Embed Size (px)
Citation preview

- 1 -
Cod.953880
GB EXPLANATION OF DANGER, MANDATORY AND PROHIBITION SIGNS.
I LEGENDA SEGNALI DI PERICOLO, D’OBBLIGO E DIVIETO.
F LÉGENDE SIGNAUX DE DANGER, D’OBLIGATION ET D’INTERDICTION.
E LEYENDA SEÑALES DE PELIGRO, DE OBLIGACIÓN Y PROHIBICIÓN.
D LEGENDE DER GEFAHREN-, GEBOTS- UND VERBOTSZEICHEN.
RU ЛЕГЕНДАСИМВОЛОВБЕЗОПАСНОСТИ,ОБЯЗАННОСТИИЗАПРЕТА.
P LEGENDA DOS SINAIS DE PERIGO, OBRIGAÇÃO E PROIBIDO.
GR ΛΕΖΑΝΤΑΣΗΜΑΤΩΝΚΙΝΔΥΝΟΥ,ΥΠΟΧΡΕΩΣΗΣΚΑΙΑΠΑΓΟΡΕΥΣΗΣ.
NL LEGENDE SIGNALEN VAN GEVAAR, VERPLICHTING EN VERBOD.
H A VESZÉLY, KÖTELEZETTSÉG ÉS TILTÁS JELZÉSEINEK FELIRATAI.
RO LEGENDĂINDICATOAREDEAVERTIZAREAPERICOLELOR,DEOBLIGAREŞIDEINTERZICERE.
S BILDTEXT SYMBOLER FÖR FARA, PÅBUD OCH
FÖRBUD.DK OVERSIGT OVER FARE, PLIGT OG
FORBUDSSIGNALER.N SIGNALERINGSTEKST FOR FARE, FORPLIKTELSER
OG FORBUDT.SF VAROITUS, VELVOITUS, JA KIELTOMERKIT.CZ VYSVĚTLIVKYKSIGNÁLŮMNEBEZPEČÍ,PŘÍKAZŮM
AZÁKAZŮM.SK VYSVETLIVKYKSIGNÁLOMNEBEZPEČENSTVA,
PRÍKAZOMAZÁKAZOM.SI LEGENDA SIGNALOV ZA NEVARNOST, ZA
PREDPISANO IN PREPOVEDANO.HR/SCG LEGENDA OZNAKA OPASNOSTI, OBAVEZA I
ZABRANA. LT PAVOJAUS,PRIVALOMŲJŲIRDRAUDŽIAMŲJŲ
ŽENKLŲPAAIŠKINIMAS.EE OHUD, KOHUSTUSED JA KEELUD.LV BĪSTAMĪBU,PIENĀKUMUUNAIZLIEGUMAZĪMJU
PASKAIDROJUMI.BG ЛЕГЕНДАНАЗНАЦИТЕЗАОПАСНОСТ,
ЗАДЪЛЖИТЕЛНИИЗАЗАБРАНА.PL OBJAŚNIENIAZNAKÓWOSTRZEGAWCZYCH,
NAKAZU I ZAKAZU.
GB ..................pag. 5I.....................pag. 12F ...................pag. 19E ...................pag. 27D ...................pag. 35RU ................pag. 43
P ...................pag. 52GR ................pag. 59NL .................pag. 68H ...................pag. 76RO ................pag. 84S ...................pag. 91
DK ................pag. 99N .................pag. 106SF ...............pag. 113CZ ...............pag. 120SK...............pag. 128SI ................pag. 135
HR/SCG ......pag. 142LT ...............pag. 150EE ...............pag. 157LV ...............pag. 164BG ..............pag. 172PL ...............pag. 180
MANUALEISTRUZIONE
(GB) DANGER OF ELECTRIC SHOCK - (I) PERICOLO SHOCK ELETTRICO - (F) RISQUE DE CHOC ÉLECTRIQUE - (E) PELIGRODESCARGAELÉCTRICA-(D)STROMSCHLAGGEFAHR-(RU)ОПАСНОСТЬПОРАЖЕНИЯЭЛЕКТРИЧЕСКИМТОКОМ-(P)PERIGODECHOQUEELÉTRICO-(GR)ΚΙΝΔΥΝΟΣΗΛΕΚΤΡΟΠΛΗΞΙΑΣ-(NL)GEVAARELEKTROSHOCK- (H) ÁRAMÜTÉS VESZÉLYE - (RO) PERICOL DE ELECTROCUTARE - (S) FARA FÖR ELEKTRISK STÖT - (DK) FARE FORELEKTRISKSTØD- (N)FAREFORELEKTRISKSTØT- (SF)SÄHKÖISKUNVAARA- (CZ)NEBEZPEČÍZÁSAHUELEKTRICKÝM PROUDEM - (SK) NEBEZPEČENSTVO ZÁSAHU ELEKTRICKÝM PRÚDOM - (SI) NEVARNOSTELEKTRIČNEGA UDARA - (HR/SCG) OPASNOST STRUJNOG UDARA - (LT) ELEKTROS SMŪGIO PAVOJUS - (EE)ELEKTRILÖÖGIOHT-(LV)ELEKTROŠOKABĪSTAMĪBA-(BG)ОПАСНОСТОТТОКОВУДАР-(PL)NIEBEZPIECZEŃSTWOSZOKU ELEKTRYCZNEGO.
(GB)DANGEROFWELDINGFUMES- (I)PERICOLOFUMIDISALDATURA- (F)DANGERFUMÉESDESOUDAGE- (E)PELIGROHUMOSDESOLDADURA-(D)GEFAHRDERENTWICKLUNGVONRAUCHGASENBEIMSCHWEISSEN-(RU)ОПАСНОСТЬДЫМОВСВАРКИ-(P)PERIGODEFUMAÇASDESOLDAGEM-(GR)ΚΙΝΔΥΝΟΣΚΑΠΝΩΝΣΥΓΚΟΛΛΗΣΗΣ-(NL) GEVAAR LASROOK - (H) HEGESZTÉS KÖVETKEZTÉBEN KELETKEZETT FÜST VESZÉLYE - (RO) PERICOL DE GAZE DESUDURĂ-(S)FARAFÖRRÖKFRÅNSVETSNING-(DK)FAREP.G.A.SVEJSEDAMPE-(N)FAREFORSVEISERØYK- (SF) HITSAUSSAVUJEN VAARA - (CZ) NEBEZPEČÍ SVAŘOVACÍCH DÝMŮ - (SK) NEBEZPEČENSTVO VÝPAROV ZOZVÁRANIA - (SI) NEVARNOST VARILNEGA DIMA - (HR/SCG) OPASNOST OD DIMA PRILIKOM VARENJA - (LT) SUVIRINIMO DŪMŲPAVOJUS-(EE)KEEVITAMISELSUITSUOHT-(LV)METINĀŠANASIZTVAIKOJUMUBĪSTAMĪBA-(BG)ОПАСНОСТОТПУШЕКАПРИЗАВАРЯВАНЕ-(PL)NIEBEZPIECZEŃSTWOOPARÓWSPAWALNICZYCH.
(GB) DANGER OF EXPLOSION - (I) PERICOLO ESPLOSIONE - (F) RISQUE D’EXPLOSION - (E) PELIGRO EXPLOSIÓN -(D)EXPLOSIONSGEFAHR-(RU)ОПАСНОСТЬВЗРЫВА-(P)PERIGODEEXPLOSÃO-(GR)ΚΙΝΔΥΝΟΣΕΚΡΗΞΗΣ-(NL) GEVAAR ONTPLOFFING - (H) ROBBANÁS VESZÉLYE - (RO) PERICOL DE EXPLOZIE - (S) FARA FÖR EXPLOSION - (DK)SPRÆNGFARE - (N)FAREFOREKSPLOSJON - (SF)RÄJÄHDYSVAARA - (CZ)NEBEZPEČÍVÝBUCHU - (SK)NEBEZPEČENSTVO VÝBUCHU - (SI) NEVARNOST EKSPLOZIJE - (HR/SCG) OPASNOST OD EKSPLOZIJE - (LT)SPROGIMOPAVOJUS-(EE)PLAHVATUSOHT-(LV)SPRĀDZIENBĪSTAMĪBA-(BG)ОПАСНОСТОТЕКСПЛОЗИЯ-(PL)NIEBEZPIECZEŃSTWOWYBUCHU.
(GB)WEARINGPROTECTIVECLOTHINGISCOMPULSORY-(I)OBBLIGOINDOSSAREINDUMENTIPROTETTIVI-(F)PORT DES VÊTEMENTS DE PROTECTION OBLIGATOIRE - (E) OBLIGACIÓN DE LLEVAR ROPA DE PROTECCIÓN - (D) DASTRAGENVONSCHUTZKLEIDUNGISTPFLICHT-(RU)ОБЯЗАННОСТЬНАДЕВАТЬЗАЩИТНУЮОДЕЖДУ-(P)OBRIGATÓRIOOUSODEVESTUÁRIODEPROTEÇÃO-(GR)ΥΠΟΧΡΕΩΣΗΝΑΦΟΡΑΤΕΠΡΟΣΤΑΤΕΥΤΙΚΑΕΝΔΥΜΑΤΑ-(NL)VERPLICHTBESCHERMENDEKLEDIJTEDRAGEN-(H)VÉDŐRUHAHASZNÁLATAKÖTELEZŐ-(RO)FOLOSIREAÎMBRĂCĂMINTEIDEPROTECŢIEOBLIGATORIE- (S)OBLIGATORISKTATTBÄRASKYDDSPLAGG- (DK)PLIGTTILAT ANVENDE BESKYTTELSESTØJ - (N) FORPLIKTELSE Å BRUKE VERNETØY - (SF) SUOJAVAATETUKSEN KÄYTTÖ PAKOLLISTA - (CZ) POVINNÉ POUŽITÍ OCHRANNÝCH PROSTŘEDKŮ - (SK) POVINNÉ POUŽITIE OCHRANNÝCHPROSTRIEDKOV- (SI)OBVEZNOOBLECITEZAŠČITNAOBLAČILA- (HR/SCG)OBAVEZNOKORIŠTENJEZAŠTITNEODJEĆE - (LT) PRIVALOMADĖVĖTIAPSAUGINĘAPRANGĄ - (EE) KOHUSTUSLIK KANDAKAITSERIIETUST - (LV)PIENĀKUMSĢĒRBTAIZSARGTĒRPUS-(BG)ЗАДЪЛЖИТЕЛНОНОСЕНЕНАПРЕДПАЗНООБЛЕКЛО-(PL)NAKAZNOSZENIAODZIEŻYOCHRONNEJ.
(GB)WEARINGPROTECTIVEGLOVESISCOMPULSORY-(I)OBBLIGOINDOSSAREGUANTIPROTETTIVI-(F)PORTDES GANTS DE PROTECTION OBLIGATOIRE - (E) OBLIGACIÓN DE LLEVAR GUANTES DE PROTECCIÓN - (D) DAS TRAGENVONSCHUTZHANDSCHUHEN ISTPFLICHT - (RU)ОБЯЗАННОСТЬНАДЕВАТЬЗАЩИТНЫЕПЕРЧАТКИ -(P)OBRIGATÓRIOOUSODELUVASDESEGURANÇA- (GR)ΥΠΟΧΡΕΩΣΗΝΑΦΟΡΑΤΕΠΡΟΣΤΑΤΕΥΤΙΚΑΓΑΝΤΙΑ-(NL)VERPLICHTBESCHERMENDEHANDSCHOENENTEDRAGEN-(H)VÉDŐKESZTYŰHASZNÁLATAKÖTELEZŐ-(RO)FOLOSIREAMĂNUŞILORDEPROTECŢIEOBLIGATORIE-(S)OBLIGATORISKTATTBÄRASKYDDSHANDSKAR- (DK) PLIGT TIL AT BRUGE BESKYTTELSESHANDSKER - (N) FORPLIKTELSE Å BRUKE VERNEHANSKER - (SF) SUOJAKÄSINEIDEN KÄYTTÖ PAKOLLISTA - (CZ) POVINNÉ POUŽITÍ OCHRANNÝCH RUKAVIC - (SK) POVINNÉPOUŽITIE OCHRANNÝCH RUKAVÍC - (SI) OBVEZNO NADENITE ZAŠČITNE ROKAVICE - (HR/SCG) OBAVEZNOKORIŠTENJEZAŠTITNIHRUKAVICA-(LT)PRIVALOMAMŪVĖTIAPSAUGINESPIRŠTINES-(EE)KOHUSTUSLIKKANDAKAITSEKINDAID - (LV) PIENĀKUMSĢĒRBTAIZSARGCIMDUS - (BG) ЗАДЪЛЖИТЕЛНОНОСЕНЕНАПРЕДПАЗНИРЪКАВИЦИ-(PL)NAKAZNOSZENIARĘKAWICOCHRONNYCH.

- 2 -
(GB) DANGER OF ULTRAVIOLET RADIATION FROM WELDING - (I) PERICOLO RADIAZIONI ULTRAVIOLETTE DA SALDATURA- (F) DANGER RADIATIONS ULTRAVIOLETTES DE SOUDAGE - (E) PELIGRO RADIACIONES ULTRAVIOLETAS - (D) GEFAHR ULTRAVIOLETTERSTRAHLUNGENBEIMSCHWEISSEN - (RU)ОПАСНОСТЬУЛЬТРАФИОЛЕТОВОГОИЗЛУЧЕНИЯСВАРКИ - (P)PERIGODERADIAÇÕESULTRAVIOLETASDESOLDADURA-(GR)ΚΙΝΔΥΝΟΣΥΠΕΡΙΩΔΟΥΣΑΚΤΙΝΟΒΟΛΙΑΣΑΠΟΣΥΓΚΟΛΛΗΣΗ-(NL)GEVAARULTRAVIOLETSTRALENVANHETLASSEN-(H)HEGESZTÉSKÖVETKEZTÉBENLÉTREJÖTTIBOLYÁNTÚLISUGÁRZÁSVESZÉLYE-(RO)PERICOLDERADIAŢIIULTRAVIOLETEDELASUDURĂ-(S)FARAFÖRULTRAVIOLETTSTRÅLNINGFRÅNSVETSNING- (DK) FARE FOR ULTRAVIOLETTE SVEJSESTRÅLER - (N) FARE FOR ULTRAFIOLETT STRÅLNING UNDER SVEISINGSPROSEDYREN -(SF)HITSAUKSENAIHEUTTAMANULTRAVIOLETTISÄTEILYNVAARA-(CZ)NEBEZPEČÍULTRAFIALOVÉHOZÁŘENÍZESVAŘOVÁNÍÍ-(SK)NEBEZPEČENSTVOULTRAFIALOVÉHOŽIARENIAZOZVÁRANIA-(SI)NEVARNOSTSEVANJAULTRAVIJOLIČNIHŽARKOVZARADI VARJENJA - (HR/SCG) OPASNOST OD ULTRALJUBIČASTIH ZRAKA PRILIKOM VARENJA - (LT) ULTRAVIOLETINIOSPINDULIAVIMOSUVIRINIMOMETUPAVOJUS-(EE)KEEVITAMISELERALDUVAULTRAVIOLETTKIIRGUSEOHT-(LV)METINĀŠANASULTRAVIOLETĀ IZSTAROJUMA BĪSTAMĪBA - (BG) ОПАСНОСТ ОТ УЛТРАВИОЛЕТОВО ОБЛЪЧВАНЕ ПРИ ЗАВАРЯВАНЕ - (PL)NIEBEZPIECZEŃSTWOPROMIENIOWANIANADFIOLETOWEGOPODCZASSPAWANIA.
(GB) DANGER OF FIRE - (I) PERICOLO INCENDIO - (F) RISQUE D’INCENDIE - (E) PELIGRO DE INCENDIO - (D) BRANDGEFAHR - (RU) ОПАСНОСТЬПОЖАРА-(P)PERIGODEINCÊNDIO-(GR)ΚΙΝΔΥΝΟΣΠΥΡΚΑΓΙΑΣ-(NL)GEVAARVOORBRAND-(H)TŰZVESZÉLY-(RO)PERICOLDEINCENDIU-(S)BRANDRISK-(DK)BRANDFARE-(N)BRANNFARE-(SF)TULIPALONVAARA-(CZ)NEBEZPEČÍPOŽÁRU - (SK) NEBEZPEČENSTVO POŽIARU - (SI) NEVARNOST POŽARA - (HR/SCG) OPASNOST OD POŽARA - (LT) GAISROPAVOJUS-(EE)TULEOHT-(LV)UGUNSGRĒKABĪSTAMĪBA-(BG)ОПАСНОСТОТПОЖАР-(PL)NIEBEZPIECZEŃSTWOPOŻARU.
(GB) DANGER OF BURNS - (I) PERICOLO DI USTIONI - (F) RISQUE DE BRÛLURES - (E) PELIGRO DE QUEMADURAS - (D) VERBRENNUNGSGEFAHR- (RU)ОПАСНОСТЬОЖОГОВ- (P)PERIGODEQUEIMADURAS- (GR)ΚΙΝΔΥΝΟΣΕΓΚΑΥΜΑΤΩΝ- (NL)GEVAARVOORBRANDWONDEN-(H)ÉGÉSISÉRÜLÉSVESZÉLYE-(RO)PERICOLDEARSURI-(S)RISKFÖRBRÄNNSKADA-(DK)FAREFORFORBRÆNDINGER- (N)FAREFORFORBRENNINGER- (SF)PALOVAMMOJENVAARA- (CZ)NEBEZPEČÍPOPÁLENIN- (SK)NEBEZPEČENSTVOPOPÁLENÍN - (SI)NEVARNOSTOPEKLIN - (HR/SCG)OPASNOSTODOPEKLINA - (LT)NUSIDEGINIMOPAVOJUS-(EE)PÕLETUSHAAVADESAAMISEOHT-(LV)APDEGUMUGŪŠANASBĪSTAMĪBA-(BG)ОПАСНОСТОТИЗГАРЯНИЯ-(PL)NIEBEZPIECZEŃSTWOOPARZEŃ.
(GB) DANGER OF NON-IONISING RADIATION - (I) PERICOLO RADIAZIONI NON IONIZZANTI - (F) DANGER RADIATIONS NON IONISANTES - (E) PELIGRO RADIACIONES NO IONIZANTES - (D) GEFAHR NICHT IONISIERENDER STRAHLUNGEN - (RU) ОПАСНОСТЬНЕИОНИЗИРУЮЩЕЙРАДИАЦИИ-(P)PERIGODERADIAÇÕESNÃOIONIZANTES-(GR)ΚΙΝΔΥΝΟΣΜΗΙΟΝΙΖΟΝΤΩΝΑΚΤΙΝΟΒΟΛΙΩΝ-(NL)GEVAARNIETIONISERENDESTRALEN-(H)NEMINOGENSUGÁRZÁSVESZÉLYE-(RO)PERICOLDERADIAŢIINEIONIZANTE - (S) FARA FÖR ICKE JONISERANDE - (DK) FARE FOR IKKE-IONISERENDE STRÅLER - (N) FARE FOR UJONISERT STRÅLNING - (SF) IONISOIMATTOMANSÄTEILYNVAARA - (CZ)NEBEZPEČÍNEIONIZUJÍCÍHOZÁŘENÍ - (SK)NEBEZPEČENSTVONEIONIZUJÚCEHOZARIADENIA-(SI)NEVARNOSTNEJONIZIRANEGASEVANJA-(HR/SCG)OPASNOSTNEJONIZIRAJUĆIHZRAKA-(LT)NEJONIZUOTOSPINDULIAVIMOPAVOJUS-(EE)MITTEIONISEERITUDKIIRGUSTEOHT-(LV)NEJONIZĒJOŠAIZSTAROJUMABĪSTAMĪBA-(BG)ОПАСТНОСТОТНЕЙОНИЗИРАНООБЛЪЧВАНЕ-(PL)ZAGROŻENIEPROMIENIOWANIEMNIEJONIZUJĄCYM.
(GB) GENERAL HAZARD - (I) PERICOLO GENERICO - (F) DANGER GÉNÉRIQUE - (E) PELIGRO GENÉRICO - (D) GEFAHR ALLGEMEINERART-(RU)ОБЩАЯОПАСНОСТЬ-(P)PERIGOGERAL-(GR)ΓΕΝΙΚΟΣΚΙΝΔΥΝΟΣ-(NL)ALGEMEENGEVAAR-(H)ÁLTALÁNOS VESZÉLY - (RO) PERICOL GENERAL - (S) ALLMÄN FARA - (DK) ALMEN FARE - (N) GENERISK FARE STRÅLNING - (SF) YLEINENVAARA-(CZ)VŠEOBECNÉNEBEZPEČÍ-(SK)VŠEOBECNÉNEBEZPEČENSTVO-(SI)SPLOŠNANEVARNOST-(HR/SCG)OPĆAOPASNOST-(LT)BENDRASPAVOJUS-(EE)ÜLDINEOHT-(LV)VISPĀRĪGABĪSTAMĪBA-(BG)ОБЩИОПАСТНОСТИ-(PL)OGÓLNENIEBEZPIECZEŃSTWO.
(GB)WARNING: MOVING PARTS - (I)ATTENZIONEORGANI INMOVIMENTO - (F)ATTENTIONORGANES ENMOUVEMENT - (E)ATENCIÓNÓRGANOSENMOVIMIENTO- (D)VORSICHTBEWEGUNGSELEMENTE- (RU)ВНИМАНИЕ,ЧАСТИВДВИЖЕНИИ- (P)CUIDADOÓRGÃOSEMMOVIMENTO-(GR)ΠΡΟΣΟΧΗΟΡΓΑΝΑΣΕΚΙΝΗΣΗ-(NL)OPGELETORGANENINBEWEGING-(H)VIGYÁZAT:GÉPALKATRÉSZEKMOZGÁSBANVANNAK-(RO)ATENŢIEPIESEÎNMIŞCARE-(S)VARNINGFÖRORGANIRÖRELSE-(DK)PASPÅDELE IBEVÆGELSE - (N)ADVARSEL:BEVEGELIGEDELER - (SF)VAROLIIKKUVIAOSIA - (CZ)POZORNAPOHYBUJÍCÍSESOUČÁSTI - (SK) POZOR NA POHYBUJÚCE SA SÚČASTI - (SI) POZOR, NAPRAVE DELUJEJO - (HR/SCG) POZOR DIJELOVI UPOKRETU-(LT)DĖMESIO!JUDANČIOSDETALĖS-(EE)TÄHELEPANU!LIIKUVADMASINAOSAD-(LV)UZMANĪBUKUSTĪGĀSDAĻAS-(BG)ВНИМАНИЕДВИЖЕЩИСЕМЕХАНИЗМИ-(PL)UWAGA:RUCHOMECZĘŚCIMASZYNY.
(GB) MIND YOUR HANDS, MOVING PARTS - (I) ATTENZIONE ALLE MANI, ORGANI IN MOVIMENTO - (F) ATTENTION AUX MAINS, ORGANES EN MOUVEMENT - (E) ATENCIÓN A LAS MANOS, ÓRGANOS EN MOVIMIENTO - (D) AUF DIE HÄNDE ACHTEN, BEWEGUNGSELEMENTE - (RU) ОПАСНОСТЬ ДЛЯ РУК, ЧАСТИ В ДВИЖЕНИИ - (P) CUIDADO COM AS MÃOS, ÓRGÃOS EMMOVIMENTO- (GR)ΠΡΟΣΟΧΗΣΤΑΧΕΡΙΑ,ΟΡΓΑΝΑΣΕΚΙΝΗΣΗ - (NL)OPGELETVOORDEHANDEN,ORGANEN INBEWEGING -(H)VIGYÁZATAKEZEKRE,GÉPALKATRÉSZEKMOZGÁSBANVANNAK - (RO)ATENŢIELAMÂINI,PIESE ÎNMIŞCARE - (S)AKTAHÄNDERNA, ORGAN I RÖRELSE - (DK) PAS PÅ HÆNDERNE, DELE I BEVÆGELSE - (N) FORSIKTIG MED HENDENE, BEVEGELIGE DELER-(SF)SUOJAAKÄDETLIIKKUVILTAOSILTA-(CZ)POZORNARUCE,POHYBUJÍCÍSESOUČÁSTI-(SK)POZORNARUKY,POHYBUJÚCESASÚČASTI-(SI)PAZITENAROKE,NAPRAVEDELUJEJO-(HR-SCG)POZORSARUKAMA,DIJELOVIUPOKRETU-(LT)SAUGOTIRANKAS,JUDANČIOSDETALĖS-(EE)TÄHELEPANUKÄTELE,LIIKUVADMASINAOSAD-(LV)UZMANĪBUKUSTĪGĀSDAĻAS-UZMANĪBUSEKOJIETTAM,LAIROKASNEPIESKARTOSKUSTĪGAJĀMDAĻĀM-(BG)ВНИМАНИЕПАЗЕТЕРЪЦЕТЕОТДВИЖЕЩИТЕСЕМЕХАНИЗМИ-(PL)CHRONIĆRĘCEPRZEDRUCHOMYMICZĘŚCIAMIMASZYNY.
(GB)EYEPROTECTIONSMUSTBEWORN - (I)OBBLIGODI INDOSSAREOCCHIALIPROTETTIVI - (F)PORTDESLUNETTESDEPROTECTION OBLIGATOIRE - (E) OBLIGACIÓN DE USAR GAFAS DE PROTECCIÓN - (D) DAS TRAGEN EINER SCHUTZBRILLE ISTPFLICHT- (RU)ОБЯЗАННОСТЬНОСИТЬЗАЩИТНЫЕОЧКИ- (P)OBRIGAÇÃODEVESTIRÓCULOSDEPROTECÇÃO- (GR)ΥΠΟΧΡΕΩΣΗΝΑΦΟΡΑΤΕΠΡΟΣΤΕΤΕΥΤΙΚΑΓΥΑΛΙΑ-(NL)VERPLICHTDRAGENVANBESCHERMENDEBRIL-(H)VÉDŐSZEMÜVEGVISELETE KÖTELEZŐ - (RO) ESTE OBLIGATORIE PURTAREA OCHELARILOR DE PROTECŢIE - (S) OBLIGATORISKT ATTANVÄNDA SKYDDSGLASÖGON - (DK) PLIGT TIL AT ANVENDE BESKYTTELSESBRILLER - (N) DET ER OBLIGATORISK Å HA PÅ SEG VERNEBRILLEN - (SF) SUOJALASIEN KÄYTTÖ PAKOLLISTA - (CZ) POVINNOST POUŽÍVÁNÍ OCHRANNÝCH BRÝLÍ - (SK)POVINNOSŤ POUŽÍVANIA OCHRANNÝCH OKULIAROV - (SI) OBVEZNA UPORABA ZAŠČITNIH OČAL - (HR/SCG) OBAVEZNAUPOTREBAZAŠTITNIHNAOČALA-(LT)PRIVALOMADIRBTISUAPSAUGINIAISAKINIAIS-(EE)KOHUSTUSKANDAKAITSEPRILLE-(LV)PIENĀKUMSVILKTAIZSARGBRILLES-(BG)ЗАДЪЛЖИТЕЛНОДАСЕНОСЯТПРЕДПАЗНИОЧИЛА-(PL)NAKAZNOSZENIAOKULARÓWOCHRONNYCH.
(GB) NO ENTRY FOR UNAUTHORISED PERSONNEL - (I) DIVIETO DI ACCESSO ALLE PERSONE NON AUTORIZZATE - (F) ACCÈS INTERDIT AUX PERSONNES NON AUTORISÉES - (E) PROHIBIDO EL ACCESO A PERSONAS NO AUTORIZADAS - (D) UNBEFUGTEN PERSONENISTDERZUTRITTVERBOTEN-(RU)ЗАПРЕТДЛЯДОСТУПАПОСТОРОННИХЛИЦ-(P)PROIBIÇÃODEACESSOÀSPESSOASNÃOAUTORIZADAS-(GR)ΑΠΑΓΟΡΕΥΣΗΠΡΟΣΒΑΣΗΣΣΕΜΗΕΠΙΤΕΤΡΑΜΕΝΑΑΤΟΜΑ-(NL)TOEGANGSVERBODVOORNIET GEAUTORISEERDE PERSONEN - (H) FEL NEM JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA TILOSA BELÉPÉS - (RO)ACCESULPERSOANELOR NEAUTORIZATE ESTE INTERZIS - (S) TILLTRÄDE FÖRBJUDET FÖR ICKE AUKTORISERADE PERSONER - (DK) ADGANG FORBUDT FOR UVEDKOMMENDE - (N) PERSONER SOM IKKE ER AUTORISERTE MÅ IKKE HA ADGANG TIL APPARATEN - (SF) PÄÄSY KIELLETTY ASIATTOMILTA - (CZ) ZÁKAZ VSTUPU NEPOVOLANÝM OSOBÁM - (SK) ZÁKAZ NEOPRÁVNENÉHO PRÍSTUPUKOSÔB-(SI)DOSTOPPREPOVEDANNEPOOBLAŠČENIMOSEBAM-(HR/SCG)ZABRANAPRISTUPANEOVLAŠTENIMOSOBAMA-(LT)PAŠALINIAMSĮEITIDRAUDŽIAMA-(EE)SELLEKSVOLITAMATAISIKUTELONTÖÖALASVIIBIMINEKEELATUD-(LV)NEPIEDEROŠĀMPERSONĀMIEEJAAIZLIEGTA-(BG)ЗАБРАНЕНЕДОСТЪПЪТНАНЕУПЪЛНОМОЩЕНИЛИЦА-(PL)ZAKAZDOSTĘPUOSOBOMNIEUPOWAŻNIONYM.

