Embed Size (px)
DESCRIPTION
Gestión
Citation preview

1
© Ing. Lucas Kadener 2013 – [email protected]
Gestión, Control y Garantía de la
Calidad en la Industria Alimentaria
Mediciones y muestreo
Ing. Lucas Kadener
5 de Julio de 2013
© Ing. Lucas Kadener 2013 – [email protected]
Proceso de producción de mermelada de frutilla
© Ing. Lucas Kadener 2013 – [email protected]
Introducción
© Ing. Lucas Kadener 2013 – [email protected]
• Los resultados de un proceso varían cada vez que
una actividad u operación se lleva a cabo, porque dos
actividades u operaciones no son nunca exactamente
iguales.
• Para construir la calidad en los productos, se
deberá llevar la variación del proceso al mínimo.
• Las variaciones forman un patrón predecible.
Variabilidad
© Ing. Lucas Kadener 2013 – [email protected]
Variabilidad
• La variabilidad está presente en todo proceso.
• Las diferencias que ocasiona provocan la insatisfacción del cliente.
• La variabilidad genera pérdidas y costos de retrabajo y scrap, tanto por exceso como por defecto.
© Ing. Lucas Kadener 2013 – [email protected]
Variabilidad

2
© Ing. Lucas Kadener 2013 – [email protected]
Tipos de Causas de variación
* Causas comunes de Variación
* Causas especiales de Variación
Variabilidad
© Ing. Lucas Kadener 2013 – [email protected]
Causas comunes de Variación
• La influencia individual de las causas comunes en la Variación es pequeña, pero colectivamente es muy significativa.
Un proceso que sólo se encuentra afectado por causas comunes puede ser llevado a estable y
predecible.
Variabilidad
© Ing. Lucas Kadener 2013 – [email protected]
* Provienen de circunstancias especiales.
Los procesos donde se encuentran causas especiales o “asignables”, son inestables e impredecibles,
debido a que estas causas llevan al proceso a un estado fuera de
control.
Causas especiales de Variación
Variabilidad
© Ing. Lucas Kadener 2013 – [email protected]
Ejemplo : Tiempo de llegada al trabajo
CAUSA COMUN CAUSA ESPECIAL o
ASIGNABLE
• Inclemencias
normales del Clima
• Huracán / Tornado /
Tsunami
• Problemas de tráfico • Paro sorpresivo de
transporte
• Estado de la ruta
utilizada
• Accidente en la ruta
Variabilidad
© Ing. Lucas Kadener 2013 – [email protected]
Asignación del tipo de causa
Los problemas esporádicos están
relacionados con causas especiales
de variación.
En cambio, los problemas crónicos se
relacionan con causas comunes de
variación.
Variabilidad
© Ing. Lucas Kadener 2013 – [email protected]
tamaño
Controlado
(Causas asignables eliminadas)
Fuera de Control
(Causas asignables presentes)
CONTROL DE PROCESO

3
© Ing. Lucas Kadener 2013 – [email protected]
Proceso de producción de mermelada de frutilla
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Condiciones para establecerlos
Proceso Mapeado.
© Ing. Lucas Kadener 2013 – [email protected]
Proceso de producción de mermelada de frutilla
© Ing. Lucas Kadener 2013 – [email protected]
Datos: Variables y Atributos
© Ing. Lucas Kadener 2013 – [email protected]
Datos Productos fuera de especificación.
Color fuera de especificación.
Velocidad de máquinas.
Productividad.
Tiempos perdidos.
Temperatura.
Presión.
Volumen.
Peso.
Etc.
© Ing. Lucas Kadener 2013 – [email protected]
Tipos de Datos
Datos por Variables: Son el resultado de mediciones
Temperatura.
Velocidad.
Peso.
Datos por atributo: Informan sobre la presencia de un atributo o característica
Factura bien o mal confeccionada.
Color fuera de especificación.
Envases sucios.

