Embed Size (px)
Citation preview
Overall
Equipment
Effectiveness
MEHRWERK
Was ist OEE? - Overall Equipment Effectiveness!
Seite 2
Overall Equipment Effectiveness
Zeit
(genutzt)
Qualität
(geleistet)
Zentrale Kennzahl zur
Messung, Analyse und Steigerung
der Maschinen- und Anlagenproduktivität
Was macht OEE?
Seite 3
Overall Equipment Effectiveness
Identifizierung der Verluste
Messung der Verluste
Feststellen was NICHT gemacht wurde
Liefert nachvollziehbare + beeinflussbare Größen
Stellt die Wertschöpfung einer Ressource in den Mittelpunkt
(nicht nur die Auslastung)
Maschinenverluste
Seite 4
Overall Equipment Effectiveness
Maximale Geschwindigkeit kann nicht beibehalten werden
Produkte entsprechen teilweise nicht den Vorgaben
fehlendes Material oder Personal
das Umrüsten funktioniert nicht
Rückstände müssen aufgeholt werden
alles was den Tag negativ beeinträchtigt, muss identifiziert und ausgeschalten
werden !
Verluste
sind ermüdend
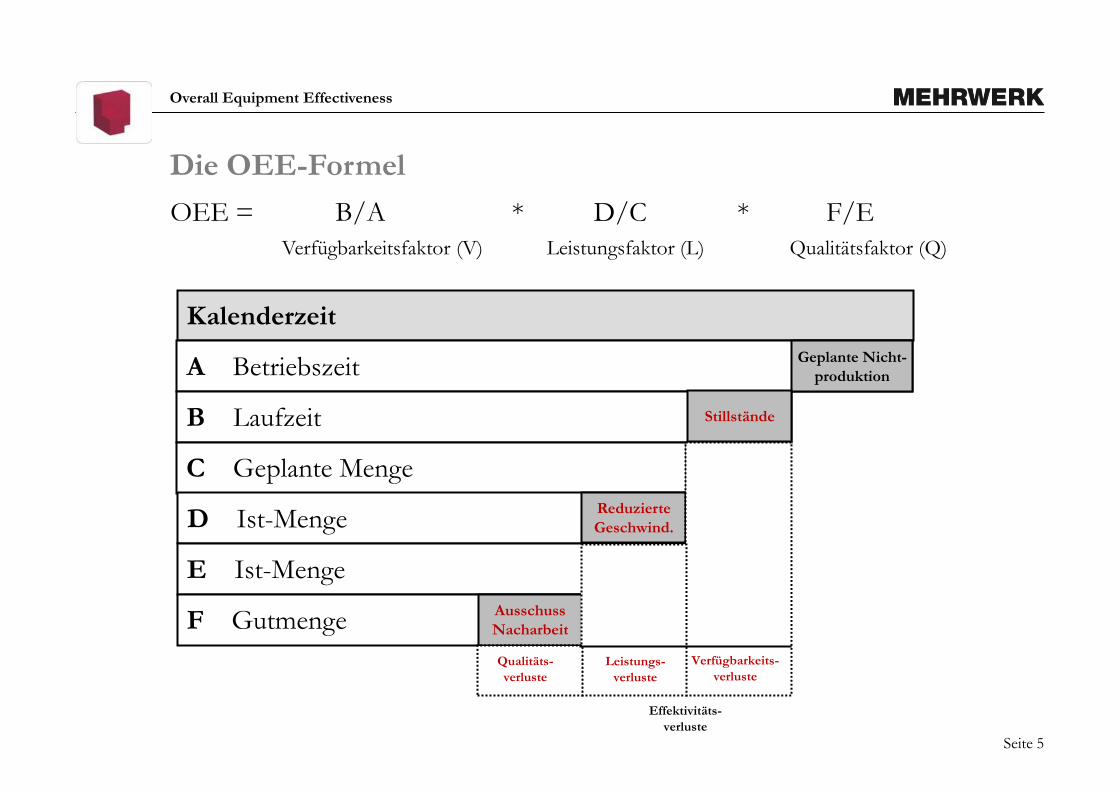
Die OEE-Formel
Seite 5
Overall Equipment Effectiveness
OEE = B/A * D/C * F/E
Verfügbarkeitsfaktor (V) Leistungsfaktor (L) Qualitätsfaktor (Q)
Kalenderzeit
A Betriebszeit
B Laufzeit
Geplante Nicht-
produktion
Stillstände
C Geplante Menge
D Ist-Menge Reduzierte
Geschwind.