- 3 -
(GB)WEARINGEARPROTECTORS ISCOMPULSORY - (I)OBBLIGOPROTEZIONEDELL’UDITO - (F)PROTECTIONDEL’OUÏEOBLIGATOIRE - (E) OBLIGACIÓN DE PROTECCIÓN DEL OÍDO - (D) DAS TRAGEN VON GEHÖRSCHUTZ IST PFLICHT - (RU)ОБЯЗАННОСТЬ ЗАЩИЩАТЬ СЛУХ - (P) OBRIGATÓRIO PROTEGER O OUVIDO - (GR) ΥΠΟΧΡΕΩΣΗ ΠΡΟΣΤΑΣΙΑΣ ΑΚΟΗΣ- (NL) VERPLICHTEOORBESCHERMING - (H)HALLÁSVÉDELEMKÖTELEZŐ - (RO) PROTECŢIAAUZULUIOBLIGATORIE - (S)OBLIGATORISKT ATT SKYDDA HÖRSELN - (DK) PLIGT TIL AT ANVENDE HØREVÆRN - (N) FORPLIKTELSE Å BRUKE HØRSELVERN - (SF) KUULOSUOJAUS PAKOLLINEN - (CZ) POVINNOST OCHRANY SLUCHU - (SK) POVINNÁ OCHRANA SLUCHU - (SI) OBVEZNA UPORABA GLUŠNIKOV - (HR/SCG) OBAVEZNA ZAŠTITA SLUHA - (LT) PRIVALOMOS APSAUGOS PRIEMONĖS KLAUSOSORGANAMS-(EE)KOHUSTUSKANDAKUULMISKAITSEVAHENDEID-(LV)PIENĀKUMSAIZSARGĀTDZIRDESORGĀNUS-(BG)ЗАДЪЛЖИТЕЛНОДАСЕНОСЯТПРЕДПАЗНИСРЕДСТВАЗАСЛУХА-(PL)NAKAZOCHRONYSŁUCHU.
(GB) WEARING A PROTECTIVE MASK IS COMPULSORY - (I) OBBLIGO USARE MASCHERA PROTETTIVA - (F) PORT DUMASQUE DE PROTECTION OBLIGATOIRE - (E) OBLIGACIÓN DE USAR MÁSCARA DE PROTECCIÓN - (D) DER GEBRAUCH EINER SCHUTZMASKE IST PFLICHT - (RU) ОБЯЗАННОСТЬ ПОЛЬЗОВАТЬСЯ ЗАЩИТНОЙ МАСКОЙ - (P) OBRIGATÓRIO OUSODEMÁSCARADEPROTEÇÃO-(GR)ΥΠΟΧΡΕΩΣΗΝΑΦΟΡΑΤΕΠΡΟΣΤΑΤΕΥΤΙΚΗΜΑΣΚΑ-(NL)VERPLICHTGEBRUIKVANBESCHERMENDMASKER-(H)VÉDŐMASZKHASZNÁLATAKÖTELEZŐ-(RO)FOLOSIREAMĂŞTIIDEPROTECŢIEOBLIGATORIE- (S) OBLIGATORISKT ATT BÄRA SKYDDSMASK - (DK) PLIGT TIL AT ANVENDE BESKYTTELSESMASKE - (N) FORPLIKTELSE ÅBRUKEVERNEBRILLER - (SF)SUOJAMASKINKÄYTTÖPAKOLLISTA - (CZ)POVINNÉPOUŽITÍOCHRANNÉHOŠTÍTU - (SK)POVINNÉPOUŽITIEOCHRANNÉHOŠTÍTU-(SI)OBVEZNOSTUPORABIZAŠČITNEMASKE-(HR/SCG)OBAVEZNOKORIŠTENJEZAŠTITNE MASKE - (LT) PRIVALOMA UŽSIDĖTI APSAUGINĘ KAUKĘ - (EE) KOHUSTUSLIK KANDA KAITSEMASKI - (LV)PIENĀKUMSIZMANTOTAIZSARGMASKU-(BG)ЗАДЪЛЖИТЕЛНОИЗПОЛЗВАНЕНАПРЕДПАЗНАЗАВАРЪЧНАМАСКА.-(PL)NAKAZUŻYWANIAMASKIOCHRONNEJ.
(GB) USERS OF VITAL ELECTRICAL AND ELECTRONIC APPARATUS MUST NEVER USE THE MACHINE - (I) VIETATO L’USO DELLA MACCHINA AI PORTATORI DI APPARECCHIATURE ELETTRICHE ED ELETTRONICHE VITALI - (F) L’UTILISATION DE LA MACHINE EST DÉCONSEILLÉE AUX PORTEURS D’APPAREILS ÉLECTRIQUES OU ÉLECTRONIQUES MÉDICAUX - (E) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS VITALES - (D) TRÄGERN LEBENSERHALTENDER ELEKTRISCHER UND ELEKTRONISCHER GERÄTE IST DER GEBRAUCH DER MASCHINE UNTERSAGT - (RU) ИСПОЛЬЗОВАНИЕ УСТАНОВКИ ЗАПРЕЩЕНО ЛИЦАМ, ИСПОЛЬЗУЮЩИМ ЭЛЕКТРОННУЮ И ЭЛЕКТРОАППАРАТУРУОБЕСПЕЧЕНИЯ ЖИЗНЕДЕЯТЕЛЬНОСТИ - (P) É PROIBIDO O USO DA MÁQUINA AOS PORTADORES DE APARELHAGENSELÉCTRICAS E ELECTRÓNICAS VITAIS - (GR) ΑΠΑΓΟΡΕΥΕΤΑΙ Η ΧΡΗΣΗ ΤΟΥ ΜΗΧΑΝΗΜΑΤΟΣ ΣΕ ΑΤΟΜΑ ΠΟΥ ΦΕΡΟΥΝΗΛΕΚΤΡΙΚΕΣ ΚΑΙ ΗΛΕΚΤΡΟΝΙΚΕΣ ΣΥΣΚΕΥΕΣ ΖΩΤΙΚΗΣ ΣΗΜΑΣΙΑΣ - (NL) HET GEBRUIK VAN DE MACHINE IS VERBODENAAN DRAGERS VAN ELEKTRISCHE EN ELEKTRONISCHE VITALE APPARATUUR - (H) TILOS A GÉP HASZNÁLATA MINDAZOK SZÁMÁRA,AKIKSZERVEZETÉBENÉLETFENNTARTÓELEKTROMOSVAGYELEKTRONIKUSKÉSZÜLÉKVANBEÉPÍTVE- (RO)SE INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELE PURTĂTOARE DE APARATE ELECTRICE ŞI ELECTRONICEVITALE - (S) FÖRBJUDET FÖR ANVÄNDARE AV LIVSUPPEHÅLLANDE ELEKTRISKA ELLER ELEKTRONISKA APPARATER ATT ANVÄNDA DENNA MASKIN - (DK) DET ER FORBUDT FOR PERSONER, DER ANVENDER LIVSVIGTIGT ELEKTRISK OG ELEKTRONISK APPARATUR, AT ANVENDE MASKINEN - (N) DET ER FORBUDT FOR PERSONER SOM BRUKER LIVSVIKTIGE ELEKTRISKE ELLER ELEKTRONISKE APPARATER Å BRUKE MASKINEN - (SF) KONEEN KÄYTTÖKIELTO SÄHKÖISTEN JA ELEKTRONISTENHENKILÖNSUOJALAITTEIDENKÄYTTÄJILLE- (CZ)ZÁKAZPOUŽITÍSTROJENOSITELŮMELEKTRICKÝCHAELEKTRONICKÝCHŽIVOTNĚDŮLEŽITÝCHZAŘÍZENÍ - (SK)ZÁKAZPOUŽÍVANIASTROJAOSOBÁMSOŽIVOTNEDÔLEŽITÝMIELEKTRICKÝMIAELEKTRONICKÝMIZARIADENIAMI-(SI)PREPOVEDANAUPORABASTROJAZAUPORABNIKEŽIVLJENJSKOPOMEMBNIH ELEKTRIČNIH IN ELEKTRONSKIH NAPRAV - (HR/SCG) ZABRANJENO JE UPOTREBLJAVATI STROJ OSOBAMAKOJEIMAJUUGRAĐENEVITALNEELEKTRIČNEILIELEKTRONIČKEUREĐAJE-(LT)GRIEŽTAIDRAUDŽIAMASUĮRANGADIRBTIASMENIMS,BESINAUDOJANTIEMSGYVYBIŠKAISVARBIAISELEKTRINIAISARELEKTRONINIAISPRIETAISAIS - (EE)SEADETEI TOHI KASUTADA ISIKUD, KES KASUTAVAD MEDITSIINILISI ELEKTRI-JA ELEKTROONIKASEADMEID - (LV) ELEKTRISKO VAI ELEKTRONISKOMEDICĪNISKOIERĪČULIETOTĀJIEMIRAIZLIEGTSIZMANTOTMAŠĪNU-(BG)ЗАБРАНЕНОЕПОЛЗВАНЕТОНАМАШИНАТАОТЛИЦА,НОСИТЕЛИНАЕЛЕКТРИЧЕСКИИЕЛЕКТРОННИМЕДИЦИНСКИУСТРОЙСТВА-(PL)ZABRONIONEJESTUŻYWANIEURZĄDZENIAOSOBOMSTOSUJĄCYMELEKTRYCZNEIELEKTRONICZNEURZĄDZENIAWSPOMAGAJĄCEFUNKCJEŻYCIOWE.
(GB)PEOPLEWITHMETALPROSTHESESARENOTALLOWEDTOUSETHEMACHINE-(I)VIETATOL’USODELLAMACCHINAAI PORTATORI DI PROTESI METALLICHE - (F) UTILISATION INTERDITE DE LA MACHINE AUX PORTEURS DE PROTHÈSES MÉTALLIQUES - (E) PROHIBIDO EL USO DE LA MÁQUINA A LOS PORTADORES DE PRÓTESIS METÁLICAS - (D) TRÄGERN VON METALLPROTHESENISTDERUMGANGMITDERMASCHINEVERBOTEN-(RU)ИСПОЛЬЗОВАНИЕМАШИНЫЗАПРЕЩАЕТСЯЛЮДЯМ,ИМЕЮЩИММЕТАЛЛИЧЕСКИЕПРОТЕЗЫ - (P)PROIBIDOOUSODAMÁQUINAAOSPORTADORESDEPRÓTESESMETÁLICAS - (GR)ΑΠΑΓΟΡΕΥΕΤΑΙΗΧΡΗΣΗΤΗΣΜΗΧΑΝΗΣΣΕΑΤΟΜΑΠΟΥΦΕΡΟΥΝΜΕΤΑΛΛΙΚΕΣΠΡΟΣΘΗΚΕΣ - (NL)HETGEBRUIK VAN DE MACHINE IS VERBODEN AAN DE DRAGERS VAN METALEN PROTHESEN - (H) TILOS A GÉP HASZNÁLATA FÉMPROTÉZIST VISELŐ SZEMÉLYEK SZÁMÁRA - (RO) SE INTERZICE FOLOSIREA MAŞINII DE CĂTRE PERSOANELEPURTĂTOAREDEPROTEZEMETALICE-(S)FÖRBJUDETFÖRPERSONERSOMBÄRMETALLPROTESATTANVÄNDAMASKINEN- (DK) DET ER FORBUDT FOR PERSONER MED METALPROTESER AT BENYTTE MASKINEN - (N) BRUK AV MASKINEN ER IKKE TILLATT FOR PERSONER MED METALLPROTESER - (SF) KONEEN KÄYTTÖ KIELLETTY METALLIPROTEESIEN KANTAJILTA - (CZ) ZÁKAZPOUŽITÍSTROJENOSITELŮMKOVOVÝCHPROTÉZ-(SK)ZÁKAZPOUŽITIASTROJAOSOBÁMSKOVOVÝMIPROTÉZAMI- (SI) PREPOVEDANA UPORABA STROJA ZA NOSILCE KOVINSKIH PROTEZ - (HR/SCG) ZABRANJENA UPOTREBA STROJA OSOBAMAKOJENOSEMETALNEPROTEZE-(LT)SUSUVIRINIMOAPARATUDRAUDŽIAMADIRBTIASMENIMS,NAUDOJANTIEMSMETALINIUS PROTEZUS - (EE) SEADET EI TOHI KASUTADA ISIKUD, KESKASUTAVADMETALLPROTEESE - (LV) CILVĒKIEMARMETĀLAPROTĒZĒMIRAIZLIEGTSLIETOTIERĪCI- (BG)ЗАБРАНЕНАЕУПОТРЕБАТАНАМАШИНАТАОТНОСИТЕЛИНАМЕТАЛНИПРОТЕЗИ-(PL)ZAKAZUŻYWANIAURZĄDZENIAOSOBOMSTOSUJĄCYMPROTEZYMETALOWE.
(GB)DONOTWEARORCARRYMETALOBJECTS,WATCHESORMAGNETISEDCARDS - (I) VIETATO INDOSSAREOGGETTIMETALLICI, OROLOGI E SCHEDE MAGNETICHE - (F) INTERDICTION DE PORTER DES OBJETS MÉTALLIQUES, MONTRES ET CARTES MAGNÉTIQUES - (E) PROHIBIDO LLEVAR OBJETOS METÁLICOS, RELOJES, Y TARJETAS MAGNÉTICAS - (D) DAS TRAGEN VONMETALLOBJEKTEN, UHRENUNDMAGNETKARTEN IST VERBOTEN - (RU) ЗАПРЕЩАЕТСЯНОСИТЬМЕТАЛЛИЧЕСКИЕПРЕДМЕТЫ, ЧАСЫ ИЛИ МАГНИТНЫЕ ПЛАТЫЮ - (P) PROIBIDO VESTIR OBJECTOS METÁLICOS, RELÓGIOS E FICHASMAGNÉTICAS - (GR)ΑΠΑΓΟΡΕΥΕΤΑΙ ΝΑΦΟΡΑΤΕΜΕΤΑΛΛΙΚΑΑΝΤΙΚΕΙΜΕΝΑ, ΡΟΛΟΓΙΑ ΚΑΙΜΑΓΝΗΤΙΚΕΣ ΠΛΑΚΕΤΕΣ - (NL)HETISVERBODENMETALENVOORWERPEN,UURWERKENENMAGNETISCHEFICHESTEDRAGEN-(H)TILOSFÉMTÁRGYAK,KARÓRÁK VISELETE ÉS MÁGNESES KÁRTYÁK MAGUKNÁL TARTÁSA - (RO) ESTE INTERZISĂ PURTAREA OBIECTELORMETALICE,ACEASURILORŞIACARTELELORMAGNETICE - (S)FÖRBJUDETATTBÄRAMETALLFÖREMÅL,KLOCKOROCHMAGNETKORT - (DK) FORBUD MOD AT BÆRE METALGENSTANDE, URE OG MAGNETISKE KORT - (N) FORBUDT Å HA PÅ SEG METALLFORMÅL, KLOKKER OG MAGNETISKE KORT - (SF) METALLISTEN ESINEIDEN, KELLOJEN JA MAGNEETTIKORTTIEN MUKANAPITÄMINENKIELLETTY - (CZ) ZÁKAZNOŠENÍKOVOVÝCHPŘEDMĚTŮ,HODINEKAMAGNETICKÝCHKARET - (SK)ZÁKAZNOSENIAKOVOVÝCHPREDMETOV,HODINIEKAMAGNETICKÝCHKARIET-(SI)PREPOVEDANONOŠENJEKOVINSKIHPREDMETOV,URINMAGNETNIHKARTIC-(HR/SCG)ZABRANJENONOŠENJEMETALNIHPREDMETA,SATOVAIMAGNETSKIHČIPOVA - (LT) DRAUDŽIAMA PRIE SAVĘS TURĖ TI METALINIŲ DAIKTŲ, LAIKRODŽIŲ AR MAGNETINIŲ PLOKŠTELIŲ - (EE)KEELATUDONKANDAMETALLESEMEID,KELLASIDJAMAGENTKAARTE-(LV) IRAIZLIEGTSVILKTMETĀLAPRIEKŠMETUS,PULKSTEŅUSUNŅEMTLĪDZIMAGNĒTISKĀSKARTES-(BG)ЗАБРАНЕНОЕНОСЕНЕТОНАМЕТАЛНИПРЕДМЕТИ,ЧАСОВНИЦИИМАГНИТНИСХЕМИ-(PL)ZAKAZNOSZENIAPRZEDMIOTÓWMETALOWYCH,ZEGARKÓWIKARTMAGNETYCZNYCH.