4
© Ing. Lucas Kadener 2013 – [email protected]
Tipos de Datos
Datos por Variables:
•Cuentan con una escala “objetiva”.
•Se requiere de un instrumento para medir.
•El instrumento debe ser trazable a un patrón.
•Se requiere de un procedimiento “estandarizado”.
•Es posible calcular un error producto de la medición y conocerlo.
© Ing. Lucas Kadener 2013 – [email protected]
Tipos de Datos Datos por Atributos
•Carece de escala o la misma es subjetiva.
•Generalmente no son trazables a patrones.
•Es posible que no requieran de un procedimiento específico de medición.
•No siempre permiten tener una idea de picos o excepciones.
•Generalmente no indican un “grado” de la característica medida.
PERO GENERALMENTE SON MÁS ECONÓMICOS
© Ing. Lucas Kadener 2013 – [email protected]
Conversión
¿Es posible convertir una variable en un atributo?
•Desventajas:
•Se pierde “sensibilidad”.
•Puede dar lugar a conclusiones erróneas.
•NO ES UN PROCESO REVERSIBLE
© Ing. Lucas Kadener 2013 – [email protected]
Conversión
¿Cómo se realiza?
1. Se selecciona el atributo que reemplaza la variable (por ejemplo, nivel).
2. Se define un valor de la variable que represente límite de especificación o bandas (semáforo).
3. Cada vez que se mida la variable, se la convierte a la escala del atributo.
© Ing. Lucas Kadener 2013 – [email protected]
Conversión
¿Cuándo realizarla?
• Cuando no es importante el valor exacto sino una aproximación o idea.
• Si resulta muy costoso medir (costo – beneficio).
• Si el personal no es calificado o apto.
© Ing. Lucas Kadener 2013 – [email protected]
¿Qué es CEP?
• CEP (Control Estadístico de Procesos):
ES UN MÉTODO QUE REDUCE COSTOS DE
PRODUCCIÓN Y BRINDA ADEMÁS UN MEJOR
CONTROL SOBRE LA CALIDAD.
• CEP puede ayudar a:
Mantener el control del proceso y realizar ajustes
antes de que se produzcan partes defectuosas.
Controlar la causa de los defectos.

5
© Ing. Lucas Kadener 2013 – [email protected]
PRODUCCIÓN
INSPECCIÓN
Producto
Método de Detección (Tradicional)
SCRAP O RETRABAJO
OK
¿Por qué CEP?
© Ing. Lucas Kadener 2013 – [email protected]
PRODUCCIÓN
INSPECCIÓN
Producto
Método de Prevención (CEP)
OK
Medición Selectiva:
• Herramientas
• Procesos
• Producto
Posible reducción o
eliminación
¿Por qué CEP?
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
OBJETIVO
Detectar rápidamente la presencia de
causas asignables o corrimientos en el nivel
del proceso para poder investigar y tomar
acciones correctivas ANTES de llegar a
fabricar una cantidad significativa de
unidades fuera de especificación.
© Ing. Lucas Kadener 2013 – [email protected]
UCL
LCL
PROMEDIO
Datos por variable y datos por atributo
GRAFICOS DE CONTROL
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL COMPONENTES
PROMEDIO O MEDIA ( X )
Marca el promedio del proceso, esto es lo mismo que la tendencia central de un histograma. No significa que sea el valor que más se repita.
LIMITE SUPERIOR E INFERIOR DE CONTROL Son función de la variación del proceso debido a las fluctuaciones estables y regulares en el equipo y en el sistema
L = X k * s
“k” es la distancia en desvíos estándar de la línea central a los limites, se acostumbra tomar k = 3
© Ing. Lucas Kadener 2013 – [email protected]
s
2s
3s
s
2s
3s
μ ± 1 σ = 68.26% μ ± 2 σ = 95.44% μ ± 3 σ = 99.73%
GRAFICOS DE CONTROL

6
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL Límites de Control
•Representan la variabilidad del proceso si éste
sufre sólo CAUSAS COMUNES de variación.
•Es decir, representan la DISPERSIÓN del proceso.
•Se calculan de acuerdo a la HISTORIA del proceso.
•Si el proceso cambia (si cambia su media o su
varianza), los límites deberán acompañar este
cambio.
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL Proceso estable / en control
• Los puntos caen regularmente ente los
límites superior e inferior de control.
• El origen de las variaciones son las causas
comunes.
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Proceso estable / en control
Si un proceso es estable o está bajo control:
• Su comportamiento futuro es predecible.
• Es consistente a través del tiempo.
Consistente respecto del promedio y
también respecto de la dispersión.
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL Hay que prestar atención al gráfico si:
• Un punto cae por arriba del límite superior de control
• Un punto cae por debajo del límite inferior de control
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL Hay que prestar atención al gráfico si:
• Existe una sucesión de ocho o más puntos
consecutivos, ya sea todos por arriba o por debajo de la
línea promedio del proceso.
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Los datos fuera de los límites de control o
la violación a la regla de los ocho puntos,
implican que el proceso tiene más
variación de la esperada o que el proceso
se ha desviado.