E Ist-Menge
F Gutmenge Ausschuss
Nacharbeit
Verfügbarkeits-
verluste Leistungs-
verluste
Qualitäts-
verluste
Effektivitäts-
verluste
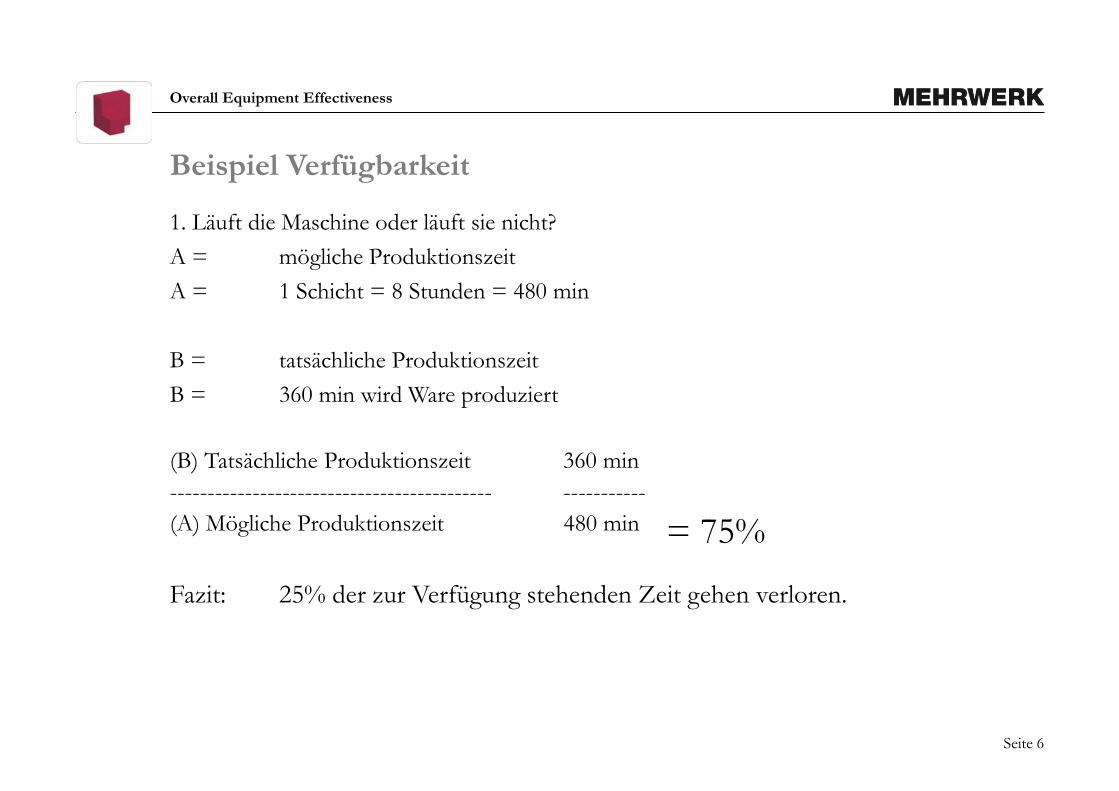
Beispiel Verfügbarkeit
Seite 6
Overall Equipment Effectiveness
1. Läuft die Maschine oder läuft sie nicht?
A = mögliche Produktionszeit
A = 1 Schicht = 8 Stunden = 480 min
B = tatsächliche Produktionszeit
B = 360 min wird Ware produziert
(B) Tatsächliche Produktionszeit 360 min
------------------------------------------- -----------
(A) Mögliche Produktionszeit 480 min
Fazit: 25% der zur Verfügung stehenden Zeit gehen verloren.
= 75%
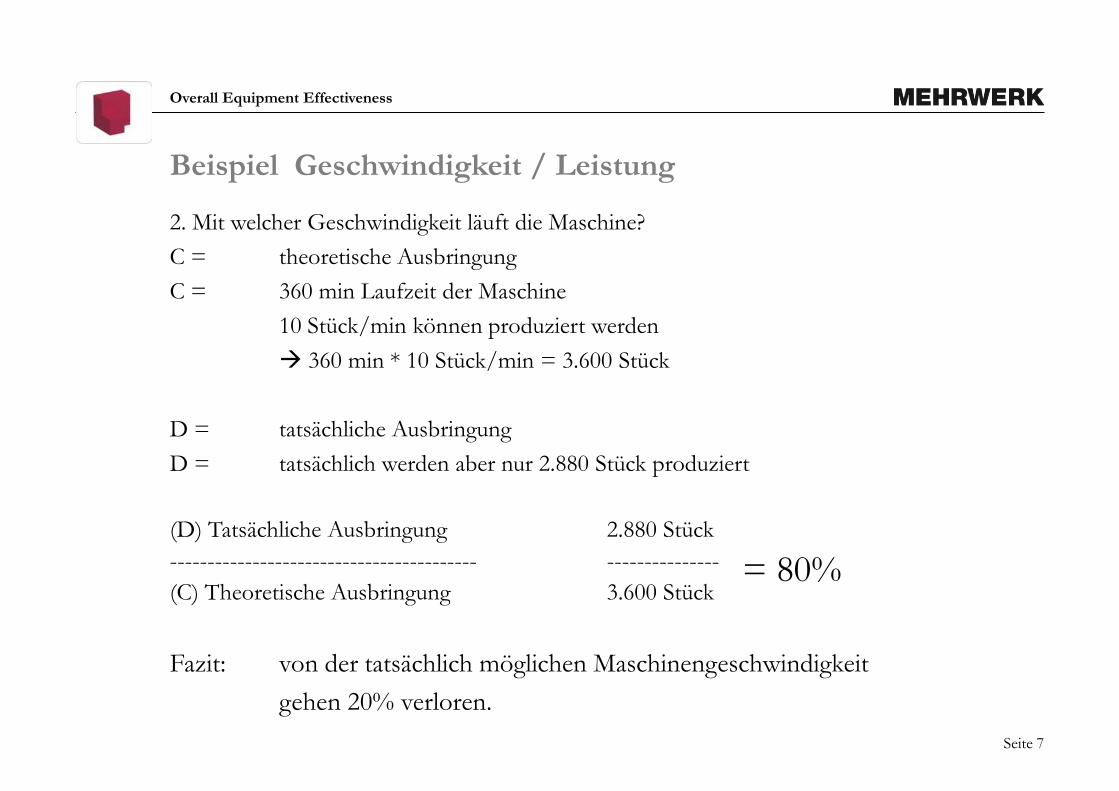
Beispiel Geschwindigkeit / Leistung
Seite 7
Overall Equipment Effectiveness
2. Mit welcher Geschwindigkeit läuft die Maschine?
C = theoretische Ausbringung
C = 360 min Laufzeit der Maschine
10 Stück/min können produziert werden
360 min * 10 Stück/min = 3.600 Stück
D = tatsächliche Ausbringung
D = tatsächlich werden aber nur 2.880 Stück produziert
(D) Tatsächliche Ausbringung 2.880 Stück
----------------------------------------- ---------------
(C) Theoretische Ausbringung 3.600 Stück
Fazit: von der tatsächlich möglichen Maschinengeschwindigkeit
gehen 20% verloren.
