Embed Size (px)
Citation preview

MECANISMO DE DANO POR FADIGA E A PREVENÇÃO DE FALHA EM COMPÓSITOS DE PRFV
RAIMUNDO CARLOS SILVERIO FREIRE JÚNIOR
UFRN – CCET – PDCEM
Campus Universitário – Lagoa Nova
Natal – RN – CEP: 59072-970
Tel./Fax: (84) 215-3826
E-mail: [email protected]
EVE MARIA FREIRE DE AQUINO
UFRN-DEM/PPGEM - Centro de Tecnologia
Campus Universitário - Lagoa Nova
Natal - RN - CEP: 59072 - 970
Tel/Fax: 0(xx)84 215 3768
E-mail: [email protected]
Resumo. Este trabalho tem como objetivo a realização do monitoramento do dano formado em compostos laminados
durante o ensaio de fadiga, mostrando as etapas de formação e propagação de dano para três tipos de carregamentos
cíclicos: o compressivo, o trativo e o alternado. Este estudo foi desenvolvido para duas configurações do laminado,
incluindo a variação do número de camadas. Os laminados são constituídos de resinas de poliéster ortoftálicas reforçadas
com fibras de vidro/E (PRFV). As mesmas se apresentam na forma de mantas de fibras curtas e tecido têxtil cruzado.
Como ensaios preliminares, foram realizados os ensaios de densidade e calcinação e os ensaios mecânicos de tração e
compressão uniaxiais. Em seguida foram feitos os ensaios de fadiga à tração (R=0.1), à compressão (R=10) e fadiga
axial alternada (R=–1), todos com variação da tensão máxima. A partir dos resultados obtidos, percebeu-se que para
carregamentos cíclicos trativos a formação e propagação do dano ocorrem de modo semelhante à outros trabalhos
encontrados na literatura. Porém para a fadiga alternada e compressiva o dano apresentou características peculiares.
Além disso, a partir da análise do dano formado durante o ensaio de fadiga observa-se que dos dois laminados analisados
o que possui simetria na distribuição das suas camadas apresentou um dano menos intenso e conseqüentemente uma
melhor resistência à fadiga.

INTRODUÇÃO
Durante a utilização de um composto laminado, o mesmo pode ser submetido à ação de vários tipos de
carregamentos (e dentre eles carregamentos cíclicos) e, devido a isto, originar a formação de danos internos como
fissuração na matriz, ruptura de fibra, delaminações e microflambagem [1-2]. Com o aparecimento destes tipos de danos
ocorre uma diminuição nas propriedades mecânicas do laminado, de modo que, torna-se importante o estudo da
formação e propagação destes danos para se ter uma idéia melhor da vida útil destes materiais.
Segundo vários autores [3-7], o motivo pelo qual um laminado rompe por fadiga está diretamente relacionado à
formação e propagação do dano durante sua vida útil e isto ocorre devido ao dano diminuir as propriedades mecânicas do
material até o ponto que o mesmo não suporta mais o carregamento que lhe foi fornecido.
Para explicar este fenômeno Reifsnider [3] criou um diagrama que demonstra os passos na formação e
propagação do dano à fadiga. A princípio ocorre a formação de fissuras transversais no laminado e o crescente aumento
da quantidade de fissuras com o aumento do número de ciclos, porém após um determinado número de ciclos ocorre a
saturação na formação das fissuras transversais, esta saturação foi chamada por Reifsnider de CDS (characteristic
damage state). Em seguida, ocorre o início da delaminação e sua propagação até que o laminado não possua mais
resistência mecânica suficiente para suportar o carregamento ocasionando a ruptura de fibra e a fratura total do laminado.
Além de Reifsnider, Gamstedt [8] também desenvolveu um modelo de formação e propagação de dano para
laminados que possuem fibras transversais em relação ao sentido de aplicação da carga. Este autor considerou que a
interface fibra/matriz destas fibras transversais é a região de maior susceptibilidade a formação de danos no laminado, e
esta formação de dano ocorreria de modo diferente na tração e na compressão. Ainda segundo este trabalho, a aplicação
de cargas alternadas diminuiria de modo bastante significativo à vida útil do laminado, devido a uma combinação da
desaderência fibra/matriz na tração e na compressão aumentando o número de fissuras no laminado e conseqüentemente
diminuindo a resistência do mesmo.
Este trabalho tem como objetivo analisar a formação e propagação do dano durante o ensaio de fadiga de dois
compostos laminados, um possuindo simetria na distribuição de suas camadas e o outro não. Estes laminados são
constituídos de resina de poliéster ortoftálica reforçada com fibras de vidro/E em forma de manta de fibras curtas e
tecido têxtil cruzado. Os ensaios de fadiga uniaxial foram realizados, para valores de R= –1, R=0.1 e R=10, e diferentes
intensidades da tensão máxima aplicada (R é definido como a razão de fadiga, que é o valor da tensão mínima dividido
pela tensão máxima aplicada). Todos os ensaios foram realizados com amplitude de tensão constante durante o ensaio de

