Embed Size (px)
Citation preview
UNISALESIANO
Centro Universitário Católico Salesiano Auxilium
Curso de Administração
Alex Lopes Fachini
Jéssica Freitas Pagamice Dourado
Nathalia Tatiana de Jesus Serrão
MANUTENÇÃO PREVENTIVA: um estudo de caso na
Renuka do Brasil – Unidade Madhu
Promissão /SP
LINS – SP
2015
ALEX LOPES FACHINI
JÉSSICA FREITAS PAGAMICE DOURADO
NATHALIA TATIANA DE JESUS SERRÃO
MANUTENÇÃO PREVENTIVA
Trabalho de Conclusão de Curso apresentado à Banca Examinadora do Centro Universitário Católico Salesiano Auxilium, curso de Administração sob a orientação da professora Ma. Máris de Cássia Ribeiro Vendrame e orientação técnica da Profª Ma. Heloisa Helena Rovery da Silva.
LINS – SP
2015
Fachini, Alex Lopes; Dourado, Jéssica Freita Pagamice; Serrão,
Nathalia Tatiana de Jesus.
Manutenção preventiva: Renuka do Brasil S/A / Alex Lopes
Fachini; Jéssica Freitas Pagamice Dourado; Nathalia Tatiana de
Jesus Serrão. – – Lins, 2015.
80p. il. 31cm.
Monografia apresentada ao Centro Universitário Católico
Salesiano Auxilium – UNISALESIANO, Lins-SP, para graduação em
Administração, 2015.
Orientadores: Maris de Cássia Ribeiro Vendrame; Heloisa
Helena Rovery da Silva
CDU 658
1. Redução de Custos. 2. Manutenção Preventiva. 3. Planejamento e Controle. I Título.
CDU 658
F127m
ALEX LOPES FACHINI
JÉSSICA FREITAS PAGAMICE DOURADO
NATHALIA TATIANA DE JESUS SERRÃO
MANUTENÇÃO PREVENTIVA
Monografia apresentada ao Centro Universitário Católico Salesiano Auxilium, para
obtenção do título de Bacharel em ________________________.
Aprovada em: _____/______/_____
Banca Examinadora:
Prof(a) Orientador(a): Máris de Cássia Ribeiro Vendrame.
Titulação: Mestre em administração pela UNIMEP.
Assinatura: _________________________________
1º Prof(a): ______________________________________________________
Titulação: ______________________________________________________
_______________________________________________________________
Assinatura: _________________________________
2º Prof(a): ______________________________________________________
Titulação: ______________________________________________________
_______________________________________________________________
Assinatura: ________________________________
Dedico este trabalho a meus pais Joaquim e Irilda, por me ensinarem o
caminho correto, nunca desistir de um objeto e pela educação proporcionada por
eles, sou privilegiado em ter tido pais como vocês.
As nossas orientadoras Profª Maris e Profª Heloisa, que foram fundamentais
para a elaboração, desenvolvimento e conclusão deste trabalho.
Aos amigos e profissionais da empresa Renuka que sempre de imediato nos
ajudaram com as informações necessárias para o desenvolvimento deste trabalho.
A todos os amigos conquistados durante o curso, em especial, Jéssica e
Nathalia que juntos conseguimos após meses de dedicação, empenho e muito
trabalho, concluímos este trabalho, tenho muito orgulho em ter conhecido vocês.
Alex Lopes Fachini
Dedico este trabalho aos meus pais que sempre estiveram ao meu lado, me
dando apoio e incentivo.
Ao meu marido que também sempre esteve ao meu lado sempre me
apoiando em tudo.
As orientadoras Profª Maris e Profª Heloisa, pela convivência diária, calma,
paciência e dedicação ao nosso grupo e também aos demais professores que
contribuíram para o nosso crescimento.
Aos amigos que contribuíram direta ou indiretamente para a conclusão deste
trabalho.
A deus por nos proporcionar momentos e amizades que levarei por toda
minha viva.
Jéssica Freitas Pagamice
Dedico este trabalho aos meus pais Laura e Benedito, que sempre me
apoiaram e me ensinaram a seguir o caminho correto, aos meus avós maternos já
falecidos Aldomira e Sebastião, que sempre sonharam e torceram por minha
formação.
As nossas orientadoras Profª Maris e Profª Heloisa, na qual nos auxiliaram em
todos os momentos, com paciência e dedicação, e aos demais professores que
contribuíram para minha formação.
Aos amigos, que estiveram comigo nessa jornada, e que de certa forma
contribuíram diretamente ou indiretamente. Todos foram essenciais e um
agradecimento em especial ao Alex e a Jessica, amigos fieis e que sempre me
auxiliaram a todas dificuldades.
Agradeço principalmente à Deus que permitiu todos esses acontecimentos
ао longo dе minha vida, nãо somente nos anos como universitária, mаs também еm
todos оs momentos, sendo o maior mestre qυе alguém pode conhecer
Nathalia Tatiana de Jesus Serrão
AGRADECIMENTOS
Agradecemos primeiramente a Deus por nos proporcionar a oportunidade de
chegarmos até esta importante etapa de nossas vidas, pois mesmo diante de
momentos de difíceis durante o curso tivemos força para continuar nossa trajetória.
A nossa orientadora Prof. Ms Maris, uma pessoa e uma profissional especial
que durante toda a realização deste trabalho sempre esteve ao nosso lado, com
paciência, disposição, atenção, para que pudéssemos desenvolver e realizar o
nosso melhor neste trabalho.
A Prof. Ms Heloisa, que sempre nos apoiou com informações, explicações e
materiais de foram essenciais para a elaboração deste trabalho, visando sempre a
melhora do nosso trabalho.
Aos demais professores pela contribuição e acréscimo de informações que
serão validas não somente em nossa vida profissional mais também em nossa vida
pessoal, entramos um aluno neste curso hoje somos profissionais administradores.
Aos nossos familiares e amigos que sempre estavam do nosso lado,
torcendo, apoiando e ajudando a cada etapa, de forma que posse possível transpor
algumas barreiras que encontramos ao longo desses meses.
Aos amigos e profissionais da empresa Renuka do Brasil que sempre, de
imediato estavam dispostos a nos ajudaram com as informações necessárias para o
desenvolvimento deste trabalho.
Somos gratos pelo conhecimento adquirido, a pessoa e o profissional que nos
tornamos ao longo do curso, as pessoas que conquistamos, as experiências de vida
que conhecemos e vivenciamos, ao trabalho em equipe e nosso fortalecimento.
Sendo assim, deixaremos evidenciado que nossa parceria se tornou uma
receita de sucesso e ficará para sempre em nossas recordações.
Alex, Jéssica e Nathalia
RESUMO
A manutenção preventiva é uma ferramenta importante para os gestores que estão diante de um mercado cada vez mais competitivo e instável e necessitam cada vez mais aprimorar não só a qualidade e melhoria continua de sua matéria prima, mais também visar a obtenção de resultados que se podem ser favoráveis ou não. O que vai determinar esse fator será o planejamento da manutenção a ser realizada, com isso, o objetivo deste trabalho foi identificar e detalhar possíveis soluções que contribuam para a redução de custos da manutenção preventiva desenvolvida pelo setor de planejamento e controle da manutenção juntamente com as práticas aplicadas de manutenção na fábrica de etanol. Tendo em vista que nas ultimas décadas as empresas vem tendo apoio de suas áreas gerenciais para se modernizar e investir fortemente em manutenção preventiva de modo que possa capacitar seus colaboradores a fim de eliminar ou minimizar qualquer tipo de falha ou defeito em seu processo produtivo para desta forma evidenciar a importância da manutenção preventiva no processo produtivo do etanol bem como redução de custos. Para isso, foi realizada pesquisa de campo, de modo a obter a resultados que possam ser mensurados para a obtenção dos resultados esperados. Palavras-chave: Redução de custos. Manutenção preventiva. Planejamento e controle.

ABSTRACT
Preventative maintenance is an important tool for managers who are facing an increasingly competitive and unstable market and increasingly need improving not only the quality and continuous improvement of its raw material, most also aim at achieving results that can be be favorable or not, what will determine this factor will be the planning of maintenance to be performed, thus, the objective of this work is to identify and detail possible solutions that help reduce costs of preventive maintenance developed by the planning sector and control maintenance along with the practices applied to maintenance in the ethanol plant. Considering that in recent decades the company has had support from their management areas to modernize and invest heavily in preventive maintenance so they can empower their employees to eliminate or minimize any kind of failure or defect in its production process for this evidence way the importance of preventive maintenance in the production of ethanol process as well as reduce costs and for this we will conduct field research bibliography in order to get results that can be measured to obtain the expected results. Keywords: Reduction of costs. Preventive maintenance. Planning and control.
LISTA DE FIGURAS
Figura1: Vista parcial aérea da Usina Madhu ................................................... 20
Figura2: Área agricola da Renuka do Brasil ..................................................... 20
Figura3: Principais instituições e prestadores de serviços ................................ 21
Figura4: Extração do caldo no terno ................................................................. 23
Figura5: Visão da sala de centrifuga de açúcar ................................................ 24
Figura6: Vista da Fábrica de Etanol .................................................................. 25
Figura7: Vista da sala de cogeração ................................................................. 26
Figura8: Vista do plantio e da colheita da cana ................................................ 31
Figura9: Palestra aos colaboradores ................................................................ 32
Figura10: Alunos do Projeto Formare ............................................................... 34
Figura11: Vista de area reflorestada pela Renuka ............................................ 35
Figura12: O triângulo da manutenção eficiente ................................................ 43
LISTA DE QUADROS
Quadro1 – Modelo ABRAMAN.......................................................................... 61
Quadro2 – Modelo UCM ................................................................................... 62
Quadro3 – Custos de manutenção ABRAMAN 2013 ........................................ 63
LISTA DE ABREVIATURAS E SIGLAS
ABRAMAN: Associação Brasileira de Manutenção
CETESB: Companhia Estadual de Tecnologia de Saneamento Básico
CTC: Centro Tecnológico da Cana
cv: cavalo em potencia
DAEE: Departamento de Água e Energia Elétrica
DTS: Descrição Técnica de Serviço
ERP: Planejamento dos Recursos da Empresa
g: gramas em medida
GMP: Boas Práticas de Fabricação
ha: hectare
HACCP: Análise de Perigo e Pontos Críticos de Controle
IBAMA: Instituto Brasileiro do Meio Ambiente
INPM: porcentagem de álcool em peso ou grau alcoólico
Kg: quilograma em medida
LPP: Lição ponto a ponto
m³: metro cúbico em área
MWh: Megawatt-hora
NR: Norma Regulamentadora
O.S: Ordem de serviço
ONG: Organização Não Governamental
ORPLANA: Organização dos Plantadores de Cana do Sul do Brasil
PAV: Plano de Aplicação de Vinhaça
PCM: Planejamento e Controle da Manutenção
RH: Recursos Humanos
RM: Requisição de material
t: Tonelada
TPM: Manutenção Produtiva Total
TUSD: Tarifa de Uso dos Sistemas Elétricos de Distribuição
UCM: Unidade de Custo de Manutenção
ÚNICA: União da Industria Sucroalcooleira
VHP: Polarização Muito Alta – Very High Polarization
SUMÁRIO
INTRODUÇÃO .................................................................................................. 16
CAPÍTULO I - RENUKA DO BRASIL S.A UNIDADE MADHU ........................ 18
1 EVOLUÇÃO HISTÓRICA .............................................................................. 18
1.1Contatos....................................................................................................... 18
1.1.1Presidência e comercialização .................................................................. 18
1.1.2 Missão e visão ......................................................................................... 18
1.1.2.1 Missão ................................................................................................... 18
1.1.2.2 Visão ..................................................................................................... 19
1.1.3 Administração, indústria e agricultura Usina Madhu .............................. 19
1.1.4 Duvidas .................................................................................................... 19
1.1.5 Curriculos ................................................................................................. 19
1.1.6 Estratégia ................................................................................................. 19
1.1.7 Área agrícola ............................................................................................ 20
1.2 A Usina Madhu em Promissão .................................................................... 21
1.3 Produtos...................................................................................................... 22
1.3.1 Cana-de-açúcar ....................................................................................... 22
1.3.2 Açúcar ...................................................................................................... 23
1.3.3 Etanol ....................................................................................................... 24
1.3.4 Energia..................................................................................................... 25
1.3.5 Levedura .................................................................................................. 26
1.4 Qualidade.................................................................................................... 27
1.5 Logística...................................................................................................... 27
1.6 Tecnologia .................................................................................................. 28
1.6.1 Cogeração com Palha ............................................................................. 28
1.6.2 Peneira Molecula ..................................................................................... 28
1.7 Mecanização do plantio e da colheita ......................................................... 30
1.8 Controle biológico ....................................................................................... 31
1.9 Fertilizante líquido ....................................................................................... 31
1.10 Profissionais .............................................................................................. 32
1.11Parceiros .................................................................................................... 33
1.11.1Parceiros e fornecedores agrícolas ........................................................ 33
1.11.2 Fornecedores de materiais e serviços ................................................... 33
1.12 Comunidade .............................................................................................. 33
1.13 Meio Ambiente .......................................................................................... 34
1.13.1 Gerenciamento de resíduos ................................................................... 35
1.13.2 Protocolo agroambiental ........................................................................ 37
1.13.3 Proteção à fauna .................................................................................... 37
1.13.4 Recomposição florestal .......................................................................... 37
1.13.5 Ações socioambientais .......................................................................... 38
CAPÍTULO II - MANUTENÇÃO PREVENTIVA ................................................ 39
1 EVOLUÇÃO DA MANUTENÇÃO ........................................................... 39
1.1 Histórico da manutenção ............................................................................ 39
1.1.1 A primeira manutenção ............................................................................ 39
1.1.2 A segunda geração .................................................................................. 40
1.1.3 A terceira geração .................................................................................... 40
2 MANUTENÇÃO ESTRATÉGICA .................................................................. 41
2.1 Conceitos de manutenção .......................................................................... 41
2.2 Tipos de manutenção ................................................................................. 41
2.3 A organização, o planejamento e o controle da manutenção ..................... 45
2.3.1 Organização da manutenção ................................................................... 45
2.3.2 O planejamento e o controle de manutenção .......................................... 46
2.4 Requisitos básicos para o pessoal de manutenção .................................... 46
2.4.1 A capacitação do profissional de manutenção ......................................... 47
2.5 O programa 5S contribuindo com a manutenção preventiva ...................... 47
2.6 Manutenção produtiva total - TPM .............................................................. 49
2.7 Os custos da manutenção .......................................................................... 51
CAPÍTULO III - A MANUTENÇÃO PREVENTIVA NA EMPRESA RENUKA DO
BRASIL ............................................................................................................ 53
1 INTRODUÇÃO ............................................................................................... 53
2 RELATO DA PESQUISA: RENUKA DO BRASIL ........................................ 54
2.1 Planos de manutenção ............................................................................... 55
2.2 Manutenção corretiva ................................................................................. 55
2.3 Plano de manutenção preventiva ................................................................ 55
2.3.1 Plano de lubrificação ................................................................................ 56
2.3.2 Planos de inspeção .................................................................................. 56
2.3.2.1 Planos de inspeção de equipamentos ................................................. 57
2.3.2.2 Inspeção operacional ............................................................................ 57
2.3.3 Plano de lubrificação e calibração de equipamentos ............................... 57
2.4 Plano de manutenção programada ............................................................. 58
2.4.1 Parada programada ................................................................................. 58
2.4.2 Manutenção de oportunidade .................................................................. 59
2.5 Manutenção de entressafra ........................................................................ 59
2.6 Tecnologia da informação ........................................................................... 59
2.6.1 Software ................................................................................................... 60
2.6.2 Hardware ................................................................................................. 60
2.7 Treinamento ................................................................................................ 60
2.8 Custos de manutenção ............................................................................... 61
3 DISCUSSÃO: A MANUTENÇÃO PREVENTIVA PRATICADA PELO
PLANEJAMENTO E CONTROLE DA MANUTENÇÃO DA RENUKA DO
BRASIL ............................................................................................................ 63
4 PARECER FINAL .......................................................................................... 64
PROPOSTA DE INTERVENÇÃO ..................................................................... 66
CONCLUSÃO ................................................................................................... 67
REFERÊNCIAS ................................................................................................ 68
APÊNDICES ..................................................................................................... 69
16
INTRODUÇÃO
A manutenção vem recebendo nos últimos anos projeções e prestígios
significativos, diante de vários motivos que fazem com que os níveis
administrativos, estratégicos e executivos das empresas vejam esta função
como uma área abrangente, em constante desenvolvimento e rentável na
melhora de qualidade de produtos e serviços.
