Embed Size (px)
DESCRIPTION
Akın Oğuz Kaptı
Citation preview

T E K N İ K R E S İ M - I I Sayfa 1
SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ
MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
MKM104 TEKNİK RESİM-II
DERS NOTU
Akın Oğuz KAPTI
2012
T E K N İ K R E S İ M - I I Sayfa 2
İÇİNDEKİLER
1. YÜZEY İŞLEME İŞARETLERİ 4 1.1. Yüzey İşleme İşaretiyle Verilen Bilgiler 4
1.2. Yüzey İşaretleri Düzenlenirken Dikkat Edilecek Hususlar 5
Uygulama 1: Şablon Dosya Oluşturma 6
Uygulama 2: Yüzey İşareti Uygulaması 10
Uygulama 3: Yüzey İşareti Uygulaması 11
2. BOYUT TOLERANSLARI 13 2.1. Tolerans Alanı 14
2.2. Tolerans Kalite Grupları 14
Uygulama 4: Boyut Toleransı Hesaplama Uygulaması 16
Uygulama 5: Boyut Toleransı Hesaplama Uygulaması 17
Uygulama 6: Boyut Toleransı Hesaplama Uygulaması 17
Uygulama 7: Boyut Toleransı Hesaplama Uygulaması 17
2.3. Boyut Toleranslarının Gösterilmesi 18
3. GEOMETRİK KALİTE TOLERANSLARI 19 3.1. Geometrik Kalite Toleranslarının Çizime Eklenmesi 22
Uygulama 8: Boyut Toleransı ve Geometrik Kalite Toleransı Uygulaması 23
Uygulama 9: Boyut Toleransı ve Geometrik Kalite Toleransı Uygulaması 24
Uygulama 10: Boyut Toleransı ve Geometrik Kalite Toleransı Uygulaması 25
4. VİDALI BAĞLANTILAR 27 4.1. Vida Resimlerinin Çizilmesi 29
4.2. Vida Resimlerinde Verilmesi Gereken Bilgiler 30
4.3 Vida Çeşitleri 31
4.4. Cıvata ve Somunların Emniyete Alınması 33
Uygulama 11: Vida Uygulaması 35
Uygulama 12: Vida Uygulaması 36
Uygulama 13: Vida Uygulaması 36
Uygulama 14: Vida Uygulaması 37

T E K N İ K R E S İ M - I I Sayfa 3
5. MİL-FLANŞ BAĞLANTISI İÇİN KULLANILAN YÖNTEMLER 38 5.1. Kamalı Bağlantılar 39
5.2. Pimler 40
5.3. Pernolar 41
5.4. Klipsler 41
5.5. Segmanlar 42
Uygulama 15: Rijit Kavrama Detay ve Montaj Resmi Uygulaması 43
Uygulama 16: Kasnak Detay ve Montaj Resmi Uygulaması 46
Uygulama 17: Köşebent Detay ve Montaj Resmi Uygulaması 48
Uygulama 18: Flanş Detay ve Montaj Resmi Uygulaması 50
6. YAYLAR 52 6.1. Yay Çeşitleri 52
6.2. Yayların Teknik Resimlerde Gösterilmesi 54
Uygulama 19: Basınç Emniyet Valfi Detay ve Montaj Resmi Uygulaması 55
7. DİŞLİ ÇARKLAR 60 7.1. Dişli Çark Terimleri 61
Uygulama 20: Dişli Çark Detay ve Montaj Resmi Uygulaması 62
8. RULMANLI YATAKLAR 67 Uygulama 21: Rulmanlı Yataklara Ait Çizim Uygulamaları 69
Uygulama 22: Döner Punta Çizim Uygulaması 70
Uygulama 23: Dişli Çark Yataklama Uygulaması 71
9. RESİM OKUMA UYGULAMALARI 72
KAYNAKÇA 77

T E K N İ K R E S İ M - I I Sayfa 4
1. YÜZEY İŞLEME İŞARETLERİ: Bir makine parçasının fonksiyonu ile yüzey kalitesi arasında doğrudan bir ilişki vardır. Örneğin, bir plastik enjeksiyon kalıbında özel yöntemlerle kalıp yüzeylerinin parlatılması gerekirken, bir motor gövdesinin dış yüzeyleri dökümden çıktığı şekliyle kullanılabilmektedir. Makine parçalarının yüzeyleri için öngörülen yüzey özellikleri, teknik resim üzerine eklenecek özel işaretler ve açıklamalarla belirtilmelidir. Bu özel işaret ve açıklamalar Türk Standartları Enstitüsü tarafından TS 2040 numarasıyla standart hale getirilmiştir. Buna göre, yüzey özelliklerinin resim üzerinde belirtilmesi için Şekil 1.1’deki sembol kullanılmalı ve ilgili yüzeye ait dört farklı tür bilgi sembol üzerinde a, b, c ve d ile gösterilen yerlerde ifade edilmelidir. Bu bilgilerle ilgili açıklamalar aşağıda verilmiştir.
Şekil: 1.1. Yüzey işleme işareti.
1.1. Yüzey İşleme İşaretiyle Verilen Bilgiler:
a: Mikrometre (μm) veya mikroinç (μinç) cinsinden (Ra) pürüzlülük değeri ya da pürüzlülük sınıf numarası buraya yazılır. Bu değerler aşağıdaki Tablo 1.1’de belirtilmiştir:
Tablo: 1.1. Pürüzlülük sınıf numaraları ve pürüzlülük değerleri.
Pürüzlülük Değeri (Ra) Pürüzlülük Sınıf Numarası
(μm) (μinç)
50 2000 N12
25 1000 N11
12.5 500 N10
6.3 250 N9
3.2 125 N8
1.6 63 N7
0.8 32 N6
0.4 16 N5
0.2 8 N4
0.1 4 N3
0.05 2 N2
0.025 1 N1

