Embed Size (px)
DESCRIPTION
Mjerenje Obrtnog Momenta i Brzine
Citation preview
62
3.9. Postupak merenja obrtnog momenta i mehaničke snage U zavisnosti od rada mašine, obrtni moment može da bude:
- Statički i - Dinamički:
Stacionaran dM/dt = 0 Nestacionaran M(t) ≠ 0
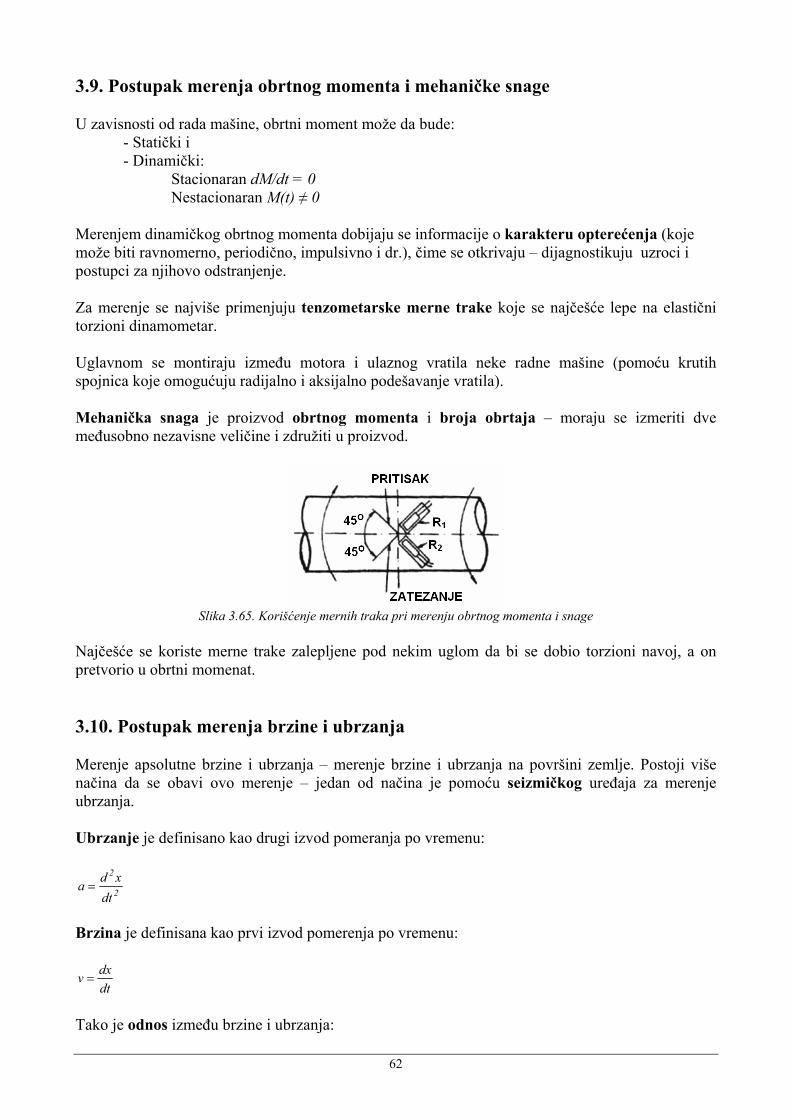
Merenjem dinamičkog obrtnog momenta dobijaju se informacije o karakteru opterećenja (koje može biti ravnomerno, periodično, impulsivno i dr.), čime se otkrivaju – dijagnostikuju uzroci i postupci za njihovo odstranjenje. Za merenje se najviše primenjuju tenzometarske merne trake koje se najčešće lepe na elastični torzioni dinamometar. Uglavnom se montiraju između motora i ulaznog vratila neke radne mašine (pomoću krutih spojnica koje omogućuju radijalno i aksijalno podešavanje vratila). Mehanička snaga je proizvod obrtnog momenta i broja obrtaja – moraju se izmeriti dve međusobno nezavisne veličine i združiti u proizvod.
Slika 3.65. Korišćenje mernih traka pri merenju obrtnog momenta i snage
Najčešće se koriste merne trake zalepljene pod nekim uglom da bi se dobio torzioni navoj, a on pretvorio u obrtni momenat. 3.10. Postupak merenja brzine i ubrzanja Merenje apsolutne brzine i ubrzanja – merenje brzine i ubrzanja na površini zemlje. Postoji više načina da se obavi ovo merenje – jedan od načina je pomoću seizmičkog uređaja za merenje ubrzanja. Ubrzanje je definisano kao drugi izvod pomeranja po vremenu:
2
2
dtxda =
Brzina je definisana kao prvi izvod pomerenja po vremenu:
dtdxv =
Tako je odnos između brzine i ubrzanja:
63
∫ ⋅== dtav.odndtdva
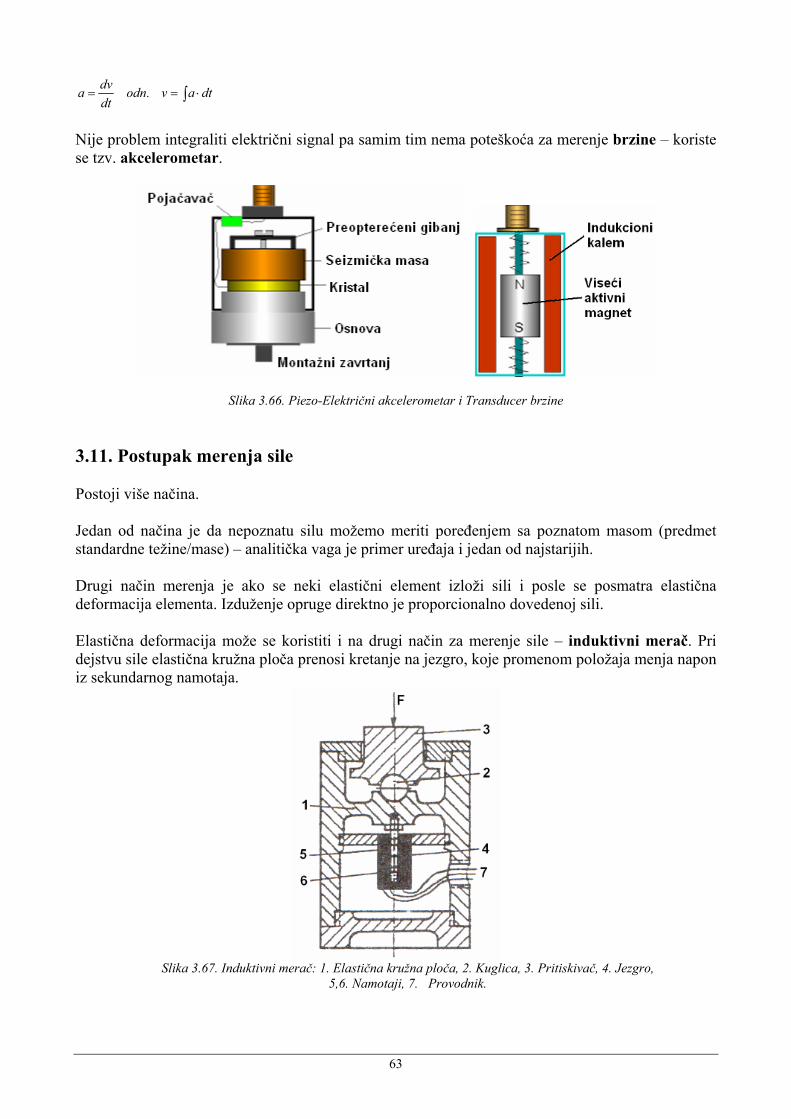
Nije problem integraliti električni signal pa samim tim nema poteškoća za merenje brzine – koriste se tzv. akcelerometar.
Slika 3.66. Piezo-Električni akcelerometar i Transducer brzine 3.11. Postupak merenja sile Postoji više načina. Jedan od načina je da nepoznatu silu možemo meriti poređenjem sa poznatom masom (predmet standardne težine/mase) – analitička vaga je primer uređaja i jedan od najstarijih. Drugi način merenja je ako se neki elastični element izloži sili i posle se posmatra elastična deformacija elementa. Izduženje opruge direktno je proporcionalno dovedenoj sili. Elastična deformacija može se koristiti i na drugi način za merenje sile – induktivni merač. Pri dejstvu sile elastična kružna ploča prenosi kretanje na jezgro, koje promenom položaja menja napon iz sekundarnog namotaja.
Slika 3.67. Induktivni merač: 1. Elastična kružna ploča, 2. Kuglica, 3. Pritiskivač, 4. Jezgro,
5,6. Namotaji, 7. Provodnik.
64
Za merenje sile i koeficijenta trenja mogu se koristiti i drugi merni sistemi kao što su dinamometri.
Slika 3.68. Dinamometar sa veznim elementima 3.12. Postupak merenja ugla Postoje:
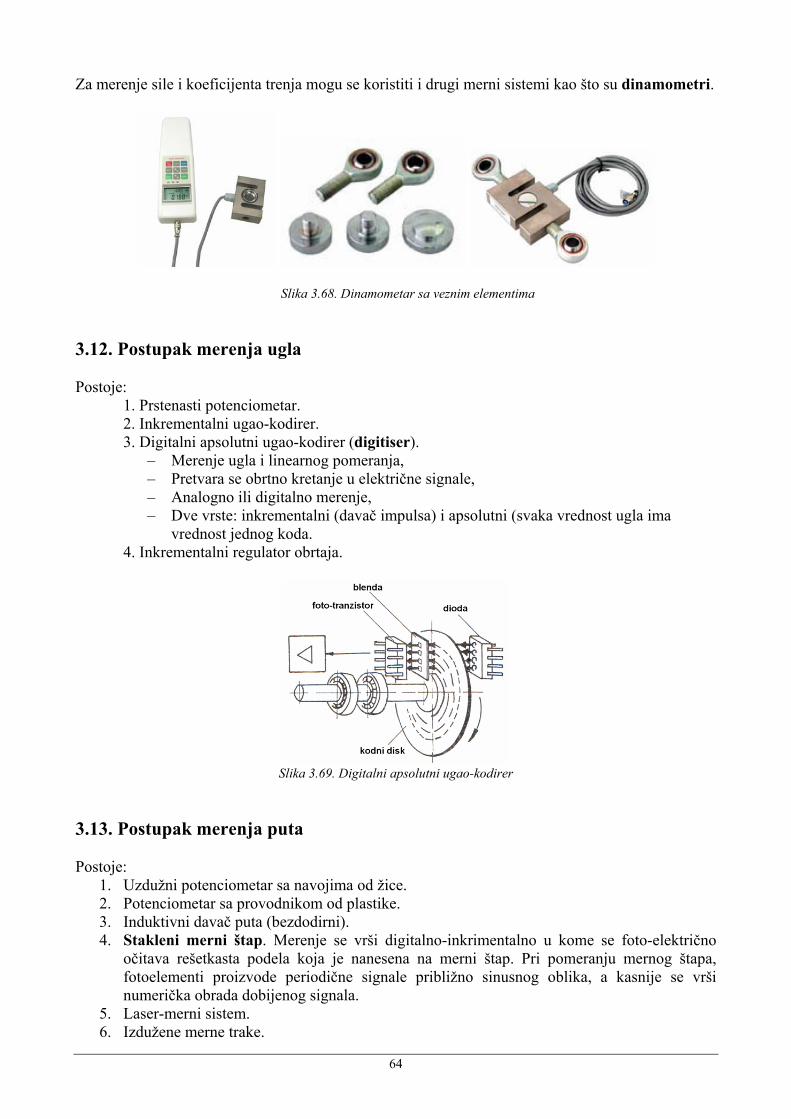
1. Prstenasti potenciometar. 2. Inkrementalni ugao-kodirer. 3. Digitalni apsolutni ugao-kodirer (digitiser).
– Merenje ugla i linearnog pomeranja, – Pretvara se obrtno kretanje u električne signale, – Analogno ili digitalno merenje, – Dve vrste: inkrementalni (davač impulsa) i apsolutni (svaka vrednost ugla ima
vrednost jednog koda. 4. Inkrementalni regulator obrtaja.
