Embed Size (px)
Citation preview
i
Mapeamento do fluxo de informação na manutenção
aeronáutica
Bernardo Proença Lopes Coutinho Caldeira
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Luís Filipe Galrão dos Reis
Prof. Filipe Szolnoky Ramos Pinto Cunha
Júri
Presidente: Prof. Paulo Rui Alves Fernandes
Orientador: Prof. Luís Filipe Galrão dos Reis
Vogais: Prof. António Manuel Relógio Ribeiro
Eng. Carolina Beatriz de Souza Santos
Novembro 2017
ii

i
Agradecimentos
Em primeiro lugar, gostaria de agradecer à empresa OGMA pela oportunidade de realizar o meu projeto
de dissertação. Um especial agradecimento para a Eng.ª Carolina Santos pelo apoio, confiança e
ensinamentos que me proporcionou durante o projeto realizado. A todos os colaboradores que me
ajudaram ao longo de todo o estágio, um grande obrigado pela vossa dedicação e toda a ajuda.
Na faculdade do Instituto Superior Técnico, gostaria de deixar um profundo agradecimento aos
orientadores, Prof. Filipe Cunha e Prof. Luís Reis, pela disponibilidade e ajuda no planeamento e
desenvolvimento do projeto longo de todo o período da sua realização.
Um agradecimento especial aos meus pais por me terem proporcionado uma formação académica e
pessoal de elevada qualidade e sem nunca me ter faltado nada. Ao meu irmão, por todo o apoio e força
ao longo do meu percurso académico para atingir os meus objetivos e concretizar os meus sonhos.
Agradeço também a todos os familiares, amigos e colegas que de alguma maneira me têm vindo a
apoiar, em particular durante o desenvolvimento desta dissertação.
Finalmente, gostaria de agradecer, particularmente, à minha namorada Rita, por todo o apoio e atenção
que me tem dado ao longo destes últimos anos, por me ouvir e por me ajudar, e me dar constantemente
força e motivação. Sem ela, nada disto seria possível.

ii
iii
Resumo
A condição competitiva empresarial moderna tem contribuído para um aumento da necessidade de
otimização de processos, com o objetivo de reduzir os recursos investidos e aumentar a produtividade.
A necessidade de diferenciação por partes das empresas é assim cada vez maior e surge como uma
exigência competitiva. As empresas lutam pelo crescimento económico através das vantagens
competitivas em relação aos seus concorrentes. Por outro lado, vive-se numa era focada no serviço ao
cliente. Apenas as empresas com elevado índice de eficiência é que conseguem vingar face às
exigências atuais do mercado.
Cada vez mais se verifica uma forte aposta em metodologias Lean para obter aumentos de eficiência
operacionais nas organizações. Assim, as empresas conseguem aumentos significativos de
produtividade utilizando os mesmos recursos e diminuindo os desperdícios, o que resulta na diminuição
dos custos operacionais.
O projeto descrito nesta dissertação surge no âmbito de um projeto de Mapeamento do fluxo de
informação na manutenção aeronáutica, proposto pela empresa OGMA.
O presente trabalho começou por um período de observação detalhada de cada uma das áreas, de
modo a perceber como operavam em si e com as restantes. Tendo por base essa observação, foram
detetados vários constrangimentos em alguns dos seus principais processos. Para determinar o seu
impacto no funcionamento da organização, foram utilizadas várias ferramentas, consoante a natureza
do problema.
Numa fase posterior, foram desenhadas soluções para cada um dos impedimentos detetados cujo
objetivo consistia em reduzir/eliminar o desperdício associado a essa atividade. Foram implementadas
algumas medidas que têm como base a filosofia Lean. Posteriormente, foi ainda realizada uma análise
através da qual se obteve as percentagens de ganho que a organização pode ter ao utilizar as soluções
propostas, acima de 50% em alguns casos.
Palavras Chaves: Lean, Mapeamento do Processo, Fluxo de Informação, Mapeamento da cadeia de
valor

iv

v
Abstract
The modern competitive business environment has contributed to an increased need for process
optimization with the aim of reducing invested resources and increasing productivity. The need of
differentiation by companies is thus increasing and appears as a competitive requirement. Companies
strive for economic growth through competitive advantages over their competitors. On the other hand,
we live in a generation focused on the customer. Only the companies with a high efficiency rate are able
to avenge against the current demands of the market.
Increasingly, there is a strong focus on Lean methodologies to achieve operational efficiencies in
organizations. Thus companies achieve significant increase in productivity using the same resources
and reducing the amount of waste, which results in lower operating costs.
The project described in this dissertation arises as part of a project developed by OGMA of mapping the
information flow of aeronautical components.
The present work began with a period of detailed observation of each of the areas, in order to understand
how each of them operates and how is the interaction between areas. Based on this observation, several
impediments were detected in some areas of the main process. To determine its impact on the
organization’s operation, several tools were used, depending on the nature of the problem.
In a later stage, solutions were designed for each of the detected impediments with the goal of
reducing/eliminating the waste associated with each activity. Some measures have been implemented
based on the Lean philosophy. Subsequently, an analysis was also carried out to obtain the percentages
of gain that the organization can have if the proposed solutions are used, the results are very promising,
up to 50 % in some cases.
Keywords: Lean, Mapping of process, information flow, Value stream mapping (VSM)
vi
Índice
1. Introdução .......................................................................................................................................... 1
1.1 Enquadramento ............................................................................................................................. 1
1.2 Objetivos da dissertação................................................................................................................ 2
1.3 Metodologia ................................................................................................................................... 2
1.4 Estrutura da dissertação ................................................................................................................ 3
1.5 Descrição da empresa ................................................................................................................... 4
2. Revisão da literatura ......................................................................................................................... 7
2.1 Introdução ...................................................................................................................................... 7
2.2 Lean Thinking ................................................................................................................................ 7
2.3 Os 7 desperdícios .......................................................................................................................... 8
2.4 Mapeamento do Processo ........................................................................................................... 10
2.4.1 Formas de Mapear um Processo .......................................................................................... 12
2.5. Value Stream Mapping (VSM) .................................................................................................... 14
2.6 Importância do Envolvimento das Pessoas na Organização ...................................................... 16
2.7 Enterprise Resources Planning (ERP) ........................................................................................ 16
2.8 Gestão de stocks ......................................................................................................................... 19
2.8.1 Análise ‘’ ABC’’ ...................................................................................................................... 20
3. Caraterização do Estado atual da Empresa.................................................................................. 21
3.1 Introdução .................................................................................................................................... 21
3.2 Fluxograma geral ......................................................................................................................... 22
3.3 Necessidade/Receção ................................................................................................................. 23
3.3.1 Receção ................................................................................................................................ 23
3.3.2 Controlo de Produção ........................................................................................................... 25
3.3.3 Engenharia ............................................................................................................................ 27
3.3.4 Controlo de Produção ........................................................................................................... 29
3.4 Peritagem ..................................................................................................................................... 31
3.4.1 Inspeção/Ensaio .................................................................................................................... 31
3.4.2 Peritagem .............................................................................................................................. 32
vii
3.4.3 FOC-Fim de Orçamentação de Custos ................................................................................ 33
3.5 Reparação ................................................................................................................................... 34
3.5.1 Revisão Geral e Reparação .................................................................................................. 35
3.6 Certificação /Expedição ............................................................................................................... 36
4. Apresentação das propostas de melhoria e a sua implementação ........................................... 39
4.1 Análise dos impedimentos ao longo do fluxo .............................................................................. 39
4.2 Solução para o 1ºCASO: (S/N e P/N) incorretos ......................................................................... 41
4.3 Solução para o 2º CASO: Falta de uma Base de dados com o Registo Histórico para clientes
sem ser a FAF ................................................................................................................................... 42
4.4 Solução para o 3º CASO: Diferentes normas para o mesmo P/N .............................................. 43
4.5 Solução para o 4º CASO: Falta de Eficiência no transporte até chegar ao COM ....................... 44
4.6 Solução para o 5º CASO e 10ºCASO: Falta de Previsão do Comercial ..................................... 45
4.7 Solução para o 6º CASO: Falta de anomalia reportada .............................................................. 46
4.8 Solução para o 7º CASO: Dependência de 2 pessoas na Engenharia para realizar uma gama
de trabalho ......................................................................................................................................... 47
4.9 Solução para o 8º CASO: Converter publicações técnicas de pdf em word ............................... 48
4.10 Solução para o 9º CASO: Cartas de trabalho Inativas .............................................................. 49
4.11 Solução para o 11º CASO: Falta de disponibilidade da Engenharia para resolver alguns
problemas .......................................................................................................................................... 50
4.12 Solução para o 12º CASO: Elevado tempo de espera do material ........................................... 51
4.13 Solução para o 14º CASO: Falta do alerta do pedido de transporte ......................................... 52
5. Quantificação das propostas de melhoria .................................................................................... 53
5.1 Análise do 1º Caso ...................................................................................................................... 53
5.2 Análise do 2º Caso ...................................................................................................................... 54
5.3 Análise do 4º Caso ...................................................................................................................... 55
5.4 Análise do 5º CASO ..................................................................................................................... 55
5.5 Análise do 6º Caso ...................................................................................................................... 56
5.6 Análise do 7º Caso ...................................................................................................................... 56
5.7 Análise do 8º Caso ...................................................................................................................... 57
5.8 Análise do 9ºcaso ........................................................................................................................ 58
5.9 Análise do 10º Caso .................................................................................................................... 58
5.10 Análise do 11º Caso .................................................................................................................. 59
viii
5.11 Análise do 12º Caso .................................................................................................................. 59
5.12 Análise do 14º Caso .................................................................................................................. 60
5.13 Caso específico Trens ............................................................................................................... 61
5.14 Caso específico Hélices ............................................................................................................ 62
6. Conclusões e Trabalhos Futuros .................................................................................................. 65
6.1. Conclusões ................................................................................................................................. 65
6.2 Trabalhos Futuros ........................................................................................................................ 66
7. Bibliografia ....................................................................................................................................... 67
ix
Índice de figuras
Figura 1 - Certificações da OGMA .......................................................................................................... 4
Figura 2 - Fotografia aérea das instalações da empresa OGMA ............................................................ 5
Figura 3 - Participação na empresa dos diferentes acionistas da OGMA .............................................. 5
Figura 4 - Evolução histórica da OGMA e acontecimentos relevantes ................................................... 6
Figura 5 - Etapas do Mapeamento da Cadeia de Valor [21]. ............................................................... 14
Figura 6 - Simbologia aplicada ao VSM ................................................................................................ 15
Figura 7 - Estrutura de um sistema ERP adaptado [32] ....................................................................... 17
Figura 8 - Fluxograma da empresa ....................................................................................................... 21
Figura 9 - Fluxograma da empresa 2 .................................................................................................... 22
Figura 10 - Requisitos da receção ........................................................................................................ 23
Figura 11 - Fluxograma parcial do estado da empresa 2 ..................................................................... 24
Figura 12 - Requisitos do controlo de produção ................................................................................... 25
Figura 13 - Subconjunto de dois componentes ..................................................................................... 26
Figura 14 - Requisitos da engenharia ................................................................................................... 28
Figura 15 - Requisitos do controlo de produção 2 ................................................................................ 30
Figura 16 - Requisitos da inspeção/ensaio ........................................................................................... 31
Figura 17 - Fluxograma parcial da empresa 3 ...................................................................................... 32
Figura 18 - Requisitos da peritagem ..................................................................................................... 32
Figura 19 - Requisitos do FOC .............................................................................................................. 34
Figura 20 - Requisitos da revisão geral/Reparação .............................................................................. 35
Figura 21 - Fluxograma do estado atual com os impedimentos detetados .......................................... 40
x
xi
Índice de tabelas
Tabela 1 - P/N com diferentes normas .................................................................................................. 26
Tabela 2 - Impedimentos detetados ao longo do fluxo ......................................................................... 39
Tabela 3 - Áreas afetadas no 1º caso ................................................................................................... 41
Tabela 4 - Melhorias conseguidas no 1ºcaso ....................................................................................... 41
Tabela 5 - Áreas afetadas no 2º caso ................................................................................................... 42
Tabela 6 - Melhorias conseguidas no 2ºcaso ....................................................................................... 42
Tabela 7 - Áreas afetadas no 3º caso ................................................................................................... 43
Tabela 8 - Melhorias conseguidas no 3ºcaso ....................................................................................... 43
Tabela 9 - Áreas afetadas no 4º caso ................................................................................................... 44
Tabela 10 - Melhorias conseguidas no 4º caso .................................................................................... 44
Tabela 11 - Áreas afetadas no 5º caso e 10ºcaso ................................................................................ 45
Tabela 12 - Melhorias conseguidas no 5º caso e 10ºcaso ................................................................... 45
Tabela 13 - Áreas afetadas no 6º caso ................................................................................................. 46
Tabela 14 - Melhorias conseguidas no 6ºcaso ..................................................................................... 46
Tabela 15 - Áreas afetadas no 7ºcaso .................................................................................................. 47
Tabela 16 - Melhorias conseguidas no 7ºcaso ..................................................................................... 47
Tabela 17 - Áreas afetadas no 8ºcaso .................................................................................................. 48
Tabela 18 - Melhorias conseguidas no 8ºcaso ..................................................................................... 48
Tabela 19 - Áreas afetadas no 9ºcaso .................................................................................................. 49
Tabela 20 - Melhorias conseguidas no 9ºcaso ..................................................................................... 49
Tabela 21 - Áreas que são afetadas no 11ºcaso .................................................................................. 50
Tabela 22 - Melhorias conseguidas no 11ºcaso ................................................................................... 50
Tabela 23 - Áreas que são afetadas no 12ºcaso .................................................................................. 51
Tabela 24 - Melhorias conseguidas no 12ºcaso ................................................................................... 51
Tabela 25 - Áreas que são afetadas no 14ºcaso .................................................................................. 52
Tabela 26 - Melhorias conseguidas no 14º caso .................................................................................. 52
Tabela 27 - Tempo de resposta médio em cada área .......................................................................... 53
Tabela 28 - Percentagem de ganho do 1ºcaso ..................................................................................... 54
Tabela 29 - Percentagem de ganho do 2ºcaso ..................................................................................... 54
Tabela 30 - Percentagem de ganho do 4ºcaso ..................................................................................... 55
Tabela 31 - Percentagem de ganho do 5ºcaso ..................................................................................... 55
Tabela 32 - Percentagem de ganho do 6ºcaso ..................................................................................... 56
Tabela 33 - Percentagem de ganho do 7ºcaso ..................................................................................... 57
Tabela 34 - Percentagem de ganho do 8º caso .................................................................................... 57
Tabela 35 - Percentagem de ganho do 9ºcaso ..................................................................................... 58
Tabela 36 - Percentagem de ganho do 10ºcaso ................................................................................... 58
Tabela 37 - Percentagem de ganho do 11ºcaso ................................................................................... 59
xii
Tabela 38 - Percentagem de ganho do 12ºcaso ................................................................................... 60
Tabela 39 - Percentagem de ganho do 14ºcaso ................................................................................... 60
Tabela 40 - Percentagem de ganho total nos trens .............................................................................. 61
Tabela 41 - Percentagem de ganho trens com custos consideráveis .................................................. 62
Tabela 42 - Percentagem de ganho nas hélices ................................................................................... 63
xiii
Lista de Acrónimos
ERP- Enterprise Resource Planning
JIT- Just-in-time
MCO- Manutenção de componentes e overall
MRO- Maintenance Repair and Overall/ Manunteção Reparação e Revisão Geral
P/N- Part Number
S/N- Serial Number
RNC- Relatório de não conformidade
RH- Registo Histórico
RTI’s- Requisição de trabalhos de inter-seções
TAT- Tempo entre a chegada e a saída
TPS- Toyota Production System
TTI- Tempo Total do Impedimento
VSM- Value Stream Mapping
1
1. Introdução
1.1 Enquadramento
A indústria aeronáutica está constantemente submetida a um crescimento global e a sucessivos
avanços tecnológicos, o que faz com que as expectativas dos clientes e os tipos de mercados estejam
em mudança constante.
De acordo com a Airbus S.A.S, o tráfego aéreo duplicou nos últimos 15 anos, com uma taxa média
anual de crescimento de 4.6%. Espera-se que o transporte aéreo continue a crescer devido
principalmente ao crescimento das companhias aéreas de Low Cost, baseando-se na simplicidade do
serviço sem distinção de classes [1].
Um estudo de Karanakaran [2] afirma que, nos próximos anos, a concorrência só se tornará mais
competitiva devido ao aumento do número de companhias aéreas no mercado. Para se conseguir
participar no mercado, a satisfação do cliente é fundamental.
A metodologia Lean criada na década de 50 é uma ferramenta poderosa, que não só transformou a
Toyota num dos principais centros de qualidade de fabrico automóvel no mundo, como também tem
transformado outras indústrias. Todas têm beneficiado das técnicas Lean, as quais permitem reduzir o
desperdício e a variabilidade, melhorando a flexibilidade e criando uma cultura de melhoria contínua.
Contudo, é necessário ter em conta que a indústria aeronáutica apresenta algumas divergências
relativamente à industria automóvel.
Jeyaraj et al [3] afirmam que do ponto de vista de uma perspetiva lean, a satisfação do cliente baseia-
se em três pontos principais: custo, tempo e qualidade. Assim, diminuir o tempo de entrega enquanto
se mantém a qualidade da reparação e reduzir as despesas é a forma como a indústria aeroespacial
pode acrescentar mais valor. Um estudo realizado por Ahmat et al [4] mostra que uma redução no
tempo de resposta da reparação poderia ter muitas vantagens para as companhias aéreas as despesas
poderiam ser reduzidas e as taxas de utilização das aeronaves aumentadas.
Esta pesquisa está direcionada essencialmente para a otimização do fluxo de informação dos
componentes na oficina de Manutenção Reparação e Revisão Geral (MRO) . No mercado competitivo
atual é esperado que as organizações consigam gerir e melhorar o fluxo de informação, os materiais e
os serviços desde o ponto de origem até ao ponto de entrega, normalmente o cliente final. Espera-se
deste modo entregar valor ao cliente, ao menor custo possível para todas as entidades envolvidas.
A incapacidade para responder a mudanças imprevistas na procura e a grandes atrasos nos prazos de
entrega nesta indústria leva à necessidade de uma maior flexibilidade e adaptação às necessidades do
cliente, para melhorar a cadeia de abastecimento [5].
2
Por consequência, a competitividade desta indústria depende do grau de flexibilidade interna da
empresa e dos esforços realizados para a integração dos clientes e fornecedores ao longo da cadeia
de abastecimento.
Existe a necessidade de melhorar a eficiência, tanto a nível interno como externo da indústria
aeronáutica, mediante a implementação de filosofias de gestão, tais como produção Lean, e a gestão
da cadeia de abastecimento [6]. A Produção Lean influencia o interior e o exterior da empresa [7]. Com
base nestas estratégias consegue-se melhorar o nível de serviço.
Esta dissertação tem como objetivo otimizar o fluxo de informação dos componentes aeronáuticos
desde que entram na empresa até que saem. Procura também detetar impedimentos que ocorrem
durante os processos que impedem o avanço para a próxima fase. Espera-se que a empresa utilize
este fluxo de informação para desenvolver e implementar melhorias no seu respetivo sistema.
1.2 Objetivos da dissertação
O objetivo desta dissertação é melhorar o fluxo de informação de todos os componentes aeronáuticos
desde que chegam à OGMA até que saem, diminuindo assim o número de situações que impeçam o
processo de avançar para a fase seguinte.
Numa realidade em que o mercado é cada vez mais competitivo, é necessário que a organização tenha
uma rápida capacidade de resposta. Para isto, é necessário um fluxo contínuo entre todos os
intervenientes e atividades envolvidas de modo a garantir uma maior flexibilidade face às incertezas
que possam ocorrer no futuro. Um atraso em qualquer uma das etapas implica obrigatoriamente um
atraso nas etapas seguintes.
Uma vez que o problema proposto pela empresa está diretamente relacionado com o mapeamento e
definição do fluxo de informação, foram estabelecidos os seguintes objetivos:
- Caraterizar o estado atual da empresa;
- Identificar os principais problemas nas secções;
- Reduzir ou eliminar os problemas e desperdícios detetados.
1.3 Metodologia
A metodologia para atingir este objetivo divide-se em várias etapas.
3
- Numa primeira fase da dissertação são estudados conceitos aeronáuticos, o conceito da MRO e a
Regulamentação Aeronáutica, a teoria relacionada com a metodologia Lean e a sua aplicação numa
MRO.
- Numa segunda fase é efetuado um diagnóstico da situação atual do fluxo de informação da empresa.
Consiste em detetar os impedimentos que ocorrem nos processos, impedindo o componente de
avançar para a fase seguinte.
Este diagnóstico baseia-se em acompanhar os vários processos desde a entrada do componente até
à saída. Neste estudo, as entrevistas e as observações diretas foram usadas para reunir dados. A
lógica destas técnicas é conseguir reunir o máximo de informação possível nas várias áreas e detetar
as atividades sem valor acrescentado que afetam ou atrasam a reparação.
- Numa terceira fase é efetuado um plano da situação futura do fluxo de informação da empresa. São
assim desenhadas diversas soluções para a resolução dos diversos constrangimentos detetados no
decorrer do diagnóstico.
- Por fim, numa última fase são apresentadas as conclusões do estudo e sugeridas outras formas de
melhorar o processo no futuro, formas estas que não puderam ser implementadas na fase anterior.
Os objetivos foram atingidos através da revisão de artigos, publicados em revistas técnicas
especializadas, e pelo desenvolvimento de um fluxo de informação onde sejam visíveis os
impedimentos de cada processo e o necessário para validar cada processo.
1.4 Estrutura da dissertação
Esta dissertação encontra-se organizada da seguinte forma:
- No presente capítulo apresenta-se o contexto em que surge o problema em estudo, bem como os
principais objetivos deste trabalho e metodologia para a elaboração do mesmo.
- O segundo capítulo encontra-se dividido em três partes. Numa primeira parte são apresentados
conceitos de manutenção aeronáutica. Numa segunda parte são apresentadas as caraterísticas da
mesma. Numa terceira parte aborda-se a aplicação da metodologia Lean na realidade da manutenção
aeronáutica.
- No terceiro capítulo, é apresentada a caraterização do estado atual da empresa.
- No quarto capítulo, são apresentadas as soluções propostas para os impedimentos que surgiram na
caraterização do estado atual da empresa.
-No quinto capítulo, é realizada uma análise às percentagens de ganho se a empresa utilizar as
soluções propostas.
4
- No sexto capítulo são apresentadas as conclusões e os trabalhos futuros que podem ser realizados
na empresa.
1.5 Descrição da empresa
A OGMA-Indústria Aeronáutica de Portugal S.A. é uma empresa de atividade aeronáutica com uma
longa e conceituada história. A organização fundada em 1918, com sede em Alverca, dedica-se ao
fabrico, manutenção, reparação e revisão geral de aeronaves comerciais, executivas e de defesa,
fabrico e montagem de aeroestruturas.
A OGMA encontra-se no mercado aeronáutico, sendo uma referência em Manutenção, Reparação e
Revisão Geral (MRO), Engenharia Aeronáutica e Gestão de Frota. Ao longo do tempo, a empresa foi
conquistando diversas certificações e parcerias, sendo qualificada como centro de manutenção
autorizado para uma lista de empresas que inclui a Embraer, a Lockheed Martin, a Eurocopter, a Rolls-
Royce e a Honeywell. Algumas das aeronaves nas quais a OGMA está certificada para fazer a respetiva
manutenção são: C-130 Hércules, P-3 Orion, F-16 Fighting Falcon, a família Embraer ERJ 145,
Embraer E-Jets, a família A320 da Airbus e a Embraer Legacy 600.
