-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
1/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
METAL CASTING PROCESSES
1. Sand Casting2. Other Expendable Mold Casting Processes3.
Permanent Mold Casting Processes4. Foundry Practice5. Casting
Quality6. Metals for Casting7. Product Design Considerations
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
2/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Two Categories of
Casting Processes1. Expendable mold processes - mold is
sacrificed to
remove part
Advantage: more complex shapes possibleDisadvantage: production
rates often limited bythe time to make mold rather than casting
itself
2. Permanent mold processes - mold is made of metaland can be
used to make many castings
Advantage: higher production ratesDisadvantage: geometries are
limited by the needto open the mold
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
3/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Overview of Sand Casting
Most widely used casting process, accounting for asignificant
majority of total tonnage cast
Nearly all alloys can be sand casted, including metalswith high
melting temperatures, such as steel, nickel,and titaniumCastings
range in size from small to very large
Production quantities from one to millions
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
4/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Sand casting for anindustrial pump. Holes
and surfaces have beenmachined (courtesy of George E.
KaneManufacturingTechnology Laboratory,
Lehigh University)
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
5/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Sand Casting
1. Pour the molten metal into sand mold2. Allow time for metal
to solidify3. Break up the mold to remove casting4. Clean and
inspect casting
Separate gating and riser system5. Heat treatment of casting is
sometimes required to
improve metallurgical properties
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
6/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Making the Sand Mold
The cavity in the sand mold is formed by packingsand around a
pattern, then separating the mold into
two halves and removing the patternThe mold must also contain
gating and riser systemIf casting is to have internal surfaces, a
core must beincluded in mold
A new sand mold must be made for each partproduced
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
7/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Sand Casting Production
Sequence
Production sequence in sand casting, includingpattern-making and
mold-making
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
8/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
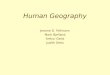
The Pattern
Full-sized model of the part, slightly enlarged toaccount for
shrinkage and machining allowances in
the castingPattern materials:
Wood - common material because it is easy towork, but it
warps
Metal - more expensive to fabricate, but lastslonger Plastic -
compromise between wood and metal
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
9/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
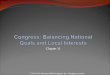
Types of Patterns
Types of patterns used in sand casting: (a) solidpattern, (b)
split pattern, (c) match-plate pattern, (d)
cope and drag pattern
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
10/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Core
Full-scale model of interior surfaces of partInserted into mold
cavity prior to pouringThe molten metal flows and solidifies
between themold cavity and the core to form the casting'sexternal
and internal surfacesMay require supports to hold it in position in
themold cavity during pouring, called chaplets
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
11/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Core in Mold
(a) Core held in place in the mold cavity by chaplets,(b)
possible chaplet design, (c) casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
12/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Desirable Mold Properties
Strength - to maintain shape and resist erosionPermeability - to
allow hot air and gases to passthrough voids in sandThermal
stability - to resist cracking on contact withmolten
metalCollapsibility - ability to give way and allow casting
toshrink without cracking the castingReusability - can sand from
broken mold be reused tomake other molds?