cada corpo de prova e o com o número de ciclos de falha dentro da faixa de fadiga de alto ciclo, ou seja acima de 103
ciclos. Além dos ensaios de fadiga realizou-se ensaios de tração uniaxial e compressão uniaxial para a determinação das
tensões últimas do laminado.
PROCEDIMENTO EXPERIMENTAL
Os laminados utilizados neste trabalho foram confeccionados pelo processo de laminação manual em forma de
placas de 1 m2, nos quais utilizou-se como matéria prima a resina de poliéster insaturada ortoftálica e o reforço de
mantas de fibras curtas (5 cm, 450 g/m2) e tecidos têxteis cruzados (450 g/m2) de fibra de vidro/E. Desse modo, foram
fabricadas duas placas, uma com 10 e a outra com 12 camadas, com espessura de 7 e 10 mm, respectivamente e com as
seguintes configurações.
[ ][ ] )( camadas 12 de laminado do ãoConfiguraç M/T/M/T/M/T/M/M/T/M/T/M
)( camadas 10 de laminado do ãoConfiguraç M/T/M/T/M s
C12C10
Os símbolos M e T são referentes à manta e tecido têxtil cruzado de fibra de vidro E, respectivamente. O
símbolo s é referente à simetria do laminado, observando-se que o laminado C10 é simétrico e o C12 não apresenta
simetria com relação à distribuição de suas camadas. Os mesmos são utilizados na fabricação de reservatórios industriais
de grande porte.
Foram realizados ensaios preliminares de densidade volumétrica e de calcinação nos dois laminados,
necessários à obtenção dos percentuais de fibras, resina e vazios. Os resultados são mostrados na Tabela (1). A partir
destes resultados percebe-se que os dois laminados possuem praticamente os mesmos percentuais de fibras, resina e
vazios. Desse modo, pode-se considerar que qualquer variação nas propriedades mecânicas e no mecanismo de formação
do dano entre eles, será somente em conseqüência da variação da sua configuração, já que se mantém constantes a
orientação das fibras (tecido cruzado) com relação ao carregamento aplicado.
Para o corte das placas utilizou-se um disco de corte diamantado (DIFER D252), de forma a evitar um possível
"arranque" de fibras ou qualquer outro tipo de dano nos corpos de prova. As dimensões dos corpos de prova para o
ensaio de tração uniaxial foram retiradas da norma ASTM D 3039 [9], e as dimensões dos corpos de prova de
compressão e fadiga uniaxial (R = 10, R = -1 e R = 0.1) foram inspiradas no trabalho de Mandell [10]. De modo que,
todos os corpos de prova foram feitos de forma retangular em um mesmo sentido do laminado com as seguintes
dimensões: 200 x 25 mm para os ensaios de tração e fadiga uniaxiais, e 100 x 25 mm para os ensaios de compressão
uniaxial. Os comprimentos úteis (gage) são de 127 mm para os corpos de prova de tração e fadiga uniaxiais com R = 0.1,