T E K N İ K R E S İ M - I I Sayfa 5
b: Yüzeye uygulanacak işlem türünü belirten ifade buraya yazılır. (temizlenmiş, boyanmış, sertleştirilmiş, kaplanmış, honlanmış, raybalanmış, parlatılmış, frezelenmiş, taşlanmış vb.)
c: μm cinsinden müsaade edilebilir yüzey dalgalılık değeri buraya yazılır.
d: İşleme izlerinin yönünü belirten işaret buraya yazılır. Bu işaretler ve anlamları şu şekildedir:
= İşleme izleri sembolün uygulandığı görünüşün izdüşüm düzlemine paralel
⊥ İşleme izleri sembolün uygulandığı görünüşün izdüşüm düzlemine dik
X Çapraz işleme izleri
M Çok doğrultulu karmaşık işleme izleri
C Dairesel işleme izleri
R Radyal işleme izleri
P Noktasal, doğrultusuz işleme izleri
1.2. Yüzey İşaretleri Düzenlenirken Dikkat Edilecek Hususlar: 1. Yüzey işaretleri ölçü çizgileri kalınlığında ve ölçü rakamları büyüklüğünde olmalıdır.
2. Yüzey işaretlerini oluşturan üçgenler simetri eksenleri işlenecek yüzeye dik olacak şekilde resim üzerine yerleştirilmelidir.
3. İşaretler ait oldukları yüzeyin ana çizgileri üzerine konulmalıdır. Yeterli alan olmaması durumunda, yüzeye ait ölçü sınır çizgisi ya da bu amaçla çizilecek bir yardımcı çizgi üzerine de konulabilir.
4. Dönel yüzeylere tek işaret kullanılması yeterlidir. Ancak simetrik yüzeylerin her biri ayrı ayrı işaretlenmelidir.
5. İş parçasının tüm yüzeyleri aynı yüzey kalitesi koşullarında işlenecekse resim üzerine işaret konulmaz. Bunun yerine, resmin üst tarafına ve normal işaretin 1,5 katı büyüklükte ortak bir işaret konulur.
6. İş parçası yüzeylerinin çoğunluğu aynı yüzey kalitesi koşullarında işlenecek ve az sayıdaki yüzey ise farklı kalitede işlenecek ise, bu yüzeylerin işaretleri ait oldukları yüzeylere konulur. Yüzeylerin çoğunluğuna ait işaret ise, yine 5. maddede olduğu gibi, ortak işaret olarak resmin üst tarafına konulur.
7. İşaretler ait oldukları yüzeyin ölçüsünün verildiği görünüşe konulurlar.
8. Görünmeyen kenarlara, tırtıl çekilmiş yüzeylere, matkapta/preste açılmış deliklere yüzey işareti konulmaz.
9. Eş çalışan yüzeyler aynı yüzey kalitesinde olacağından tek yüzey işareti yeterlidir.
10. Dişli çarkların dişlerine ait yüzey işaretleri bölüm dairesi üzerine konulur.
T E K N İ K R E S İ M - I I Sayfa 6
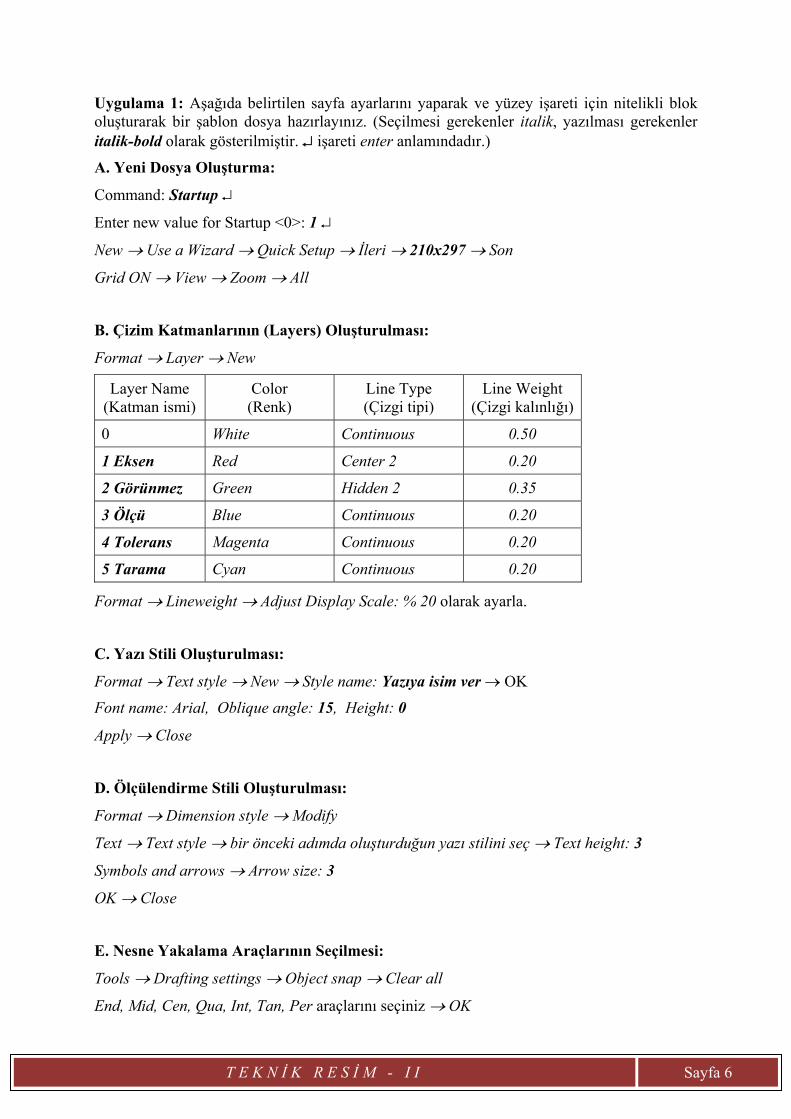
Uygulama 1: Aşağıda belirtilen sayfa ayarlarını yaparak ve yüzey işareti için nitelikli blok oluşturarak bir şablon dosya hazırlayınız. (Seçilmesi gerekenler italik, yazılması gerekenler italik-bold olarak gösterilmiştir. ↵ işareti enter anlamındadır.)
A. Yeni Dosya Oluşturma:
Command: Startup ↵
Enter new value for Startup <0>: 1 ↵
New → Use a Wizard → Quick Setup → İleri → 210x297 → Son
Grid ON → View → Zoom → All
B. Çizim Katmanlarının (Layers) Oluşturulması:
Format → Layer → New
Layer Name (Katman ismi)
Color (Renk)
Line Type (Çizgi tipi)
Line Weight (Çizgi kalınlığı)
0 White Continuous 0.50
1 Eksen Red Center 2 0.20
2 Görünmez Green Hidden 2 0.35
3 Ölçü Blue Continuous 0.20
4 Tolerans Magenta Continuous 0.20
5 Tarama Cyan Continuous 0.20
Format → Lineweight → Adjust Display Scale: % 20 olarak ayarla.
C. Yazı Stili Oluşturulması:
Format → Text style → New → Style name: Yazıya isim ver → OK
Font name: Arial, Oblique angle: 15, Height: 0
Apply → Close
D. Ölçülendirme Stili Oluşturulması:
Format → Dimension style → Modify
Text → Text style → bir önceki adımda oluşturduğun yazı stilini seç → Text height: 3
Symbols and arrows → Arrow size: 3
OK → Close
E. Nesne Yakalama Araçlarının Seçilmesi:
Tools → Drafting settings → Object snap → Clear all
End, Mid, Cen, Qua, Int, Tan, Per araçlarını seçiniz → OK