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
13/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Foundry Sand
Silica (SiO 2) or silica mixed with other mineralsGood
refractory properties - for high temperaturesSmall grain size for
better surface finish on partLarge grain size is more permeable,
allowinggases to escape during pouringIrregular grain shapes
strengthen molds due tointerlocking, compared to round grains
Disadvantage: interlocking reducespermeability
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
14/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Binders Used with
Foundry Sand
Sand is held together by a mixture of water andbonding clay
Typical mix: 90% sand, 3% water, and 7% clayOther bonding agents
also used in sand molds:
Organic resins (e g , phenolic resins)Inorganic binders (e g ,
sodium silicate andphosphate)
Additives are sometimes combined with the mixtureto increase
strength and/or permeability
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
15/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Types of Sand Mold
Green-sand molds - mixture of sand, clay, and water Green" means
mold contains moisture at time of
pouringDry-sand mold - organic binders rather than clay
Mold is baked to improve strengthSkin-dried mold - drying mold
cavity surface of agreen-sand mold to a depth of 10 to 25 mm,
usingtorches or heating lamps
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
16/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Buoyancy in a
Sand Casting Operation
During pouring, buoyancy of the molten metal tendsto displace
the core, which can cause casting to be
defectiveForce tending to lift core = weight of displaced
liquidless the weight of core itself
F b = W m - W c
where F b = buoyancy force; W m = weight of moltenmetal
displaced; and W c = weight of core
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
17/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Other Expendable Mold
Processes
Shell MoldingVacuum Molding
Expanded Polystyrene ProcessInvestment CastingPlaster Mold and
Ceramic Mold Casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
18/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Shell Molding
Casting process inwhich the mold is a
thin shell of sand heldtogether bythermosetting resinSteps: (1)
A metalpattern is heated andplaced over a boxcontaining sand
mixedwith TS resin
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
19/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Shell Molding
(2) Box is inverted sothat sand and resin
fall onto the hotpattern, causing alayer of the mixture
topartially cure on thesurface to form ahard shell
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
20/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Shell Molding
(3) Box isrepositioned so
loose uncuredparticles dropaway
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
21/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Shell Molding
(4) Sand shell isheated in oven for
several minutes tocomplete curing
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
22/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Shell Molding
(5) shell moldis stripped
from pattern
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
23/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Shell Molding
(6) Two halves of the shellmold are assembled,
supported by sand or metal shot in a box, andpouring is
accomplished
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
24/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Shell Molding
(7) Finished castingwith sprue removed
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
25/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Shell Molding: Advantages and
Disadvantages Advantages:
Smoother cavity surface permits easier flow of
molten metal and better surface finishGood dimensional
accuracyMold collapsibility minimizes cracks in castingCan be
mechanized for mass production
Disadvantages:More expensive metal patternDifficult to justify
for small quantities
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
26/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Vacuum Molding
Uses sand mold held together by vacuum pressurerather than by a
chemical binder
The term "vacuum" refers to mold making rather than casting
operation itself Developed in Japan around 1970
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
27/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Vacuum Molding: Advantages
and Disadvantages Advantages:
Easy recovery of the sand, since no binders
Sand does not require mechanical reconditioningdone when binders
are usedSince no water is mixed with sand,moisture-related defects
are avoided
Disadvantages:Slow processNot readily adaptable to
mechanization
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
28/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Expanded Polystyrene Process
Uses a mold of sand packed around a polystyrenefoam pattern
which vaporizes when molten metal ispoured into mold
Other names: lost-foam process, lost patternprocess,
evaporative-foam process, and full-moldprocessPolystyrene foam
pattern includes sprue, risers,gating system, and internal cores
(if needed)Mold does not have to be opened into cope anddrag
sections
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
29/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in
Expanded Polystyrene Process
(1) Polystyrenefoam pattern iscoated withrefractorycompound
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
30/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in
Expanded Polystyrene Process(2) Foam pattern isplaced in mold
box,and sand iscompacted aroundthe pattern
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
31/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in
Expanded Polystyrene Process(3) Molten metal is pouredinto the
portion of the
pattern that forms thepouring cup and sprue As the metal enters
themold, the polystyrenefoam is vaporized aheadof the advancing
liquid,thus filling the mold cavity
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
32/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Expanded Polystyrene Process:
Advantages and Disadvantages Advantages of expanded polystyrene
process:
Pattern need not be removed from the mold
Simplifies and speeds mold-making, because twomold halves are
not required as in a conventionalgreen-sand mold
Disadvantages:
A new pattern is needed for every castingEconomic justification
of the process is highlydependent on cost of producing patterns
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
33/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Expanded Polystyrene Process
Applications:Mass production of castings for automobile
engines Automated and integrated manufacturingsystems are used
to1. Mold the polystyrene foam patterns and then
2. Feed them to the downstream castingoperation
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
34/112
Aluminum engine head produced by
expanded polystyrene casting process
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
35/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Investment Casting
(a.k.a. Lost Wax Process) A pattern made of wax is coated with a