40 mm para os corpos de prova de fadiga com R = -1 e R = 10 e de 35 mm para os corpos de prova de compressão
uniaxial.
Para os ensaios de tração uniaxial utilizou-se uma máquina de Tração Universal Mecânica PAVITEST, com
uma velocidade de deslocamento de 1 mm/min. Os ensaios de compressão foram realizados em uma máquina MTS-810
servo-hidráulica, utilizando-se uma velocidade de deslocamento de 1 mm/min. Foram utilizados 5 corpos de prova na
realização de cada ensaio estático. Os resultados destes ensaios encontram-se na Tabela 2.
A partir destes resultados, percebe-se que os valores das tensões últimas e módulos elásticos dos dois laminados
são bastante próximos e que a maior diferença percentual entre os dois está no modulo de elasticidade à compressão
(variação percentual de 11 %). Isto demonstra que os dois laminados possuem uma resistência a esforços estáticos
bastante próximos.
Os ensaios de fadiga foram feitos em uma máquina MTS servo-hidráulica, utilizando-se uma freqüência de 5 Hz
com comportamento senoidal e razões de fadiga R = 0.1, R = –1 e R = 10. Para a obtenção da curva S-N fez-se
primeiramente um ensaio com tensão máxima a 60 % do valor de tensão última do laminado (para R = 0.1 e R = –1
utilizou-se a tensão última à tração e para R = 10 utilizou-se a tensão última à compressão) e a partir deste resultado
escolheu-se os valores de tensão máxima dos outros ensaios. Os ensaios foram feitos de modo que os valores do número
de ciclos de falha ficassem entre 103 e 106 ciclos, caracterizando dessa forma a fadiga de alto ciclo. Para cada valor de
tensão máxima escolhido, utilizou-se 3 corpos de prova, totalizando 87 corpos de prova na conclusão dos ensaios. Todos
os ensaios foram feitos a temperatura ambiente (25 °C) e com umidade relativa do ar a 50 %.
Para o acompanhamento do dano durante os ensaios de fadiga, utilizou-se o seguinte procedimento; anotou-se o
valor de número de ciclos na qual não se percebia mais o aumento de trincas transversais no laminado (estado de
saturação) e o valor de número de ciclos na qual se percebia o aparecimento da delaminação no laminado. Além desta
forma de controle de dano, utilizou-se uma máquina fotográfica digital Kodak – Dc215 de resolução de 1100 x 900
pontos para a análise da formação e propagação do dano ao longo da espessura do laminado (bordos livres), tirando-se
fotos durante todo o ensaio.
RESULTADOS
Para um melhor entendimento do mecanismo de dano, a análise da fratura será descrita para cada tipo de razão
de fadiga utilizado (R = 0.1, R = -1 e R = 10), para as duas configurações analisadas. Esta divisão foi feita devido aos
diferentes tipos de formação e propagação do dano encontrados dependendo da razão de fadiga utilizada.

Análise do Dano Durante o Ensaio de Fadiga para R = 0.1
A partir da análise da formação e propagação do dano nos laminados, a prevenção de falha, ou mais
precisamente, o início de qualquer tipo de dano no material, pode ser melhor definido através da idealização do
Diagrama de Formação e Propagação do Dano (DFPD), para todas as razões de fadiga estudadas. A figura 1 mostra o
DFPD para os laminados C10 e C12 com R = 0.1. Pelos resultados encontrados, pode-se definir os passos (ou etapas)
para formação e propagação de dano:
1) Formação de fissuras transversais em toda área útil dos corpos de prova (bordo livre e largura) até a sua saturação.
2) Formação e propagação de delaminações iniciadas pela união das fissuras transversais.
3) Ruptura de fibra seguido da fratura final dos corpos de prova (esta ultima etapa é a curva S-N).
Analisando-se o DFPD da figura 1, percebe-se que os resultados aqui apresentados, condizem com os
resultados obtidos por Reifsnider [3] que registrou os mesmos passos para a formação e propagação do dano em
laminados unidirecionais.
Analisando os diagramas (a) e (b) na figura 1 percebe-se que o laminado C12 (figura 1b) apresenta uma
saturação de fissuras abaixo de 104 ciclos, enquanto que o laminado C10 (figura 1a) registra uma saturação acima de 104
ciclos para os mesmos valores de tensão máxima (σmax) aplicada. Em conseqüência disso, o laminado C12 inicia o
processo de delaminação mais prematuramente se comparado ao laminado C10. Isso faz com que o laminado C10 tenha
uma maior resistência a fadiga do que o laminado C12 conforme pode ser percebido na mesma figura, demonstrando
assim a importância da análise do ponto de saturação de fissuras transversais para se obter um melhor diagnóstico da
vida útil do laminado composto.
O motivo pelo qual seria necessário um número de ciclos maior para a ocorrência de saturação de fissuras
transversais no laminado C10, pode estar relacionado com a simetria deste laminado, pois, devido a esta simetria, o
mesmo possui uma melhor distribuição de tensões internas [11]. Isto retardaria a saturação de fissuras transversais, já
que iriam existir menos pontos de concentração de tensões dificultando, assim, a formação destas fissuras.
Outra característica interessante encontrada no laminado C12, e que pode também se aplicar ao fato da sua
menor resistência à fadiga quando comparado ao laminado C10, é com relação ao fenômeno da delaminação, pois,
enquanto o laminado C10 sempre iniciava sua delaminação nas camadas internas do laminado, o laminado C12 iniciava
sua delaminação preferencialmente nas camadas externas. Este fato chegou ao ponto da ocorrência da ruptura de uma das