Figura 1 - Certificações da OGMA [8]
5
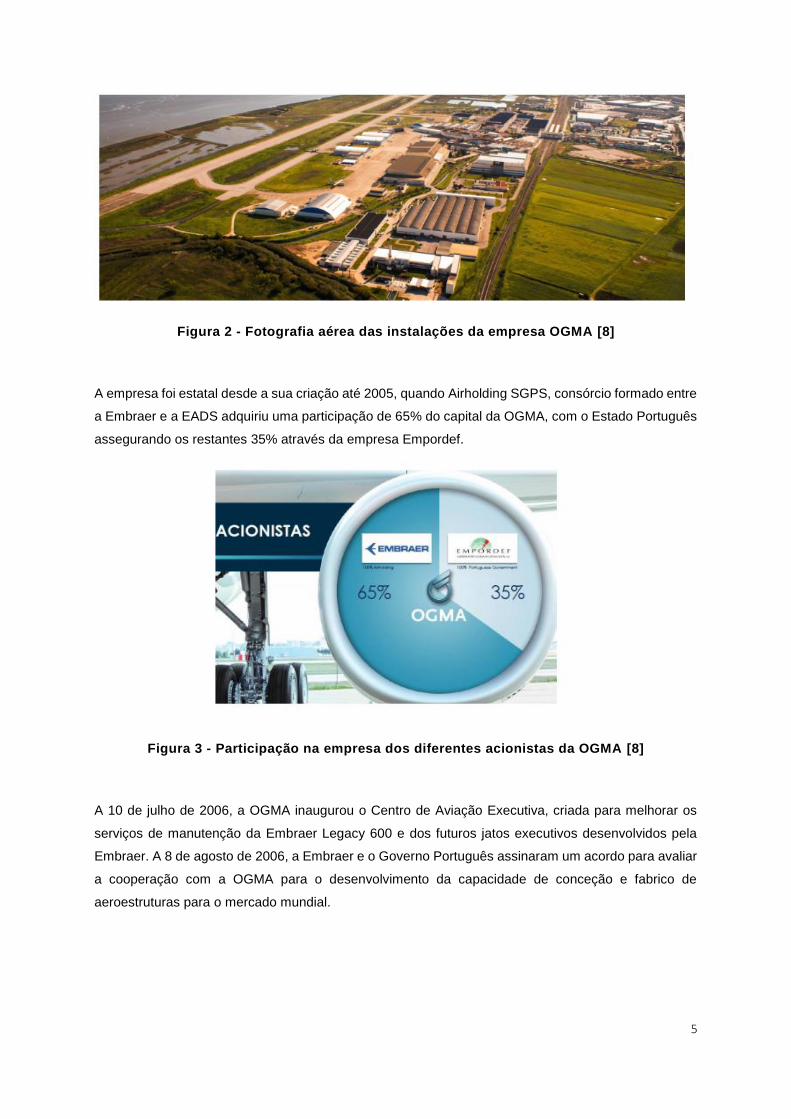
Figura 2 - Fotografia aérea das instalações da empresa OGMA [8]
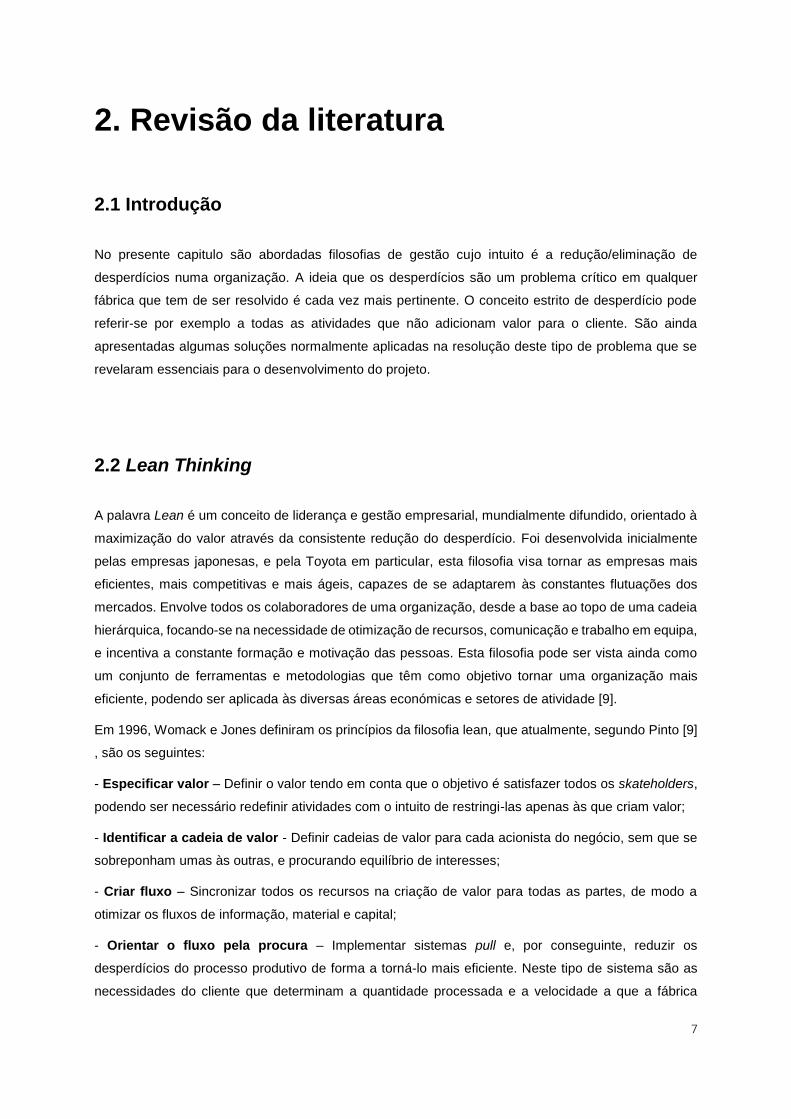
A empresa foi estatal desde a sua criação até 2005, quando Airholding SGPS, consórcio formado entre
a Embraer e a EADS adquiriu uma participação de 65% do capital da OGMA, com o Estado Português
assegurando os restantes 35% através da empresa Empordef.
Figura 3 - Participação na empresa dos diferentes acionistas da OGMA [8]
A 10 de julho de 2006, a OGMA inaugurou o Centro de Aviação Executiva, criada para melhorar os
serviços de manutenção da Embraer Legacy 600 e dos futuros jatos executivos desenvolvidos pela
Embraer. A 8 de agosto de 2006, a Embraer e o Governo Português assinaram um acordo para avaliar
a cooperação com a OGMA para o desenvolvimento da capacidade de conceção e fabrico de
aeroestruturas para o mercado mundial.

6
Figura 4 - Evolução histórica da OGMA e acontecimentos relevantes [8]
7
2. Revisão da literatura
2.1 Introdução
No presente capitulo são abordadas filosofias de gestão cujo intuito é a redução/eliminação de
desperdícios numa organização. A ideia que os desperdícios são um problema crítico em qualquer
fábrica que tem de ser resolvido é cada vez mais pertinente. O conceito estrito de desperdício pode
referir-se por exemplo a todas as atividades que não adicionam valor para o cliente. São ainda
apresentadas algumas soluções normalmente aplicadas na resolução deste tipo de problema que se
revelaram essenciais para o desenvolvimento do projeto.
2.2 Lean Thinking
A palavra Lean é um conceito de liderança e gestão empresarial, mundialmente difundido, orientado à
maximização do valor através da consistente redução do desperdício. Foi desenvolvida inicialmente
pelas empresas japonesas, e pela Toyota em particular, esta filosofia visa tornar as empresas mais
eficientes, mais competitivas e mais ágeis, capazes de se adaptarem às constantes flutuações dos
mercados. Envolve todos os colaboradores de uma organização, desde a base ao topo de uma cadeia
hierárquica, focando-se na necessidade de otimização de recursos, comunicação e trabalho em equipa,
e incentiva a constante formação e motivação das pessoas. Esta filosofia pode ser vista ainda como
um conjunto de ferramentas e metodologias que têm como objetivo tornar uma organização mais
eficiente, podendo ser aplicada às diversas áreas económicas e setores de atividade [9].
Em 1996, Womack e Jones definiram os princípios da filosofia lean, que atualmente, segundo Pinto [9]
, são os seguintes:
- Especificar valor – Definir o valor tendo em conta que o objetivo é satisfazer todos os skateholders,
podendo ser necessário redefinir atividades com o intuito de restringi-las apenas às que criam valor;
- Identificar a cadeia de valor - Definir cadeias de valor para cada acionista do negócio, sem que se
sobreponham umas às outras, e procurando equilíbrio de interesses;
- Criar fluxo – Sincronizar todos os recursos na criação de valor para todas as partes, de modo a
otimizar os fluxos de informação, material e capital;
- Orientar o fluxo pela procura – Implementar sistemas pull e, por conseguinte, reduzir os
desperdícios do processo produtivo de forma a torná-lo mais eficiente. Neste tipo de sistema são as
necessidades do cliente que determinam a quantidade processada e a velocidade a que a fábrica
8
trabalha. Começa-se por planear a partir dos processos de fim de curso e lançando necessidades para
os processos que lhes antecedem;
- Procurar a perfeição - Apostar na melhoria contínua e na inovação em todos os níveis da
organização, de modo a satisfazer as necessidades e as expectativas das partes interessadas que
estão em constante evolução.
Esta cultura implica o envolvimento diário de gestores, engenheiros e operadores de linha, para que
cada um possa contribuir para a melhoria dos processos e tornar o processo mais eficaz e eficiente. O
fator chave de sucesso desta filosofia de produção baseia-se em dois conceitos principais: (1) utilização
total dos recursos de trabalhadores e (2) redução de custos através da eliminação do desperdício [10].
A redução dos custos é conseguida através do uso da filosofia just-in-time (JIT), abordagem que surge
como tentativa de resposta para a redução do stock em linha, para a sobrecapacidade de equipamento
e operadores devido a possíveis problemas na produção, bem como para flutuações na procura do
cliente. A produção just-in-time permite a redução do tempo e do processo desde a entrada dos
materiais até ao produto final. Esta redução torna-se possível porque todos os processos produzem
apenas as partes necessárias, no momento necessário e com o mínimo stock possível. A uniformização
dos processos reduz os erros provocados e simultaneamente o tempo consumido nas respetivas
atividades, aumentando assim o seu desempenho. De seguida são apresentados os sete desperdícios,
apontados pelo sistema Toyota Production System, que ocorrem tipicamente numa organização.
2.3 Os 7 desperdícios
Taichi Ohno e Shigeo Shingo, no decorrer do desenvolvimento do Toyota Production System (TPS),
identificaram as sete principais categorias de atividades que não acrescentam valor ao negócio ou ao
processo produtivo. A eliminação destes desperdícios é um dos princípios fundamentais para a
regulação de fluxos. São definidos os 7 desperdícios segundo Womack e Jones [11] :
Excesso de produção
Considerado o pior dos desperdícios numa organização, representando exatamente o oposto de um
dos princípios da filosofia Lean - a produção just-in-time. Segundo Imai [12], a sobreprodução resulta
do receio de haver quebras de produção perante possíveis contratempos que possam ocorrer, que
impossibilitem produzir a quantidade exigida pelo cliente. Algumas consequências são: ocupação
desnecessária de recursos, excesso de inventário, ausência de flexibilidade no planeamento.
Tempos de espera
9
Os desperdícios de espera ocorrem sempre que as pessoas ou equipamentos param por falta de algo,
que pode ser matéria-prima, ferramentas ou até mesmo informação. Algumas consequências são:
problemas de layout (estruturação da oficina); avarias; espera por ferramentas, componentes ou
materiais; falta de sincronização entre a oferta e a procura. A situação ideal seria um fluxo contínuo dos
materiais, que teria como consequência a eliminação dos tempos de espera.
Transporte
Qualquer movimentação ou transferência de materiais é essencial em todas as operações, mas do
ponto de vista do cliente este não adiciona valor ao produto e, por conseguinte, representa um
desperdício. Além disso, o excesso de movimentos pode causar danos e deterioração no produto.
Considerando a distância entre processos proporcional ao tempo que leva o retorno de informação de
problemas de qualidade, o transporte influencia ainda a implementação de medidas corretivas.
Sobreprocessamento
Estes desperdícios ocorrem sempre que são realizados processos, pelo homem ou pela máquina, que
não adicionam valor ou produto na ótica do cliente. São exemplos deste tipo de desperdícios, as
atividades adicionais que não aumentam a qualidade do produto e as atividades que adicionam um
excesso de qualidade que os clientes não estão dispostos a pagar. A falta de experiência pode originar
desperdícios de sobreprocessamento. Um método para diminuir estas perdas é através da
sistematização e uniformização das operações executadas.
Excesso de inventário
Consiste em todo o inventário que não é diretamente necessário para cumprir as ordens de produção
e inclui matérias-primas, produtos semi-acabados e acabados. O excesso de inventário provoca gasto
adicionais para a empresa, resultado do custo de manutenção da área que este ocupa e do custo do
capital empatado. Algumas das razões podem ser: entregas tardias dos fornecedores, falta de
planeamento e desconhecimento do consumo real dos materiais e a consequente adoção de stocks
como medida normal.
Movimentações desnecessárias
Os desperdícios de movimento ocorrem sempre que os operadores têm que se deslocar, esticar ou
dobrar algo quando estas ações podiam ser evitadas. Estes tipos de ações resultam na diminuição de
produtividade. Este tipo de desperdício está muitas vezes relacionado com um layout pouco funcional,
uma área de trabalho pouco organizada ou instruções de trabalho não padronizadas.
10
Defeitos
Este tipo de desperdício ocorre sempre que a conformidade do produto não é assegurada, fazendo
com que este seja descartado e/ou retrabalhado, consequentemente, acrescentando custos diretos ao
produto. O pior cenário que pode acontecer é o defeito só ser detetado pelo cliente, afetando a
credibilidade da empresa.
Eliminar estes desperdícios significa alcançar a competitividade e a excelência. Para os evitar é
necessário ter atenção aos detalhes de cada processo para poder identificar os desperdícios, propor e
aplicar melhorias. Os desperdícios que apresentam maior peso são as movimentações desnecessárias
e os tempos de espera elevado.
2.4 Mapeamento do Processo
Em primeiro lugar, importa referir que o mapeamento dos processos é um método cada vez mais
utilizado pela indústria, já que permite definir facilmente e de forma clara o estado atual de um processo,
permitindo uma mais fácil identificação de ações que tragam melhorias para as diversas atividades.
Para implementar um processo, as organizações têm de começar por identificar os processos críticos,
que serão contemplados no mapa. No entanto, estes não se resumem a listar esses processos, mas
sim a representar as interações entre eles e a explicitar o sequenciamento desses processos [13].
Segundo Barnes [14], existem quatro focos que devem ser considerados importantes no
desenvolvimento de possíveis soluções para melhoria dos processos:
- Eliminar na totalidade o trabalho sem valor acrescentado;
- Combinar operações e recursos;
- Modificar a sequência das operações;
- Simplificar as operações essenciais.
O mapeamento do processo é uma ferramenta de visualização completa, consegue mostrar a
compreensão e a relação das atividades realizadas. Com a visualização de todo o processo torna-se
mais acessível para o observador, identificando-se desta forma, possíveis melhorias que podem existir.
Através do mapeamento do processo consegue-se efetuar uma análise estruturada com o objetivo de
redução dos custos no desenvolvimento de produtos e serviços, assim como também, a redução nas
falhas entre os sistemas. Permite uma compreensão dos processos atuais da organização e ajuda a
eliminar ou simplificar as atividades que precisem de mudanças.
Assim pode-se constatar que o mapeamento desempenha um papel importante para qualquer
organização, uma vez que é um desafio para qualquer empresa.
11
Segundo Harrington [15], um processo é um grupo de tarefas logicamente interligadas, que utilizam
recursos de uma dada organização para gerar os resultados definidos, no sentido de alcançar e apoiar
os objetivos da organização. Este autor carateriza o processo da seguinte forma:
- Macroprocesso: este processo engloba mais do que uma função na estrutura organizacional e a sua
operação tem um impacto significativo no modo de operar da organização.
- Processo: é um conjunto de atividades sequenciais, relacionadas e lógicas, que toma uma entrada
juntamente com o fornecedor, acrescentando valor a este na etapa seguinte para que assim se produza
uma saída para o consumidor.
- Subprocesso: é a relação lógica entre dois ou mais processos. Têm como intuito o apoio a um
macroprocesso e contribuem diretamente para a missão deste.
- Atividades: são as ações que ocorrem dentro do processo ou subprocesso. Estas são
desempenhadas por um colaborador ou departamento da organização para produzir um determinado
resultado.
- Tarefa: é uma parte específica do trabalho, podendo ser um único elemento ou uma parte de um
subconjunto que forma uma atividade.
Assim, conseguimos fazer uma definição do mapeamento do processo e os aspetos que estão
relacionados com este, contudo, posteriormente surge a questão de quais é que são os motivos que
conduzem a esse mapeamento. Com um ambiente de negócio caraterizado por uma intensa
competição global, grandes objetivos de produção juntamente com as mudanças das forças de
mercado, existe uma pressão significativa nas organizações de MRO para aumentarem as margens de
lucro ao otimizarem e simplificarem operações de negócio [16]. Isto traduz-se no facto das empresas
terem de conseguir gerir a melhor forma de minimizar os custos de manutenção gerais e reduzir os
tempos de entrega.
Segundo Leal, o mapeamento do processo é somente uma técnica usada para detalhar o processo de
negócios, focando-se essencialmente nos elementos importantes deste [17]. Este mapeamento é
geralmente executado da seguinte forma:
- Identificar os produtos e serviços e os seus respetivos processos;
- Junção dos mais variados dados e a sua preparação;
- Transformação dos dados em informação visual para identificar os trabalhos sem valor acrescentado.
Através do mapeamento do processo, a empresa tem uma compreensão mais clara da sua eficácia,
da realização do seu trabalho e da satisfação das necessidades do cliente. Um dos motivos para que
se realize o mapeamento é o facto de se poderem delinear programas de redução de custos, no sentido
de se melhorar o desempenho organizacional, a qualidade do processo e assim atingir a satisfação
total do cliente.
12
Mapear processos significa identificar, analisar e desenvolver um processo de melhoria. Esta
ferramenta ajuda a identificar fontes de desperdício, fornecendo à organização uma linguagem comum
no sentido de se retificarem serviços e processos produtivos. Nesse sentido, esta ferramenta ajuda a
evitar a implementação de técnicas isoladas do restante processo.
Segundo Villela [18], qualquer mudança organizacional significativa, necessita de um conhecimento
profundo das atividades que constituem os processos principais da organização.
2.4.1 Formas de Mapear um Processo
Num mapeamento de processos consideram-se todas as atividades e informações e os
constrangimentos de uma forma simultânea.
Para se iniciar a fase de representação do processo é necessário desenvolver-se uma lista de
atividades através da realização de um pré-levantamento de dados no terreno. Esta recolha de
informação é feita através de entrevistas, conversas com colaboradores e observação das atividades
realizadas na Organização.
A informação obtida é depois agrupada, de modo a facilitar a construção do mapeamento do processo.
Com a realização desta parte, existe um conhecimento do processo que é compartilhado por um maior
número de colaboradores da organização.
Segundo Curtis, um processo é gerido através dos itens de controlo que medem o custo, a qualidade,
a entrega e a segurança dos seus efeitos. Nesta mesma parte pode-se constatar que as primeiras fases
da gestão dos processos são: (1) ‘’Definição do processo’’ e (2) ‘’Análise do Processo’’ [19].
Definição do Processo
Esta primeira fase está ligada com a organização, conversação com os colaboradores, elaboração do
mapeamento dos impedimentos da organização e verificação das principais necessidades da
organização. Através do contacto com os clientes, obtêm-se as informações sobre as suas expectativas
e necessidades relativas aos serviços prestados pela empresa.
Segundo Handy, nesta parte o fluxograma do processo é essencial, no sentido de uniformizar e
padronizar o entendimento do processo. Este facilita a visualização e identificação dos produtos, dos
clientes e fornecedores, das funções de cada colaborador e dos pontos críticos. [20]
Todas as atividades definidas com um detalhe excessivo podem dificultar a análise global do processo,
sem acrescentarem informação útil. Por outro lado, as atividades definidas de uma forma mais
abrangente podem deixar passar oportunidades de melhoramentos que possam surgir. Sendo assim
uma abordagem mais concreta será o indicado para se fazer uma boa análise do valor do processo.
13
Análise do Processo
Nesta fase dá-se importância não só à empresa, mas também ao meio onde esta se insere. Nesta fase
realizam-se análises do estado atual da empresa, desenvolvem-se soluções, avaliam-se alternativas e
aprovam-se propostas.
Segundo Kettinger [21] o mapeamento dos processos é uma ferramenta de gestão analítica e de
comunicação que tem o objetivo de melhorar os processos existentes, ou caso estes não existam,
implementar uma nova estrutura voltada para os processos. Existem várias técnicas de representação
que se podem usar para construir modelos de processo, mas o mapeamento do processo segue
normalmente as seguintes etapas:
- Definição das atividades e dos clientes do processo, das principais entradas e saídas e dos
colaboradores envolvidos no fluxo de trabalho;
- Pesquisa e análise de toda a documentação e informação necessária;
- Criação do modelo de processo com base na informação anteriormente adquirida e posterior revisão
do mesmo modelo.
O mapeamento do processo é reconhecido pelo importante papel que pode realizar, na medida em que
pode facilitar a compreensão das dimensões estruturais do fluxo de trabalho, para que regularmente
sejam feitas as avaliações à eficiência e à eficácia, podendo-se criar assim um novo fluxo para projetar
novamente, caso se justifique, as atividades do processo.
Existem vários instrumentos de análise e apoio à implementação da filosofia Lean. A escolha das
ferramentas que se apresenta de seguida restringe-se ao facto de a manutenção aeronáutica ser um
processo de alta variabilidade e baixo volume associado a uma necessidade detalhada de cada
processo de manutenção.
- Mapa de Processo detalhado (permite detalhar o processo, sendo menos indicado quando se
necessita de analisar a cadeia de valor)
- Value Stream Mapping (usado para uma cadeia de valor, permitindo registar os principais fluxos)
Todas estas ferramentas têm em consideração o fluxo de materiais e de informação, mas nesta
dissertação o foco é no fluxo de informação, servindo de ajuda no processo de visualização do estado
atual e do estado futuro da empresa.
Para o caso concreto da manutenção de componentes que efetuam um percurso bastante longo dentro
da organização, uns componentes mais do que outros, pensou-se analisar todos os passos que o
componente percorre desde que chega à OGMA até à sua expedição.
É também importante ser referido que uma das causas dos problemas da OGMA prende-se com o facto
de ser uma organização com um grande volume de pessoas, a trabalharem em diversas áreas, o que
faz com que a comunicação nem sempre seja realizada da melhor maneira.
Segundo Roother & Shook [22], o mapeamento do processo é utilizado em organizações que utilizam
o Sistema de Produção Toyota (TPS). Este serve como ferramenta de trabalho para demonstrar o

14
cenário atual e o cenário futuro. Os mapas de processos são utilizados como uma representação gráfica
de fluxos que permite a identificação de todas as atividades presentes num processo, bem como as
oportunidades de melhoria. Estes mapas devem ser resultado de um trabalho que envolva uma equipa
de pessoas, de modo a ser possível reunir o conhecimento necessário acerca de todo o processo.
De seguida são apresentadas detalhadamente estas ferramentas.
2.5. Value Stream Mapping
O Mapeamento da Cadeia de Valor ou Value Stream Mapping (VSM) surgiu na Toyota, no século XX,
como consequência da Toyota Production System. Este método foi designado por “mapeamento e fluxo
de materiais e informação’’ com o objetivo de ser usado em sistemas Lean, com o intuito de criar um
fluxo, acrescentar valor ao produto e eliminar o desperdício.
A cadeia de valor é um conjunto de todas as ações que é necessário para fazer um produto (ou um
grupo de produtos) através dos fluxos principais, começando desde a matéria prima e terminando com
o cliente.