- 4 -
(GB) NOT TO BE USED BY UNAUTHORISED PERSONNEL - (I) VIETATO L’USO ALLE PERSONE NON AUTORIZZATE - (F) UTILISATION INTERDITE AU PERSONNEL NON AUTORISÉ - (E) PROHIBIDO EL USO A PERSONAS NO AUTORIZADAS - (D) DER GEBRAUCH DURCH UNBEFUGTE PERSONEN IST VERBOTEN - (RU) ИСПОЛЬЗОВАНИЕ ЗАПРЕЩАЕТСЯ ЛЮДЯМ, НЕ ИМЕЮЩИМ РАЗРЕШЕНИЯ- (P) PROIBIDO O USO ÀS PESSOAS NÃO AUTORIZADAS - (GR) ΑΠΑΓΟΡΕΥΣΗ ΧΡΗΣΗΣ ΣΕ ΜΗΕΠΙΤΕΤΡΑΜΕΝΑ ΑΤΟΜΑ - (NL) HET GEBRUIK IS VERBODEN AAN NIET GEAUTORISEERDEPERSONEN - (H) TILOSA HASZNÁLATAA FEL NEM JOGOSÍTOTT SZEMÉLYEK SZÁMÁRA - (RO)FOLOSIREA DE CĂTRE PERSOANELE NEAUTORIZATE ESTE INTERZISĂ - (S) FÖRBJUDET FÖRICKE AUKTORISERADE PERSONER ATT ANVÄNDA APPARATEN - (DK) DET ER FORBUDT FOR UVEDKOMMENDE AT ANVENDE MASKINEN - (N) BRUK ER IKKE TILLATT FOR UAUTORISERTE PERSONER-(SF)KÄYTTÖKIELLETTYVALTUUTTAMATTOMILTAHENKILÖILTÄ-(CZ)ZÁKAZPOUŽITÍNEPOVOLANÝMOSOBÁM-(SK)ZÁKAZPOUŽITIANEPOVOLANÝMOSOBÁM-(SI)NEPOOBLAŠČENIMOSEBAM UPORABA PREPOVEDANA - (HR/SCG) ZABRANJENA UPOTREBA NEOVLAŠTENIMOSOBAMA - (LT) PAŠALINIAMSNAUDOTIS DRAUDŽIAMA - (EE) SELLEKS VOLITAMATA ISIKUTELONSEADMEKASUTAMINEKEELATUD-(LV)NEPILNVAROTĀMPERSONĀMIRAIZLIEGTSIZMANTOTAPARĀTU - (BG) ЗАБРАНЕНО Е ПОЛЗВАНЕТО ОТ НЕУПЪЛНОМОЩЕНИ ЛИЦА - (PL) ZAKAZUŻYWANIAOSOBOMNIEAUTORYZOWANYM.
(GB) Symbol indicating separation of electrical and electronic appliances for refuse collection. The user is not allowed to dispose of these appliances as solid, mixed urban refuse, and must do it through authorised refuse collection centres. - (I) Simbolo che indica la raccolta separata delle apparecchiature elettricheedelettroniche.L’utenteha l’obbligodinonsmaltirequestaapparecchiaturacomerifiutomunicipale solido misto, ma di rivolgersi ai centri di raccolta autorizzati. - (F) Symbole indiquant la collecte différenciée des appareils électriques et électroniques. L’utilisateur ne peut éliminer ces appareils avec les déchets ménagers solides mixtes, mais doit s’adresser à un centre de collecte autorisé. - (E) Símbolo que indica la recogida por separado de los aparatos eléctricos y electrónicos. El usuario tiene la obligación de no eliminar este aparato como desecho urbano sólido mixto, sino de dirigirse a los centros de recogida autorizados. - (D) Symbol für die getrennte Erfassung elektrischer undelektronischerGeräte.DerBenutzerhatpflichtgemäßdafürzusorgen,daßdiesesGerätnichtmitdemgemischterfaßtenfestenSiedlungsabfallentsorgtwird.StattdessenmußereinederautorisiertenEntsorgungsstelleneinschalten.-(RU)Символ,указывающийнараздельныйсборэлектрическогоиэлектронногооборудования.Пользовательнеимеетправавыбрасыватьданноеоборудованиевкачествесмешанноготвердогобытовогоотхода,аобязанобращатьсявспециализированныецентры сбора отходов. - (P) Símbolo que indica a reunião separada das aparelhagens eléctricase electrónicas. O utente tem a obrigação de não eliminar esta aparelhagem como lixo municipalsólidomisto,masdeveprocuraroscentrosderecolhaautorizados. - (GR)Σύμβολοπουδείχνειτηδιαφοροποιημένη συλλογή των ηλεκτρικών κια ηλεκτρονικών συσκευών. Ο χρήστης υποχρεούταινα μην διοχετεύει αυτή τη συσκευή σαν μικτό στερεό αστικό απόβλητο, αλλά να απευθύνεται σεεγκεκριμένακέντρασυλλογής.-(NL)Symbooldatwijstopdegescheideninzamelingvanelektrischeen elektronische toestellen. De gebruiker is verplicht deze toestellen niet te lozen als gemengde vaste stadsafval, maar moet zich wenden tot de geautoriseerde ophaalcentra. - (H) Jelölés, mely az elektromoséselektronikusfelszerelésekszelektívhulladékgyűjtésétjelzi.Afelhasználóköteleseztafelszereléstnemavárositörmelékhulladékkalegyüttesengyűjteni,hanemerreengedéllyelrendelkezőhulladékgyűjtőközponthozfordulni.-(RO)Simbolceindicădepozitareaseparatăaaparatelorelectriceşi electronice.Utilizatorul este obligat să nu depoziteze acest aparat împreună cu deşeurile solidemixteci să-lpredea într-uncentrudedepozitareadeşeurilorautorizat. - (S)Symbolsom indikerarseparat sopsortering av elektriska och elektroniska apparater. Användaren får inte sortera denna anordning tillsammans med blandat fast hushållsavfall, utan måste vända sig till en auktoriserad insamlingsstation. - (DK) Symbol, der står for særlig indsamling af elektriske og elektroniske apparater. Brugeren har pligt til ikke at bortskaffe dette apparat som blandet, fast byaffald; der skal rettes henvendelse til et autoriseret indsamlingscenter. - (N) Symbol som angir separat sortering av elektriske og elektroniske apparater. Brukeren må oppfylle forpliktelsen å ikke kaste bort dette apparatet sammen medvanligehjemmeavfallet,utenhenvendesegtilautoriserteoppsamlingssentraler.-(SF)Symboli,jokailmoittaasähkö-jaelektroniikkalaitteidenerillisenkeräyksen.Käyttäjänvelvollisuusonkääntyävaltuutettujenkeräyspisteidenpuoleeneikävälittäälaitettakunnallisenasekajätteenä.-(CZ)Symboloznačujícíseparovanýsběrelektrickýchaelektronickýchzařízení.Uživatel jepovinennezlikvidovattoto zařízení jako pevný smíšený komunální odpad, ale obrátit se s ním na autorizované sběrny. -(SK) Symbol označujúci separovaný zber elektrických a elektronických zariadení. Užívateľ nesmielikvidovať toto zariadenie ako pevný zmiešaný komunálny odpad, ale je povinný doručiť ho doautorizovaný zberní. - (SI) Simbol, ki označuje ločeno zbiranje električnih in elektronskih aparatov.Uporabnik tega aparata ne sme zavreči kot navaden gospodinjski trden odpadek, ampak semoraobrniti na pooblaščene centre za zbiranje. - (HR/SCG) Simbol koji označava posebno sakupljanjeelektričnihielektronskihaparata.Korisniknesmijeodložitiovajaparatkaoobičankrutiotpad,većsemoraobratitiovlaštenimcentrimazasakupljanje.-(LT)Simbolis,nurodantisatskirųnebenaudojamųelektriniųirelektroniniųprietaisųsurinkimą.Vartotojasnegaliišmestišiųprietaisųkaipmišriųkietųjųkomunaliniųatliekų,betprivalokreiptisįspecializuotusatliekųsurinkimocentrus.-(EE)Sümbol,mistähistabelektri-jaelektroonikaseadmeteeraldikogumist.Kasutajakohustuseksonpöördudavolitatudkogumiskeskustepoolejamittekäsitledasedaaparaatikuimunitsipaalnesegajääde.-(LV)Simbols,kasnorādauzto,kautilizācijairjāveicatsevišķinocitāmelektriskajāmunelektroniskajāmierīcēm.Lietotāja pienākums ir neizmest šo aparatūru municipālajā cieto atkritumu izgāztuvē, bet nogādātto pilnvarotajā atkritumu savākšanas centrā. - (BG) Символ, който означава разделно събиранена електрическата и електронна апаратура. Ползвателят се задължава да не изхвърля тазиапаратуракатосмесентвърдотпадъквконтейнеритезасмет,поставениотобщината,атрябвадасеобърне къмспециализираните за товацентрове - (PL)Symbol, któryoznaczasortowanieodpadówaparaturyelektrycznejielektronicznej.Zabraniasięlikwidowaniaaparaturyjakomieszanychodpadów miejskich stałych, obowiązkiem użytkownika jest skierowanie się do autoryzowanychośrodkówgromadzącychodpady.

- 43 -
Vorschubrichtung über dem Krater leicht zurückführen, um ihn zu füllen, anschließend die Elektrode rasch aus dem Schmelzbad heben, damit der Lichtbogen erlischt (BilderderSchweißnaht-ABB. R).
7.WARTUNG
ACHTUNG!VORBEGINNDERWARTUNGSARBEITENIST SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINEAUSGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT IST.
PLANMÄSSIGEWARTUNG:DIEPLANMÄSSIGENWARTUNGSTÄTIGKEITENKÖNNENVOMSCHWEISSERÜBERNOMMENWERDEN.
Brenner- Der Brenner und sein Kabel sollten möglichst nicht auf heiße Teile
gelegt werden, weil das Isoliermaterial schmelzen würde und der Brennerbaldbetriebsunfähigwäre;
- Es ist regelmäßig zu prüfen, ob die Leitungen und Gasanschlüsse dichtsind;
- Bei jedem Wechsel der Drahtspule ist die Drahtführungsseele mit trockener Druckluft zu durchblasen (max 5 bar) und auf ihren Zustandhinzuüberprüfen;
- Kontrollieren Sie mindestens einmal täglich folgende Endstücke des Brenners auf ihren Verschleißzustand und daraufhin, ob sie richtig montiert sind: Düse, Kontaktrohr, Gasdiffusor.
Drahtzufuhr- Prüfen Sie die Drahtvorschubrollen häufiger auf ihren
Verschleißzustand. Metallstaub, der sich im Schleppbereich angesammelt hat, ist regelmäßig zu entfernen (Rollen und Drahtführung am Ein- und Austritt).
AUSSERORDENTLICHEWARTUNGUNTER DIE AUSSERORDENTLICHE WARTUNG FALLENDETÄTIGKEITEN DÜRFEN AUSSCHLIESSLICH VON FACHLEUTEN IM BEREICH DER ELEKTROMECHANIK UND NACH DER TECHNISCHENNORMIEC/EN60974-4AUSGEFÜHRTWERDEN.
VORSICHT! BEVOR DIE TAFELN DERSCHWEISSMASCHINE ENTFERNT WERDEN, UM AUF IHRINNERES ZUZUGREIFEN, IST SICHERZUSTELLEN, DASS SIE ABGESCHALTET UND VOM VERSORGUNGSNETZ GETRENNT IST.Werden Kontrollen durchgeführt, während das Innere derSchweißmaschine unter Spannung steht, besteht die Gefahreines schweren Stromschlages bei direktem Kontakt mit spannungsführenden Teilen oder von Verletzungen beim direkten Kontakt mit Bewegungselementen.- RegelmäßigundinderHäufigkeitaufdieVerwendungsweiseund
die Staubentwicklung am Arbeitsort abgestimmt, muß das Innere der Schweißmaschine inspiziert werden. Der Staub, der sich auf Transformator, Reaktanz und Gleichrichter abgelagert hat, ist mit trockener Druckluft abzublasen (max 10 bar).
- Vermeiden Sie es, den Druckluftstrahl auf die elektronischen Karten zu richten. Sie sind mit einer besonders weichen Bürste oder geeigneten Lösungsmitteln bei Bedarf zu reinigen.
- Wenn Gelegenheit besteht, prüfen Sie, ob die elektrischen Anschlüsse festsitzen und ob die Kabelisolierungen unversehrt sind.
- Nach Beendigung dieser Arbeiten werden die Tafeln der Schweißmaschine wieder angebracht und die Feststellschrauben wieder vollständig angezogen.
- Vermeiden Sie unter allen Umständen, bei geöffneter Schweißmaschine zu arbeiten.
- Nach Abschluss der Wartung oder Reparatur sind die Anschlüsse und Verkabelungen wieder in den ursprünglichen Zustand zu versetzen. Achten Sie darauf, dass diese nicht mit beweglichen Teilen oder solchen Teilen in Berührung kommen, die hohe Temperaturen erreichen können. Alle Leiter wieder wie zuvor bündeln, wobei darauf zu achten ist, dass die Hochspannungsanschlüsse des Primärtrafos von den Niederspannungsanschlüssen der Sekundärtrafos getrennt gehalten werden.
Verwenden Sie alle originalen Unterlegscheiben und Schrauben, um das Gehäuse wieder zu schließen.
8. FEHLERSUCHEFALLS DAS GERÄT UNBEFRIEDIGEND ARBEITET, SOLLTEN SIE, BEVOR SIE EINE SYSTEMATISCHE PRÜFUNG VORNEHMEN ODER SICH AN EIN SERVICEZENTRUM WENDEN FOLGENDES BEACHTEN:- Der Schweißstrom, der mittels Potentiometer reguliert wird, muß
an den Durchmesser und den Typ der Elektrode angepaßt werden.- Wenn der Hauptschalter auf ON steht, die Korrekte Lampe
angeschaltet ist, wenn dem nicht so ist, liegt der Fehler normaler weise an der Versorgungsleitung (Kabel, Stecker u/o Steckdose, Sicherungen etc.).
- Der gelbe Led, der den Eingriff der thermischen Sicherheit der Ober - und Unterspannung oder von einem Kurzschluss anzeigt, nicht eingeschaltet ist.
- Sich versichern, dass das Verhältnis der nominalen Intermittenz beachtet worden ist; im Fall des Eingriffs des thermischenSchutzes auf die natürliche Abkühlung der Maschine warten und die Funktion des Ventilators kontrollieren.
- Kontrollieren Sie die Leitungsspannung: Wenn der Wert zu hoch oder zu niedrig ist, bleibt die Schweißmaschine ausgeschalte.
- Kontrollieren, dass kein Kurzschluss am Ausgang der Maschine ist, in diesem Fall muss man die Störung beseitigen.
- Die Anschlusse an den Schweissstromkreis muessen korrekt durchgefuehrt worden sein. Vorallem die massekabelklemme sollte fest am Werkstruck befestigt sein und keine Isoliermaterialen (z.B. Lack) dazwischen liegen.
- Das Schutzgas soll korrekt (Argon 99.5%) und in der richtigen Menge verwendet werden.
RU
РУКОВОДСТВОПОЛЬЗОВАТЕЛЯ
ВНИМАНИЕ! ПЕРЕД ТЕМ, КАК ИСПОЛЬЗОВАТЬМАШИНУ, ВНИМАТЕЛЬНО ПРОЧИТАТЬ РУКОВОДСТВОПОЛЬЗОВАТЕЛЯ!
СВАРОЧНЫЕ АППАРАТЫ НЕПРЕРЫВНОЙ СВАРКИ ДЛЯДУГОВОЙ СВАРКИ , MIG/MAG И ВО ФЛЮСЕ TIG И MMAДЛЯ ПРОМЫШЛЕННОГО И ПРОФЕССИОНАЛЬНОГОИСПОЛЬЗОВАНИЯ.Примечание: В приведенном далее тексте используетсятермин“сварочныйаппарат”.
1.ОБЩАЯТЕХНИКАБЕЗОПАСНОСТИПРИДУГОВОЙСВАРКЕРабочий должен быть хорошо знаком с безопаснымиспользованием сварочного аппарата и ознакомленс рисками, связанными с процессом дуговой сварки,с соответствующими нормами защиты и аварийнымиситуациями.(См.такжестандарт”EN60974-9:Оборудованиедлядуговойсварки.Часть9:Установкаииспользование”).
- Избегать непосредственного контакта с электрическимконтуром сварки, так как в отсутствии нагрузкинапряжение,подаваемоегенератором,возрастаетиможетбытьопасно.
-Отсоединятьвилкумашиныотэлектрическойсетипередпроведением любых работ по соединению кабелейсварки,мероприятийпопроверкеиремонту.
-Выключать сварочный аппарат и отсоединять питаниеперед тем, как заменить изношенные детали сварочнойгорелки.
- Выполнить электрическую установку в соответствие сдействующим законодательством и правилами техникибезопасности.
-Соединятьсварочнуюмашинутолькоссетьюпитанияснейтральнымпроводником,соединеннымсзаземлением.
- Убедиться, что розетка сети правильно соединена с