camadas mais externas do laminado C12 (este tipo de ruptura não ocorreu no laminado C10) antes de sua ruptura final,
conforme é ilustrado na figura 2.
Análise do Dano Durante o Ensaio de Fadiga para R = -1
Mostra-se na figura 3(a) e 3(b) os DFPD dos laminados C10 e C12, respectivamente, para R = -1. Na análise
dos dados observa-se que os passos para a formação e propagação de dano nestes laminado foram os seguintes:
1) Formação de fissuras transversais no corpo de prova.
2) Início de delaminação nos bordos livres e posterior propagação ao longo da largura do corpo de prova.
3) Saturação das fissuras transversais.
4) Continuação da formação e propagação de delaminações no corpo de prova.
5) Ruptura de fibra com posterior fratura final do corpo de prova.
Analisando-se estes diagramas, percebe-se a ocorrência de um fato novo durante o ensaio que foi o início da
delaminação, antes da saturação das fissuras transversais. A ocorrência desta, parece estar relacionada ao tipo de carga
aplicada ao laminado, pois com a razão de fadiga sendo R = -1, o laminado sofre carregamento alternado (tração e
compressão) dando inicio, prematuramente, a formação da delaminação. Desse modo. é importante analisar com mais
atenção o tipo de carga aplicada na formação e propagação do dano no laminado submetido à fadiga.
Comparando-se os dois DFPD da figuras 3, verifica-se que tanto o início da delaminação quanto a saturação das
fissuras transversais ocorreram em um número de ciclos menor no laminado C12 (entre 500 e 104 ciclos) (figura 3b) se
comparado ao laminado C10 (entre 103 e 105 ciclos) (figura 3a), considerando o mesmo valor de tensão máxima
aplicada. Resumindo, novamente o laminado C12 iniciou sua formação e propagação da delaminação prematuramente
comparado ao laminado C10 e, em conseqüência disso, teve sua resistência à fadiga diminuída.
O motivo pelo qual seria necessário um número de ciclos maior para o laminado C10 atingir a saturação de
fissuras transversais e início de delaminação, pode estar relacionado com a simetria deste laminado, pelas razões já
colocadas em análise anterior [11]. Isto retardaria a saturação de fissuras transversais, e além disso dificultaria a
formação de delaminações, principalmente nas camadas externas do laminado. Para melhor demonstrar este fato, ilustra-
se na figura 4 uma série de fotografias tiradas durante o ensaio de fadiga de um laminado C10, para uma tensão máxima
(σmax) aplicada de 69 MPa e número de ciclos de ruptura (N0) de 4400 ciclos. O símbolo N demonstra o número de
ciclos no qual foi tirada a fotografia.