Slika 3.69. Digitalni apsolutni ugao-kodirer
3.13. Postupak merenja puta Postoje:
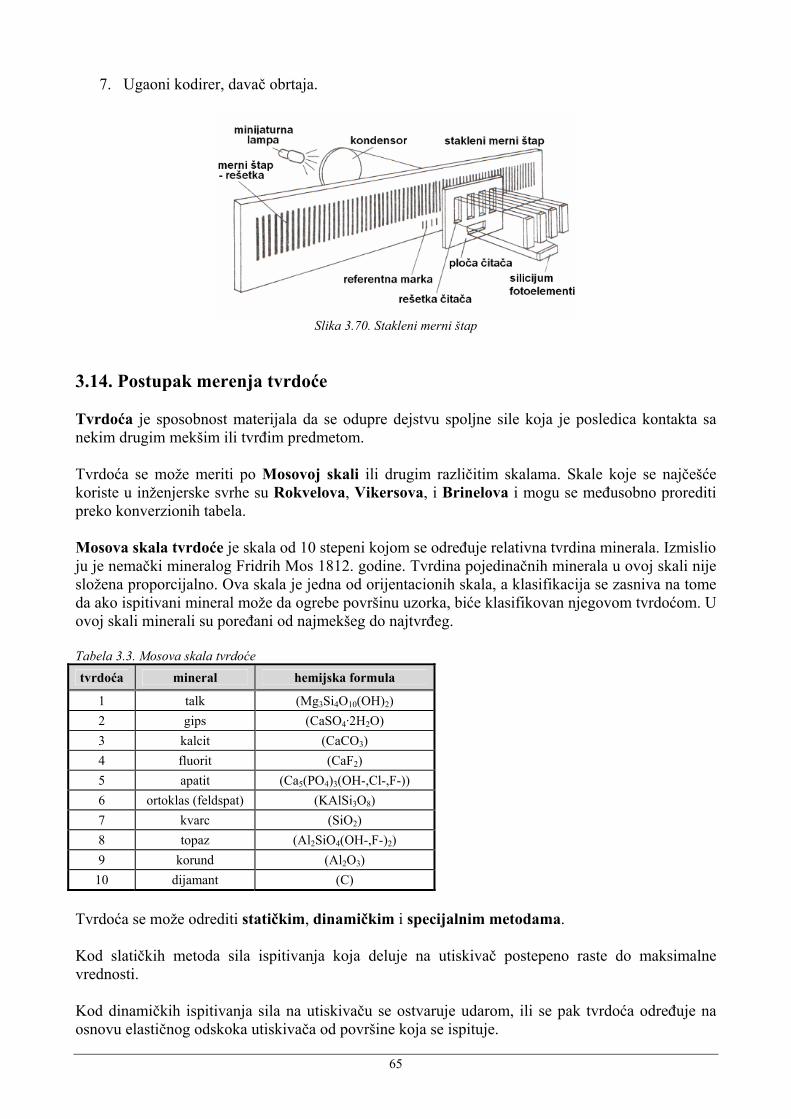
1. Uzdužni potenciometar sa navojima od žice. 2. Potenciometar sa provodnikom od plastike. 3. Induktivni davač puta (bezdodirni). 4. Stakleni merni štap. Merenje se vrši digitalno-inkrimentalno u kome se foto-električno
očitava rešetkasta podela koja je nanesena na merni štap. Pri pomeranju mernog štapa, fotoelementi proizvode periodične signale približno sinusnog oblika, a kasnije se vrši numerička obrada dobijenog signala.
5. Laser-merni sistem. 6. Izdužene merne trake.
65
7. Ugaoni kodirer, davač obrtaja.
Slika 3.70. Stakleni merni štap
3.14. Postupak merenja tvrdoće Tvrdoća je sposobnost materijala da se odupre dejstvu spoljne sile koja je posledica kontakta sa nekim drugim mekšim ili tvrđim predmetom. Tvrdoća se može meriti po Mosovoj skali ili drugim različitim skalama. Skale koje se najčešće koriste u inženjerske svrhe su Rokvelova, Vikersova, i Brinelova i mogu se međusobno prorediti preko konverzionih tabela. Mosova skala tvrdoće je skala od 10 stepeni kojom se određuje relativna tvrdina minerala. Izmislio ju je nemački mineralog Fridrih Mos 1812. godine. Tvrdina pojedinačnih minerala u ovoj skali nije složena proporcijalno. Ova skala je jedna od orijentacionih skala, a klasifikacija se zasniva na tome da ako ispitivani mineral može da ogrebe površinu uzorka, biće klasifikovan njegovom tvrdoćom. U ovoj skali minerali su poređani od najmekšeg do najtvrđeg. Tabela 3.3. Mosova skala tvrdoće tvrdoća mineral hemijska formula
1 talk (Mg3Si4O10(OH)2) 2 gips (CaSO4·2H2O) 3 kalcit (CaCO3) 4 fluorit (CaF2) 5 apatit (Ca5(PO4)3(OH-,Cl-,F-)) 6 ortoklas (feldspat) (KAlSi3O8) 7 kvarc (SiO2) 8 topaz (Al2SiO4(OH-,F-)2) 9 korund (Al2O3)
10 dijamant (C) Tvrdoća se može odrediti statičkim, dinamičkim i specijalnim metodama. Kod slatičkih metoda sila ispitivanja koja deluje na utiskivač postepeno raste do maksimalne vrednosti. Kod dinamičkih ispitivanja sila na utiskivaču se ostvaruje udarom, ili se pak tvrdoća određuje na osnovu elastičnog odskoka utiskivača od površine koja se ispituje.
66
Statičke metode: 1. Brinel (Brinell) metoda HBS, HBW 2. Vikers (Vickers) metoda, HV 3. Rokvel (Rockwell) metoda, HRC 4. Knup (Knoop) metoda, HK
Dinamičke metode:
1. Poldi (Poldy) metoda, HP 2. Skleroskopska metoda (po Šoru (Shore)), HSh 3. Duroskopska metoda, HD
3.14.1. Statičke metode
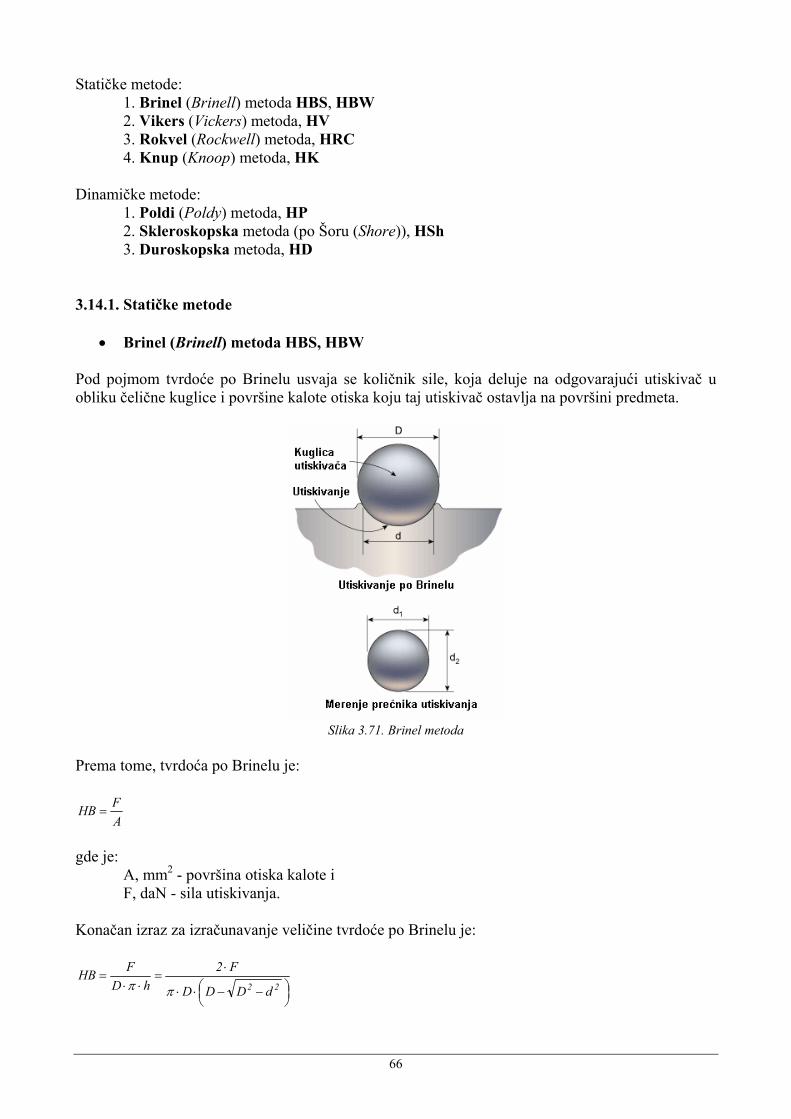
• Brinel (Brinell) metoda HBS, HBW Pod pojmom tvrdoće po Brinelu usvaja se količnik sile, koja deluje na odgovarajući utiskivač u obliku čelične kuglice i površine kalote otiska koju taj utiskivač ostavlja na površini predmeta.
Slika 3.71. Brinel metoda
Prema tome, tvrdoća po Brinelu je:
AFHB =
gde je: A, mm2 - površina otiska kalote i F, daN - sila utiskivanja. Konačan izraz za izračunavanje veličine tvrdoće po Brinelu je:
⎟⎠⎞⎜
⎝⎛ −−⋅⋅
⋅=
⋅⋅=
22 dDDD
F2hD
FHBππ
67
gde je: D, mm - prečnik kuglice - utiskivača i d, mm - prečnik otiska. Ispitivanje tvrdoće po metodi Brinel se izvodi do tvrdoće HB= 450 (čelična kuglica - HBS), a kada se primenjuju utiskivači od tvrdih metala i do HB= 650 (pri čemu se izmerena tvrdoća označava - HBW). Preko ovih vrednosti nastaju deformacije kuglice, a time veći otisci i manje tvrdoće. Brojna vrednost izmerene tvrdoće unosi se ispred oznake za tvrdoću, a iza ove oznake, u indeksu, unose se uslovi ispitivanja po redosledu:
- prečnik kuglice u mm, - sila utiskivanja u daN i - vreme utiskivanja u sekundama.
Primer oznake: 197 HBS2.5/187.5/15 Utiskivač i sila utiskivanja Za merenje tvrdoće po Brinelu utiskivač je čelična kuglica prečnika 10, 5 i 2.5 mm. Izuzetno prečnik kuglice može biti 1 i 2 mm. Dozvoljeno odstupanje prečnika kuglice odgovara kvalitetu 6 prema IS0 standardima. Materijal kuglice je okaljeni čelik tvrdoće 850 HV. Prečnik kuglice i sila utiskivanja pri merenju tvrdoće po Brinelu određuju se iz uslova:
constDF
2 =
Preporuke za izbor odnosa F / D2 date su u tablici 3.4. Tabela 3.4
Vrsta materijala F/D2
Čelik 30 Liveno gvožđe: Tvrdoće do 140 HB Tvrdoće iznad 140 HB
10 30
Bakar i legure bakra: Tvrdoće do 35 HB Tvrdoće od 35 HB do 200 HB Tvrdoće iznad 200 HB
5
10 30
Laki metali i njihove legure: Tvrdoće do 35 HB Tvrdoće od 35 HB do 80 HB Tvrdoće iznad 80 HB
1.25; 2.5 5; 10; 15
10; 15 Olovo, kalaj 1; 1.25 Pri izboru prečnika kuglice, zavisno od debljine materijala, preporučuje se: Tabela 3.5
Prečnik kuglice D, mm Debljina materijala s, mm
10 6 5 3-6
2.5 i 2 3 1 površinsko
68
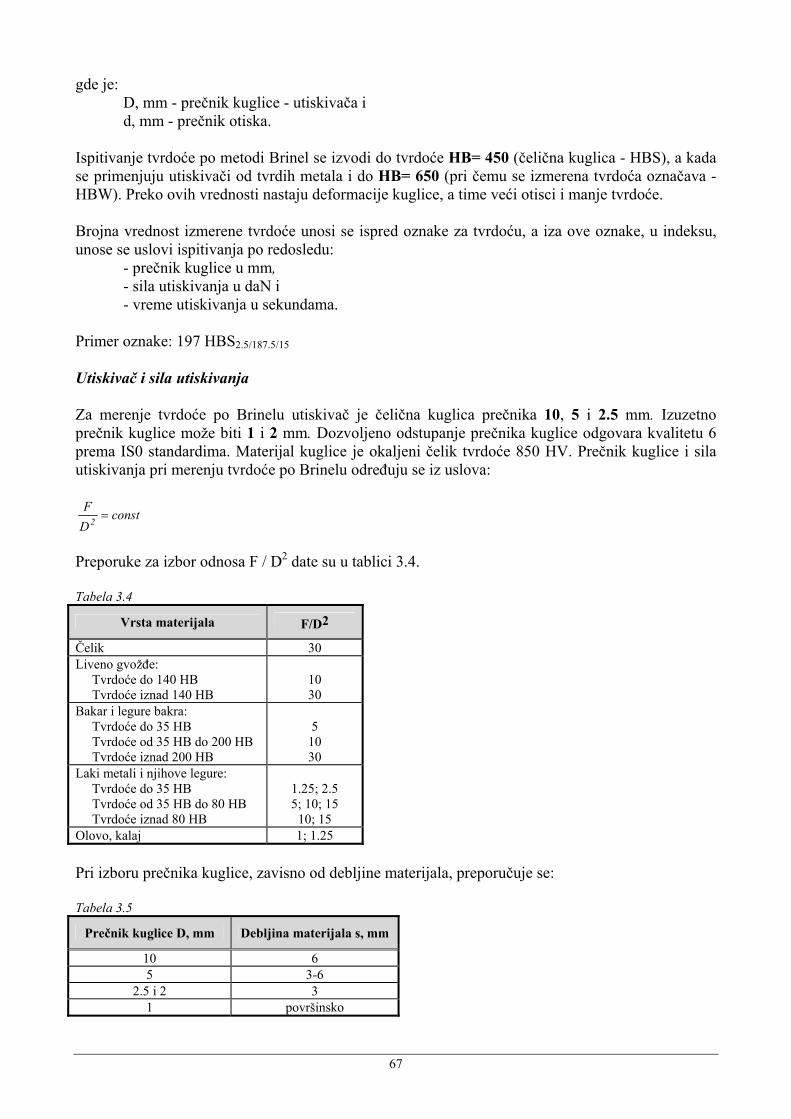
Vreme utiskivanja Vreme trajanja utiskivanja zavisi od vrste materijala čija se tvrdoća meri. Opterećenje, s obzirom na statički metod ispitivanja, povećava se postepeno.
