a.Kekuatan transverse fillet welded joint
12
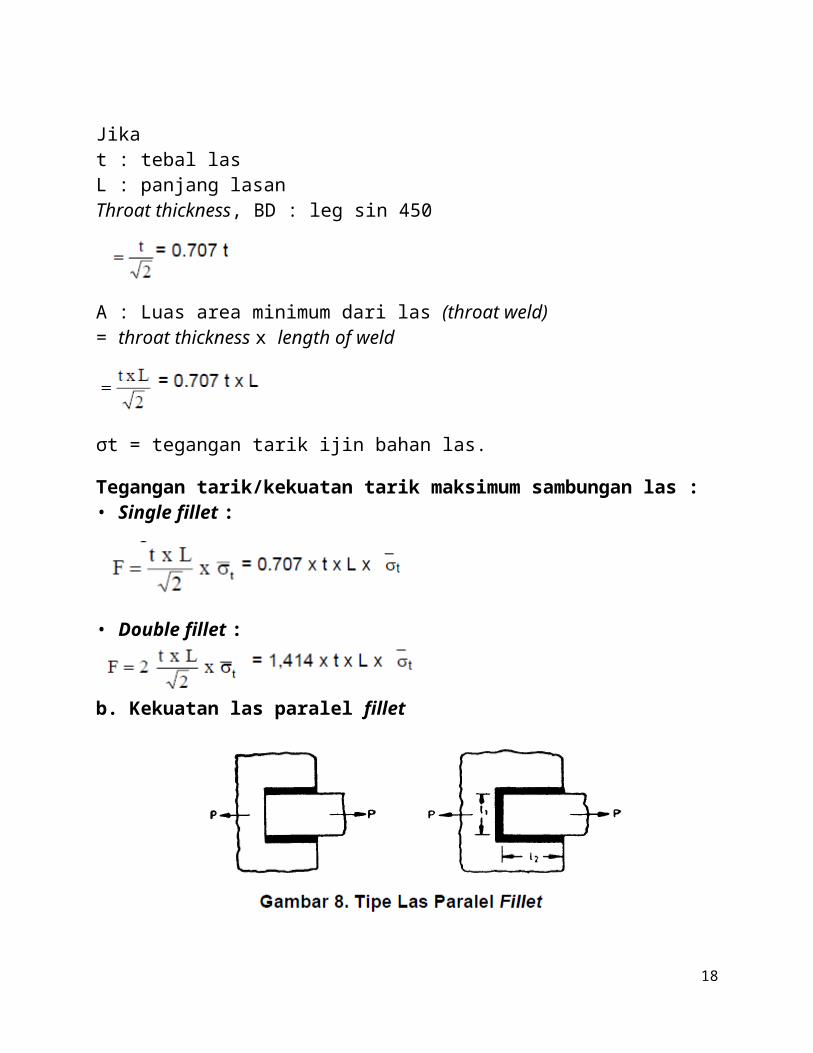
Jikat : tebal lasL : panjang lasanThroat thickness, BD : leg sin 450
A : Luas area minimum dari las (throat weld)= throat thickness x length of weld
σt = tegangan tarik ijin bahan las.