De acordo com a figura 4, as delaminações ocorreram nas camadas internas do laminado. Este tipo de
ocorrência foi similar para todos os corpos de prova analisados do laminado C10, porém este fato não foi encontrado no
laminado C12. No caso do laminado C12 as delaminações ocorreram de modo totalmente aleatório, formando-se tanto
nas camadas internas do laminado quanto nas camadas externas. Como exemplo, mostra-se na figura 5 a seqüência de
dano ocorrido no laminado C12 ensaiado com razão de fadiga (R) igual a -1, a tensão máxima (σmax) de 46 MPa e o
número de ciclos de ruptura (N0) de 17500 ciclos.
Para comparar o fenômeno da delaminação ocorrida nos dois laminados pode-se utilizar as figuras 5 e a 6, que
demonstram as seqüências de dano ocorridas nestes dois laminados utilizando-se R = -1 e a mesma tensão máxima
aplicada, σmax = 46 MPa. Pelo monitoramento percebe-se que para um percentual de 28 % de vida útil para C12 e 33 %
para C10 (valores que podem ser considerados próximos) o laminado C12 já apresenta uma grande quantidade de
delaminações, enquanto que o laminado C10 encontra-se pouco delaminado. Além disso, comparando-se as fotografias
tiradas a 57 % de vida útil do laminado C12 e 60 % de vida útil do laminado C10, percebe-se que o laminado C10
praticamente só possui delaminações nas suas camadas internas, enquanto que o laminado C12 possui delaminações em
quase todas as suas camadas. Isto demonstra o quanto a simetria do material (no caso do laminado C10) é importante na
formação e na propagação do dano durante a fadiga nos laminados e, conseqüentemente, na resistência à fadiga dos
mesmos.
Análise do Dano Durante o Ensaio de Fadiga para R = 10
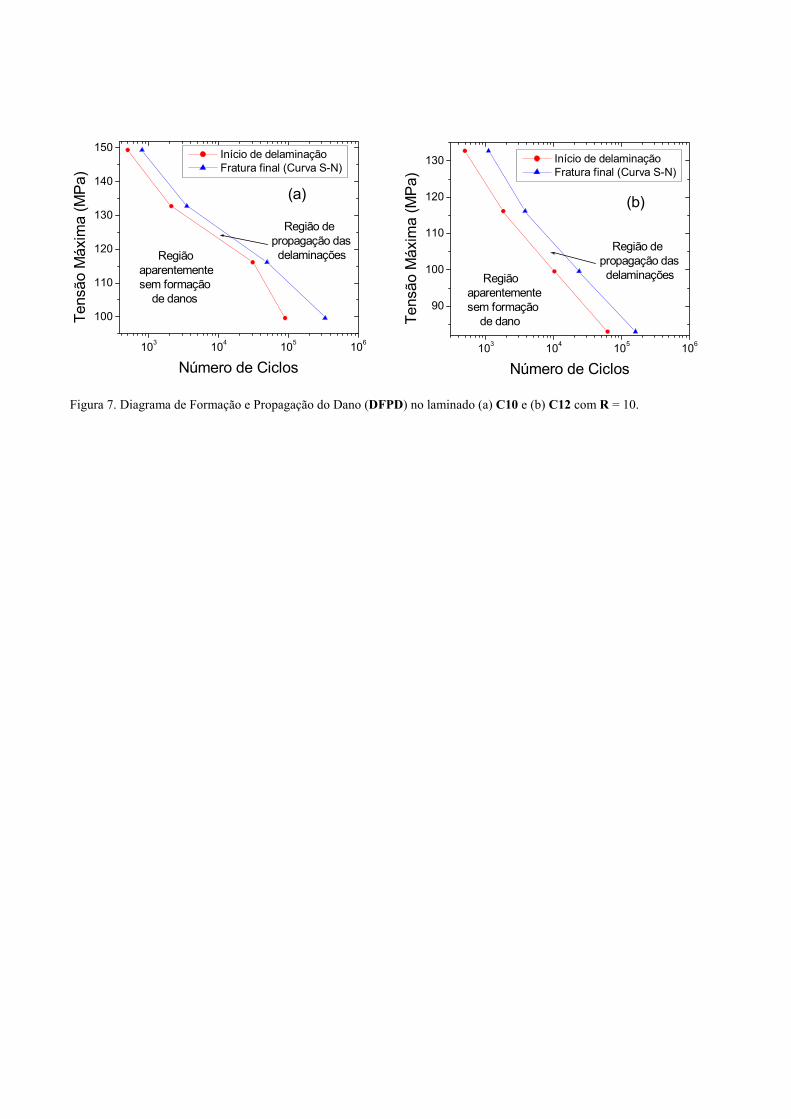
Mostra-se na figura 7 os Diagramas de Formação e Propagação do Dano (DFPD) nos laminados C10 e C12,
respectivamente, para R = 10. Os passos para a formação e propagação de dano nestes laminados foram os seguintes:
1) Início de formação de delaminação nos bordos livres dos corpos de prova.
2) Propagação das delaminações ao longo da largura dos corpos de prova.
3) Ruptura de fibra seguido da fratura final do corpo de prova.
Analisando-se os corpos de prova, percebe-se que, para este tipo de razão de fadiga (R = 10) não foi observado
a presença, durante o ensaio, de fissuras transversais nos laminados. Este fenômeno pode ser atribuído ao tipo de
carregamento cíclico aplicado ser essencialmente compressivo, de modo que, sem a atuação de tensões trativas, a ruptura
da matriz se apresentou de modo pouco intenso e em etapas mais próximas à fratura final do laminado. Novamente,
percebe-se a importância do tipo de carga cíclica aplicada ao laminado na formação e na propagação do dano no mesmo.