Sendo um dos pilares do desenvolvimento da função manutenção,
destaca-se a melhoria contínua das técnicas e dos métodos de controle da
qualidade, da confiabilidade, da manutenabilidade e da disponibilidade.
Ao aprofundar na confiabilidade aplicada na manutenção preventiva,
num cenário de tão poucos títulos publicados, depara-se a uma realidade e
uma visão prática da função perfeitamente associada aos tópicos mais teóricos
que envolvem o assunto, tornando-o extremamente atraente para todos os
profissionais ligados ao setor. Diante deste ambiente balanceado de contextos
e fatores de diferenciação da competitividade das empresas e da própria
empregabilidade pessoal observa-se uma ligação em relação a excelência na
gestão e para isso, não basta o conhecimento, é preciso ter um diferencial para
realizar as ações no período e no tempo certo, ou seja, de imediato.
Os objetivos da pesquisa foram: Demonstrar que a manutenção
preventiva é uma ferramenta imprescindível para o bom funcionamento dos
equipamentos bem como para a redução de custos; estudar as formas de
manutenção preventiva; verificando a importância de uma manutenção dentro
de um setor sucroalcooleiro (usina); e demonstrar que a manutenção
preventiva gera lucro e não apenas custos no processo produtivo.
Diante do exposto, surgiu a seguinte questão: A manutenção preventiva
desenvolvida pelo planejamento e controle da manutenção da Renuka do Brasil
contribui para a redução de custos bem como para a produtividade industrial?
A partir então, pode-se dizer que a Manutenção Preventiva dos
equipamentos aliada a qualidade dos recursos (Mao de obra + peças +
serviços) contribui na redução de custos bem como alavanca a produtividade
da empresa Renuka do Brasil.
Os métodos e técnicas da pesquisa estão descritos no capítulo III.
17
O trabalho está estruturado em três capítulos:
Capítulo I descreve a empresa onde foi realizada a pesquisa, bem como
sua área de atuação, história e estrutura.
Capítulo II apresenta as características da manutenção Preventiva,
como: surgimento, objetivos, conceito, técnicas, fundamentos e perspectivas.
Capítulo III relata a pesquisa realizada, focando as principais ações da
Renuka do Brasil voltada às praticas da Manutenção Preventiva.
E por fim, vem a apresentação da proposta de intervenção e a
conclusão.
18
CAPÍTULO I
RENUKA DO BRASIL S.A UNIDADE MADHU
1 EVOLUÇÃO HISTÓRICA
A Renuka do Brasil é um dos 10 maiores grupos sucroalcooleiros do
Brasil, em atividade há mais de 30 anos. A partir 2010, passou a ser controlada
pela empresa indiana Shree Renuka Sugars, mantendo participação de 54% do
grupo brasileiro Equipav, como sócio majoritário.
A Shree Renuka Sugars é a quinta maior produtora mundial de açúcar,
controlando 7 usinas e 2 grandes refinarias em portos na Índia, além de 4
usinas no Brasil. A empresa é listada na bolsa de ações na Índia e tem seus
escritórios em Mumbai. Foi fundada em 1988 pelo Sr. Narendra Murkumbi e
sua mãe, Sra. Vidya Murkumbi, que ocupam a direção do Conselho de
Administração, controlando não só todos os processos industriais, mais
também todos os agrícolas, tais como: o plantio cultivo, colheita e transporte de
cana.
1.1 Contatos
1.1.1 Presidência e comercialização
Av. Nove de Julho, 5.519 – 5º andar
São Paulo, SP - 01407-200
(11) 3074-6900
1.1.2 Missão e visão
1.1.2.1 Missão da empresa
Desenvolver e empreender o agronegócio da cana-de-açúcar com
excelência e de forma sustentável, objetivando a satisfação dos seus
acionistas, colaboradores e clientes.
19
1.1.2.2 Visão da empresa
Em 2015, ter atingido toda a potencialidade de produção e
industrialização da cana-de-açúcar na região onde atua, alcançado o
reconhecimento pela sua competitividade, diversificado e agregado valor aos
seus produtos, promovendo o desenvolvimento social e econômico.
1.1.3 Administração, indústria e agricultura Usina Madhu
Rod. Mal. Rondon, km 455
Promissão, SP - 16370-000
(14) 3543-9111
1.1.4 Dúvidas, reclamações ou sugestões:
1.1.5 Currículo
1.1.6 Estratégia
A Renuka do Brasil é totalmente focada no negócio sucroalcooleiro,
dividindo a produção entre açúcar e etanol. Utilizando o conhecimento do
mercado internacional de açúcar pela Shree Renuka Sugars, a empresa utiliza
cautelosamente as oportunidades do mercado futuro para fixação e compra de
opções, otimizando os preços, protegendo-se de exposições perigosas às
chamadas de margens, mas ao mesmo tempo, evitando derivativos complexos.
Tendo a cana-de-açúcar como componente majoritário de seu custo, a
área agrícola procura um abastecimento equilibrado entre o cultivo próprio em
áreas de terceiros e em contratos de compra de fornecedores de longo prazo.
O preço de compra de cana-de-açúcar é sempre preferencialmente
indexado aos preços de seus produtos finais para garantir uma menor variação
da rentabilidade.
20
Figura1: Vista parcial aérea da Usina Madhu
Fonte: Renuka do Brasil, 2015
1.1.7 Área agrícola
Figura 2: Área agrícola da Renuka do Brasil
Fonte: Renuka do Brasil, 2015
As várias empresas agrícolas da Renuka do Brasil possuem uma
direção centralizada e formam um único cluster ao redor das Usinas Madhu e
Revati.
O preparo de solo, o plantio, o cultivo, a colheita e o transporte são
realizados em mais de 85.000 hectares de terras arrendados em parceria com
mais de 570 proprietários. Além disso, a área agrícola é responsável pela
coordenação da entrega de cana-de-açúcar, e em muitos casos, até pela
colheita e transporte de mais de 350 fornecedores.
21
Para garantir a confiabilidade e qualidade dos serviços, a área agrícola
conta com mais de 903 veículos próprios, incluindo 62 colhedoras mecânicas,
50 tratores de grande porte e 120 caminhões para transporte de cana, cuja
manutenção é praticamente toda efetuada nas próprias oficinas mecânicas da
empresa.
Além de testar permanentemente as novas variedades de cana-de-
açúcar, o departamento técnico também se mantém em estreito contato com
instituições de pesquisa e fornecedores de equipamentos e insumos,
almejando ganhos crescentes de qualidade e produtividade.
1.2 A Usina Madhu em Promissão
A Usina Madhu é uma das cinco maiores unidades sucroalcooleiras do
mundo, com capacidade de moagem de 6,5 milhões de toneladas de cana-de-
açúcar divididas em duas linhas de moenda.
Comporta ainda a maior cogeração a partir de bagaço, com 138 MW
instalados, que também aproveita a palha da cana-de-açúcar, com tecnologia
pioneira de separação e processamento. São gerados mais de 560.000 MWh
para venda de energia por safra a partir de quatro caldeiras com pressão de 65
kgf/cm2.
A capacidade máxima de produção de açúcar VHP é de 3.350 toneladas
por dia e a de açúcar cristal (ICUMSA 150) é de 59.000 sacos por dia. A
produção máxima de etanol hidratado é de 1.600 m3 por dia e até 750 m3 pode
sair na forma de etanol anidro, partindo do pioneiro sistema de peneiras
moleculares.
Ainda podem ser geradas mais de 8.000 t por safra de levedura seca
com até 43% de proteína, produzida a partir da fermentação alcoólica.
Figura 3: Principais instituições e prestadores de serviços
22
Fonte: Renuka do Brasil,2015
1.3 Produtos
A matéria-prima da indústria sucroalcooleira é a cana-de-açúcar, planta
riquíssima em sacarose, de cultura perene.
A partir da extração do caldo da cana, após sua purificação, e
concentração, obtém-se o açúcar, um dos alimentos mais consumidos no
mundo inteiro.
Se ao caldo da cana é acrescentada a levedura para fermentação,
chega-se ao etanol, comumente utilizado como bebida ou combustível para os
carros Flex.
Durante a fabricação do etanol, pode-se separar parte da levedura,
secá-la e utilizá-la como ingrediente para ração animal.
Após a extração do caldo da cana-de-açúcar, o bagaço que sobra é
queimado em caldeiras que produzem vapor. Este, por sua vez, é usado no
próprio processo de fabricação do açúcar e do álcool. O vapor ainda é usado
em turbinas para a geração de energia elétrica, que é usada na própria usina
ou vendida para distribuidoras ou indústrias, conduzida através das redes de
transmissão.
1.3.1 Cana-de-açúcar
Depois do plantio, a cana-de-açúcar é colhida uma vez por ano durante
4 a 6 anos, dependendo das condições do solo, do clima e da variedade da
planta. Logo após cada corte, as raízes que ficaram enterradas no solo
(soqueira), brotam e crescem novamente. Na região centro-sul, onde se
localiza a Renuka do Brasil, a época de colheita se estende normalmente de
23
abril a novembro, quando a cana atinge sua maturidade e o clima mais seco
permite a entrada das máquinas na lavoura para a colheita e o transporte.
Figura 4: Extração do caldo no terno
Fonte: Renuka do Brasil, 2015
A colheita antigamente era tradicionalmente feita à mão e apenas após a
queima das folhas da planta, a fim de permitir o acesso e manuseio dos
cortadores.
A Renuka do Brasil já faz quase a totalidade da colheita sem queimar os
canaviais, através de modernas colhedoras mecânicas.
Uma tonelada de cana-de-açúcar quando atinge a maturidade tem
aproximadamente 140 kg de sacarose. Transportada das fazendas para as
usinas Madhu e Revati através de grandes caminhões de compartimento duplo,
tipo rodo-trem, a cana-de-açúcar é picada, desfibrada e esmagada através de
seguidas operações nas moendas.
O caldo obtido da cana, com uma média de 150 g de sacarose por litro,
é então bombeado para o setor de tratamento, onde ele é purificado e
concentrado. A partir daí, começa a fabricação do açúcar e do etanol.
1.3.2 Açúcar
Quando o caldo da cana-de-açúcar já purificado e concentrado chega à
fábrica de açúcar, ele segue sendo concentrado mais ainda em evaporadores e
depois em cozedores, onde ocorre a cristalização da sacarose a partir de
pequenos cristais (sementes) adicionados.
24
Figura 5: Visão da sala de centrifuga de açúcar
Fonte: Renuka do Brasil, 2015
A massa composta pelos cristais e ainda pela fração do açúcar que não
cristalizou é enviada para centrifugas, onde a rotação em alta velocidade e a
injeção de vapor expulsam a fase líquida da mistura. Esse mel volta para
recuperação do açúcar ou é direcionado para a produção de etanol. Os cristais
que são retirados da centrífuga passam por um secador e finalmente vão para
a armazenagem.
O açúcar recebe diferentes classificações dependendo do seu grau de
pureza, ou seja, conforme sua cor e seu teor de umidade. A Renuka do Brasil
produz açúcar tipo VHP (Very High Polarization) e tipo Cristal.
O açúcar VHP é menos branco e normalmente é exportado a granel
para ainda passar por um processo de refino e transformar-se no açúcar para
consumo final. O açúcar Cristal é muito branco (cor 150 pelo método ICUMSA)
e é vendido em sacos de 50 kg ou em contentores flexíveis de 1.200 kg,
principalmente para indústrias, no mercado interno ou externo.
Os principais clientes são: Copersucar, ED&F Man, Bunge, Eridania e
LDC Sev.
1.3.3 Etanol
Chegam juntos à fermentação, o caldo de cana purificado e o mel
separado na fábrica de açúcar (açúcar que não cristalizou), que são misturados
e adicionados de levedura nos tanques fermentadores. A ação do micro-
organismo transforma os açúcares em etanol, até atingir o teor de 8% no vinho,
que é conduzido à destilação.
25
Figura 6: Vista da Fábrica de Etanol
Fonte: Renuka do Brasil, 2015
Através de evaporações e condensações em diversos estágios, atinge-
se a concentração de 93,3% no etanol hidratado, que é o utilizado como
combustível nos veículos Flex.
Para conversão em etanol anidro, na Renuka do Brasil o etanol
hidratado é submetido a uma peneira molecular, onde as moléculas de água
ficam retidas em resinas especiais gerando um produto com um teor de 99,6%
de etanol. O etanol anidro é aquele adicionado à gasolina, em frações que
variam entre 18 e 25%.
Graças à pureza permitida pelo sistema de peneiras moleculares, a
Renuka do Brasil está apta a produzir especificações rígidas de etanol
atendendo praticamente a qualquer padrão de qualidade exigido no Brasil ou
no exterior. Os principais clientes são: BR, Ipiranga, Cosan e Shell.
1.3.4 Energia
Os excedentes de energia gerados nas usinas da Renuka do Brasil são
vendidos tanto para distribuidoras de energia, como para consumidores livres
(que puderam optar por não comprar energia da concessionária local) e para
comercializadoras.
A comercialização com distribuidoras de energia é feita através de
leilões oficiais periódicos, regulados pelo governo, que geram contratos que
podem durar desde poucos meses (leilões de ajuste) até 20 anos (leilões de
26
reserva, leilões de fontes alternativas, leilões de energia nova e leilões de
energia existente).