A pergunta que motiva as aplicações do VSM é: "Como podemos fazer fluir as informações para que
um processo faça apenas o que o próximo processo precisa quando ele precisa dele?" [22] Vários
autores têm aplicado VSM para obter processos Lean e procedimentos mais eficientes em termos de
fabricação. O VSM permitiu documentar os métodos de produção, registando informações relevantes.
Segundo Rother & Shook [22], o processo de construção do mapeamento da cadeia de valor é
composto por quatro etapas, como ilustrado na Figura 5.
Figura 5 - Etapas do Mapeamento da Cadeia de Valor [21].
15
A primeira etapa da aplicação desta ferramenta consite na família dos produtos ou na identificação do
produto. Uma família de produtos consite num conjunto de produtos que usufrui de uma sequência de
operações similares.
A segunda etapa desta ferramenta consiste no desenho do estado atual. Ao longo deste processo,
conhece-se detalhadamente todas as etapas do processo produtivo. O conhecimento é obtido
percorrendo o percurso total da linha de produção. Para que este conhecimento esteja completo, são
questionados os trabalhadores, observadas e aferidas as operações, e retirados os dados importantes
que permitem obter o diagnóstico da linha produtiva.
A terceira etapa desta ferramenta consiste no desenho do estado futuro. Ao longo deste processo,
depois de identificar todas as ineficiências, é necessário transmitir o sistema que deverá funcionar após
serem removidas as atividades sem valor acrescentado.
A construção do estado futuro é feita de acordo com os princípios Lean, e deve seguir os seguintes
pontos:
- O fluxo contínuo deve ser implementado sempre que possível;
- O ritmo de produção deve ser imposto pela procura. O Takt time será o indicador que refletirá a
necessidade do cliente;
- Sistemas Pull devem ser implementados quando não é possível garantir um fluxo contínuo;
- A eficiência global do sistema produtivo deve ser melhorada, mediante novos métodos de trabalho,
melhorias nos tempos de ciclo, redução de tempos de setup e gestão da manutenção.
A última etapa desta ferramenta deve ser criar um plano de ação para implementar as melhorias
propostas.
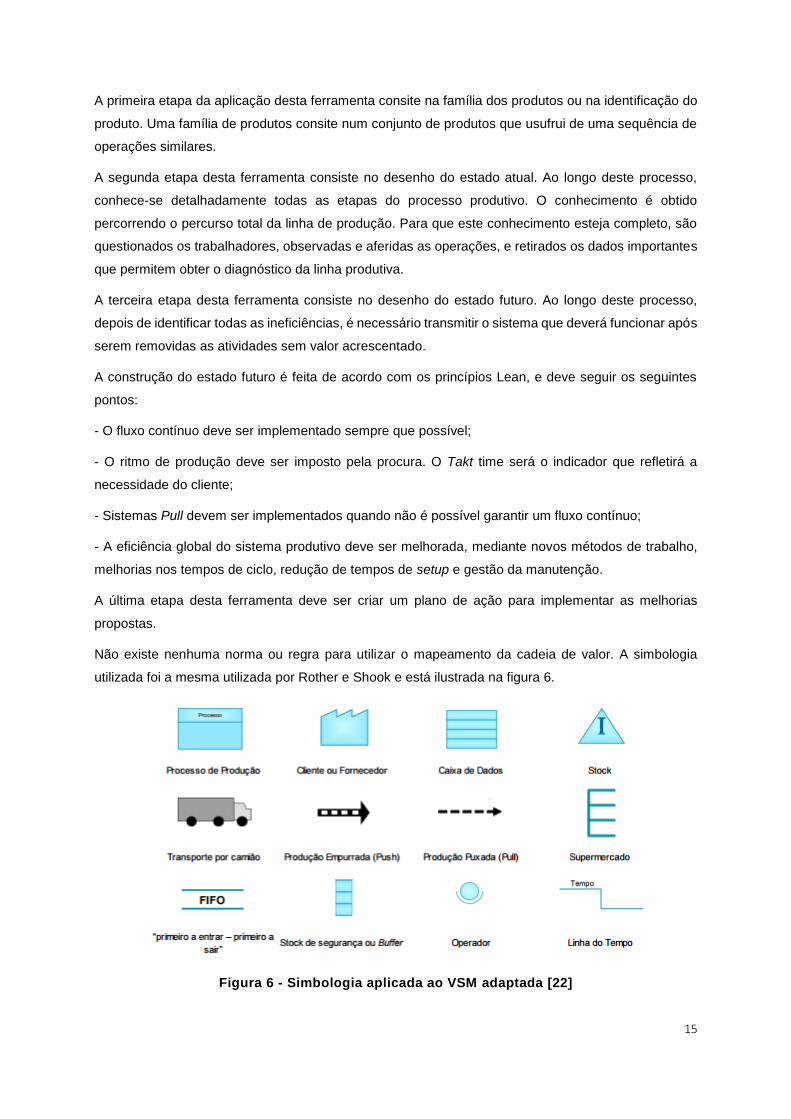
Não existe nenhuma norma ou regra para utilizar o mapeamento da cadeia de valor. A simbologia
utilizada foi a mesma utilizada por Rother e Shook e está ilustrada na figura 6.
Figura 6 - Simbologia aplicada ao VSM adaptada [22]
16
2.6 Importância do Envolvimento das Pessoas na Organização
A produtividade é uma componente importante para a rentabilidade, sucesso e evolução de qualquer
organização. Otimizar todos os recursos existentes para atingir os melhores resultados possíveis é a
principal estratégia de qualquer organização. De todos os recursos que as empresas têm ao seu dispor,
o mais relevante são as pessoas. São elas que podem influenciar os resultados e a sua evolução.
Nesse sentido, manter as equipas de produção motivadas e interessadas é um passo para promover a
melhoria contínua e, consequentemente, o sucesso [23].
Por vezes, existe grande resistência à mudança. Surgem, muitas vezes, argumentos contra qualquer
proposta de mudança, sendo destacados todos os possíveis problemas subjacentes. Segundo
Coimbra, a resistência à mudança é simplesmente o resultado de hábitos desenvolvidos durante muitos
anos a realizar a mesma tarefa da mesma forma [24].
Uma solução para este tipo de obstáculos será a implementação lenta de pequenas mudanças,
envolvendo os colaboradores, por forma a que estes colaboradores possam ir alterando os seus hábitos
de trabalho. Segundo Courtois et al, a motivação cria-se, trabalha-se e mantém-se. Para se estar
motivado, é necessário estar implicado e envolvolvido nos projetos da empresa [25].
A mudança de cultura passa pela procura constante de métodos para melhorar a comunicação e
aumentar a motivação, o que se traduz frequentemente em:
- Envolvimento dos colaboradores na mudança, ouvindo ideias e recolhendo opiniões;
- Apoio e reconhecimento permanente do esforço de cada um;
- Melhoria das condições de trabalho.
2.7 Enterprise Resources Planning
A informação constitui o mecanismo mais importante de interação de uma organização com o seu meio
envolvente. Por esse motivo recolher, armazenar, processar e distribuir informação corretamente é
importante Este facto permite-nos considerar a organização também como um Sistema de Informação
[26] .
Um sistema Enterprise Resource Planning (ERP) é um sistema integrado de gestão empresarial que,
quando implementado corretamente, liga todas as áreas do negócio melhorando a partilha de
informação entre elas [27].
Os sistemas ERP são sistemas informáticos complexos, normalmente constituídos por um conjunto de
módulos especializados, os quais dão apoio às tarefas realizadas por cada um dos grupos de processos
ou das áreas funcionais da organização. O principal mecanismo de integração consiste numa base de
dados que é comum aos diversos módulos, o que assegura a consistência da informação que é utilizada
17
pelas diversas áreas da organização. A utilização de um Sistema de Gestão de Base de Dados fornece
mecanismos alternativos de acesso aos dados, possibilitando a consulta e integração de outras
aplicações sobre a mesma base de dados [26].
É crucial uma organização usar um sistema de informação em que se recorra à sua adoção, pois as
tecnologias de informação são fundamentais para o melhoramento da competitividade. Os sistemas
ERP surgem como sistemas de gestão que permitem gerir os recursos de uma organização de forma
integrada, automatizando a maioria dos departamentos ou funções, de modo a tornar a informação
disponível em tempo real [28]. Disponibilizam aos decisores uma visão da situação da organização,
global e em cada um dos seus departamentos, ao longo de toda a cadeia de valor [29].
Permitem um controlo de todas as operações de negócio, racionalizando os processos, aumentando a
eficiência e reduzindo custos [30].
A principal caraterística de um Sistema ERP é a integração da informação. Esta é inserida uma única
vez num dos módulos e imediatamente disponível em todo o sistema [31]. A informação fica organizada
de forma a poder ser utilizada em tempo real nos vários centros de decisão da organização, melhorando
a qualidade global da informação disponível [32].
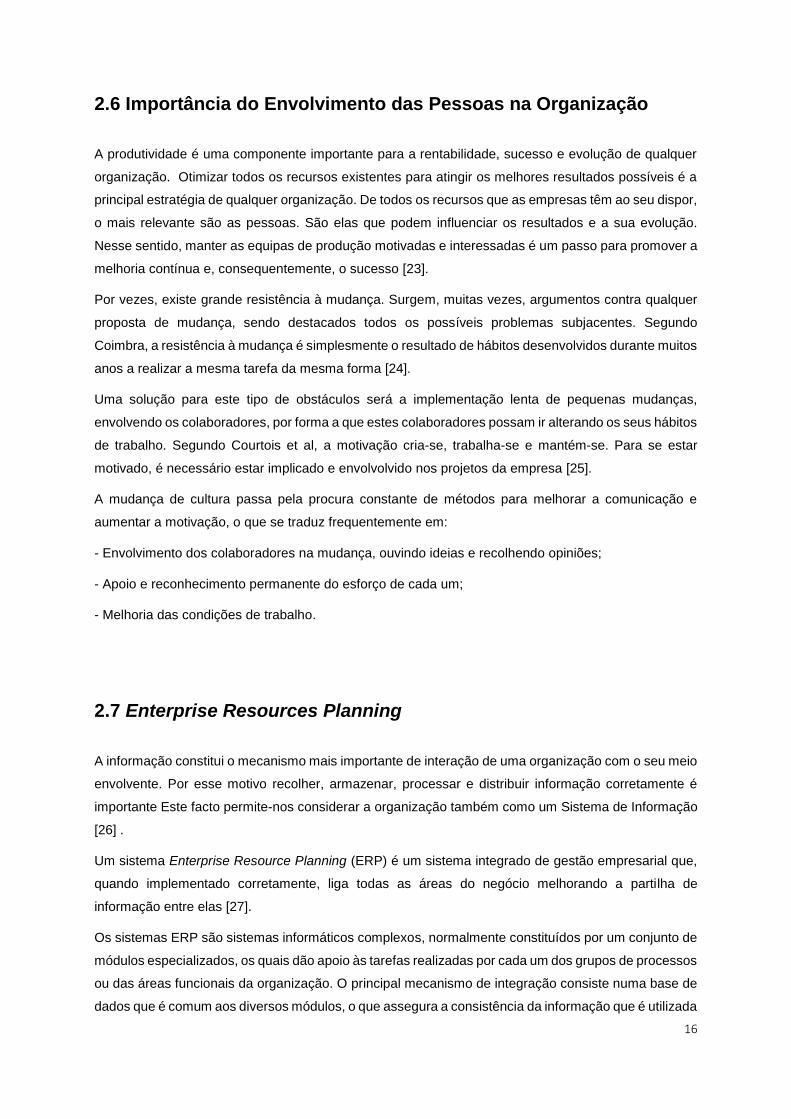
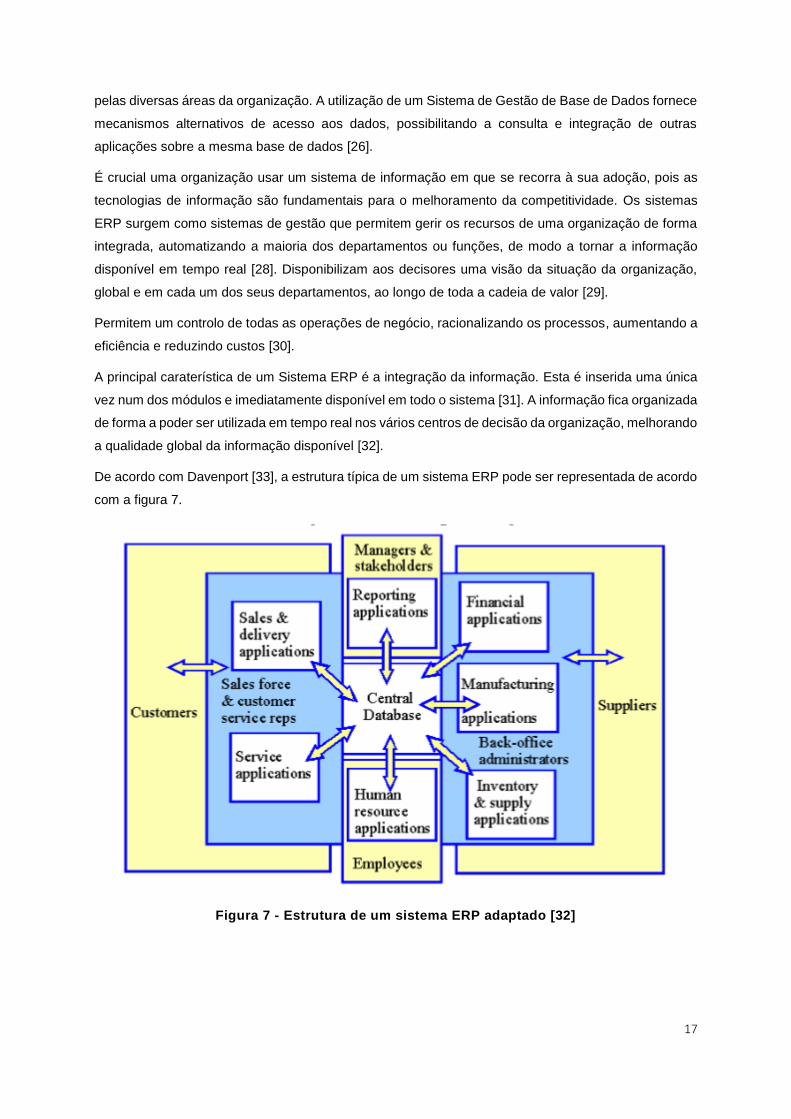
De acordo com Davenport [33], a estrutura típica de um sistema ERP pode ser representada de acordo
com a figura 7.
Figura 7 - Estrutura de um sistema ERP adaptado [32]
18
O âmbito da sua aplicação transversal a todas as funções de uma empresa inclui:
- Gestão dos materiais - aprovisionamento, gestão de stocks e produtos em curso de fabrico, compras;
- Gestão dos meios de produção - adaptação de cargas e capacidades às máquinas e mão de obra;
- Gestão administrativa da produção - planeamento, controlo da execução;
- Gestão dos recursos humanos;
- Gestão contabilística e financeira.
Ao interligar as várias áreas da organização, uniformizando num só processo de planeamento e gestão,
o sistema confere a agilidade e a racionalidade que um mercado competitivo exige [33]. Este tipo de
sistema é desenvolvido partindo da perspetiva da organização como um todo, em vez da organização
com vários departamentos. Esta abordagem sugere que a organização trabalha como uma equipa
única, em vez da empresa com várias equipas, cada uma com o seu departamento [34]
Estes sistemas permitem à gestão de topo ter uma visão mais global das operações, praticamente em
tempo real [35] . As vantagens desta abordagem integrada reúnem:
- Funcionalidade integrada da organização;
- Interfaces consistentes;
- Base de dados integrada e relacional;
- Apoio unificado do produto;
- Rastreabilidade total das operações.
De acordo com Davenport [33], outro beneficio importante dos Sistemas ERP é a redução do tempo de
conclusão dos processos. O aumento da eficiência e rapidez com que o Sistema de informação
processa determinadas informações é também considerado um importante benefício resultante da
adoção de Sistemas ERP, uma vez que a principal caraterística de um Sistema ERP é a integração da
informação, inserida uma única vez num dos seus módulos e imediatamente disponível em todo o
sistema [31]. A qualidade da informação disponibilizada por um sistema ERP é um importante beneficio,
uma vez que a integração da informação elimina a redundância e a inconsistência dos dados [31]. Outro
benefício importante dos Sistemas ERP, enunciado por Davenport [33] é a melhor visualização da
informação relativamente a cada processo, o que permite o aumento do conhecimento sobre um
determinado objeto.
Apesar do grande reconhecimento e aceitação de Sistemas ERP nas organizações, algumas críticas
têm sido dirigidas a este tipo de sistemas, quer numa perspetiva técnica, quer numa perspetiva de
negócio [33]. As desvantagens que existem são:
- Incompatibilidade com sistemas existentes;
- Implementação longa e dispendiosa;
19
- Incompatibilidade com práticas de gestão existentes;
- Desenvolvimento de produto e ciclo de implementação longos;
- Período de retorno longo;
- Falta de inovação tecnológica.
A inflexibilidade dos Sistemas ERP é muitas vezes apontada como um fator limitativo à sua utilização.
Por um lado, as organizações que adotam este tipo de sistemas acabam por ter os processos
desenhados de uma forma standard, apenas porque o sistema implementado assim o obriga [31].
Uma das maiores dificuldades na implementação deste Sistema é o longo período de implementação
a que este tipo de sistemas obriga [31]. Nas grandes organizações, uma implementação pode demorar
anos, o que alguns críticos acusam de ser, num ambiente de negócio em constante evolução, um
período muito longo.
Apesar destas desvantagens, os sistemas ERP têm sido um sucesso no mercado por serem um
sistema de informação completo e relativo que, numa base de dados única reúne informações
necessárias à gestão a nível estratégico, tático e operacional, e permite melhorar o desempenho global
da organização [25].
2.8 Gestão de stocks
As organizações para desenvolverem a sua atividade necessitam de stocks. Os stocks têm
inevitavelmente custos associados, existindo três grandes tipos de custos: o custo do aprovisionamento
dos materiais, o custo de posse do stock e o custo de rutura dos stocks. O objetivo de uma boa gestão
de stocks é, na maior parte dos casos, reduzir o custo total de stock [36].
Uma boa gestão de stocks tem também como objetivo determinar quais é que são os componentes
que a organização deve ter em stock, em que alturas é que devem ser feitas encomendas aos
fornecedores e que quantidades devem ser encomendadas.
A organização deve-se concentrar em conseguir gerir o seu esforço na gestão dos componentes com
maior valor de uso (o valor do uso de um componente é dado pelo produto da sua procura pelo seu
preço). Portanto, uma classificação por classes dos diferentes componentes é importante para
identificar esses componentes [37].
20
2.8.1 Análise ‘’ABC’’
Nem todos os componentes têm a mesma importância para a empresa. Se os componentes têm
diferentes importâncias, então devem ser adotadas políticas de gestão de stocks diferentes de forma a
incidir os benefícios de cada tipo de gestão de stocks, nas referencias corretas.
A análise ‘’ABC’’, segundo Carvalho [38], é um método que permite classificar um conjunto de
referências em três classes, denominadas ‘’A, B e C’’.
A importância dos componentes que compõem o stock fica assim definida respetivamente de ‘’A’’ (mais
importantes) para ‘’C’’ (menos importantes).
Os critérios para a definição da importância de cada referência dependem do setor de atividade em
que estão inseridos assim como do objetivo final de aplicação desta análise.
Tendo em conta que o objetivo da gestão de stocks é reduzir os custos de aprovisionamento, é usual
utilizar critérios de definição das classes ‘’ABC’’ como a faturação ou a margem de contribuição.
Após a definição do critério para a definição das classes resta delinear a separação entre elas e para
tal a análise ‘’ABC’’ utiliza a regra de ‘’Pareto’’ (80/20) [39], em que 20% dos componentes representam
aproximadamente 80 % da faturação total. Estes 20% de artigos correspondem assim à classe ‘’A’’.
À classe ‘’B’’ correspondem, segundo a regra de Pareto, 30 % dos componentes, que corresponderão
a cerca de 15% da faturação, e à Classe ‘’C’’ corresponderão os restantes 5% de faturação e
consequentemente 50% dos componentes (os menos relevantes).
Sendo que os componentes da categoria ‘’A’’ geram 80% da faturação total, deverão ser componentes
com níveis de serviço mais elevados, e ser geridos com base no modelo de revisão contínua, que
permite um controlo mais apertado sobre o stock.
Os componentes pertencentes à classe ‘’B’’, têm uma importância intermédia, e deverão adotar a
política que se ajuste melhor às possibilidades da gestão (capacidade de armazém, disponibilidade de
pessoal, entre outros).
Os componentes de classe ‘’C’’, os que têm uma importância menos relevante, deverão adotar o
modelo de revisão periódica com periodicidade alargada, por ser um modelo de gestão mais simples e
que necessita de menor controlo pelo gestor de stock.
21
3. Caraterização do estado atual da empresa
3.1 Introdução
Inicialmente, procede-se a um enquadramento do estado atual da empresa, descrevendo
genericamente as etapas que o componente percorre durante o processo. A metodologia utilizada na
caraterização do estado atual da empresa é a entrevista a vários colaboradores da empresa, das
diferentes áreas para compreender as várias etapas que o componente percorre. O edifício que a
OGMA sugeriu para esta dissertação foi no edifício dos componentes, este edifício está dividido em
várias áreas: trens, hélices, eletromecânicos, elétricos e aviónicos. A chegada dos
componentes/materiais para o edifício de Manutenção de componentes começa com uma necessidade
- o cliente precisa de reparar o componente.
Quando os componentes chegam ao edifício, existe na maioria das vezes uma previsão do que é
necessário para o componente, mas nem sempre se consegue obter essa informação. Antes do
componente chegar à OGMA deve haver um contacto com cliente para ver se há capacidade de
reparação que depois envia o componente assim, como toda a informação necessária. De seguida, o
controlo de produção verifica se existe capacidade de recursos para receber o material/componente.
Esta avaliação da capacidade é feita através da comunicação com as pessoas e gestão visual. O local
de receção dos materiais depende do tamanho do material/componente a ser recebido. Seguidamente,
é entregue à Engenharia e posteriormente definem-se os trabalhos a serem realizados. De seguida, o
Controlo de Produção define o processo para iniciar o planeamento do trabalho. A produção começa
por realizar uma peritagem ao componente com o objetivo de fazer uma avaliação das necessidades
do componente. No fim de se realizar a peritagem, o comercial envia um relatório de peritagem com o
preço da reparação. Se o cliente aprovar, o técnico avança para a sua reparação reunindo todas as
ferramentas e os materiais para efetuar a reparação. Após o componente ser reparado e que a
documentação que o cliente precisa esteja disponível, emite-se um certificado e o componente aguarda
a sua expedição. Na figura 8 encontra-se o estado atual da empresa generalizado.