Comparando-se os DFPD da figura 7, percebe-se que para os mesmos valores de tensão máxima aplicada (entre
99.6 e 132.8 MPa), o laminado C12 possui um início de formação de delaminação mais prematuro (entre 400 e 10300
ciclos) se comparado ao laminado C10 (entre 2100 e 90000 ciclos). Em conseqüência disto, registra-se uma menor vida
útil para o laminado C12. Estes resultados demonstram, novamente, a importância da simetria do laminado para a melhor
distribuição de tensões internas e melhor resistência à fadiga do mesmo.
A figura 8 demonstra a formação e a propagação do dano ao longo da espessura (bordo livre) do laminado C12,
para uma tensão máxima (σmax) aplicada de 99.6 MPa com número de ciclos de ruptura (N0) de 38700 ciclos e com razão
de fadiga (R) igual a 10. Por esta figura, percebe-se que o laminado C12 possuiu delaminação na maioria de suas
camadas e, devido a isto, pode-se dizer que este laminado teve uma redução significativa da sua vida útil.
Ainda como fonte ilustrativa do monitoramento do dano, a figura 9 demonstra a formação e a propagação do
dano ao longo da espessura (bordo livre) do laminado C10, para uma tensão máxima (σmax) aplicada de 132.8 MPa com
número de ciclos de ruptura (N0) de 3500 ciclos e com razão de fadiga (R) igual a 10. Por esta figura, percebe-se que o
laminado C10 só possuiu delaminação nas suas camadas mais internas, e, devido a esta menor concentração de
delaminações, pode-se dizer que este laminado teve um aumento significativo da sua vida útil.
Para comparar os resultados do dano obtidos nos dois laminados compostos pode-se utilizar as figuras 9 e 10
que ilustram uma seqüência de fotografias obtidas para R = 10 com a mesma tensão máxima (σmax) de 132.8 MPa
aplicada aos laminados C10 e C12, respectivamente. Em análise aos resultados, observa-se que, para um percentual de
vida a fadiga de 29 % para o laminado C10, o mesmo não possui, praticamente, nenhum tipo de dano formado no
laminado, enquanto que, para um percentual de 34 % do laminado C12 a formação de delaminações é bastante acentuada
para várias camadas do laminado. Este fato pode proporcionar, mais uma vez, ao laminado C12 uma vida útil à fadiga
menor quando comparado à do laminado C10.
CONCLUSÕES
- O monitoramento da fratura para R = 0,1 dos dois laminados demonstrou que os passos de ocorrência de dano nesta
razão de fadiga foram: ocorrência de fissuras transversais até a sua saturação, formação e propagação de delaminações,
ruptura de fibras e fratura final do laminado.
- O monitoramento da fratura para R = -1 dos dois laminados demonstra que os passos de ocorrência de dano nesta razão
de fadiga foram: ocorrência de fissuras transversais, formação e propagação das delaminações, saturação das fissuras
transversais, continuação da formação e propagação das delaminações, ruptura de fibras e fratura final do laminado.

- O monitoramento da fratura para R = 10 dos dois laminados demonstrou que os passos de ocorrência de dano nesta
razão de fadiga foram: formação e propagação de delaminações, ruptura de fibras e fratura final do laminado.
- Demonstra-se pelos resultados obtidos no monitoramento da fratura que o número de ciclos de início da delaminação
para todas as razões de fadiga (R) estudadas está, diretamente, relacionado com a vida útil do laminado. Em outras
palavras, quanto menor o número de ciclos exigidos para o início da delaminação, menor é a resistência à fadiga do
laminado.
- A partir do monitoramento da fratura através de fotos tiradas durante o ensaio, percebeu-se que o laminado C12
possuiu delaminação em, praticamente, todas as camadas e, principalmente, nas camadas externas; enquanto que o
laminado C10 só possuiu delaminação nas camadas internas. A falta de simetria no laminado C12 tem influência direta
neste resultado.
- A idealização dos DFPD possibilita a prevenção da falha ou início do dano, em função da intensidade da tensão
máxima aplicada e o número de ciclos correspondente ao início do dano.
AGRADECIMENTOS
Os autores agradecem a CAPES pelo financiamento da bolsa, ao Departamento de Engenharia Mecânica da
UFPB Campus II, pela utilização do MTS e ao CEFET – RN pela utilização do PAVITEST.
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Yang B, Kosey V, Adanur S, Kumar S. Bending, Compression and Shear Behavior of Woven Glass Fiber-Epoxy
Composites. Composites – Part B: Engineering, 2000:31:715-721.
[2] Felipe RCTS. Comportamento Mecânico e Fratura de Moldados em PRFV. Dissertação de Mestrado. Universidade
Federal do Rio Grande do Norte, 1997.
[3] Reifsnider KL, Henneke EG, Stinchcomb WW, Duke JC. Mechanics of Composites Materials, Recent Advances,
Pergamon, 1983.
[4] Nguyen T, Tang H, Chuang TJ, Chin J, Wu F. A Fatigue Model for Fiber-Reinforced Polymeric Composites for
Offshore Applications, National Institute of Standards and Technology, 2000.
[5] Takeda N, Kobayashi S, Ogihara S, Kobayashi A. Effects of Toughened Interlaminar Layers on Fatigue Damage
Progress in Quasi-Isotropic CFRP Laminates. International Journal of Fatigue, 1999:21:235-242.