Figura 7: Vista da sala de cogeração
Fonte: Renuka do Brasil, 2015
As negociações com consumidores livres e comercializadoras podem
envolver apenas o mês corrente, ou podem também gerar contratos de longo
prazo, com mais de 10 anos de duração.
A medição da energia gerada nas usinas da Renuka do Brasil é feita
pela CPFL, que é a concessionária local de distribuição. A contabilização dos
montantes gerados e vendidos, por sua vez, é elaborada pela Câmara de
Comercialização de Energia Elétrica, onde as usinas são registradas como
Produtores Independentes.
Além da energia elétrica convencional, na Usina Madhu é produzida a
energia elétrica incentivada, que possibilita ao comprador 50% de desconto nos
custos de transmissão (TUSD). Esse desconto pode chegar a mais de R$ 25
por MWh. Seus principais clientes são: CPFL e AES Eletropaulo.
1.3.5 Levedura
A levedura extraída da fabricação do etanol é submetida a um sistema
especial de secagem em um equipamento denominado Spray-Dryer e alcança
teores de proteína de até 43%, graças a cuidados especiais no processo
fermentativo.
27
Além de ser utilizada como excelente fonte de proteínas em rações para
animais, a levedura também possui uma propriedade muito especial de
fortalecimento do sistema imunológico, sendo por essa razão exportada para
muitos países.
A levedura seca é comercializada em diferentes faixas de concentração
de proteínas e embalada em sacos de papel multifoliado de 25 kg ou
contentores flexíveis de 800 kg. Seus principais clientes são: Alltech e ICC.
1.4 Qualidade
A principal evidência da qualidade da Renuka do Brasil é a própria
qualidade dos clientes que tradicionalmente atende. Entre eles estão as
principais tradings mundiais de açúcar e as maiores distribuidoras nacionais de
combustíveis e de energia elétrica.
Para cumprir às expectativas mais exigentes, uma equipe comercial
integrada às áreas de produção e logística acorda em detalhes com o cliente
todos os aspectos relacionados à especificação dos produtos e formas de
entrega.
A consistência das características do açúcar, do etanol e da levedura é
garantida por uma equipe operacional experiente e um corpo de qualidade
altamente conscientizado e amparado por modernas metodologias e
laboratórios. Dentre os equipamentos mais modernos utilizados estão:
densímetros Anton Paar, sacarímetros Schmidt+Haensch, refratômetros Atago,
espectrofotômetros Hach, espectrofotômetros de infravermelho próximo (NIRS)
Foss, analisador de proteína Leco, cromatógrafo gasoso HP , espectrômetro de
massa (Plasma) Perkin Elmer, entre outros.
A Usina Madhu foi a primeira unidade sucroalcooleira a obter a ISO 9001
em todos os seus processo no ano de 1996. Também, desde 2003, conta com
a certificação GMP B2 (Quality Control of Feed Materials) no processo de
fabricação de leveduras.
1.5 Logística
A Renuka do Brasil possui uma capacidade total de armazenagem de
130.000 t de açúcar e 210.000 m³ de etanol nas suas duas usinas Madhu e
28
Revati, amparada por um moderno sistema de expedição com grande
capacidade de escoamento.
A posição das usinas oferece fácil acesso a rodovias asfaltadas de pista
dupla, colocando-as quase equidistantes aos portos de Santos e de
Paranaguá, para onde pode direcionar seus produtos também através de
ferrovias a partir de transbordos próximos.
1.6 Tecnologia
A Renuka do Brasil sempre manteve-se na vanguarda das tecnologias
do setor, tanto na área da indústria como da agricultura. Os profissionais se
mantém-se atualizados em relação a todas as inovações através da
participação em seminários, da observação das melhores práticas em outras
empresas e na interação constante com os mais destacados fornecedores de
materiais e serviços. Além disso, a empresa conta com vários consultores
técnicos e acordos de intercâmbio de informações com instituições de ensino e
pesquisa.
1.6.1 Cogeração com Palha
O objetivo desta nova tecnologia incorpora ao bagaço uma maior
quantidade de palha proveniente da cana colhida mecanicamente (sem
queima). O acréscimo da capacidade de produção de vapor nas caldeiras de
alta pressão proporciona maior produção de energia elétrica através de
biomassa. O maior estoque de bagaço com palha permite, ainda, a cogeração
também durante o período de entressafra.
Atualmente, na unidade de Promissão, SP, está instalado desde 2008
um sistema de limpeza a seco por meio de ventiladores, esteiras, peneira e
picador, com capacidade de processamento de 130.000 toneladas de palha por
safra, o que aumenta a cogeração em até 16%.
1.6.2 Peneira molecular
A produção de etanol anidro via Peneira Molecular utiliza vasos ou
colunas com rígidos controles de pressão e temperatura, preenchidos com
29
partículas de cerâmica, tradicionalmente apelidadas de "resina". Através de
minerais denominados "zeólitos", que têm capacidade de adsorção seletiva, a
"resina" retém as moléculas de água e permite a passagem das moléculas de
etanol. Desse modo, o etanol inicia o processo com 6,7% de umidade e sai
com apenas 0,4%.
Com a utilização da Peneira Molecular, não há o uso de qualquer
insumo químico no processo de desidratação, obtendo-se um produto final sem
traços químicos estranhos à fermentação alcoólica. Este tipo de etanol é o
utilizado na mistura à gasolina, bem como em aplicações mais exigentes, como
em indústrias farmacêuticas, químicas e alimentícias. Desde a década de 40
até os dias de hoje, muitos ainda empregam a tecnologia de desidratação do
etanol por destilação azeotrópica, usando produtos químicos perigosos, como o
benzol e o ciclo-hexano.
Através da peneira molecular, existe uma redução de custo operacional
devido ao menor consumo de vapor, cerca de 30% em relação ao processo
azeotrópico. Esta redução no consumo de vapor abre possibilidade para uma
maior produção de etanol ou açúcar e passa mesmo a viabilizar a produção de
etanol anidro em algumas unidades industriais com capacidade limitante de
caldeiras.
A automação é outro ponto favorável da instalação. A avançada
instrumentação e o sistema supervisório completo (em tempo real) permitem
controle total do processo.
Em resumo, as principais vantagens dessa tecnologia são: eliminação
de agentes químicos desidratantes da destilação tradicional; produto final de
graduação acima de 99,5 INPM; produção de etanol anidro sem contaminantes
e de melhor qualidade; produção totalmente automatizada através de sistema
supervisório; menor consumo de vapor e água industrial; ampliação de
capacidade em unidades já instaladas; vida útil média do agente desidratante
de 8 anos; agente desidratante ecológico que permite uma produção
sustentável.
Atualmente, todo o etanol anidro nas duas unidades da Renuka do Brasil
é produzido com essa tecnologia, cuja performance de produção chega a
750m³/dia de etanol anidro na Usina Madhu e a 850m³/dia na Usina Revati.
30
Com a possibilidade da venda do excedente de energia elétrica gerada
pela usina, a Renuka do Brasil tem investido em caldeiras de maior pressão e
turbo-geradores de maior potência, com o objetivo de aproveitar ao máximo o
poder calorífico do bagaço.
Nesse sentido, torna-se necessário obter a maior eficiência no ciclo esse
sentido, torna-se necessário obter a maior eficiência no ciclo térmico do
processo produtivo, de forma a maximizar a disponibilidade de vapor para a
geração de energia elétrica.
A eletrificação de moendas vem justamente com o propósito de reduzir o
consumo de vapor no processo de moagem da cana, empregando um conjunto
de motores elétricos e inversores de freqüência de alta eficiência, em
substituição aos acionamentos convencionais por turbina a vapor dos ternos de
moenda.
Além da redução do consumo de vapor e maior eficiência, a eletrificação
de moendas traz outras vantagens intrínsecas à tecnologia: maior
produtividade, extraindo maior quantidade de caldo utilizando o mesmo terno,
maior controle do processo, pela flexibilidade no controle de velocidade da
moenda, operação remota que reduz riscos com acidentes, instalação
compacta e reduzida, partida e parada suaves e livres de "trancos" mecânicos,
além de proporcionar uma instalação limpa e segura.
A Usina Revati foi inaugurada em 2008 com uma moenda já totalmente
eletrificada, desde a preparação e incluindo todos seus cinco ternos. A potência
instalada de cada terno é de mais de 3.000 cv.
1.7 Mecanização do plantio e da colheita
A Renuka do Brasil é uma das líderes do setor sucroalcoleiro junto às
instituições governamentais, no movimento de antecipar o fim das queimadas
de cana, envidando esforços para se adequar ao modernismo da colheita de
cana crua e investindo intensamente em colhedoras e veículos de transbordo
para atender esta finalidade. Atualmente, mais de 80% da cana-de-açúcar
cultivada pela Renuka do Brasil é colhida mecanicamente, persistindo a meta
de atingir 100%.
31
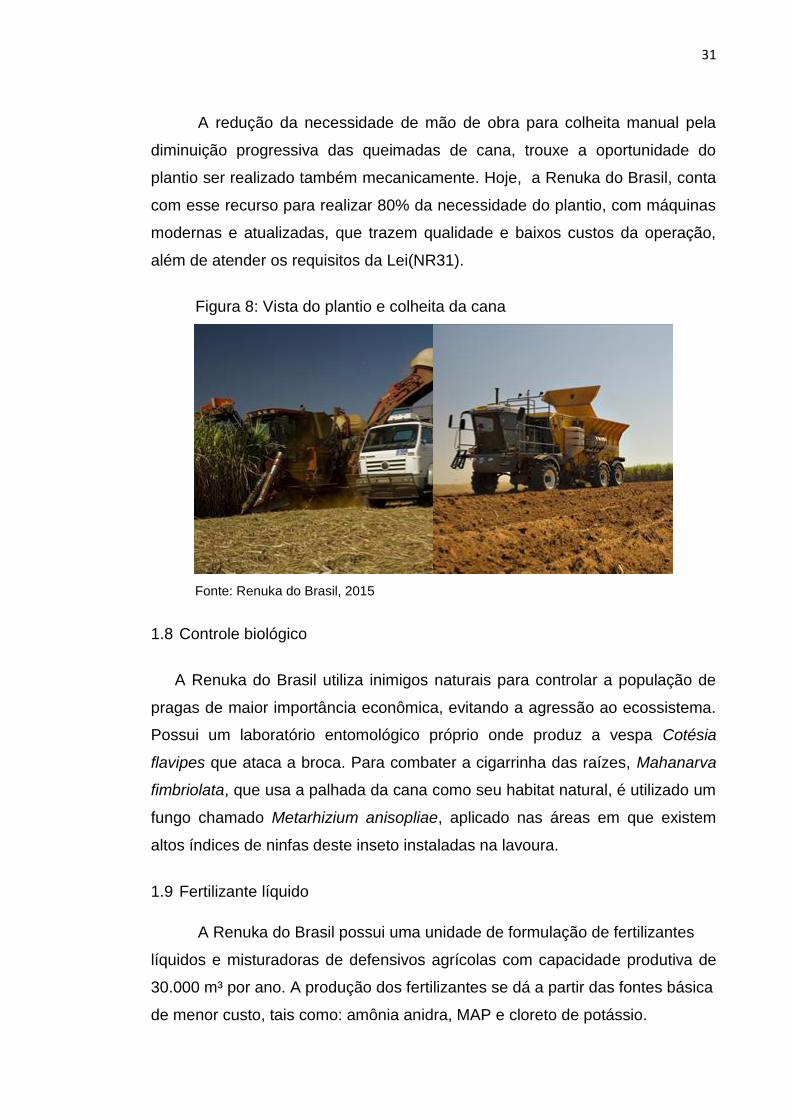
A redução da necessidade de mão de obra para colheita manual pela
diminuição progressiva das queimadas de cana, trouxe a oportunidade do
plantio ser realizado também mecanicamente. Hoje, a Renuka do Brasil, conta
com esse recurso para realizar 80% da necessidade do plantio, com máquinas
modernas e atualizadas, que trazem qualidade e baixos custos da operação,
além de atender os requisitos da Lei(NR31).
Figura 8: Vista do plantio e colheita da cana
Fonte: Renuka do Brasil, 2015
1.8 Controle biológico
A Renuka do Brasil utiliza inimigos naturais para controlar a população de
pragas de maior importância econômica, evitando a agressão ao ecossistema.
Possui um laboratório entomológico próprio onde produz a vespa Cotésia
flavipes que ataca a broca. Para combater a cigarrinha das raízes, Mahanarva
fimbriolata, que usa a palhada da cana como seu habitat natural, é utilizado um
fungo chamado Metarhizium anisopliae, aplicado nas áreas em que existem
altos índices de ninfas deste inseto instaladas na lavoura.
1.9 Fertilizante líquido
A Renuka do Brasil possui uma unidade de formulação de fertilizantes
líquidos e misturadoras de defensivos agrícolas com capacidade produtiva de
30.000 m³ por ano. A produção dos fertilizantes se dá a partir das fontes básica
de menor custo, tais como: amônia anidra, MAP e cloreto de potássio.
32
Os fertilizantes líquidos são utilizados nas áreas de plantio e tratos
culturais, e têm como principais vantagens o menor custo de transporte e
abastecimento, significativa redução das perdas, maior versatilidade na
agricultura de precisão, além de facilidade de movimentação e armazenagem.
1.10 Profissionais
É cada vez maior a preocupação de grandes companhias com a gestão de seus profissionais. Produtividade e excelência estão diretamente ligadas à
capacitação de pessoas. Buscando melhorias contínuas, a Renuka do Brasil
S/A tem como objetivo a valorização de seu capital humano, que é o grande
responsável pelo desenvolvimento sustentável de uma empresa.
Figura 9: Palestra aos colaboradores
Fonte: Renuka do Brasil, 2015
Quando se pensa em pessoas, pensa-se na gestão de pessoas. A
Renuka do Brasil S/A aposta em seus colaboradores e desenvolve projetos nas
áreas de recrutamento e seleção, treinamento e desenvolvimento,
remuneração e benefícios, segurança e saúde ocupacional.
A Renuka do Brasil S/A é composta por cerca de 7mil colaboradores,
distribuídos nas áreas administrativa, industrial e agrícola.
1.11 Parceiro
A Renuka do Brasil entende que seus fornecedores são tão importantes
33
quantos seus clientes e coloca um foco estratégico extremamente forte nos
seus parceiros agrícolas, fornecedores de cana e fornecedores de materiais e
serviços.
1.11.1 Parceiros e fornecedores agrícolas
Empresas modernas, que elaboram orçamentos e que trabalham o seu
cotidiano baseado em custos e em ações empreendedoras, visam não só o seu
desenvolvimento, mas o de toda região; este é o retrato da Renuka do Brasil,
que possui 95% da sua matéria prima proveniente de contratos de parceria e
fornecimento de cana.
Dos 125.000 ha de área plantada com cana de açúcar, tem-se 82.000 ha
com contrato de parceria e 43.000 ha com contrato de fornecimento de cana.