Tegangan tarik/kekuatan tarik maksimum sambungan las :• Single fillet :
• Double fillet :
b. Kekuatan las paralel fillet
13

A : luas lasan minimum
Jika τ : tegangan geser ijin bahan las⎯• Gaya geser maksimum single paralel fillet :
• Gaya geser maksimum double paralel fillet :
Hal yang perlu diperhatikan dalam desain adalah :1. Tambahkan panjang 12,5 mm pada lasan untuk keamanan.2. Untuk gabungan paralel dan transverse fillet (melintang), kekuatan lasanmerupakan jumlah kekuatan dari paralel dan transverse.Ftotal = Fparalel + Ftranverse
c. Kekuatan butt joint weld1. Digunakan untuk beban tekan /kompensi2. Panjang leg sama dengan throat thickness sama dengan thickness of plates (t)
14

Gaya tarik maksimum :• Single V butt joint,
• Double V butt joint
Rekomendasi Ukuran Las Minimum
G. Tegangan Sambungan Las
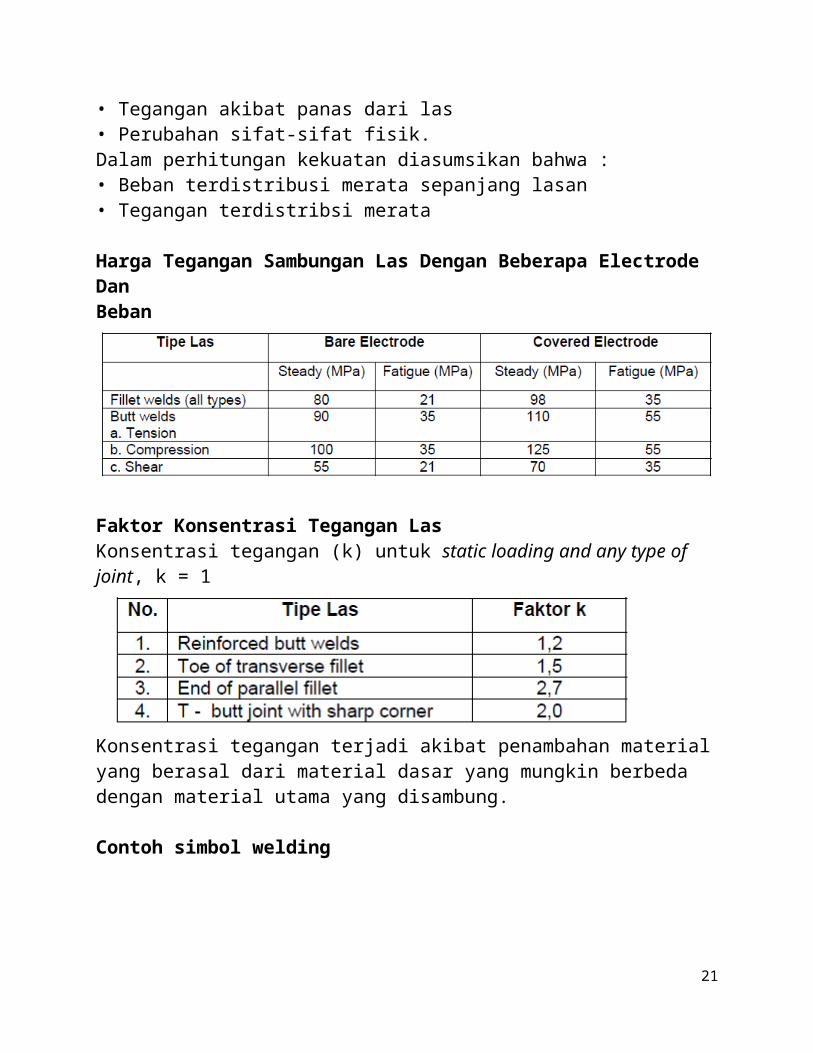
Tegangan pada sambungan las, sulit dihitung karena variabel dan parameter tidakterprediksikan, misalnya :• Homogenitas bahan las/elektroda• Tegangan akibat panas dari las• Perubahan sifat-sifat fisik.Dalam perhitungan kekuatan diasumsikan bahwa :• Beban terdistribusi merata sepanjang lasan• Tegangan terdistribsi merata
Harga Tegangan Sambungan Las Dengan Beberapa Electrode DanBeban
15

Faktor Konsentrasi Tegangan LasKonsentrasi tegangan (k) untuk static loading and any type of joint, k = 1
Konsentrasi tegangan terjadi akibat penambahan material yang berasal dari material dasar yang mungkin berbeda dengan material utama yang disambung.