[6] Ogihara S, Takeda N, Kobayashi S, Kobayashi A. Effects of Stacking Sequence on Microscopic Fatigue Damage
Development in Quasi-Isotropic CFRP Laminates with Interlaminar-toughened Layers. Composites Science and
Technology, 1999:59:1387-1398.
[7] Gamstedt EK, Berglund LA, Peijs T. Fatigue Mechanisms in Unidirecional Glass-fibre-reinforced Polypropylene.
Composites Science and Technology. 1999:59:759-768.
[8] Gamstedt EK, Sjögren BA. Micromechanisms in Tension-Compression Fatigue of Composite Laminates Containing
Transverse Plies. Composites Science and Technology, 1999:59:167-178.
[9] ASTM D 3039. Standard Test Method for Tensile Properties of Oriented Fiber Composites, 1990.
[10] Mandell JF, Samborsky DD. DOE/MSU Composite Material Fatigue Database: test Methods, Materials and
Analysis. SAND97-3002, Sandia National Laboratories, 1997.
[11] Herakovich CT. Mechanics of Fibrous Composites, 1997.
103 104 105 106
60
70
80
90
100
110
(a)
Região de formação e propagação das delaminações
Linha de saturação Fratura Final (Curva S-N)
Região de ocorrência de fissuras transversais
Tens
ão M
áxim
a (M
Pa)
Número de Ciclos
103 104 105 106
60
65
70
75
80
(b)
Região de formaçãoe propagação dasdelaminações
Região de ocorrência de fissuras transversais
Tens
ão M
áxim
a (M
Pa)
Número de Ciclos
Linha de saturação Fratura final
(Curva S-N)
Figura 1. Diagrama de Formação e Propagação do Dano (DFPD) nos laminados (a) C10 e (b) C12 com R = 0.1.

Figura 2. Laminado C12 (σmax = 69 MPa, R = 0,1, número de ciclos N = 18700 ciclos, número de ciclos de ruptura N0=
21200 ciclos).
103 104 105 106
35
40
45
50
55
60
65
70
(a)
Linha de saturação Início da
delaminação Fratura final
Região de formação epropagação da delaminação
Região deocorrência de fissuras transversais
Tens
ão M
áxim
a (M
Pa)
Número de Ciclos
103 104 105 106
35
40
45
50
55
60
65
70
(b) Linha de saturação Início da
delaminação Ruptura total
(Curva S-N)
Região de formação epropagação da delaminação
Região de ocorrência defissuras transversais
Tens
ão M
áxim
a (M
Pa)
Número de Ciclos
Figura 3. Diagrama de Formação e Propagação do Dano (DFPD) no laminado (a) C10 e (b) C12 com R = -1.
Ruptura da camada externa

Figura 4. Seqüência de dano ocorrido no laminado C10 ensaiado com R = -1 (N0 = 4400 ciclos, σmax = 69 MPa) (região
de bordo livre).
Delaminações

Figura 5. Seqüência de dano ocorrido no laminado C12 ensaiado com R = -1 (N0 = 17500 ciclos, σmax = 46 MPa) (região
de bordo livre).

Figura 6. Seqüência do dano ocorrido no laminado C10 ensaiado com R = -1 (N0 = 345200 ciclos, σmax = 46 MPa)
(região de bordo livre).
103 104 105 106
100
110
120
130
140
150
(a)
Início de delaminação Fratura final (Curva S-N)
Região depropagação das delaminações Região
aparentementesem formação de danos
Tens
ão M
áxim
a (M
Pa)
Número de Ciclos
103 104 105 106
90
100
110
120
130
(b)
Início de delaminação Fratura final (Curva S-N)
Região depropagação das delaminações Região
aparentementesem formação de danoTe
nsão
Máx
ima
(MPa
)
Número de Ciclos
Figura 7. Diagrama de Formação e Propagação do Dano (DFPD) no laminado (a) C10 e (b) C12 com R = 10.