7
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Hay que prestar atención al gráfico si:
• Se observan ciclos en el proceso:
•El gráfico presenta un mezclado:
PATRONES ADICIONALES
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Hay que prestar atención al gráfico si: • Se observa un cambio de nivel en el proceso:
• El gráfico presenta una tendencia ascendente o descendente
PATRONES ADICIONALES
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Hay que prestar atención al gráfico si:
• Se observa aproximación a la línea media:
PATRONES ADICIONALES
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Los gráficos de control informan cuando
tomar acción y cuando no tomarla.
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
No debe tomarse acción en un punto que está en
control, a pesar de que se halle fuera de
especificaciones.
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL El gráfico siguiente muestra un proceso en
el que se perdió la oportunidad de realizar
un ajuste.

8
© Ing. Lucas Kadener 2013 – [email protected]
GRAFICOS DE CONTROL
Límites de prueba y revisados
•En las primeras mediciones, se deben suponer límites de control, los cuales se “prueban” en el siguiente período de mediciones.
•Si estos límites “funcionan”, se los deja hasta próximo aviso. Si no resultan buenos, se eliminan los puntos donde se encontraron causas asignables y se los recalcula.
© Ing. Lucas Kadener 2013 – [email protected]
Proceso de producción de mermelada de frutilla
© Ing. Lucas Kadener 2013 – [email protected]
Capacidad
© Ing. Lucas Kadener 2013 – [email protected]
tamaño
Controlado
(Causas asignables eliminadas)
Fuera de Control
(Causas asignables presentes)
CONTROL DE PROCESO
© Ing. Lucas Kadener 2013 – [email protected]
Controlado pero no apto (variación de excesivas causas comunes)
Controlado y Apto
(variación de Causas comunes reducidas)
Límite Superior
de Especificación USL
Límite Inferior de Especificación
LSL
APTITUD DEL PROCESO
© Ing. Lucas Kadener 2013 – [email protected]
CAPACIDAD DE PROCESOS
Capacidad
Definición:
•Relación entre la forma en que uno espera que opere y la forma en que está operando el proceso.
•Habilidad del proceso para cumplir con las especificaciones

9
© Ing. Lucas Kadener 2013 – [email protected]
Capacidad
Relación entre la variabilidad de un
proceso/producto y su especificación
Proceso Capaz: Genera una alta proporción de productos dentro de su especificación.
Proceso No Capaz: Genera una alta proporción de productos fuera de su especificación.
© Ing. Lucas Kadener 2013 – [email protected]
CAPACIDAD DE PROCESOS
Capacidad
Debemos siempre recordar que:
• NO HAY CAPACIDAD SIN CONTROL!!
© Ing. Lucas Kadener 2013 – [email protected]
PROCESO CAPAZ
LSL USL LSL USL
PROCESO NO CAPAZ
CAPACIDAD DE PROCESOS
Capacidad
© Ing. Lucas Kadener 2013 – [email protected]
CAPACIDAD DE PROCESOS
Índice de Capacidad CP
Condiciones para el cálculo
•El Proceso debe estar en control.
•Se deben conocer los límites de especificación del Proceso.
•Se supone una distribución tipo normal.
•La media del Proceso (Valor medio en el histograma) coincide con el valor medio de especificación.
© Ing. Lucas Kadener 2013 – [email protected]
CAPACIDAD DE PROCESOS
Índice de Capacidad
Si el índice de Capacidad (CP) resulta
•Menor a 1: el Proceso normalmente genera productos fuera de especificación.
•Igual a 1: Estamos en el límite.
•Mayor a 1: Normalmente, el Proceso genera productos en especificación.
© Ing. Lucas Kadener 2013 – [email protected]
CAPACIDAD DE PROCESOS
Índice de Capacidad

10
© Ing. Lucas Kadener 2013 – [email protected]
Límite inferior de
especificación
Límite superior de
especificación
Capacidad Proceso Capaz pero descentrado
© Ing. Lucas Kadener 2013 – [email protected]
Límite inferior de
especificación
Límite superior de
especificación
Capacidad Cambio en la media del proceso
© Ing. Lucas Kadener 2013 – [email protected]
CAPACIDAD DE PROCESOS
Procesos Capaces al límite
Límite inferior de
especificación
Límite superior de
especificación
Límite inferior de
especificación
Límite superior de
especificación
© Ing. Lucas Kadener 2013 – [email protected]
Proceso de producción de mermelada de frutilla
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Condiciones para establecerlos
Proceso Mapeado.
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Condiciones para establecerlos
Proceso Mapeado.