T E K N İ K R E S İ M - I I Sayfa 7
F. Yüzey İşleme İşaretini Çizerek Nitelikli Blok Haline Getiriniz: Yüzey işareti aşağıdaki şekilde görülmektedir (Şekil: 1.2-I). Bu işaret, kenar uzunluğu 4 mm olan bir eşkenar üçgen şeklinde çizilir ve bu üçgenin sağ taraftaki kolu 4 mm uzatılır. Yatay bir uzantı daha eklenir. İşaretin iki farklı kullanım şekli vardır:
Sadece yüzey pürüzlülüğü bilgisi (a bilgisi) verilecekse yatay uzantı çizilmez. (Bundan sonra bu işaret Yüzey-1 olarak anılacaktır. Şekil: 1.2-II).
Yüzey pürüzlülüğüne ilaveten yüzeye uygulanacak işlemin türü (b bilgisi), yüzey dalgalılık değeri (c bilgisi) ve yüzeyde kalan izlerin yönü (d bilgisi) bilgileri de verilecekse yatay uzantı çizilir. (Bundan sonra bu işaret Yüzey-2 olarak anılacaktır. Şekil: 1.2-III).
Şekil: 1.2. Yüzey işleme işareti.
(I: Yüzey işareti üzerinde bilgilerin gösterilmesi, II: Yüzey-1 işareti, III: Yüzey-2 işareti).
Aşağıdaki komutları kullanarak sembolü çiziniz. (Seçilmesi gerekenler italik, yazılması gerekenler italik-bold olarak gösterilmiştir. ↵ işareti enter anlamındadır.)
Command: Line ↵
Specify first point: Ekranda Herhangi bir nokta seç
Specify next point: @4<180 ↵
Specify next point: @4<-60 ↵
Specify next point: @8<60 ↵
Specify next point: @8<0 ↵
Copy komutunu kullanarak, çizilen sembolden bir tane daha elde ediniz. Aşağıda verilen işlem sırasını takip ederek, sembollerden birisini Yüzey-1 ve diğerini Yüzey-2 olacak şekilde düzenleyiniz.
Yüzey-1 Bloğunun Oluşturulması:
Draw → Block → Define Attributes Tag: a
Prompt: Yüzey Pürüzlülüğü
Justification: Center
Text style: Oluşturulan yazı stilini seç
Height: 2
Insertion point: Specify on screen → OK