F [d
aN]
t [s]
t1 t2 t3
Slika 3.72. Vreme utiskivanja: t1 - vreme porasta opterećenja do maksimalne vrednosti (min 2 s, max 8 s), t2 - vreme trajanja dejstva punog opterećenja. Ovo vreme se unosi u oznaku pri obeležavanju tvrdoće i zavisi od vrste
materijala (tablica na prethodnom slajdu), i t3 - vreme rasterećenja.
Preporučene vrednosti vremena utiskivanja su dati u tabeli 3.6. Tabela 3.6
Vrsta materijala Vreme utiskivanja pod opterećenjem t2, s
Rm ≤ 1100 MPa 30 Rm > 1100 MPa 15 Čelik Rm > 1100 MPa 10
Bakar i legure bakra 10-15 Aluminijum i alumijumske legure 30 Olovo 60 Magnezijum i magnezijumove legure 120 Ležišne legure 180 Uslovi ispitivanja Pri merenju tvrdoće ovom metodom potrebno je da budu zadovoljeni sledeći uslovi:
- Debljina uzorka mora biti najmanje 8 odnosno 10 puta veća od dubine otiska (a ≥ 8 h = 8 F/D π HBS, mm);
- Na poleđini uzorka nasuprot otiska posle merenja se ne smeju videti nikakvi tragovi deformacije;
- Odstojanje od sredine otiska do ivice uzorka, na kome se meri tvrdoća, kao i odstojanje između dva susedna centra otiska zavisi od vrste ispitivanog materijala;
- Otisak, koji ostavlja utiskivač, mora da bude takav da obezbedi što tačnija merenja, odnosno mora da se ispuni uslov d = (0.24 - 0.6) D, tj. da centralni ugao bude oko 60°;
- Ugao između ose utiskivača i površine uzorka mora biti 90°, što znači da pravac dejstva sile mora biti uvek upravan na površinu uzorka, što se ostvaruje obradom površine i izborom postolja. Uzorak mora biti stabilan i čist.
Našim standardima (JUS C.A4.003 i dr.) za merenje tvrdoće se preporučuje najmanje tri merenja, ali povećani broj merenja samo povećava tačnost merenja. Temperatura ispitivanja je sobna, odnosno u granicama 10 do 35°C, a kada je u kontrolisanim ilslovima 23±5°C.
69
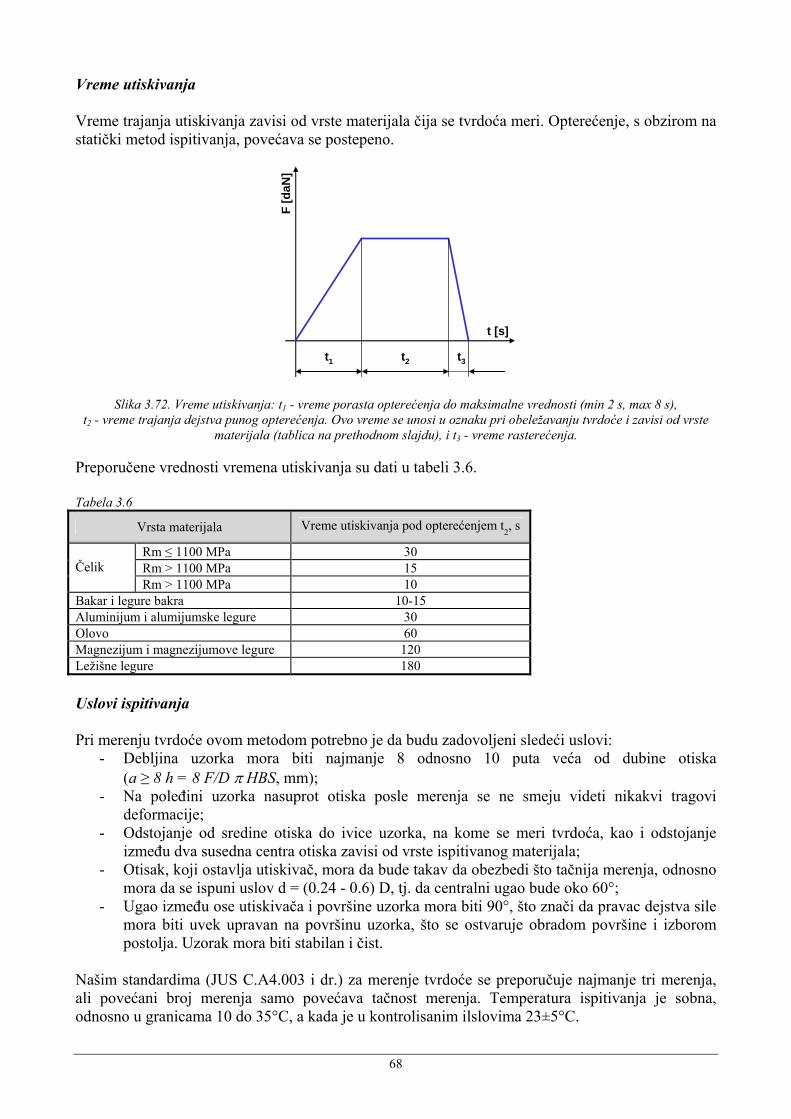
Aparat za ispitivanje tvrdoće Statičko dejstvo odgovarajućih sila na utiskivač ostvaruje se pomoću sistema poluga, dok se uzorak postavlja na postolje aparata. Isti aparat je namenjen i za rnerenje tvrdoće po Vikersu, s tim što se menja utiskivač i izbor potrebnog opterećenja (5-120 daN).
Slika 3.73. Shema uređaja za merenje tvrdoće po Brinelu
Tok rada pri ispitivanju Za merenje tvrdoće potrebno je izvršiti odgovarajuću pripremu površine na kojoj će se izvesti merenje. Površina mora biti čista, odmašćena i mašinski obrađena (struganjem, brušenjem, poliranjem). Tok rada se sastoji iz sledećih faza:
- Bira se utiskivač u zavisnosti od debljine materijala; - Utiskivač se pričvršćuje u nosač aparata; - Uključi se lampa i osvetli površina uzorka; - Uzorak se postavlja na postolje i priteže uz nosač utiskivača; - Slika površine uzorka mora jasno da se projektuje na ekranu; - Aktivira se aparat (pritiskom na taster) i započinje utiskivanje; - Posle predviđenog vremena utiskivanja poluga se spušta i izvodi rasterećenje; - Izvodi se merenje otiska.
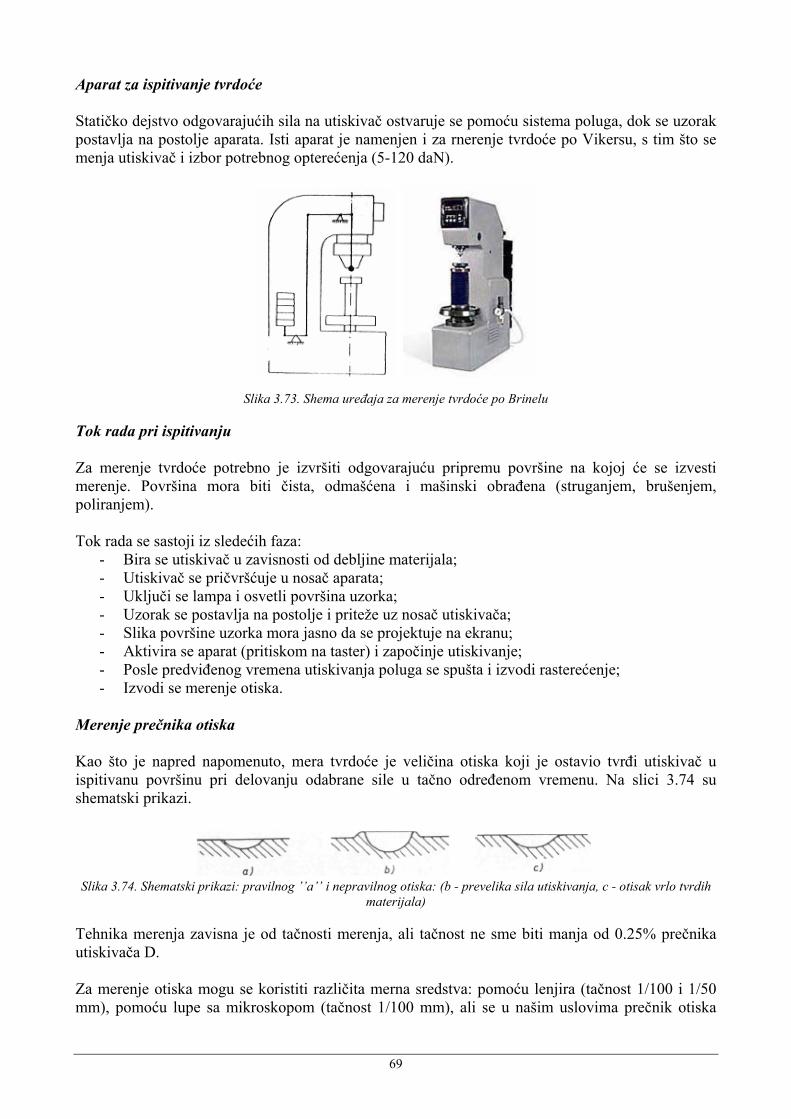
Merenje prečnika otiska Kao što je napred napomenuto, mera tvrdoće je veličina otiska koji je ostavio tvrđi utiskivač u ispitivanu površinu pri delovanju odabrane sile u tačno određenom vremenu. Na slici 3.74 su shematski prikazi.
Slika 3.74. Shematski prikazi: pravilnog ’’a’’ i nepravilnog otiska: (b - prevelika sila utiskivanja, c - otisak vrlo tvrdih
materijala)
Tehnika merenja zavisna je od tačnosti merenja, ali tačnost ne sme biti manja od 0.25% prečnika utiskivača D. Za merenje otiska mogu se koristiti različita merna sredstva: pomoću lenjira (tačnost 1/100 i 1/50 mm), pomoću lupe sa mikroskopom (tačnost 1/100 mm), ali se u našim uslovima prečnik otiska
70
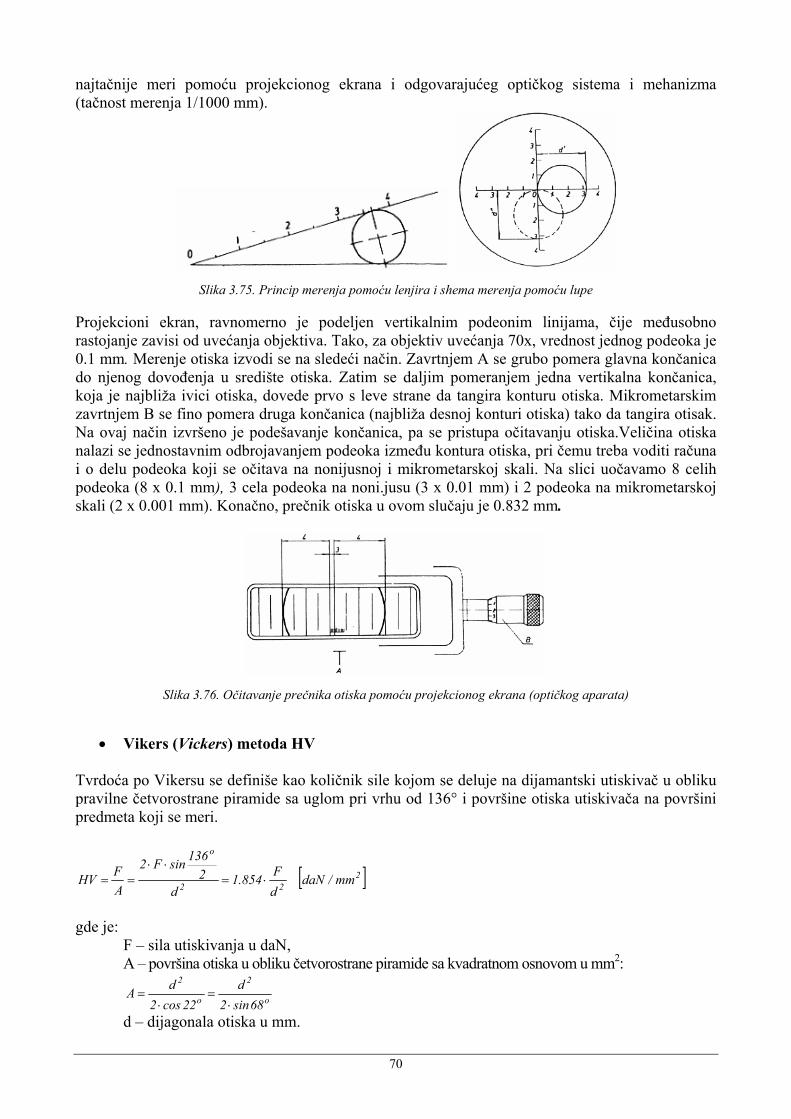
najtačnije meri pomoću projekcionog ekrana i odgovarajućeg optičkog sistema i mehanizma (tačnost merenja 1/1000 mm).