Ao todo são mais de 570 parceiros e fornecedores que participam de um
empreendimento que gera riqueza regional, incentiva a economia e gera
desenvolvimento humano e ao mesmo tempo sustentabilidade.
1.11.2 Fornecedores de materiais e serviços
A Renuka do Brasil S.A, através dos seus princípios e valores, cultiva
em seu mercado de atuação sólidas e duradouras parcerias com seus
fornecedores de equipamentos, peças e serviços, buscando o desenvolvimento
de soluções completas para suas necessidades envolvendo fatores como
custo, qualidade, pontualidade e desenvolvimento de novos produtos e
serviços, entre outros.
Estas parcerias se formalizam em contratos e acordos comerciais em
uma relação "ganha-ganha", consolidando a empresa e seus parceiros no
mercado de atuação.
1.12 Comunidade
A Renuka do Brasil acredita que para garantir a sustentabilidade do
negócio, sua atuação deve proporcionar ações aos públicos com os quais se
relaciona e que promovam o equilíbrio entre os aspectos econômicos, sociais e
ambientais da organização.
34
A empresa, localizada na região Noroeste do Estado de São Paulo, têm
influência direta sobre 24 municípios da região das usinas Madhu e Revati,
onde desenvolve projetos comunitários, tais como:
a) FORMARE: projeto da fundação Iochpe, que oferece cursos de
educação profissional para 20 jovens de família de baixa renda com
idades de 16 a 18 anos, possibilitando sua inserção no mercado de
trabalho;
b) Ação para Infância: aprimoramento do atendimento das unidades de
educação infantil, envolvendo 2.140 crianças, com idades de 0 a 5
anos nos municípios da região de influência das usinas Madhu e
Revati. Tem o objetivo de qualificar e valorizar os profissionais,
desenvolver projetos didáticos e compartilhar experiências em sala de
aula.
Figura 10: Alunos do Projeto Formare
Fonte Renuka do Brasil, 2015
1.13 Meio Ambiente
A Renuka do Brasil está orgulhosamente em um ramo de atividade
internacionalmente reconhecido como ambientalmente sustentável. Em tempos
de preocupação com a concentração de gás carbônico na atmosfera, a
atividade sucroalcooleira tem a propriedade de reter em seus produtos finais
mais carbono do que libera durante todo o processo produtivo. A cana-de-
açúcar absorve esse gás a partir do ar durante seu desenvolvimento e o
35
converte em açúcar, que depois na usina ainda pode ser transformado em
etanol.
Essa é a razão do sucesso internacional do etanol, pois quando é
queimado, não acrescenta gás carbônico à atmosfera, mas apenas devolve o
que foi absorvido pela cana-de-açúcar. Já a gasolina, ao contrário, acrescenta
à atmosfera o gás carbônico que estava retido pelo petróleo nas profundezas
Figura 11: Vista de área reflorestada pela Renuka
Fonte: Renuka do Brasil, 2015
Ainda assim, a forte dependência da agricultura em relação ao equilíbrio
dos ecossistemas e estabilidade do clima só faz aumentar a convicção da
empresa sobre a necessidade de mitigar as interferências inerentes à atividade
sucroalcooleira.
Todos os processos obedecem rigorosamente os requisitos da
Secretaria de Meio Ambiente (CETESB) e do Departamento de Águas e
Energia Elétrica do Estado de São Paulo (DAEE), e também as normas do
Instituto Brasileiro do Meio Ambiente e Recursos Naturais (IBAMA).
1.13.1 Gerenciamento de resíduos
A Renuka do Brasil desenvolve ações importantes para o gerenciamento
adequado dos resíduos sólidos gerados nas usinas, antecipadamente à
aprovação da Política Nacional de Resíduos Sólidos.
O bagaço resultante da moagem da cana-de-açúcar é utilizado para a
cogeração de energia elétrica, utilizada no processo industrial e nos setores
36
administrativos da própria empresa e o excedente é exportado, contribuindo
com o fornecimento de energia elétrica quando as represas estão baixas.
Os demais resíduos industriais, como a torta de filtro são compostos,
continuamente monitorados e utilizados como condicionadores de solo nas
áreas de lavoura da usina.
A empresa realiza a coleta seletiva dos resíduos recicláveis que são
enviados a cooperativas de reciclagem. Os resíduos perigosos são enviados às
empresas gerenciadoras de resíduos para destinação ambientalmente
adequada.
Para o constante aprimoramento, está em andamento o Plano de
Gerenciamento de Resíduos Sólidos (PGRS) da Usinas Madhu e Revati, e um
Programa de Educação Ambiental para fortalecimento do PGRS, que irá
envolver todos os colaboradores das unidades.
A vinhaça produzida pelas unidades da Renuka do Brasil, resíduo da
destilação do etanol, é disposta no solo de maneira controlada pelo órgão
ambiental, pois anualmente é desenvolvido o PAV – Plano de Aplicação de
Vinhaça que é apresentado à CETESB e seguido de forma rigorosa durante a
safra para que não haja prejuízos ao meio ambiente.
Rica em matéria orgânica e nutrientes, considerada por especialistas um
excelente fertilizante para o solo, a vinhaça proporciona inúmeros benefícios
nas propriedades físicas químicas e biológicas do solo, como: elevação do pH,
aumento da capacidade de troca catiônica (CTC), aumento da disponibilidade
de certos nutrientes, melhoria da estruturação do solo (pela adição matéria
orgânica) e redução do uso de adubos químicos.
Para garantir a preservação dos mananciais, o armazenamento da
vinhaça é realizado em reservatórios impermeabilizados com geomembrana, a
partir de onde ela é conduzida ao campo através de caminhões-tanque
especiais ou tubulações de alumínio. Todas as precauções são tomadas
quando da travessia de cursos d'água.
1.13.2 Protocolo agroambiental
O Protocolo Agroambiental, assinado pelo Governador de São Paulo,
pelos Secretários de Estado do Meio Ambiente e de Agricultura e
37
Abastecimento e pelos presidentes da União da Indústria Sucroalcooleira
(ÚNICA) e da Organização de Plantadores de Cana da Região Centro-Sul do
Brasil (ORPLANA), faz parte do Projeto Etanol Verde, que tem o objetivo de
desenvolver ações que estimulem a sustentabilidade da cadeia produtiva de
açúcar, etanol e bioenergia.
A Renuka do Brasil aderiu ao protocolo desde o primeiro momento, em
2007, e vem cumprindo com rigor as diretivas técnicas ambientais, sendo
muitas delas mais restritivas que a legislação ambiental aplicável no Estado de
São Paulo, garantindo a Certificação.
1.13.3 Proteção à fauna
A Renuka do Brasil baseia-se em um modelo de desenvolvimento que
privilegia o Desenvolvimento Econômico, a Responsabilidade Social e a
Responsabilidade Ambiental, sendo assim, uma das fundadoras do Projeto
CERETAS.
O CERETAS é destinado à recuperação de animais silvestres
acidentados ou vítimas de maus tratos. Tem a finalidade de recepcionar, triar e
tratar os animais silvestres resgatados ou apreendidos pelos órgãos
fiscalizadores.
O Projeto CERETAS é mantido por 18 (dezoito) usinas e destilarias,
denominadas "empresas amigas da Fauna" e está em processo de finalização
da construção, em uma área disponibilizada pela UNESP – Universidade
Estadual de São Paulo, no município de Araçatuba/SP.
1.13.4 Recomposição florestal
A recuperação das matas ciliares é uma das principais atividades
ambientais desenvolvidas pela Renuka do Brasil, devido à importância que
estas formações vegetais tem na preservação da biodiversidade e na
manutenção do equilíbrio dos ecossistemas.
Toda extensão de matas ciliares, em áreas que contemplem a cultura da
cana-de-açúcar, são devidamente protegidas e isoladas. São respeitadas as
distâncias determinadas pela legislação ambiental vigente (Código Florestal –
38
Lei 4.771/1965) a fim de isolar e proteger adequadamente o desenvolvimento e
regeneração natural da vegetação presente.
A Renuka do Brasil nos últimos anos realizou a revegetação de mais de
370 hectares equivalentes a 616.000 mudas nativas arbóreas, plantadas em
áreas de mata ciliar. E possui um cronograma de reposição florestal de mais de
60.00 mudas nativas a serem plantadas até 2016.
1.13.5 Ações socioambientais
Como responsabilidade socioambiental, a Renuka acredita que para
garantir a sustentabilidade do negócio, sua atuação deve proporcionar a todos
os públicos resultados positivos, sejam benefícios econômico-financeiros,
ambientais ou sociais – preferencialmente nas três dimensões.
A empresa considera-se socioambientalmente responsável e pretende
agir para que as comunidades com as quais atua possam usufruir e se
beneficiar de programas que capacitem, melhorem e transformem as pessoas
em bons cidadãos, cientes de seus direitos e deveres.
A Renuka do Brasil anualmente realiza diversas atividades de educação
ambiental que envolve a comunidade, alunos, ONG´s, colaboradores e
profissionais voltados à área. Parcerias com Prefeituras e ONG´s são
formalizadas para realizar eventos como plantio de árvores, soltura de alevinos,
visitas em áreas reflorestadas, ações voltadas para conscientização ambiental.
39
CAPÍTULO II
MANUTENÇÃO PREVENTIVA
1 EVOLUÇÃO DA MANUTENÇÃO
Para Pinto e Xavier (2007), nas últimas duas décadas, as atividades de
manutenção tem passado por mudanças significadas, mais do que qualquer
outra área. Isso se dá em virtude:
a) do aumento do número e diversidade dos itens físicos que tem que
ser mantidos;
b) dos projetos muito mais complexos;
c) das novas técnicas de manutenção;
d) dos novos enfoques sobre a organização da manutenção e suas
responsabilidades.
Diante disso, o homem de manutenção das empresas que se destacam
tem reagido rápido a estas mudanças bem como a nova postura adotada que
enfoca o quanto uma falha de equipamento afeta: a segurança e o meio
ambiente; a conscientização da relação entre manutenção e a qualidade do
produto; a maior pressão para se conseguir alta disponibilidade e a
confiabilidade da instalação; e ao mesmo tempo, a busca pela redução de
custos.
Contudo, uma nova postura das pessoas envolvidas na manutenção é
necessária desde os executantes até a alta gerência, isso porque, nos últimos
trinta anos, a manutenção evoluiu e se classificou em três gerações. (PINTO;
XAVIER, 2007).
1.1 Histórico da manutenção
1.1.1 A primeira geração
Entende-se como manutenção de primeira geração aquela decorrente
no período antes da Segunda Guerra Mundial, quando a indústria era pouco
40
mecanizada, os equipamentos eram simples e na sua grande maioria
superdimensionados.
Aliado a isso, devido a conjuntura econômica da época, a questão da
produtividade não era prioridade e consequentemente, não era necessária uma
manutenção sistematizada, apenas serviços de limpeza, lubrificação e reparo
após a quebra, ou seja, a manutenção era fundamentalmente corretiva.
1.1.2 A segunda geração
A segunda geração inicia-se na Segunda Guerra Mundial até os anos
60, onde a influência da guerra aumentava a demanda por todo o tipo de
produto em paralelo com a redução de mão de obra industrial. Contudo, neste
período, ocorreu um aumento na mecanização industrial, bem como as
instalações industriais, por isso houve uma necessidade maior de
disponibilidade e confiabilidade na busca pela maior produtividade, pois a
indústria já era dependente do bom desempenho e funcionamento das
máquinas, criou-se a ideia de que as falhas dos equipamentos poderiam e
deveriam ser evitadas, resultando no conceito de manutenção preventiva, que
neste período, eram feitas em intervalos fixos e o custo eleva-se muito em
comparação com outros custos operacionais.
1.1.3 A terceira geração
A terceira geração inicia – se na década de 70, acelerando o processo
de mudança nas industriais. Consideravam a produção, que sempre diminuiu a
capacidade de produção e aumentou os custos que afetaram a qualidade dos
produtos.
Neste período, eles se guiavam pela tendência “just in time”, onde
estoques reduzidos para a produção em andamento significavam que
pequenas pausas na produção/entrega naquele momento poderiam paralisar a
fábrica, o que acabou reforçando o conceito de manutenção preditiva para
atender a demanda do processo.
Segundo Pinto e Xavier (2007), para ocorrer o sucesso de um processo
de manutenção, sem dúvida são necessárias uma definição correta da Missão
41
da Manutenção, seus Conceitos Básicos, seus novos Paradigmas e a
aplicação imediata destas ferramentas, que levará, certamente, a novos
patamares de competitividade.
2 MANUTENÇÃO ESTRATÉGICA
De acordo Pinto e Xavier (2007), a manutenção estratégica, está voltada
para os resultados empresariais da organização e, sobretudo, deixar de ser
apenas eficiente para se tornar eficaz. Sendo assim, não basta apenas reparar
o equipamento ou instalação tão rápido quanto possível, mas sim, manter a
função do equipamento disponível para a operação para reduzir a
probabilidade de uma parada de produção não planejada.
2.1 Conceitos modernos de manutenção
Até pouco tempo a missão da manutenção era reestabelecer as
condições originais dos equipamentos/ sistemas, entretanto hoje, para Pinto e
Xavier (2007), a missão da manutenção é:
Garantir a disponibilidade da função dos equipamentos e instalações de modo a atender a um processo de produção ou de serviço, com confiabilidade, segurança, preservação do meio ambiente e custo
adequados. (PINTO; XAVIER, 2007, p.22)
2.2 Tipos de manutenção
Para Pinto e Xavier (2007), a maneira pela qual a manutenção é feita
nos equipamentos, sistemas ou instalações é o que caracteriza os tipos de
manutenção.
Dentre os tipos tem-se: manutenção corretiva não planejada,
manutenção corretiva planejada, manutenção preventiva, manutenção
preditiva, manutenção detectiva e engenharia de manutenção.
a) manutenção corretiva: é a atuação para a correção da falha ou do
desempenho menor que o esperado;
b) manutenção corretiva não planejada: é a correção da falha de
maneira aleatória;
42
c) manutenção corretiva planejada: é a correção do desempenho menor
que o esperado ou da falha, por decisão gerencial, isto é, pela
atuação em função de acompanhamento preditivo ou pela decisão de
operar até a quebra;
d) manutenção preditiva: é a atuação realizada com base em
modificação de parâmetro de condição ou desempenho, cujo
acompanhamento obedece a uma sistemática;
e) manutenção detectiva: é a atuação efetuada em sistemas de proteção
buscando detectar falhas ocultas ou não perceptíveis ao pessoal de
operação e manutenção;
f) engenharia de manutenção: significa perseguir benchmarks, aplicar
técnicas modernas, estar nivelado com a manutenção do Primeiro
Mundo;
g) manutenção preventiva é a atuação realizada de forma a reduzir ou
evitar a falha ou quebra no desempenho, obedecendo a um plano
previamente elaborado, baseado em intervalos definidos de tempo.
Segundo Betts et al. (2009), a manutenção preventiva pode eliminar ou
reduzir as chances de falhas, realizando serviços periodicamente (limpando,
lubrificando, substituindo, e verificando) as instalações e equipamentos.