T E K N İ K R E S İ M - I I Sayfa 8
Pick points: 1 noktası (Şekil: 1.2-II’deki 1 noktasını seç. Seçimi yaparken herhangi bir osnap işaretinin aktif olmamasına dikkat et.)
Draw → Block → Make Name: Blok ismi olarak Yüzey-1 yaz.
Base Point: Pick points aracıyla 2 noktasını seç.
Objects: Delete seçeneğini işaretle
Select objects aracıyla pencere açarak şeklin tamamını seç
↵
OK
Şekil ekrandan kaybolacak ve blok kütüphanesinde kullanıma hazır olarak yerini alacaktır.
Yüzey-2 Bloğunun Oluşturulması:
Draw → Block → Define Attributes Tag: a
Prompt: Yüzey Pürüzlülüğü
Justification: Center
Height: 2
Insertion point: Specify on screen → OK
Pick points: 3 noktası (Şekil: 1.2-III’deki 3 noktasını seç. Seçimi yaparken herhangi bir osnap işaretinin aktif olmamasına dikkat et.)
↵ Tag: b
Prompt: İşlemin Türü
Justification: Left
Height: 1.5
Insertion point: Specify on screen → OK
Pick points: 4 noktası
↵ Tag: c
Prompt: Yüzey Dalgalılığı
Justification: Left
Height: 2
Insertion point: Specify on screen → OK
Pick points: 5 noktası
↵
T E K N İ K R E S İ M - I I Sayfa 9
Tag: d
Prompt: İzlerin Yönü
Justification: Left
Height: 2
Insertion point: Specify on screen → OK
Pick points: 6 noktası
Draw → Block → Make Name: Blok ismi olarak Yüzey-2 yaz.
Base Point: Pick points aracıyla 7 noktasını seç.
Objects: Delete seçeneğini işaretle
Select objects aracıyla pencere açarak şeklin tamamını seç
↵
OK
Şekil ekrandan kaybolacak ve blok kütüphanesinde kullanıma hazır olarak yerini alacaktır.
Oluşturulan Blokların Çizime Eklenmesi:
Insert → Block
Name: Çizime eklenecek bloğu şeç → OK
Bloğun çizime ekleneceği noktayı seç. (Bu nokta insertion point dir. Yüzey-1 için 2, Yüzey-2 için ise 7 noktalarının çizim üzerinde çakışması istenilen noktalardır.)
Daha önce tanımlanmış özelliklere (Yüzey Pürüzlülüğü, İşlemin Türü, Yüzey dalgalılığı, İzlerin Yönü) atanması istenilen değerler sorulacaktır. Bu değerler girilerek blok çizime eklenir. Çizime eklenen bir blok daha sonra seçilerek özellikleri değiştirilebilir.
Insert Komutunun Diğer Seçenekleri:
Insertion point: Eklenme noktasının koordinatlarını girmeye olanak verir. Specify On-screen seçeneğiyle ekranda yer seçimi yapılır.
Scale: Blok ölçeğini değiştirerek ekleme yapmaya olanak verir. Specify On-screen seçeneğiyle ekranda ölçek seçimi yapılabilir. Uniform scale seçeneği x/y/z eksenleri için ortak ölçek faktörü tanımlama imkânı verir.
Rotation: Bloğu belirtilen açı kadar döndürerek eklemeye olanak verir. Specify On-screen seçeneğiyle ekranda döndürme işlemi yapılabilir.
Explode: Bloğu bileşenlerine ayırarak eklemeye olanak verir.
G. Oluşturduğun Dosyayı “Şablon” İsmiyle Kaydet: Bu ders süresince yapılacak olan tüm uygulamalarda şablon dosyası açılarak çizim yapıldıktan sonra save as seçeneği ile farklı bir isim verilerek kaydedilecektir. Şablon dosyası sürekli kullanıma hazır olarak tutulacaktır.

T E K N İ K R E S İ M - I I Sayfa 10
Uygulama 2: Silindirik-simetrik bir makine parçasının yarım kesit alınmış görünüşü ve ölçüleri verilmiştir. Parçanın I, II, III ile gösterilen yüzeyleri N6 kalitesinde (Ra= 0,8 μm), diğer tüm yüzeyler N8 kalitesinde (Ra= 3,2 μm) işlenecektir. Parçanın tam kesit görünüşünü çizerek ölçülendiriniz ve yüzey işaretlerini resme ekleyiniz.
Şekil: 1.3. Uygulama 2 - soru.
Şekil: 1.4. Uygulama 2 - cevap.