Slika 3.75. Princip merenja pomoću lenjira i shema merenja pomoću lupe Projekcioni ekran, ravnomerno je podeljen vertikalnim podeonim linijama, čije međusobno rastojanje zavisi od uvećanja objektiva. Tako, za objektiv uvećanja 70x, vrednost jednog podeoka je 0.1 mm. Merenje otiska izvodi se na sledeći način. Zavrtnjem A se grubo pomera glavna končanica do njenog dovođenja u središte otiska. Zatim se daljim pomeranjem jedna vertikalna končanica, koja je najbliža ivici otiska, dovede prvo s leve strane da tangira konturu otiska. Mikrometarskim zavrtnjem B se fino pomera druga končanica (najbliža desnoj konturi otiska) tako da tangira otisak. Na ovaj način izvršeno je podešavanje končanica, pa se pristupa očitavanju otiska.Veličina otiska nalazi se jednostavnim odbrojavanjem podeoka između kontura otiska, pri čemu treba voditi računa i o delu podeoka koji se očitava na nonijusnoj i mikrometarskoj skali. Na slici uočavamo 8 celih podeoka (8 x 0.1 mm), 3 cela podeoka na noni.jusu (3 x 0.01 mm) i 2 podeoka na mikrometarskoj skali (2 x 0.001 mm). Konačno, prečnik otiska u ovom slučaju je 0.832 mm.
Slika 3.76. Očitavanje prečnika otiska pomoću projekcionog ekrana (optičkog aparata)
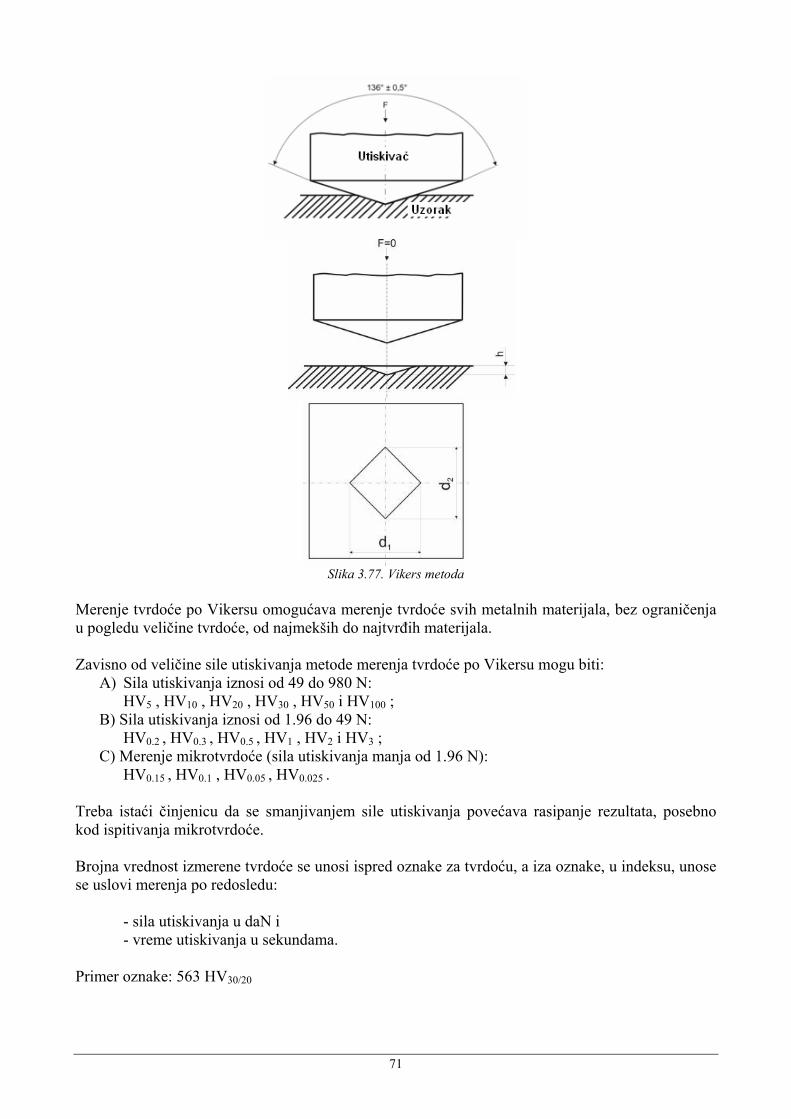
• Vikers (Vickers) metoda HV Tvrdoća po Vikersu se definiše kao količnik sile kojom se deluje na dijamantski utiskivač u obliku pravilne četvorostrane piramide sa uglom pri vrhu od 136° i površine otiska utiskivača na površini predmeta koji se meri.
[ ]222
o
mm/daNdF854.1
d2
136sinF2
AFHV ⋅=
⋅⋅==
gde je: F – sila utiskivanja u daN,
A – površina otiska u obliku četvorostrane piramide sa kvadratnom osnovom u mm2:
o
2
o
2
68sin2d
22cos2dA
⋅=
⋅=
d – dijagonala otiska u mm.
71
Slika 3.77. Vikers metoda
Merenje tvrdoće po Vikersu omogućava merenje tvrdoće svih metalnih materijala, bez ograničenja u pogledu veličine tvrdoće, od najmekših do najtvrđih materijala. Zavisno od veličine sile utiskivanja metode merenja tvrdoće po Vikersu mogu biti:
A) Sila utiskivanja iznosi od 49 do 980 N: HV5 , HV10 , HV20 , HV30 , HV50 i HV100 ;
B) Sila utiskivanja iznosi od 1.96 do 49 N: HV0.2 , HV0.3 , HV0.5 , HV1 , HV2 i HV3 ;
C) Merenje mikrotvrdoće (sila utiskivanja manja od 1.96 N): HV0.15 , HV0.1 , HV0.05 , HV0.025 . Treba istaći činjenicu da se smanjivanjem sile utiskivanja povećava rasipanje rezultata, posebno kod ispitivanja mikrotvrdoće. Brojna vrednost izmerene tvrdoće se unosi ispred oznake za tvrdoću, a iza oznake, u indeksu, unose se uslovi merenja po redosledu: - sila utiskivanja u daN i - vreme utiskivanja u sekundama. Primer oznake: 563 HV30/20
72
Utiskivač i sila utiskivanja Utiskivač je izrađen od dijamanta u obliku pravilne četvorostrane piramide sa uglom pri vrhu 136°±0.5°. Stranice utiskivača moraju biti podjednako nagnute prema osi, tako da linija veze između suprotnih stranica ne bude duža od 0.002 mm. Vrh i površine dijamantskog utiskivača moraju biti pravilno obrađene, bez površinskih grešaka, što se lupom povremeno proverava. Veličina sile utiskivanja pri merenju tvrdoće po Vikersu zavisi od vrste i debljine materijala, kao i od veličine tvrdoće koja se očekuje (npr. za debljinu uzorka 0.3-0.5 mm → F= 5-10 daN, ..., za debljinu uzorka 2.0 do 4.0 mm → F= 20-50 daN). Prema nekim standardima postoje preporuke za optimalnu silu utiskivanja: za čelik 30 daN, a za aluminijum i njegove legure 10 daN i dr. Vreme utiskivanja Potrebno vreme utiskivanja utiskivača u površinu uzorka materijala mora da obezbedi ravnomerni prirast sile do odabrane vrednosti. Ovo vreme nanošenja sile iznosi 10-15 s. Za slučaj prekoračenja ovog vremena neophodno je naznačiti ga u oznaci. Uslovi merenja Pri rnerenju po ovoj metodi neophodno je ispunjavanje sledećih uslova:
– Debljina uzorka mora biti veća 1.5 puta od dijagonale otiska; – Odstojanje centra otiska od ivice uzorka, ili do konture bilo kog drugog otiska, ne sme biti
manja od dijagonale otiska; – Utiskivač mora biti upravan na površinu uzorka; – Površina uzorka treba da bude ravna, glatka i čista (brušena i polirana).
Naširn standardirna (JUS C.A4.003, JUS C.A4.103 i dr.) za merenje tvrdoće se preporučuje najmanje tri merenja, ali povećani broj merenja samo povećava tačnost merenja. Temperatura ispitivanja je sobna, odnosno u granicama 10 do 35 °C, a kada je u kontrolisanim uslovirna 23±5°C.
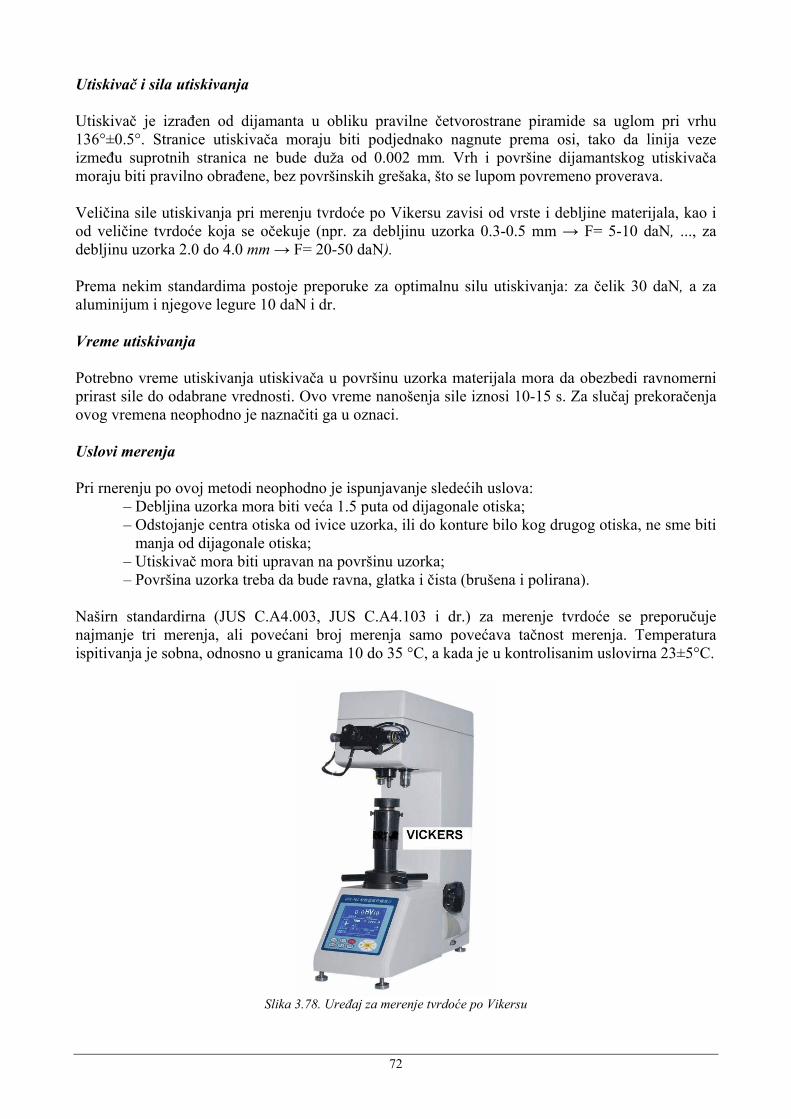
Slika 3.78. Uređaj za merenje tvrdoće po Vikersu
73
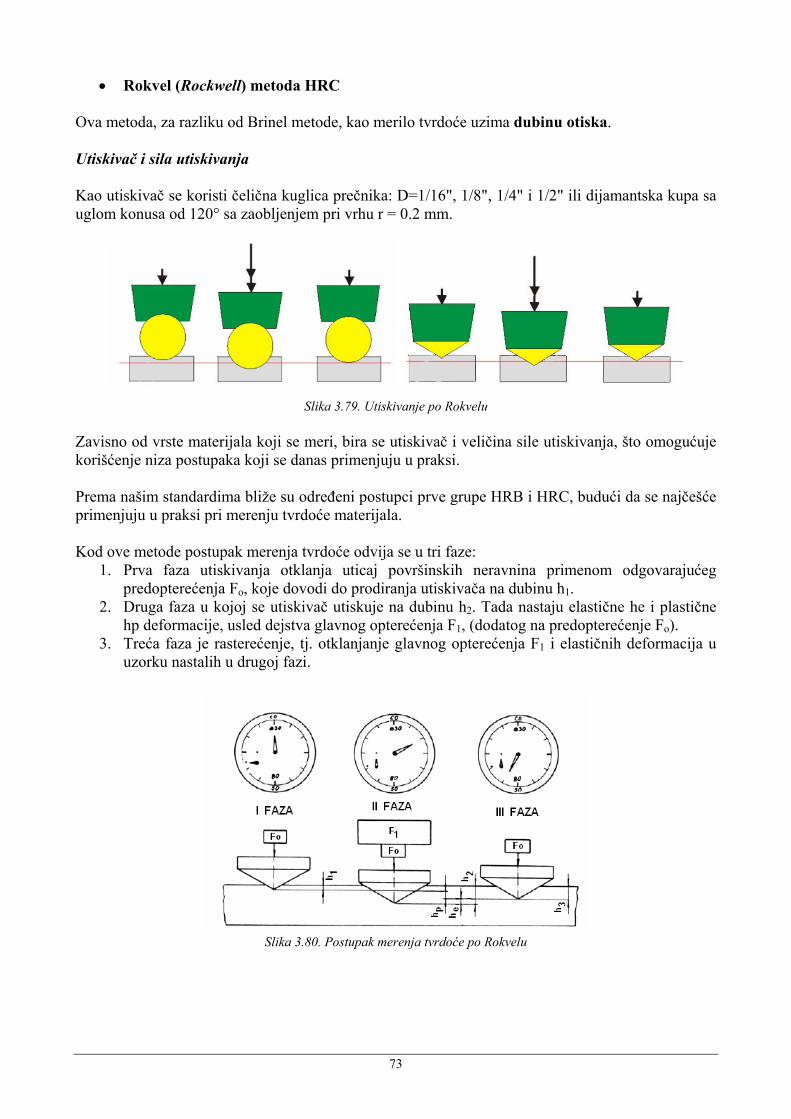
• Rokvel (Rockwell) metoda HRC Ova metoda, za razliku od Brinel metode, kao merilo tvrdoće uzima dubinu otiska. Utiskivač i sila utiskivanja Kao utiskivač se koristi čelična kuglica prečnika: D=1/16", 1/8", 1/4" i 1/2" ili dijamantska kupa sa uglom konusa od 120° sa zaobljenjem pri vrhu r = 0.2 mm.