refractorymaterial to make the mold, after which wax is melted
away prior to pouring molten metal"Investment" comes from a less
familiar definitionof "invest" - "to cover completely," which
refers tocoating of refractory material around wax pattern
It is a precision casting processCapable of producing castings
of high accuracyand intricate detail
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
36/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Investment Casting
(1) Wax patterns areproduced
(2) Several patternsare attached to asprue to form apattern
tree
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
37/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Investment Casting
(3) Pattern tree iscoated with a thin
layer of refractorymaterial(4) Full mold isformed by coveringthe
coated tree withsufficient refractorymaterial to make itrigid
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
38/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Investment Casting
(5) Mold is held in aninverted position and
heated to melt thewax and permit it todrip out of the cavity(6)
Mold is preheatedto a high temperature,the molten metal ispoured,
and itsolidifies
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
39/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in Investment Casting
(7) Mold is brokenaway from the finished
casting and the partsare separated fromthe sprue
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
40/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
One-piece compressor stator with 108separate airfoils made by
investment
casting (courtesy of Alcoa Howmet)
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
41/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Investment Casting:
Advantages and Disadvantages Advantages:
Parts of great complexity and intricacy can be cast
Close dimensional control and good surface finishWax can usually
be recovered for reuseThis is a net shape process - additional
machiningis not normally required
Disadvantages:Many processing steps are requiredRelatively
expensive process
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
42/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Plaster Mold Casting
Similar to sand casting except mold is made of plaster of Paris
(gypsum - CaSO 4-2H 2O)
In mold-making, plaster and water mixture ispoured over plastic
or metal pattern and allowedto set
Wood patterns not generally used due to
extended contact with water Plaster mixture readily flows around
pattern,capturing its fine details and good surface finish
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
43/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Plaster Mold Casting:
Advantages and Disadvantages Advantages:
Good accuracy and surface finish
Capability to make thin cross sectionsDisadvantages:
Mold must be baked to remove moistureMoisture can cause problems
in casting
Mold strength is lost if over-bakedPlaster molds cannot stand
high temperatures
Limited to lower melting point alloys
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
44/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Ceramic Mold Casting
Similar to plaster mold casting except that mold ismade of
refractory ceramic material that can
withstand higher temperatures than plaster Can be used to cast
steels, cast irons, and other high-temperature alloys
Applications similar to those of plaster mold
casting except for the metals cast Advantages (good accuracy and
finish) alsosimilar
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
45/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Permanent Mold
Casting ProcessesEconomic disadvantage of expendable mold
casting:
A new mold is required for every casting
In permanent mold casting, the mold is reused manytimesProcesses
include:
Basic permanent mold castingDie castingCentrifugal casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
46/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
The Basic Permanent Mold
ProcessUses a metal mold constructed of two sectionsdesigned for
easy, precise opening and closing
Molds used for casting lower melting point alloysare commonly
made of steel or cast ironMolds used for casting steel must be made
of refractory material, due to the very high pouring
temperatures
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
47/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in
Permanent Mold Casting(1) Mold is preheated and coated for
lubrication andheat dissipation
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
48/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in
Permanent Mold Casting(2) Cores (if anyare used) are
inserted andmold is closed
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
49/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Steps in
Permanent Mold Casting
(3) Molten metal ispoured into the mold,
where it solidifies
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
50/112
Steps in
Permanent Mold Casting(4) Mold is opened
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
51/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Permanent Mold Casting:
Advantages and Limitations
Advantages of permanent mold casting:Good dimensional control
and surface finish
Rapid solidification caused by metal mold results in afiner
grain structure, so castings are stronger
Limitations:Generally limited to metals of lower melting
pointSimpler part geometries compared to sand castingbecause of
need to open the moldHigh cost of mold
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
52/112
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
53/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Die Casting
A permanent mold casting process in which moltenmetal is
injected into mold cavity under high pressure
Pressure is maintained during solidification, thenmold is opened
and part is removedMolds in this casting operation are called dies
;hence the name die casting
Use of high pressure to force metal into die cavityis what
distinguishes this from other permanentmold processes
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
54/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Die Casting Machines
Designed to hold and accurately close two moldhalves and keep
them closed while liquid metal is
forced into cavityTwo main types:1. Hot-chamber machine2.
Cold-chamber machine
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
55/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Hot-Chamber Die Casting
Metal is melted in a container, and a piston injectsliquid metal
under high pressure into the die
High production rates500 parts per hour not uncommon
Applications limited to low melting-point metalsthat do not
chemically attack plunger and other
mechanical componentsCasting metals: zinc, tin, lead, and
magnesium
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
56/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Hot-Chamber Die Casting
Hot-chamber diecasting cycle: (1)
with die closedand plunger withdrawn,molten metalflows into
thechamber
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
57/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Hot-Chamber Die Casting
(2) plunger forcesmetal in chamber to
flow into die,maintaining pressureduring cooling
andsolidification.