T E K N İ K R E S İ M - I I Sayfa 11
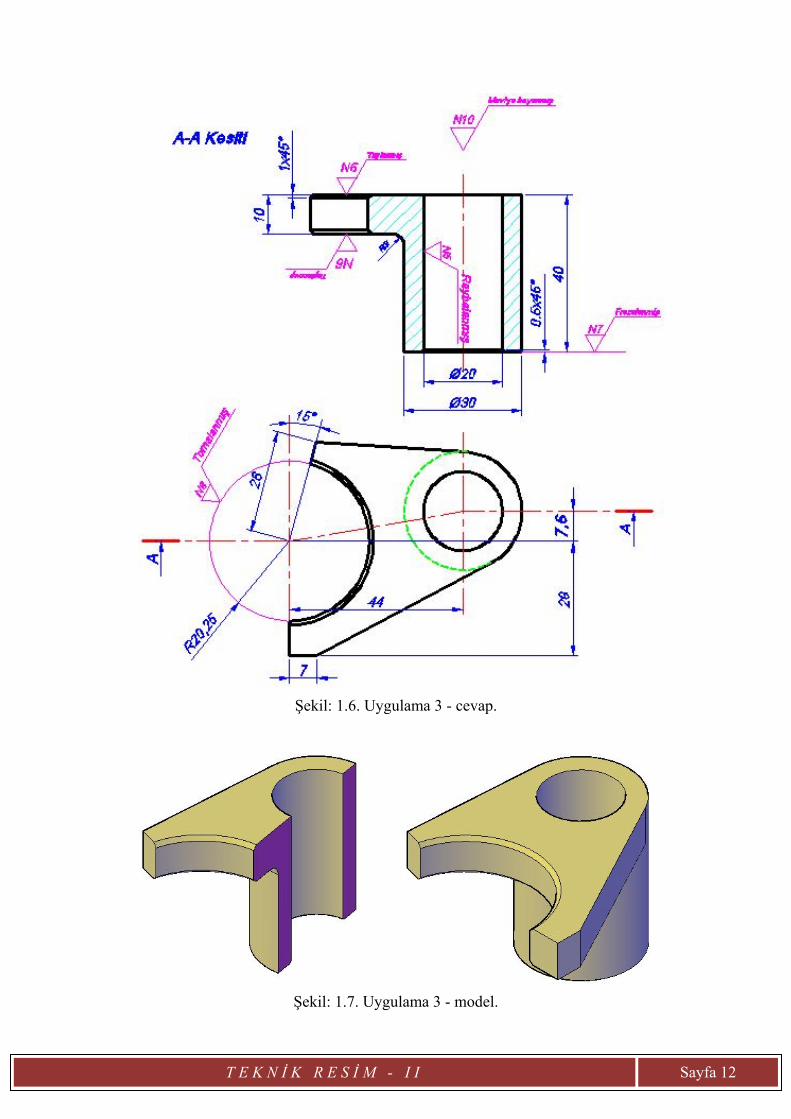
Uygulama 3: İki görünüşü ve ölçüleri verilen vites kutusu çatalının şeklini çizerek belirtilen yüzey durumlarını şekil üzerinde gösteriniz.
• I ve II ile gösterilen yüzeyler taşlanmış (N6 veya Ra = 0,8 μm)
• III ile gösterilen yüzey frezelenmiş (N7 veya Ra = 1,6 μm)
• IV ile gösterilen yüzey raybalanmış (N5 veya Ra = 0,4 μm)
• V ile gösterilen yüzey tornalanmış (N8 veya Ra = 3,2 μm)
• Parça dövme çelikten yapılmıştır. Diğer tüm yüzeyler olduğu gibi kalacaktır. Dövme kalitesi N10 veya Ra = 12,5 μm dir. İşlenmemiş yüzeyler maviye boyanacaktır.
Şekil: 1.5. Uygulama 3 - soru.
T E K N İ K R E S İ M - I I Sayfa 12
Şekil: 1.6. Uygulama 3 - cevap.
Şekil: 1.7. Uygulama 3 - model.

T E K N İ K R E S İ M - I I Sayfa 13
2. BOYUT TOLERANSLARI: Bir makinenin kendisinden beklenen işlevi tam olarak yerine getirebilmesi için, makineyi oluşturan elemanların öngörülen boyutları, yüzey kalitesini ve geometrik kaliteyi sağlayabilmeleri gereklidir. Ancak, takım tezgâhındaki boşluklardan, imalatı ve ölçümü yapan kişiden, imalatın ve ölçümün yapıldığı ortam koşullarından ve kullanılan ölçü aletinin duyarlılığından kaynaklanan nedenlerle, öngörülen boyutların hiç hatasız olarak elde edilmesi mümkün olamamaktadır. Bu nedenle, toplam hatanın önceden belirlenen alt ve üst limitler arasındaki kabul edilebilir bir aralıkta tutulabilmesi istenir. Bu aralığa “tolerans alanı” adı verilir. Tolerans alanının geniş olması imalatı kolaylaştırır ve maliyeti azaltır. Ancak buna karşılık makine parçasının fonksiyonel özelliklerini ve montajını olumsuz yönde etkileyebilir.
Aşağıda ele alınan basit örnekte, 50 mm çaplı bir mil iki ucundan yataklanmış ve üzerine bir dişli çark takılmıştır. Dişli çark ile mil arasında kama, tespit vidası, pim, kaynak vs kullanılmamıştır ve moment iletimi sıkı geçme bağlantısıyla sağlanmaktadır. Dişli çark-mil ve yatak-mil bağlantılarının her ikisinde de anma ölçüsü aynı fakat işlevsel beklentiler farklı olacaktır. Milin yataklarda en az sürtünmeyle dönmesi, fakat dişli çark göbeğine göre ise hiç dönmemesi istenir. Bu zıt gereksinimler tolerans verilerek sağlanabilir ve her durumda göbekte yeterli sıkılık ve yataklarda da yeterli boşluk oluşur.
Şekil: 2.1. Boyut toleransı.
Mil çapı: 500/-100 Yatakların iç çapları: 50300/200
Dişli çark iç çapı: 50-150/-300
Mil toleransı : 50,000-49,900 = 0,100 mm = 100 μm
Yatak toleransı : 50,300-50,200 = 0,100 mm = 100 μm
Dişli çark toleransı : 49,850-49,700 = 0,150 mm = 150 μm