Para Almeida e Cavalcante (2004), as ações que, na tentativa de
prevenir ou eliminar a ocorrência de falhas, são antecipadas através da
substituição de partes do sistema, logo constituem a manutenção preventiva,
ou seja um plano de substituição de peças de equipamentos ou partes que
possam falhar em operação, a menos que uma substituição seja feita a tempo.
Neste contexto, a manutenção preventiva é apropriada para
equipamentos cuja taxa de falhas crescem com o uso.
Para Denardin, Milan e Reis (2010), a manutenção preventiva é a
manutenção feita periodicamente nos equipamentos e deve ser considerado o
coração das atividades mantenedoras, pois reduz a freqüência de falhas,
aumenta a disponibilidade dos equipamentos e diminui as interrupções
inesperadas na produção. De acordo com Denardin, Milan e Reis (2010)
ressaltam que este tipo de manutenção pode ser muito cara e exigir grande
parada das máquinas para cumprir suas rotinas, portanto, não é aceitável usar
43
apenas a manutenção preventiva quando se deseja aumentar a vida útil dos
equipamentos e quando a empresa precisa aumentar a lucratividade e reduzir
os custos.
Entretanto, Denardin, Milan e Reis (2010) acrescentam que é preciso
considerar os benefícios em longo prazo de uma manutenção preventiva, que
são: equipamentos confiáveis, permitindo reduções de estoques; significativa
melhora da qualidade, segurança, flexibilidade, confiabilidade e capabilidade
dos equipamentos; familiarização dos operadores com seus equipamentos,
pois a manutenção constante é uma responsabilidade importante, e melhor
controle de processos através de registros de máquinas e ferramentas.
No que diz respeito à manutenção preditiva, Denardin, Milan e Reis
(2010) afirmam que consiste em uma sequencia de tarefas da manutenção
preventiva que juntas, visam acompanhar um determinado equipamento, por
monitoramento, medições ou ainda, através de um controle estatístico com a
intenção de predizer a proximidade da ocorrência da falha. Por isso, entende-
se por controle preditivo da manutenção, a determinação do ponto ótimo para
execução da manutenção preventiva num determinado equipamento.
Desse modo, Denardin, Milan e Reis (2010) explicam que a manutenção
preditiva é geralmente aplicada quando existe a possibilidade de
monitoramento de condições que determinem a falha, como ruídos,
temperaturas ou vibrações, ou ainda, quando a manutenção for
excessivamente dispendiosa. Denardin, Milan e Reis (2010) apontam alguns
benefícios da manutenção preditiva: redução dos prazos e custos de
manutenção; previsão de falhas com maior antecedência e melhoria nas
condições de operação dos equipamentos.
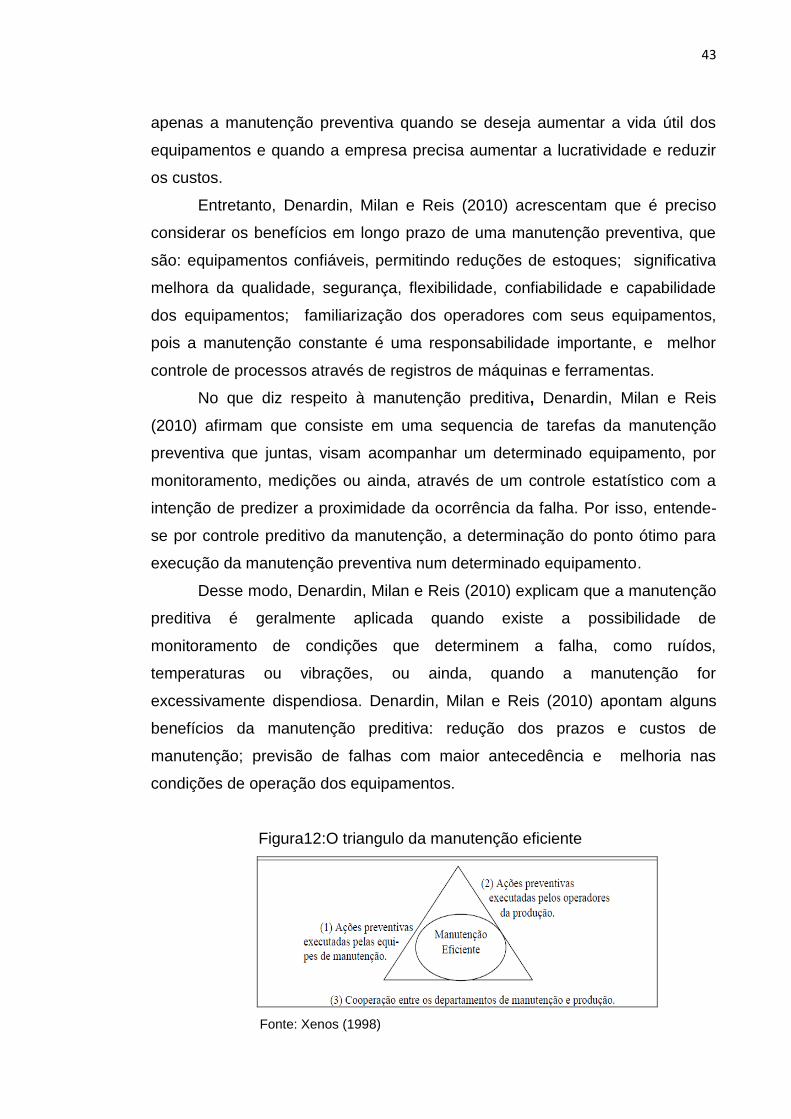
Figura12:O triangulo da manutenção eficiente
Fonte: Xenos (1998)
44
É a atuação realizada para reduzir ou evitar falhas ou queda no
desempenho, obedecendo a um planejamento baseado em intervalos definidos
de tempo.
Um dos segredos de uma boa prevenção está na determinação dos
intervalos de tempo. Como, na dúvida, tem-se a tendência de ser mais
conservadores, os intervalos normalmente são menores que o necessário o
que implica em paradas e troca de peças desnecessárias.
A manutenção preventiva tem grande aplicação em instalações ou
equipamentos cuja falha pode provocar catástrofes ou riscos ao meio
ambiente; sistemas complexos e/ou de operação contínua.
Como a Manutenção Preventiva está baseada em intervalos de tempo, é
conhecida como TIME BASED MAINTENANCE - TBM ou Manutenção
Baseada no tempo.
Segundo Vianna (2002), pode-se classificar como manutenção
preventiva todos serviço de manutenção realizado em máquinas que não
estejam em falha, estando com isto em condições operacionais ou em estado
de zero defeito.
Vianna (2002) destaca ainda que os serviços efetuados em intervalos
predeterminados ou de acordo com critérios prescritos, destinados a reduzir a
probabilidade de falha, desta forma proporcionando uma tranquilidade
operacional necessária para o bom andamento das atividades produtivas.
Este tipo de manutenção planejada oferece uma série de vantagens
para um organismo fabril.
De acordo com Pinto e Xavier (2007), a manutenção preventiva visa
evitar a ocorrência de falhas, e sua adoção é imperativa para determinados
sistemas ou componentes, destacando o fator segurança, pois este se
sobrepõe aos demais. Por nem sempre terem dados precisos dos fabricantes
para a criação do plano de manutenção preventiva, deve-se levar em conta,
condições operacionais e ambientais de modo significativo na expectativa de
degradação dos equipamentos, tendo a periodicidade e substituição
estipuladas para cada instalação ou no máximo plantas similares operando em
condições também similares.
45
Inicialmente pode-se destacar a existência de duas situações distintas
de operação:
a) a ocorrência de falhas antes de completar o período estimado, pelo
mantenedor, para a intervenção;
b) abertura do equipamento/reposição de componentes prematuros.
Diante disso, para a adoção de uma política de manutenção preventiva é
necessário considerar alguns fatores; Segundo Pinto e Xavier (2007):
a) quando não é possível a manutenção preditiva;
b) aspectos relacionados com a segurança pessoal ou da instalação que
tornam mandatória a intervenção, normalmente para substituição de
componentes;
c) por oportunidade em equipamentos críticos de difícil liberação
operacional;
d) riscos de agressão ao meio ambiente;
e) em sistemas complexos e/ou operação contínua.
Outros aspectos a serem vistos são os pontos negativos com relação à
manutenção preventiva que são os defeitos não existentes no equipamento
devido a:
a) falha humana;
b) falha de sobressalentes;
c) contaminações introduzidas no sistema de óleo;
d) danos durante partidas e paradas;
e) falhas dos procedimentos de manutenção.
2.3 A organização, o planejamento e o controle da manutenção
2.3.1 Organização de manutenção
Na organização existem vários tipos de organogramas, porém para
Branco Filho (2001), o melhor organograma para empresas de médio e grande
porte deve ser o organograma chamado de Administração Mista, pois permite:
a) uma otimização no emprego dos meios de manutenção;
46
b) uma padronização de procedimentos e métodos de levantamento de
resultados e índices;
c) um melhor registro de falhas e defeitos, se o banco de dados for
único, com um melhor levantamento de variáveis e causas.
A Organização de Manutenção é a compreensão de como a turma de
manutenção esta distribuída. Funciona como uma estrutura hierarquia.
2.3.2 O Planejamento e o controle de manutenção
Branco Filho (2001) deixa claro que O Planejamento e o Controle de
Manutenção não é a função PCM, e sim a existência de uma divisão, de uma
seção ou qualquer parte na gerência de manutenção que executa a função
PCM. É necessária a existência de um grupo de pessoas para fazer o
planejamento e controle das atividades de manutenção.
O PCM – Planejamento Programação e Controle da Manutenção é o
conjunto de ações para preparar, programar, verificar o resultado da execução
das tarefas de manutenção contra valores preestabelecidos e adotar medidas
de correção de desvios para a consecução dos objetivos e da missão da
empresa. (BRANCO FILHO, 2001)
Para de obter uma criação de uma seção de PCM, deve ser levado em
conta a organização da empresa, a aceitação da seção e principalmente o
porte da empresa. Ao fazer uma implantação com um bom planejamento e
controle, as tarefas são mais bem feitas e em menos tempo, desgastando
menos o pessoal de execução e permitido que as máquinas fiquem mais tempo
disponíveis para produzir.
2.4 Requisitos básicos para o pessoal de manutenção
O pessoal de manutenção deve ter algumas qualidades a mais, pois na
maior parte das empresas detalha tarefas, estima os tempos de duração de
cada parte, estima quais ferramentas e matérias deverão ser usadas, separa
todo o material a tempo e à hora, e quando estiver correto, programa a data em
que o trabalho devera ser executado. (BRANCO FILHO, 2001)
Conforme Branco Filho(2001), o colaborador de manutenção deve ter:
47
a) Ideia nítida do equipamento;
b) Conhecimento detalhado do equipamento;
c) Conhecimento dos métodos de manutenção;
d) Conhecimento dos limites de crescimento do projeto;
e) Conhecimento dos limites de reparo do equipamento;
f) Conhecimento dos limites de serviço do equipamento.
O colaborador da manutenção é o executante, o encarregado, o
supervisor, os engenheiros e técnicos, o programador, o planejador e o
gerente. A informação é à base do sistema administrativo da empresa e
principalmente a base para a apuração de custos.
Para o sistema funcionar é necessária informação, que é obtida através
de treinamento e conscientização dos profissionais de manutenção. (BRANCO
FILHO, 2001)
2.4.1 A capacitação do profissional de manutenção
Branco Filho (2001) destaca que esse é um dos assuntos mais
importantes dentro de uma estratégia de manutenção, onde o treinamento deve
ser fornecido ao pessoal da manutenção, para que eles possam desempenhar
corretamente dentro de sua função de prestador de serviços.
A capacitação desse funcionário deve ser de uma maneira diferente dos
demais empregados, pois quando vai fazer um reparo ou repor o
funcionamento de uma máquina, nem sempre recebem maiores informações.
Dentre as formas de capacitação vale citar o treinamento interno e
externo bem como a melhoria da escolaridade do colaborador.
Toda empresa que valoriza seu quadro profissional deve fornecer
treinamento adicional e sistemático ao seu pessoal, sempre, e em qualquer
nível, ainda que através de entidades externas de treinamento. Deve-se ter
uma atenção especial com o pessoal da manutenção, pois têm funções
especiais e por ser uma equipe prestadora de serviço dentro da empresa.
É dever de cada encarregado da empresa pedir o treinamento dos
executantes de manutenção da tua turma. Com boas informações e
comunicações a empresa será competente em seus afazeres.
48
2.5 O programa “5s” contribuindo com a manutenção preventiva
Um dos aspectos comportamentais mais importantes para a manutenção
de qualidade é contribuir e manter um ambiente limpo, ordenado e organizado.
E uma das melhores formas de conseguir esse feito é através do
processo 5s, o qual é uma ferramenta japonesa desenvolvida na segunda
guerra mundial, para reestabelecer a ordem no país. O programa 5s propõe um
melhoramento contínuo, criando novas atitudes do homem em relação ao
ambiente de trabalho no qual está inserido, essas atitudes congruentes com
aquelas necessárias para realizar serviços de qualidade. Há autores que
prescrevem a aplicação do 5s como um passo básico para a implantação de
um programa de qualidade.
Conforme Verri (2007), o programa 5S significa:
a) SEIRI: arrumação, identificação dos equipamentos, ferramentas,
bancadas e materiais necessários e desnecessários nas oficinas;
b) SEITON: ordenação, determinação da melhor localização de cada um
dos itens enumerados acima, de forma racional para o trabalho e
esteticamente bonito;
c) SEISO: limpeza, eliminação de graxa, poeira e todo tipo de detritos;
d) SEIKETSU: asseio, aqui pode haver uma confusão entre as palavras
limpeza e asseio. A primeira refere-se a ação inicial. A segunda
refere-se aos cuidados e esforços diários no sentido de manter e até
melhorar as condições da primeira limpeza;
e) SHITSUKE: disciplina, com o tempo o convívio diário com um
ambiente limpo leva ao habito de mantê-la, as pessoas devem ser
incentivadas a possuir uma regida disciplina.
Com a implantação do 5s, vários benefícios são alcançados, tais como:
a) o programa na fase de organização tem o lema: um lugar para cada
coisa e cada coisa no seu lugar. Isso por si aumenta a produtividade,
pois a pessoa perde muito menos tempo para procurar as ferramenta
e matérias necessárias para o seu trabalho;
b) o menor acumula de sujeira favorece a realização de trabalhos com
melhor qualidade;
49
c) diminuição dos custos, decorrente do menos desperdício de peças e
materiais.
2.6 Manutenção produtiva total - TPM
Não se pode tratar de excelência na manutenção sem mencionar o
processo Total Productive Maintenance, conhecido pela sigla TPM, derivada de
suas iniciais em inglês.