Figura 8 - Fluxograma da empresa
22
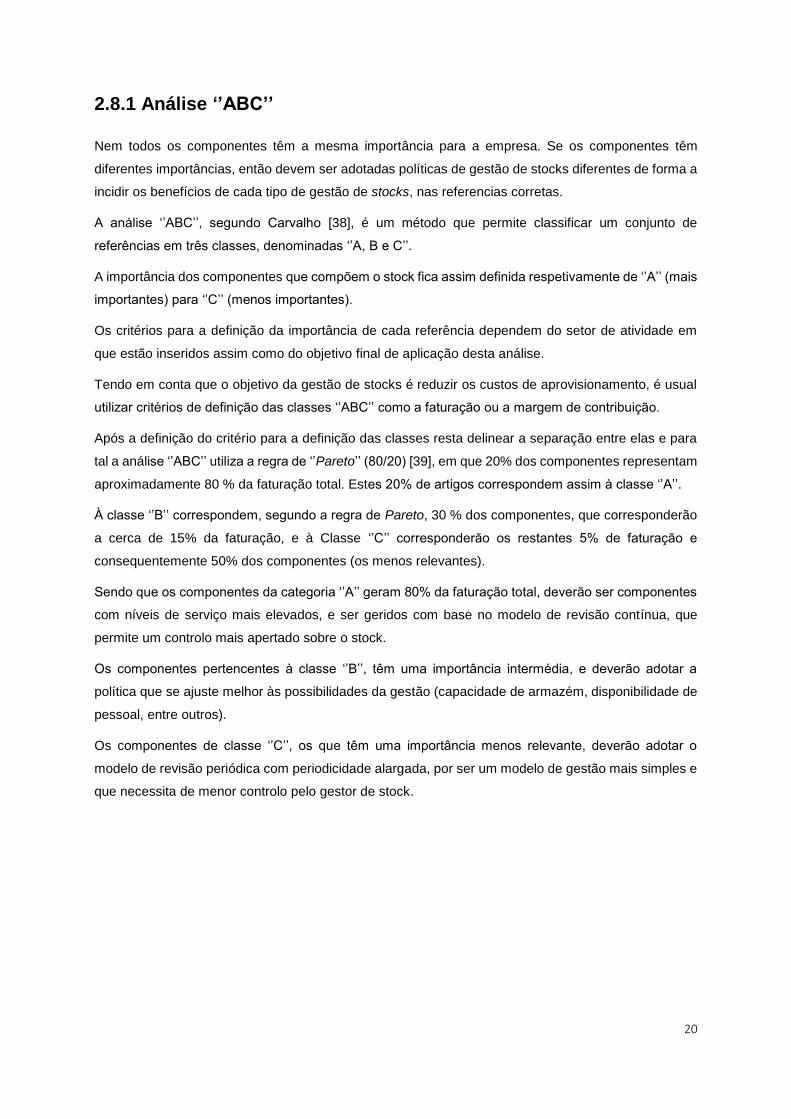
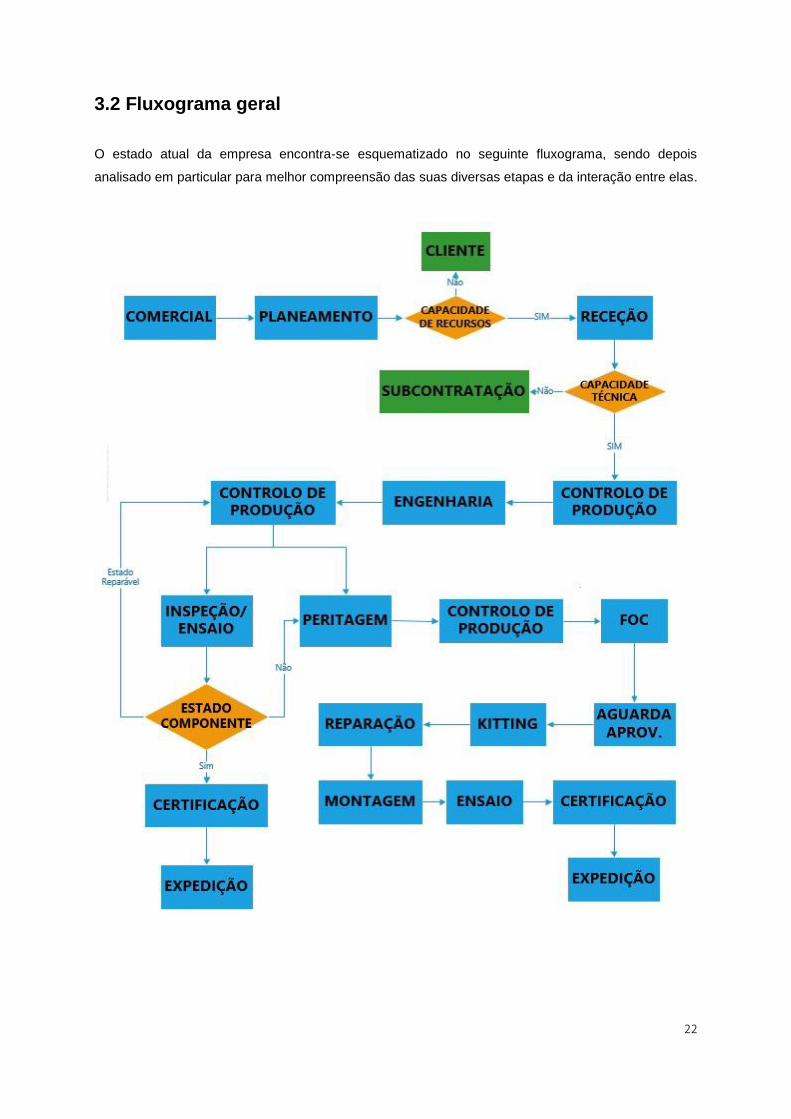
3.2 Fluxograma geral
O estado atual da empresa encontra-se esquematizado no seguinte fluxograma, sendo depois
analisado em particular para melhor compreensão das suas diversas etapas e da interação entre elas.
Figura 9 - Fluxograma da empresa 2
23
3.3 Necessidade/Receção
3.3.1 Receção
Após ser comunicada a necessidade do cliente e o acordo entre a organização e o cliente, os
componentes podem chegar ao edifício de várias formas. Podem vir componentes dos respetivos
hangares da empresa, por exemplo, quando um componente da aeronave precisa de uma determinada
reparação que a oficina tenha capacidade de realizar. Pode vir da parte dos motores, quando um
componente da área dos motores necessita de alguma reparação específica na parte dos
componentes. Podem vir da parte da secção da gestão da rotáveis, que é uma área da OGMA que está
responsável por gerir a frota aeronáutica de determinadas empresas. Podem vir também de clientes
exteriores que tenham a necessidade de reparar um componente e que recorram à empresa.
A receção dos componentes é realizada pelo controlo de produção e normalmente os componentes
são recebidos na zona de receção do edifício, uma oficina com 25 metros quadrados, mas nem sempre
é possível receber os componentes na Receção. Os componentes com grande dimensão, como o caso
das hélices e dos trens, têm de ser rececionados diretamente nas respetivas oficinas.
Para os componentes passarem à fase seguinte é necessário que estejam acompanhados com os
dados do projeto, com a descrição da anomalia e com o registo histórico do componente, isto se o
componente for controlado por potencial, ou seja controlado por tempos de funcionamentos e ciclos de
vida. Os dados do projeto e a descrição da anomalia podem ser obtidos de duas formas: por uma ficha
de requisição de trabalho Inter-secções (RTIs) ou pela ficha de controlo do cliente se se tratar de um
cliente externo. O Part Number (P/N) consegue-se visualizar diretamente no componente para
confirmar se está correto relativamente ao que vem na RTIs ou na ficha do cliente. O Registo Histórico
deve vir juntamente com o componente se for necessário.
Figura 10 - Requisitos da receção
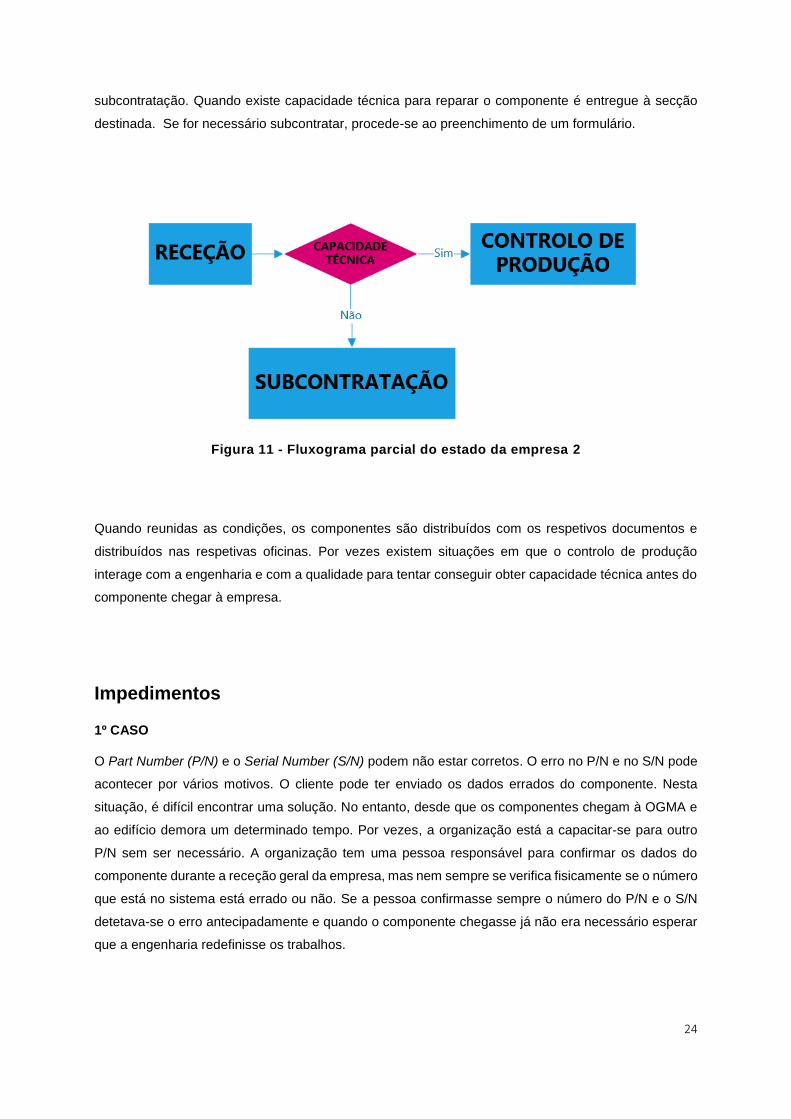
Os componentes são diagnosticados quanto à sua condição à chegada. Posteriormente, verifica-se se
há capacidade técnica para proceder à reparação do componente ou se é necessário recorrer à
24
subcontratação. Quando existe capacidade técnica para reparar o componente é entregue à secção
destinada. Se for necessário subcontratar, procede-se ao preenchimento de um formulário.
Figura 11 - Fluxograma parcial do estado da empresa 2
Quando reunidas as condições, os componentes são distribuídos com os respetivos documentos e
distribuídos nas respetivas oficinas. Por vezes existem situações em que o controlo de produção
interage com a engenharia e com a qualidade para tentar conseguir obter capacidade técnica antes do
componente chegar à empresa.
Impedimentos
1º CASO
O Part Number (P/N) e o Serial Number (S/N) podem não estar corretos. O erro no P/N e no S/N pode
acontecer por vários motivos. O cliente pode ter enviado os dados errados do componente. Nesta
situação, é difícil encontrar uma solução. No entanto, desde que os componentes chegam à OGMA e
ao edifício demora um determinado tempo. Por vezes, a organização está a capacitar-se para outro
P/N sem ser necessário. A organização tem uma pessoa responsável para confirmar os dados do
componente durante a receção geral da empresa, mas nem sempre se verifica fisicamente se o número
que está no sistema está errado ou não. Se a pessoa confirmasse sempre o número do P/N e o S/N
detetava-se o erro antecipadamente e quando o componente chegasse já não era necessário esperar
que a engenharia redefinisse os trabalhos.
25
2º CASO
Quando um componente chega sem registo histórico (RH), o técnico nem sempre sabe se necessita
de registo histórico ou não. Existe uma base de dados para o técnico consultar se o componente precisa
de Registo Histórico ou não para um cliente, mas não existe para os outros clientes. Não há nenhuma
base de dados para o técnico consultar se o componente precisa de Registo Histórico ou não. Por
consequência, o técnico do controlo de produção tem que consultar o manual ou perguntar às pessoas
que têm conhecimento sobre o componente e se houvesse uma base de dados com todos os
componentes que necessitassem de Registo Histórico facilitava muito o processo.
3.3.2 Controlo de Produção
Quando o componente se encontra na respetiva oficina, o controlo de produção de cada área verifica
toda a documentação associada ao componente para posteriormente ser entregue à Engenharia para
definir os trabalhos.
Figura 12 - Requisitos do controlo de produção
Após o controlo de produção de cada área específica fazer a verificação da documentação estão
reunidas as condições para a engenharia começar a desenvolver o trabalho.
Impedimentos
1º CASO
Por vezes ocorrem erros por falta de informação sobre as diferentes normas do P/N que existem
internacionalmente para o mesmo componente. Existem várias normas para os P/N e quem avalia se
a empresa tem capacidade técnica para conseguir reparar o componente ou não, pode enviar para
subcontratação se não tiver conhecimento das normas que o mesmo P/N pode ter. Como as diferentes
normas do componente não estão representadas na base de dados da lista de capacidades, por vezes
26
se chegar um componente com uma determinada norma sem ser a europeia, envia-se o componente
para subcontratação sem ser necessário.
Tabela 1 - P/N com diferentes normas
Incerteza do P/N
28B58-9-A
28B58-9A
Na tabela 1 encontra-se o mesmo componente com duas normas associadas, uma norma europeia e
uma norma americana. Por vezes, o funcionário pode não ter conhecimento, que o componente pode
vir do cliente com uma norma diferente que não se encontra na lista de capacidades da organização.
Por consequência, o funcionário envia o componente para subcontratação desnecessariamente. Uma
sugestão para que isto não aconteça é dar formação aos técnicos que analisam se a oficina tem
capacidade técnica para reparar o componente ou introduzir esta informação na base de dados. No
capítulo 4 aborda-se isto mais detalhadamente.
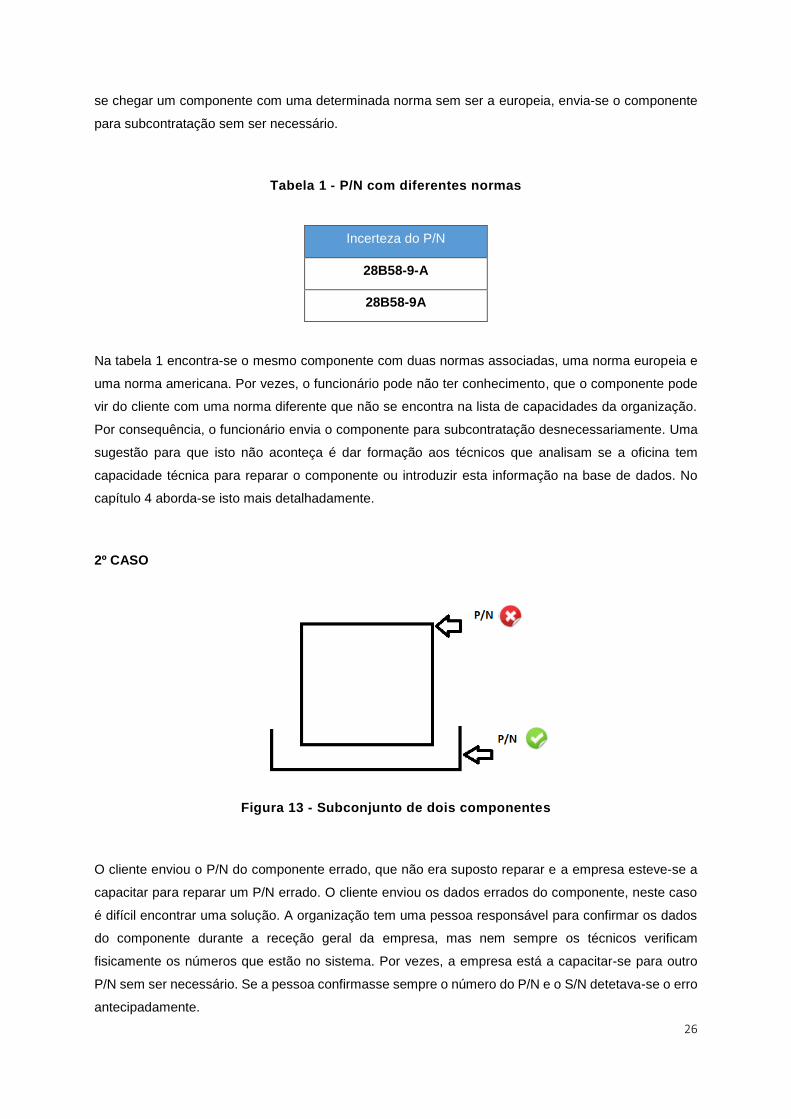
2º CASO
Figura 13 - Subconjunto de dois componentes
O cliente enviou o P/N do componente errado, que não era suposto reparar e a empresa esteve-se a
capacitar para reparar um P/N errado. O cliente enviou os dados errados do componente, neste caso
é difícil encontrar uma solução. A organização tem uma pessoa responsável para confirmar os dados
do componente durante a receção geral da empresa, mas nem sempre os técnicos verificam
fisicamente os números que estão no sistema. Por vezes, a empresa está a capacitar-se para outro
P/N sem ser necessário. Se a pessoa confirmasse sempre o número do P/N e o S/N detetava-se o erro
antecipadamente.
27
3º CASO
O componente desde que chega à organização até à respetiva secção demora um intervalo de tempo
considerável. Um exemplo que foi detetado ao longo das entrevistas é o transporte de baterias desde
que chega á receção da OGMA até chegar à área da eletricidade demorou 4 dias. Se este processo
fosse mais eficiente, o componente começava a realizar os seus trabalhos mais cedo,
consequentemente resultaria num menor tempo de entrega.
4º CASO
Verifica-se também falta de previsão do comercial. Muitas vezes, o componente já se encontra na
empresa para abrir projeto e a engenharia, o controlo de produção e a produção não têm qualquer
conhecimento.
5º CASO
Outro exemplo que se verificou ao longo das entrevistas foi na secção dos componentes elétricos, por
vezes quando enviam as baterias para a secção enviam quantidades de cargas descontroladas, por
exemplo a oficina está capacitada para carregar 4 baterias e enviam 8 baterias para serem carregadas.
Ou seja, enviam-se cargas descontroladas para a oficina e vai resultar num atraso do tempo de entrega
dos componentes.
3.3.3 Engenharia
Após o controlo de produção verificar a respetiva documentação do componente, a engenharia tem
reunidas as condições para começar a realizar o seu trabalho. Nesta parte, a engenharia procede assim
ao lançamento de tarefas. Esta definição de tarefas envolve um conjunto de tarefas entre as quais
podem ser: desmontagem, peritagem, inspeção, montagem e certificação. Através dos respetivos
manuais associados ao componente e tendo em conta os requisitos exigidos pelo cliente a engenharia
procede assim à definição de tarefas, mas para isso a engenharia precisa de ter:
28
Figura 14 - Requisitos da engenharia
A engenharia precisa de ter conhecimento em relação aos dados do projeto, ao P/N, ao S/N, às RTIs,
ao tipo de trabalho (revisão geral, inspeção e ensaio ou reparação) e ao registo histórico do componente
com a descrição da anomalia.
Para conseguir definir as tarefas, a Engenharia realiza gamas de trabalho, que são ordens de trabalho
com determinadas instruções sequencialmente. O intuito é o técnico ter a informação do que o
componente necessita com o número de horas que cada tarefa demora durante a reparação do
componente.
Por vezes, é necessário rever as gamas de trabalho para que estejam atualizadas em relação ao
manual usado. Para a validação do processo pela Engenharia é necessário verificar o manual, que tem
de estar atualizado. A validação de uma gama depende sempre da aprovação de dois engenheiros. É
sempre imprescindível ter conhecimento se o cliente tem uma documentação própria que deva ser
usada.
Impedimento
1º CASO
Como já foi referido na secção da receção por vezes também pode ocorrer o componente chegar sem
Registo Histórico. Por consequência a engenharia tem que consultar se o componente precisa de
Registo Histórico ou não e se houvesse uma base de dados com todos os componentes que
necessitassem de Registo Histórico simplificava o processo. Contudo, se estiver em falta, o
componente não prossegue no trabalho ou necessita de uma intervenção mais extensa, que por vezes
pode ser desnecessária.
29
2º CASO
O segundo impedimento que surge nesta área é por vezes a falta da anomalia reportada pelo cliente,
o que impede ou requere esclarecimentos adicionais. A engenharia tem alguma dificuldade por vezes
em definir trabalhos por falta de informação. Esta falta de informação pode acontecer por vários
motivos. O cliente pode não ser o mais explícito na anomalia do componente. Se houvesse um conjunto
standard de questões para a organização fazer ao cliente seria mais fácil para a engenharia definir os
trabalhos.
3º CASO
Para uma gama de trabalho conseguir ser realizada são necessárias duas pessoas da Engenharia para
realizar a gama. Uma para realizar a gama e outro para aprovar. Por vezes a engenharia nem sempre
se encontra disponível para aprovar uma gama de trabalho.
4ºCASO
Este impedimento ocorre antes de o componente chegar ao edifício sendo que não está ligado com o
fluxo, mas é realizado pela Engenharia. A Engenharia tem conhecimento através do comercial que
esse componente está prestes a chegar ao edifício e necessita de realizar uma nota técnica para
conseguir induzir o componente na lista de capacidades com o objetivo da organização não ter que
enviar o componente para subcontratação. Quando se realiza uma nota técnica, a engenharia algumas
vezes tem que retirar ficheiros de um manual sem nenhum programa para converter pdf em word. Para
isso a organização tem que fazer uma nota técnica com citações que se encontram nos manuais que
estão em pdf e para a engenharia desenvolver este trabalho tem que realizar tudo manualmente o que
se torna bastante dispendioso e um trabalho sem valor acrescentado.
3.3.4 Controlo de Produção
Após a Engenharia ter definido as ordens de trabalhos para os respetivos componentes passa-se para
o controlo de produção. Nesta etapa, o controlo de Produção tem como função gerar as tarefas, imprimir
as cartas de trabalho e retirar o processo completo do sistema informático. Também nesta etapa, o
controlo de produção consulta no portal da empresa quem está certificado para realizar os trabalhos
para posteriormente distribuir a carga horária pelos respetivos técnicos. Em algumas áreas, existe uma
tabela com as diversas categorias dos componentes e consulta-se quais é que são os técnicos que
30
estão certificados para realizarem estas tarefas. O Controlo de Produção para conseguir realizar as
tarefas tem que ter:
Figura 15 - Requisitos do controlo de produção 2
Impedimentos
1ºCASO
Uma das limitações que pode ocorrer nesta fase é as cartas de trabalho estarem inativas. As cartas de
trabalho estarem inativas deve-se ao facto de não estarem atualizadas pelo manual mais recente. Esta
atualização dos manuais serve, por exemplo, para corrigir erros dos manuais com o objetivo de não
acontecerem posteriormente. Quando acontece este impedimento, o Controlo de Produção envia um
pedido à Engenharia para rever as gamas de trabalho, definindo as ordens de trabalho com o auxílio
da nova edição do manual.
2ºCASO
Falta de conhecimento sobre a disponibilidade das horas das máquinas nos centros de trabalho, por
exemplo, quando um componente tem que realizar um trabalho, uma pintura, algum ensaio não
destrutivo ou um trabalho que não se consiga realizar dentro da oficina. Não existe nenhuma base de
dados que contenha a informação com a ocupação das máquinas. Isto pode ser um impedimento
porque o controlo de produção quando faz o planeamento de um determinado componente não tem
conhecimento que possam ocorrer casos destes.
31
3.4 Peritagem
Nesta parte do fluxo, o componente pode seguir dois caminhos. Pode-se começar a realizar uma
Inspeção/Ensaio ou uma Peritagem. A Inspeção/Ensaio realiza-se quando se precisa de garantir que o
componente se encontra em estado utilizável ou se precisa de alguma reparação. A Peritagem realiza-
se quando o técnico precisa de fazer uma análise ao estado atual do componente, para posteriormente
conseguir fazer uma avaliação e informar o cliente das respetivas anomalias e dos custos associados.
3.4.1 Inspeção/Ensaio
O componente nesta altura do fluxo realiza os testes que cada componente tem nas respetivas gamas
de trabalho para validar se está apto ou não ou se existe alguma anomalia. O que é necessário para
que se realize esta tarefa é uma gama que deve ser fornecida pelo Controlo de Produção com os
respetivos trabalhos que se têm de realizar. É também necessário que os técnicos sejam certificados
para o que têm de fazer e também em consideração os requisitos do cliente e que haja disponibilidade
dos operadores e das máquinas.