Slika 3.79. Utiskivanje po Rokvelu Zavisno od vrste materijala koji se meri, bira se utiskivač i veličina sile utiskivanja, što omogućuje korišćenje niza postupaka koji se danas primenjuju u praksi. Prema našim standardima bliže su određeni postupci prve grupe HRB i HRC, budući da se najčešće primenjuju u praksi pri merenju tvrdoće materijala. Kod ove metode postupak merenja tvrdoće odvija se u tri faze:
1. Prva faza utiskivanja otklanja uticaj površinskih neravnina primenom odgovarajućeg predopterećenja Fo, koje dovodi do prodiranja utiskivača na dubinu h1.
2. Druga faza u kojoj se utiskivač utiskuje na dubinu h2. Tada nastaju elastične he i plastične hp deformacije, usled dejstva glavnog opterećenja F1, (dodatog na predopterećenje Fo).
3. Treća faza je rasterećenje, tj. otklanjanje glavnog opterećenja F1 i elastičnih deformacija u uzorku nastalih u drugoj fazi.
Slika 3.80. Postupak merenja tvrdoće po Rokvelu
74
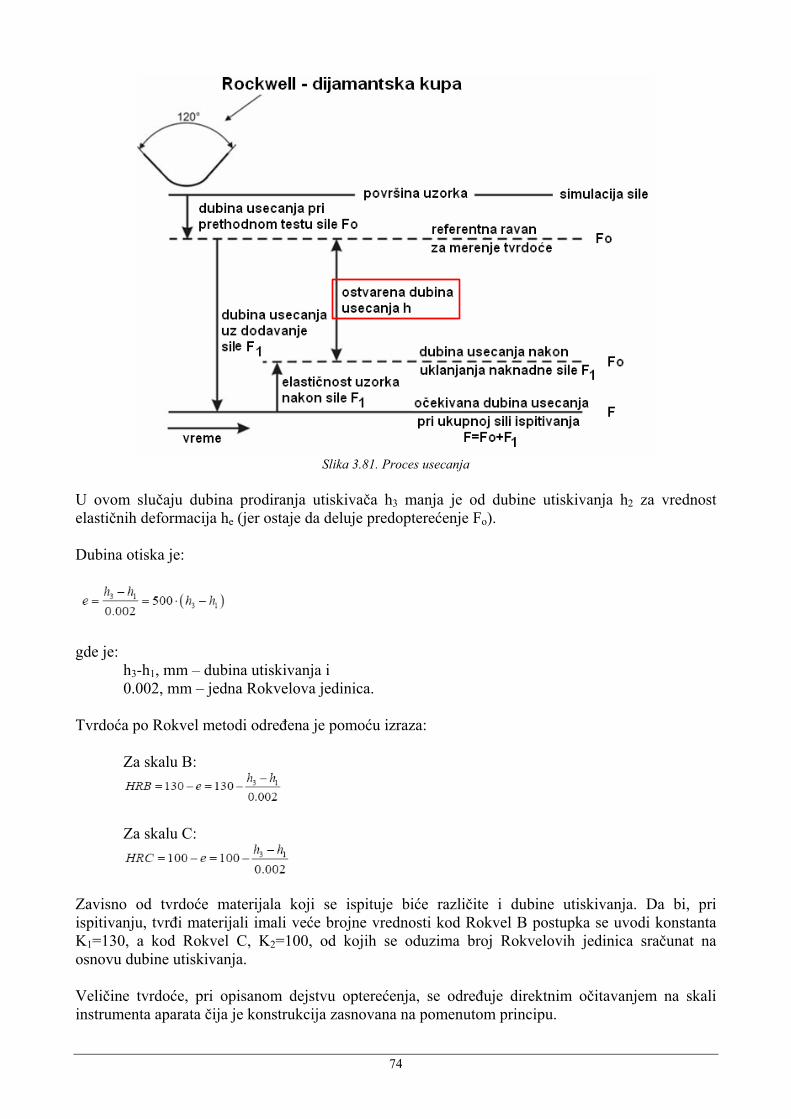
Slika 3.81. Proces usecanja
U ovom slučaju dubina prodiranja utiskivača h3 manja je od dubine utiskivanja h2 za vrednost elastičnih deformacija he (jer ostaje da deluje predopterećenje Fo). Dubina otiska je:
gde je: h3-h1, mm – dubina utiskivanja i 0.002, mm – jedna Rokvelova jedinica. Tvrdoća po Rokvel metodi određena je pomoću izraza:
Za skalu B:
Za skalu C:
Zavisno od tvrdoće materijala koji se ispituje biće različite i dubine utiskivanja. Da bi, pri ispitivanju, tvrđi materijali imali veće brojne vrednosti kod Rokvel B postupka se uvodi konstanta K1=130, a kod Rokvel C, K2=100, od kojih se oduzima broj Rokvelovih jedinica sračunat na osnovu dubine utiskivanja. Veličine tvrdoće, pri opisanom dejstvu opterećenja, se određuje direktnim očitavanjem na skali instrumenta aparata čija je konstrukcija zasnovana na pomenutom principu.
75
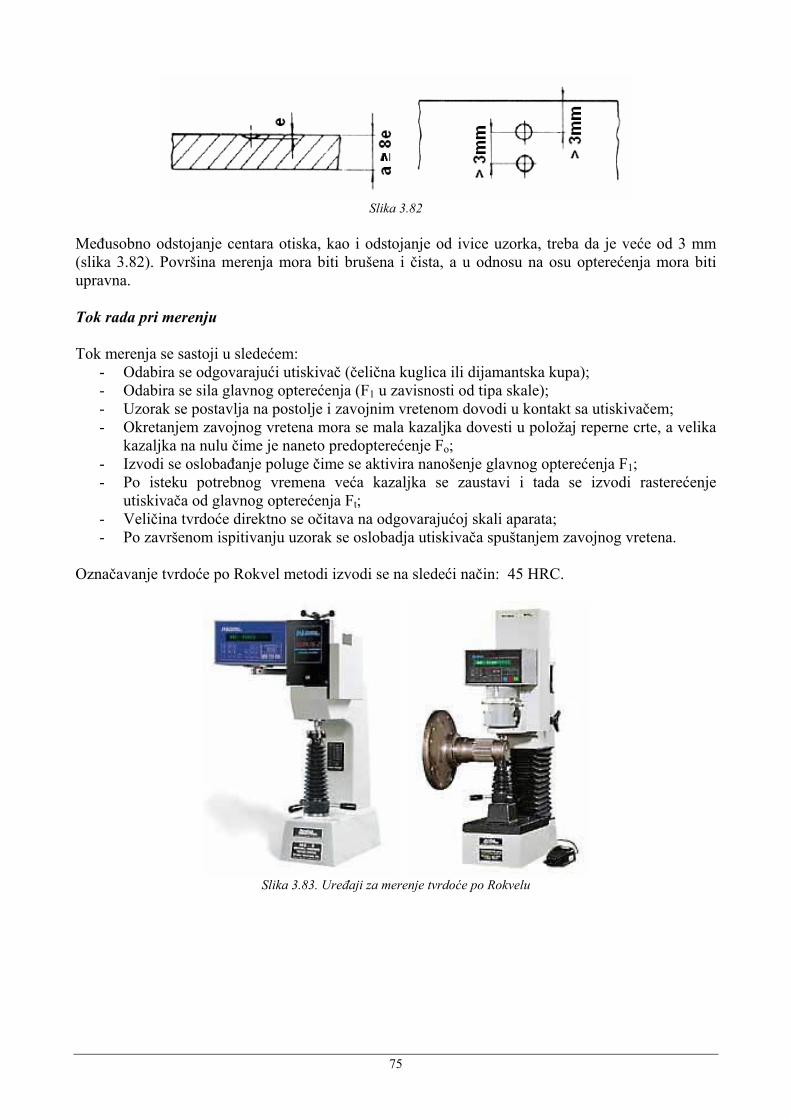
Slika 3.82
Međusobno odstojanje centara otiska, kao i odstojanje od ivice uzorka, treba da je veće od 3 mm (slika 3.82). Površina merenja mora biti brušena i čista, a u odnosu na osu opterećenja mora biti upravna. Tok rada pri merenju Tok merenja se sastoji u sledećem:
- Odabira se odgovarajući utiskivač (čelična kuglica ili dijamantska kupa); - Odabira se sila glavnog opterećenja (F1 u zavisnosti od tipa skale); - Uzorak se postavlja na postolje i zavojnim vretenom dovodi u kontakt sa utiskivačem; - Okretanjem zavojnog vretena mora se mala kazaljka dovesti u položaj reperne crte, a velika
kazaljka na nulu čime je naneto predopterećenje Fo; - Izvodi se oslobađanje poluge čime se aktivira nanošenje glavnog opterećenja F1; - Po isteku potrebnog vremena veća kazaljka se zaustavi i tada se izvodi rasterećenje
utiskivača od glavnog opterećenja Ft; - Veličina tvrdoće direktno se očitava na odgovarajućoj skali aparata; - Po završenom ispitivanju uzorak se oslobadja utiskivača spuštanjem zavojnog vretena.
Označavanje tvrdoće po Rokvel metodi izvodi se na sledeći način: 45 HRC.