Segundo Verri (2007) embora sempre tenham existido,
esporadicamente, ações típicas do processo TPM, o responsável pela sua
sistematização, conceituação e disseminação foi Nakajima, através de um livro
publicado no Brasil em 1988. O TPM é aplicado em conjunto com as técnicas
da qualidade total, aumentando a qualidade e a produtividade das indústrias. O
TPM engloba os seguintes aspectos:
a) normatização,
b) sistematização,
c) administração,
d) produtividade e qualidade,
e) redução de custos,
f) diminuição dos acidentes,
g) meio ambiente,
h) clima organizacional.
Pode-se definir o TPM como a integração total homem x máquina x
empresa, ou seja, a administração da máquina é feita por toda a organização e
a manutenção é feita com a colaboração de todos. Esses conceitos implicam
que as pequenas manutenções como limpeza do equipamento, são de
responsabilidade do operador dá máquina, já que o mesmo está em contato
diário com o equipamento e com isso conhece bem o estado de saúde de sua
máquina.
Para que o operador possa efetuar essas pequenas manutenções, que
na verdade englobam também inspeções, é necessário, além de motivá-lo,
treiná-lo. Uma das ferramentas de treinamento é a utilização de figuras
simples, que mostre como o operador pode identificar anomalias do
equipamento.
50
Mesmo na TPM, a manutenção de maior porte tem que ser planejada e
realizada pelo departamento de manutenção. Esse departamento também deve
ser responsável pela gestão do equipamento, que compreende tanto o
recebimento do equipamento, teste de comissionamento, modificações nos
equipamentos de forma a eliminar problemas e facilitar a manutenção pelos
operadores.
Visando a quebra zero, sugere-se cinco medidas, de acordo com Verri
(2007):
a) atacar causas básicas como lubrificação, limpeza e aperto;
b) operar dentro dos limites do equipamento;
c) recuperação das degenerações;
d) sanar as não conformidades;
e) melhorar a capacitação técnica de manutenção e operação.
Uma boa contribuição dessa técnica é a identificação dos chamados
tipos de falhas inconscientes, cujo conceito pode ser aproveitado em qualquer
outra abordagem de manutenção.
Segundo Verri (2007) as falhas inconscientes são:
a) detectadas na desmontagem do equipamento;
b) difíceis de visualizar, devido ao posicionamento inadequado;
c) impossíveis de visualizar, devido a sujeira e aos detritos.
Há também as falhas inconscientes psicológicas, que conforme Verri
(2007) são:
a) indiferença (interesse, consciência);
b) incapacitação tecnológica;
c) desprezo pelos pequenos sinais ou defeitos.
Para a implementação da TPM deve-se:
a) realizar a limpeza inicial, incluindo os reparos;
b) combater ás causas da sujeira e melhorar os acessos para os pontos
de limpeza;
c) realizar plano de lubrificação e limpeza;
d) inspecionar, realizando com o uso de um manual ou procedimento;
e) executar inspeções periódicas voluntariamente, utilizando uma lista de
verificação (check-list);
51
f) organizar em ordem, incluindo os procedimentos e ferramentas;
g) consolidar através da incorporação das melhorias.
Para quem não possui conhecimento total com os diversos processos
industriais, pode parecer que o TPM é totalmente aplicável, com todos os seus
conceitos, para qualquer tipo de indústria, mas não é bem assim que isso
acontece.
Segundo Verri (2007), uma indústria do tipo produção em linha possui
máquinas de porte relativamente pequeno, cada uma operada geralmente pelo
mesmo operador, ou operadores, no determinado turno de trabalho. Neste tipo
de indústria o conceito é totalmente aplicável, visto que o posto de trabalho do
operador praticamente não altera no mesmo turno, e existe determinada
máquina, ou determinadas máquinas, operada somente por aquele operador,
que pode visualizar o conjunto como um todo.
Já a indústria de processo contínuo caracteriza-se pelo grande porte dos
equipamentos, tais como: torres, caldeiras, tubulações e grandes máquinas,
operando em conjunto por um grupo muito pequeno de operadores,
normalmente operadas de salas de controle, onde não se tem contato com os
equipamentos. Os processos são normalmente físico-químicos em grande
volume. Uma refinaria de petróleo encaixa-se bem nessa definição, assim
como todas as petroquímicas. (VERRI, 2007)
É possível assimilar alguns importantes conceitos da prática da TPM em
fábricas de processo contínuo, notadamente o de promover maior intimidade
do operador com os vários equipamento e sistemas por ele operados, o que
acarreta em muitos benefícios na pratica da manutenção. Dependendo do
problema o operador pode realizar com sucesso varias tarefas anteriormente
realizadas pelo departamento de manutenção. Como por exemplo, as bombas
e motores, o acompanhamento de vibração e temperatura dos equipamentos,
troca de lâmpada de sinalização, e o mais fácil a limpeza e lubrificação de
equipamentos.
2.7 Os custos da manutenção
Os custos é a principal preocupação dos gerentes, não se pode tomar
uma decisão sobre manutenção se a empresa não estiver em condições de
52
financiar a manutenção, pois não é apenas o custo de reparo que vem a tona,
tem o custo de produção, o custo de perda de matéria prima.
Podem ocorrer ainda acidentes, poluição ambiental e os custos de
indenizações que podem acontecer levando a empresa à falência.
Para Verri (2007), os custos de manutenção mais importantes a serem
considerados são os da não qualidade, que envolvem despesas, tais como: de
garantia, pós-garantias, serviço ao cliente, recalls e perda de confiança no
produto. No caso em questão, considerando que a missão maior na
manutenção é a disponibilidade de equipamentos, defende-se a ideia de que
os custos da não qualidade são aqueles decorrentes da falta de
disponibilidade, em que o principal componente é o lucro cessante (custos da
não qualidade) que são prejuízos causados pela interrupção de qualquer das
atividades de uma empresa. Dessa forma, esse é um item para ser
acompanhado, pois de nada adianta gastar pouco em manutenção e ter-se um
lucro cessante muito alto.
53
CAPÍTULO III
A MANUTENÇÃO PREVENTIVA NA EMPRESA RENUKA DO BRASIL
1 INTRODUÇÃO
A Renuka do Brasil S/A é um dos 10 maiores grupos sucroalcooleiros do
Brasil, em atividade há mais de 30 anos. Em meados de 2010, a Shree Renuka
Sugars adquiriu o controle acionário da companhia.
A capacidade instalada de moagem de 10,5 milhões de toneladas divide-
se entre a Usina Madhu, em Promissão, e a Usina Revati, em Brejo Alegre,
ambas as cidades localizadas no estado de São Paulo, a maior região
produtora de cana-de-açúcar do mundo.
Entre os seus principais produtos estão: açúcar, etanol, bioeletricidade e
levedura. A Renuka do Brasil tem uma estrutura amplamente verticalizada,
controlando não só todos os processos industriais, mas também todos os
agrícolas, tais como o plantio, cultivo, colheita e transporte da cana.
Entretanto, a empresa mediante o cenário do mercado atual vem
trabalhando fortemente em ações que possam contribuir para a redução dos
custos, através de Manutenções Preventivas e Corretivas, que aliada aos seus
recursos (mão de obra + serviços + peças), contribuem para a redução dos
custos bem como para aumentar a produtividade da empresa.
O departamento de planejamento e controle da manutenção – área
industrial – desenvolveu um trabalho visando a redução dos gastos, a melhoria
da vida útil dos equipamentos e minimização e/ou redução das possíveis falhas
na Fábrica de Etanol. A Manutenção Preventiva é realizada periodicamente,
através de inspeções e análises capazes de identificar alguma anomalia, sendo
possível de imediato ou através de agendamento, substituir e/ou consertar o
equipamento danificado.
Esta pesquisa foi realizada no período de fevereiro a novembro 2015 e
utilizou-se dos seguintes métodos e técnicas.
54
Método de Estudo de caso: foi realizado um estudo de caso na Empresa
Renuka do Brasil S/A – Unidade Promissão, para identificar os métodos
utilizados na manutenção preventiva.
Método de observação sistemática: foram vistos e entendidos os
procedimentos que são utilizados para a realização da manutenção preventiva,
como base para o desenvolvimento do estudo de caso.
Método histórico: foram analisados os dados referentes a evolução da
empresa Renuka do Brasil S/A – Unidade de Promissão.
Técnicas:
Roteiro de estudo de caso (Apêndice A)
Roteiro de observação sistemática (Apêndice B)
Roteiro do histórico da empresa (Apêndice C)
Roteiro de entrevista para o gerente de manutenção e extração da
Renuka do Brasil de Promissão (Apêndice D)
Roteiro de entrevista para o supervisor de planejamento e controle de
manutenção da Renuka do Brasil de Promissão (Apêndice E).
Roteiro de entrevista para o supervisor de fabricação de etanol da
Renuka do Brasil de Promissão (Apêndice F).
2 RELATO DA PESQUISA: RENUKA DO BRASIL S/A
A pesquisa realizada na Renuka do Brasil S/A teve como objetivo
principal demonstrar que a manutenção preventiva é de suma importância para
a obtenção de resultados positivos como em qualquer organização.
Verificou-se durante a pesquisa, que o setor de planejamento e controle
da manutenção, possui um sistema chamado PIMS MI que é fornecido pela
empresa PRÓXIMA, que torna possível através de seu banco de dados,
receber diariamente informações referentes às analises realizadas na Fábrica
de Etanol.
As medições e inspeções desses equipamentos são realizadas por
profissionais - da fábrica de etanol ou técnico especializado – capacitados que
fazem uso de equipamentos capazes de identificar alguma anomalia ou falha e
55
também um check list que contemplam várias questões referente a situação
atual do equipamento.
Outra maneira de ser feita a manutenção preventiva é através das
paradas que podem ser programada ou de oportunidade. A parada
programada é aquela que após avaliar as condições do equipamento e
identificar se é preciso a substituição de peça ou serviço, a mesma é
agendada, acarretando na paralisação do processo produtivo. Já a parada
oportunista é aquela que pode ocorrer, por exemplo, por fenômeno climático
(chuva), que impossibilita a colheita da cana, acarretando na paralisação do
processo produtivo, possibilitando a realização das manutenções necessárias
existentes no sistema de Gestão da Manutenção PIMS-MI.
2.1 Planos de Manutenção
Os Planos de Manutenção consistem nos procedimentos e instruções de
trabalhos, específicos para cada atividade de manutenção a serem executadas
pelos especialistas de manutenção e operadores mantenedores, detalhadas
em documentos específicos e tratadas no Software de Gestão da Manutenção
PIMS-MI.
2.2 Manutenção Corretiva
A Manutenção Corretiva são as atividades de manutenção, onde exige a
interferência direta na correção de equipamentos inoperantes por motivo de
falhas prematuras e/ou inesperadas.
As ocorrências de falhas inesperadas ou abruptas geram uma
manutenção corretiva não planejada podendo afetar o processo causando
parada total ou parcial.
Na ocorrência de falhas classificadas como aspecto grave ou importante
que provoque parada parcial ou total igual ou acima de 30 minutos deve ser
investigada e analisada a causa fundamental, propondo ações para bloquear a
mesma.
2.3 Plano de Manutenção Preventiva
56
Os Planos de Manutenção Preventiva incorporam equipamentos
mecânicos, elétricos e de instrumentação e contemplam em geral as atividades
de limpeza, lubrificação, inspeções, reformas, substituições, parada
programada e entressafra. Encontram-se implantados e operacionalizados nos
Módulos de Preventiva / Preditiva e Entressafra e Paradas do Software de
Gestão da Manutenção PIMS-MI, considerando para as intervenções os níveis
de criticidade e prioridade preestabelecida.
2.3.1 Plano de Lubrificação
O Plano de Lubrificação prevê a contemplação, a substituição, a coleta
e a análise de lubrificantes. As atividades estabelecidas são definidas em
função das necessidades de cada equipamento, das recomendações dos
fabricantes e/ou pela Gerência de Manutenção, com a finalidade de auxiliar os
lubrificadores e operadores mantenedores nas rotinas diárias e periódicas de
Lubrificação. Encontra-se implantado e operacionalizado no Módulo de
Preventiva / Preditiva do Software de Gestão da Manutenção PIMS-MI.
Anualmente, é atualizado o Cronograma de Lubrificantes com base no
histórico da safra anterior onde é calculada a quantidade de lubrificantes para
enchimento dos equipamentos necessários para partida da planta industrial e a
programação de reposição durante a safra.
2.3.2 Planos de Inspeção
Os Planos de Inspeção considera os ativos dinâmicos e estacionários,
mecânicos, elétricos e de instrumentação, considerando para as intervenções,
o enquadramento ou não na NR 13 e NR 10, e os respectivos níveis de
criticidade pré-estabelecidos. Encontram-se implantados e operacionalizados
no Módulo de Preventiva / Preditiva do Software de Gestão da Manutenção
PIMS-MI. Os Planos englobam as técnicas de inspeção visual e inspeção com
instrumentos ou monitoramento:
a) técnicas de inspeção visual: consiste nas inspeções visuais rotineiras
dos equipamentos baseadas nos cincos sentidos dos operadores
mantenedores e especialistas com a finalidade de detectar e tratar as
falhas no seu estágio inicial;
57
b) técnicas de inspeção por monitoramento: consiste nas inspeções por
instrumentos dos equipamentos baseadas em medições e
verificações que geram parâmetros que podem ser comparados a
padrões e produzem imagens que facilitam o diagnóstico e a tomada
de decisão.
2.3.2.1 Plano de Inspeção de Equipamentos
O Plano de Inspeção de Equipamentos contempla os ativos dinâmicos e
estacionários, mecânicos e elétricos considerando para as intervenções, o
enquadramento ou não na NR 13, NR 10, no Manual de HACCP, os critérios de
GMP em arquivo eletrônico no Sistema de Gestão da Qualidade e os
respectivos níveis de criticidade pré-estabelecidos. As atividades de inspeção
de equipamentos devem ser acompanhadas de relatório semanal e mensal,
conforme procedimento de rotina das condições básicas dos equipamentos,
estabelecendo a tarefa, a responsabilidade, o momento de execução e o
método de execução das atividades de inspeção e reparo.
2.3.2.2 Inspeção Operacional
A empresa possui um programa de manutenção autônoma que consiste
numa estratégia simples e prática que envolve os operadores mantenedores
nas atividades de manutenção. Esses operadores são capacitados para
detectarem, ainda no estágio inicial, as anomalias nos equipamentos através
do uso de técnica de inspeção visual ou com instrumentos visando minimizar
as paradas durante a safra.
O Plano de Inspeção Operacional consiste na inspeção visual e
periódica dos equipamentos dinâmicos e estacionários executada pelos
operadores mantenedores, destacando que a execução da rota de inspeção
também pode ser feita com o auxílio de um computador de mão do tipo palm
top.
2.3.3 Plano de Verificação e Calibração de Instrumentos.
O Plano de verificação d \calibração de Instrumentos contempla as malhas e instrumentos de controle do processo, considerando para as
58
intervenções o enquadramento ou não na NR 13, NR 10, no Manual de HACCP
e os critérios de GMP, tendo como prioridade as malhas consideradas Status
Q4, aquelas que afetam a qualidade do produto e os respectivos níveis de
criticidade pré-estabelecidos.