Contoh simbol welding
16

H. Posisi Pengelasan
•Posisi di bawah tangan Posisi bawah tangan merupakan posisi pengelasan yang paling mudah dilakukan. Oleh sebab itu untuk menyelesaikan setiap pekerjaan pengelasan sedapat mungkin di usahakan pada posisi dibawah tangan. Kemiringan elektroda 10 derajat – 20 derajat terhadap garis vertical kea rah jalan elektroda dan 70 derajat-80 derajat terhadap benda kerja.• Posisi tegak (vertical)Mengelas posisi tegak adalah apabila dilakukan arah pengelasannya keatas atau ke bawah. Pengelasan ini termasuk pengelasan yang paling sulit karena bahan cair yang mengalir atau menumpuk diarah bawah dapat diperkecil dengan kemiringan elektroda sekitar 10 derajat-15 derajat terhadapvertikal dan 70 derajat-85 derajat terhadap benda kerja.• Posisi datar (horizontal)Mengelas dengan horizontal biasa disebut juga mengelas merata dimanakedudukan benda kerja dibuat tegak dan arah elektroda mengikuti horizontal. Sewaktu mengelas elektroda dibuat miring sekitar 5 derajat – 10 derajat terhadap garis vertical dan 70 derajat – 80 derajat kearah benda kerja.• Posisi di atas kepala (Overhead)Posisi pengelasan ini sangat sulit dan berbahaya karena bahan cair banyak berjatuhan dapat mengenai juru las, oleh karena itu diperlukan perlengkapan yang serba lengkap. Mengelas dengan posisi ini benda kerja terletak pada bagian atas juru las dan kedudukan elektroda sekitar 5 derajat – 20 derajat terhadap garis vertical dan 75 derajat-85 derajat terhadap benda kerja.· Posisi datar (1G)Pada posisi ini sebaiknya menggunakan metode weaving yaitu zigzag dansetengah bulan Untuk jenis sambungan ini dapat dilakukan penetrasi pada kedua sisi, tetapi dapat juga dilakukan penetrasi pada satu sisi saja. Type posisi datar (1G) didalam pelaksanaannya sangat mudah. Dapat diaplikasikan pada material pipa dengan jalan pipa diputar.· Posisi horizontal (2G)Pengelasan pipa 2G adalah pengelasan posisi horizontal, yaitu pipa pada posisi tegak dan pengelasan dilakukan secara horizontal mengelilingi pipa. Kesulitan pengelasan posisi horizontal adalah adanya gaya gravitasi akibatnya cairan las akan selalu kebawah. Adapun posisi sudut electrode pengelasan pipa 2G yaitu 90º Panjang gerakan elektrode antara 1-2 kali
17
diameter elektrode. Bila terlalu panjang dapat mengakibatkan kurang baiknya mutu las. Panjang busur diusahakan sependek mungkin yaitu ½ kali diameter elektrode las. Untuk pengelasan pengisian dilakukan dengan gerakan melingkar dan diusahakan dapat membakar dengan baik pada kedua sisi kampuh agar tidak terjadi cacat. Gerakan seperti ini diulangi untuk pengisian berikutnya.· Posisi vertikal (3G)Pengelasan posisi 3G dilakukan pada material plate. Posisi 3G ini dilaksanakan pada plate dan elektrode vertikal. Kesulitan pengelasan ini hampir sama dengan posisi 2G akibat gaya gravitasi cairan elektrode las akan selalu kebawah.· Posisi horizontal pipa (5G)Pada pengelasan posisi 5G dibagi menjadi 2, yaitu :1.Pengelasan naik Biasanya dilakukan pada pipa yang mempunyai dinding tebal karena membutuhkan panas yang tinggi. Pengelasan arah naik kecepatannya lebih rendah dibandingkan pengelasan dengan arah turun, sehingga panas masukan tiap satuan luas lebih tinggi dibanding dengan pengelasan turun. Posisi pengelasan 5G pipa diletakkan pada posisi horizontal tetap dan pengelasan dilakukan mengelilingi pipa tersebut. Supaya hasil pengelasan baik, maka diperlukan las kancing (tack weld) pada posisi jam 5-8-11 dan 2. Mulai pengelasan pada jam 5.30 ke jam 12.00 melalui jam 6 dan kemudian dilanjutkan dengan posisi jam 5.30 ke jam 12.00 melalui jam 3. Gerakan elektrode untuk posisi root pass (las akar) adalah berbentuksegitiga teratur dengan jarak busur ½ kali diameter elektrode.2. Pengelasan turunBiasanya dilakukan pada pipa yang tipis dan pipa saluran minyak serta gasbumi. Alasan penggunaan las turun lebih menguntungkan dikarenakan lebih cepat dan lebih ekonomis.· Pengelasan Posisi FilletPengelasan fillet juga disebut sambungan T.joint pada posisi cairan las-lasan diberikan pada posisi menyudut. Pada sambungan ini terdapat diantara material pada posisi mendatar dan posisi tegak. Posisi sambungan ini termasuk posisi sambungan yang relative mudah, namun hal yang perlu diperhatikan pada sambungan ini adalah kemiringan elektroda, gerakan ayunan tergantung pada kondisi atau kebiasaan operator las.