- 44 -
заземлениемзащиты.- Не пользоваться аппаратом в сырых и мокрыхпомещениях,инепроизводитесваркуподдождем.
- Непользоватьсякабелемсповрежденнойизоляциейилисплохимконтактомвсоединениях.
- Непроводитьсварочныхработнаконтейнерах,емкостяхилитрубах,которыесодержалижидкиеилигазообразныегорючиевещества.
- Не проводить сварочных работ на материалах,чистка которых проводилась хлоросодержащимирастворителями или поблизости от указанных веществ.Непроводитьсваркунарезервуарахподдавлением.
- Убирать с рабочего места все горючие материалы(например,дерево,бумагу,тряпкиит.д.).
Обеспечитьдостаточнуювентиляциюрабочегоместаилипользоваться специальными вытяжками для удалениядыма,образующегосявпроцессесваркирядомсдугой.Необходимо систематически проверять воздействиедымовсварки,взависимостиотихсостава,концентрацииипродолжительностивоздействия.
- Избегайтенагреваниябаллонаразличнымиисточникамитепла,втомчислеипрямымисолнечнымилучами(еслииспользуется).
- Применять соответсвующую электроизоляциюэлектрода,свариваемойдеталииметаллическихчастейсзаземлением,расположенныхпоблизости(доступных).
Этого можно достичь, надев перчатки, обувь, каскуи спецодежду, предусмотренные для таких целей, ипосредствомиспользованияизолирующихплатформиликовров.
- Всегда защищать глаза специальными неактиничнымистеклами,монтированныминамаскиинакаски.
Пользоваться защитной невозгораемой спецодеждой,избегаяподвергатькожувоздействиюультрафиолетовыхи инфракрасных лучей, производимых дугой ; защитадолжнаотноситься также к прочимлицам, находящимсяпоблизости от дуги, при помощи экранов или неотражающихштор.
- Шум: Если из-за особо интенсивных операций сваркивыявляетсяуровеньежедневноговоздействияналюдей(LEPd) равный или превышающий 85db(A), являетсяобязательным пользоваться индивидуальнымисредствамизащиты.
- Прохождениесварочноготокаприводитквозникновениюэлектромагнитных полей (EMF), находящихся рядом сконтуромсварки.
Электромагнитные поля могут отрицательно влиять нанекоторые медицинские аппараты (например, водительсердечногоритма,респираторы,металлическиепротезыит.д.).Необходимо принять соответствующие защитные мерыв отношении людей, имеющих указанные аппараты.Например, следует запретить доступ в зону работысварочногоаппарата.Этот сварочный аппарат удовлетворяет техническимстандартам изделия для использования исключительнов промышленной среде в профессиональных целях.Не гарантируется соответствие основным пределам,касающимся воздействия на человека электромагнитныхполейвбытовыхусловиях.
Оператордолжениспользоватьследующиепроцедурытак,чтобысократитьвоздействиеэлектромагнитныхполей:- Прикрепитьвместекакможноближедвакабелясварки.- Держать голову и туловище как можно дальше отсварочногоконтура.
- Никогданенаматыватьсварочныекабеливокругтела.- Не вести сварку, если ваше тело находится внутри
сварочногоконтура.Держатьобакабелясоднойитойжесторонытела.
- Соединить обратный кабель сварочного тока сосвариваемойдетальюкакможноближеквыполняемомусоединению.
- Невестисваркурядомсосварочнымаппаратом,сидянанем или опираясь на сварочный аппарат (минимальноерасстояние:50см).
- Не оставлять ферримагнитные предметы рядом сосварочнымконтуром.
- Минимальноерасстояниеd=20см(Рис.S).
- ОборудованиеклассаА:Этот сварочный аппарат удовлетворяет техническомустандарту изделия для использования исключительнов промышленной среде в профессиональных целях. Негарантируетсясоответствиетребованиямэлектромагнитнойсовместимости в бытовых помещениях и в помещениях,прямо соединенных с электросетью низкого напряжения,подающейпитаниевбытовыепомещения.
ДОПОЛНИТЕЛЬНЫЕПРЕДОСТОРОЖНОСТИ ОПЕРАЦИИСВАРКИ: - впомещениисвысокимрискомэлектрическогоразряда - впограничныхзонах - приналичиивозгораемыхивзрывчатыхматериалов. НЕОБХОДИМО, чтобы “ответственный эксперт”
предварительно оценил риск и работы должныпроводиться в присутствии других лиц, умеющихдействоватьвситуациитревоги.
НЕОБХОДИМО использовать технические средствазащиты,описанныевразделах7.10;A.8;A.10стандарта”EN60974-9:Оборудованиедлядуговойсварки.Часть9:Установкаииспользование”.
- НЕОБХОДИМОзапретитьсварку,когдасварочныйаппаратили подающее устройство проволоки поддерживаютсярабочим(наприм.,посредствомремней).
-НЕОБХОДИМОзапретитьсварку,когдарабочийприподнятнадполом,заисключениемслучаев,когдаиспользуютсяплатформыбезопасности.
- НАПРЯЖЕНИЕ МЕЖДУ ДЕРЖАТЕЛЯМИ ЭЛЕКТРОДОВИЛИ ГОРЕЛКАМИ: работая с несколькими сварочнымиаппаратами на одной детали или на соединенныхэлектрически деталях возможна генерация опаснойсуммы“холостого”напряжениямеждудвумяразличнымидержателями электродов или горелками, до значения,могущеговдваразапревыситьдопустимыйпредел.
Квалифицированномуспециалистунеобходимопоручитьприборное измерение для выявления рисков и выбораподходящих средств защиты согласно разделу 7.9.стандарта”EN60974-9:Оборудованиедлядуговойсварки.Часть9:Установкаииспользование”.
ÎСТАТОЧНЫЙРИСК- ОПРОКИДЫВАНИЕ: расположить сварочный аппаратна горизонтальной поверхности несущей способности,соответствующеймассе;впротивномслучае (напр.,полпод наклоном, неровный и т. д..) существует опасностьопрокидывания.
- ПРИМЕНЕНИЕ НЕ ПО НАЗНАЧЕНИЮ: опасно применятьсварочный аппарат для любых работ, отличающихсяот предусмотренных (напр. Размораживание трубводопроводнойсети).
- ПЕРЕМЕЩЕНИЕ СВАРОЧНОГО АППАРАТА: всегдаприкреплять баллон специальными средствами,направленныминапредотвращениеслучайныхпадений.
Защиты и подвижные части кожуха сварочного аппаратаи устройства подачи проволоки должны находитьсяв требуемом положении, перед тем, как подсоединять

- 45 -
сварочныйаппаратксетипитания.
ВНИМАНИЕ! Любое ручное вмешательство на частях вдвиженииустройстваподачипроволоки,например:-Заменароликови/илинаправляющихпроволоки;-Введениепроволокивролики;-Установкакатушкиспроволокой;- Очисткароликов,шестеренокизонынаходящейсяпод;- Смазкашестеренок.НЕОБХОДИМО ВЫПОЛНЯТЬ ПРИ ОТКЛЮЧЕННОМ ИОТСОЕДИНЕННОМ ОТ СЕТИ ПИТАНИЯ СВАРОЧНОМАППАРАТЕ.
2.ВВЕДЕНИЕИОБЩЕЕОПИСАНИЕВВЕДЕНИЕЭти однофазные сварочные аппараты являются источникамитока, базирующимися на самой современной технологииинвертера igbt с полностью цифровым управлением, ивстроеннымустройствомподачипроволоки.Сварочные аппараты позволяют выполнять непрерывнуюсинергическую сварку высокого качества Mig/Mag (сваркаметаллическим электродом в инертном газе/дуговая сваркаплавящимся электродом), Tig (сварка вольфрамовымэлектродомвсредеинертногогаза)иMma,атакжеимпульснуюсинергическуюсваркуMig/Mag,гдеэтопредусмотрено.Устройствоподачипроволокиоборудованоузломпротягиванияпроволоки с 2 приводными роликами, с независимымрегулированием давления протягивания. Цифроваяпанель управления соединена с платой регулирования намикропроцессореивнейзаключенытриосновныхфункции:a) ЗАДАЧАИРЕГУЛИРОВАНИЕПАРАМЕТРОВ Припомощиданногоинтерфейсапользователявозможно
задавать и регулировать рабочие параметры, выбиратьзаписанные в память программ, проводить визуализациюусловийсостоянияизначенийпараметров.
b) ВЫЗОВ ПРОГРАММ СИНЕРГИИ, ЗАНЕСЕННЫХ ВПАМЯТЬ,ДЛЯСВАРКИMIG-MAG
Этипрограммызаранееопределеныизаписанывпамятьпроизводителем (то есть их нельзя изменить); вызваводну из этих программ, пользователь может выбратьопределенную точку работы (соответствующую наборуразличных независимых параметров сварки), регулируятолько одну величину. Это - концепция СИНЕРГИИ, которая позволяет очень легко получить оптимальноерегулирование сварочного аппарата, в зависимости отконкретныхрабочихусловий.
c) ЗАПОМИНАНИЕ/ВЫЗОВИНДИВИДУАЛЬНЫХПРОГРАММ Эта функция доступна, как работая в рамках программы
синергии,такивручномрежиме(вэтомслучаенеобходиморешить задачу всех параметров сварки). Эта функцияпозволяетпользователюзаписатьвпамятьивдальнейшемвызватьконкретнуюпрограммусварки.
Сварочный аппарат предназначается для использованияприводной горелки (SPOOL GUN), применяемой для сваркиалюминия и сталей, когда существует большое расстояниемеждугенераторомисвариваемойдеталью.
СПОСОБНОСТЬМЕТАЛЛОВКСВАРКЕMIG/MAG-FLUX:СварочныйаппаратподходитдлясваркиMIGалюминия и его сплавов, пайкиMIG, обычно выполняемой наоцинкованныхлистах,идлясваркиMAGуглеродистыхсталей,низколегированных сталей и нержавеющих сталей. ВозможнотакжевестисваркуFLUXпорошковойпроволокой,беззащитногогаза (самоэкранирование), адаптируя полярность горелки куказаниямпроизводителяпроволоки.Сварка MIG алюминия и его сплавов должна выполняться сиспользованиемцельнойпроволокистакимсоставом,которыйбудет совместим со свариваемым материалом и защитнымгазомчистымAr(99.9%).ПайкаMIGобычновыполняетсянаоцинкованныхлистахцельнойпроволокойизмедногосплава(например,медь—кремнийилимедьалюминий)сзащитнымгазомчистымAr(99.9%).Сварка MAG углеродистых сталей и низколегированныхсталей должна выполняться с использованием как целой,так и порошковой проволоки с таким составом, который будетсовместимсосвариваемымматериаломизащитнымгазомCO2,
смесямиAr/CO2илиAr/CO2/O2(обычноаргон>80%).Для сварки нержавеющих сталей обычно используются смесигазаAr/O2илиAr/CO2(типичныйAr > 98%).TIG: Сварочный аппарат подходит для сварки TIG припостоянном токе (DC) с возбуждением дуги по системе LIFT(отрыв электрода от изделия), и может использоваться совсеми типами стали (углеродистые, низколегированные ивысоколегированные) и тяжелыми металлами (медь, никель,титаниихсплавы)сзащитнымгазомчистымAr(99.9%)или,дляспециальныхприменений,сосмесямиаргон/гелий.MMA: Сварочный аппарат предназначен для сварки сэлектродом MMA при постоянном токе (DC) со всеми видамиэлектродовспокрытием.
ОСНОВНЫЕХАРАКТЕРИСТИКИ:- Контрольнапряженияпитания.- Работа2T/4T,Точечнаясварка.- Автоматическоеузнаваниегорелки.- Регулированиерампыподъемапроволоки, время газапослесварки,времяконечногоотжигапроволоки(burn-back).
- Запоминание/Вызовиндивидуальныхпрограмм.- Подготовкадляиспользованияприводнойгорелки.- Термостатическаязащита.- Изменениеполярности(сваркасприменениемфлюса(FLUX))
ПРИНАДЛЕЖНОСТИПОЗАКАЗУ- Адаптербаллонасаргоном.- Тележка.- Ручноедистанционноеуправление1потенциометр.- Ручноедистанционноеуправление2потенциометра.- Комплектсоединительныхкабелей.- Комплектсваркиалюминия.- Комплектсваркипорошковойпроволокой.- КомплектсваркиMMA.- КомплектсваркиTIGDC.- Самозатемняющийсящиток.- ГорелкаMIG.- ГорелкаTIG.
3. ТЕХНИЧЕСКИЕДАННЫЕТАБЛИчКАДАННЫХТехнические данные, характеризующие работу и пользованиеаппаратом,приведенынаспециальнойтабличке,ихразъяснениедаетсяниже:
Рис.А1- Соответствует Европейским нормам безопасности и
требованиямкконструкциидуговыхсварочныхаппаратов.2- Внутренняяструктурнаясхемасварочногоаппарата.3- Символпредусмотренноготипасварки.4- Символ S: указывает, что можно выполнять сварку в
помещении с повышенным риском электрического шока(например,рядомсметаллическимимассами).
5- Символпитающейсети: Однофазноепеременноенапряжение. Трехфазноепеременноенапряжение.6- Степеньзащитыкорпуса.7- Параметрыэлектрическойсетипитания: - U1 : переменное напряжение и частота питающей сети
аппарата(максимальныйдопуск±10%). - I1макс:максимальныйток,потребляемыйотсети. - I1еff:эффективныйток,потребляемыйотсети.8- Параметрысварочногоконтура: - Uo : максимальное напряжение без нагрузки (открытый
контурсварки). - I2/U2 : ток и напряжение, соответствующие
нормализованным производимые аппаратом во времясварки.
- Х : коэффициент прерывистости работы. Показываетвремя, в течении которого аппарат может обеспечитьуказанный в этой же колонке ток. Коэффициентуказывается в % к основному 10 - минутному циклу.(например, 60 % равняется 6 минутам работы споследующим4-хминутнымперерывом,ит.Д.).
- A/V-A/V : указывает диапазон регулировки тока сварки(минимальный/ максимальный) при соответствующемнапряжениидуги.
9- Серийныйномер.Идентификациямашины(необходимприобращениизатехническойпомощью,запаснымичастями,

- 46 -
проверкеоригинальностиизделия).10- : Величина плавких предохранителей
замедленного действия, предусматриваемых для защитылинии.
11- Символы, соответствующие правилам безопасности, чьезначениеприведеновглаве1“Общаятехникабезопасностидлядуговойсварки”.
Примечание: Пример идентификационной таблички являетсяуказательным для объяснения значения символов и цифр:точные значения технических данных вашего аппаратаприведенынаеготабличке.
ПРОЧИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ:- СВАРОЧНЫЙАППАРАТ:смотритаблицу1(ТАБ.1)- ГОРЕЛКАMIG:смотритаблицу2(ТАБ.2)- ГОРЕЛКАTIG:смотритаблицу3(ТАБ.3)- ЗАЖИМДЕРЖАТЕЛЯЭЛЕКТРОДА:смотритаблицу4(ТАБ.4)Вессварочногоаппаратауказанвтаблице1(ТАБ.1).
4. ОПИСАНИЕСВАРОЧНОГОАППАРАТАУСТРОЙСТВА УПРАВЛЕНИЯ, РЕГУЛИРОВАНИЯ ИСОЕДИНЕНИЯСварочныйаппарат(РИС.B)Напереднейстороне:1- Панельуправления(смотриописание).2- Быстраяотрицательнаярозетка(-)длякабелятокасварки
(кабельмассыдляMIGиMMA,кабельгорелкидляTIG).3- Быстрая положительная розетка (+) для кабеля массы
сваркиTIG(кабельтокасваркидляMMA)4- ЦентрализованноесоединениедлягорелкиMIG(Euro).5- Соединитель 14p для соединения дистанционного
управленияиприводнойгорелки.
Назаднейстороне:6- ГлавныйвыключательВКЛ./ВЫКЛ.7- Соединениегазовойтрубы(баллон)длясваркиMIG.8- Кабельподачисблокировкойкабеля.
Отсекразматывателя:9- Положительнаяклемма(+).10- Отрицательнаяклемма(-).ПРИМ.: изменение полярности для сварки с применениемфлюса(безгаза).
ПАНЕЛЬУПРАВЛЕНИЯСВАРОЧНЫМАППАРАТОМ(РИС.С)1- Светодиодный индикатор сигналов тревоги (выход
сварочного аппарата блокирован). На дисплее (4) появляетсясообщениеосигналетревоги.
Возобновление работы сварочного аппаратаосуществляется автоматически при устранении причинывозникновениясигналатревоги.
2- Светодиод, сигнализирующий о наличии напряжениянавыходе(выходвключен).
3- Светодиодный индикатор программированиясварочногоаппарата.
4- Буквенно-цифровойдисплейс3символами.Указывает: - сварочныйтоквамперах. Вхолостомрежимеуказываетсяустановленноезначение,
ареальноезначениеуказываетсявовремяработы. - Значение параметра, выбранного при помощи кнопки
(14), пока сварочный аппарат работает в холостомрежиме.
- сообщениеотревогесоследующимзначением: - “AL.1”: Срабатывание защитного термостата
первичной цепи из-за перегрева аппарата(тольковверсииMIGPulse).
- “AL.2”: Срабатывание одного из защитныхтермостатовиз-заперегревааппарата.
- “AL.3”: Неправильное напряжение первичнойобмотки:напряжениепитанияотличаетсяотзначениянатабличкеболеечемна+/-15%.
ВНИМАНИЕ: При превышении указанноговыше максимального значения напряженияустройству будут причинены серьезныеповреждения.
- “AL.4”: Неправильное напряжение первичнойобмотки: срабатывание защиты отнедостаточногонапряжениявлиниипитания
(тольковверсииMIGPulse). - “AL.7”: Попытка сварки в режиме MIG/MAG при
токе, выходящем за допустимый диапазонгенератора.
- “AL.8”: Сбой в сварочной цепи MIG/MAG (тольков версии MIG Pulse). ВНИМАНИЕ: вэтом случае для возобновления работынеобходимо выключить и заново включитьустройство.
4a,4b,4c,4d,4e-светодиодныйиндикатортекущейединицыизмерения (амперы, вольты, секунды, процентноесоотношениеметров/минут).
5- Ручкарегулятора. Позволяетрегулироватьсварочныйток.6- Кнопка загрузки (LOAD) индивидуальных программ
сварки.7- Кнопкасохранения(STORE)индивидуальныхпрограмм
сварки.8- Кнопкавыборатипасварки. При нажатии этой кнопки загорается светодиод,
соответствующий методу сварки, который предполагаетсяиспользовать:
- :MIG/MAG/FLUXврежимеSHORT/SPRAYARC.
- :электродMMA.
- :TIG-DCсвозбуждениемдугиLIFT.
8a- Кнопкавыборатипасварки. При нажатии этой кнопки загорается светодиод,
соответствующий методу сварки, который предполагаетсяиспользовать:
- :MIG/MAGврежимеPULSEARC.
- :MIG/MAG/FLUXврежимеSHORT/SPRAYARC.
- :электродMMA.
- :TIG-DCсвозбуждениемдугиLIFT.
9- Кнопкавыбораходасварки. Если аппарат установлен в режим MIG/MAG/FLUX,
позволяет выбрать 2-этапное, 4-этапное управление илииспользованиетаймераточечнойсварки(SPOT).
10- Кнопкавыборатипаматериала. Устанавливаетрабочийрежимвзависимостиотматериала. Включентольковрежимесинергии(13).11- Кнопка выбора диаметра проволоки. Позволяет
установитьдиаметрпроволоки. Включентольковрежимесинергии(13).12- Кнопкавыборадистанционногоуправления. - Если горит светодиод , включены элементы
управлениянапанелисварочногоаппарата. - Если горит светодиод , регулировку можно
осуществлять только с дистанционного устройствауправления:
a) устройствоуправлениясоднимпотенциометром: заменяетиспользованиерегулятора(5).
б) устройствоуправлениясдвумяпотенциометрами: заменяет использование регулятора (5) ивспомогательногопараметра.
в) дистанционноеустройствоуправленияспедалью: заменяетиспользованиерегулятора(5)врежимеTIG.
13- Кнопка выбора сварки в режиме синергии. ДляустановкирежимасинергииаппаратаприMIG/MAGсварке,необходимонажатькнопку.
Светодиодгорит:режимсинергиивключен. Светодиод не горит: режим синергии выключен. Включен
ручнойрежим(тольковрежимеSHORT/SPRAYARC).14- Кнопкавыборапараметровсварки. При последовательном нажатии этой кнопки загорается
один из светодиодов от (14a) до (14i), соответствующийотдельному параметру. Для настройки значенияактивизированного параметра используется РЕГУЛЯТОР(5),значениеприэтомотображаетсянадисплее(4).
Примечание: параметры, которые оператор не