Slika 3.83. Uređaji za merenje tvrdoće po Rokvelu
76
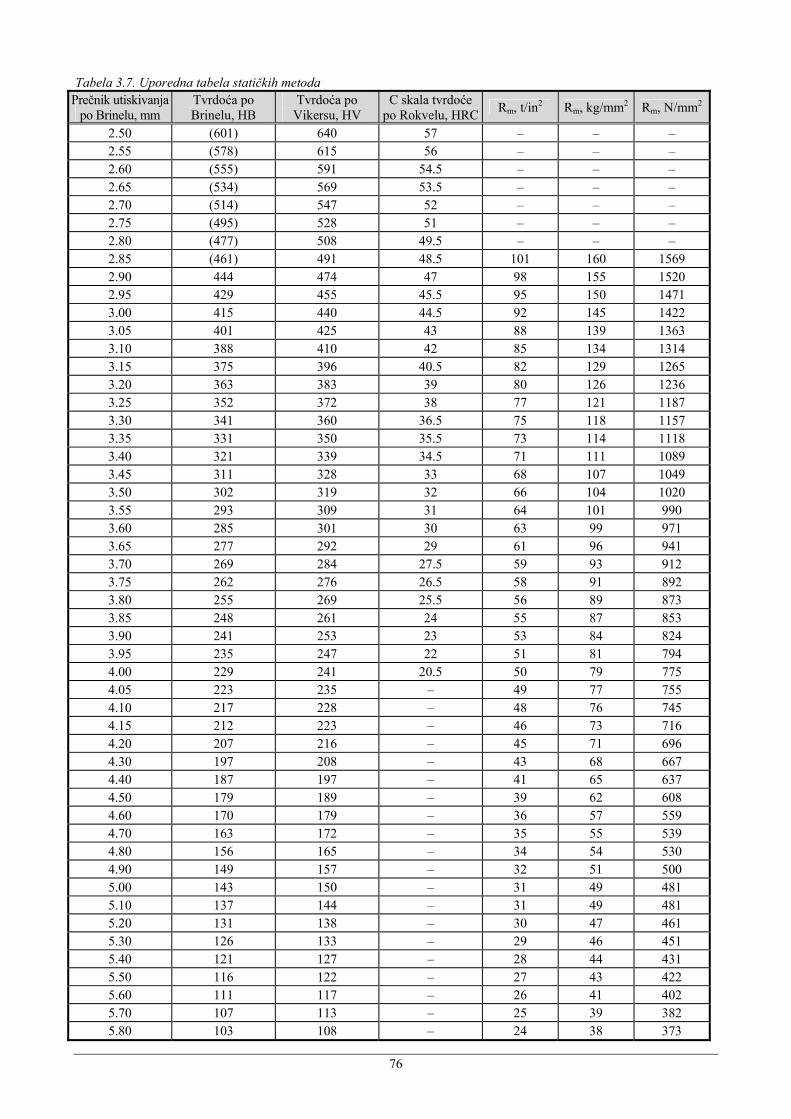
Tabela 3.7. Uporedna tabela statičkih metoda Prečnik utiskivanja
po Brinelu, mm Tvrdoća po Brinelu, HB
Tvrdoća po Vikersu, HV
C skala tvrdoće po Rokvelu, HRC Rm, t/in2 Rm, kg/mm2 Rm, N/mm2
2.50 (601) 640 57 – – – 2.55 (578) 615 56 – – – 2.60 (555) 591 54.5 – – – 2.65 (534) 569 53.5 – – – 2.70 (514) 547 52 – – – 2.75 (495) 528 51 – – – 2.80 (477) 508 49.5 – – – 2.85 (461) 491 48.5 101 160 1569 2.90 444 474 47 98 155 1520 2.95 429 455 45.5 95 150 1471 3.00 415 440 44.5 92 145 1422 3.05 401 425 43 88 139 1363 3.10 388 410 42 85 134 1314 3.15 375 396 40.5 82 129 1265 3.20 363 383 39 80 126 1236 3.25 352 372 38 77 121 1187 3.30 341 360 36.5 75 118 1157 3.35 331 350 35.5 73 114 1118 3.40 321 339 34.5 71 111 1089 3.45 311 328 33 68 107 1049 3.50 302 319 32 66 104 1020 3.55 293 309 31 64 101 990 3.60 285 301 30 63 99 971 3.65 277 292 29 61 96 941 3.70 269 284 27.5 59 93 912 3.75 262 276 26.5 58 91 892 3.80 255 269 25.5 56 89 873 3.85 248 261 24 55 87 853 3.90 241 253 23 53 84 824 3.95 235 247 22 51 81 794 4.00 229 241 20.5 50 79 775 4.05 223 235 – 49 77 755 4.10 217 228 – 48 76 745 4.15 212 223 – 46 73 716 4.20 207 216 – 45 71 696 4.30 197 208 – 43 68 667 4.40 187 197 – 41 65 637 4.50 179 189 – 39 62 608 4.60 170 179 – 36 57 559 4.70 163 172 – 35 55 539 4.80 156 165 – 34 54 530 4.90 149 157 – 32 51 500 5.00 143 150 – 31 49 481 5.10 137 144 – 31 49 481 5.20 131 138 – 30 47 461 5.30 126 133 – 29 46 451 5.40 121 127 – 28 44 431 5.50 116 122 – 27 43 422 5.60 111 117 – 26 41 402 5.70 107 113 – 25 39 382 5.80 103 108 – 24 38 373
77
3.14.2. Dinamičke metode Ove metode zasnovane su na dinamičkom dejstvu sile na utiskivač, kao i na udarno-elastičnom odskoku utiskivača od predmeta čija se tvrdoća meri. Reč je o jednostavnim, brzim, lakim i jeftinim metodama merenja, ali i nešto smanjene tačnosti. Primenjuju se u slučaju delova velike mase (dimenzija) i složene geometrije, ili kada na finalnim delovima nije dozvoljena bilo kakva deformacija (valjci valjaoničkih stanova, batovi kovačkih čekića, rezni alati i dr.). Najviše su u primeni Poldi, skleroskopska i duroskopska metoda. Za ispitivanje tvrdoće metodama sa dinamičkim dejstvom sila nemamo naših standarda, pa se koriste preporuke stranih standarda ili proizvođača opreme.
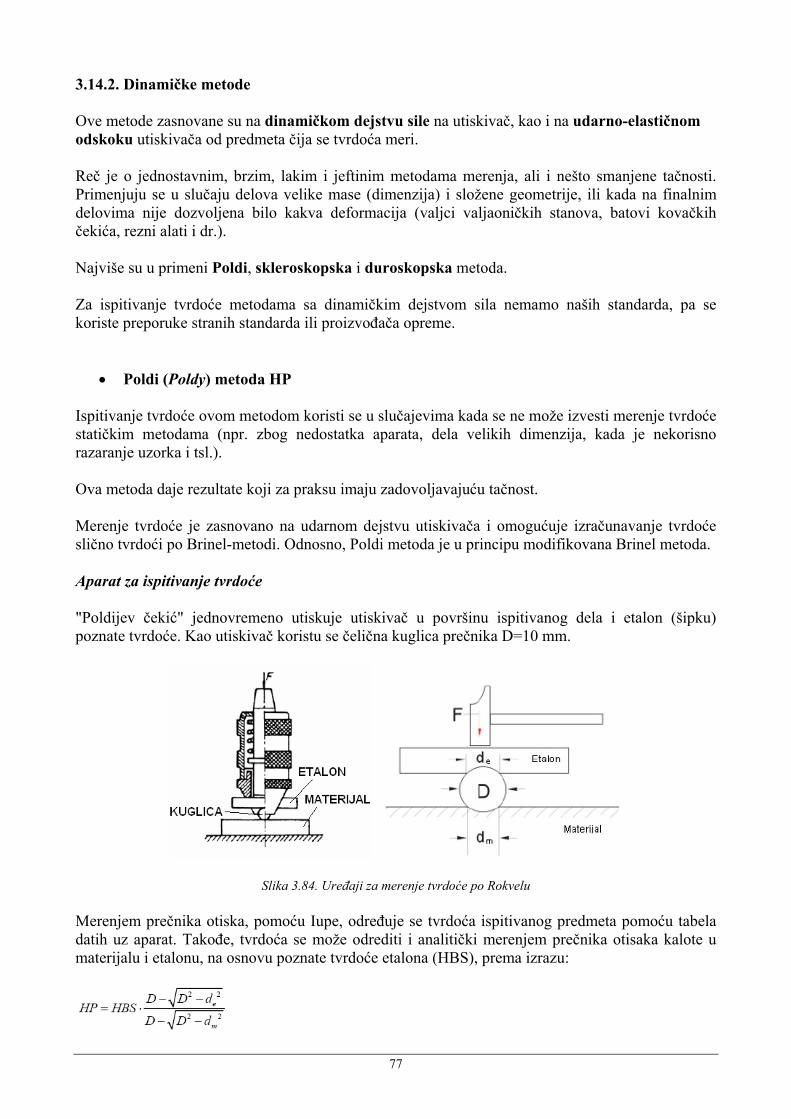
• Poldi (Poldy) metoda HP Ispitivanje tvrdoće ovom metodom koristi se u slučajevima kada se ne može izvesti merenje tvrdoće statičkim metodama (npr. zbog nedostatka aparata, dela velikih dimenzija, kada je nekorisno razaranje uzorka i tsl.). Ova metoda daje rezultate koji za praksu imaju zadovoljavajuću tačnost. Merenje tvrdoće je zasnovano na udarnom dejstvu utiskivača i omogućuje izračunavanje tvrdoće slično tvrdoći po Brinel-metodi. Odnosno, Poldi metoda je u principu modifikovana Brinel metoda. Aparat za ispitivanje tvrdoće "Poldijev čekić" jednovremeno utiskuje utiskivač u površinu ispitivanog dela i etalon (šipku) poznate tvrdoće. Kao utiskivač koristu se čelična kuglica prečnika D=10 mm.
Slika 3.84. Uređaji za merenje tvrdoće po Rokvelu Merenjem prečnika otiska, pomoću Iupe, određuje se tvrdoća ispitivanog predmeta pomoću tabela datih uz aparat. Takođe, tvrdoća se može odrediti i analitički merenjem prečnika otisaka kalote u materijalu i etalonu, na osnovu poznate tvrdoće etalona (HBS), prema izrazu:
78
gde je: HBS - tvrdoća etalona izmerena po Brinel metodi,
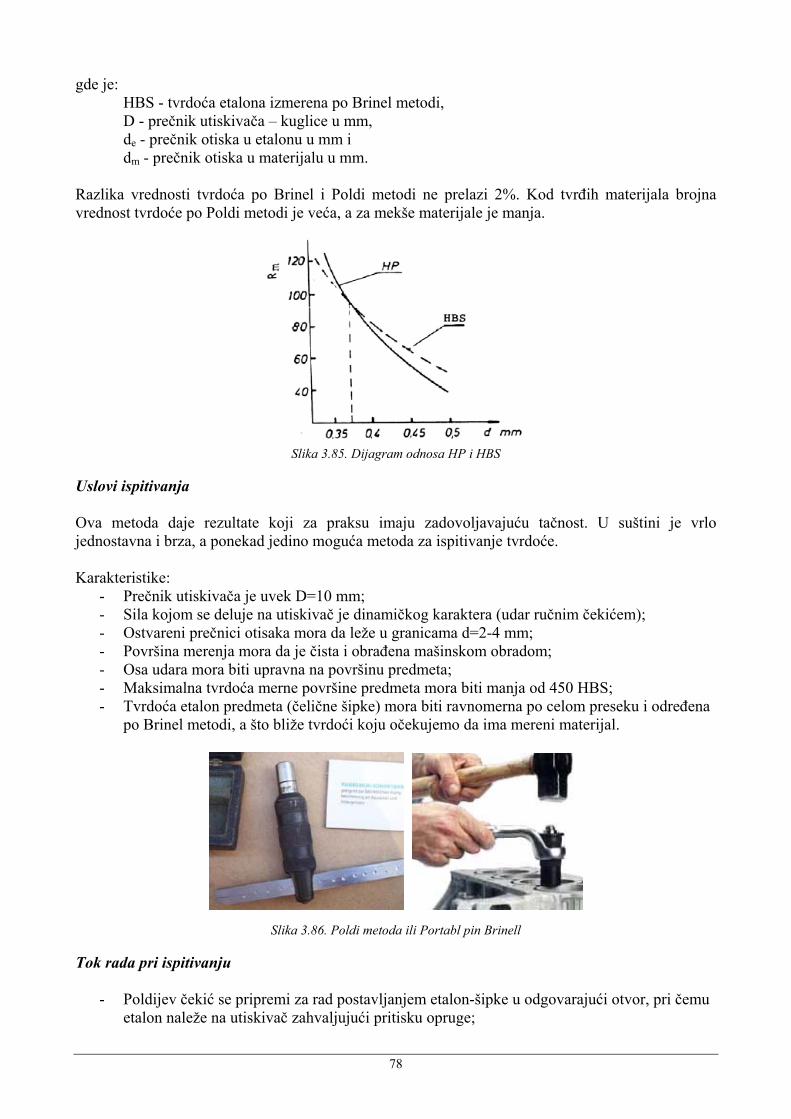
D - prečnik utiskivača – kuglice u mm, de - prečnik otiska u etalonu u mm i dm - prečnik otiska u materijalu u mm. Razlika vrednosti tvrdoća po Brinel i Poldi metodi ne prelazi 2%. Kod tvrđih materijala brojna vrednost tvrdoće po Poldi metodi je veća, a za mekše materijale je manja.
Slika 3.85. Dijagram odnosa HP i HBS
Uslovi ispitivanja Ova metoda daje rezultate koji za praksu imaju zadovoljavajuću tačnost. U suštini je vrlo jednostavna i brza, a ponekad jedino moguća metoda za ispitivanje tvrdoće. Karakteristike:
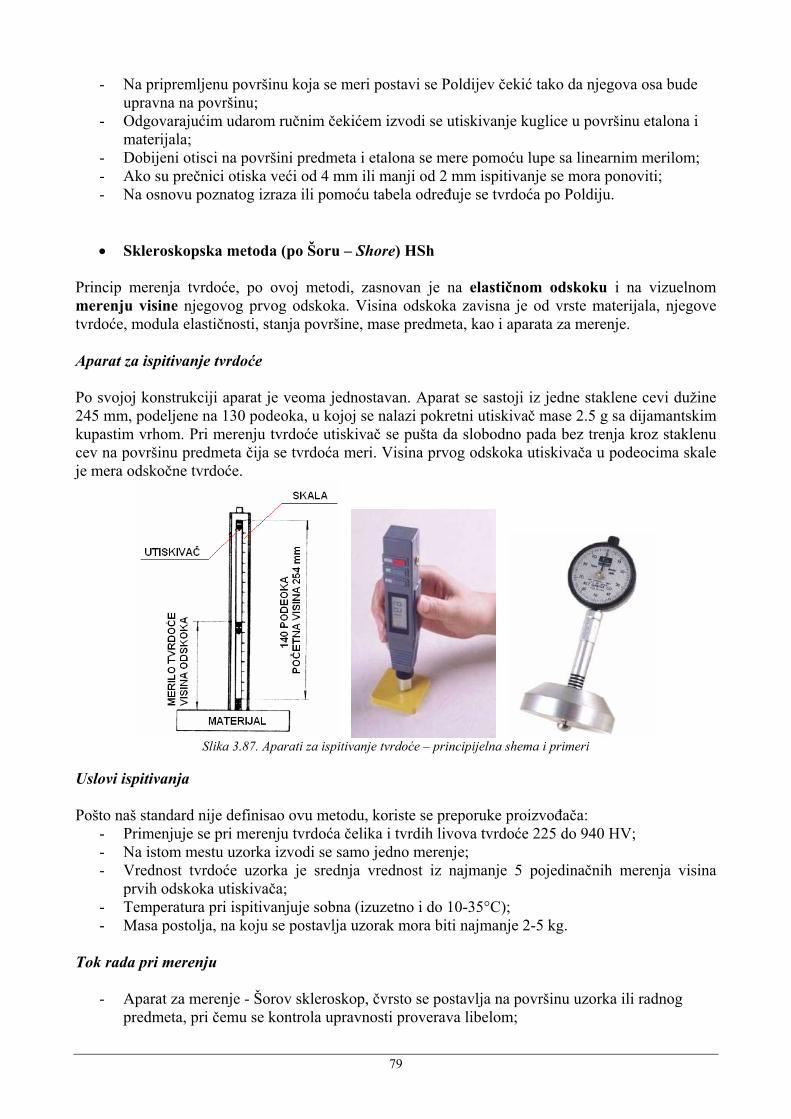
- Prečnik utiskivača je uvek D=10 mm; - Sila kojom se deluje na utiskivač je dinamičkog karaktera (udar ručnim čekićem); - Ostvareni prečnici otisaka mora da leže u granicama d=2-4 mm; - Površina merenja mora da je čista i obrađena mašinskom obradom; - Osa udara mora biti upravna na površinu predmeta; - Maksimalna tvrdoća merne površine predmeta mora biti manja od 450 HBS; - Tvrdoća etalon predmeta (čelične šipke) mora biti ravnomerna po celom preseku i određena
po Brinel metodi, a što bliže tvrdoći koju očekujemo da ima mereni materijal.