= 80%
Beispiel Qualität
Seite 8
Overall Equipment Effectiveness
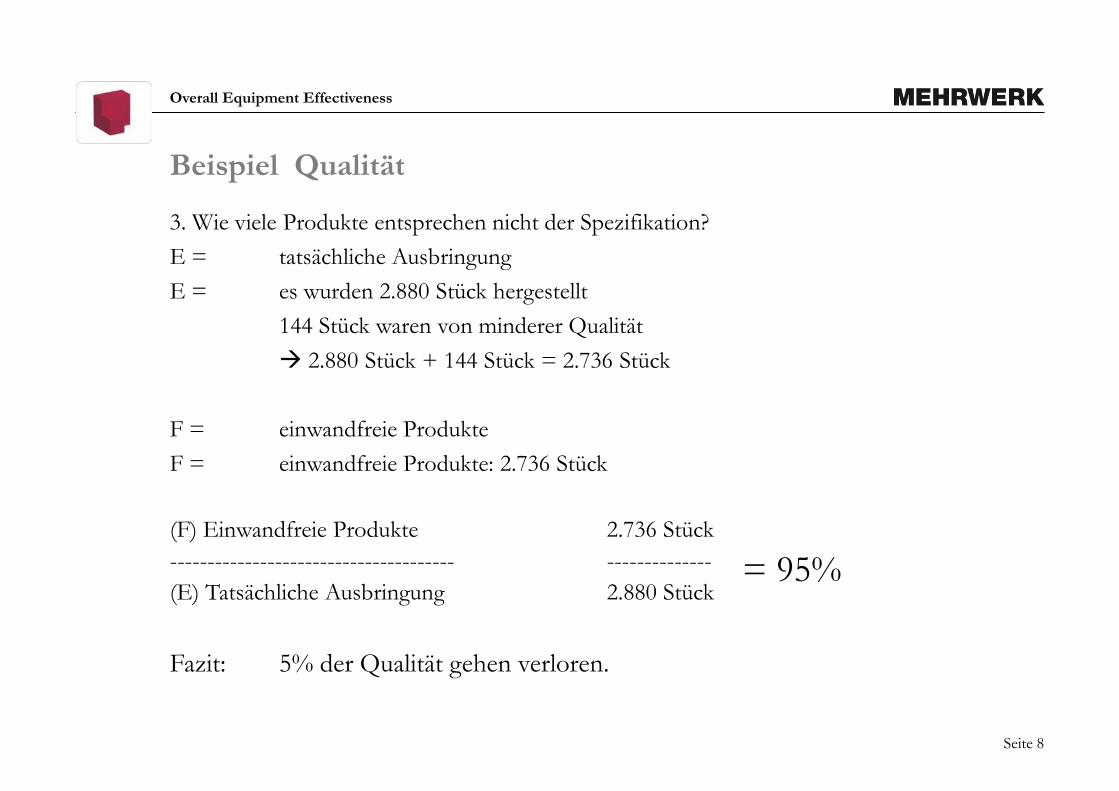
3. Wie viele Produkte entsprechen nicht der Spezifikation?
E = tatsächliche Ausbringung
E = es wurden 2.880 Stück hergestellt
144 Stück waren von minderer Qualität
2.880 Stück + 144 Stück = 2.736 Stück
F = einwandfreie Produkte
F = einwandfreie Produkte: 2.736 Stück
(F) Einwandfreie Produkte 2.736 Stück
-------------------------------------- --------------
(E) Tatsächliche Ausbringung 2.880 Stück
Fazit: 5% der Qualität gehen verloren.
= 95%
Beispiel OEE
Seite 9
Overall Equipment Effectiveness
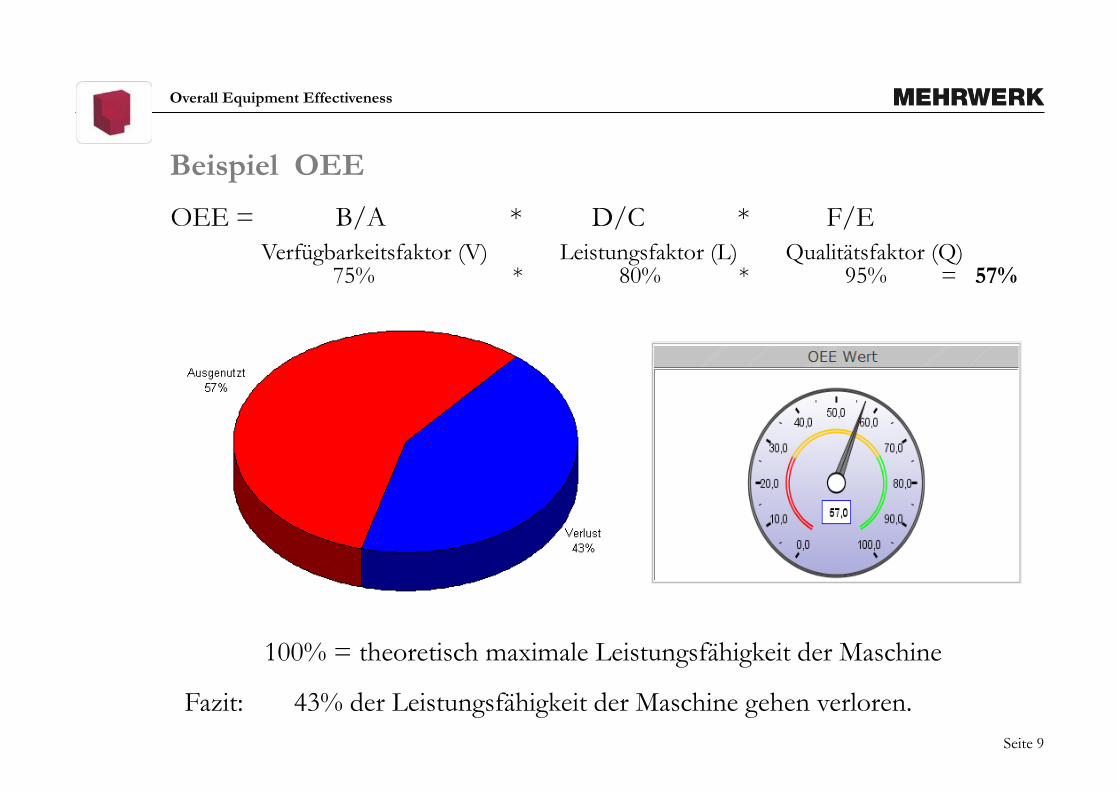
OEE = B/A * D/C * F/E
Verfügbarkeitsfaktor (V) Leistungsfaktor (L) Qualitätsfaktor (Q) 75% * 80% * 95% = 57%
100% = theoretisch maximale Leistungsfähigkeit der Maschine
Fazit: 43% der Leistungsfähigkeit der Maschine gehen verloren.