Figura 8. Seqüência de dano ocorrido no laminado C12 ensaiado com R = 10 (N0 = 38700 ciclos, σmax = 99.6 MPa).

Figura 9. Seqüência de dano ocorrido no laminado C10 ensaiado com R = 10 (N0 = 3500 ciclos, σmax = 132.8 MPa).

Figura 10. Seqüência de dano ocorrido no laminado C12 ensaiado com R = 10 (N0 = 1460 ciclos, σmax = 132.8 MPa).
Tabela 1. Percentuais em volume de fibras, resina e vazios para as configurações C10 e C12.
Fibra (%) Resina (%) Vazios (%)
Laminado C10 32.8 57.2 9.9
Laminado C12 32.9 57.9 9.1
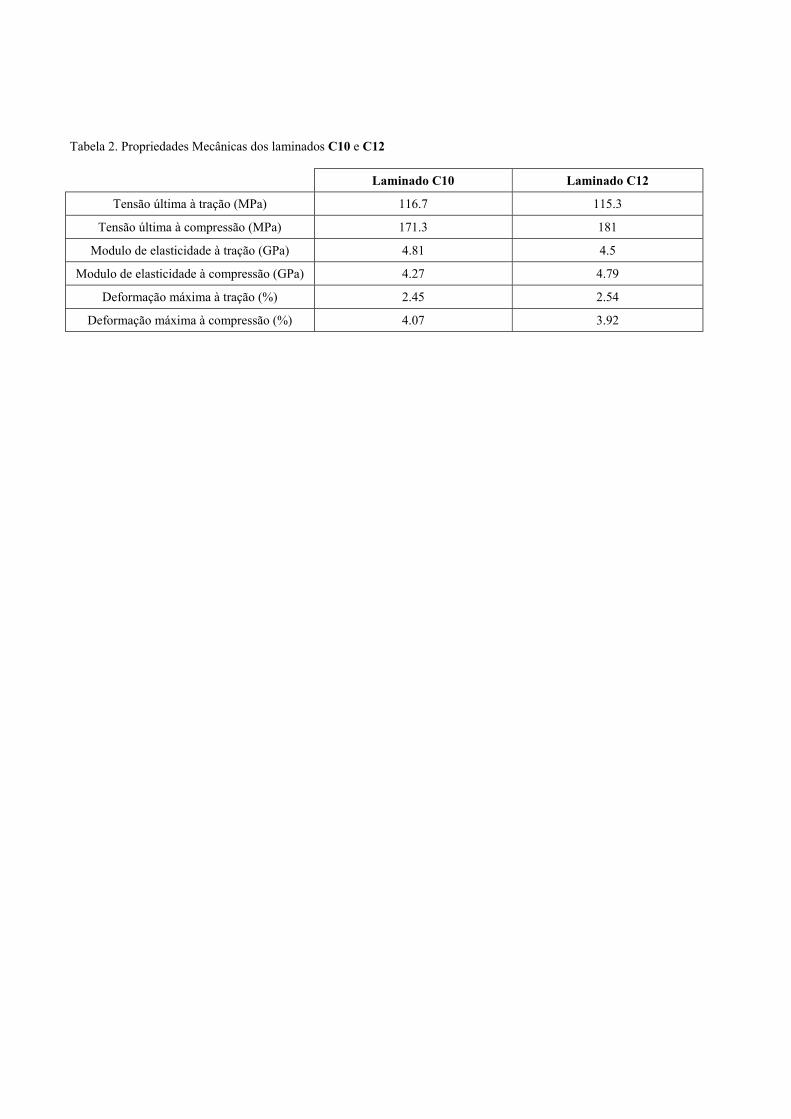
Tabela 2. Propriedades Mecânicas dos laminados C10 e C12
Laminado C10 Laminado C12
Tensão última à tração (MPa) 116.7 115.3
Tensão última à compressão (MPa) 171.3 181
Modulo de elasticidade à tração (GPa) 4.81 4.5
Modulo de elasticidade à compressão (GPa) 4.27 4.79
Deformação máxima à tração (%) 2.45 2.54
Deformação máxima à compressão (%) 4.07 3.92





