I. Macam-macam Cacat Las 18

Pengelasan adalah proses penyambungan antara dua logam atau lebih dengan menggunakan energi panas sebagai medianya. Karena proses ini maka logam disekitar lasan mengalami siklus termal cepat yang menyebabkan terjadinya deformasi. Hal ini erat sekalihubunganya dengan terjadinya cacat las yang secara umum mempunyai pengaruh yang fatal terhadap keamanan kontruksi material yang dilas. Cacat las ada beberapa macam, yaitu: >Retak lasCacat las yang sering sekali terjadi pada saat proses pengelasan adalah retak las yang dapat dibagi menjadi dua kategori yakni : retak dingin dan retak panas. Retak dingin adalah retak yang terjadi pada daerah las pada suhu kurang lebih 300oC. Sedangkan retak panas adalah retak yang terjadi pada suhu diatas 500oC. Retak dingin tidak hanya terjadi pada daerah HAZ (Heat Affected Zone) atau sering disebut dengan daerah pergaruh panas tetapi biasanya terjadi pada logam las. Retak dingin ini dapat terjadi pada daerah panas yang sering terjadi. Dan retakan ini dapat dilihat dibawah manik Ias, retak akar dan kaki, serta retak melintang. Retak dingin didaerah HAZ ini biasanya terjadi antara beberapa menit sampai 48 jam sesudah pengelasan. Retak dingin ini disebabkan oleh :. o Struktur daerah pangaruh Panas. o Hidrogen difusi didaerah las. o Tegangan. Sedangkan retak panas dibagi menjadi dua kelas yaitu retak karena pembebasan tegangan pada daerah pengaruh panas yang terjadi pada suhu 500oC - 700oC dan retak yang terjadi pada suhu diatas 900oC yang terjadi pada peristiwa pembekuan logam las. Retak panas sering teriadi pada logam las karena pembekuan, biasanya berbentuk kawah dan retak memanjang. Retak panas ini terjadi karena pembebasan tegangan pada daerah kaki didalam daerah pengaruh panas. Retak ini biasanya terjadi pada waktu logam mendingin setelah pembekuan dan terjadi karena adanya tegangan yang timbul, yang disebabkan oleh penyusutan dan sifat baja yang ketangguhannya turun pada suhu dibawah suhu pembekuan. Keretakkan las yang lain adalah retak sepanjang rigi-rigi lasan retak disamping las dan retak memanjang diluar rigi-rigi lasan. Akan tetapi penyebab umum pada semua jenis keretakan las ini adalah: o Pilihan jenis elektroda yang salah atau tidak tepat.
19

o Benda kerja terbuat dari baja karbon tinggi. o Pendinginan setelah pengelasan yang terlalu cepat. o Benda kerja yang dilas terlalu kaku. o Penyebaran panas pada bagian-bagian yang di las tidak seimbang.
Selain retak, cacat las yang juga sering terjadi, adalah penembusan las yang kurang dan jelek. Jika penembusan pengelasan kurang maka akibat yang timbul pada konstruksi adalah kekuatan konstruksi yang kurang kokoh karena penembusan yang kurang. Karena kurang penembusan inilah maka penyambungan tidak sempurna. Penyebab dari penembusan yang kurang ini antara lain :
o Kecepatan pengelasan yang terlalu tinggi. o Arus terlalu rendah. o Diameter elektroda yang terlalu besar atau terlalu kecil. o Benda kerja terlalu kotor. o Persiapan kampuh atau sudut kampuh tidak baik. o Busur las yang terlalu panjang.
>Pengerukan / Under cut Cacat las yang lain adalah pengerukan atau yang sering disebut dengan under cut pada benda kerja. Pengerukan ini terjadi pada benda kerja atau konstruksi yang termakan oleh las sehingga benda kerja tadi berkurang kekuatan konstruksi meskipun sebelumnya telah dilakukan pengelasan. Sebab-sebab pengerukan las antara lain : o Arus yang terlalu tinggi. o Kecepatan pengelasaan yang terlalu tinggi pula. o Busur nyala yang terlalu panjang. o Ukuran elektroda yang salah. o Posisi elektroda selama pengelasan tidak tepat. o Ayunan elektroda selama pengelasan tidak teratur.