11
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Condiciones para establecerlos
Puntos críticos (de cambio) estudiados y detectados.
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Condiciones para establecerlos
Puntos críticos (de cambio) estudiados y detectados.
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Condiciones para establecerlos
Variables o atributos a analizar:
1 – Características de la Materia prima.
7 – Temperatura.
11 - % de sólidos solubles (° Brix).
13 – Temperatura y presión del evaporador. % de sólidos
solubles (° Brix).
16 – Características organolépticas, pH, UFC.
19 – Características del Rotulado y otros atributos.
© Ing. Lucas Kadener 2013 – [email protected]
Elección de puntos de control
Consideraciones
El punto de control debe ser estable.
El punto de control debe estar accesible.
Debe ser posible realizar una acción correctiva que
impacte aguas abajo del punto de control.
No confundir control de un equipo (por ejemplo,
temperatura) con control del proceso.
La variable a medir debe ser representativa.
© Ing. Lucas Kadener 2013 – [email protected]
Reflexiones sobre el
muestreo
© Ing. Lucas Kadener 2013 – [email protected]
Características de una muestra:
1. Qué se mide/cuenta. 2. Cómo se mide/cuenta. 3. Dónde se mide/cuenta. 4. Cuándo se mide/cuenta.
Esta información proporciona un
CONTEXTO
MUESTREO

12
© Ing. Lucas Kadener 2013 – [email protected]
Características de una muestra:
• Una muestra es representativa (en su CONTEXTO) cuando puede:
1. Dar su origen (máquina, partida, turno, etc.).
2. Representar cualquier cambio significativo en el proceso.
MUESTREO
© Ing. Lucas Kadener 2013 – [email protected]
Cómo definir el tamaño muestral / subgrupos:
1. Qué representan los valores individuales? 2. Cómo se obtienen estos valores? Quién los
obtiene? Cada cuanto? Dónde? De qué manera? Con qué instrumentos o equipos?
3. Qué fuentes posibles de variación se presentan en esta información?
4. Cómo se organiza la información? Cuál es el origen de la variación de los subgrupos, tanto dentro como entre ellos?
5. Qué espero de los datos? Son las causas normales quienes determinan su variación?
MUESTREO
© Ing. Lucas Kadener 2013 – [email protected]
6 principios para realizar subgrupos:
1. Nunca agrupe información disímil.
2. Minimice la variación intra muestra.
3. Maximice la oportunidad de variación entre diferentes muestras.
4. Promedie el ruido y no las señales.
5. Trate el gráfico de acuerdo a los datos.
6. Establezca procedimientos para el muestreo.
MUESTREO
© Ing. Lucas Kadener 2013 – [email protected]
Proceso de producción de mermelada de frutilla
© Ing. Lucas Kadener 2013 – [email protected]
Muestreo para la Aceptación
© Ing. Lucas Kadener 2013 – [email protected]
Riesgos definidos al recepcionar productos
Riesgo del comprador: Aceptar lotes no conformes.
Riesgo del vendedor: Rechazar lotes aceptables