Philosophie
Seite 10
Overall Equipment Effectiveness
Abbildung der OEE-Standardkennzahlen
Vollständig ERP-integrierter Ansatz
Keine Zusatztechnologie, weder für die Daten-
haltung noch für die Analyse notwendig.
Optionale Verwendung von BI und BO
Architektur
Seite 11
Overall Equipment Effectiveness
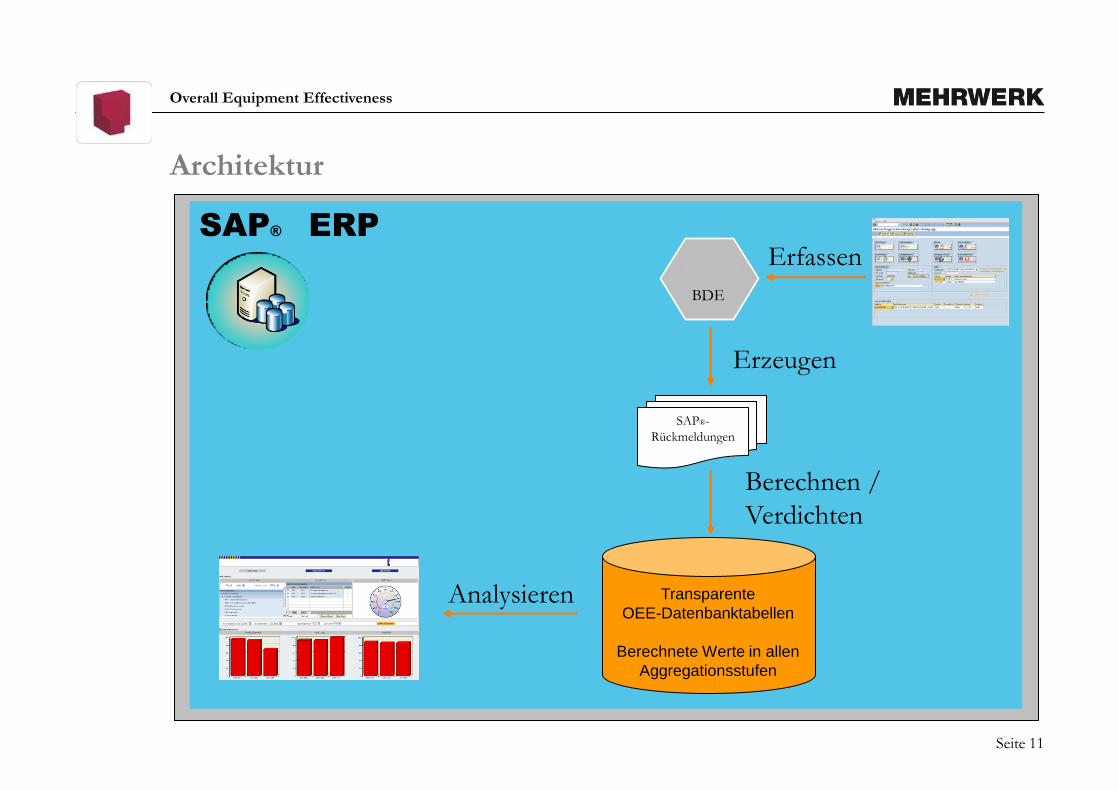