- 47 -
может изменить, в зависимости от того, используетсясинергетическая программа или ручной режим,автоматически убираются из выборки; соответствующийсветодиоднезагорается.
ВНИМАНИЕ!Дажев томслучае, еслиаппаратпозволяетсвободно установить любой параметр, имеютсяопределенные комбинации параметров, которые неимеют смысла с электрической точки зрения или с точкизрения сварки. Сварочный аппарат не повредится дажев том случае, если он не способен работать согласнонеправильнымнастройкам.
14a- параметр1:Выборнапряжениясварки.ВрежимеMIG/MAG/FLUX используется для регулировкинапряжениясваркиввольтахиликорректировкудуги
врежимесинергии(толькодляMIG/MAG).Вовремясваркиотображаетвыходноенапряжениегенератора(недоступновверсииMIGPulse).
14b- параметр 2: Настройка скорости проволоки илисварочного тока. При сварке MIG/MAG/FLUXсоответствуетскоростиподачипроволокивметрахв
минуту.ПрисваркеMMA,TIGиMIG/MAGврежимеPULSEARCсоответствует сварочному току в амперах.Во времясваркиотображаетвыходнойтокгенератора.
14c- параметр3:Arcforceилиэлектронноереактивноесопротивление.ПрисваркеMMAсоответствуетArcForce–регулировкепроникновениядуги.Присварке
MIG/MAG/FLUX имеет схожее значение, но называетсяэлектронным реактивным сопротивлением, доступнотольковручномрежиме(кнопка(13)выключена).
14d- параметр 4: Кривая ускорения: При сварке MIG/MAG/FLUX регулирует наклон кривой ускорениямотораподачипроволоки,
доступнотольковручномрежиме(кнопка(13)выключена).14e- параметр 5: Время удлинения дуги после
прекращенияподачиэлектрода(Burnbacktime):При сварке MIG/MAG/FLUX используется для
регулировкиинтервалавременимеждуостановкойподачипроволокииобнулениявыходноготока,доступнотольковручномрежиме(кнопка(13)выключена).
14f- параметр 6: Дополнительная подача газа(Postgas). При сварке MIG/MAG/FLUX регулируетдлительность дополнительной подачи газа в
секундах.14g- параметр 7: Кривая снижения. При сварке MIG/
MAG соответствует времени кривой снижения,доступно только в режиме синергии (кнопка (13)
включена).14h- параметр8:Длительностьточечнойсварки.При
сварке MIG/MAG/FLUX регулирует длительностьподачитокаточечнойсварки(SPOT).
14i- параметр 9: Длительность паузы при точечнойсварке MIG/MAG/FLUX регулирует длительностьпаузы между точечными сварками. При установке
значения0секунддляосуществленияследующейточечнойсварки необходимо отпустить и заново нажать кнопкугорелки.
ЗАПОМИНАНИЕИВЫЗОВИНДИВИДУАЛЬНЫХПРОГРАММВведениеСварочный аппарат позволяет запоминать (STORE)индивидуальные рабочие программы, относящиеся к наборудейственных параметров для конкретной сварки. Каждаяиндивидуальнаяпрограммаможетбытьвызвана(LOAD)влюбоймомент,предоставляявраспоряжениепользователя”готовыйкработе”сварочныйаппаратдлявыполненияконкретнойработы,соптимизированнымиранеепараметрами.Сварочныйаппаратпозволяетзапоминание10индивидуальныхпрограмм.
Процедуразапоминания(STORE)После того, как сварочный аппарат был отрегулированоптимальным образом для выполнения конкретной сварки,действовать,какуказанодалее(РИС.C):a) Нажатьнакнопку(7)”STORE”втечение3секунд.b) Появляется надпись “St_” на дисплее (4) и номер в
диапазонеот1до10.c) Повернутьручку (5),длявыбораномера,подкоторымвы
хотитезапомнитьпрограмму.d) Вновьнажатьнакнопку(7) ”STORE”:
- если кнопка ”STORE” нажимается в течение времени,превышающего 3 секунды, программа была занесена впамятьправильно,ипоявляетсянадпись“YES”(ДА);
- если кнопка ”STORE” нажимается в течение временименее3секунд,программанебылазанесенавпамятьипоявляетсянадпись“no”(нет).
Процедуравызова(LOAD)Действовать,какописанониже(смотриРИС.C):a) Нажатьнакнопку(6)“LOAD”втечение3секунд.b) Появляется“Ld_”надисплее(4)ицифраот1до10.c) Повернуврукоятку(5)нужновыбратьномер,подкоторым
была сохранена программа, которую вы собираетесьиспользовать.
d) Вновьнажатьнакнопку(6) “LOAD”: - если кнопка “LOAD” нажимается в течение более 3
секунд, программа вызывается правильно и появляетсянадпись“YES”(ДА);
- если кнопка “LOAD” нажимается в течение менее 3секунд,программаневызываетсяипоявляетсянадпись“no”(нет).
ПРИМЕЧАНИЕ: во время работы с функциями “store” и “load”светодиодызагораются.
5.УСТАНОВКА
ВНИМАНИЕ! ВЫПОЛНИТЬ ВСЕ ОПЕРАЦИИПО УСТАНОВКЕ И ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕСО СВАРОЧНЫМ АППАРАТОМ, ОТКЛЮЧЕННЫМ ИОТСОЕДИНЕННЫМОТСЕТИПИТАНИЯ.ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ ДОЛЖНЫ ВЫПОЛНЯТЬСЯТОЛЬКО ОПЫТНЫМ И КВАЛИФИЦИРОВАННЫМПЕРСОНАЛОМ.
СборказащитноймаскиРис.D
Сборкакабелявозврата-зажимаРис.E
Сборкакабеля/сварки-зажимадержателяэлектродаРис.F
РасположениеаппаратаРасполагайтеаппараттак,чтобынеперекрыватьпритокиоттокохлаждающеговоздухакаппарату(принудительнаявентиляцияпри помощи вентилятора): следите также за тем, чтобы непроисходиловсасываниепроводящейпыли,коррозивныхпаров,влагиит.д.Вокруг сварочного аппарата следует оставить свободноепространствоминимум250мм.
ВНИМАНИЕ! Установить сварочный аппаратна плоскую поверхность с соответствующейгрузоподъемностью, чтобы избежать опасных смещенийилиопрокидывания.
ПОДСОЕДИНЕНИЕКЭЛЕКТРИЧЕСКОЙСЕТИПИТАНИЯПРЕДУПРЕЖДЕНИЯ- Перед подсоединением аппарата к электрической сети,проверьте соответствие напряжения и частоты сети в местеустановки техническим характеристикам, приведенным натабличкеаппарата.
- Сварочный аппарат должен соединяться только с системойпитания с нулевым проводником, подсоединенным кзаземлению.
- Дляобеспечениязащитыотнепрямогоконтактаиспользоватьдифференциальныевыключателитипа:
-ТипA( )дляоднофазныхмашин;
-ТипB( )длятрехфазныхмашин.
- Для того, чтобы удовлетворять требованиям СтандартаEN 61000-3-11 (Мерцание изображения) рекомендуетсяпроизводить соединения сварочного аппарата с точками

- 48 -
интерфейсасетипитания,имеющимиимпедансменееZмаксZmax=0.18Ом.
- СварочныйаппаратнесоответствуеттребованиямстандартаIEC/EN 61000-3-12.
Если аппарат соединяется с общественной сетьюэлектропитания, монтажник или пользователь обязанпроверить возможность соединения сварочного аппарата(если требуется, проконсультироваться с компанией,управляющейраспределительнойсетью).
ВИЛКАИРОЗЕТКАсоединить кабель питания со стандартной вилкой (2 полюса+ заземление), рассчитанной на потребляемый аппаратомток. Необходимо подключать к стандартной сетевой розетке,оборудованнойплавкимилиавтоматическимпредохранителем;специальная заземляющая клемма должна быть соединенас заземляющим проводником (желто-зеленого цвета) линиипитания. В таблице (ТАБ. 1) приведены значения в амперах,рекомендуемые для предохранителей линии замедленногодействия, выбранных на основе макс. номинального тока,вырабатываемого сварочным аппаратом, и номинальногонапряженияпитания.
ВНИМАНИЕ!Несоблюдениеуказанныхвышеправилсущественно снижает эффективность электрозащиты,предусмотреннойизготовителем(классI)иможетпривестиксерьезнымтравмамулюдей(напр.,электрическийшок)инанесениюматериальногоущерба(напр.,пожару).
СОЕДИНЕНИЕКОНТУРАСВАРКИ
ВНИМАНИЕ! ПЕРЕД ТЕМ, КАК ВЫПОЛНЯТЬСОЕДИНЕНИЯ, ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТОТКЛЮЧЕНИОТСОЕДИНЕНОТСЕТИПИТАНИЯ.В таблице (ТАБ. 1) имеются значения, рекомендуемые длякабелей сварки (вмм2) в соответствие смаксимальным токомсварочногоаппарата.
СВАРКАMIG/MAGСоединениесгазовымбаллоном- Газовый баллон, загружаемый на опорную поверхностьтележкимакс.60кг.
- Завинтить редуктор давления на клапан газового баллона,установивмеждунимиспециальныйредуктор,поставляемыйкак принадлежность, при использовании газа Аргона илисмесиаргона/CO2.
- Надеть газовую трубку на выводы редуктора баллона изатянутьееметаллическимхомутом.
- Ослабить регулировочное кольцо редуктора давления передтем,какоткрыватьклапанбаллона.
СоединениекабелявозврататокасваркиСоединяется со свариваемой деталью или с металлическимстолом,накоторомоналежит,какможноближеквыполняемомусварномусоединению.
СоединениегорелкиВставить горелкувпредназначенноедляэтогосоединение,доконцавручнуюзакрутивзажимноекольцо.Подготовитькпервойзагрузкепроволоки,демонтировавсоплоиконтактнуютрубку,дляоблегчениявыхода.
СВАРКАСПРИМЕНЕНИЕМФЛЮСАСоединения кабеля возврата массы и горелки аналогичнысоединениям при сварке MIG/MAG, необходимо изменитьполярностьнапряжения(РИС.B(9)-(10))вотсекеразматывателя,какпоказанонаэтикетке.
Соединениеприводнойгорелки(РИС.B)- Соединить приводную горелку (4) с централизованнымсоединением,повернувдоконцазажимноекольцо.
- Вставить соединитель (5) кабеля управления в специальнуюрозетку,сварочныйаппаратавтоматическиузнаетприводнуюгорелку.
СВАРКАTIGСоединениегазовогобаллонаГазовый баллон, который можно загрузить на поверхностьтележкидолжениметьмассумакс.60кг.-Завинтить редуктор давления на клапана газового баллона,поместив специальный редуктор, поставляемый в качествепринадлежностидлягазааргона.
-Соединитьвходнуютрубугазавредукторизакрутитьобвязку,поставляемую в комплекте; соединить затем другой конецтрубысоспециальнымсоединением,находящимсянагорелкеTigвформекрана.
-Ослабить регулировочное кольцо редуктора давления передтем,какоткрыватьклапангазовогобаллона.
Соединениеобратногокабелятокасварки- Соединить кабель со свариваемой деталью или сметаллическимстолом,накоторомонанаходится,какможноближеквыполняемомусварномусоединению.
- Соединитькабельсосварочнымаппаратом,подсоединивегокбыстромусоединению(+).
СоединениегорелкиTig(РИС.M)-СоединитьгорелкуTIGсбыстрымсоединением(-)напереднейпанелисварочногоаппарата.
ОПЕРАЦИИСВАРКИПРИПОСТОЯННОМТОКЕПочтивсеэлектродыспокрытиемсоединяютсясположительнымполюсом(+)генератора;заисключениемэлектродовскислотнымпокрытием,соединяемыхсотрицательнымполюсом(-).
СоединениекабелясваркидержателяэлектродаНа конце имеется специальный зажим, который нужен длязакручиванияоткрытойчастиэлектрода.Этот кабель необходимо соединить с зажимом, обозначеннымсимволом(+).
СоединениекабелявозврататокасваркиСоединяется со свариваемой деталью или с металлическимстолом,накоторомоналежит,какможноближеквыполняемомусварномусоединению.Этот кабель необходимо соединить с зажимом, обозначеннымсимволом(-).Рекомендации:- Закрутить до конца соединители кабелей сварки в быстрыхсоединениях (если имеются), для обеспечения хорошегоэлектрического контакта; в противном случае произойдетперегрев самих соединителей с их последующим быстрымизносомипотерейэффективности.
- Использоватькакможноболеекороткиекабелисварки.- Избегать пользоваться металлическими структурами, неотносящимися к обрабатываемой детали, вместо кабелявозврататокасварки;этоможетбытьопаснодлябезопасностиидатьплохиерезультатыприсварке.
УСТАНОВКАКАТУШКИСПРОВОЛОКОЙ(Рис.G)
ВНИМАНИЕ!ПЕРЕДТЕМ,КАКНАЧИНАТЬОПЕРАЦИИПОЗАПРАВКЕПРОВОЛОКИ,ПРОВЕРИТЬ,ЧТОСВАРОЧНЫЙАППАРАТВЫКЛЮЧЕНИОТСОЕДИНЕНОТСЕТИПИТАНИЯ.УБЕДИТЕСЬ, ЧТО РОЛИКИ ДЛЯ ПОДАЧИ ПРОВОЛОКИ,НАПРАВЛЯЮЩИЙ ШЛАНГ И НАКОНЕЧНИК СВАРОЧНОГОПИСТОЛЕТА СООТВЕТСТВУЮТ ТИПУ И ДИАМЕТРУИСПОЛЬЗУЕМОЙ ПРОВОЛОКИ И ПРАВИЛЬНОПРИСОЕДИНЕНЫ. НА ЭТАПАХ ЗАПРАВКИ ПРОВОЛОКИ НЕПОЛЬЗОВАТЬСЯЗАЩИТНЫМИПЕРЧАТКАМИ.-Открытьразматыватель.- Наденьтекатушкуспроволокойнашпиндель,проверьте,чтостержень протаскивания шпинделя правильно установлен всоответствующемотверстии.(1a).
- Поднимитеверхнийнажимнойролик(и)иотведитеего(их)отнижнегоролика(ов)(2a).
- Проверить, что ролики/ролик протягивания подходит к типуиспользуемойпроволоки(2b).
- Возьмитесвободный конецсварочнойпроволокина катушкеиобрежьтепогнутуючастьпроволокитак,чтобынаторцевойи боковой частях проволоки не было заусенцев. Повернитекатушку в направлении против часовой стрелки и вставьте
- 49 -
конец проволоки в направляющую трубку, протолкните егонаглубинупримерно50-100ммвнаправляющееотверстиесварочногорукава(2c).
- Опустите на место верхний нажимной ролик, и регуляторомвеличиныдавления установите среднюювеличину давленияприжимного ролика. Убедитесь, что проволока находится вспециальнойборозденижнегоролика(3).
- Затормозите слегка шпиндель, воздействуя на специальныйрегулировочныйвинт(1b).
- Снятьсоплоиконтактнуютрубку(4a).- Вставьте вилку сварочного аппарата в розетку питания,включитесварочныйаппарат,нажмитенакнопкугорелкиилина кнопку движения проволоки на панели управления (еслиимеются), подождите, пока проволока не пройдет по всемунаправляющемушлангуиееконецнепокажетсяна10-15смизпереднейчастигорелкииотпуститекнопку.
Внимание!В течении данной операции проволоканаходится под напряжением и испытывает механическиенагрузки, поэтому в случае несоблюдения техникибезопасности, может привести к электрическому шоку,ранениям и привести к зажиганию нежелательныхэлектрическихдуг:- Ненаправляйтегорелкувсторонутела.- Неподноситегорелкублизкокгазовомубаллону.- Заново монтировать на горелку контактную трубку и сопло
(4b).- Настройтемеханизмподачипроволокитак,чтобыпроволокаподавалась плавно и без рывков. Отрегулируйте давлениероликовитормозящееусилиешпинделянакатушкутак,чтобыусилиебыломинимальным,нопроволоканепроскальзывалав борозде и при прекращении подачи не образовываласьпетляизпроволокиподвоздействиеминерциикатушки.
- Обрежьтевыступающийконецпроволокиизнаконечникатак,чтобыосталось10-15мм.
-Закрытьотделениедляразматывателя.
ЗАГРУЗКАКАТУШКИПРОВОЛОКИНАПРИВОДНУЮГОРЕЛКУ(Рис.H)
ВНИМАНИЕПЕРЕДНАЧАЛОМОПЕРАЦИЙЗАГРУЗКИПРОВОЛОКИ, ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙ АППАРАТОТКЛЮЧЕНИОТСОЕДИНЕНОТСЕТИПИТАНИЯ. ИЛИЧТОПРИВОДНАЯ ГОРЕЛКА ОТСОЕДИНЕНА ОТ СВАРОЧНОГОАППАРАТА.ПРОВЕРИТЬ, ЧТО РОЛИКИ ПРОТЯГИВАНИЯ ПРОВОЛОКИ,НАПРАВЛЯЮЩИЙ РУКАВ ПРОВОЛОКИ И КОНТАКТНАЯТРУБКАПРИВОДНОЙГОРЕЛКИСООТВЕТСТВУЮТДИАМЕТРУИ СОСТАВУ ПРОВОЛОКИ, КОТОРУЮ СОБИРАЮТСЯИСПОЛЬЗОВАТЬ, И ЧТО ВСЕ ОНИ МОНТИРОВАНЫПРАВИЛЬНО.ВОВРЕМЯЭТАПОВВВЕДЕНИЯПРОВОЛОКИНЕНАДЕВАТЬЗАЩИТНЫЕПЕРЧАТКИ.- Снятькрышку,отвинтивсоотвествующийвинт(1).- Установитькатушкупроволокинаразматыватель.- Освободитьупорныйроликпротиводавленияиотвестиегоотнижнегоролика(2).
- Освободить кончик проволоки, отрезать деформированныйконец чистым срезом, без заусенцев; повернуть катушкув направлении против часовой стрелки и вставить крайпроволокивовходнойрукавпроволоки,продвинувегона50-100ммвнутрьсопла(2).
- Вновьустановтьупорныйролик,отрегулировавегодавлениенасреднюювеличину,ипроверить,чтопроволокаправильноустановиласьвполостинижнегоролика(3).
- Слегка притормозить разматыватель, повернуврегулировочныйвинт.
- A Приводнаягорелкасоединена,вставитьвилкусварочногоаппарата в розетку питания, включить сварочный аппарат инажатьна кнопкуприводной горелки.Подождать,пока конецпроволоки пройдет по всему направляющему рукаву и невыйдет наружу на 100-150 мм из передней части горелки,затемотпуститькнопкугорелки.
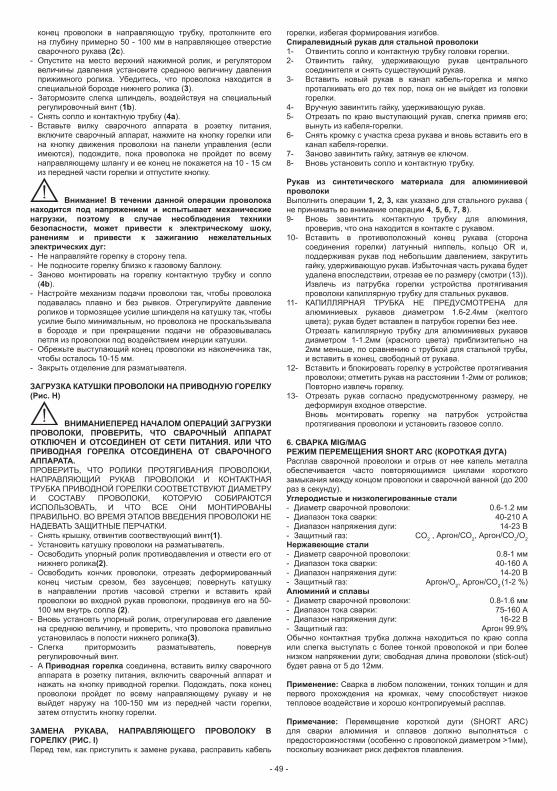
ЗАМЕНА РУКАВА, НАПРАВЛЯЮЩЕГО ПРОВОЛОКУ ВГОРЕЛКУ(РИС.I)Передтем,какприступитькзаменерукава,расправитькабель
горелки,избегаяформированияизгибов.Спиралевидныйрукавдлястальнойпроволоки1- Отвинтитьсоплоиконтактнуютрубкуголовкигорелки.2- Отвинтить гайку, удерживающую рукав центрального
соединителяиснятьсуществующийрукав.3- Вставить новый рукав в канал кабель-горелка и мягко
проталкиватьегодотехпор,покаонневыйдетизголовкигорелки.
4- Вручнуюзавинтитьгайку,удерживающуюрукав.5- Отрезатьпокраювыступающийрукав,слегкапримявего;
вынутьизкабеля-горелки.6- Снятькромкусучасткасрезарукаваивновьвставитьегов
каналкабеля-горелки.7- Зановозавинтитьгайку,затянувееключом.8- Вновьустановитьсоплоиконтактнуютрубку.
Рукав из синтетического материала для алюминиевойпроволокиВыполнитьоперации1, 2, 3,какуказанодлястальногорукава(неприниматьвовниманиеоперации4, 5, 6, 7, 8).9- Вновь завинтить контактную трубку для алюминия,
проверив,чтоонанаходитсявконтактесрукавом.10- Вставить в противоположный конец рукава (сторона
соединения горелки) латунный ниппель, кольцо OR и,поддерживая рукав под небольшимдавлением, закрутитьгайку,удерживающуюрукав.Избыточнаячастьрукавабудетудаленавпоследствии,отрезавеепоразмеру(смотри(13)).
Извлечь из патрубка горелки устройства протягиванияпроволокикапиллярнуютрубкудлястальныхрукавов.
11- КАПИЛЛЯРНАЯ ТРУБКА НЕ ПРЕДУСМОТРЕНА дляалюминиевых рукавов диаметром 1.6-2.4мм (желтогоцвета);рукавбудетвставленвпатрубокгорелкибезнее.
Отрезать капиллярную трубку для алюминиевых рукавовдиаметром 1-1.2мм (красного цвета) приблизительно на2ммменьше,посравнениюструбкойдлястальнойтрубы,ивставитьвконец,свободныйотрукава.
12- Вставитьиблокироватьгорелкувустройствепротягиванияпроволоки;отметитьрукавнарасстоянии1-2ммотроликов;Повторноизвлечьгорелку.
13- Отрезать рукав согласно предусмотренному размеру, недеформируявходноеотверстие.
Вновь монтировать горелку на патрубок устройствапротягиванияпроволокииустановитьгазовоесопло.
6. СВАРКАMIG/MAGРЕЖИМПЕРЕМЕЩЕНИЯSHORTARC(КОРОТКАЯДУГА)Расплав сварочной проволоки и отрыв от нее капельметаллаобеспечивается часто повторяющимися циклами короткогозамыканиямеждуконцомпроволокиисварочнойванной(до200развсекунду).Углеродистыеинизколегированныестали- Диаметрсварочнойпроволоки: 0.6-1.2мм- Диапазонтокасварки: 40-210А- Диапазоннапряжениядуги: 14-23В- Защитныйгаз: CO2,Аргон/СО2,Аргон/СО2/О2Нержавеющиестали- Диаметрсварочнойпроволоки: 0.8-1мм- Диапазонтокасварки: 40-160А- Диапазоннапряжениядуги: 14-20В- Защитныйгаз: Аргон/О2,Аргон/СО2 (1-2 %)Алюминийисплавы- Диаметрсварочнойпроволоки: 0.8-1.6мм- Диапазонтокасварки: 75-160А- Диапазоннапряжениядуги: 16-22В- Защитныйгаз: Аргон99.9%Обычно контактная трубка должна находиться по краю соплаили слегка выступать с более тонкой проволокой и при болеенизкомнапряжениидуги;свободнаядлинапроволоки(stick-out)будетравнаот5до12мм.
Применение:Сваркавлюбомположении,тонкихтолщинидляпервого прохождения на кромках, чему способствует низкоетепловоевоздействиеихорошоконтролируемыйрасплав.
Примечание: Перемещение короткой дуги (SHORT ARC)для сварки алюминия и сплавов должно выполняться спредосторожностями(особенноспроволокойдиаметром>1мм),посколькувозникаетрискдефектовплавления.