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
58/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Hot-Chamber Die Casting
(3) Plunger iswithdrawn, die is
opened, andcasting is ejected
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
59/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Cold-Chamber Die Casting
MachineMolten metal is poured into unheated chamber fromexternal
melting container, and a piston injects metal
under high pressure into die cavityHigh production but not
usually as fast ashot-chamber machines because of pouring
stepCasting metals: aluminum, brass, and magnesium
alloys Advantages of hot-chamber process favor its use onlow
melting-point alloys (zinc, tin, lead)
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
60/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Cold-Chamber Die Casting Cycle
(1) With die closed and ram withdrawn, molten metal ispoured
into the chamber
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
61/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Cold-Chamber Die Casting Cycle
(2) Ram forces metal to flow into die, maintainingpressure
during cooling and solidification
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
62/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Cold-Chamber Die Casting Cycle
(3) Ram is withdrawn, die is opened, and part isejected
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
63/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Molds for Die Casting
Usually made of tool steel, mold steel, or maragingsteel
Tungsten and molybdenum (good refractory qualities)used to die
cast steel and cast ironEjector pins required to remove part from
die when itopens
Lubricants must be sprayed onto cavity surfaces toprevent
sticking
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
64/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
A die casting thatmeasures about 400
mm diagonally for atruck cab floor (courtesy of George E.
KaneManufacturingTechnologyLaboratory)
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
65/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Die Casting:
Advantages and Limitations Advantages:
Economical for large production quantities
Good accuracy and surface finishThin sections possibleRapid
cooling means small grain size and goodstrength in casting
Disadvantages:Generally limited to metals with low metal
pointsPart geometry must allow removal from die
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
66/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Squeeze Casting
Combination of casting and forging in which a moltenmetal is
poured into a preheated lower die, and the
upper die is closed to create the mold cavity after
solidification beginsDiffers from usual closed-mold casting
processesin which die halves are closed before introductionof the
molten metalCompared to conventional forging, pressures areless and
finer surface details can be achieved
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
67/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Semi-Solid Metal Casting
Family of net-shape and near net-shape processesperformed on
metal alloys at temperatures between
liquidus and solidusThus, the alloy is a mixture of solid and
moltenmetals during casting (mushy state)To flow properly, the
mixture must consist of solid
metal globules in a liquid Achieved by stirring the mixture to
preventdendrite formation
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
68/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Semi-Solid Metal Casting:
AdvantagesComplex part geometriesThin part walls possible
Close tolerancesZero or low porosity, resulting in high strength
of thecasting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
69/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Centrifugal Casting
A family of casting processes in which the mold isrotated at
high speed so centrifugal force distributes
molten metal to outer regions of die cavityThe group
includes:True centrifugal castingSemicentrifugal casting
Centrifuge casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
70/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
True Centrifugal Casting
Molten metal is poured into rotating mold to producea tubular
part
In some operations, mold rotation commencesafter pouring rather
than beforeParts: pipes, tubes, bushings, and ringsOutside shape of
casting can be round, octagonal,
hexagonal, etc , but inside shape is (theoretically)perfectly
round, due to radially symmetric forces
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
71/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
True Centrifugal Casting
Setup for true centrifugal casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
72/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Semicentrifugal Casting
Centrifugal force is used to produce solid castingsrather than
tubular parts
Molds use risers at center to supply feed metalDensity of metal
in final casting is greater in outer sections than at center of
rotationOften used on parts in which center of casting is
machined away, thus eliminating the portionwhere quality is
lowestExamples: wheels and pulleys
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
73/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Semicentrifugal Casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
74/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Centrifuge Casting
Mold is designed with part cavities located away fromaxis of
rotation, so molten metal poured into mold isdistributed to these
cavities by centrifugal force
Used for smaller partsRadial symmetry of part is not required as
in other centrifugal casting methods
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
75/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Centrifuge Casting
(a) The process and (b) one of the parts cast
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
76/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Furnaces for Casting Processes
Furnaces most commonly used in foundries:Cupolas
Direct fuel-fired furnacesCrucible furnacesElectric-arc