O Plano tem como objetivo manter a confiabilidade e a rastreabilidade
dos instrumentos de medição e definir os critérios e ações a serem utilizadas,
para execução das tarefas de controle das malhas, de instrumentos e dos
padrões.
2.4 Planos de Manutenção Programada
A Manutenção Programada é uma atividade preventiva elaborada a
partir de dados da operação, manutenção e inspeção de equipamentos que
tem como objetivo restaurar e/ou melhorar as condições dos equipamentos e
instalações.
O Cronograma de Manutenção Programada é definido com base na
previsão de parada da moenda estabelecida no Plano de Produção. Esta
previsão pode sofrer alterações em função de ocorrências não previstas para
se adequar ao melhor momento para executar a Parada Programada.
O planejamento e programação dos serviços são definidos em reuniões
semanais e mensais com base no histórico de manutenção, nas inspeções e
no monitoramento preditivo, que após são geradas Ordem de Serviços no
Software de Gestão da Manutenção PIMS-MI e em seguida elaborado um
plano de acompanhamento diretamente no software ou em planilha em Excel
denominada Cardápio de Serviços.
O Cardápio de Serviços é um plano criado para padronizar e
desburocratizar, facilitando o acompanhamento dos serviços de manutenção
programada, proporcionando também um suporte para as Equipes Plantonistas
nos finais de semana além de facilitar a comunicação e priorização dos
serviços a serem executados.
2.4.1 Parada Programada
O planejamento das Paradas Programadas deve se elaborado a partir
59
da identificação das atividades cuja execução seja imprescindível na próxima
parada com base no histórico de manutenção, nas inspeções e no
monitoramento preditivo. De posse desses dados são definidos os recursos
necessários (mão-de-obra, materiais, ferramentas, serviços de terceiros)
necessários para execução dos serviços e em seguida são emitidas as Ordens
de Serviços (OS), as Requisições de Materiais (RM), as Descrições Técnicas
de Serviços (DTS), de posse dos recursos necessários a programação é
elaborada e registrada no Cardápio de Serviços.
2.4.2 Manutenção de Oportunidade
Com o objetivo de aproveitar o tempo de paralisação, poupar
equipamentos de parar posteriormente e reduzir o número de paradas,
semanalmente são programadas manutenções de oportunidade no software de
gestão da manutenção e/ou em planilha em Excel, denominada de Cardápio de
Serviços, com base no histórico de manutenção, nas inspeções e no
monitoramento preditivo, aproveitando as paradas de produção devido à falta
de matéria-prima provocada por fatores climáticos como chuva. Desse modo a
manutenção torna-se flexível com melhor aproveitamento de tempo.
2.5 Manutenção de Entressafra
São atividades generalizadas para revisão geral da atividade industrial e
geradas a partir da aprovação de um plano orçamentário. O planejamento, a
programação e o controle dos serviços são gerenciados pelo Módulo de
Entressafra do Software de Gestão da Manutenção PIMS-MI.
2.6 Tecnologia da Informação
A utilização da tecnologia da informação na gestão de manutenção
proporciona informações em rede, com transparência e agilidade na divulgação
dos resultados, acompanhamento em todo processo de gestão da execução da
manutenção e facilitando a tomada de decisões.
60
2.6.1 Software
A empresa possui um sistema informatizado denominado PIMS-MI –
Manutenção Industrial, integrado com o sistema de ERP (Enterprise Resource
Planning) Planejamento de Recursos da Empresa denominado ANCORA; com
o sistema de gerenciamento de custos denominado ROTA e com o sistema de
gerenciamento de recursos humanos RM CHRONUS para gerenciamento das
atividades de manutenção, que tem os seguintes objetivos:
a) padronização e redução no tempo dos processos de planejamento,
controle e execução da manutenção;
b) automatização do fluxo de informações, facilitando a disponibilização
e obtenção de dados e informações técnicas;
c) rastreabilidade, e consequentemente, simplificação dos processos de
análise e auditoria da manutenção;
d) controle integrado das máquinas e equipamentos;
e) uniformidade de critérios no tratamento dos dados, facilitando
análises comparativas;
f) facilidade na elaboração de relatórios técnicos e contábeis;
g) acompanhamento “on-line” do “status” dos serviços pela manutenção;
h) obtenção em tempo real dos índices de manutenção confiáveis,
possibilitando a implementação imediata de melhorias.
2.6.2 Hardware
Sendo o software de gestão da manutenção PIMS-MI coorporativo, sua
operacionalização se dá em sistema de rede, onde obrigatoriamente todo e
qualquer usuário deve dispor de login e senha pessoal. Está última secreta e
intransferível.
2.7 Treinamento
O treinamento para o desenvolvimento do conhecimento e das
habilidades das Equipes de Manutenção deve ser desenvolvido e planejado, a
partir de um diagnóstico que identifique as necessidades de treinamento. No
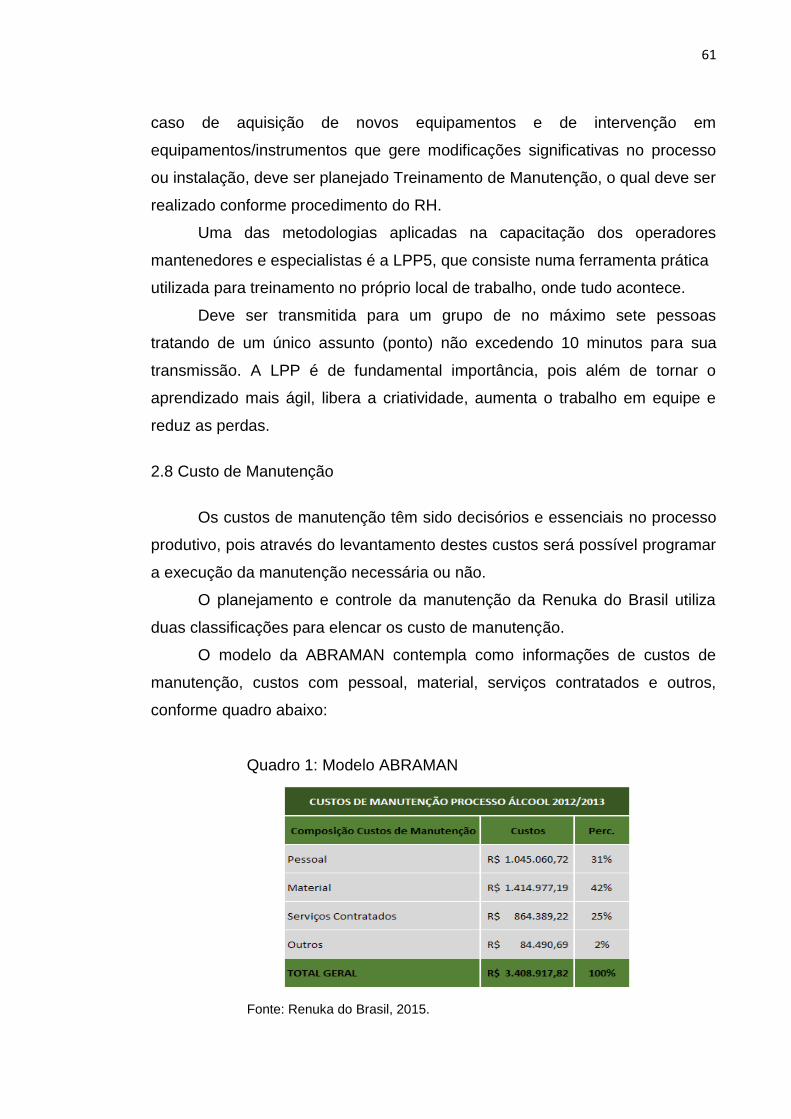
61
caso de aquisição de novos equipamentos e de intervenção em
equipamentos/instrumentos que gere modificações significativas no processo
ou instalação, deve ser planejado Treinamento de Manutenção, o qual deve ser
realizado conforme procedimento do RH.
Uma das metodologias aplicadas na capacitação dos operadores
mantenedores e especialistas é a LPP5, que consiste numa ferramenta prática
utilizada para treinamento no próprio local de trabalho, onde tudo acontece.
Deve ser transmitida para um grupo de no máximo sete pessoas
tratando de um único assunto (ponto) não excedendo 10 minutos para sua
transmissão. A LPP é de fundamental importância, pois além de tornar o
aprendizado mais ágil, libera a criatividade, aumenta o trabalho em equipe e
reduz as perdas.
2.8 Custo de Manutenção
Os custos de manutenção têm sido decisórios e essenciais no processo
produtivo, pois através do levantamento destes custos será possível programar
a execução da manutenção necessária ou não.
O planejamento e controle da manutenção da Renuka do Brasil utiliza
duas classificações para elencar os custo de manutenção.
O modelo da ABRAMAN contempla como informações de custos de
manutenção, custos com pessoal, material, serviços contratados e outros,
conforme quadro abaixo:
Quadro 1: Modelo ABRAMAN
Fonte: Renuka do Brasil, 2015.
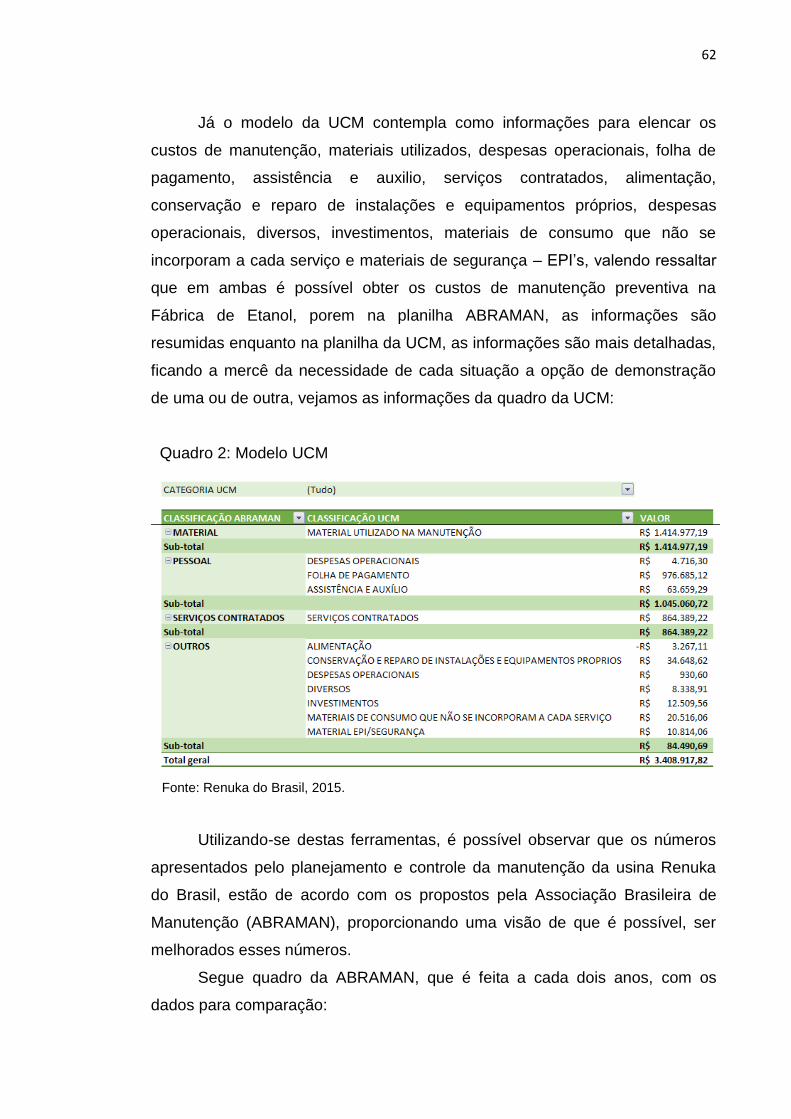
62
Já o modelo da UCM contempla como informações para elencar os
custos de manutenção, materiais utilizados, despesas operacionais, folha de
pagamento, assistência e auxilio, serviços contratados, alimentação,
conservação e reparo de instalações e equipamentos próprios, despesas
operacionais, diversos, investimentos, materiais de consumo que não se
incorporam a cada serviço e materiais de segurança – EPI’s, valendo ressaltar
que em ambas é possível obter os custos de manutenção preventiva na
Fábrica de Etanol, porem na planilha ABRAMAN, as informações são
resumidas enquanto na planilha da UCM, as informações são mais detalhadas,
ficando a mercê da necessidade de cada situação a opção de demonstração
de uma ou de outra, vejamos as informações da quadro da UCM:
Quadro 2: Modelo UCM
Fonte: Renuka do Brasil, 2015.
Utilizando-se destas ferramentas, é possível observar que os números
apresentados pelo planejamento e controle da manutenção da usina Renuka
do Brasil, estão de acordo com os propostos pela Associação Brasileira de
Manutenção (ABRAMAN), proporcionando uma visão de que é possível, ser
melhorados esses números.
Segue quadro da ABRAMAN, que é feita a cada dois anos, com os
dados para comparação:
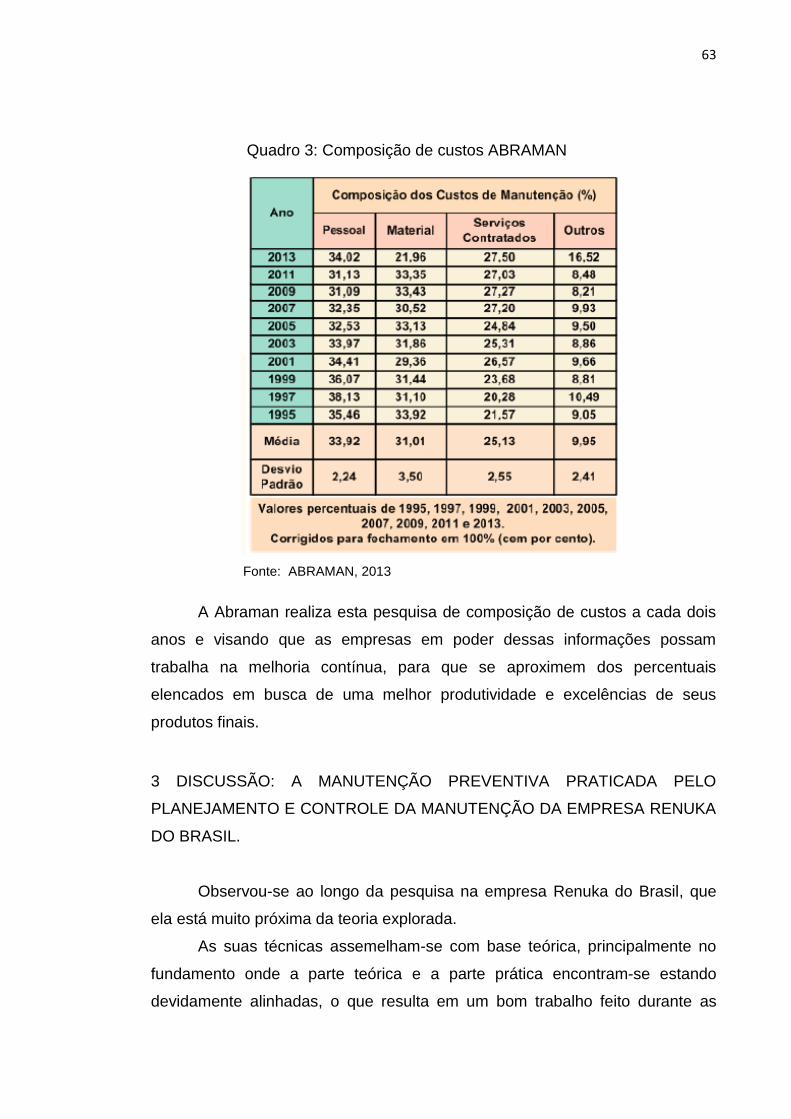
63
Quadro 3: Composição de custos ABRAMAN
Fonte: ABRAMAN, 2013
A Abraman realiza esta pesquisa de composição de custos a cada dois
anos e visando que as empresas em poder dessas informações possam
trabalha na melhoria contínua, para que se aproximem dos percentuais
elencados em busca de uma melhor produtividade e excelências de seus
produtos finais.