Slika 3.86. Poldi metoda ili Portabl pin Brinell
Tok rada pri ispitivanju
- Poldijev čekić se pripremi za rad postavljanjem etalon-šipke u odgovarajući otvor, pri čemu etalon naleže na utiskivač zahvaljujući pritisku opruge;
79
- Na pripremljenu površinu koja se meri postavi se Poldijev čekić tako da njegova osa bude upravna na površinu;
- Odgovarajućim udarom ručnim čekićem izvodi se utiskivanje kuglice u površinu etalona i materijala;
- Dobijeni otisci na površini predmeta i etalona se mere pomoću lupe sa linearnim merilom; - Ako su prečnici otiska veći od 4 mm ili manji od 2 mm ispitivanje se mora ponoviti; - Na osnovu poznatog izraza ili pomoću tabela određuje se tvrdoća po Poldiju.
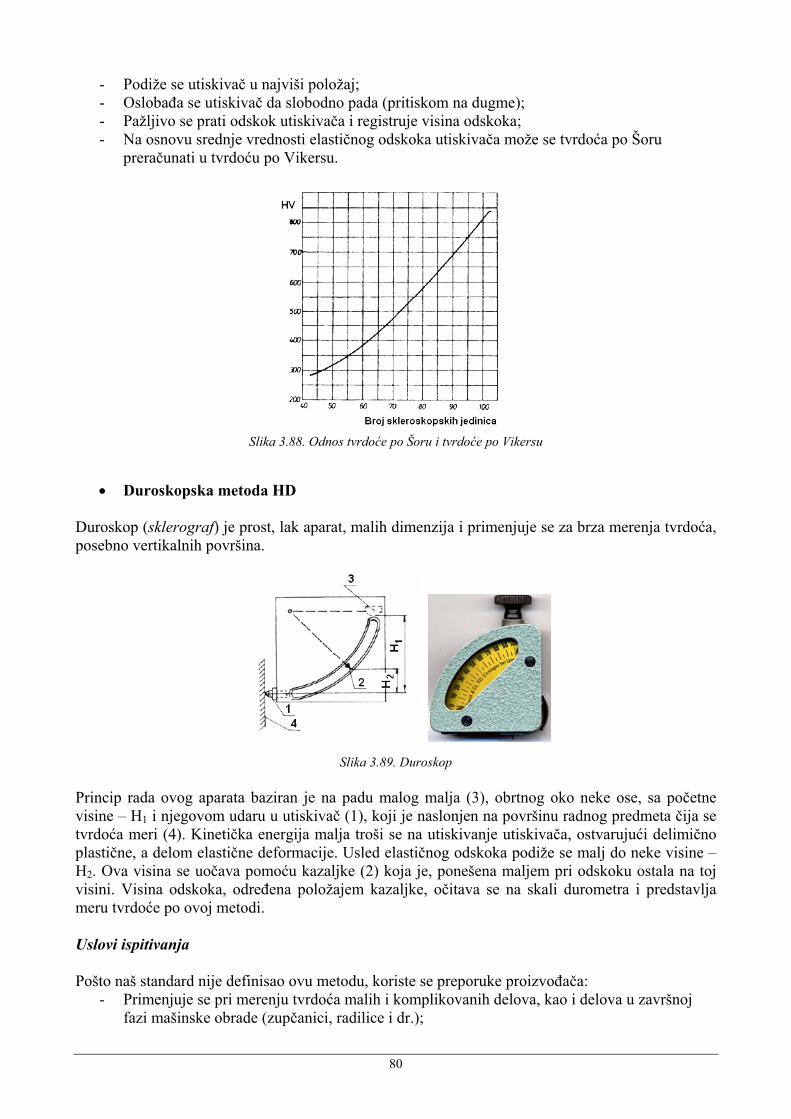
• Skleroskopska metoda (po Šoru – Shore) HSh Princip merenja tvrdoće, po ovoj metodi, zasnovan je na elastičnom odskoku i na vizuelnom merenju visine njegovog prvog odskoka. Visina odskoka zavisna je od vrste materijala, njegove tvrdoće, modula elastičnosti, stanja površine, mase predmeta, kao i aparata za merenje. Aparat za ispitivanje tvrdoće Po svojoj konstrukciji aparat je veoma jednostavan. Aparat se sastoji iz jedne staklene cevi dužine 245 mm, podeljene na 130 podeoka, u kojoj se nalazi pokretni utiskivač mase 2.5 g sa dijamantskim kupastim vrhom. Pri merenju tvrdoće utiskivač se pušta da slobodno pada bez trenja kroz staklenu cev na površinu predmeta čija se tvrdoća meri. Visina prvog odskoka utiskivača u podeocima skale je mera odskočne tvrdoće.
Slika 3.87. Aparati za ispitivanje tvrdoće – principijelna shema i primeri
Uslovi ispitivanja Pošto naš standard nije definisao ovu metodu, koriste se preporuke proizvođača:
- Primenjuje se pri merenju tvrdoća čelika i tvrdih livova tvrdoće 225 do 940 HV; - Na istom mestu uzorka izvodi se samo jedno merenje; - Vrednost tvrdoće uzorka je srednja vrednost iz najmanje 5 pojedinačnih merenja visina
prvih odskoka utiskivača; - Temperatura pri ispitivanjuje sobna (izuzetno i do 10-35°C); - Masa postolja, na koju se postavlja uzorak mora biti najmanje 2-5 kg.
Tok rada pri merenju
- Aparat za merenje - Šorov skleroskop, čvrsto se postavlja na površinu uzorka ili radnog predmeta, pri čemu se kontrola upravnosti proverava libelom;
80
- Podiže se utiskivač u najviši položaj; - Oslobađa se utiskivač da slobodno pada (pritiskom na dugme); - Pažljivo se prati odskok utiskivača i registruje visina odskoka; - Na osnovu srednje vrednosti elastičnog odskoka utiskivača može se tvrdoća po Šoru
preračunati u tvrdoću po Vikersu.
Slika 3.88. Odnos tvrdoće po Šoru i tvrdoće po Vikersu
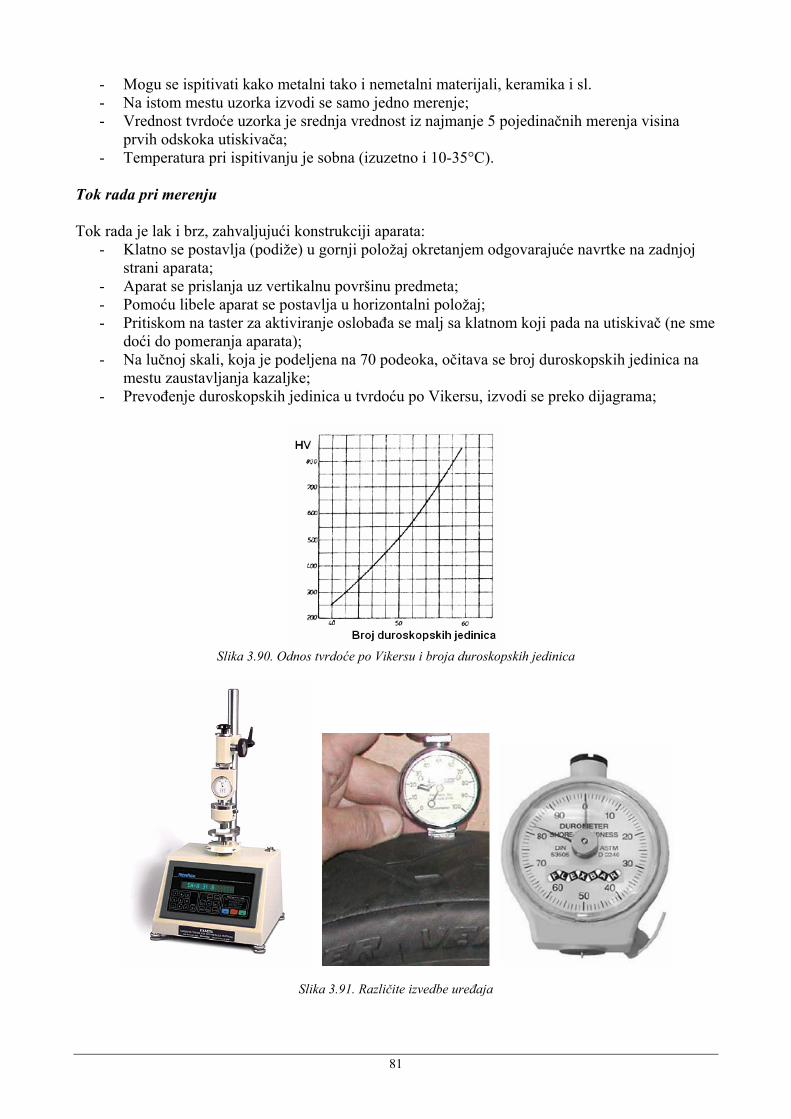
• Duroskopska metoda HD Duroskop (sklerograf) je prost, lak aparat, malih dimenzija i primenjuje se za brza merenja tvrdoća, posebno vertikalnih površina.
Slika 3.89. Duroskop Princip rada ovog aparata baziran je na padu malog malja (3), obrtnog oko neke ose, sa početne visine – H1 i njegovom udaru u utiskivač (1), koji je naslonjen na površinu radnog predmeta čija se tvrdoća meri (4). Kinetička energija malja troši se na utiskivanje utiskivača, ostvarujući delimično plastične, a delom elastične deformacije. Usled elastičnog odskoka podiže se malj do neke visine – H2. Ova visina se uočava pomoću kazaljke (2) koja je, ponešena maljem pri odskoku ostala na toj visini. Visina odskoka, određena položajem kazaljke, očitava se na skali durometra i predstavlja meru tvrdoće po ovoj metodi. Uslovi ispitivanja Pošto naš standard nije definisao ovu metodu, koriste se preporuke proizvođača:
- Primenjuje se pri merenju tvrdoća malih i komplikovanih delova, kao i delova u završnoj fazi mašinske obrade (zupčanici, radilice i dr.);
81
- Mogu se ispitivati kako metalni tako i nemetalni materijali, keramika i sl. - Na istom mestu uzorka izvodi se samo jedno merenje; - Vrednost tvrdoće uzorka je srednja vrednost iz najmanje 5 pojedinačnih merenja visina
prvih odskoka utiskivača; - Temperatura pri ispitivanju je sobna (izuzetno i 10-35°C).