furnacesInduction furnaces
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
77/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Cupolas
Vertical cylindrical furnace equipped with tappingspout near
base
Used only for cast irons Although other furnaces are also used,
thelargest tonnage of cast iron is melted in cupolas
The "charge," consisting of iron, coke, flux, and
any alloying elements, is loaded through acharging door located
less than halfway up heightof cupola
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
78/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Cupola for melting castiron
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
79/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Direct Fuel-Fired Furnaces
Small open-hearth in which charge is heated bynatural gas fuel
burners located on side of furnace
Furnace roof assists heating action by reflectingflame down
against charge At bottom of hearth is a tap hole to release
moltenmetal
Generally used for nonferrous metals such ascopper-base alloys
and aluminum
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
80/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Crucible Furnaces
Metal is melted without direct contact with burningfuel
mixture
Sometimes called indirect fuel-fired furnaces Container
(crucible) is made of refractory materialor high-temperature steel
alloyUsed for nonferrous metals such as bronze,
brass, and alloys of zinc and aluminumThree types used in
foundries: (a) lift-out type, (b)stationary, (c) tilting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
81/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Three Types of
Crucible Furnaces(a) Lift-out crucible, (b) stationary pot -
molten metalmust be ladled, and (c) tilting-pot furnace
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
82/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Electric-Arc Furnaces
Charge is melted by heat generated from an electricarc
High power consumptionBut electric-arc furnaces can be designed
for high melting capacity
Used primarily for melting steel
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
83/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Induction Furnaces
Uses alternating current passing through a coil todevelop
magnetic field in metal
Induced current causes rapid heating and meltingElectromagnetic
force field also causes mixingaction
Since metal does not contact heating elements,
environment can be closely controlled to producemolten metals of
high quality and purityCommon alloys: steel, cast iron, and
aluminum
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
84/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Induction Furnace
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
85/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Ladles
Two common types of ladles to transfer molten metalsto molds:
(a) crane ladle, and (b) two-man ladle
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
86/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Additional Steps After
SolidificationTrimmingRemoving the core
Surface cleaningInspectionRepair, if requiredHeat treatment
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
87/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Trimming
Removal of sprues, runners, risers, parting-line flash,fins,
chaplets, and any other excess metal from thecast part
For brittle casting alloys and when cross sectionsare relatively
small, appendages can be broken off Otherwise, hammering, shearing,
hack-sawing,band-sawing, abrasive wheel cutting, or varioustorch
cutting methods are used
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
88/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Removing the Core
If cores have been used, they must be removedMost cores are
bonded, and they often fall out of
casting as the binder deterioratesIn some cases, they are
removed by shaking thecasting, either manually or mechanicallyIn
rare cases, cores are removed by chemically
dissolving bonding agentSolid cores must be hammered or pressed
out
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
89/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Surface Cleaning and Inspection
Removal of sand from casting surface and otherwiseenhancing
appearance of surface
Cleaning methods: tumbling, air-blasting withcoarse sand grit or
metal shot, wire brushing,buffing, and chemical picklingSurface
cleaning is most important for sandcasting
Defects are possible in casting, and inspection isneeded to
detect their presence
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
90/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Heat Treatment
Castings are often heat treated to enhance propertiesReasons for
heat treating a casting:
For subsequent processing operations such asmachiningTo bring
out the desired properties for theapplication of the part in
service
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
91/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Casting Quality
There are numerous opportunities for things to gowrong in a
casting operation, resulting in qualitydefects in the productThe
defects can be classified as follows:
General defects common to all casting processesDefects related
to sand casting process
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
92/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
A casting that hassolidified before
completely fillingmold cavity
General Defects:Misrun
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
93/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Two portions of metalflow together but there
is a lack of fusion dueto premature freezing
General Defects:Cold Shut
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
94/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Metal splatters duringpouring and solidglobules form andbecome
entrapped incasting
General Defects:Cold Shot
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
95/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Depression in surfaceor internal void caused
by solidificationshrinkage that restrictsamount of moltenmetal