SAP® ERP
BDE
Transparente
OEE-Datenbanktabellen
Berechnete Werte in allen
Aggregationsstufen
SAP®-
Rückmeldungen
Erfassen
Erzeugen
Berechnen /
Verdichten
Analysieren
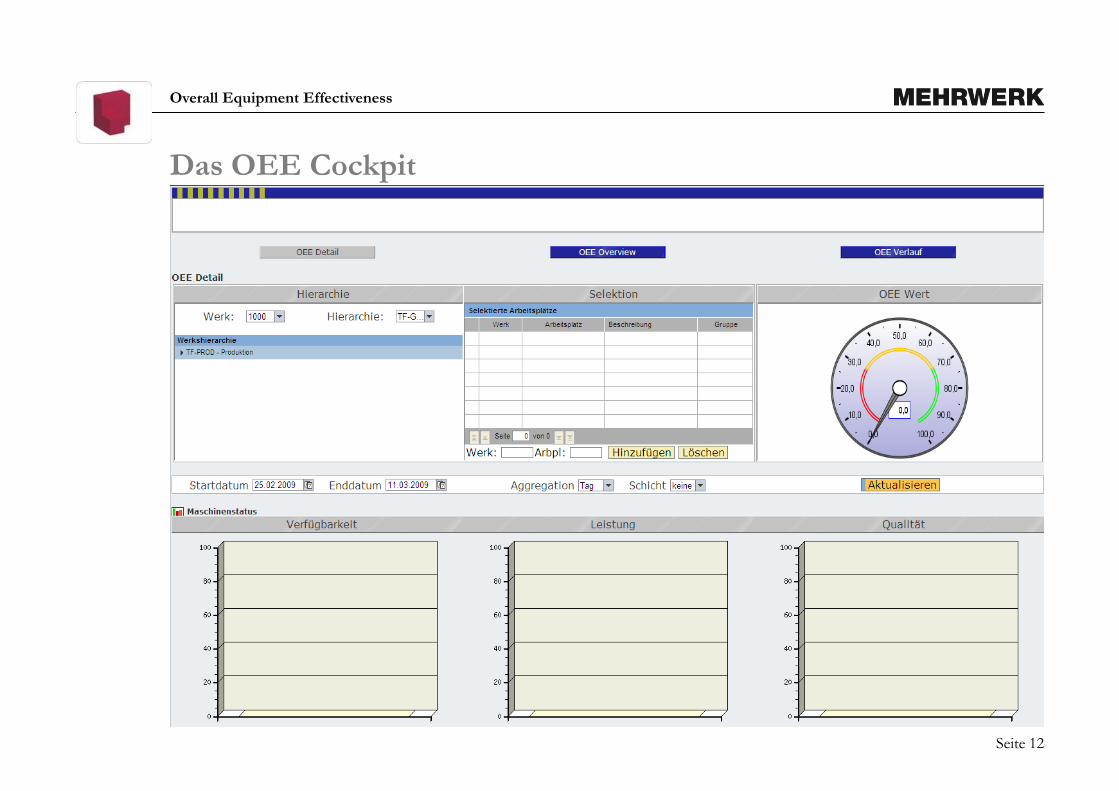
Das OEE Cockpit
Seite 12
Overall Equipment Effectiveness
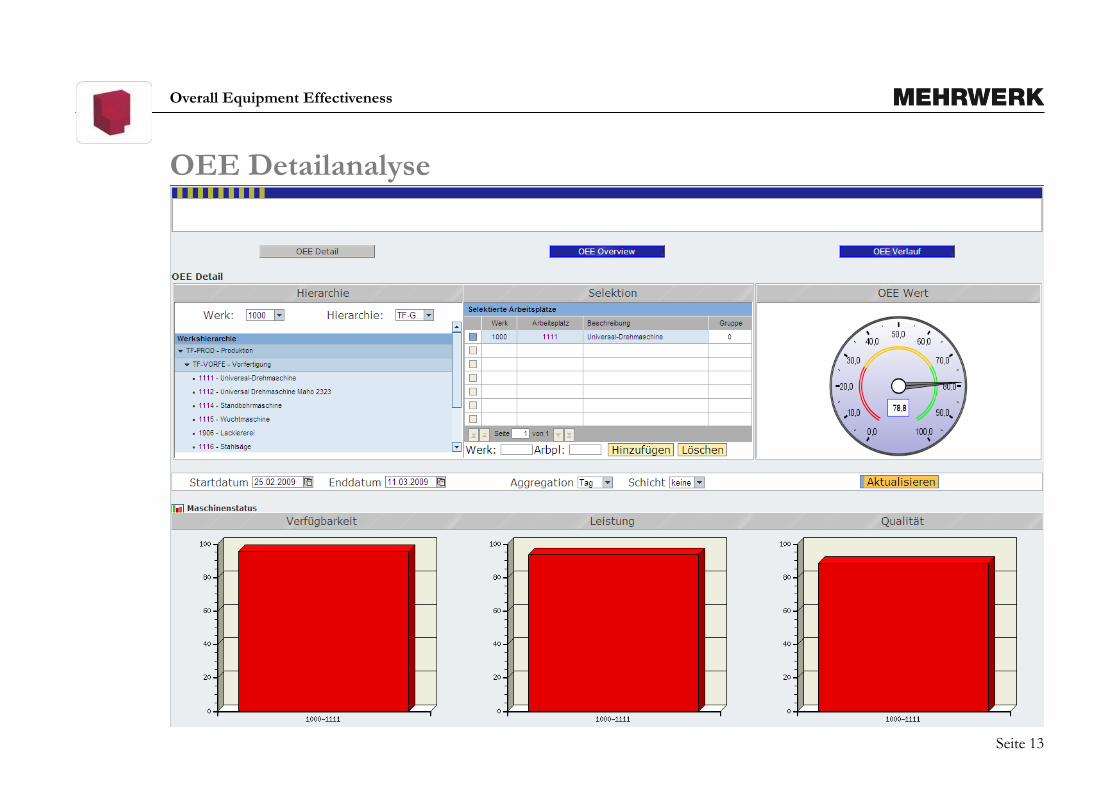
OEE Detailanalyse