Tok rada pri merenju Tok rada je lak i brz, zahvaljujući konstrukciji aparata:
- Klatno se postavlja (podiže) u gornji položaj okretanjem odgovarajuće navrtke na zadnjoj strani aparata;
- Aparat se prislanja uz vertikalnu površinu predmeta; - Pomoću libele aparat se postavlja u horizontalni položaj; - Pritiskom na taster za aktiviranje oslobađa se malj sa klatnom koji pada na utiskivač (ne sme
doći do pomeranja aparata); - Na lučnoj skali, koja je podeljena na 70 podeoka, očitava se broj duroskopskih jedinica na
mestu zaustavljanja kazaljke; - Prevođenje duroskopskih jedinica u tvrdoću po Vikersu, izvodi se preko dijagrama;
Slika 3.90. Odnos tvrdoće po Vikersu i broja duroskopskih jedinica
Slika 3.91. Različite izvedbe uređaja
82
Ostale metode: KNOOP: utisnuti dijamant u obliku piramide u ravni sa rombičnom osnovicom i fiksnim uglovima između međusobno suprotnih ravni je pritisnut u uzorak, i dužu dijagonalu koja ostaje na površini nakon test sile F naknadno izmeriti. MARTENS: kontinualno opažanje usled dejstva sile F, do dubine h, omogućuje određivanje tvrdoće. IRHD (International Rubber Hardness Degree) 3.15. Postupak merenja vlažnosti Najčešće se javljaju problemi u vezi sa vlažnim vazduhom koji miruje ili struji odnosno sa vlažnim gasom, sa svim svojim specifičnostima i karakteristikama. Pojmovi:
1. Apsolutna vlažnost: odnos mase vodene pare prema masi suvog vazduha u datoj zapremini nezasićenog vlažnog vazduha.
sv
pr
sv
pr
mm
xρρ
==
2. Relativna vlažnost: odnos parcijalnog pritiska pare ppr u nezasićenom vlažnom vazduhu i
parcijalnog pritiska zasićene pare p’’pr iste temperature.
t''pr
pr
p
p⎟⎟
⎠
⎞
⎜⎜
⎝
⎛=ϕ
3. Zasićeni vazduh, ϕ=1: vlažan vazduh koji sadrži onu količinu vodene pare koju dozvoljava
stabilna ravnoteža vazduha iznad mirne površine vode pri nekoj temperaturi mešavine. 4. Temperatura tačke rose tR: postiže se hlađenjem vlažnog vazduha pri konstantnom pritisku i
pri nepromenjenoj apsolutnoj vlažnosti x pri ϕ=1. U praksi se koriste različiti instrumenti za merenje vlažnosti koji su zasnovani na odgovarajućim metodama od kojih se najčešće primenjuju:
1. Određivanje parcijalnog pritiska vodene pare pomoću suvog i vlažnog termometra; 2. Određivanje vlažnosti pomoću temperature tačke rose; 3. Određivanje relativne vlažnosti deformacijom higrometrom; 4. Određivanje apsolutne vlažnosti apsorpcionom gravimetrijskom metodom; 5. Određivanje apsolutne vlažnosti direktnim merenjem kondenzata; 6. Električni metod; 7. Kapacitivni metod.
Instrumenti:
- Aspiracioni psihrometar, psihrometarski instrument sa primenom rastvora soli i dr. - Merač temperature tačke rose sa Peltijevim elementom, elektrooptički merač i dr. - Merač relativne vlažnosti sa dlakom, mehanički higrometar, električki higrometar i dr. - U-cev sa higroskopnom soli i dr. - Merač sa kondenzatorom vodene pare iz vlažnog vazduha.
83
- Merač vlažnosti sa litijum-hlorid davačem i dr. - Kondenzator sa higroskopnim dielektrikom i dr.
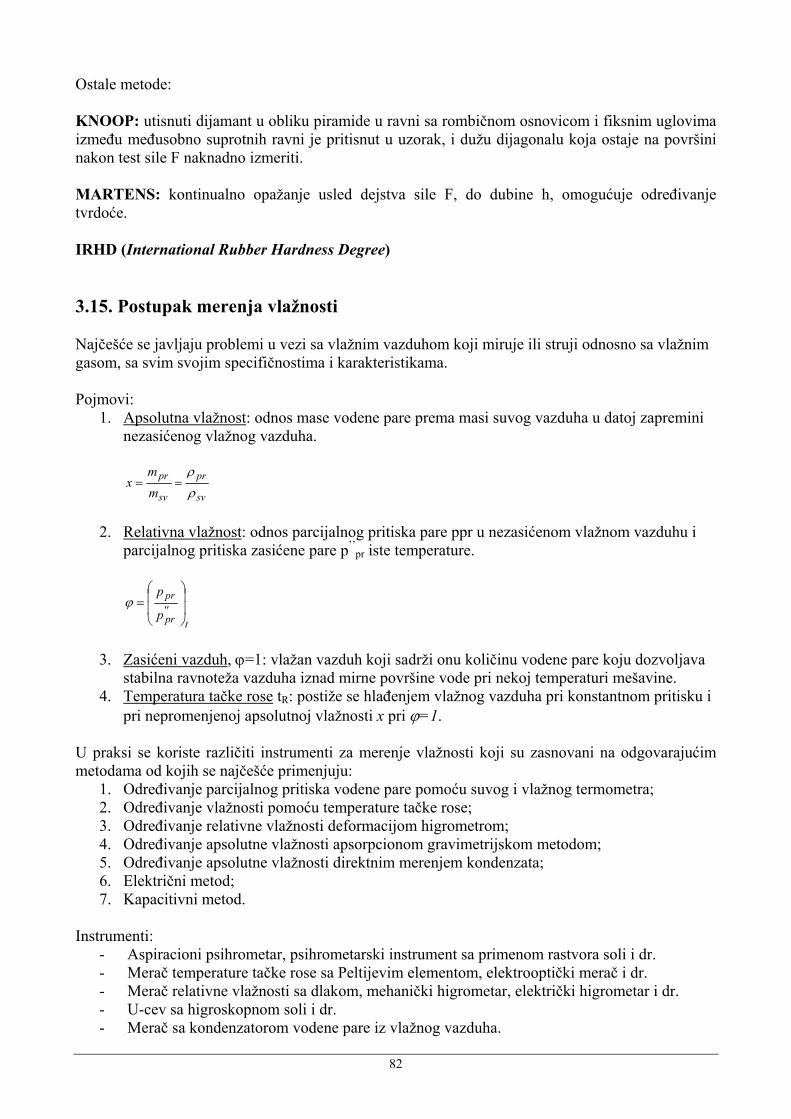
• Merenje vlažnosti psihrometrom Zasniva se na merenju razlike temperatura ∆t = ts – t’’ koju pokazuju suvi termometar (ts) i vlažni termometar (t’’). Da bi psihrometar ispravno funkcionisao, mora biti obezbeđen potpuni prelaz toplote konvekcijom na vlažan termometar, što se postiže stvaranjem strujanja vlažnog vazduha pomoću ugrađenog ventilatora. Vazduh struji brzinom od oko 2.5 m/s duž rezervoara sa živom, ili električnog davača, koji su obmotani mokrom navlakom od gaze. Usled isparavanja vode vlažan vazduh koji dolazi sa glave termometra zasićen je vodenom parom. Temperatura vlažnog termometra, usled isparavanja vodene pare, smanjuje se za temperaturu ∆t .
Slika 3.92. Psihrometar
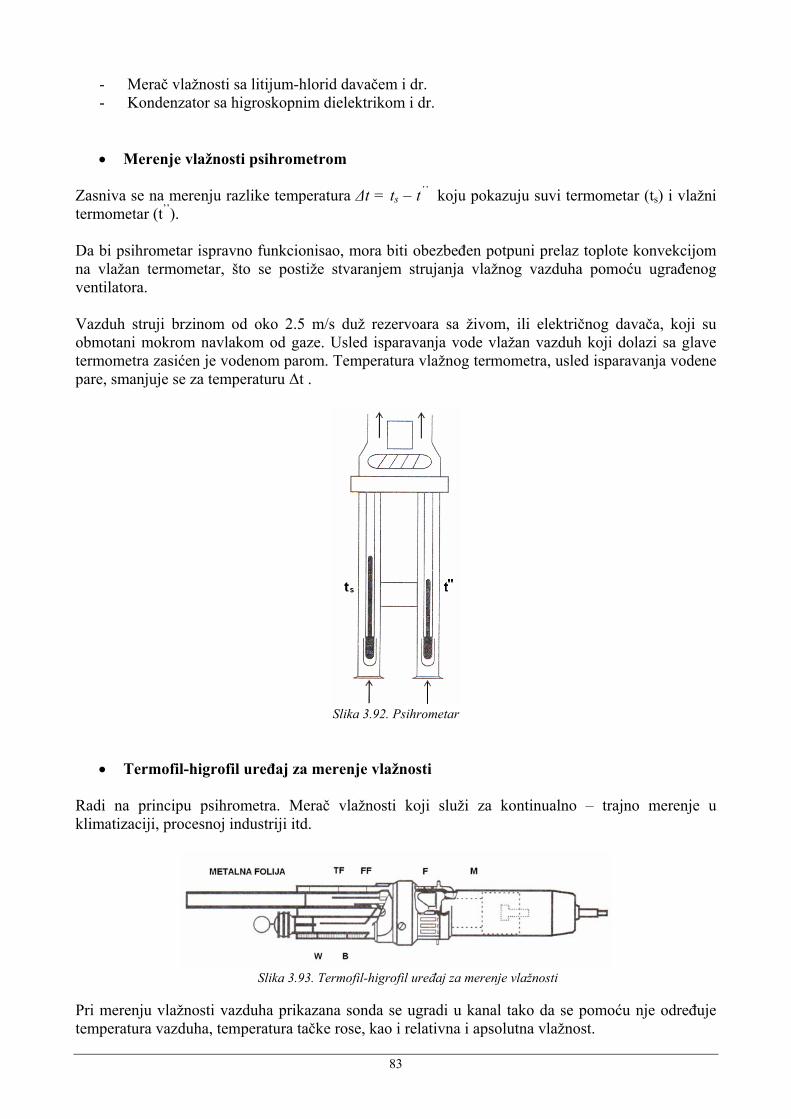
• Termofil-higrofil uređaj za merenje vlažnosti Radi na principu psihrometra. Merač vlažnosti koji služi za kontinualno – trajno merenje u klimatizaciji, procesnoj industriji itd.
Slika 3.93. Termofil-higrofil uređaj za merenje vlažnosti
Pri merenju vlažnosti vazduha prikazana sonda se ugradi u kanal tako da se pomoću nje određuje temperatura vazduha, temperatura tačke rose, kao i relativna i apsolutna vlažnost.
84
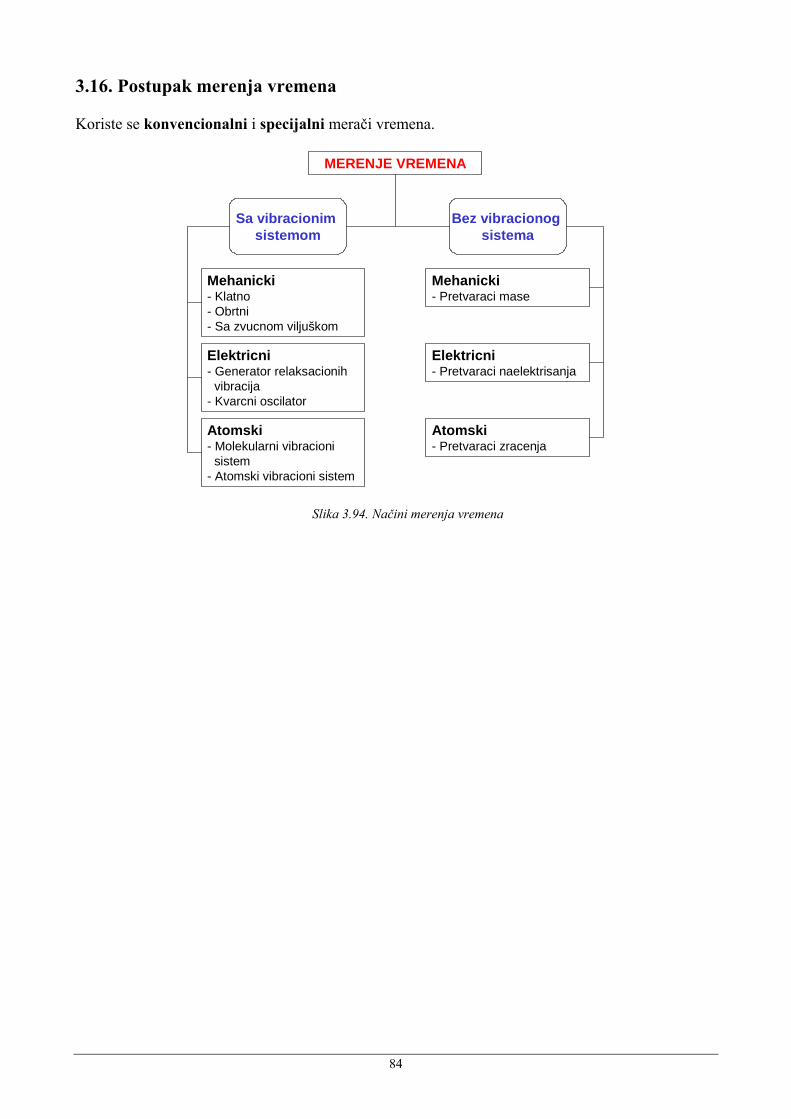
3.16. Postupak merenja vremena Koriste se konvencionalni i specijalni merači vremena.
MERENJE VREMENA
Sa vibracionim sistemom
Bez vibracionog sistema
Mehanicki- Klatno- Obrtni- Sa zvucnom viljuškom
Elektricni - Generator relaksacionih
vibracija- Kvarcni oscilator
Atomski - Molekularni vibracioni
sistem- Atomski vibracioni sistem
Mehanicki- Pretvaraci mase
Elektricni - Pretvaraci naelektrisanja
Atomski - Pretvaraci zracenja
Slika 3.94. Načini merenja vremena





