20
>Keropos Keropos merupakan cacat las yang juga sering terjadi dalam pengelasan. Keropos ini bila didiamkan, lama kelamaan akan menebar yangdiikuti dengan perkaratan atau korosi pada konstriksi sehingga kontruksi menjadi rapuh karena korosi tadi. Cacat ini memang kelihatannya sepele akan tetapi dampak yang ditirnbulkan oleh cacat ini cukup membahayakan juga. Penyebab keropos ini yakni : o Busur pendek. o Kecepatan mengelas yang terlalu tinggi atau terlalu rendah. o Kurang waktu pengisian. o Terdapat kotoran-kotoran pada benda kerja. o Kesalahan memilih jenis elektroda. Penggerutan Benda Kerja. Pada dasarnya setiap logam bila dipanasi akan memuai dan mengkerut bila di dinginkan. Bila salah satu permukaan las tipis dilas pada arah memanjang, maka setelah dingin terjadilah pelengkungan atau melenting atau deformasi. Dan pada dua bilah plat tipis dilas (tanpa membuat pengikat lebih dulu) maka kedua sisi kampuh yang masih bebas akan bergeser, bahkan sampai kedua sisi tersebut dapat berimpit Penyebab pengerutan adalah: Pengisian pengelasan kurang. o Pengkleman salah. o Pemanasan yang berlebihan. o Kesalahan persiapan kampuh. o Pemanasan tidak merata. o Penempatan bagian-bagian yang disambung kurang baik. o Salah urutan pengelasan.
J. Cara Penanggulangan Cacat Las
Dalam pembangunan kapal baru jumlah pekerjaan las kira-kira sepertiga dari seluruh jumlah pekerjaan. Ada kapal yang dibangun dengan sistim blok dan ini berarti banyak sekali konstruksi yang menggunakan pengelasan. Jadi cacat-cacat las yang ada harus ditekan sekecil mungkin atau bahkan harus dihindari sebisa mungkin. Untuk mengatasi macam-macam cacat las yang telah terjadi supaya hasil pekerjaan las dapat memuaskan banyak pihak, maka perlu dilaksanakan cara-cara penanggulangannya, yaitu sebagai berikut:
21

>Penanggulangan Retak Las Dalarn menghindari terjadinya retakan las pada daerah panas, atau usaha penaggulanganya supaya tidak terjadi retak pada las antara lain : o Menggunakan elektroda yang betul, dalam hal ini sedapat mungkin menggunakan elektroda dengan fluk yang mempunyai kadar hydrogen rendah. o Sebelum mengelas, pada daerah sekitar kampuh harus dibersihkan dari air, karat, debu, minyak dan zat organik yang dapat menjadi sunrber hidrogen. o Mendinginkan perlahan-lahan setelah dilas. o Membebaskan kampuh dari kekakuan. o Mengadakan pemanasan pendahuluan sebelum memulai pengelasan, dengan cara ini retak las dapat terhindarkan >Penanggulangan Penembusan Las Yang Kurang Baik Cara untuk mengatasi cacat las penembusan yang kurang baik dapat dilakukan dengan langkahlangkah sebagai berikut : o Penyetelan arus pengelasan yang tepat. o Pengelasan diperlambat dan stabil agar panas yang didapat lebih merata. o Mengatur kecepatan las, sehingga kedua sisi benda kerja mencair dengan baik. o Memilih diameter elektroda yang sesuai dengan ukuran coakan. o Membersihkan benda kerja dari terak dan kotoran yang ada. o Mempertahankan panjang busur nyala yang tepat. >Penanggulangan Pengerukan las (Under Cut) Cara untuk mengatasi cacat las pengerukan/under cut dapat dilakukan dengan langkah-langkah sebagai berikut : o Menyetel arus yang tepat. o Mengurangi kecepatan mengelas. o Mempertahankan panjang busur nyala yang tepat. o Menggunakan ukuran elektroda yang benar. o Menyetel posisi elektroda, sehingga gaya busur nyala akan menahan cairan pengelasan. o Mengupayakan ayunan elektroda dengan teratur. >Penanggulangan Cacat Las Karena Keropos. Cara untuk mengatasi cacat las keropos dapat dilakukan dengan langkah-langkah sebagai berikut: o Mempertahankan jarak busur yang baik. o Mengurangi kecepatan pengelasan atau kecepatan dipertinggi.