3 DISCUSSÃO: A MANUTENÇÃO PREVENTIVA PRATICADA PELO
PLANEJAMENTO E CONTROLE DA MANUTENÇÃO DA EMPRESA RENUKA
DO BRASIL.
Observou-se ao longo da pesquisa na empresa Renuka do Brasil, que
ela está muito próxima da teoria explorada.
As suas técnicas assemelham-se com base teórica, principalmente no
fundamento onde a parte teórica e a parte prática encontram-se estando
devidamente alinhadas, o que resulta em um bom trabalho feito durante as
64
manutenções preventivas para eliminar as manutenções corretivas que
causam impactos financeiros e no processo produtivo. Segundo relado do
gerente de manutenção industrial, a Renuka do Brasil hoje, serve de referência
para muitas empresas do mesmo ramo de atividade, onde os mesmos recebem
frequentemente pessoas de outras usinas para verificar o modelo de
manutenção realizado pela Renuka.
Garantir a disponibilidade da função dos equipamentos e instalações de
modo a atender a um processo de produção ou de serviço, com confiabilidade,
segurança, preservação do meio ambiente e custo adequados. (PINTO;
XAVIER, 2007, p.22)
Segundo depoimento do gerente de manutenção industrial Sr. Antonio
da Silva, ser gestor de uma área industrial é ir além de uma grande conquista,
pois a área industrial é o local onde a matéria prima torna-se produto final, e a
relação eficácia x eficiência, torna esta máquina de suma importância para a
organização focando-se na eliminação e/ou redução de falhas ou defeito
possível de ocorrer na planta, sendo necessária uma ação das equipes
capacitadas de imediato no foco a ser eliminado.
Segundo Betts et al. (2009), a manutenção preventiva pode eliminar ou
reduzir as chances de falhas, realizando serviços periodicamente (limpando,
lubrificando, substituindo e verificando) as instalações e equipamentos.
Este grupo de trabalho, coordenado pelo gerente de manutenção,
deverá ser composto por representantes das áreas de execução da
manutenção e outras a ela direta e indiretamente relacionadas, operação,
material, organização e métodos, recursos humanos ou folha de pagamentos,
capacitação e desenvolvimento de pessoal, compras, processamento de
dados, novos projetos, arquivo ou biblioteca, contratos, controle patrimonial,
contabilidade e segurança industrial, alguns dos quais terão sua participação
restrita apenas aos temas de seus níveis de ação.
4 PARECER FINAL
Pode-se observar durante nossa estada na empresa Renuka do Brasil,
que existe uma preocupação muito grande com a redução dos gastos com
manutenção corretiva e um investimento com manutenção preventiva.
65
A preocupação, determinação e o planejamento foram facilmente
percebidos, não somente pela alta direção e os administradores desse
departamento, mas também por toda equipe de colaboradores e demais
setores envolvidos, os quais estão comprometidos não somente com a revisão
em si, mas também pela importância em se fazer as manutenções.
Agrega-se assim, um impacto positivo, pois resulta em um melhor
aproveitamento dos equipamentos e consequentemente, a melhor capacidade
produtiva dentro de cada atividade, gerando uma melhor lucratividade, tanto
para os seus acionistas quanto para eles próprios através do prêmio de
participação que é distribuído uma vez por ano, pois dentre vários itens
avaliados a qualidade e disponibilidade desses equipamentos compõe os
indicadores de resultados.
A manutenção preventiva contribui sim para o bom funcionamento dos
equipamentos bem como para a redução dos custos da Renuka do Brasil, onde
foi constatado que a disponibilidade dos equipamentos tem atingindo a meta
satisfatória, segundo o relato do gerente de manutenção.
A manutenção preventiva dos equipamentos aliada a qualidade dos
recursos (mão de obra + peças + serviços) contribui na redução dos custos
bem como alavanca a produtividade da empresa Renuka do Brasil. Com esses
fatores que foram constatados aliados a outros evidenciados, a produção da
empresa chegou na útima safra 14/15 a 4.493.246 de toneladas de cana
moída.
66
PROPOSTA DE INTERVENÇÃO
Diante do exposto, propõe-se que:
a) seja explorado mais o sistema PIMS-MI, pois o mesmo conta com
vários recursos que podem ser de suma importância para as práticas
diárias do setor de planejamento e controle da manutenção;
b) Treinamentos de colaboradores afim de viabilizar as informações
pertinentes as manutenções da área industrial, tendo em vista que o
levantamento dos custo de manutenção foram da ultima vez em
2013;
c) Seja feita toda safra o levantamento dos custos de manutenção, para
servir de base e comparativo, da evolução de um ano para o outro.
67
CONCLUSÃO
A Renuka do Brasil S/A de Promissão, sem dúvida alguma é uma
empresa que administra, planeja e controla muito bem o seu patrimônio, no
caso seus equipamentos da área industrial.
A opção pelo tema, manutenção preventiva, vem ao encontro com a
forma de administrar seus custos e gastos desnecessários, pois principalmente
em usinas onde o foco principal é o produto final (açúcar, álcool, levedura e
cogeração de energia) tendo em vista as inconstâncias do mercado no setor
sucroalcooleiro. é muito interessante que os componentes que fazem com que
esses produtos finais obtenham o resultado satisfatório, no caso os
equipamentos que levam esse semi-produto para a produção, estejam com
uma disponibilidade e qualidade de trabalho em perfeitas condições de uso.
Por este fato escolhemos o tema manutenção preventiva da empresa,
pois assim como uma corrente, se um elo se rompe, os demais também serão
comprometidos e com isso todo o trabalho será prejudicado e com certeza não
será alcançado o resultado esperado.
Esse assunto não está esgotado podendo outros profissionais da área
aprofundá-lo e redirecioná-lo.
68
REFERÊNCIAS
ALMEIDA, A.T; CAVALCANTE, C. A. V. Modelo multicritério de apoio a decisão para o planejamento de manutenção preventiva utilizando PROMETHEE II em situações de incerteza. Recife, 2005. BETTS, A et al. Gerenciamento de operações e de processos. 2 ed. Porto Alegre: Bookman, 2009. BORGES, M. C; et al. Implantação de sistema informatizado para planejamento e controle da manutenção. Governador Valadares, 2009. BRANCO FILHO, G. A organização, o planejamento e o controle da manutenção. Rio de Janeiro: Ciência Moderna, 2001. DENARDIM, C. D; MILAN, G. S; REIS, C. Z. A implantação de um planejamento e controle da manutenção. Rio de janeiro, 2010. PINTO, A. K; XAVIER, J. A. N. Manutenção: função estratégica. 2.ed. Petrópolis: Vozes, 2007. VERRI, L. A. Gerenciamento pela qualidade total na manutenção industrial: Aplicação Prática. Rio de Janeiro: Qualitymark, 2007. VIANNA, H. R. G. PCM – Planejamento e controle da manutenção. Rio de Janeiro. Qualitymark, 2002.
69
APÊNDICES
70
APÊNDICE A – Roteiro de Estudo de Caso
1 INTRODUÇÃO
Serão apresentados os objetivos relacionados ao estudo de caso.
Descritos os métodos e técnicas utilizadas na pesquisa. Caracterizados os
aspectos principais de caso da manutenção preventiva desenvolvida na área
industrial, na fábrica de etanol em conjunto com o setor de planejamento e
controle da manutenção da empresa Renuka do Brasil – Unidade Madhu.
1.1 Relato do trabalho realizado referente ao assunto estudado
As informações serão coletadas através de entrevista para os gerentes e
supervisores das áreas de manutenção e do processo produtivo do etanol em
visita ao local da empresa.
1.2 Discussão
Através da pesquisa será realizado o confronto entre teoria e prática,
através de referencial teórico estudado e da prática realizada na empresa.
1.3 Parecer Final
Parecer final sobre o caso e sugestões sobre melhoria no tocante a
manutenção preventiva.
71
APÊNDICE B – Roteiro de Observação Sistemática
I DADOS DE IDENTIFICAÇÃO
Empresa:
Localização:
Cidade: Estado:
Atividade:
II ASPECTOS A SEREM OBSERVADOS
1 O processo produtivo do etanol.
2 Manutenção: preventiva, corretiva, aditiva e preditiva.
3 A manutenção preventiva como alternativa para a redução dos custos.
4 Analisar os registros das análises de falha.
5 Verificar os indicadores de performance .
72
APÊNDICE C – Roteiro do Histórico da empresa Renuka do Brasil de
Promissão
I DADOS DE IDENTIFICAÇÃO
Empresa:
Localização:
Cidade: Estado:
Atividade:
Data da Fundação:
II ASPECTOS HISTÓRICOS DA EMPRESA RENUKA DO BRASIL.
1 Surgimento
2 Missão, Visão, Valores, Crenças
3 Evolução
4 Produtos
5 Clientes
6 Concorrentes
7 Fornecedores
8 Projeto de Expansão
9 Organograma
10 Responsabilidade Social e Ambiental
11 Propagandas
73
APÊNDICE D – Roteiro de Entrevista para o Gerente de Manutenção e
Extração do Caldo
I DADOS DE IDENTIFICAÇÃO
Nome:
Cargo:
Escolaridade:
Experiências Profissionais:
Outras Experiências:
Residência / Local:
II PERGUNTAS ESPECÍFICAS
1 A manutenção é aplicada na rotina da área industrial?
_______________________________________________________________
_______________________________________________________________
1.1 Se sim, por que?
_______________________________________________________________
_______________________________________________________________
1.2 De que forma?
_______________________________________________________________
_______________________________________________________________
2 Que tipo de manutenção é aplicada na área industrial?
_______________________________________________________________
_______________________________________________________________
74
3 Quem são os responsáveis pela realização das análises de
manutenção?
_______________________________________________________________
_______________________________________________________________
4 Quais os benefícios levantados pela realização da manutenção
preventiva?
_______________________________________________________________
_______________________________________________________________
5 A manutenção preventiva contribui para a redução dos custos da área
industrial?
_______________________________________________________________
_______________________________________________________________
5.1 De que forma?
_______________________________________________________________
_______________________________________________________________
6 Qual a periodicidade da realização da manutenção preventiva?
_______________________________________________________________
_______________________________________________________________
7 Para a realização da manutenção preventiva são levados em conta
fatores ecológicos, visando a minimização dos impactos ambientais?
_______________________________________________________________
_______________________________________________________________
7.1 Se sim, por que?
_______________________________________________________________
_______________________________________________________________
8 Existe uma preocupação para com os colaboradores que realizam este
serviço?
75
_______________________________________________________________
_______________________________________________________________
8.1 Há segurança na hora da execução da manutenção?
_______________________________________________________________
_______________________________________________________________
76
APÊNDICE E – Roteiro de Entrevista para o Supervisor de Planejamento e
Controle de Manutenção
I DADOS DE IDENTIFICAÇÃO
Nome:
Cargo:
Escolaridade:
Experiências Profissionais:
Outras Experiências:
Residência / Local:
II PERGUNTAS ESPECÍFICAS
1 Qual a consequência de uma manutenção preventiva?
_______________________________________________________________
_______________________________________________________________
2 Como é possível programar uma manutenção preventiva?
_______________________________________________________________
_______________________________________________________________
3 Qual a diferença entre manutenção preventiva e corretiva?
_______________________________________________________________
_______________________________________________________________
77
4 O que difere a manutenção preditiva das preventiva e corretiva?
_______________________________________________________________
_______________________________________________________________
5 É possível prever ou identificar uma falha antes que ela ocorra?
_______________________________________________________________
_______________________________________________________________
6 Existem indicadores para acompanhamento das falhas ocorridas?
_______________________________________________________________
_______________________________________________________________
6.1 Quais?
_______________________________________________________________
_______________________________________________________________
7 A manutenção preventiva é registrada em sistema?
_______________________________________________________________
_______________________________________________________________
7.1 Como é feito o registro?
_______________________________________________________________
_______________________________________________________________
8 E as falhas nos equipamentos, como são registradas?
_______________________________________________________________
_______________________________________________________________
78
APÊNDICE F – Roteiro de Entrevista para o Supervisor da Fábrica de
Etanol
I DADOS DE IDENTIFICAÇÃO
Nome:
Cargo:
Escolaridade:
Experiências Profissionais:
Outras Experiências:
Residência / Local:
II PERGUNTAS ESPECÍFICAS
1 A manutenção é aplicada na rotina da fábrica de etanol?
_______________________________________________________________
_______________________________________________________________
1.1 Se sim, por quê?
_______________________________________________________________
_______________________________________________________________
1.2 De que forma?
_______________________________________________________________
_______________________________________________________________
2 Que tipo de manutenção é aplicada na fábrica de etanol?
_______________________________________________________________
_______________________________________________________________
79
3 Quem são os responsáveis pela realização da manutenção preventiva
na fábrica de etanol?
_______________________________________________________________
_______________________________________________________________
4 Quais os benefícios levantados pela realização da manutenção
preventiva?
_______________________________________________________________
_______________________________________________________________
5 A manutenção preventiva contribui para a redução dos custos na fábrica
de etanol?
_______________________________________________________________
_______________________________________________________________
5.1 De que forma?
_______________________________________________________________
_______________________________________________________________
6 Qual a periodicidade da realização da manutenção preventiva na fábrica
de etanol?
_______________________________________________________________
_______________________________________________________________
7 Para a realização da manutenção preventiva são levados em conta
fatores ecológicos, visando a minimização dos impactos ambientais?
_______________________________________________________________
_______________________________________________________________
7.1 Se sim, por que?
_______________________________________________________________
_______________________________________________________________

80
8 Existe uma preocupação para com os colaboradores que realizam este
serviço?
_______________________________________________________________
_______________________________________________________________
8.1 A segurança na hora da execução da manutenção?
_________________________________________________________________________________________________