T E K N İ K R E S İ M - I I Sayfa 14
2.1. Tolerans Alanı: Toleransın ifade edilmesi için tüm dünyada geçerli olan bir sistem geliştirilmiştir. Buna göre tolerans, bir harf ve bir sayı ile gösterilir. Harf, tolerans alanının sıfır çizgisine (nominal anma ölçüsü) olan uzaklığını, sayı ise tolerans kalite grubunu (ya da başka bir ifadeyle tolerans alanının genişliğini) ifade eder. Büyük harfler dış çaplar (delik) için, küçük harfler ise iç çaplar (mil) içindir. Sıfır çizgisi, deliklerde “H” tolerans alanının alt sapmasından, millerde ise “h” tolerans alanının üst sapmasından geçer. Tolerans alanının yeri geçme türünü belirler. Geçme türleri serbest (boşluklu) geçme, belirsiz (ara) geçme ve sıkı geçmedir.
Tablo: 2.1. Tolerans alanları.
Delik A B C D E F G H J K M N P R S T U V X Y Z
Mil a b c d e f g h j k m n p r s t u v x y z
Şekil: 2.2. Boyut toleransında geçme türleri.
2.2. Tolerans Kalite Grupları: 20 tolerans kalite grubu oluşturulmuştur. Bu gruplardan ilk altısı mastarlar ve ölçü aletleri için, sonraki yedili grup (IT5 – IT11 arası) makine yapımı için ve son yedi tanesi ise (IT12 – IT18 arası) kaba imalat içindir. Her grup için bir katsayı (k) belirlenmiştir. Bu katsayı arttıkça iş kabalaşır ve tolerans alanı genişler. Kalite grupları ve katsayıları aşağıdaki tabloda görülmektedir.

T E K N İ K R E S İ M - I I Sayfa 15
Tablo: 2.2. Kalite grupları.
Mastarlar ve Ölçü Aletleri Makine Yapımı Kaba İmalat
Kalite Grubu
Katsayı (k) Kalite Grubu Katsayı (k) Kalite Grubu Katsayı (k)
IT 01 - IT 5 7 IT 12 160
IT 0 - IT 6 10 IT 13 250
IT 1 - IT 7 16 IT 14 400
IT 2 - IT 8 25 IT 15 640
IT 3 - IT 9 40 IT 16 1000
IT 4 - IT 10 64 IT 17 1600
IT 11 100 IT 18 2500
Tablo: 2.3. Çap grupları.
1-3 3-6 6-10 10-14 14-18 18-24 24-30
30-40 40-50 50-65 65-80 80-100 100-120 120-140
140-160 160-180 180-200 200-225 225-250 250-280 280-315
315-355 355-400 400-450 450-500 D = (Dalt.Düst)1/2
Her gruba ait tolerans değeri (T), kalite katsayısı (k) ile parça çapına göre hesaplanan tolerans biriminin (i) çarpılmasıyla bulunur. Parça çapı içinde ayrıca yukarıdaki tabloda görülen çap grupları oluşturulmuştur.
D: Parça çapı veya çap grubu için ortalama çap (mm),
k: Kalite grubu katsayısı,
i: Tolerans birimi ve
T: Tolerans (μm) olmak üzere
i = 0.45x(D)1/3 + D/1000 (D≤500 için), i = 0.004xD + 2.1 (D>500 için)
T = ixk
bağıntıları kullanılarak toleransla ilgili hesaplamalar yapılır. Örneğin 40 mm çaplı 8. kalite bir mil için tolerans değeri:
T = ixk = [0.45x(40)1/3 + 40/1000]x25 = 40 μm olarak hesaplanır.

T E K N İ K R E S İ M - I I Sayfa 16
Şekil: 2.3. Boyut toleransında terimler.
Uygulama 4: Anma ölçüsü 60 mm olan mil-kasnak bağlantısı için H7/m6 geçmesi uygulanacaktır. Milin üst sapması -10 μm dir. Aşağıdaki tabloyu doldurunuz.
i = 0.45x(D)1/3 + D/1000 = 0.45x(60)1/3 + 60/1000 = 1.822
T6 = ixk6 = 1.822x10 = 19 μm
T7 = ixk7 = 1.822x16 = 30 μm
H7/m6 → 60+0.03/0 /60-0.01/-0.029 → Delik60.03/60.0 /Mil59.990/59.971
Uygulama 4 Delik (H7) Mil (m6)
AÖ
EBÇ
EKÇ
T
ÜS
AS
min. Boşluk
max. Boşluk

T E K N İ K R E S İ M - I I Sayfa 17
Uygulama 5: 125 mm çaplı mil ve bu mile takılacak flanş arasında D7/h6, T8/h7 ve J8/h7 geçmeleri uygulandığında oluşacak sıkılık ve boşluk değerlerini hesaplayınız. (125 mm çap için toleranslar: T6= 25 μm, T7= 40 μm, T8= 63 μm, D7 için AS= +145 μm, T8 için ÜS= -122 μm, J8 için ÜS= +41 μm)
Uygulama 5 D7/h6 T8/h7 J8/h7 125+0.185/+0.145 1250/-0.025
125-0.122/-0.185 1250/-0.04
125+0.041/-0.022 1250/-0.04
Delik125.185/125.145 Mil125.0/124.975
Delik124.878/124.815 Mil125.000/124.96
Delik125.041/124.978 Mil125.000/124.96
min. Sıkılık
max. Sıkılık
min. Boşluk
max. Boşluk
Geçme Türü
Uygulama 6-7: Bir mil ve üzerine takılacak makine elemanı için aşağıdaki tabloda belirtilen geçmelerin uygulanması düşünülmüştür. Tabloyu doldurunuz ve geçme türünü belirleyiniz.
Uygulama 6 +0.035 +0.025 0.0 +0.003
H7 / k6
+0.022 +0.038 0.0 +0.023
H6 / n5
+0.054 -0.036 0.0 -0.09
H8 / f8 TOLERANS
Delik Mil
SIKILIK min.
max.
BOŞLUK min.
max.
GEÇME TÜRÜ
Uygulama 7 +0.035 -0.036 0.0 -0.071
H7 / f7
+0.025 +0.059 0.0 +0.043
H7 / s6
+0.021 +0.021 0.0 +0.008
H7 / m6 TOLERANS
Delik
Mil
SIKILIK min.
max.
BOŞLUK min.
max.
GEÇME TÜRÜ