- 50 -
РЕЖИМПЕРЕМЕЩЕНИЯSPRAYARC(ДУГАРАЗБРЫЗГИВАНИЕМ)Для расплавления сварочной проволоки используются болеевысокое напряжение дуги и больший сварочный ток, чем впредыдущемслучае.Конецсварочнойпроволокинеприкасаетсяксварочнойванне,дугаформируетсямеждуконцомпроволокии проходит через поток капель металла к сварочной ванне.Таким образом, происходит постоянное плавление сварочнойпроволокибезкороткихзамыканий.Углеродистыеинизколегированныестали- Диаметрсварочнойпроволоки: 0.8-1.6мм- Диапазонтокасварки: 180-450А- Диапазоннапряжениядуги: 24-40В- Защитныйгаз: Аргон/СО2,Аргон/СО2/О2 Нержавеющиестали- Диаметрсварочнойпроволоки: 1-1.6мм- Диапазонтокасварки: 140-390А- Диапазоннапряжениядуги: 22-32В- Защитныйгаз: Аргон/О2,Аргон/СО2 (1-2 %)Алюминийисплавы- Диаметрсварочнойпроволоки: 0.8-1.6мм- Диапазонтокасварки: 120-360А- Диапазоннапряжениядуги: 24-30В- Защитныйгаз: Аргон99.9%Обычно контактная трубка должна находиться внутри сопла5-10мм, тем больше, чем выше напряжение дуги; свободнаядлинапроволоки(stick-out)будетравнаот10до12мм.
Применение: Сварка на плоскости толщин не менее 3-4мм(сильно текучий расплав); скорость выполнения и степеньотложенияоченьвысокие(высокоетепловоевоздействие).
РЕЖИМПЕРЕМЕЩЕНИЯPULSEARC(ИМПУЛЬСНАЯДУГА)(еслипредусмотрено)Это “контролируемое” перемещение, расположенное в зонеработы “spray-arc” (измененная дуга с разбрызгиванием), иобладает преимуществами скорости плавления и отсутствиемизлучения, захватывая очень низкие значения тока,удовлетворяющие также многие типичные применения “short-arc”(короткойдуги).Каждомуимпульсутокасоответствуетотсоединениеотдельнойкапли проволоки электрода; этот феномен происходит счастотой, пропорциональной скорости движения впередпроволоки.Закон изменения, связанный с типом и диаметром самойпроволоки(обычныевеличинычастоты:30-300Гц).Углеродистыеинизколегированныестали- Диаметрсварочнойпроволоки: 0.8-1.6мм- Диапазонтокасварки: 60-360А- Диапазоннапряжениядуги: 18-32В- Защитныйгаз: Аргон/СО2,Аргон/СО2/О2 (СО2 max 20%) Нержавеющиестали- Диаметрсварочнойпроволоки: 0.8-1.2мм- Диапазонтокасварки: 50-230А- Диапазоннапряжениядуги: 17-26В- Защитныйгаз: Аргон/О2,Аргон/СО2 (1-2 %)Алюминийисплавы- Диаметрсварочнойпроволоки: 0.8-1.6мм- Диапазонтокасварки: 40-320А- Диапазоннапряжениядуги: 17-28В- Защитныйгаз: Аргон99.9%Обычноконтактнаятрубкадолжнанаходитьсявнутрисоплана5-10мм, тем больше, чем выше напряжение дуги; свободнаядлинапроволоки(stick-out)обычновключенамежду10и12мм.
Применение:сваркав“положении”насредних-низкихтолщинахи на материалах, подверженных воздействию температур,особеннопригоднадлясваркилегкихсплавов(алюминийиегосплавы),атакжедлятолщинменее3мм.
РЕГУЛИРОВАНИЕПАРАМЕТРОВСВАРКИЗащитныйгазПотокзащитногогазадолженбыть:Короткаядуга:8-14л/мин.spray arcиpulse arc:12-20л/минВзависимостиотинтенсивноститокасваркиидиаметрасопла.
ТоксваркиЯвляется определенной величиной для конкретного диаметрапроволоки и от скорости движения вперед. Следует заметить,что при равном требуемом токе, скорость движения впередпроволоки обратно пропорциональна диаметру используемойпроволоки.Указательныезначениятокаручнойсваркидлянаиболеечастоиспользуемойпроволокиуказанывтаблице(ТАБ.5).
НапряжениедугиНапряжениедугирегулируетсяоператором,поворачиваякодер(РИС. C (5)); оно адаптируется к скорости движения впередпроволоки(току),выбраннымнаосноведиаметраиспользуемойпроволокииприродызащитного газа,прогрессивнымобразом,в соответствии с приведенным ниже соотношением, дающимсреднюювеличину:U2 = (14 + 0.05 x I2)где:U2:Напряжениедуги,выраженноеввольтах; I2:Токсваркивамперах.
КачествосваркиКачество сварного шва одновременно с минимальнымколичеством производимых брызг определяется в основномравновесием параметров сварки: ток (скорость проволоки),диаметрпроволоки,напряжениедуги,ит.д.Точно также положение горелки должно регулироваться, всоответствии с изображениями на рисунке (РИС. L), чтобыизбежатьизбыточногообразованиябрызгидефектовшва.Также и скорость сварки (скорость движения вперед вдольсварного соединения) является определяющим элементомдля правильного исполнения сварного шва; это необходимоучитывать наравне с другими параметрами, особенно дляобеспечения проникновения и правильной формы самогосварногошва. Наиболее часто встречающиеся дефекты сварки приведены вТАБ.8.
СВАРКАTIG(DC)Сварка TIG -это процедура сварки, использующая тепло,производимое электрической дугой, которая была возбужденаи поддерживается, между неплавящимся электродом(вольфрам) и свариваемой деталью. Вольфрамовый электродподдерживается горелкой, способной передавать ток сваркии защищать сам электрод и расплав сварки от атмосферногоокисления, при помощи потока инертного газа (обычноиспользуется аргон: Ar 99.5%), выходящего из керамическогосопла(РИС.M).Длявыполненияхорошейсваркинеобходимоиспользоватьточныйдиаметрэлектродасопределеннымтоком,смотритаблицу(ТАБ.6).Нормальный выход вперед электрода из керамического сопласоставляет2-3ммиможетдостигать8ммдляугловойсварки.Сварка происходит путем расплава краев соединения. Дляхорошоподготовленныхнебольшихтолщин(примернодо1мм)нетребуетсяматериалприпоя(РИС.N).Длябольшихтолщиннеобходимоиспользоватьпалочкистакимжесоставомматериалаосновыисоответствующегодиаметра,справильнойподготовкойкраев(РИС.O).Дляполученияхорошихрезультатов сварки нужно, чтобы детали были правильноочищеныинеимелиоксидов,масел,жира,растворителейит.д.
ВозбуждениеLIFT(сотрывомэлектродаотизделия):Возбуждение электрической дуги выполняется, отдаляявольфрамовый электрод от свариваемой детали. Этот режимвозбуждения дуги образует меньше помех от электрическогоизлученияисводиткминимумувключениявольфрамаиизносэлектрода.Порядок:Поместить наконечник электрода на деталь, оказывая легкоедавление. Поднять электрод на 2-3 мм, опоздав на несколькомгновений,достигаятакимобразомвозбуждениедуги.ВначалесварочныйаппаратподаеттокIBASE,спустянесколькосекундонначнетподаватьзаданныйтоксварки.СваркаTIGDCСварка TIG DC подходит для любой низколегированной ивысоколегированной углеродистой стали и для тяжелыхметаллов,таких,какмедь,никель,титаниихсплавы.

- 51 -
Для сварки в режимеTIGDC с электродом на отрицательномполюсе (-) обычно используется электрод с 2% церия (сераяцветнаяполоса).Необходимо по оси заточить вольфрамовый электрод припомощи шлифовального круга, смотри РИС. P, контролируя,чтобыкончикэлектродабылсовершенноконцентрическим,длятого, чтобы избежать отклонений дуги. Важно осуществлятьзаточку в направлении длины электрода. Эту операциюнеобходимо периодически повторять, в зависимости отиспользованияиизносаэлектродаили когдаонбылслучайнозагрязнен,окисленилииспользовалсянеправильно.
СВАРКАСИСПОЛЬЗОВАНИЕМЭЛЕКТРОДАСПОКРЫТИЕМMMA- Необходимо следовать указаниям производителя,приведеннымнаупаковкесиспользуемымиэлектродами,гдеуказанаправильнаяполярностьэлектродаисоответствующийоптимальныйток.
- Ток сварки регулируется в зависимости от диаметраиспользуемого электрода и типа выполняемого соединения(ТАБ.7).
- Следует заметить, что при одинаковом диаметре электрода,высокие значения тока будут использованы для сваркина плоскости, а для сварки на вертикали или над головойнеобходимоиспользоватьболеенизкиезначениятока.
- Механические характеристики свариваемого шваопределяются, помимо интенсивности выбранного тока,другимипараметрамисварки,такими,какдлинадуги,скоростьиположениеисполнения,диаметрикачествоэлектродов(дляправильногосохранениядержатьэлектродывзащищенномотвлагиместе,вспециальнойупаковкеиликонтейнере).
Характеристики сварки зависят также от величины СИЛЫДУГИ(динамическоеповедение)сварочногоаппарата.
- Следует заметить, что высокие значения СИЛЫ ДУГИобеспечивают большее проникновение и позволяют вестисварку в любом положении, обычно используя щелочныеэлектроды, и низкие значения СИЛЫ ДУГИ обеспечиваютболеемягкуюдугу,безобразованиябрызг,обычноиспользуярутиловыеэлектроды.
- СварочныйаппараттакжеоснащенустройствамиHOTSTART(ПУСКИЗГОРЯЧЕГОСОСТОЯНИЯ)иANTISTICK(отсутствиеприлипания),гарантирующимиболеелегкийпускиотсутствиеприклеиванияэлектродакдетали.
Порядок- Держа щиток ПЕРЕД ЛИЦОМ, потереть кончик электродао свариваемую деталь, выполняя движение, как если бывы хотели зажечь спичку; этот метод является наиболееправильнымдлявозбуждениядуга.
ВНИМАНИЕ:НЕСТУЧАТЬэлектродомподетали;вырискуетеповредитьпокрытие,затрудниввозбуждениедуги.
- Как только будет возбуждена дуга, стараться поддерживатьрасстояние от детали равным диаметру используемогоэлектрода и поддерживать это расстояние как можно болеепостоянным во время исполнения сварки; помнить, чтонаклон электрода по направлениюдвижения впереддолженсоставлятьоколо20-30градусов(РИС.Q).
- В конце сварного шва, поместить кончик электрода слегканазад, относительно направления движения вперед, надкратером, для того, чтобы выполнить его заполнение, затембыстро поднять электрод над расплавом для получениявыключениядуги(Внешнийвидсварногошва-РИС.R).
7. ТЕХОБСЛУЖИВАНИЕ
ВНИМАНИЕ! ПЕРЕД ПРОВЕДЕНИЕМ ОПЕРАЦИЙТЕХОБСЛУЖИВАНИЯ ПРОВЕРИТЬ, ЧТО СВАРОЧНЫЙАППАРАТОТКЛЮЧЕНИОТСОЕДИНЕНОТСЕТИПИТАНИЯ.
ПЛАНОВОЕТЕХОБСЛУЖИВАНИЕОПЕРАЦИИ ПЛАНОВОГО ТЕХОБСЛУЖИВАНИЯВЫПОЛНЯЮТСЯОПЕРАТОРОМ.
Горелка- Неоставляйте горелкуилиеё кабельна горячихпредметах,это может привести к расплавлению изоляции и сделаетгорелкуикабельнепригоднымикработе.
- Регулярно проверяйте крепление труб и патрубков подачигаза.
- При каждой смене катушки со сварочной проволокойпродувайтесухимсжатымвоздухомподдавлениемнеболее(макс. 5бар) шланг подачи проволоки и проверяйте егосостояние.
- Ежедневно проверяйте состояние и правильность монтажадеталей конечной части горелки: сопла, контактной трубки игазовогодиффузора.
Подачапроволоки-Проверить степень износа роликов, протягивающихпроволоку. Периодически удалять металлическуюпыль, откладывающуюся в зоне протягивания (ролики инаправляющаяпроволокинавходеивыходе).
ВНЕПЛАНОВОЕТЕХОБСЛУЖИВАНИЕВНЕПЛАНОВОЕ ТЕХОБСЛУЖИВАНИЕ ДОЛЖНООСУЩЕСТВЛЯТЬСЯ ТОЛЬКО ОПЫТНЫМ ИЛИКВАЛИФИЦИРОВАННЫМ В ЭЛЕКТРОМЕХАНИЧЕСКОЙОБЛАСТИ ПЕРСОНАЛОМ СОГЛАСНО ПОЛОЖЕНИЯМТЕХНИЧЕСКОЙНОРМЫIEC/EN60974-4.
ВНИМАНИЕ! НИКОГДА НЕ СНИМАЙТЕ ПАНЕЛЬИ НЕ ПРОВОДИТЕ НИКАКИХ РАБОТ ВНУТРИ КОРПУСААППАРАТА,НЕОТСОЕДИНИВПРЕДВАРИТЕЛЬНОВИЛКУОТЭЛЕКТРИЧЕСКОЙСЕТИ.Выполнение проверок под напряжением может привестик серьезным электротравмам, так как возможеннепосредственный контакт с токоведущими частямиаппарата и/или повреждениям вследствие контакта счастямивдвижении.- Регулярно осматривайте внутреннюю часть аппарата, взависимости от частоты использования и запыленностирабочегоместа.Удаляйтенакопившуюсянатрансформаторе,сопротивленииивыпрямителепыльприпомощиструисухогосжатоговоздухаснизкимдавлением(макс.10бар).
- Ненаправлятьструюсжатоговоздуханаэлектрическиеплаты;произвестиихочисткуоченьмягкойщеткойилиспециальнымирастворителями.
- Проверитьприочистке,чтоэлектрическиесоединенияхорошозакручены и на кабелепроводке отсутствуют поврежденияизоляции.
- Послеокончанияоперациитехобслуживаниявернитепанелиаппаратанаместоихорошозакрутитевсекрепежныевинты.
- Никогданепроводитесваркуприоткрытоймашине.- После выполнения техобслуживания или ремонтаподсоедините обратно соединения и кабели так, как онибыли подсоединены изначально, следя за тем, чтобы онине соприкасались с подвижными частями или частями,температура которых может значительно повыситься.Закрепитевсепроводастяжками,вернувихвпервоначальныйвид, следя за тем, чтобы соединения первичной обмоткивысокогонапряжениябылибыдолжнымобразомотделеныотсоединенийвторичнойобмоткинизкогонапряжения.
Для закрытия металлоконструкции установите обратно всегайкиивинты.
8.ПОИСКНЕИСПРАВНОСТЕЙВ случаях неудовлетворительной работы аппарата, передПРОВЕДЕНИЕМ СИСТЕМАТИЧЕСКОЙ ПРОВЕРКИ Иобращениемвсервисныйцентр,проверьтеследующее:- Убедиться, что ток сварки, величина которого регулируетсяпотенциометром, со ссылкой на градуированную в амперахшкалу, соответствует диаметру и типу используемогоэлектрода.
- Убедиться, что основной выключатель включен и горитсоответствующаялампа.Еслиэтонетак,тонапряжениесетине доходит до аппарата, поэтому проверьте линию питания(кабель,вилкуи/илирозетку,предохранительит.д.).
- Проверить, не загорелась ли желтая индикаторнаялампа, которая сигнализирует о срабатывании защитыот перенапряжения или недостаточного напряжения иликороткогозамыкания.
- Для отдельных режимов сварки необходимо соблюдатьноминальный временной режим, т. е. делать перерывы вработе для охлаждения аппарата. В случаях срабатывания

- 52 -
термозащиты подождите, пока аппарат не остынетестественнымобразом,ипроверьтесостояниевентилятора.
- Проверитьнапряжениесети.Еслинапряжениеобслуживанияслишком высокое или слишком низкое, то аппарат не будетработать.
- Проверить напряжение линии: если значение слишкомвысокое или слишком низкое, сварочный аппарат остаетсязаблокированным.
- Убедиться,чтонавыходеаппаратанеткороткогозамыкания,вслучаеегоналичия,устранитеего.
- Проверить качество и правильность соединений сварочногоконтура, в особенности зажим кабеля массы должен бытьсоединенсдеталью,безналоженияизолирующегоматериала(например,красок).
P
MANUAL DE INSTRUÇÕES
CUIDADO!ANTES DE UTILIZARAMÁQUINA DE SOLDA LERCUIDADOSAMENTEOMANUALDEINSTRUÇÕES!
MÁQUINASDESOLDAAFIOCONTÍNUOPARAASOLDAGEMA ARCO MIG/MAG E FLUX, TIG, MMA PREVISTAS PARA USO PROFISSIONAL E INDUSTRIAL.Nota: No texto a seguir será utilizada a frase “máquina desolda”.
1. SEGURANÇA GERAL PARA A SOLDAGEM A ARCOO operador deve ser suficientemente informado sobre o usoseguro da máquina de solda e informado sobre os riscosligados aos procedimentos com soldagem a arco, às relativas medidasdeproteçãoeaosprocedimentosdeemergência.(Consultartambémanorma”EN60974-9:Aparelhagensparaasoldaduraporarco.Parte9:Instalaçãoeuso”).
- Evitaroscontatosdiretoscomocircuitodesolda;atensãoemvaziofornecidapelamáquinadesoldarpodeserperigosaem algumas circunstâncias.
- Aconexãodoscabosdesolda,asoperaçõesdeverificaçãoedereparaçãodevemserexecutadascomamáquinadesoldardesligadaedesconectadadarededealimentação.
- Desligar a máquina de soldar e desconectá-la da rede dealimentação antesde substituir as partesdesgastadaspelatocha.
- Efetuarainstalaçãoelétricadeacordocomasnormaseleisdeprevençãoeacidentesemvigor.
- Amáquina de soldar deve ser ligada exclusivamente a umsistema de alimentação com condutor de neutro ligado àterra.
- Certificar-se que a tomada de alimentação esteja ligadacorretamenteàterradeproteção.
- Não utilizar a máquina de solda em ambientes úmidos oumolhados ou com chuva.
- Nãoutilizarfioscomisolamentodeterioradooucomconexõesafrouxadas.
- Não soldar sobre reservatórios, recipientes ou tubulaçõesquecontenhamouquecontiveramprodutos inflamáveisoucombustíveis líquidos ou gasosos.
- Evitar de trabalhar sobre materiais limpos com solventes clorados ou nas proximidades de tais substâncias.
- Nãosoldarrecipientessobpressão.- Afastardaáreadetrabalhotodasassubstânciasinflamáveis
(p.ex. madeira, papel, panos, etc.)- Verificar que haja uma circulação de ar adequada ou de
equipamentos capazes de eliminar as fumaças de solda nas proximidadesdoarco;énecessárioumcontrolesistemáticopara a avaliação dos limites à exposição das fumaças desoldaemfunçãodasuacomposição,concentraçãoeduraçãodaprópriaexposição.
- Manter o cilindro protegido de fontes de calor, inclusive a irradiaçãosolar(seutilizada).
- Adotar um isolamento elétrico apropriado em relação aoeletrodo, apeça emusinageme eventuaispartesmetálicascolocadas no piso nas proximidades (acessíveis).
Isto é normalmente obtido com o uso de luvas, calçados, capacetesevestuáriosprevistosparaafinalidadeemedianteo uso de estrados ou tapetes isolantes.
- Proteger sempre os olhos com vidros com filtros de luzmontados nas máscaras ou capacetes.Usar os vestuáriosprotetores apropriados à prova de fogo evitando de expor a epiderme aos raios ultravioletas e infravermelhos produzidos peloarco;aproteçãodeveserestendidaàsoutraspessoasnasvizinhançasdoarcoatravésdebarreirasoucortinasnãorefletoras.
-Ruído:Sedevidoàsoperaçõesdesoldamuito intensas forverificadoumníveldeexposiçãodiáriapessoal(LEPd)igualou maior a 85db(A), é obrigatório o uso de instrumentos individuaisdeproteçãoadequada.
- A passagem da corrente de soldadura causa o aparecimento de campos electromagnéticos (EMF) localizados nas proximidades do circuito de soldadura.
Os campos electromagnéticos podem interferir com algumas aparelhagens médicas (p. ex. Pacemaker, respiradores, prótesesmetálicasetc.).Devemsertomadasmedidasdeprotecçãoadequadasparacomos portadores desses aparelhos. Por exemplo, proibir o acesso àáreadeutilizaçãodoaparelhodesoldar.Este aparelho de soldar satisfaz os standards técnicos de produto para o uso exclusivo em ambiente industrial e com finalidade profissional. Não é garantida a correspondênciaaoslimitesdebaserelativosàexposiçãohumanaaoscamposelectromagnéticos em ambiente doméstico.
O operador deve utilizar os procedimentos a seguir, de forma a reduziraexposiçãoaoscamposelectromagnéticos:- Fixar juntos, o mais perto possível, os dois cabos de
soldadura.- Manter a cabeça e o tronco do corpo o mais distante possível
do circuito de soldadura.- Os cabos de soldadura nunca devem enrolar ao redor do
corpo.- Não soldar como corpo nomeio do circuito de soldadura.
Manter ambos os cabos no mesmo lado do corpo.- Ligar o cabo de retorno da corrente de soldadura à peça a soldaromaispróximopossívelàjunçãoemexecução.
- Nãosoldarperto,sentadosouapoiadosnoaparelhodesoldar(distânciamínima:50cm).
- Nãodeixarobjectosferromagnéticospróximodocircuitodesoldadura.
- Distância mínima d=20cm (Fig. S).
-AparelhodeclasseA:Este aparelho de solda satisfaz os requisitos do standard técnico de produto para o uso exclusivo em ambiente industrial e com finalidade profissional. Não é garantida a correspondência àcompatibilidade electromagnética nos edifícios domésticos e naqueles ligadosdirectamenteauma rededealimentaçãodebaixatensãoquealimentaosedifíciosparaousodoméstico.
CUIDADOS SUPLEMENTARES ASOPERAÇÕESDESOLDAGEM: - Em ambiente a risco acrescido de choque elétrico; -Emespaçosconfinados; -Napresençademateriaisinflamáveisouexplosivos; DEVEM ser previamente avaliadas por um ”Responsável
qualificado” e executadas sempre na presença deoutras pessoas instruídas para intervenções em caso de