available in lastregion to freeze
General Defects:
Shrinkage Cavity
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
96/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Balloon-shaped gascavity caused by
release of moldgases during pouring
Sand Casting Defects:Sand Blow
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
97/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Formation of many smallgas cavities at or slightly
below surface of casting
Sand Casting Defects:
Pin Holes
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
98/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
When fluidity of liquidmetal is high, it may
penetrate into sand moldor core, causing castingsurface to
consist of amixture of sand grainsand metal
Sand Casting Defects:
Penetration
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
99/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
A step in the castproduct at parting
line caused bysidewise relativedisplacement of cope and drag
Sand Casting Defects:Mold Shift
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
100/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Foundry Inspection Methods
Visual inspection to detect obvious defects such asmisruns, cold
shuts, and severe surface flaws
Dimensional measurements to insure that toleranceshave been
metMetallurgical, chemical, physical, and other testsconcerned with
quality of cast metal
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
101/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Metals for Casting
Most commercial castings are made of alloys rather than pure
metals
Alloys are generally easier to cast, and propertiesof product
are better Casting alloys can be classified as:
Ferrous
Nonferrous
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
102/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Ferrous Casting Alloys:
Cast IronMost important of all casting alloysTonnage of cast
iron castings is several times that of
all other metals combinedSeveral types: (1) gray cast iron, (2)
nodular iron, (3)white cast iron, (4) malleable iron, and (5) alloy
castirons
Typical pouring temperatures 1400 C (2500 F),depending on
composition
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
103/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Ferrous Casting Alloys:
SteelThe mechanical properties of steel make it anattractive
engineering material
The capability to create complex geometries makescasting an
attractive shaping processDifficulties when casting steel:
Pouring temperature is high 1650 C (3000 F)
At such temperatures, steel readily oxidizes, somolten metal
must be isolated from air Molten steel has relatively poor
fluidity
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
104/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Nonferrous Casting Alloys:
AluminumGenerally considered to be very castableLow pouring
temperatures due to low melting
temperaturePure Aluminum T m = 660 C (1220 F)Properties:
Light weight
Range of strength properties by heat treatmentEasy to
machine
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
105/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Nonferrous Casting Alloys:
Copper AlloysIncludes bronze, brass, and aluminum
bronzeProperties:
Corrosion resistance Attractive appearanceGood bearing
qualities
Limitation: high cost of copper
Applications: pipe fittings, marine propeller blades,pump
components, ornamental jewelry
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
106/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Nonferrous Casting Alloys:Zinc Alloys
Very castable, commonly used in die castingLow pouring
temperatures due to low melting
temperaturePure zinc T m = 419 C (786 F)
Good fluidity for ease of castingProperties:
Low creep strength, so castings cannot besubjected to prolonged
high stresses
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
107/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Product Design Considerations
Geometric simplicity Although casting can be used to produce
complexpart geometries, simplifying the part designusually improves
castability
Avoiding unnecessary complexities:Simplifies mold-making
Reduces the need for coresImproves the strength of the
casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
108/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Product Design Considerations
Corners on the castingSharp corners and angles should be
avoided,since they are sources of stress concentrationsand may
cause hot tearing and cracksGenerous fillets should be designed on
insidecorners and sharp edges should be blended
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
109/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Product Design Considerations
Draft GuidelinesIn expendable mold casting, draft
facilitatesremoval of pattern from mold
Draft = 1 for sand castingIn permanent mold casting, purpose is
to aid inremoval of the part from the mold
Draft = 2 to 3 for permanent mold processesSimilar tapers should
be allowed for solid cores
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
110/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Draft
Design change to eliminate need for using a core: (a)original
design, and (b) redesign
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
111/112
2012 John Wiley & Sons, Inc. M P Groover, Fundamentals of
Modern Manufacturing 5/e
Product Design Considerations
Dimensional Tolerances and Surface FinishDimensional accuracy
and finish vary significantly,depending on process
Poor dimensional accuracies and finish for sandcastingGood
dimensional accuracies and finish for diecasting and investment
casting
-
7/27/2019 MENG 3324: Manufacturing Processes, UTPB, ch11
112/112
Product Design Considerations
Machining Allowances Almost all sand castings must be machined
toachieve the required dimensions and part features
Additional material, called the machining allowance , is left on
the casting in those surfaceswhere machining is necessaryTypical
machining allowances for sand castingsare around 1.5 and 3 mm (1/16
and 1/4 in)