T E K N İ K R E S İ M - I I Sayfa 18
2.3. Boyut Toleranslarının Gösterilmesi: Çizime boyut toleransı vermek için önce tolerans eklenecek boyut normal olarak ölçülendirilir. Daha sonra ilgili ölçü seçilip sağ tıklanarak özellikler (properties) menüsünden toleranslar (tolerances) seçilir. Aşağıda belirtilen hususlar düzenlenerek ilgili toleransın çizime eklenmesi sağlanır.
Ölçüyü seç → Sağ tıkla → Properties → Tolerances Tolerance display: Çizime boyut toleransı eklemek için tanımlanmış olan dört yöntemden uygun olanı seçilir (Şekil 2.4.)
None: Tolerans yok.
Symmetrical: Bu seçenek, alt ve üst sapması sayısal olarak eşit olan toleranslar için kullanılır.
Deviation: Bu seçenek, alt ve üst sapması sayısal olarak farklı olan toleranslar için kullanılır.
Limits: Bu seçenek, ana ölçünün, alt ve üst sapmalar eklenerek veya çıkarılarak belirlenen, alt ve üst sınır değerleri şeklinde gösterim yapmak için kullanılır.
Basic: Bu seçenek, temel ölçülerin kutu içine alınması için kullanılır.
Şekil: 2.4. Çizime boyut toleransı ekleme yöntemleri.
Tolerance limit lower: Bu bölüme alt sapma değeri (AS) yazılır. Yazılan değer negatif olarak çizime eklenir. Pozitif alt sapma verilmek isteniyorsa alt sapma değeri negatif olarak yazılmalıdır.
Tolerance limit upper: Bu bölüme üst sapma değeri (ÜS) yazılır. Yazılan değer pozitif olarak çizime eklenir. Negatif üst sapma verilmek isteniyorsa üst sapma değeri negatif olarak yazılmalıdır.
Tolerance post vert: Tolerans değerlerini ana ölçünün alt köşesine yazdırmak için Bottom, ortasına yazdırmak için Middle, üst köşesine yazdırmak için Top seçenekleri seçilmelidir.
Tolerance precision: Tolerans değerinin virgülden sonraki basamak sayısını ifade eder. Bindelik değer içeren toleranslar için 0.000 seçeneği seçilmelidir.
Tolerance text height: Tolerans değerinin normal ölçüye göre daha küçük yazılması için, bu bölümde verilecek katsayı ile ölçülendirme yazı yüksekliği çarpılır. 0.7 değeri uygundur.

T E K N İ K R E S İ M - I I Sayfa 19
3. GEOMETRİK KALİTE TOLERANSLARI: Bir makine parçasının paralellik, diklik, doğrusallık, düzlemsellik, dairesellik, silindiriklik, eş merkezlilik, simetriklik, yalpalama ve parça üzerindeki detayların konumu gibi geometrik özellikleriyle ilgili olarak tanımlanmış olan toleransların çizime eklenmesi için Geometrik Kalite Toleransları kullanılır. Bir geometrik kalite toleransı, birisi toleransı ve diğeri bu toleransın kendisine göre verildiği referansı ifade eden iki ayrı modülden oluşmaktadır. Tolerans modülü genellikle üç gözlü (bazen iki veya dört gözlü) bir kutu şeklindedir. Bu kutunun birinci gözüne geometrik kalite toleransının sembolü, ikinci gözüne toleransın mm cinsinden sayısal değeri ve üçüncü gözüne ise referansı belirten büyük harf yazılır. Referans modülü ise içine referansı gösteren büyük harfin yazıldığı tek gözlü bir kutu şeklindedir. Tolerans ve referans modüllerinin çizime eklenme biçimleri ile bu modüller üzerinde kullanılan sembol, rakam ve harflerin anlamları Şekil 3.1, 3.2 ve 3.3’de verilmiştir.
Şekil: 3.1. Geometrik kalite toleransları.

T E K N İ K R E S İ M - I I Sayfa 20
Şekil: 3.2. Geometrik kalite toleransları.

T E K N İ K R E S İ M - I I Sayfa 21
Şekil: 3.3. Geometrik kalite toleransları.