- 189 -
FIG. A
DATI TECNICI SALDATRICE - WELDING MACHINE TECHNICAL DATA
3
4
FUSE T A
11
7
8
1
9
10
2
5
6
TAB. 1
Kg
230V
T20A
T32A
230V
32A
32A
I max2
200A
200A
2mm Kg
25
25
23
23
TAB. 2
DATI TECNICI TORCIA MIG IN ACCORDO ALLA EN 60974-7 - MIG TORCH TECHNICAL DATA ACCORDING TO EN 60974-7
150
180
200
230
60%
60%
60%
60%
ArCO /Ar2
CO2
ArCO /Ar2
CO2
VOLTAGE CLASS: 113V
Ømm
I max (A) X (%)
STEEL: 0,6÷1AL: 0,8÷1INOX: 0,8
BRAZING: 0,8
Ømm
VOLTAGE CLASS: 113V
I max (A) X (%)
180 1÷2.435 Argon
TAB. 3
DATI TECNICI TORCIA TIG IN ACCORDO ALLA EN 60974-7 - TIG TORCH TECHNICAL DATA ACCORDING TO EN 60974-7

- 190 -
2
3
4
5
1
6
7
8
TAB. 4
250
I max (A)
VOLTAGE CLASS: 113V
Ømm2
Ømm
3.15÷4 25
X (%)
60
DATI TECNICI PINZA PORTAELETTRODO IN ACCORDO ALLA EN 60974-11 - ELECTRODE HOLDER TECHNICAL DATA ACCORDING TO EN 60974-11
FIG. B
GAS / NO GAS
GAS
NO GAS9
10
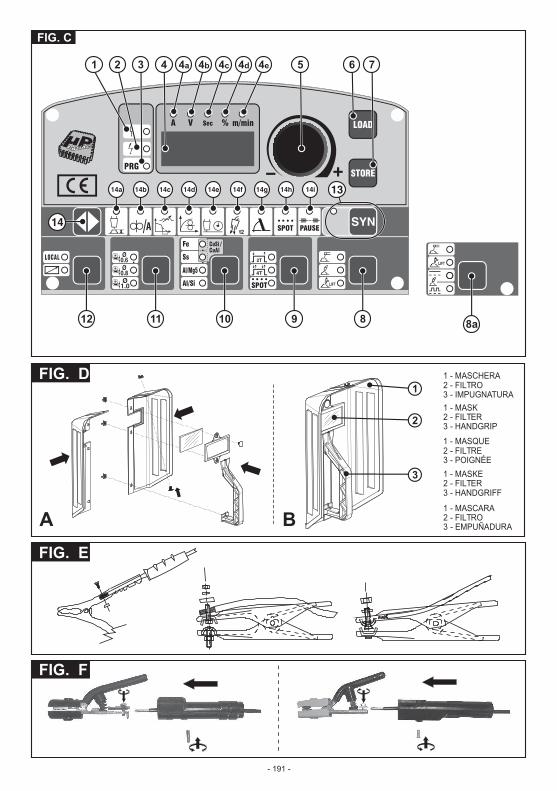
- 191 -
123
- MASCHERA - FILTRO - IMPUGNATURA
123
- MASQUE - FILTRE - POIGNÉE
123
- MASK - FILTER - HANDGRIP
123
- MASKE - FILTER - HANDGRIFF
123
- MASCARA - FILTRO - EMPUÑADURA
FIG. F
FIG. E
FIG. D
FIG. C
1 2 3 4 4a 4b 4c 4d 4e 5 6
8
7
9101112
13
14
14a 14b 14c 14d 14e 14f 14g 14h 14i
8a
A B
1
2
3

- 192 -
Ø0.8
.80
Ø 200mm
Ø 300mm
1
a b
2
a
b c3
a b4
FIG. G
Ø0.6
0.6

- 193 -
FIG. H
FIG. I
1
2
10
5 6
8 9
11
12 13
3 4 7
FIG. L
A B CSALDATURA IN PIANOHORIZONTAL WELDING
5 - 15°5 - 15°
20 - 45°
90°
a
ax
MOVIMENTO TORCIATORCH MOVEMENT
IN DISCENDENTEDOWNWARDS
IN ASCENDENTEUPWARDS
DIREZIONE SALDATURAWELDING DIRECTION
SALDATURA IN PIANO-FRONTALEFRONTAL HORIZONTAL WELDING
SALDATURA IN VERTICALEVERTICAL WELDING

- 194 -
FIG. Q
FIG. M 1 - EVENTUALE BACCHETTA D'APPORTO - BAGUETTE D'APPORT ÉVENTUELLE - F I L L E R R O D I F N E E D E D - BEDARFSWEISE E INGESETZTER S C H W E I S S S T A B M I T ZUSATZWERKSTOFF - EVENTUAL VARILLA DE APORTE.
2 - UGELLO - TUYÈRE - NOZZLE - DÜSE - BOQUILLA.
3 - GAS - GAZ - GAS - GAS - GAS.4 - CORRENTE - COURANT - CURRENT -
STROM - CORRIENTE.5 - PEZZO DA SALDARE - PIÈCE À SOUDER
- PIECE TO BE WELDED - WERKSTÜCK - PIEZA A SOLDAR.
6 - E L E T TRODO - É L E C TRODE - E L E C TRODE - E L E K TRODE - ELECTRODO.- L'ARGON, GAS INERTE, PROTEGGE IL BAGNO DI FUSIONE DALL'OSSIDAZIONE ATMOSFERICA.
- L'ARGON GAZ INERTE, PROTÈGE LE BAIN DE FUSION DE L'OXYDATION ATMOSPHÉRIQUE.- THE ARGON, INERT GAS, PROTECTS THE WELDING PUDDLE FROM OXIDATION.- DAS INERTGAS ARGON SCHÜTZT DAS SCHMELZBAD VOR DER ATMOSPHÄRISCHEN OXIDATION.- EL ARGON, GAS INERTE, PROTEGE EL BAÑO DE FUSION DE LA OXIDACION ATMOSFERICA.
TORCIATORCHETORCHBRENNERSOPLETE
6
5
4
3
1 2
FIG. N FIG. O
- Preparazione dei lembi rivoltati da saldare senza materiale d’apporto.- Préparation des bords relevés pour soudage sans matériau d'apport.- Preparation of the folded edges for welding without weld material.- Herrichtung der gerichteten Kanten, die ohne Zusatzwerkstoff geschweißt werden.
- Preparación de los extremos rebordeados a soldar sin material de aporte.
- Preparazione dei lembi xper giunti di testa da saldare con materiale d’apporto.- Préparation des bords pour joints de tête pour soudage avec matériau d'apport.- Preparation of the edges for butt weld joints to be welded with weld material.- Herrichtung der Kanten für Stumpfstöße, die mit Zusatzwerkstoff geschweißt werden.
- Preparación de los extremos para juntas de cabeza a soldar con material de aporte.
3mm
60°
60-90°
FIG. P
TIG DC
L= Ø IN CORRENTE CONTINUAIN DIRECT CURRENTEN COURANT CONTINUBEI GLEICHSTROMEN CORRIENTE CONTINUACORRETTO
CORRECTCOURANTEXACTCORRECTO
CORRENTE SCARSAINSUFFICIENT CURRENTCOURANT INSUFFISIANTZU WENIG STROMCORRIENTE ESCASA
CORRENTE ECCESIVAEXCESSIVE CURRENTCOURANT EXCESSIFZU VIEL STROMCORRIENTE EXCESIVA
- CONTROLLO DELLA PUNTA DELL’ELETTRODO- CHECK OF THE ELECTRODE TIP- CONTROLE DE LA POINTE DE L’ÉLECTRODE- KONTROLLE DER ELEKTRODENSPITZE- CONTROL DE LA PUNTA DEL ELECTRODO

- 195 -
TAB. 5
TAB. 6
VALORI ORIENTATIVI CORRENTI DI SALDATURA MIG/MAG (A) - INDICATIVE VALUES FOR WELDING CURRENT MIG/MAG (A)
TAB. 7 VALORI ORIENTATIVI Ø ELETTRODO - CORRENTE DI SALDATURAINDICATIVE VALUES Ø ELECTRODE - WELDING CURRENT
AVANZAMENTO TROPPO LENTOAVANCEMENT TROP FAIBLEADVANCEMENT TOO SLOWZU LANGASAMES ARBEITENAVANCE DEMASIADO VELOZ
ARCO TROPPO CORTOARC TROP COURTARC TOO SHORTZU KURZER BOGENARCO DEMASIADO CORTO
CORRENTE TROPPO BASSACOURANT TROP FAIBLECURRENT TOO LOWZU GERINGER STROMCORRIENTE DEMASIADO BAJA
AVANZAMENTO TROPPO VELOCEAVANCEMENT EXCESSIFADVANCEMENT TOO FASTZU SCHNELLES ARBEITENAVANCE DEMASIADO LENTO
ARCO TROPPO LUNGOARC TROP LONGARC TOO LONGZU LANGER BOGENARCO DEMASIADO LARGO
CORRENTE TROPPO ALTACOURANT TROP ELEVECURRENT TOO HIGHZU VIEL STROMCORRIENTE DEMASIADO ALTA
CORDONE CORRETTOCORDON CORRECTCURRENT CORRECTRICHTIGCORDON CORRECTO
FIG. R
DATI ORIENTATIVI PER SALDATURA - SUGGESTED VALUES FOR WELDING
d
FIG. S

- 196 -
- 197 -
( GB ) GUARANTEEThe manufacturer guarantees proper operation of the machines and undertakes to replace free of charge any parts should they be damaged due to poor quality of materials or manufacturing defects within 12 months of the date of commissioning of the machine, whenprovenbycertification.Returnedmachines,alsounderguarantee,shouldbedispatchedCARRIAGEPAIDandwillbereturnedCARRIAGE FORWARD. This with the exception of, as decreed, machines considered as consumer goods according to European directive1999/44/EC,onlywhensoldinmemberstatesoftheEU.Theguaranteecertificateisonlyvalidwhenaccompaniedbyanofficialreceipt or delivery note. Problems arising from improper use, tampering or negligence are excluded from the guarantee. Furthermore, the manufacturer declines any liability for all direct or indirect damages.
( I ) GARANZIALa ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad effettuare gratuitamente la sostituzione dei pezzi che si deteriorassero per cattiva qualità di materiale e per difetti di costruzione entro 12 mesi dalla data di messa in funzione della macchina,comprovatasulcertificato.Lemacchinerese,ancheseingaranzia,dovrannoesserespediteinPORTOFRANCOeverrannorestituite in PORTO ASSEGNATO. Fanno eccezione, a quanto stabilito, le macchine che rientrano come beni di consumo secondo la direttivaeuropea1999/44/CE,solosevenduteneglistatimembridellaEU.Ilcertificatodigaranziahavaliditàsoloseaccompagnatodascontrinofiscaleobolladiconsegna.Gli inconvenientiderivatidacattivautilizzazione,manomissioneo incuria,sonoesclusidallagaranzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti.
( F ) GARANTIELe fabricant garantit le fonctionnement correct des machines et s’engage à remplacer gratuitement les composants endommagés à la suite d’une mauvaise qualité de matériel ou d’un défaut de fabrication durant une période de 12 mois à compter de la mise en service de lamachineattestéeparlecertificat.Lesmachinesrendues,mêmesousgarantie,doiventêtreexpédiéesenFRANCODESTINATIONet seront renvoyéesenPORTDÛ.Font exceptionà cette règle lesmachines considérées commebiensde consommation selon ladirectiveeuropéenne1999/44/CEetvenduesauxétatsmembresdel’EUuniquement.Lecertificatdegarantien’estvalableques’ilestaccompagné de la preuve d’achat ou du bulletin de livraison. Tous les inconvénients dus à une utilisation incorrecte, une manipulation ou une négligence sont exclus de la garantie. La société décline en outre toute responsabilité pour tous les dommages directs ou indirects.
(E)GARANTÍALa empresa fabricante garantiza el buen funcionamiento de las máquinas y se compromete a efectuar gratuitamente la sustitución de las piezas que se deterioren por mala calidad del material y por defectos de fabricación en los 12 meses posteriores a la fecha de puesta enfuncionamientodelamáquina,comprobadaenelcertificado.Lasmáquinasentregadas,inclusoengarantía,deberánserenviadasa PORTE PAGADO y se devolverán a PORTE DEBIDO. Son excepción, según cuanto establecido, las máquinas que se consideran bienesdeconsumosegúnladirectivaeuropea1999/44/CEsólosihansidovendidasenlosestadosmiembrosdelaUE.Elcertificadodegarantía tienevalidezsólosiestáacompañadode resguardofiscaloalbarándeentrega.Losproblemasderivadosdeunamalautilización,modificaciónonegligenciaestánexcluidosdelagarantía.Además,sedeclinacualquierresponsabilidadportodoslosdañosdirectos e indirectos.
(D)GEWÄHRLEISTUNGDerHerstellerübernimmtdieGewährleistungfürdeneinwandfreienBetriebderMaschinenundverpflichtetsich,solcheTeilekostenloszuersetzen, die aufgrund schlechter Materialqualität und von Herstellungsfehlern innerhalb von 12 Monaten ab der Inbetriebnahme schadhaft werden. Als Nachweis der Inbetriebnahme gilt der Garantieschein. Werden Maschinen zurückgesendet, muß dies - auch im Rahmen der Gewährleistung - FRACHTFREI geschehen. Sie werden anschließend per FRACHTNACHNACHNAME wieder zurückgesendet. Von den Regelungen ausgenommen sind Maschinen, die nach der Europäischen Richtlinie 1999/44/EG unter die Verbrauchsgüter fallen, und nur dann, wenn sie in einem Mitgliedstaat der EU verkauft worden sind. Der Garantieschein ist nur gültig, wenn ihm der Kassenbon oder der Lieferschein beiliegt. Unsere Gewährleistung bezieht sich nicht auf Schäden aufgrund fehlerhafter oder nachlässiger Behandlung oder aufgrund von Fremdeinwirkung. Außerdem wird jede Haftung für direkte und indirekte Schäden ausgeschlossen.
(RU)ГАРАНТИЯКомпания-производитель гарантирует хорошую работу машинного оборудования и обязуется бесплатно произвести заменучастей,имеющихнеисправности,явившиесяследствиемплохогокачестваматериалаилидефектовпроизводства,втечении12месяцевсдатыпускавэксплуатациюмашинногооборудования,проставленнойнасертификате.Возвращенноеоборудование,даже находящееся под действием гарантии, должно быть направлено на условиях ПОРТО ФРАНКО и будет возвращено вУКАЗАННОЕ МЕСТО. Из оговоренного выше исключается машинное оборудование, считающееся товарами потребления, всоответствии с европейскойдирективой1999/44/EC, тольков томслучае, еслионибылипроданыв государствах, входящихв ЕС. Гарантийный сертификат считается действительным только при условии, что к нему прилагается товарный чек илитоваросопроводительная накладная. Неисправности, возникшие из-за неправильного использования, порчи или небрежногообращения, не покрываются действием гарантии. Дополнительно производитель снимает с себя любую ответственность закакой-либопрямойилинепрямойущерб.
( P ) GARANTIAA empresa fabricante torna-se garante do bom funcionamento das máquinas e compromete-se a efectuar gratuitamente a substituição das peças que porventura se deteriorarem devido à má qualidade de material e por defeitos de fabricação no prazo de 12 meses da data deentradadamáquinaemfuncionamento,comprovadanocertificado.Asmáquinasdevolvidas,mesmoseemgarantia,deverãoserdespachadas em PORTO FRANCO e serão devolvidas com FRETE A PAGAR. São excepção, a quanto estabelecido, as máquinas que são consideradas como bens de consumo segundo a directiva europeia 1999/44/CE, somente se vendidas nos estados-membros da EU.Ocertificadodegarantiatemvalidadesomenteseacompanhadopelanotafiscalouconhecimentodeentrega.Osinconvenientesdecorrentes de utilização imprópria, adulteração ou descuido, são excluídos da garantia. Para além disso, o fabricante exime-se de qualquer responsabilidade para todos os danos directos e indirectos.
(GR)ΕΓΓΥΗΣΗΗκατασκευαστικήεταιρίαεγγυάταιτηνκαλήλειτουργίατωνμηχανώνκαιδεσμεύεταιναεκτελέσειδωρεάντηναντικατάστασητμημάτωνσεπερίπτωσηφθοράςτουςεξαιτίαςκακήςποιότηταςυλικούήελαττωμάτωνκατασκευής,εντός12μηνώναπότηνημερομηνίαθέσηςσελειτουργίαςτουμηχανήματοςεπιβεβαιωμένηαπότοπιστοποιητικό.Ταμηχανήματαπουεπιστρέφονται,ακόμακαιανείναισεεγγύηση,θαστέλνονταιΧΩΡΙΣΕΠΙΒΑΡΥΝΣΗκαιθαεπιστρέφονταιμεέξοδαΠΛΗΡΩΤΕΑΣΤΟΝΠΡΟΟΡΙΣΜΟ.Εξαιρούνταιαπόταοριζόμεναταμηχανήματαπουαποτελούνκαταναλωτικάαγαθάσύμφωναμετηνευρωπαϊκήοδηγία1999/44/ECμόνοανπωλούνταισεκράτημέλητηςΕΕ.Τοπιστοποιητικόεγγύησηςισχύειμόνοανσυνοδεύεταιαπόεπίσημηαπόδειξηπληρωμήςήαπόδειξηπαραλαβής.Ενδεχόμεναπροβλήματαοφειλόμενασεκακήχρήση,παραποίησηήαμέλεια,αποκλείονταιαποτηνεγγύηση.Απορρίπτεται,επίσης,κάθεευθύνηγιαοποιαδήποτεβλάβηάμεσηήέμμεση.