Figura 16 - Requisitos da inspeção/ensaio
Nesta fase do fluxo o componente pode seguir vários caminhos. O primeiro é se o componente
conseguir realizar todos os ensaios sem se detetar nenhuma anomalia e passa para a fase seguinte
de certificação. A segunda hipótese é se o componente tiver alguma anomalia, o técnico por vezes tem
que pedir ajuda à engenharia para conseguir elaborar as ações corretivas. Nesta fase, o controlo de
produção comunica com o cliente através do comercial e informa sobre as respetivas anomalias que o
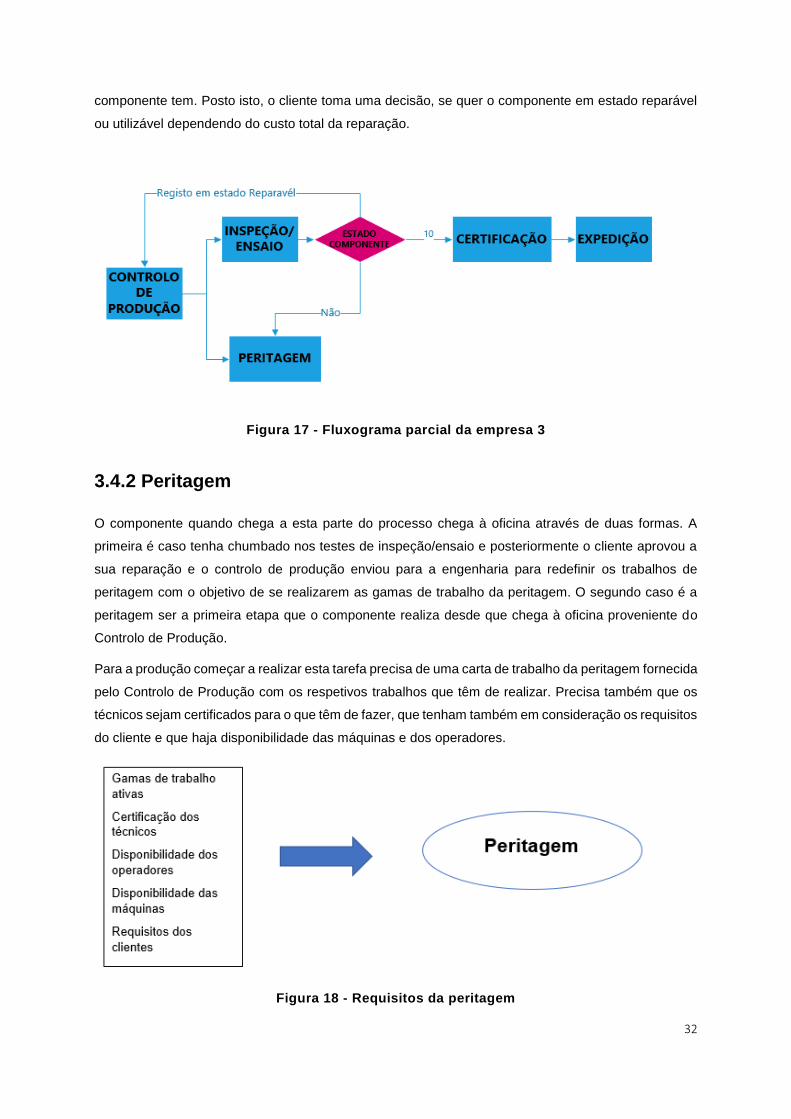
32
componente tem. Posto isto, o cliente toma uma decisão, se quer o componente em estado reparável
ou utilizável dependendo do custo total da reparação.
Figura 17 - Fluxograma parcial da empresa 3
3.4.2 Peritagem
O componente quando chega a esta parte do processo chega à oficina através de duas formas. A
primeira é caso tenha chumbado nos testes de inspeção/ensaio e posteriormente o cliente aprovou a
sua reparação e o controlo de produção enviou para a engenharia para redefinir os trabalhos de
peritagem com o objetivo de se realizarem as gamas de trabalho da peritagem. O segundo caso é a
peritagem ser a primeira etapa que o componente realiza desde que chega à oficina proveniente do
Controlo de Produção.
Para a produção começar a realizar esta tarefa precisa de uma carta de trabalho da peritagem fornecida
pelo Controlo de Produção com os respetivos trabalhos que têm de realizar. Precisa também que os
técnicos sejam certificados para o que têm de fazer, que tenham também em consideração os requisitos
do cliente e que haja disponibilidade das máquinas e dos operadores.
Figura 18 - Requisitos da peritagem
33
O técnico vai confirmar a mesma anomalia reportada ou outras que se tenham detetado durante os
ensaios de Receção. Posto isto, é feito um levantamento do material necessário a substituir realizado
pelo técnico que está encarregado de realizar a operação e as horas dos trabalhadores e máquinas
que são precisas. Após a elaboração das tarefas o técnico elabora um relatório de peritagem no sistema
Sigma da empresa onde se introduzem as anomalias reportadas com o objetivo do cliente e a
organização terem conhecimento do que realmente é feito ao componente. E em cada tarefa existe
uma assinatura e um certificado do técnico responsável pelo trabalho.
Impedimentos
1º CASO
Pode acontecer, por vezes, que o técnico que está responsável pela operação não consiga resolver
certos problemas técnicos e necessite de apoio da Engenharia. Consequentemente algumas vezes a
Engenharia nem sempre se encontra imediatamente disponível para conseguir resolver o problema.
2ºCASO
Como já foi referido na secção do controlo de produção, não se sabe a disponibilidade das horas das
máquinas nos centros de trabalho. Nesta fase, quando um componente tem que realizar um trabalho
que se encontra nas cartas de trabalhos, não existe nenhuma base de dados que contenha a
informação com a ocupação das máquinas. Consequentemente, pode ser um impedimento porque a
produção quando faz a reparação de um determinado componente não tem conhecimento que estes
casos possam ocorrer.
3.4.3 Fim de Orçamentação de Custos
Após o componente ser peritado, o técnico envia para o controlo de produção de cada área para realizar
o orçamento do custo final da reparação do componente, para posteriormente enviar ao cliente com o
custo total da Reparação. O Controlo de Produção precisa de fazer o levantamento do material que é
necessário para reparar o componente e saber quantas horas é que o componente precisa para ser
reparado para conseguir fazer uma estimativa total da reparação. Algumas vezes, os técnicos têm que
pedir ajuda à engenharia para elaborar certas ações corretivas que não possam estar ao nível do
técnico.
34
É necessário que o componente seja bem peritado porque nesta altura apresenta-se o orçamento final
ao cliente. Depois do controlo de produção ter o fim de orçamentação de custos realizado, envia para
o comercial para comunicar com o cliente e a organização fica a aguardar a decisão do cliente. Se o
cliente não aprova a reparação, o componente é devolvido ao cliente no estado reparável ou incapaz.
Se o cliente aprova a reparação, o controlo de produção verifica se precisa de materiais e vai
introduzindo conforme a disponibilidade dos técnicos e das máquinas. Após a aprovação do cliente, as
cartas de ações corretivas são retiradas do Sistema Sigma juntamente com o material requisitado para
a Reparação e é entregue à produção.
Impedimentos
1ºCASO
Um dos impedimentos que pode ocorrer é a falta de material que pode ser preciso durante esta etapa.
A empresa pode ter disponível no armazém ou não. Por vezes o material pode ter um tempo de espera
elevado e a organização não consegue dar resposta antecipadamente ao cliente. A organização nesta
fase tem que aguardar pela informação dos preços dos materiais/componentes para que se possa
posteriormente comunicar com o cliente.
3.5 Reparação
Após a aprovação do cliente, o componente nesta etapa pode efetuar dois trabalhos: Revisão Geral ou
Reparação. A Revisão Geral acontece quando o componente chega a um determinado ciclo da vida
em que necessita de fazer uma Revisão Geral, que pode também acontecer quando o cliente pretender
que o componente faça uma Revisão Geral. O segundo caso é quando é detetada alguma anomalia
específica e o componente vem acompanhado com uma anomalia especifica reportada pelo cliente.
Figura 19 - Requisitos do FOC
35
3.5.1 Revisão Geral e Reparação
Para a produção começar a realizar esta tarefa precisa de um pacote de trabalhos que é constituído
por várias cartas de trabalho de Revisão Geral ou Reparação fornecida pelo Controlo de Produção com
os respetivos trabalhos que se têm de resolver. É também necessário que os técnicos sejam
certificados para o que têm de fazer, tenham também em consideração os requisitos do cliente e que
haja disponibilidade das máquinas e dos operadores. Também é necessário que o material que é
necessário para a reparação esteja disponível, esta etapa chama-se kitting.
Figura 20 - Requisitos da revisão geral/Reparação
Através do pacote de trabalhos de Revisão Geral/ Reparação do componente, o técnico vai conseguir
elaborar as ações corretivas. Após a elaboração das tarefas o técnico elabora um relatório de reparação
com o objetivo do cliente e a organização terem conhecimento do que realmente é feito ao componente.
E em cada tarefa existe uma assinatura e um certificado do técnico responsável pelo trabalho. A
diferença da reparação para a revisão geral é que a reparação é um trabalho menos extenso, é um
trabalho mais específico, enquanto que na Revisão Geral tem de se realizar um trabalho mais extenso.
Impedimentos
1ºCASO
Como já foi referido na secção do controlo de produção e na peritagem não se sabe a disponibilidade
das horas das máquinas nos centros de trabalho. Por exemplo, quando um componente tem que
realizar um trabalho que não se consegue realizar dentro da oficina. Não existe nenhuma base de
dados que contenha a informação com a ocupação das máquinas. Isto pode ser um impedimento
porque a produção quando faz a reparação de um determinado componente não tem conhecimento
que possam ocorrer estes casos.
36
2ºCASO
Como já foi referido anteriormente na secção do fim de orçamentação de custos, um dos impedimentos
que pode ocorrer é a falta de material que pode ser necessário durante esta etapa, a empresa pode ter
disponível em armazém ou não. Algumas vezes o material pode ter um tempo de espera elevado e a
organização não consegue prosseguir o trabalho devido ao facto de não ter o material necessário.
3º CASO
Pode acontecer, por vezes, que o técnico que está responsável pela operação não consiga resolver
certos problemas técnicos e necessite de apoio da Engenharia. Consequentemente algumas vezes a
Engenharia nem sempre se encontra imediatamente disponível para conseguir resolver o problema.
4ºCASO
Um impedimento que pode ocorrer é um mau fornecimento do material do kitting por parte do
fornecedor, neste caso será feito um relatório de não conformidade para devolução. Após isto
acontecer, aguarda-se o retorno do material em condições para se fechar o RNC porque pode ter
havido um transporte menos cauteloso entre o fabricante do componente e a organização.
3.6 Certificação /Expedição
Depois dos componentes reparados e da realização dos ensaios finais é necessário que o técnico
certifique o componente em estado utilizável com as exigências dos respetivos clientes. De seguida
são apresentados os certificados que a empresa realiza:
-Certificado de Conformidade
- EASA Form 1 (Certificado Civil)
- NAMSA
- Fra Form 1(Força Aérea Francesa)
Após a certificação, passa-se à fase da expedição. Nesta fase é necessário reunir toda a informação
que o cliente exige. Emitir um relatório de reparação com a descriminação da reparação, emitir um
certificado que o cliente e o fabricante exigem e atualizar o registo histórico.

37
Impedimentos
1ºCASO
Um dos casos que se verificou foi na área das Hélices. A espera de um transporte para fora da empresa
para levar uma hélice durante 4 dias, mas existem ocasiões que demoram ainda mais tempo. A
capacidade de indução das Hélices tem um limite máximo de 4 hélices. Como todos os bancos estão
ocupados, a produção não consegue induzir uma montagem de hélices visto que não tem bancos
disponíveis. Ou seja, faltou aqui um alerta de pedido de transporte antecipadamente.

38
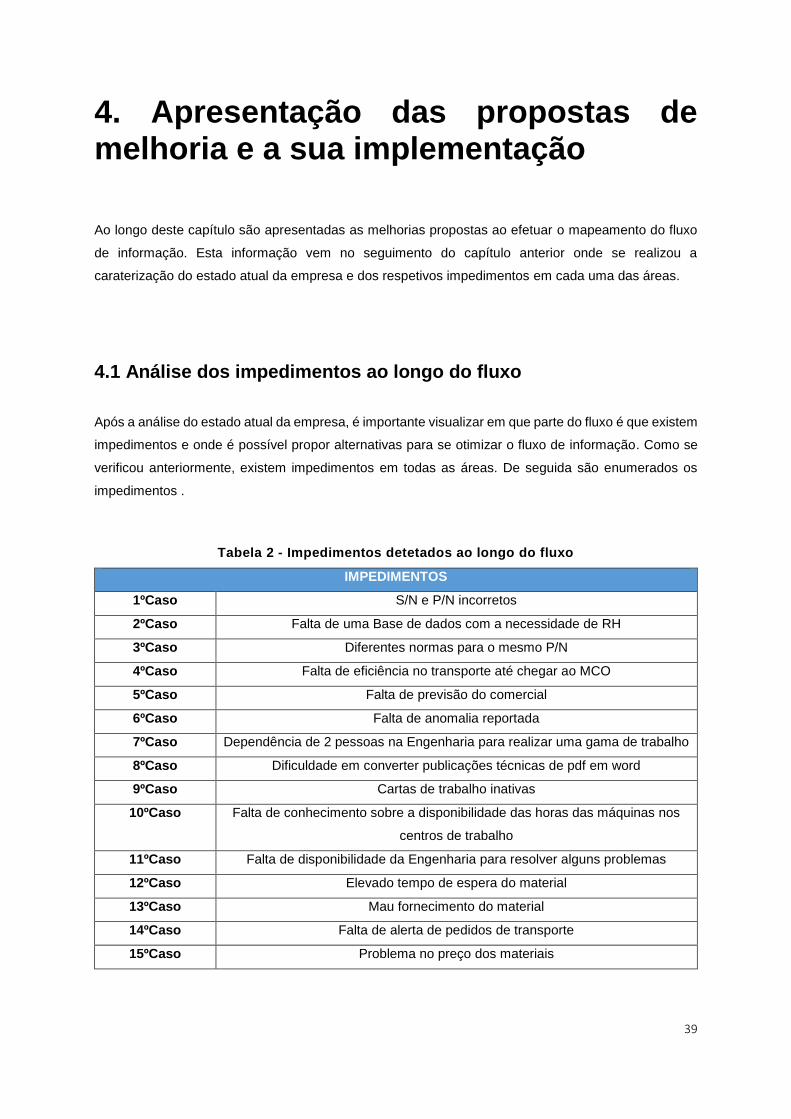
39
4. Apresentação das propostas de melhoria e a sua implementação
Ao longo deste capítulo são apresentadas as melhorias propostas ao efetuar o mapeamento do fluxo
de informação. Esta informação vem no seguimento do capítulo anterior onde se realizou a
caraterização do estado atual da empresa e dos respetivos impedimentos em cada uma das áreas.
4.1 Análise dos impedimentos ao longo do fluxo
Após a análise do estado atual da empresa, é importante visualizar em que parte do fluxo é que existem
impedimentos e onde é possível propor alternativas para se otimizar o fluxo de informação. Como se
verificou anteriormente, existem impedimentos em todas as áreas. De seguida são enumerados os
impedimentos .
Tabela 2 - Impedimentos detetados ao longo do fluxo
IMPEDIMENTOS
1ºCaso S/N e P/N incorretos
2ºCaso Falta de uma Base de dados com a necessidade de RH
3ºCaso Diferentes normas para o mesmo P/N
4ºCaso Falta de eficiência no transporte até chegar ao MCO
5ºCaso Falta de previsão do comercial
6ºCaso Falta de anomalia reportada
7ºCaso Dependência de 2 pessoas na Engenharia para realizar uma gama de trabalho
8ºCaso Dificuldade em converter publicações técnicas de pdf em word
9ºCaso Cartas de trabalho inativas
10ºCaso Falta de conhecimento sobre a disponibilidade das horas das máquinas nos
centros de trabalho
11ºCaso Falta de disponibilidade da Engenharia para resolver alguns problemas
12ºCaso Elevado tempo de espera do material
13ºCaso Mau fornecimento do material
14ºCaso Falta de alerta de pedidos de transporte
15ºCaso Problema no preço dos materiais
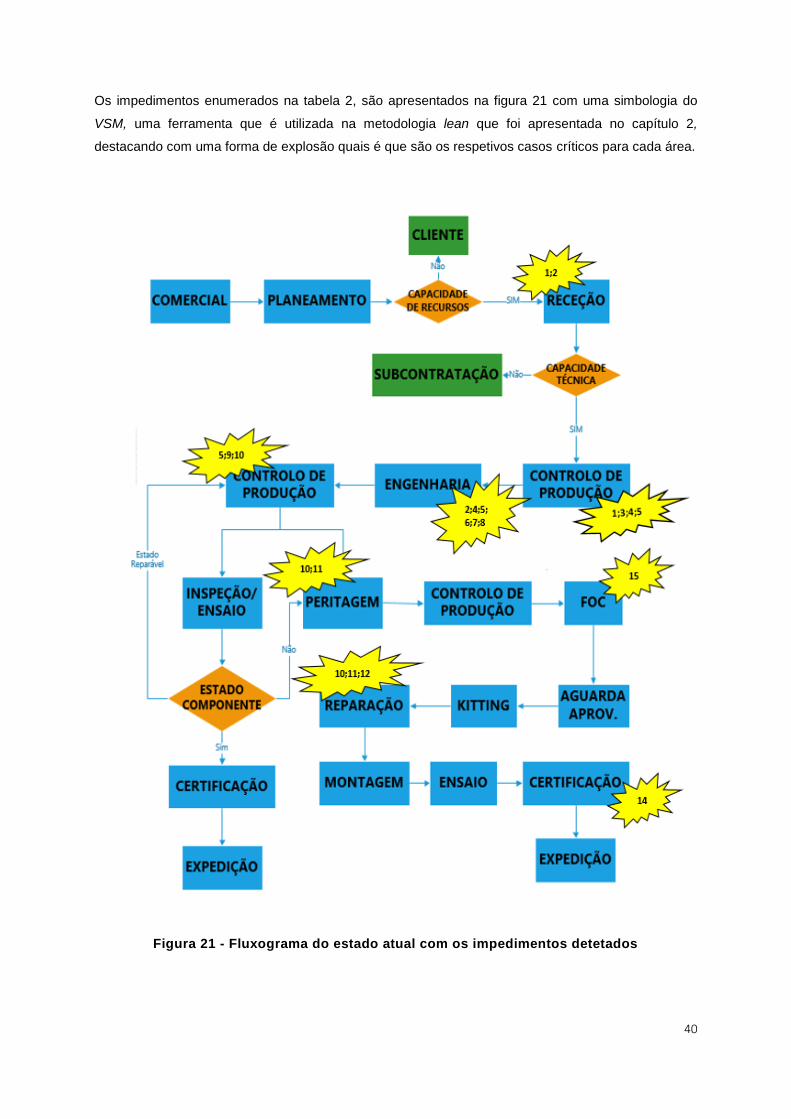
40
Os impedimentos enumerados na tabela 2, são apresentados na figura 21 com uma simbologia do
VSM, uma ferramenta que é utilizada na metodologia lean que foi apresentada no capítulo 2,
destacando com uma forma de explosão quais é que são os respetivos casos críticos para cada área.
Figura 21 - Fluxograma do estado atual com os impedimentos detetados
41
4.2 Solução para o 1ºCASO: (S/N e P/N) incorretos
O P/N e o S/N podem estar incorretos e pode acontecer por vários motivos. O primeiro caso pode ser
o cliente ter enviado os dados do componente incorretos. Neste caso, não se pode propor nenhuma
alternativa. Mas desde que o componente chega à organização e ao edifício demora um certo intervalo
de tempo. Por vezes, a organização está a perder tempo para se capacitar para outro P/N sem ser
necessário, quando houve falta de comunicação entre as áreas. As áreas que são afetadas por este
impedimento são apresentadas na Tabela 3.
Tabela 3 - Áreas afetadas no 1º caso
Receção Controlo de Produção
Áreas afetadas X X
Solução:
A organização ter uma pessoa responsável que verifique sempre o número que está no sistema, se
está errado ou não durante a receção geral da empresa do produto. Detetava-se o erro
antecipadamente e quando o componente chegasse à receção do edifício, o componente já não
precisava de estar à espera para a engenharia redefinir os trabalhos. A tabela em baixo mostra as
melhorias conseguidas com a utilização desta medida.
Tabela 4 - Melhorias conseguidas no 1ºcaso
Ganhos
Redução no tempo de entrega do componente
Redução ou Eliminação do trabalho da engenharia para se capacitar para um
componente sem ser necessário
Custos A pessoa responsável por verificar sempre os dados do componente no sistema
a chegada à organização
Como se pode concluir, uma pessoa responsável a verificar sempre os dados do componente na
chegada à organização pode trazer muitas vantagens à empresa impedindo que a organização esteja
a realizar trabalho sem valor acrescentado.
42
4.3 Solução para o 2º CASO: Falta de uma Base de dados com a necessidade de Registo Histórico
O componente pode necessitar ou não de Registo Histórico e o técnico nem sempre sabe se precisa
de Registo Histórico ou não. Existe uma base de dados para o técnico consultar se o componente
precisa de Registo Histórico ou não para um determinado cliente, mas não existe para os outros
clientes. O técnico tem que consultar o respetivo manual ou perguntar às pessoas que possuem esse
conhecimento se o componente pode continuar a reparação. As áreas que são afetadas por este
impedimento são apresentadas na tabela 5.
Tabela 5 - Áreas afetadas no 2º caso
Receção Engenharia
Áreas afetadas X X
Solução:
A organização ter uma base de dados com os diferentes componentes que precisam de Registo
Histórico ou não. Com a informação dos componentes necessitarem de Registo Histórico ou não numa
base de dados, o trabalho torna-se muito mais simplificado para o técnico. A informação deixa de estar
assente nas pessoas e no manual e passa a estar numa base de dados onde qualquer pessoa pode
introduzir o respetivo P/N e automaticamente visualizar se precisa ou não de Registo Histórico. A tabela
6 mostra as melhorias conseguidas com a utilização desta medida.
Tabela 6 - Melhorias conseguidas no 2ºcaso
Ganhos Eliminação no tempo de espera ao procurar se o componente precisa ou não
de Registo Histórico
Custos Construção de uma base de dados com o objetivo de avaliar se um componente
precisa de Registo Histórico ou não
Como se pode concluir, uma base de dados para controlar a necessidade do Registo Histórico é
bastante vantajosa para a organização porque elimina o tempo de espera que o técnico gasta em
procurar se o componente precisa ou não de Registo Histórico. O único trabalho que tem de se realizar
é a construção de uma base de dados, mas só se tem esse trabalho uma vez.
43
4.4 Solução para o 3º CASO: Diferentes normas para o mesmo P/N
Um dos impedimentos que se detetou ao longo do processo foi a falta de informação das diferentes
normas do P/N para o mesmo componente. Existem várias normas para o mesmo P/N e quem avalia
a capacidade técnica da empresa para conseguir reparar o componente, pode enviar para
subcontratação das normas que o mesmo P/N pode ter. Como as diferentes normas europeias não
estão representadas na base de dados da lista de capacidades e o técnico que avalia a capacidade
técnica da organização para reparar o componente pode enviar o componente para subcontratação
desnecessariamente. As áreas que são afetadas por este impedimento são apresentadas na tabela 7.
Tabela 7 - Áreas afetadas no 3º caso
Receção
Áreas afetadas X
A introdução das diferentes normas na lista de capacidades na base de dados da organização é uma
possibilidade para o técnico não enviar componentes para subcontratação desnecessariamente. Outra
solução é dar formação ao técnico que controla a lista de capacidades com as diferentes normas que
existem para o mesmo P/N. A tabela 8 mostra as melhorias conseguidas com a utilização desta medida.