22

o Member waktu pengisian yang cukup untuk melepaskan gas. o Membersihkan benda kerja. o Menggunakan elektroda yang tepat. >Penanggulangan Pengerutan Benda Kerja Pada setiap proses pengelasan akan terjadi yang namanya perubahan bentuk terhadap benda kerja. Perubahan bentuk ini akan mengurangi ketelitian ukuran dan penampakan luar serta dapat juga menurunkan kekuatan. Hal-hal untuk mengurangi terjadinya pengerutan benda kerja atau perubahan bentuk antara lain : o Pengurangan masuknya panas dan logam panas. Dengan mengurangi masuknya panas lasan yang seperlunya saja maka tidak akan terjadi suhu yang terlalu tinggi. Sehingga perubahan bentuk dapat dikurangi menjadi sekeci-kecilnya. Bila logam las dikurangi, maka jumlah logam pada waktu mendingin tidak terlalu banyak dan dengan sendirinya perubahan bentuk juga dapat dikurangi. Pengurangan bahan las dapat dilakukan dengan mengurangi panjang las, memilih bentuk kampuh yang sesuai, memotongplat yang akan dilas dan merakitnya dengan teliti. Cara menanggulangi perubahan bentuko Pengelasan sedikit mungkin. Pengelasan yang berlebihan akan menimbulkan penkerutan yang bertambah besar o Dudukan benda yang hendak dilas sedikit dimiringkan keluar, sehingga rigi-rigi las akan menariknya kepada kedudukan yang didinginkan. o Melakukan pengelasan yang bergantian pada setiap sisi dan membuat urutan rigi-rigi yang menimbulkan gaya-gaya penyusutan yang saling meniadakan. Bila pada jenis sambungan I (kampuhV) dilas mengalami pengkerutan, rigi-rigi dapat membuat kampuh menjadi berimpit sesamanya. Maka kerusakan ini dapat diatasi dengan cara antara lain : o Membuat las pengikat atau las atau las titik/tack weld. Las pengikat ini diletakkan di tempat-tempat yang kiranya benda kerja akan mengerut bila nanti dilas. Sehingga dengan adanya las pengikat ini pengerutan benda kerja tidak terjadi. o Mebuat celah yang melebar. Disini pelebaran celah tidak boleh asal melebar, akan tetapi masih dalam jangkauan kemampuan las. Ini dimaksudkan agar bila nanti setelahpengelasan mengalami pengerutan celah yang mengalami pelebaran tadi. o Memasang pasak untuk mempertahankan lebar celah.
23

pasak ini berguna untuk menjaga lebar celah pada benda kerja yang juga disebut dengan plat pengikat. Jadi bila setelah pengelasan kondisi kerja tetap pada posisi semula karena telah diikat oleh pasak tadi. Untuk mengurangi perubahan bentuk dari pengaruh urutan pengelasan dilakukan dengan jalan: o Pengelasan dilakukan dari titik yang terikat ketitik yang terbebas. o Majunya pengelasan dibuat simetri tehadap sumbu netral. o Menggunakan pengelasan susulan mundur atau kebelakang, untukmenghindari perubahan bentuk pada daerah memanjang. Untuk mengurangi perubahan bentuk dari segi persiapan kampuh adalah sebagai berikut:o Membuat sudut kampuh sekecil mungkin. o Membuat celah kampuh sekecil mungkin. o Membuat kampuh ganda bila tebal plat lebih dari 16 mm. Cara pengelasan kontuksi lambung kapal biasanya dilakukan langkah-langkah antara lain: o Pemeriksaan ukuran alur o Pemilihan bahan las yng tepat o Penentuan ukuran pengelasan o Pembersihan alur dari debu, karat, dan minyak. Perlu diketahui bahwa perakitan konstruksi dimulai dari tengah menuju kesisi. Sedangkan untuk pengelasan antar plat kulit dan rangka gladak atas urutanya adalah las tumpul dan kemudian barulah las tumpang. Pengelasan dalam reparasi kapal harus diperhatikan hal-hal berikut: o Menentukan seteliti mungkin besarnya bagian yang rusak. o Memperhatikan lingkungan kerja, misalnya dalam memindahkan tabung gas yang mudah terbakar. o memasang pengaman bila pengelasan dilakukan ditempat yang tinggi. o mempersiapkan tenaga listrik yang diperlukan. o Dalam penggantian plat harus disiapkan lubang batas dan harus menentukan urutan pengelasan.
24



