- 198 -
( NL ) GARANTIEDe fabrikant is garant voor de goede werking van de machines en verplicht er zich toe gratis de vervanging uit te voeren van de stukken die afslijten omwille van de slechte kwaliteit van het materiaal en omwille van fabricagefouten, binnen de 12 maanden vanaf de datum van inbedrijfstellingvandemachine,bevestigdophetcertificaat.Degeretourneerdemachines,ookalzijnzeingarantie,moetenPORTVRIJverzonden worden en zullen op KOSTEN BESTEMMELING teruggestuurd worden. Hierop maken een uitzondering de machines die vallen onder de verbruiksartikelen overeenkomstig de Europese richtlijn, 1999/44/EG, alleen indien ze verkocht zijn in de lidstaten van de EU.Hetgarantiecertificaatisalleengeldigindienhetvergezeldisvandefiscalereçuofvanhetontvangstbewijs.Deinconveniëntentewijten aan een slecht gebruik, schendingen of nalatigheid zijn uitgesloten uit de garantie. Bovendien wijst men alle verantwoordelijkheid af voor alle rechtstreekse en onrechtstreekse schade.
( H ) JÓTÁLLÁSA gyártó cég jótállást vállal a gépek rendeltetésszerű üzemeléséért illetve vállalja az alkatrészek ingyenes kicserélését ha azok azalapanyag rosszminőségéből valamint gyártási hibából erednekagépüzembehelyezésénekabizonylat szerint igazolhatónapjátólszámított 12 hónapon belül. A cserélendő alkatrészeket még a jótállás keretében is BÉRMENTESEN kell visszaküldeni, amelyekUTÓVÉTTELlesznekavevőhözkiszállítva.Kivételtképeznekeszabályalólazongépek,melyekazEurópaiUnió199/44/ECirányelveszerintmeghatározottfogyasztásicikknekminősülnek,sazEUtagországaibankerültekértékesítésre.Ajótálláscsakablokkiigazolásilletveszállítólevélmellékletévelérvényes.Anemrendeltetésszerűhasználatból,megrongálásból illetvenemmegfelelőgondossággalvalókezelésbőleredőrendellenességekajótállástkizárják.Kizárttovábbábármineműfelelősségvállalásmindenközvetlenésközvetettkárért.
(RO)GARANŢIEFabricantulgaranteazăbunafuncţionareaaparatelorproduseşiseangajeazălaînlocuireagratuităapieselorcares-arputeadeterioradincauzacalităţiiscadenteamaterialuluisaudincauzadefectelordeconstrucţieînmax.12lunideladatapuneriiînfuncţiuneaaparatului,dovedităcucertificatuldegaranţie.Aparatelerestituite,chiardacăsuntîngaranţie,sevorexpediaFĂRĂPLATĂşisevorrestituiCUPLATALAPRIMIRE.Facexcepţie,conformnormelor,aparatelecaresecategorisesccaşibunurideconsum,conformdirectiveieuropene1999/44/EC,numaidacăacesteasuntvânduteînstatelemembredinUE.Certificatuldegaranţieestevalabilnumaidacăesteînsoţitdebonulfiscalsaudefişadelivrare.Nefuncţionareacauzatădeoutilizareimproprie,manipulareinadecvatăsauneglijenţăesteexclusădindreptullagaranţie.Înplusfabricantulîşideclinăoriceresponsabilitatefaţădetoatedauneleprovocatedirectşiindirect.
( S ) GARANTITillverkaren garanterar att maskinerna fungerar bra och åtar sig att kostnadsfritt byta ut delar som går sönder p.g.a. dålig materialkvalitet och defekter inom 12 månader efter idriftsättningen av maskinen, som ska styrkas av intyg. De maskiner som lämnas tillbaka, även om de täcks av garantin, måste skickas FRAKTFRITT, och kommer att skickas tillbaka PÅ MOTTAGARENS BEKOSTNAD. Ett undantag från detta utgörs av de maskiner som räknas som konsumtionsvaror enligt EU-direktiv 1999/44/EG, och då enbart om de har sålts till något av EU:s medlemsländer. Garantisedeln är bara giltig tillsammans med kvitto eller leveranssedel. Problem som beror på felaktig användning, åverkan eller vårdslöshet täcks inte av garantin. Tillverkaren frånsäger sig även allt ansvar för direkt och indirekt skada.
( DK ) GARANTIProducenten stiller garanti for, at maskinerne fungerer ordentligt, og forpligter sig til vederlagsfrit at udskifte de dele, der måtte fremvise defekter på grund af ringe materialekvalitet eller fabrikationsfejl i løbet af de første 12 måneder efter maskinens idriftsættelsesdato, der fremgår af beviset. Selvom de returnerede maskiner er i garanti, skal de sendes FRANKO FRAGT, mens de tilbageleveres PR. EFTERKRAV. Dette gælder dog ikke for de maskiner, der i henhold til Direktivet 1999/44/EØF udgør forbrugsgoder, men kun på betingelse af at de sælges i EU-landene. Garantibeviset er kun gyldigt, hvis der vedlægges en kassebon eller fragtpapirer. Garantien dækker ikke for forstyrrelser, der skyldes forkert anvendelse, manipulering eller skødesløshed. Producenten fralægger sig desuden ethvert ansvar for alle direkte og indirekte skader.
( N ) GARANTITilverkeren garanterer maskinens korrekte funksjon og forplikter seg å utføre gratis bytte av deler som blir ødelagt på grunn av en dårlig kvalitet i materialer eller konstruksjonsfeil som oppstår innen 12 måneder fra maskinens igangsetting, i overensstemmelse med sertifikatet.Maskiner som sendes tilbake, også i løpet av garantiperioden, skal skikkes FRAKTFRITT och skal sendes tilbakeMEDBETALNING AV MOTTAKEREN, unntatt maskinene som tilhører forbrukningsvarer ifølge europadirektiv 1999/44/EC, kun hvis de selges ienavEUsmedlemsstater.Garantisertifikatetergyldigkunsammenmedkvitteringellerleveringsblankett.Feilsomoppstårpågrunnavgalt bruk, manipulering eller slurv, er utelukket fra garantin. Dessuten frasier seg selskapet alt ansvar for alle direkte og indirekte skader.
( SF ) TAKUUValmistusyritys takaa koneiden hyvän toimivuuden sekä huolehtii huonolaatuisen materiaalin ja rakennusvirheiden takia huonontuneiden osienvaihdostailmaiseksi12kuukaudensisälläkoneenkäyttöönottopäivästä,mikäilmeneesertifikaatista.Palautettavatkoneet,myöstakuussa olevat, on lähetettävä LÄHETTÄJÄN KUSTANNUKSELLA ja ne palautetaan VASTAANOTTAJAN KUSTANNUKSELLA. Poikkeuksen muodostavat koneet, jotka asetuksissa kuuluvat kulutushyödykkeisiin eurooppalaisen direktiivin 1999/44/EC mukaan vain, jos ne myydään EU:n jäsen maisssa. Takuutodistus on voimassa vain, jos siihen on liitetty verotuskuitti tai todistus tavaran toimituksesta. Takuu ei kata väärinkäytöstä, vaurioittamisesta tai huolimattomuudesta johtuvia haittoja. Lisäksi yritys kieltäytyy ottamasta vastuuta kaikista välittömistä tai välillisistä vaurioista.
( CZ ) ZÁRUKAVýrobceručízasprávnoučinnoststrojůazavazujeseprovéstbezplatnouvýměnudílůopotřebovanýchzdůvodušpatnékvalitymateriáluanásledkemkonstrukčníchvaddo12měsícůoddatauvedenístrojedoprovozu,uvedenéhonazáručnímlistě.VrácenéstrojeatoivzáručnídoběmusíbýtodeslányseZAPLACENÝMPOŠTOVNÝMabudouvrácenynaNÁKLADYPŘÍJEMCE.Nazákladědohodytvořívýjimkustrojespadajícídospotřebníhomajetkuvesmyslusměrnice1999/44/ESpouzezapředpokladu,žebylyprodányvčlenskýchstátechEU.Záruční listmáplatnostpouzevpřípadě, že jepředloženspolusúčtenkounebododacím listem.Poruchyvyplývající znesprávnéhopoužití,úmyslnéhopoškozenínebochybějícípéčenespadajídozáruky.Odpovědnostsedálenevztahujenavšechnypříméanepříméškody.
( SK ) ZÁRUKAVýrobcaručízasprávnučinnosťstrojovazaväzujesavykonaťbezplatnúvýmenudielovopotrebovanýchzdôvoduzlejkvalitymateriáluanásledkomkonštrukčnýchváddo12mesiacovoddátumuuvedeniastrojadoprevádzky,uvedenéhonazáručnomliste.VrátenéstrojeatoivpodmienkachzáručnejdobymusiabyťodoslanésoZAPLATENÝMPOŠTOVNÝMabudúvrátenénaNÁKLADYPRÍJEMCU.Nazákladedohodyvýnimkutvoriastrojespadajúcedospotrebnéhomajetku,vzmyslesmernice1999/44/ES,lenzapredpokladu,žebolipredanévčlenskýchštátochEÚ.Záručnýlistjeplatnýlenvprípade,keďjepredloženýspolusúčtenkoualebododacímlistom.Poruchyvyplývajúceznesprávnehopoužitia,neoprávnenéhozásahualebonedostatočnejstarostlivostinespadajúdozáruky.Zodpovednosťsaďalejnevzťahujenavšetkypriameinepriameškody.

- 199 -
( SI ) GARANCIJAProizvajalec zagotavlja pravilno delovanje strojev in se zavezuje, da bo brezplačno zamenjal dele, ki se bodo obrabili zaradi slabekakovostimaterialainzaradinapakpriproizvodnjivroku12mesecevoddnezačetkadelovanjastroja,kijenavedennacertifikatu.Stroje,tudičezanješeveljagarancija,jetrebaposlatidoproizvajalcanastroškestrankeinbodonastroškestrankele-tejtudivrnjeni.Izjemasostroji,kisodelpotrošnihdobrinvskladuzevropskodirektivo1999/44/EC,lečesobiliprodanivdržavičlaniciEU.Garancijskopotrdilojeveljavnole,čestamupriloženaveljavenračunaliprevzemnica.Neprijetnosti,kiizhajajoiznepravilneuporabe,posegovalimalomarnosti,garancijanepokriva.Polegtegaproizvajaleczavračaodgovornostzavseneposredneinposrednepoškodbe.
( HR/SCG ) GARANCIJAProizvođačgarantiraispravanradstrojevaiobvezujeseizvršitibesplatnozamjenudijelovakojisuoštećenizboglošekvalitetematerijalaizbogtvorničkihgrešaka,urokuod12mjesecioddanapokretanjastroja,kojijepotvrđennagarantnomlistu.Vraćenistrojevi,iakosupodgarancijom,morajubitiposlanibezplaćanjatroškovaprijevoza.Iznimkasustrojevikojisevraćajukaopotrošnimaterijal,uskladusaEuropskomodredbom1999/44/EC,samoakosuprodanizemljamačlanicamaEU-a.Garantnilistvrijedisamoakojepopraćenračunomilidostavnom listom.Oštećenjanastalauslijedneispravneupotrebe, izmjena izvršenihnastroju ilinemaranisupokrivenigarancijom.Proizvođačseujednoodričebilokakveodgovornostizasveizravneineizravneštete.
( LT ) GARANTIJAGamintojasgarantuojanepriekaištingąįrenginioveikimąirįsipareigojanemokamaipakeistigaminiodalis,susidėvėjusiasassusigadinusiasdėlprastosmedžiagoskokybėsardėlkonstrukcijosdefektų12mėnesiųlaikotarpyjenuoįrenginiopaleidimodatos,kurituribūtipaliudytapažymėjimu.Grąžinamiįrenginiai,netirgaliojantgarantijai,turibūtisiunčiamiirbussugrąžintiatgalPIRKĖJOlėšomis.Išimtįaukščiauaprašytai sąlygai sudaro prietaisai, kurie pagal 1999/44/EC Europos direktyvą gali būti laikomi plataus vartojimo prekėmis bei yraparduodami tikES šalyse.Garantinis pažymėjimas galioja tik tuo atveju, jei yra lydimas fiskalinio čekio arba pristatymodokumento.Įgarantijąnėra įtrauktinesklandumai,susijęsunetinkamuprietaisonaudojimu,aplaidumuarprasta jopriežiūra.Gamintojas taippatatsiribojanuoatsakomybėsužbetkokiustiesioginiusarnetiesioginiusnuostolius.
( EE ) GARANTIITootjafirmavastutabmasinateheafunktsioneerimiseeestjakohustubasendamatasutaosad,misriknevadhalvakvaliteedigamaterjalija konstruktsioonidefektide tõttu, 12 kuu jooksul alatesmasina käikupanemise sertifikaadil tõestatud kuupäevast. Tagasi saadetavadmasinad, ka kehtiva garantiiga, tuleb saata TASUTUD POSTIMAKSUGA ja nende tagastamise SAATEKULUD ON KAUBASAAJA TASUDA. Nagu kehtestatud, teevad erandi masinad, mis kuuluvad euroopa normatiivi 1999/44/EC kohaselt tarbekauba kategooriasse jaainultsiis,kuimüüdudÜEliikmesriikides.Garantiisertifikaatkehtibainultkoosostu-võikättetoimetamiskviitungiga.Garantiieihõlmariknemisi,misonpõhjustatudseadmeväärastkäsitsemisest,modifitseerimisestvõihoolimatustkasutamisest.Pealeselleeivastutafirmakõigi otseste või kaudsete kahjude eest.
( LV ) GARANTIJARažotājsgarantēmašīnu labudarbspējuunapņemasbezmaksasnomainītdetaļas, kurasnodilstmateriālasliktaskvalitātesdēļ vairažošanasdefektudēļ12mēnešulaikākopšsertifikātānorādītāmašīnasekspluatācijassākumadatuma.Atpakaļnosūtāmasmašīnas,pat to garantijas laikā, ir jānosūta saskaņā ar FRANKO-OSTA noteikumiem un ražotājs tās atgriezīs uzNORĀDĪTOOSTU.Minētienosacījumineattiecasuzmašīnām,kurassaskaņāarEiropasdirektīvu1999/44/ECtiekuzskatītasparpatēriņapreci,bettikaigadījumā,jatāstiekpārdotasESdalībvalstīs.Garantijassertifikātsirspēkātikaikopāarkasesčekuvaipavadzīmi.Garantijaneattiecāsuzgadījumiem,kadbojājumiirradušiesnepareizāsizmantošanas,noteikumuneievērošanasvainolaidībasdēļ.Turklāt,šajāgadījumāražotājsnoņemjebkāduatbildībupartiešajiemunnetiešajiemzaudējumiem.
(BG)ГАРАНЦИЯФирматапроизводителгарантиразадобротофункционираненамашинитеисезадължавадаизвършибезплатноподмянатаначасти,коитосасеповредили,зарадинекачественматериалилипроизводственидефекти,до12месецаотдататанапусканев действие намашината, доказана с гаранционна карта. Върнатитемашини, дори и в гаранция, трябва да бъдат изпратенисъсЗАПЛАТЕНПРЕВОЗищебъдатвърнатисНАЛОЖЕНПЛАТЕЖ.Сизключениенамашините,коитосесчитатзадвижимоимуществозапостоянноползване,кактоеустановеноотевропейскатадиректива1999/44/ЕС,самоакомашинитесапродаванивстраничленкинаЕвропейскиясъюз.Гаранционнатакартаевалидна,самоакоепридруженаотфискаленбонилиразписказадоставка.Нередностите,произтичащиотлошаупотребаилинебрежност,саизключениотгаранцията.Освентовасеотклонявавсякакваотговорностзадиректниилииндиректнищети.
(PL)GWARANCJAProducent gwarantuje prawidłowe funkcjonowanie urządzeń i zobowiązuje się do bezpłatnej wymiany części, które zepsują się wwynikuzłejjakościmateriałulubwadfabrycznychwciągu12miesięcyoddatyuruchomieniaurządzenia,poświadczonejnagwarancji.UrządzeniaprzesłanedoProducenta,równieżwokresiegwarancji,należywysłaćnawarunkachPORTOFRANKO,ponaprawiezostanąonezwróconenakosztodbiorcy.Zgodniezustaleniamiwyjątkiemsąteurządzenia,któresąodsyłanejakodobrakonsumpcyjne,zgodniezdyrektywąeuropejską1999/44/WE,wyłącznie, jeżelizostałysprzedanewkrajachczłonkowskichUE.Kartagwarancyjna jestważnawyłącznie,jeżelitowarzyszyjejkwitfiskalnylubdowóddostawy.Trudnościwynikająceznieprawidłowegoużytkowania,naruszenialubniedbałościourządzenianiesąobjętegwarancją.Producentnieponosiodpowiedzialnościzawszelkieszkodypośrednieibezpośrednie.

- 200 -
GB CERTIFICATE OF GUARANTEEI CERTIFICATO DI GARANZIAF CERTIFICAT DE GARANTIEE CERTIFICADO DE GARANTIAD GARANTIEKARTERU ГАРАНТИЙНЫЙСЕРТИФИКАТP CERTIFICADO DE GARANTIAGR PISTOPOIHTIKO EGGUHSHS
NL GARANTIEBEWIJSH GARANCIALEVÉLRO CERTIFICATDEGARANŢIES GARANTISEDELDK GARANTIBEVISN GARANTIBEVISSF TAKUUTODISTUSCZ ZÁRUČNÍLIST
SK ZÁRUČNÝLISTSI CERTIFICAT GARANCIJEHR/SCG GARANTNI LISTLT GARANTINISPAŽYMĖJIMASEE GARANTIISERTIFIKAATLV GARANTIJASSERTIFIKĀTSВG ГАРАНЦИОННАКАРТАPL CERTYFIKATGWARANCJI
MOD./MONT/МОД./ŰRLAP/MUDEL/МОДЕЛ/Št/Br.
.........................................................................................................
NR./ARIQM/È./Č./НОМЕР:
.........................................................................................................
GB Date of buying - I Data di acquisto - F Date d’achat - E Fecha de compra - D Kauftdatum - RU Датапродажи - P Data de compra - GR Hmeromhniva agorav" - NL Datum van aankoop - H Vásárlás kelte - RO Dataachiziţiei- S Inköpsdatum - DK Købsdato - N Innkjøpsdato - SF Ostopäivämäärä - CZ Datum zakoupení - SK Dátum zakúpenia - SI Datum nakupa - HR/SCG Datum kupnje - LT Pirkimo data - EE Ostu kuupäev - LV Pirkšanasdatums -ВGДАТАНАПОКУПКАТА-PL Data zakupu:
.........................................................................................................GB Sales company (Name and Signature)I Ditta rivenditrice (Timbro e Firma)F Revendeur (Chachet et Signature)E Vendedor (Nombre y sello)D Händler (Stempel und Unterschrift)RU ШТАМПиПОДПИСЬ (ТОРГОВОГОПРЕДПРИЯТИЯ)P Revendedor (Carimbo e Assinatura)GR Katavsthma pwvlhsh" (Sf ragivda kai upografhv)NL Verkoper (Stempel en naam)H Eladás helye (Pecsét és Aláírás)RO Reprezentantcomercial(Ştampilaşisemnătura)S Återförsäljare (Stämpel och Underskrift)
DK Forhandler (stempel og underskrift)N Forhandler (Stempel og underskrift)SF Jälleenmyyjä (Leima ja Allekirjoitus)CZ Prodejce (Razítko a podpis)SK Predajca (Pečiatkaapodpis)SI Prodajnopodjetje (Žiginpodpis)HR/SCG Tvrtkaprodavatelj (Pečatipotpis)LT Pardavėjas (AntspaudasirParašas)EE Edasimüügifirma (Tempeljaallkiri)LV Izplātītājs (Zîmogsunparaksts)ВG ПРОДАВАЧ (ПодписиПечат)PL Firmaodsprzedająca (PieczęćiPodpis)
GB The product is in compliance with:I Ilprodottoèconformea:F Le produit est conforme aux:E Het produkt overeenkomstig de:D Die maschine entspricht: RU Заявляется,чтоизделиесоответствует:P El producto es conforme as:GR Ôï ðñïúüíåßíáé êáôáóêåõáóìÝíï óýìöùíá ìå ôç:NL Oprodutoèconformeas:H Atermékmegfelelakövetkezőknek:RO Produsul este conform cu:S Att produkten är i överensstämmelse med:
DK At produktet er i overensstemmelse med:N At produktet er i overensstemmelse med: SF Että laite mallia on yhdenmukainen direktiivissä:CZ Výrobokjevsúladeso:SK Výrobekjeveshoděse:SI Proizvod je v skladu z: HR/SCG Proizvod je u skladu sa:LT Produktas atitinka:EE Toode on kooskõlas:LV Izstrādājumsatbilst:BG Продуктътотговаряна:PL ProduktspełniawymaganianastępującychDyrektyw:
(GB) DIRECTIVE - (I) DIRETTIVA - (F) DIRECTIVE - (E)RICHTLIJN-(D)RICHTLINIE-(RU)ДИРЕКТИВЕ-(P) DIRECTIVA - (GR) ÊÁÔÅÕÈÕÍÔÇÑÉÁ ÏÄÇÃÉÁ - (NL) DIRECTIVA - (H) IRÁNYELV - (RO) DIRECTIVA - (S) DIREKTIV - (DK) DIREKTIV - (N) DIREKTIV - (SF) DIREKTIIVI - (CZ) SMERNICOU - (SK) NAPUTAK - (SI) DIRETKIVA - (HR/SCG)SMĚRNICÍ-(LT)DIREKTYVĄ-(EE)DIREKTIIVIGA-(LV)DIREKTĪVAI-(BG)ДИРЕКТИВАНАЕС-(PL)DYREKTYWA
LVD 2006/95/EC + Amdt.
(GB) DIRECTIVE - (I) DIRETTIVA - (F) DIRECTIVE - (E)RICHTLIJN-(D)RICHTLINIE-(RU)ДИРЕКТИВЕ-
(P) DIRECTIVA - (GR) ÊÁÔÅÕÈÕÍÔÇÑÉÁ ÏÄÇÃÉÁ - (NL) DIRECTIVA - (H) IRÁNYELV - (RO) DIRECTIVA - (S) DIREKTIV - (DK) DIREKTIV - (N) DIREKTIV - (SF) DIREKTIIVI -
(CZ) SMERNICOU - (SK) NAPUTAK - (SI) DIRETKIVA - (HR/SCG)SMĚRNICÍ-(LT)DIREKTYVĄ-(EE)DIREKTIIVIGA-
(LV)DIREKTĪVAI-(BG)ДИРЕКТИВАНАЕС-(PL)DYREKTYWA
EMC 2004/108/EC + Amdt.





