Tabela 8 - Melhorias conseguidas no 3ºcaso
Ganhos Aumento do número de componentes que a empresa repara
Custos Introduzir na lista de capacidades ou dar formação ao técnico
Como se pode concluir, a introdução das diferentes normas para o mesmo P/N na lista de capacidade
ou dar formação ao técnico sobre as diferentes normas do P/N que existem faz com que a organização
consiga reparar mais componentes, consequentemente a empresa evita adjudicar trabalhos que não
são precisos para subcontratação.
44
4.5 Solução para o 4º CASO: Falta de eficiência no transporte até chegar ao MCO
Por vezes, um componente já se encontra na organização e demora um intervalo de tempo substancial
até chegar à secção. Se este processo fosse mais eficiente já não aconteceria este caso. As áreas que
são afetadas por este impedimento são apresentadas na tabela 9.
Tabela 9 - Áreas afetadas no 4º caso
Controlo de Produção Engenharia
Áreas afetadas X X
Solução:
A organização ter um serviço de transporte para fazer mais ciclos durante o dia dentro da organização
ou aumentar a capacidade da frota dos transportes. Com uma destas medidas o componente chega
mais cedo e a organização consegue reduzir o tempo de entrega do componente, aumentando a
satisfação do cliente. A tabela 10 mostra as melhorias conseguidas com a utilização desta medida.
Tabela 10 - Melhorias conseguidas no 4º caso
Ganhos Redução no tempo entre a receção da organização e a receção do MCO
Custos Veículo que faz o transporte dos componentes, realizar mais ciclos durante o
dia
Como se pode concluir, a organização realizar mais ciclos para tentar que os componentes cheguem
mais rápido à oficina pode ser bastante vantajoso, porque o componente pode ser entregue num menor
tempo e nos casos em que o componente não coincide com o P/N as áreas afetadas têm mais tempo
para se capacitar para começar a definir os trabalhos.
45
4.6 Solução para o 5º CASO e 10ºCASO: Falta de previsão do Comercial
Verifica-se muitas vezes que o componente já se encontra na empresa para abrir projeto e as respetivas
áreas: a engenharia, o controlo de produção e a receção não têm qualquer conhecimento. Por vezes,
a organização pode-se ir preparando para conseguir fazer a gestão dos materiais, conseguindo ver o
nível de stocks e produtos em curso de fabrico e nas compras. Fazer a gestão do meio de produção,
adaptando as cargas e capacidades às máquinas e mão de obra e fazer uma gestão administrativa da
produção é extremamente importante. As áreas que são afetadas por este impedimento são a Receção
do MCO e o Controlo de Produção de cada área.
Tabela 11 - Áreas afetadas no 5º caso e 10ºcaso
Receção Controlo de Produção Engenharia
Áreas afetadas X X X
Solução:
A organização ter um sistema Enterprise Resources Planning (ERP), que é um sistema de informação
completo que, numa base de dados única reúne informações necessárias à gestão a todos os níveis
[24]. Estes sistemas permitem à gestão de topo ter uma visão mais global das operações. A tabela 12
mostra as melhorias conseguidas com a utilização desta medida.
Tabela 12 - Melhorias conseguidas no 5º caso e 10ºcaso
Ganhos
Sistema totalmente integrado
Capacidade para agilizar processos diferentes
Otimizar o fluxo de informação e a qualidade da mesma dentro da organização
Reduzir as incertezas do tempo de entrega
Custos O custo do software e da sua implementação pode ser dispendioso
As soluções de um ERP ajudam a aumentar a eficiência e a diminuir os custos. As reduções dos custos
obtêm-se pela eficiência nas funções administrativas, pelo melhor controlo de stocks e pelas melhorias
nos níveis dos serviços. As principais vantagens com uma solução ERP são as enumeradas a seguir.
A empresa passa a ter um sistema totalmente integrado, existe uma melhor comunicação não só
interna, mas também externa, maior eficiência e níveis de produtividade mais elevados. Leva a uma
redução das incertezas sobre os tempos de entrega, melhor monitorização e maior facilidade no
46
processo do planeamento da produção. No entanto, com uma medida destas é necessário medir os
custos associados a esta implementação e analisar as vantagens e desvantagens.
4.7 Solução para o 6º CASO: Falta de anomalia reportada
Muitas vezes, quando o componente chega à oficina a falta da anomalia reportada pelo cliente requer
esclarecimentos adicionais. A engenharia tem alguma dificuldade em definir trabalhos por falta de
informação. Esta falta de informação deve-se ao facto de o cliente ser pouco explícito na descrição da
anomalia do cliente. A área que é afetada por este impedimento é apresentada na tabela 13.
Tabela 13 - Áreas afetadas no 6º caso
Engenharia
Áreas afetadas X
Solução:
Uma proposta de melhoria para evitar estas situações é enviar um conjunto de perguntas standards
para o cliente por meio de um e-mail, por exemplo. E o departamento comercial enviar informações
com a necessidade do que é que o componente precisa. De seguida são apresentadas alguns tópicos
que o comercial deve perguntar ao cliente:
- Reparação/Revisão
- Certificação
- Horários de Funcionamento
- Historial dos Componentes
Com o auxílio desta informação torna-se mais fácil a organização receber a documentação completa.
De seguida a tabela 14 mostra as melhorias conseguidas com a utilização desta medida.
Tabela 14 - Melhorias conseguidas no 6ºcaso
Ganhos
Redução do tempo de entrega do componente
Redução ou Eliminação de erros que possam surgir na troca de informação
Custos Sem custos
47
Com a implementação deste email standard, a organização consegue melhorar o fluxo de informação
e consequentemente consegue reduzir o tempo de entrega do componente e não precisa de pedir
esclarecimentos adicionais. Com esta medida reúne as condições necessárias para começar a
reparação.
4.8 Solução para o 7º CASO: Dependência de 2 pessoas na Engenharia para realizar uma gama de trabalho
Um dos impedimentos que surge algumas vezes na organização é quando a engenharia necessita de
realizar uma gama de trabalho para ser utlizada na produção e precisa de duas pessoas da Engenharia
para realizar a gama de trabalho. Uma pessoa para realizar a gama e outra pessoa para aprovar. Por
vezes a engenharia nem sempre se encontra disponível para aprovar uma gama de trabalho. A área
que é afetada por este impedimento é apresentada na tabela 15, sendo que a produção não pode
começar a realizar os seus trabalhos devido ao facto de não ter as gamas de trabalho.
Tabela 15 - Áreas afetadas no 7ºcaso
Engenharia
Áreas afetadas X
Solução:
A solução passa por dar formação em várias pessoas da Engenharia para a organização não depender
só de uma pessoa. Ou seja, se um engenheiro não pode verificar a gama de trabalho, a solução passa
por ter outra pessoa que possa realizar esse trabalho sem que a organização não esteja dependente
de um engenheiro. A tabela 16 mostra as melhorias conseguidas com a utilização desta medida.
Tabela 16 - Melhorias conseguidas no 7ºcaso
Ganhos
Redução ou Eliminação do tempo de espera da aprovação da gama de
trabalho
Custos Custo da formação
48
Com esta medida, pode-se concluir que com uma simples formação aos vários técnicos da
organização, consegue-se reduzir o tempo de espera da aprovação da gama de trabalho e
consequentemente o componente consegue ser induzido na produção mais rapidamente.
4.9 Solução para o 8º CASO: Dificuldade em converter notas técnicas de pdf em word
Um dos impedimentos que surge muitas vezes é quando a engenharia necessita de realizar uma nota
técnica, para tentar capacitar um componente para conseguir induzir na lista de capacidades tem que
retirar os ficheiros de um manual sem nenhum programa para converter pdf em word. Para realizar
uma publicação técnica, a engenharia tem que retirar citações que se encontram nos manuais que
estão em pdf. Para a engenharia desenvolver este trabalho tem que realizar tudo manualmente o que
se torna um trabalho sem valor acrescentado. A área que é afetada por este impedimento é
apresentada na tabela 7.
Tabela 17 - Áreas afetadas no 8ºcaso
Engenharia
Áreas afetadas X
Solução:
A solução passa por usar um software para converter ficheiros no formato pdf em word. Quando for
preciso retirar informação do manual torna-se mais eficiente. Um software gratuito que resolve este
problema é o Nitro Pro, é uma solução para converter qualquer tipo de formato em word. A tabela 18
mostra as melhorias conseguidas com a utilização desta medida.
Tabela 18 - Melhorias conseguidas no 8ºcaso
Ganhos Redução ou Eliminação no tempo de realização de uma nota técnica
Custos Sem custos
49
Com esta medida, pode-se concluir que um simples programa gratuito de software para converter pdf
em word pode ajudar na eficiência da organização a realizar uma nota técnica.
4.10 Solução para o 9º CASO: Cartas de trabalho Inativas
Um dos impedimentos que pode ocorrer durante o fluxo é as cartas de trabalho realizadas pela
engenharia estarem inativas. As cartas de trabalho estarem inativas deve-se ao facto de não estarem
atualizadas pelo manual mais recente. Esta atualização dos manuais serve para corrigir erros dos
manuais com o objetivo de não acontecerem posteriormente. Isto acontece quando a Engenharia não
tem em consideração a última atualização do manual. Quando acontece este impedimento o Controlo
de Produção envia um pedido à Engenharia para rever as gamas de trabalho, utilizando a edição mais
recente do manual. As áreas que são afetadas por estes impedimentos são apresentadas na tabela 19.
Tabela 19 - Áreas afetadas no 9ºcaso
Controlo de Produção Engenharia
Áreas afetadas X X
Solução:
A solução passa por a engenharia sempre que realizar uma gama de trabalho verificar a última edição
do manual. Um alerta no sistema da empresa para sempre que a engenharia realizasse uma gama de
trabalho fosse possível visualizar a ultima edição dos respetivos manuais associados aos componentes
seria uma solução. A tabela 20 mostra as melhorias conseguidas com a utilização desta medida.
Tabela 20 - Melhorias conseguidas no 9ºcaso
Ganhos Redução no tempo de realização de uma gama de trabalho
Custos Sem custos
Com esta medida, o controlo de produção já não precisa de reenviar as gamas de trabalho à Engenharia
que estão inativas, o que permite começar a reparação mais cedo.
50
4.11 Solução para o 11º CASO: Falta de disponibilidade da Engenharia para resolver alguns problemas
Um dos impedimentos que se detetou ao longo das várias áreas, por vezes quando o técnico está
responsável por uma reparação específica foi a incapacidade de resolver certos problemas técnicos e
que seja necessário o apoio da Engenharia. Consequentemente algumas vezes a Engenharia nem
sempre se encontra imediatamente disponível para conseguir resolver o problema. A área que é
afetada no 11º caso está representada na tabela 21.
Tabela 21 - Áreas que são afetadas no 11ºcaso
Produção
Áreas afetadas X
Solução:
Uma das soluções possivelmente benéfica para a empresa passa por haver maior proximidade entre a
produção e a engenharia. Ou seja, haver mais do que uma pessoa na engenharia para cada área. Isso
faz com que mesmo que falte uma pessoa na engenharia, está sempre outra pessoa como recurso. Na
tabela em baixo encontram-se as melhorias conseguidas que se podem obter através do uso de mais
do que uma pessoa responsável na engenharia para cada área.
Tabela 22 - Melhorias conseguidas no 11ºcaso
Ganhos Redução do tempo de espera do componente para ser reparado
Aumento da produtividade
Custos Assegurar a presença de dois engenheiros sempre em cada área
Com esta implementação, cada vez que um técnico precisa da ajuda da engenharia, tem uma margem
de manobra maior para que a organização possa resolver o problema com mais eficácia.
51
4.12 Solução para o 12º CASO: Elevado tempo de espera do material
Um dos impedimentos que pode ocorrer ao longo do fluxo é o tempo de espera dos materiais ser muito
elevado. Em alguns casos, nomeadamente na secção dos trens, um grande problema na reparação
dos trens é o tempo de espera de alguns materiais ser muito elevado. Durante as entrevistas,
detetaram-se casos em que havia materiais que demoravam 5 meses a chegar até à organização e
consequentemente a empresa não consegue ter uma previsão concreta do prazo de entrega do
componente ao cliente. A área que é afetada por este impedimento é apresentada na tabela 23.
Tabela 23 - Áreas que são afetadas no 12ºcaso
Produção
Áreas afetadas X
Solução:
Uma das soluções possíveis passa por ter um stock de segurança para todos os componentes que a
organização repara. Ou seja, haver mais do que um componente em stock de segurança. Quando um
subconjunto precisasse de um determinado componente novo existia sempre stock à disposição, a
produção não precisava de estar à espera do componente. A grande desvantagem desta medida é o
custo total deste stock de segurança. Na tabela 24 encontram-se as melhorias conseguidas que se
podem obter através desta melhoria.
Tabela 24 - Melhorias conseguidas no 12ºcaso
Ganhos Redução do tempo de entrega do componente
Aumento da produtividade
Custos Custo total do stock de segurança
Com esta implementação, cada vez que um técnico precisa de uma peça, não precisa de estar tanto
tempo à espera, a empresa consegue reparar o componente num intervalo de tempo mais curto.
52
4.13 Solução para o 14º CASO: Falta de alerta do pedido de transporte
Um dos impedimentos que foi detetado foi a espera de um transporte para levar uma hélice para fora
da organização durante 4 dias e existem ocasiões que pode demorar mais tempo. E como os bancos
estão todos ocupados a produção não consegue induzir uma montagem de hélices visto que não tem
bancos disponíveis. Uma das primeiras restrições da secção é que já está com o layout da secção
aproveitado e já não se consegue induzir mais nenhuma hélice devido ao facto de as pás das hélices
serem de grandes dimensões e precisarem de condições especiais. A área que é afetada por este
impedimento é apresentada na tabela 25.
Tabela 25 - Áreas que são afetadas no 14ºcaso
Produção
Áreas afetadas X
Solução:
Uma das soluções possivelmente vantajosa para a empresa é um alerta de pedido de transporte. Deve
acontecer com um intervalo de tempo necessário para evitar o tempo de espera pelo transporte. Na
tabela 26 encontram-se as melhorias que se podem obter através do uso deste alerta de transporte na
expedição.
Tabela 26 - Melhorias conseguidas no 14º caso
Ganhos
Redução do tempo de entrega do componente
Redução ou Eliminação do tempo de espera do componente para ser
expedido
Aumento da produtividade
Custos Assegurar o transporte para o componente
Com a implementação desta ferramenta consegue-se reduzir o tempo de entrega do componente e
consegue-se aumentar a produtividade da secção conseguindo induzir mais uma hélice para reparação
o que é benéfico para a organização e permite a utilização total dos recursos.
53
5. Quantificação das propostas de melhoria
Ao longo deste capítulo são apresentadas as percentagens de ganho com as soluções propostas no
capítulo anterior. Estas análises foram conseguidas após a observação direta dos componentes e
entrevistando múltiplas pessoas nas respetivas áreas. Os valores usados nesta análise são valores
aproximados podendo variar consoante os casos. As áreas que são abordadas neste capítulo são os
trens, hélices e eletromecânicos, não sendo as restantes áreas do edifício referenciadas neste capítulo.
O tempo total do impedimento unitário (TTI) é o tempo que cada impedimento demora. O tempo de
resposta (TAT) corresponde ao tempo entre a entrada e a saída do componente, que varia de área
para área. Na tabela 27 é apresentado o tempo de resposta médio para cada área estudada.
Tabela 27 - Tempo de resposta médio em cada área
Tempo [dias]
(𝑻𝑨𝑻)𝑯é𝒍𝒊𝒄𝒆𝒔 40
(𝑻𝑨𝑻)𝑻𝒓𝒆𝒏𝒔 35
(𝑻𝑨𝑻)𝑬𝒍𝒆𝒕𝒓𝒐𝒎𝒆𝒄â𝒏𝒊𝒄𝒐𝒔 30
A percentagem de ganho de cada impedimento é calculada através da equação 5.1:
% 𝑔𝑎𝑛ℎ𝑜 =𝑇𝑇𝐼
(𝑇𝐴𝑇)Á𝑟𝑒𝑎
×100 (5.1)
5.1 Análise do 1º Caso
O primeiro caso a ser apresentado é o P/N e o S/N estarem incorretos. Quando se deteta este
impedimento na receção ou no controlo de produção é necessário ver se a organização tem capacidade
técnica para reparar o componente, em alguns casos pode não ter e é necessário a empresa capacitar-
se para poder realizar o trabalho ou envia-se para subcontratação. Normalmente, o tempo total do
impedimento (TTI) pode variar sendo o valor médio de 6 horas para conseguir ser resolvido. Na tabela
28 são apresentadas as percentagens de ganho em cada área.
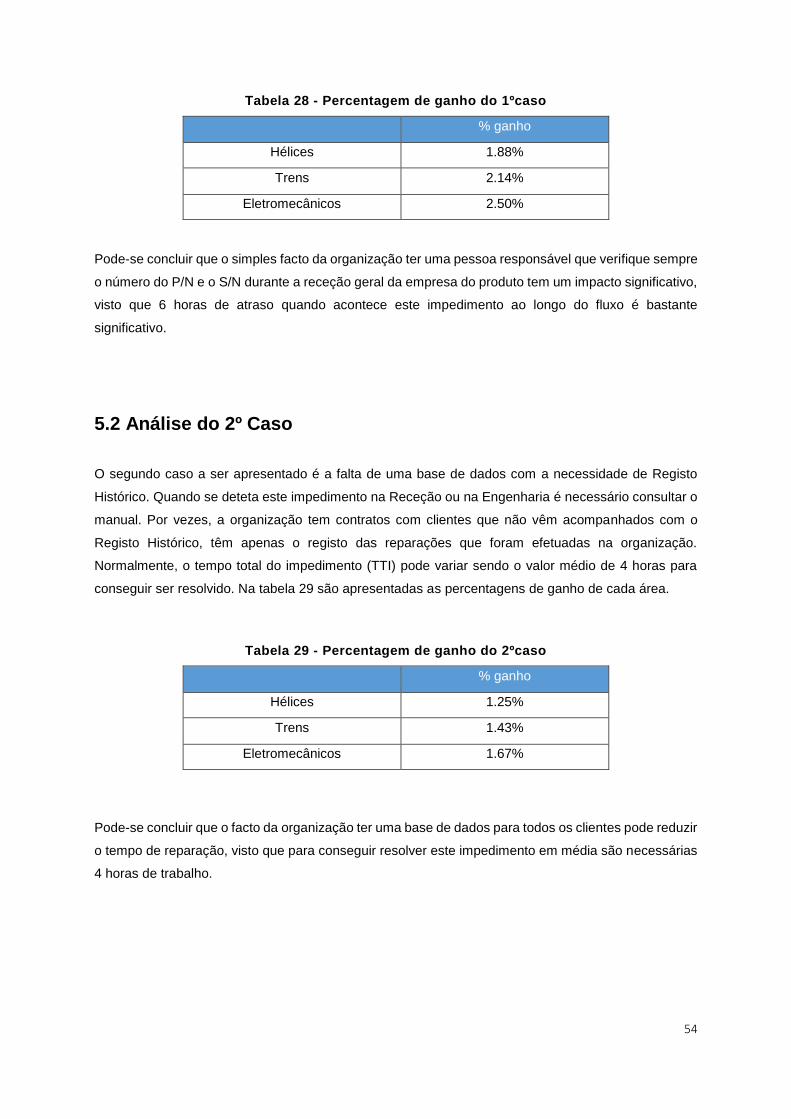
54
Tabela 28 - Percentagem de ganho do 1ºcaso
% ganho
Hélices 1.88%
Trens 2.14%
Eletromecânicos 2.50%
Pode-se concluir que o simples facto da organização ter uma pessoa responsável que verifique sempre
o número do P/N e o S/N durante a receção geral da empresa do produto tem um impacto significativo,
visto que 6 horas de atraso quando acontece este impedimento ao longo do fluxo é bastante
significativo.
5.2 Análise do 2º Caso
O segundo caso a ser apresentado é a falta de uma base de dados com a necessidade de Registo
Histórico. Quando se deteta este impedimento na Receção ou na Engenharia é necessário consultar o
manual. Por vezes, a organização tem contratos com clientes que não vêm acompanhados com o
Registo Histórico, têm apenas o registo das reparações que foram efetuadas na organização.
Normalmente, o tempo total do impedimento (TTI) pode variar sendo o valor médio de 4 horas para
conseguir ser resolvido. Na tabela 29 são apresentadas as percentagens de ganho de cada área.
Tabela 29 - Percentagem de ganho do 2ºcaso
% ganho
Hélices 1.25%
Trens 1.43%
Eletromecânicos 1.67%
Pode-se concluir que o facto da organização ter uma base de dados para todos os clientes pode reduzir
o tempo de reparação, visto que para conseguir resolver este impedimento em média são necessárias
4 horas de trabalho.
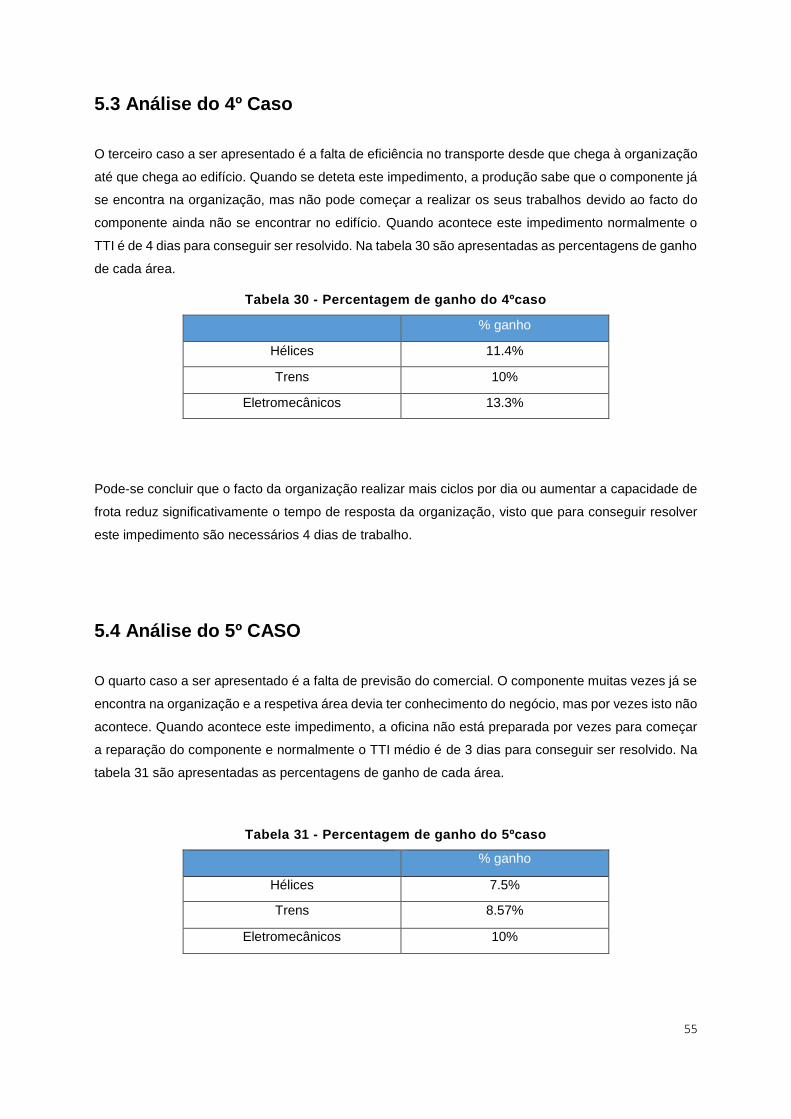
55
5.3 Análise do 4º Caso
O terceiro caso a ser apresentado é a falta de eficiência no transporte desde que chega à organização
até que chega ao edifício. Quando se deteta este impedimento, a produção sabe que o componente já
se encontra na organização, mas não pode começar a realizar os seus trabalhos devido ao facto do
componente ainda não se encontrar no edifício. Quando acontece este impedimento normalmente o
TTI é de 4 dias para conseguir ser resolvido. Na tabela 30 são apresentadas as percentagens de ganho
de cada área.