13
© Ing. Lucas Kadener 2013 – [email protected]
Muestreo simple – Instrucción de muestreo
Basa la decisión a tomar sobre el lote en el resultado
de una sola muestra
Instrucción de muestreo: ( n - c )
n : tamaño de muestra
c : número de aceptación
N : tamaño del lote
© Ing. Lucas Kadener 2013 – [email protected]
Ventajas del muestreo
Costos de inspección más bajos
Menor probabilidad de problemas por manipulación
de los productos
Posibilidad de utilizarse en ensayos destructivos
Los lotes están disponibles más rápidamente
Se necesita menos personal
El rechazo del lote actúa como señal de alerta
Riesgos cuantificables
© Ing. Lucas Kadener 2013 – [email protected]
Desventajas del muestreo
Riesgo de aceptar lotes “malos” y rechazar lotes
“buenos”
Menor información acerca del producto o del proceso de
fabricación
Requiere planificación, capacitación y documentación del
procedimiento de muestreo
© Ing. Lucas Kadener 2013 – [email protected]
Formación de lotes
Los lotes deben ser homogéneos
Lotes grandes son preferibles a los lotes
pequeños
La extracción se realiza al azar (criterios)
Flujo continuo de mercancía
© Ing. Lucas Kadener 2013 – [email protected]
Muestreo aleatorio
Las unidades seleccionadas para la inspección deben ser
elegidas en forma aleatoria (cada unidad en el lote
tiene igual oportunidad de formar parte de la
muestra), y deben ser representativas del lote
(espacialmente)
© Ing. Lucas Kadener 2013 – [email protected]
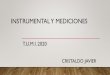
Curva Característica Operativa
Muestra como la probabilidad de aceptación de lotes
varía con la calidad del material sujeto de la inspección
Revela la potencia discriminatoria del plan de muestreo
P(aceptar)=f(%defectuosos)

14
© Ing. Lucas Kadener 2013 – [email protected]
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,10
Pro
babilidad d
e A
ceptació
n
( Pa )
Porcentaje de unidades no conformes en el lote (p)
Curva característica Operativa
Muestreo 50 - 1
© Ing. Lucas Kadener 2013 – [email protected]
Rechazar lotes “buenos”
Riesgo del Proveedor =
P (rechazar lotes “buenos”) = a
Riesgos en la recepción y despacho de
productos
Aceptar lotes “malos”
Riesgo del Consumidor =
P (aceptar lotes “malos”) = b
© Ing. Lucas Kadener 2013 – [email protected]
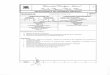
0,0
0,2
0,4
0,6
0,8
1,0
0,00 0,02 0,04 0,06 0,08
Pa
p
(n=50, c=1)
(n=100, c=2)
(n=200, c=4)
Curva característica Operativa
Efectos de n y c
© Ing. Lucas Kadener 2013 – [email protected]
0,0
0,2
0,4
0,6
0,8
1,0
0,00 0,02 0,04 0,06 0,08
(n=50, c=1)
(n=100, c=1)
(n=200, c=1)
Efecto de cambiar n en la curva
característica
© Ing. Lucas Kadener 2013 – [email protected]
0,0
0,2
0,4
0,6
0,8
1,0
0,00 0,02 0,04 0,06 0,08
Pa
p
(n=90, c=0)
(n=90, c=1)
(n=90, c=2)
Efecto de cambiar c en la curva
característica
© Ing. Lucas Kadener 2013 – [email protected]
Tipos de planes de Muestreo
Muestreo simple
Muestreo doble
Muestreo múltiple
Muestreo secuencial

15
© Ing. Lucas Kadener 2013 – [email protected]
Sistemas de muestreo IRAM 15 (MIL STD 105E)
El punto clave en el empleo de la norma es el nivel de
calidad aceptable AQL (Acceptable Quality Level)
AQL es el máximo porcentaje de unidades no-conformes
(defectuosas) que puede ser considerado satisfactorio
(“Promesa del Proveedor”)
© Ing. Lucas Kadener 2013 – [email protected]
IRAM 15 (MIL STD 105E)
Valores de AQL
Para planes de porcentaje de defectuosos los valores de
AQL van de 0,10% a 10%
Para planes de defectos por unidad, hay 10 valores de
AQL adicionales llegando hasta 1000 defectos por 100
unidades.
© Ing. Lucas Kadener 2013 – [email protected]
Sistemas de muestreo IRAM 15 (MIL STD 105E)
La norma provee tres tipos de planes de muestreo:
Muestreo simple
Muestreo doble
Muestreo múltiple
© Ing. Lucas Kadener 2013 – [email protected]
Sistemas de muestreo IRAM 15 (MIL STD 105E)
La norma ofrece niveles de inspección:
Generales: I, II, III
Especiales: S-1, S-2, S-3, S-4
Los niveles de inspección se corresponden con
los costos de la inspección
© Ing. Lucas Kadener 2013 – [email protected]
Sistemas de muestreo IRAM 15 (MIL STD 105E)
La norma ofrece diferentes grados de inspección:
Normal
Aumentado
Reducido
El grado de inspección a utilizar es
determinado por la historia de calidad de
los lotes (constancia)
© Ing. Lucas Kadener 2013 – [email protected]
Sistemas de muestreo
IRAM 15 (MIL STD 105E)
Tabla de letras características
Niveles de inspección
+
Tamaño de lote
Letra característica