Seite 13
Overall Equipment Effectiveness
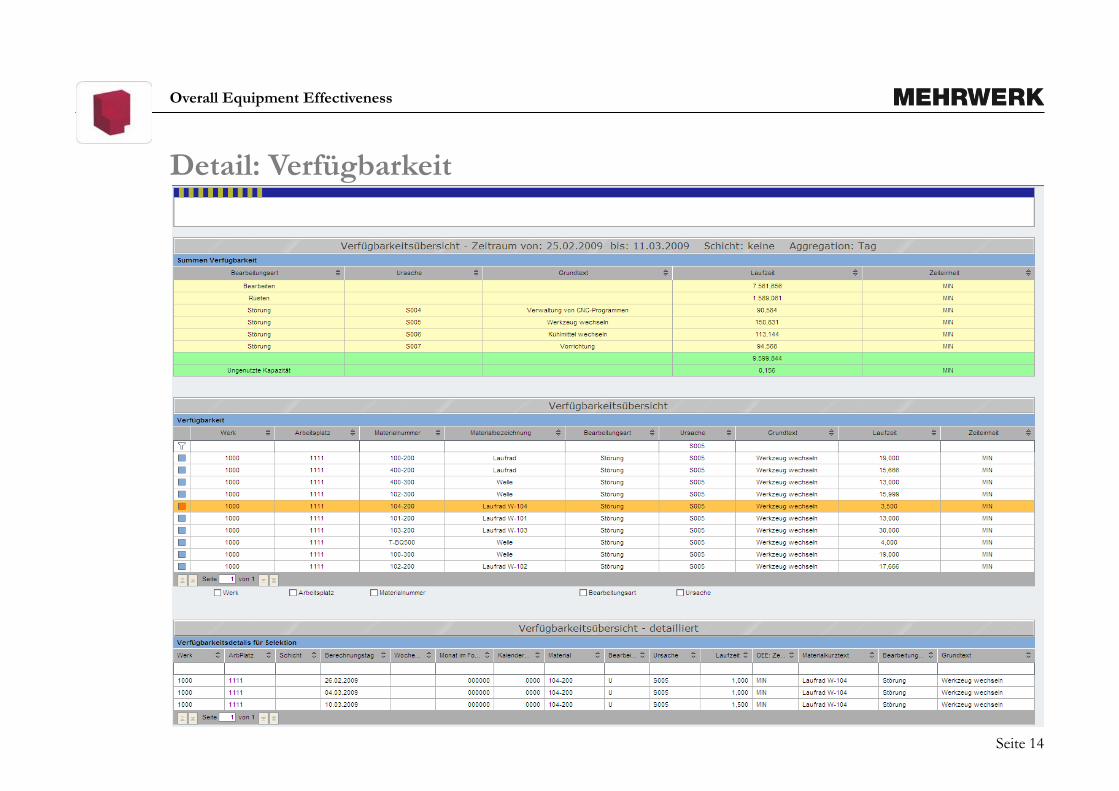
Detail: Verfügbarkeit
Seite 14
Overall Equipment Effectiveness
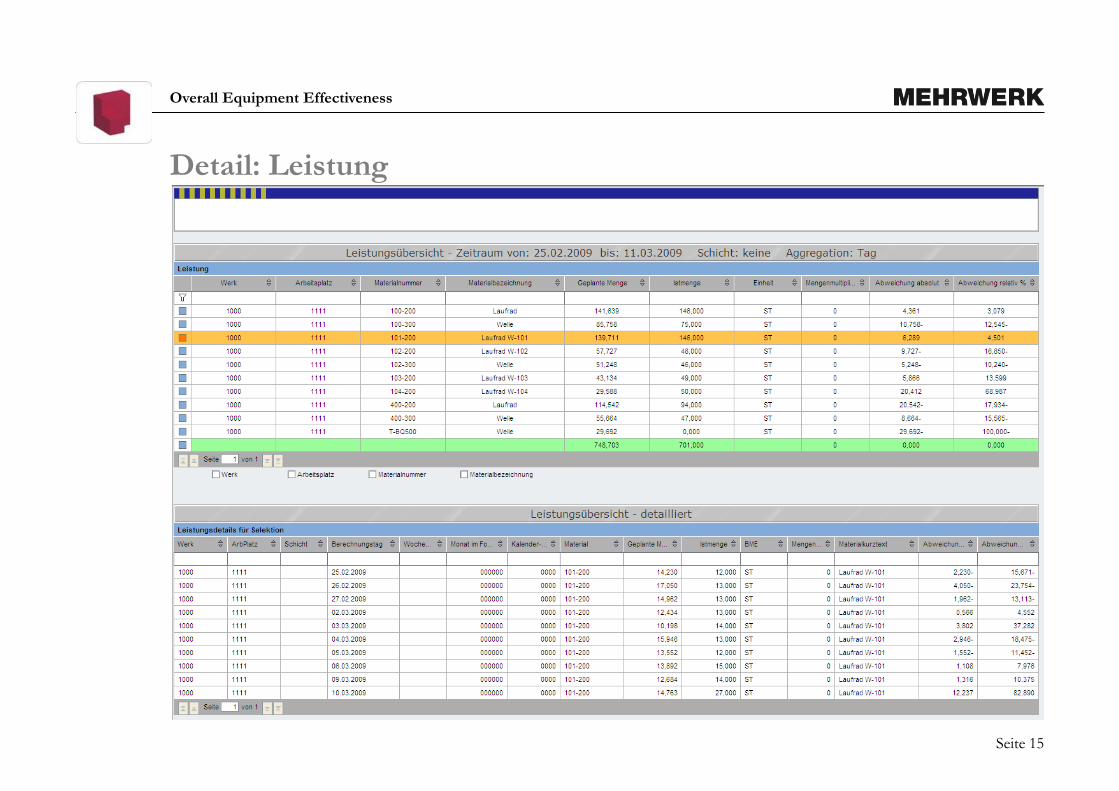
Detail: Leistung
Seite 15
Overall Equipment Effectiveness
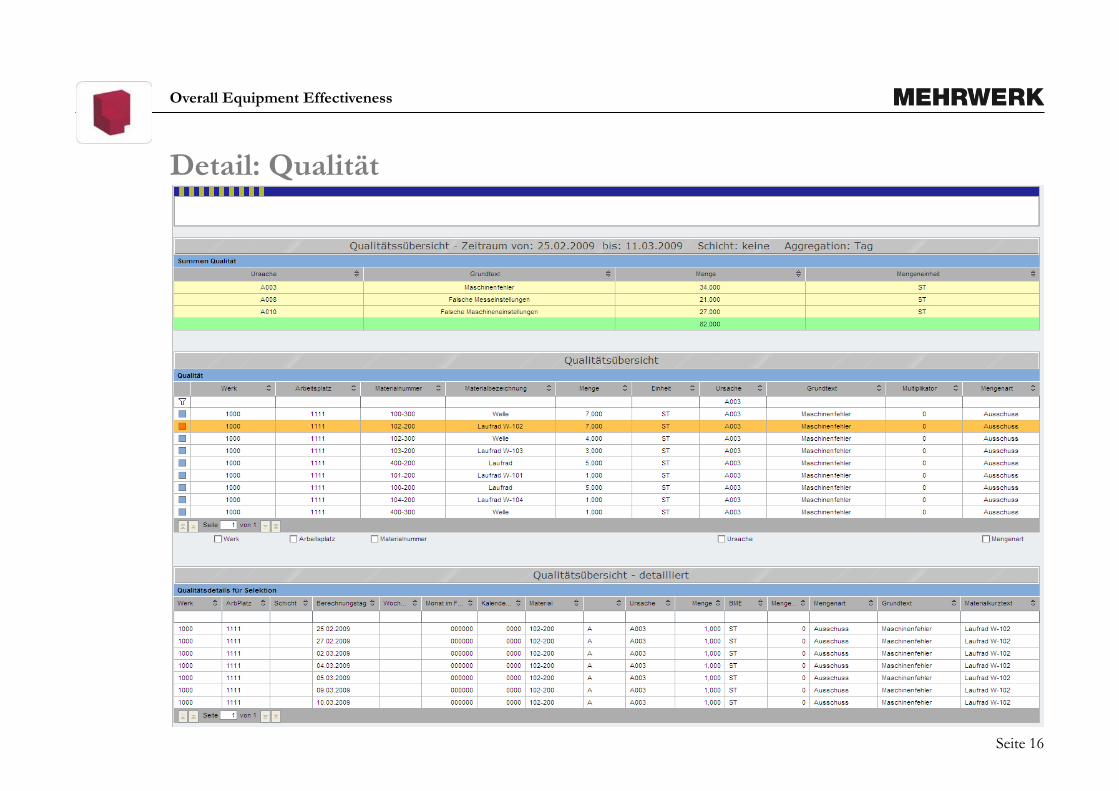
Detail: Qualität
Seite 16
Overall Equipment Effectiveness