Tabela 30 - Percentagem de ganho do 4ºcaso
% ganho
Hélices 11.4%
Trens 10%
Eletromecânicos 13.3%
Pode-se concluir que o facto da organização realizar mais ciclos por dia ou aumentar a capacidade de
frota reduz significativamente o tempo de resposta da organização, visto que para conseguir resolver
este impedimento são necessários 4 dias de trabalho.
5.4 Análise do 5º CASO
O quarto caso a ser apresentado é a falta de previsão do comercial. O componente muitas vezes já se
encontra na organização e a respetiva área devia ter conhecimento do negócio, mas por vezes isto não
acontece. Quando acontece este impedimento, a oficina não está preparada por vezes para começar
a reparação do componente e normalmente o TTI médio é de 3 dias para conseguir ser resolvido. Na
tabela 31 são apresentadas as percentagens de ganho de cada área.
Tabela 31 - Percentagem de ganho do 5ºcaso
% ganho
Hélices 7.5%
Trens 8.57%
Eletromecânicos 10%
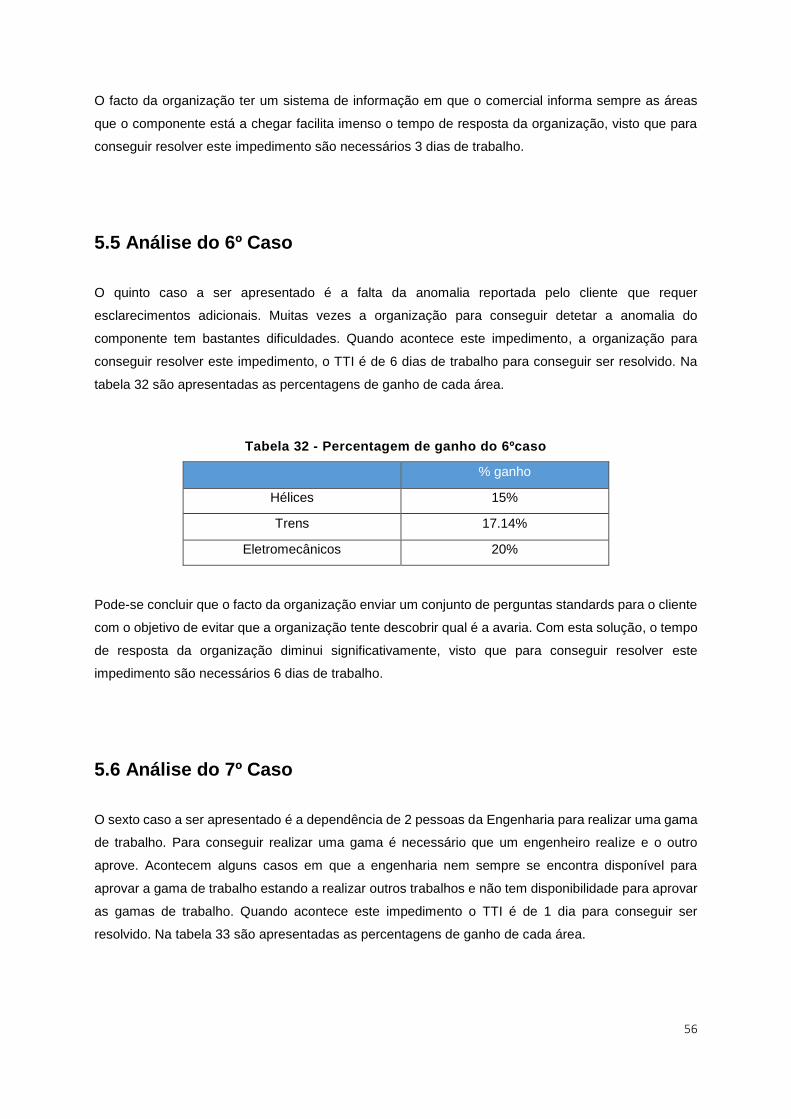
56
O facto da organização ter um sistema de informação em que o comercial informa sempre as áreas
que o componente está a chegar facilita imenso o tempo de resposta da organização, visto que para
conseguir resolver este impedimento são necessários 3 dias de trabalho.
5.5 Análise do 6º Caso
O quinto caso a ser apresentado é a falta da anomalia reportada pelo cliente que requer
esclarecimentos adicionais. Muitas vezes a organização para conseguir detetar a anomalia do
componente tem bastantes dificuldades. Quando acontece este impedimento, a organização para
conseguir resolver este impedimento, o TTI é de 6 dias de trabalho para conseguir ser resolvido. Na
tabela 32 são apresentadas as percentagens de ganho de cada área.
Tabela 32 - Percentagem de ganho do 6ºcaso
% ganho
Hélices 15%
Trens 17.14%
Eletromecânicos 20%
Pode-se concluir que o facto da organização enviar um conjunto de perguntas standards para o cliente
com o objetivo de evitar que a organização tente descobrir qual é a avaria. Com esta solução, o tempo
de resposta da organização diminui significativamente, visto que para conseguir resolver este
impedimento são necessários 6 dias de trabalho.
5.6 Análise do 7º Caso
O sexto caso a ser apresentado é a dependência de 2 pessoas da Engenharia para realizar uma gama
de trabalho. Para conseguir realizar uma gama é necessário que um engenheiro realize e o outro
aprove. Acontecem alguns casos em que a engenharia nem sempre se encontra disponível para
aprovar a gama de trabalho estando a realizar outros trabalhos e não tem disponibilidade para aprovar
as gamas de trabalho. Quando acontece este impedimento o TTI é de 1 dia para conseguir ser
resolvido. Na tabela 33 são apresentadas as percentagens de ganho de cada área.
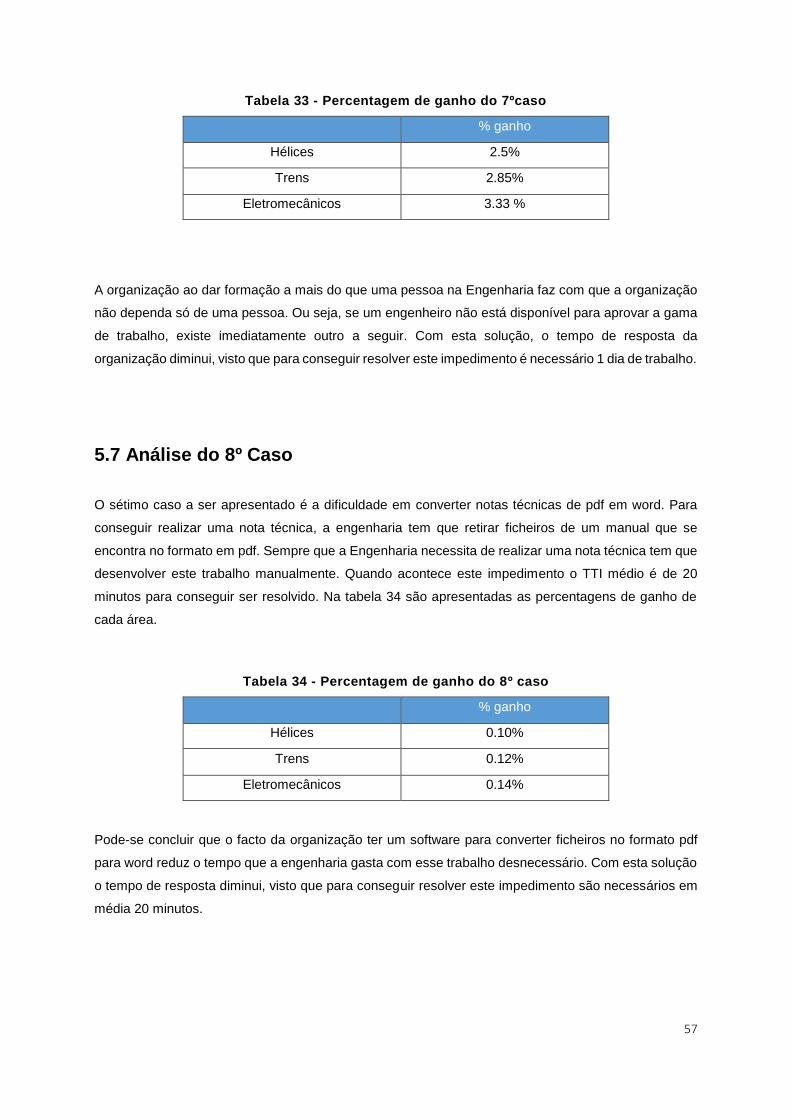
57
Tabela 33 - Percentagem de ganho do 7ºcaso
% ganho
Hélices 2.5%
Trens 2.85%
Eletromecânicos 3.33 %
A organização ao dar formação a mais do que uma pessoa na Engenharia faz com que a organização
não dependa só de uma pessoa. Ou seja, se um engenheiro não está disponível para aprovar a gama
de trabalho, existe imediatamente outro a seguir. Com esta solução, o tempo de resposta da
organização diminui, visto que para conseguir resolver este impedimento é necessário 1 dia de trabalho.
5.7 Análise do 8º Caso
O sétimo caso a ser apresentado é a dificuldade em converter notas técnicas de pdf em word. Para
conseguir realizar uma nota técnica, a engenharia tem que retirar ficheiros de um manual que se
encontra no formato em pdf. Sempre que a Engenharia necessita de realizar uma nota técnica tem que
desenvolver este trabalho manualmente. Quando acontece este impedimento o TTI médio é de 20
minutos para conseguir ser resolvido. Na tabela 34 são apresentadas as percentagens de ganho de
cada área.
Tabela 34 - Percentagem de ganho do 8º caso
% ganho
Hélices 0.10%
Trens 0.12%
Eletromecânicos 0.14%
Pode-se concluir que o facto da organização ter um software para converter ficheiros no formato pdf
para word reduz o tempo que a engenharia gasta com esse trabalho desnecessário. Com esta solução
o tempo de resposta diminui, visto que para conseguir resolver este impedimento são necessários em
média 20 minutos.
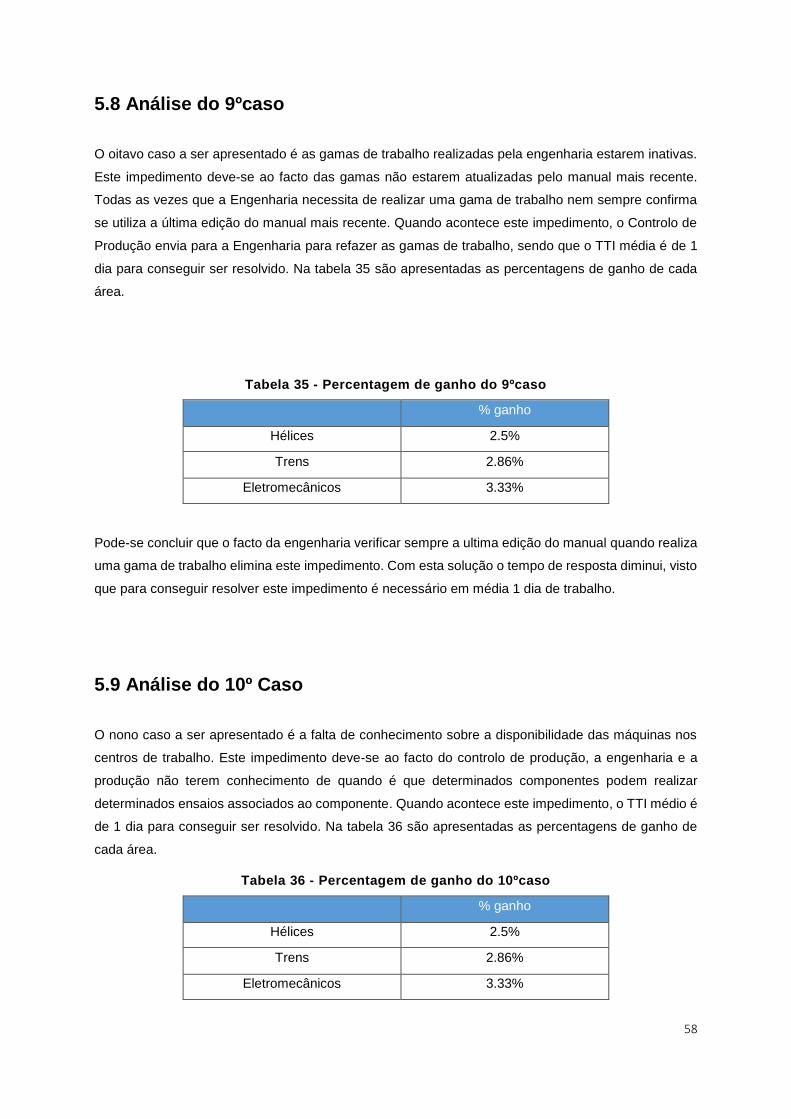
58
5.8 Análise do 9ºcaso
O oitavo caso a ser apresentado é as gamas de trabalho realizadas pela engenharia estarem inativas.
Este impedimento deve-se ao facto das gamas não estarem atualizadas pelo manual mais recente.
Todas as vezes que a Engenharia necessita de realizar uma gama de trabalho nem sempre confirma
se utiliza a última edição do manual mais recente. Quando acontece este impedimento, o Controlo de
Produção envia para a Engenharia para refazer as gamas de trabalho, sendo que o TTI média é de 1
dia para conseguir ser resolvido. Na tabela 35 são apresentadas as percentagens de ganho de cada
área.
Tabela 35 - Percentagem de ganho do 9ºcaso
% ganho
Hélices 2.5%
Trens 2.86%
Eletromecânicos 3.33%
Pode-se concluir que o facto da engenharia verificar sempre a ultima edição do manual quando realiza
uma gama de trabalho elimina este impedimento. Com esta solução o tempo de resposta diminui, visto
que para conseguir resolver este impedimento é necessário em média 1 dia de trabalho.
5.9 Análise do 10º Caso
O nono caso a ser apresentado é a falta de conhecimento sobre a disponibilidade das máquinas nos
centros de trabalho. Este impedimento deve-se ao facto do controlo de produção, a engenharia e a
produção não terem conhecimento de quando é que determinados componentes podem realizar
determinados ensaios associados ao componente. Quando acontece este impedimento, o TTI médio é
de 1 dia para conseguir ser resolvido. Na tabela 36 são apresentadas as percentagens de ganho de
cada área.
Tabela 36 - Percentagem de ganho do 10ºcaso
% ganho
Hélices 2.5%
Trens 2.86%
Eletromecânicos 3.33%
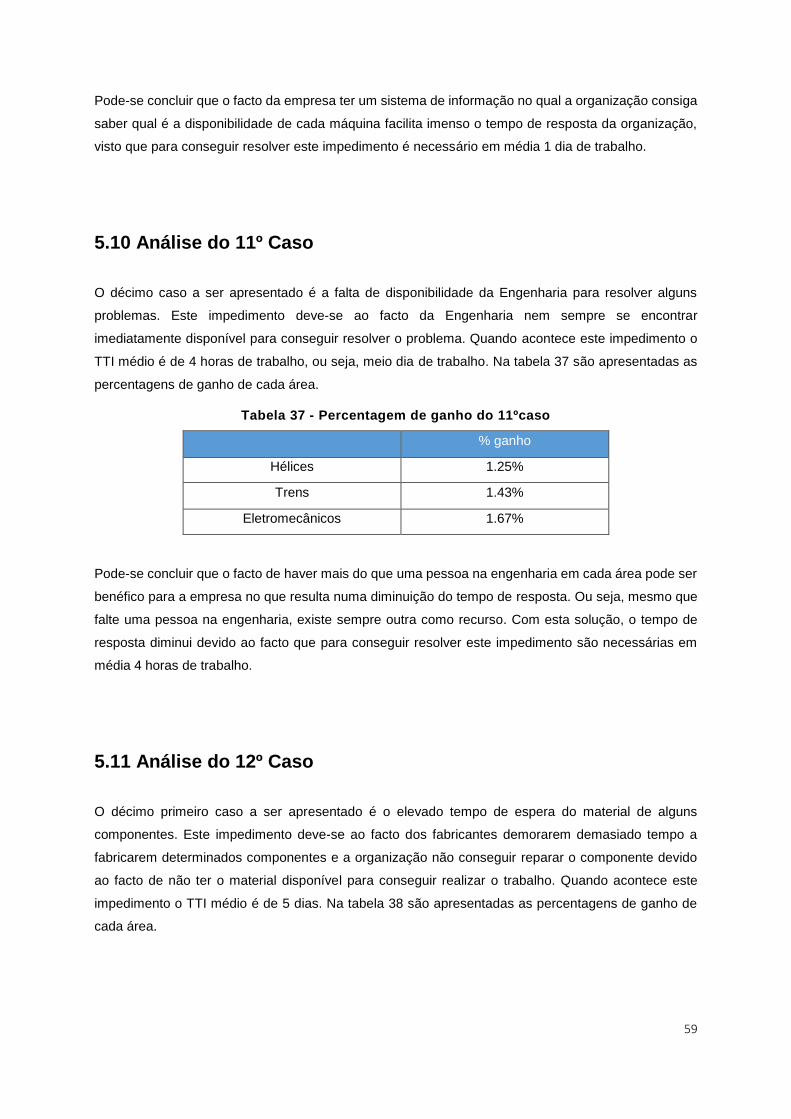
59
Pode-se concluir que o facto da empresa ter um sistema de informação no qual a organização consiga
saber qual é a disponibilidade de cada máquina facilita imenso o tempo de resposta da organização,
visto que para conseguir resolver este impedimento é necessário em média 1 dia de trabalho.
5.10 Análise do 11º Caso
O décimo caso a ser apresentado é a falta de disponibilidade da Engenharia para resolver alguns
problemas. Este impedimento deve-se ao facto da Engenharia nem sempre se encontrar
imediatamente disponível para conseguir resolver o problema. Quando acontece este impedimento o
TTI médio é de 4 horas de trabalho, ou seja, meio dia de trabalho. Na tabela 37 são apresentadas as
percentagens de ganho de cada área.
Tabela 37 - Percentagem de ganho do 11ºcaso
% ganho
Hélices 1.25%
Trens 1.43%
Eletromecânicos 1.67%
Pode-se concluir que o facto de haver mais do que uma pessoa na engenharia em cada área pode ser
benéfico para a empresa no que resulta numa diminuição do tempo de resposta. Ou seja, mesmo que
falte uma pessoa na engenharia, existe sempre outra como recurso. Com esta solução, o tempo de
resposta diminui devido ao facto que para conseguir resolver este impedimento são necessárias em
média 4 horas de trabalho.
5.11 Análise do 12º Caso
O décimo primeiro caso a ser apresentado é o elevado tempo de espera do material de alguns
componentes. Este impedimento deve-se ao facto dos fabricantes demorarem demasiado tempo a
fabricarem determinados componentes e a organização não conseguir reparar o componente devido
ao facto de não ter o material disponível para conseguir realizar o trabalho. Quando acontece este
impedimento o TTI médio é de 5 dias. Na tabela 38 são apresentadas as percentagens de ganho de
cada área.
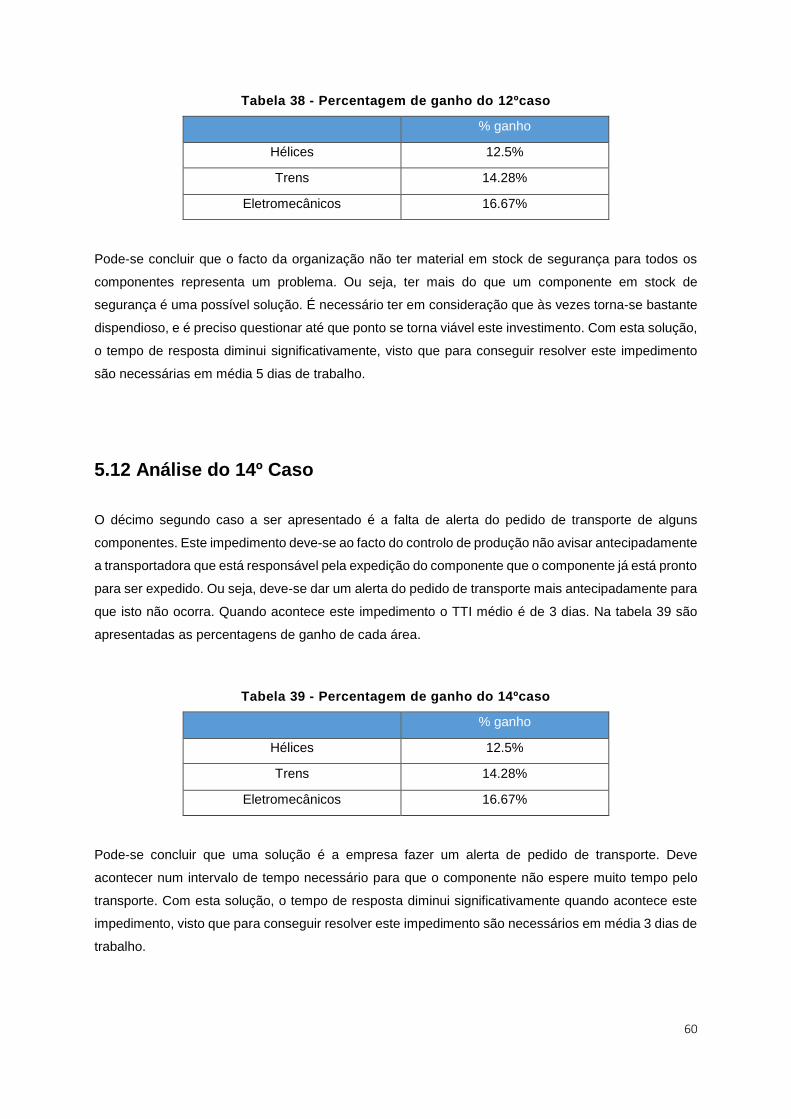
60
Tabela 38 - Percentagem de ganho do 12ºcaso
% ganho
Hélices 12.5%
Trens 14.28%
Eletromecânicos 16.67%
Pode-se concluir que o facto da organização não ter material em stock de segurança para todos os
componentes representa um problema. Ou seja, ter mais do que um componente em stock de
segurança é uma possível solução. É necessário ter em consideração que às vezes torna-se bastante
dispendioso, e é preciso questionar até que ponto se torna viável este investimento. Com esta solução,
o tempo de resposta diminui significativamente, visto que para conseguir resolver este impedimento
são necessárias em média 5 dias de trabalho.
5.12 Análise do 14º Caso
O décimo segundo caso a ser apresentado é a falta de alerta do pedido de transporte de alguns
componentes. Este impedimento deve-se ao facto do controlo de produção não avisar antecipadamente
a transportadora que está responsável pela expedição do componente que o componente já está pronto
para ser expedido. Ou seja, deve-se dar um alerta do pedido de transporte mais antecipadamente para
que isto não ocorra. Quando acontece este impedimento o TTI médio é de 3 dias. Na tabela 39 são
apresentadas as percentagens de ganho de cada área.
Tabela 39 - Percentagem de ganho do 14ºcaso
% ganho
Hélices 12.5%
Trens 14.28%
Eletromecânicos 16.67%
Pode-se concluir que uma solução é a empresa fazer um alerta de pedido de transporte. Deve
acontecer num intervalo de tempo necessário para que o componente não espere muito tempo pelo
transporte. Com esta solução, o tempo de resposta diminui significativamente quando acontece este
impedimento, visto que para conseguir resolver este impedimento são necessários em média 3 dias de
trabalho.