16
© Ing. Lucas Kadener 2013 – [email protected]
Tabla de planes de muestreo
AQL
+
Letra característica
Plan de muestreo:
( n – c )
Sistemas de muestreo IRAM 15 (MIL STD 105E)
© Ing. Lucas Kadener 2013 – [email protected]
Procedimiento para el uso de la norma IRAM 15 (MIL STD 105E)
elegir el AQL
elegir el nivel de inspección
determinar el tamaño de lote
determinar la letra característica apropiada
determinar el tipo de plan de muestreo
determinar el grado de inspección
determinar el plan de muestreo (n – c)
© Ing. Lucas Kadener 2013 – [email protected]
Norma IRAM 15 (MIL STD 105E) Tabla de letras y lotes
(Muestreo simple)
© Ing. Lucas Kadener 2013 – [email protected]
Norma IRAM 15 (MIL STD 105E) Tabla de muestreo simple
Inspección normal
© Ing. Lucas Kadener 2013 – [email protected]
Norma IRAM 15 (MIL STD 105E) Tabla de muestreo simple
Inspección reducida
© Ing. Lucas Kadener 2013 – [email protected]
Norma IRAM 15 (MIL STD 105E) Tabla de muestreo simple
Inspección rigurosa

17
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Características
Existen porque SE MIDE
Contribuyen a la variación del proceso
Influyen en forma adversa sobre el proceso
(variabilidad)
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Componentes del proceso de
medición Personas
Diferencias de Percepción
Diferencias de Interpretación
Método
Cambio de método hace variar los resultados
Debe estar documentado
Equipo
Selección / Diseño adecuado para la tarea
Estable / Confiable
Suele ser considerado como única fuente de error (!!)
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Componentes del proceso de
medición
Ambiente
Ambiente físico
Ambiente laboral / gerencial
Referencia
Misma referencia para todos los equipos (similares)
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Desmitificando términos
Valor Verdadero
Valor “teóricamente correcto” de la variable que se
esta midiendo.
Se estima a través del proceso de medición.
Calibración
Acto de aplicar un valor conocido de entrada a un
sistema de medición con el propósito de observar la
salida del mismo.
Discriminación
Es la mínima graduación en la escala de un
instrumento.
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Desmitificando términos
Precisión
Cualidad de un dispositivo de medición de proveer
valores repetitivos al medir una misma característica
de un mismo producto.
Grado en que concuerdan las medidas tomadas sobre
un mismo producto.
Factores: Repetitividad y Reproducibilidad

18
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Desmitificando términos
Repetitividad
Variabilidad entre varias mediciones:
Realizadas sobre un mismo producto
Con un mismo instrumento
Por el mismo operador
En un período de tiempo corto
RESPETANDO IDENTICAS CONDICIONES DE
MEDICION!!!
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Desmitificando términos
Reproducibilidad
Variabilidad entre varias mediciones:
Realizadas por distintos operadores
O con distintos instrumentos
O con distintos métodos
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Desmitificando términos Exactitud (Accuracy)
Grado en que la media de un conjunto de mediciones
repetitivas realizadas sobre una misma unidad o producto
difiere del valor verdadero de la dimensión medida.
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Desmitificando términos
Preciso y exacto!!
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Unidades de referencia SI
Metro (longitud)
Es la distancia que viaja la luz en el vacío durante
1/299792458 de segundo.
Kilogramo (masa)
Es la cantidad de masa de la unidad internacional de masa.
Segundo (tiempo)
Es la duración de 9 192 631 770 períodos de la radiación
emitida a 0 grados Kelvin por átomos de Cesio 133 al
transicionar entre dos estados próximos.
© Ing. Lucas Kadener 2013 – [email protected]
Errores en las mediciones
Unidades de referencia SI
Amper (Corriente Eléctrica)
Es aquella corriente constante que, al circular por dos
conductores rectos paralelos de longitud infinita y de
sección despreciable, a 1 metro de distancia entre si,
produce una fuerza de 2 x 10-7 Newton por metro de
longitud.
Kelvin (Temperatura)
Es la unidad de temperatura correspondiente a 1/273,16
de la temperatura del punto triple del agua.