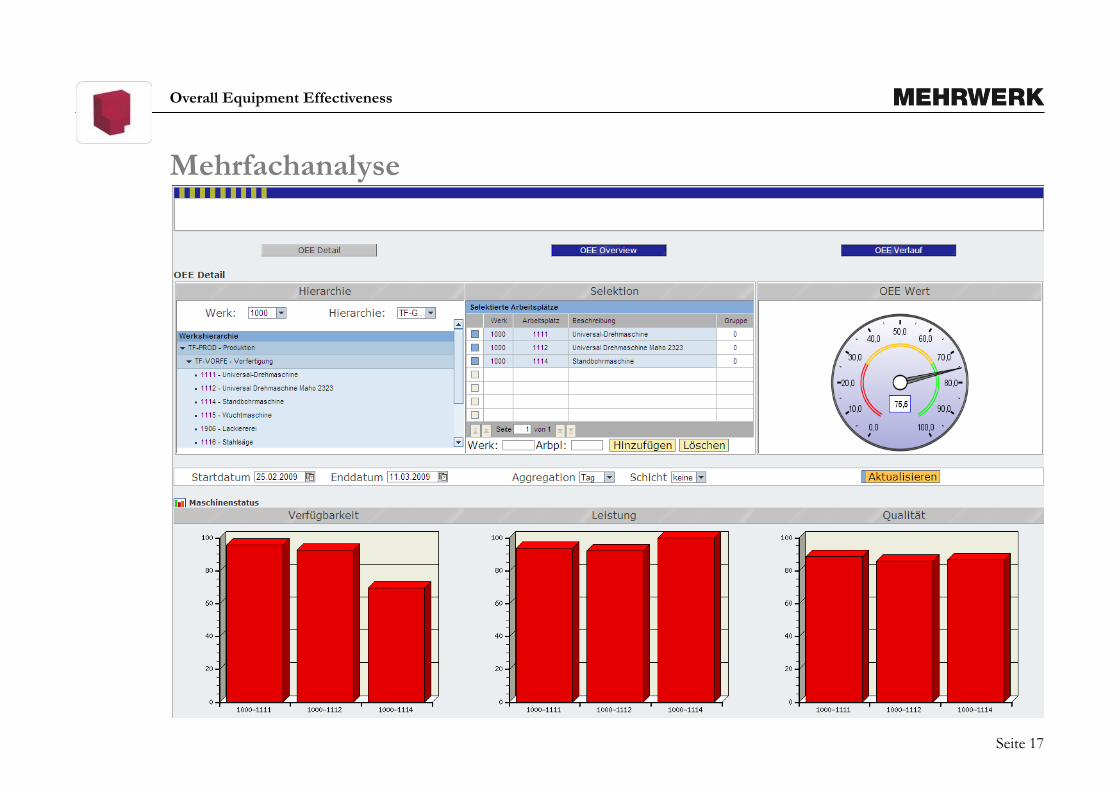
Mehrfachanalyse
Seite 17
Overall Equipment Effectiveness
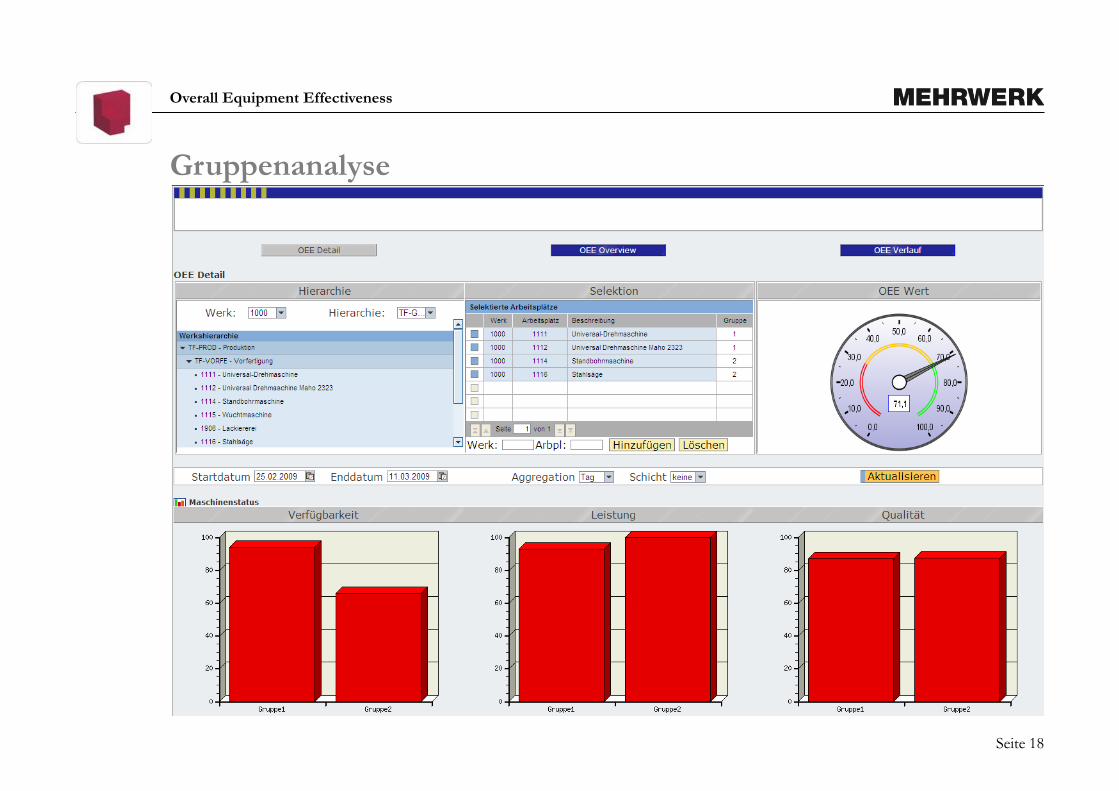
Gruppenanalyse
Seite 18
Overall Equipment Effectiveness
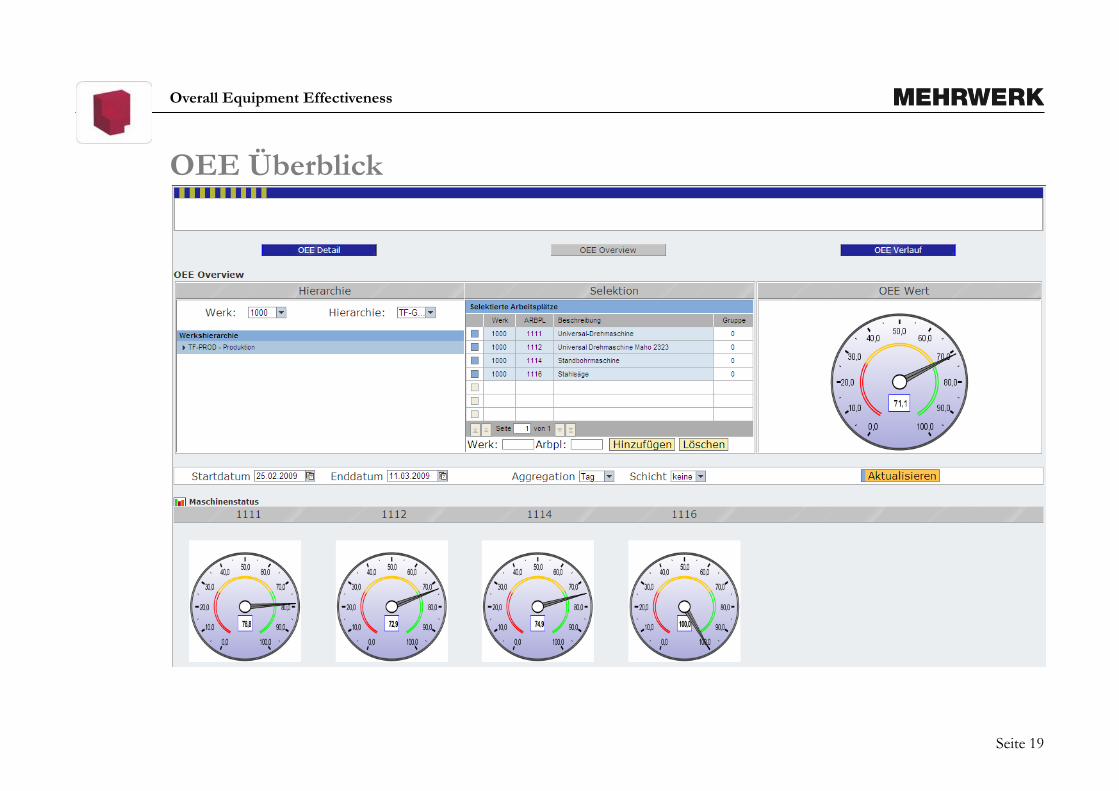
OEE Überblick
Seite 19
Overall Equipment Effectiveness
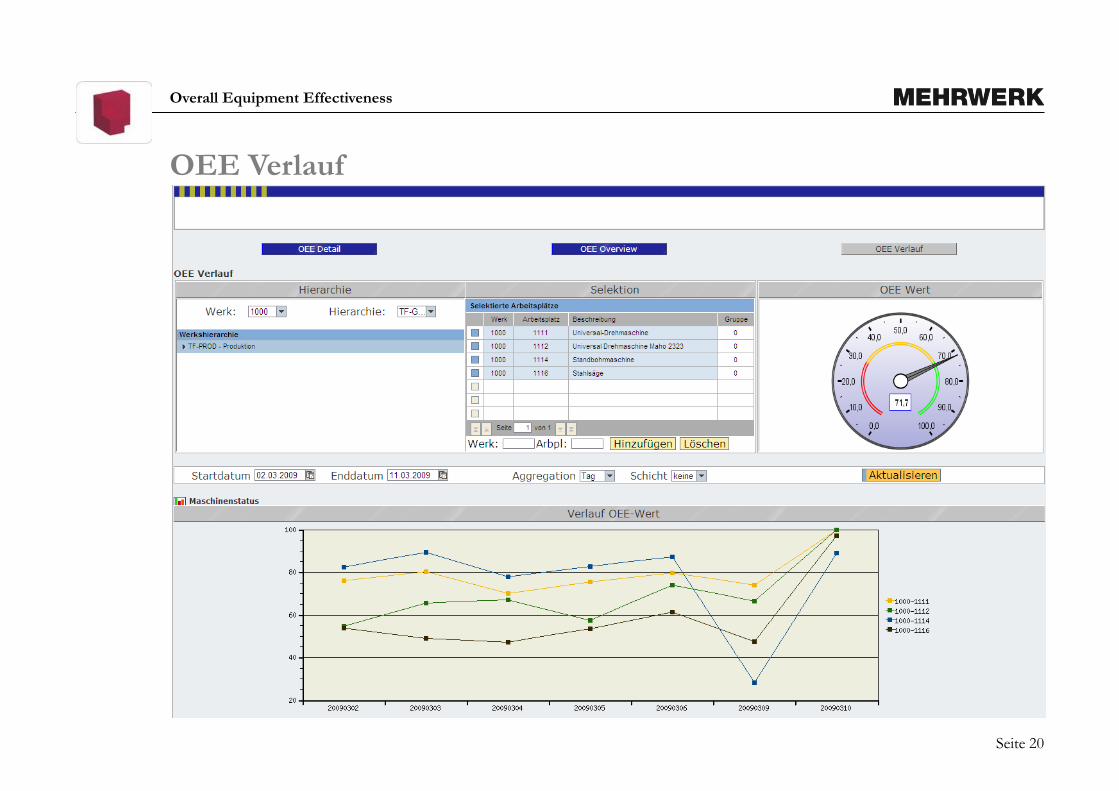
OEE Verlauf
Seite 20
Overall Equipment Effectiveness

![kogmxok‘k]gsekjbmjk‘kk^vbno ] Ejqkmi]sekjjxbnenobix>pm|oee« · kogmxok‘k]gsekjbmjk‘kk^vbno ] Ejqkmi]sekjjxbnenobix>pm|oee« ... ˇ](https://img.pdfslide.tips/doc/110x75/5d4d172c88c993bb6c8bb9ff/kogmxokkgsekjbmjkkkvbno-ejqkmisekjjxbnenobixpmoee-kogmxokkgsekjbmjkkkvbno.jpg)