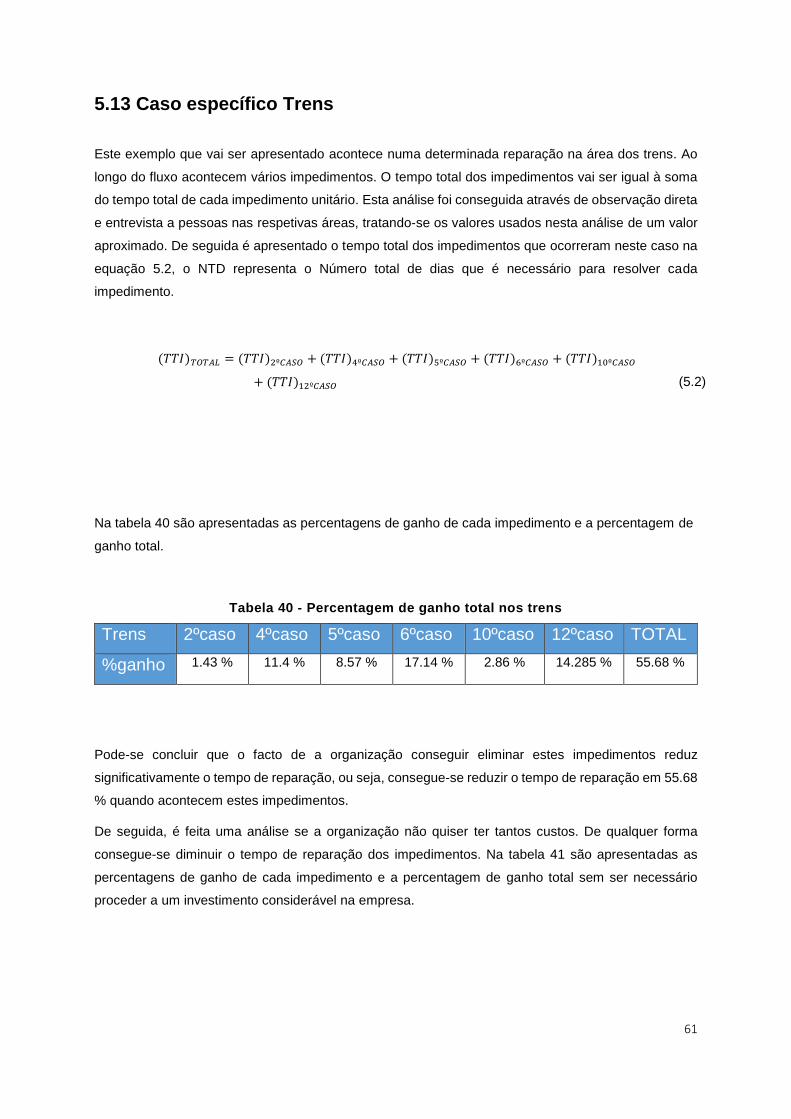
61
5.13 Caso específico Trens
Este exemplo que vai ser apresentado acontece numa determinada reparação na área dos trens. Ao
longo do fluxo acontecem vários impedimentos. O tempo total dos impedimentos vai ser igual à soma
do tempo total de cada impedimento unitário. Esta análise foi conseguida através de observação direta
e entrevista a pessoas nas respetivas áreas, tratando-se os valores usados nesta análise de um valor
aproximado. De seguida é apresentado o tempo total dos impedimentos que ocorreram neste caso na
equação 5.2, o NTD representa o Número total de dias que é necessário para resolver cada
impedimento.
(𝑇𝑇𝐼)𝑇𝑂𝑇𝐴𝐿 = (𝑇𝑇𝐼)2º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)4º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)5º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)6º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)10º𝐶𝐴𝑆𝑂
+ (𝑇𝑇𝐼)12º𝐶𝐴𝑆𝑂
(5.2)
Na tabela 40 são apresentadas as percentagens de ganho de cada impedimento e a percentagem de
ganho total.
Tabela 40 - Percentagem de ganho total nos trens
Trens 2ºcaso 4ºcaso 5ºcaso 6ºcaso 10ºcaso 12ºcaso TOTAL
%ganho 1.43 % 11.4 % 8.57 % 17.14 % 2.86 % 14.285 % 55.68 %
Pode-se concluir que o facto de a organização conseguir eliminar estes impedimentos reduz
significativamente o tempo de reparação, ou seja, consegue-se reduzir o tempo de reparação em 55.68
% quando acontecem estes impedimentos.
De seguida, é feita uma análise se a organização não quiser ter tantos custos. De qualquer forma
consegue-se diminuir o tempo de reparação dos impedimentos. Na tabela 41 são apresentadas as
percentagens de ganho de cada impedimento e a percentagem de ganho total sem ser necessário
proceder a um investimento considerável na empresa.
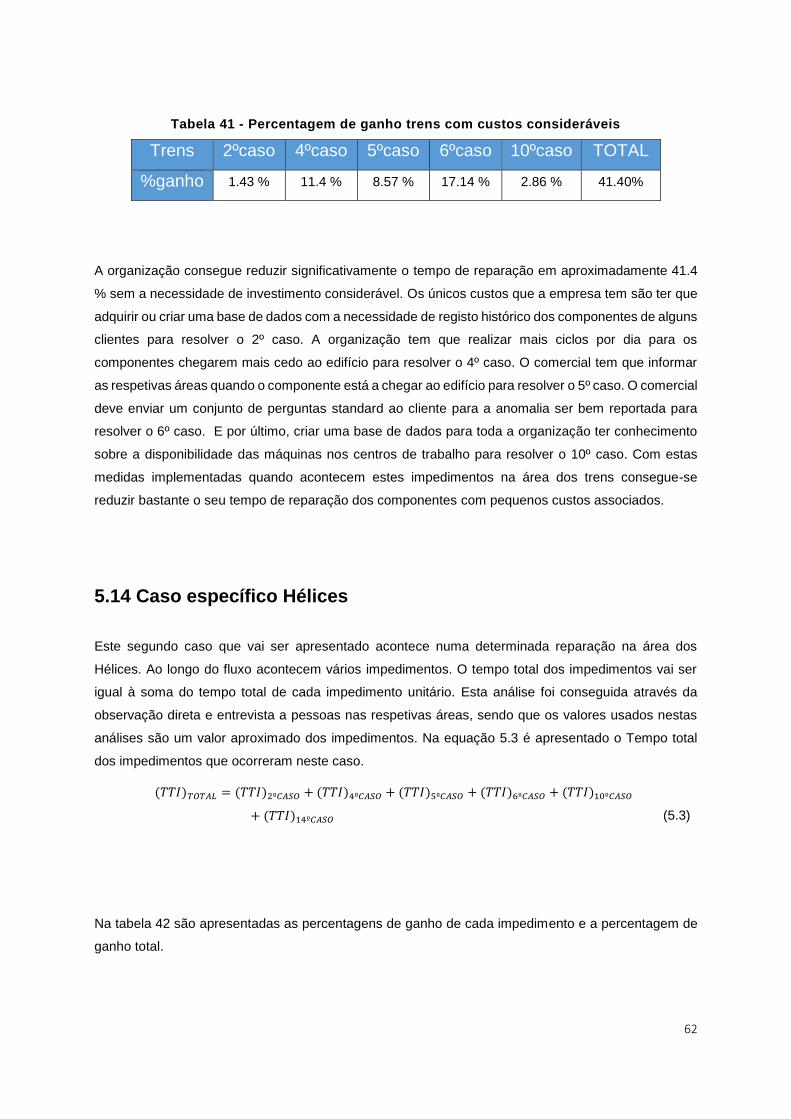
62
Tabela 41 - Percentagem de ganho trens com custos consideráveis
Trens 2ºcaso 4ºcaso 5ºcaso 6ºcaso 10ºcaso TOTAL
%ganho 1.43 % 11.4 % 8.57 % 17.14 % 2.86 % 41.40%
A organização consegue reduzir significativamente o tempo de reparação em aproximadamente 41.4
% sem a necessidade de investimento considerável. Os únicos custos que a empresa tem são ter que
adquirir ou criar uma base de dados com a necessidade de registo histórico dos componentes de alguns
clientes para resolver o 2º caso. A organização tem que realizar mais ciclos por dia para os
componentes chegarem mais cedo ao edifício para resolver o 4º caso. O comercial tem que informar
as respetivas áreas quando o componente está a chegar ao edifício para resolver o 5º caso. O comercial
deve enviar um conjunto de perguntas standard ao cliente para a anomalia ser bem reportada para
resolver o 6º caso. E por último, criar uma base de dados para toda a organização ter conhecimento
sobre a disponibilidade das máquinas nos centros de trabalho para resolver o 10º caso. Com estas
medidas implementadas quando acontecem estes impedimentos na área dos trens consegue-se
reduzir bastante o seu tempo de reparação dos componentes com pequenos custos associados.
5.14 Caso específico Hélices
Este segundo caso que vai ser apresentado acontece numa determinada reparação na área dos
Hélices. Ao longo do fluxo acontecem vários impedimentos. O tempo total dos impedimentos vai ser
igual à soma do tempo total de cada impedimento unitário. Esta análise foi conseguida através da
observação direta e entrevista a pessoas nas respetivas áreas, sendo que os valores usados nestas
análises são um valor aproximado dos impedimentos. Na equação 5.3 é apresentado o Tempo total
dos impedimentos que ocorreram neste caso.
(𝑇𝑇𝐼)𝑇𝑂𝑇𝐴𝐿 = (𝑇𝑇𝐼)2º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)4º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)5º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)6º𝐶𝐴𝑆𝑂 + (𝑇𝑇𝐼)10º𝐶𝐴𝑆𝑂
+ (𝑇𝑇𝐼)14º𝐶𝐴𝑆𝑂
(5.3)
Na tabela 42 são apresentadas as percentagens de ganho de cada impedimento e a percentagem de
ganho total.
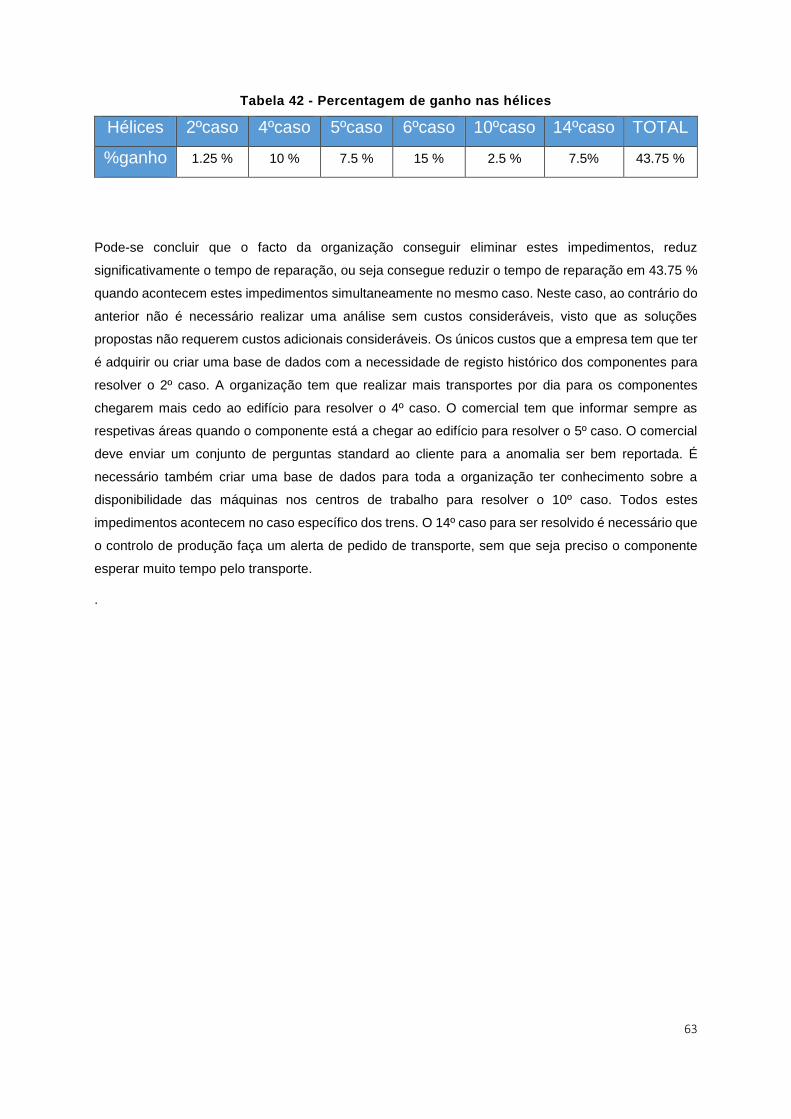
63
Tabela 42 - Percentagem de ganho nas hélices
Hélices 2ºcaso 4ºcaso 5ºcaso 6ºcaso 10ºcaso 14ºcaso TOTAL
%ganho 1.25 % 10 % 7.5 % 15 % 2.5 % 7.5% 43.75 %
Pode-se concluir que o facto da organização conseguir eliminar estes impedimentos, reduz
significativamente o tempo de reparação, ou seja consegue reduzir o tempo de reparação em 43.75 %
quando acontecem estes impedimentos simultaneamente no mesmo caso. Neste caso, ao contrário do
anterior não é necessário realizar uma análise sem custos consideráveis, visto que as soluções
propostas não requerem custos adicionais consideráveis. Os únicos custos que a empresa tem que ter
é adquirir ou criar uma base de dados com a necessidade de registo histórico dos componentes para
resolver o 2º caso. A organização tem que realizar mais transportes por dia para os componentes
chegarem mais cedo ao edifício para resolver o 4º caso. O comercial tem que informar sempre as
respetivas áreas quando o componente está a chegar ao edifício para resolver o 5º caso. O comercial
deve enviar um conjunto de perguntas standard ao cliente para a anomalia ser bem reportada. É
necessário também criar uma base de dados para toda a organização ter conhecimento sobre a
disponibilidade das máquinas nos centros de trabalho para resolver o 10º caso. Todos estes
impedimentos acontecem no caso específico dos trens. O 14º caso para ser resolvido é necessário que
o controlo de produção faça um alerta de pedido de transporte, sem que seja preciso o componente
esperar muito tempo pelo transporte.
.

64
65
6. Conclusões e Trabalhos Futuros
6.1. Conclusões
O aumento significativo das exigências do mercado da indústria aeronáutica em relação à qualidade
do produto final impõe um elevado índice de eficiência ao longo de toda a cadeia de abastecimento. A
OGMA pretende ser reconhecida pelos seus elevados padrões de qualidade e elevados níveis de
serviço aos clientes tendo, por isso, desenvolvido esforços no sentido da melhoria contínua do fluxo,
tanto da informação como os de materiais, desde que os componentes entram até que saem da
organização.
Ao longo do trabalho foram-se construindo ideias, conversando com os técnicos de todas as áreas
envolvidas, elaborando propostas que possam ser executadas e implementadas com a aceitação e
colaboração dos colaboradores. Foi possível detetar oportunidades de melhoria, pelo
acompanhamento dos trabalhos dos operadores e constante diálogo com todos os colaboradores que,
desde o primeiro momento, se mostraram disponíveis para esclarecer qualquer questão e cooperar na
implementação de soluções com o intuito de otimizar os processos na organização.
A redução dos impedimentos ao longo do fluxo deve ser realizada tendo em consideração a qualidade
dos serviços prestados, porque isso não pode implicar uma redução no grau de qualidade e
confiabilidade dos produtos. A Produção lean é um sistema desenvolvido com o objetivo de identificar
e eliminar as fontes dos desperdícios ao longo do fluxo, fazendo com que os consumidores e a
organização vejam os processos otimizados. Dentro das técnicas e ferramentas da Produção Lean, a
mais importante é o mapeamento da cadeia de valor que é capaz de identificar todos os impedimentos.
É por meio desta ferramenta que os planos de implementação de outras soluções são elaborados. O
estudo deste caso demonstrou o quão eficaz é o Mapeamento do Fluxo de Valor, pois permitiu detetar
vários impedimentos que ocorrem ao longo do fluxo.
As soluções propostas devem, por isso, ser implementadas. Acredita-se que os ganhos que a empresa
tem com a utilização das soluções propostas no capítulo 4 podem permanecer a médio e longo prazo
através da sua sistematização, com a possibilidade de alargar o leque de atuação a outras secções da
empresa.
Para implementar estas soluções é necessário efetuar umas pequenas alterações. Como resultado,
num caso em que acontecia mais do que um impedimento na área dos trens, obteve-se uma redução
do tempo de reparação de um componente de cerca de 55.68% com custos consideráveis e 41.40%
se a empresa não tiver disponível para realizar muitos custos. Na área dos Hélices também se obteve
uma redução significativa do tempo de reparação de um componente de cerca de 43.75%.
Como se pode concluir, as soluções propostas podem ter um impacto significativo na organização. Os
clientes conseguem ter os componentes que enviam para a organização mais depressa e com melhor
66
relação qualidade-preço e a empresa consegue aumentar a sua produtividade e consequentemente
aumenta a sua margem de lucro.
6.2 Trabalhos Futuros
Como projetos futuros sugere-se a implementação das melhorias propostas no capítulo 4, sem ser
necessário a organização se sacrificar por relevantes recursos financeiros ou recursos humanos.
Continua a existir a necessidade de procurar outras melhorias em eficiência e inovação. Esta política é
determinante para que a OGMA consiga ser mais competitiva num mercado tão competitivo, sem
comprometer o bem-estar dos colaboradores, chamando-os e incluindo-os nas melhorias de
procedimentos e processos, para criar mais valor para toda a organização.
Sugere-se que seja dada continuidade aos trabalhos realizados, aprofundando-os no que diz respeito
à redução dos desperdícios como, por exemplo, o retrabalho e o excesso de produção. Para tal, deverá
trabalhar-se em conjunto com os departamentos, nomeadamente a Engenharia, Controlo de Produção
e Produção para que se possam debater os prós e os contras de algumas soluções que sejam possíveis
de implementar na organização.
As organizações ao serem mais eficientes, produtivas, inovadoras e amigáveis garantem a sua
sobrevivência e o enriquecimento pessoal, profissional e familiar dos seus colaboradores e da
economia em geral.
67
7 Bibliografia
[1] Airbus S.A.S, “Airbus Global Market,” 2016.
[2] Karunakaran, Sreedhar, “Innovative application of LSS in aircraft maintenance,” Internation
Journal of Lean Six Sigma, pp. 85-108, 2016.
[3] Jeyaraj, K.L., C. Muralidharan e R. Mahalingam, S., “Applying value stream mapping technique
for production: Improvement in a manufacturing company,” Journal of the Institution of
Engineers, pp. 43-52, 2013.
[4] Ahmat, Muhammad Mustaquim, Md Saidin Wahab, “Production Improvement in an Aircraft
Manufacturing Company Using Value Stream Mapping Approach,” Applied Mechanics and
Materials, pp. 1038-1042, 2014.
[5] Crute, V,; Ward, Y.; Brown, S. e Graves, A., ´´Implementing Lean in aerospace-challenging the
assumptions and understanding the callenges´´, vol. 23, Technovation, 2003, pp. 917-928.
[6] Smith, D.J e Tranfield, D., ''Talented Suppliers? Strategic Change and Innovation in the UK
Aerospace Industry'', vol. 35, R&D Management, 2005, pp. 37-49.
[7] Shah, R. e Ward, P.T., “Defining and developing measures of lean production,” Journal of
Operations Management, vol. 25, pp. 785-805, 2007.
[8] OGMA, “Apresentação da OGMA,” 10 Junho 2017.
[9] Pinto, João Paulo, “Pensamento Lean: A filosofia das organizações vencedoras,” Venda do
Pinheiro, 6ºedição, 2014.
[10] Lander, E. e J.K. Liker, “The Toyota Production System and art:making highly customized and
creative products the Toyota way,” vol. 45, pp. 3681-3698, 2007.
[11] Womack, J.P. e D.T. Jones, “Lean thinking: banish waste and create wealth in your corporation,”
Simon&Schuster, 1996.
[12] Imai, Massaki, “Gemba Kaizen: A Commonsense Approach to a Continuous Improvement
Strategy,” 2 edição, 2012.
[13] Faria, José A., “Análise e Modelação de Processos de Negócios- Mapas de Processos,” 2013.
[14] Barnes, Ralph M., “Estudo de movimentos e de tempos,” 6 edição, São Paulo: Edgar Blucher,
1982.
[15] Harrington, James H., “Gerenciamento total da melhoria contínua: a nova geração da melhoria
de desempenho,” Makron Books, São Paulo, 1997.
[16] Stall, S. Making the business case for MRO.Intech, “https://www.isa.org/store/making-the-
business-case-for-mro-initiatives-autowest-2004/120013,” 30 Setembro 2017. [Online].
[17] LEAL, F, “Um diagnóstico do processo de atendimentos a clientes em uma agência bancária
através do mapeamento de processo e simulação computacional,” Mestrado em Engenharia de
Produção, Universidade Federal de Itajubá, 2003.
68
[18] Villela, C. da Silva S., “Mapeamento de Procesos como Ferramenta de Reestruturação e
Aprendizado Organizacional,” Mestrado em Eng. Produção, Universidade de Santa Catarina,
Florianópolis, 2000.
[19] Curtis, B.; Kellner, M.L.; Over, J., Process modeling, vol. 35, ACM, 1992, pp. 75-90.
[20] Handy, C., The Empty Raincoat, London:Hutchinson, 1996.
[21] Kettinger, William, Teng, James T.C., Subashish, Business process change: a study of
methodologies, techniques and tools, vol. 1, 1997, pp. 55-80.
[22] Rother, M.; Shook, J., Learning to See- Value Stream Mapping to Add Value and Eliminate
Muda, The Enterprise Institute, 2003.
[23] Barbosa, P., Tendências de Gestão: Vida Económica, Harvard Trends: Editorial, 2013.
[24] Coimbra, E., Kaizen in Logistcs and Supply Chains, MCGRAW-HILL EDUCATION - EUROPE,
2013.
[25] Courtois, A., M. Pillet e C. Martin-Bonnefous, Gestão da Produção: Para uma gestão industrial
ágil, criativa e cooperante, Lidel, 2007.
[26] O'Neill, H., “Planeamento Estratégico de Sistemas de Informação,” Programa de Formação em
Gestão Pública - FORGEP, 2008.
[27] Jacobs, F.R., R.B.Chase e R.R. Lummus, Operations and Supply Chain Management. McGraw-
Hill Irwin.
[28] Ilfinedo, P. e Nahar, N., “Prioritization of Enterprise Resource Planning ( ERP) Systems Sucess
measures: Viewpoints of Two Organizational Stakeholder Groups,” pp. 1554-1560, 2006.
[29] Shang, S. e Seddon, P., “Assessing and Managins the Benefits os Enterprise Systems: the
Business Manager's Perspective,” Information Systems Jounal, 2002.
[30] Fernandes, S., “Informação crítica como factor de sucesso nas organizações: objetivos e
metodologia de abordagem,” Spacial and Organizational Dynamics- Discussion Papers, 2009.
[31] Themistocleous, M., Irani, Z., O'Keefe, R. Paul, R, “Enterprise Appication Integrating: an
Emerging Technology for Integrating ERP and Supply Chains,” pp. 1087-1096.
[32] Klaus, H., Rosemann, e Gable, G. , “What is ERP,” Information Systems Frontiera, pp. 141-162,
2000.
[33] Davenport, T., “Putting the enterprise into the enterprise system,” Harvard Business Review, pp.
121-131, 1998.
[34] L. Pang, “Manager's Guide to Enterprise Resource Planning (ERP) Systems,” Information
Systems Control Journal, pp. 47-52.
[35] Hoop, W.J. e M.L. Spearman, Factory Phsics: 3 edition. Waveland Press, 2011.
[36] Carvalho, José Crespo de, et al., “Logistica e Gestão da Cadeia de Abastecimento,” 2010.
[37] Marques, Manuel Pina, “Gestão de Stocks,” 2008.
[38] Carvalho, José de Crespo de, “Logística,” 2004.
[39] Pareto, “wikipédia,” 4 Outubro 2017. [Online].

69