T E K N İ K R E S İ M - I I Sayfa 22
3.1. Geometrik Kalite Toleranslarının Çizime Eklenmesi: Tolerans modülü Closed filled ok tipi kullanılarak, referans modülü ise Datum triangle filled ok tipi kullanılarak, Dimension → Multileader komutuyla çizimdeki ilgili yüzeye eklenir. Bu ok tipleri bir defaya mahsus olarak şablon dosya üzerinde şu şekilde ayarlanır:
Format → Multileader Style → New New Style Name: Tolerans (Tolerans oku için isim verilir)
Continue → Leader Format → Arrow Head → Closed filled ok tipi seçilir.
Arrow Size: 4
OK
New
New Style Name: Referans (Referans oku için isim verilir)
Continue → Leader Format → Arrow Head → Datum triangle filled ok tipi seçilir.
Arrow Size: 4
OK
Tolerans ve referansların çizime eklenmesi sırasında kullanılmak istenen Multileader tipi
Format → Multileader Style → Tolerans veya Referans seçilir → Set Current → Close
şeklinde aktif duruma getirildikten sonra Dimension→Multileader komutu kullanılarak oklar çizime eklenir. Daha sonra Dimension→Tolerance komutu kullanılarak bu oklara geometrik kalite toleransı eklenir. Şekil 3.4’de verilen iletişim kutusundaki Sym bölümünden verilecek toleransa ait sembol seçilir. Bu semboller ve anlamları Şekil 3.5’te belirtilmiştir. Tolerance bölümüne toleransın mm cinsinden sayısal değeri yazılır. Datum bölümüne ise, A, B, C … şeklinde, referans ekseni veya yüzeyi belirten büyük harf yazılır.
Şekil: 3.4. Dimension→Tolerance komutuyla gelen geometrik kalite toleransı iletişim kutusu.
Şekil: 3.5. Geometrik kalite toleransı sembolleri ve anlamları.
T E K N İ K R E S İ M - I I Sayfa 23
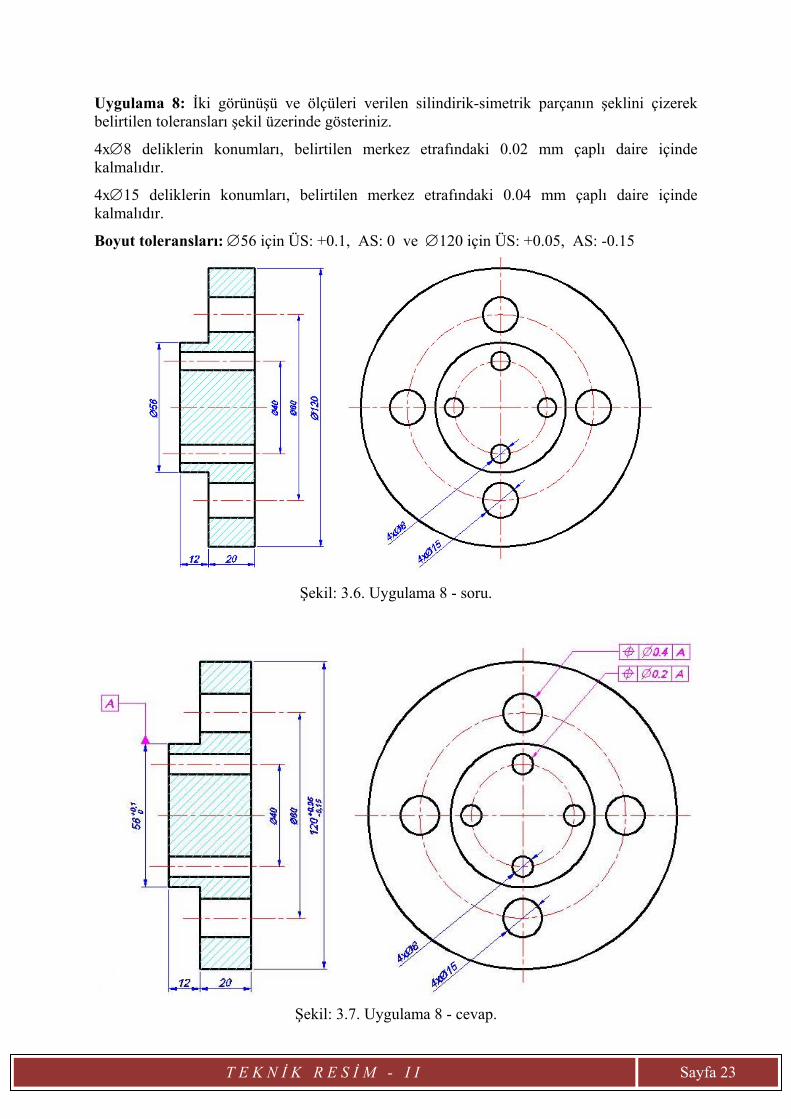
Uygulama 8: İki görünüşü ve ölçüleri verilen silindirik-simetrik parçanın şeklini çizerek belirtilen toleransları şekil üzerinde gösteriniz.
4x∅8 deliklerin konumları, belirtilen merkez etrafındaki 0.02 mm çaplı daire içinde kalmalıdır.
4x∅15 deliklerin konumları, belirtilen merkez etrafındaki 0.04 mm çaplı daire içinde kalmalıdır.
Boyut toleransları: ∅56 için ÜS: +0.1, AS: 0 ve ∅120 için ÜS: +0.05, AS: -0.15
Şekil: 3.6. Uygulama 8 - soru.
Şekil: 3.7. Uygulama 8 - cevap.

T E K N İ K R E S İ M - I I Sayfa 24
Uygulama 9: Aşağıda iki görünüşü verilen parça üzerinde I, II, III, IV ve V rakamlarıyla belirtilen geometrik kalite toleranslarının anlamlarını yazınız. Parçanın izometrik perspektifini çizerek parça üzerinde kaç adet yüzey olduğunu belirleyiniz.
Şekil: 3.8. Uygulama 9 - soru.
Tablo: 3.1. Uygulama 9 - cevap.
I
II
III
IV
İzometrik perspektif:

T E K N İ K R E S İ M - I I Sayfa 25
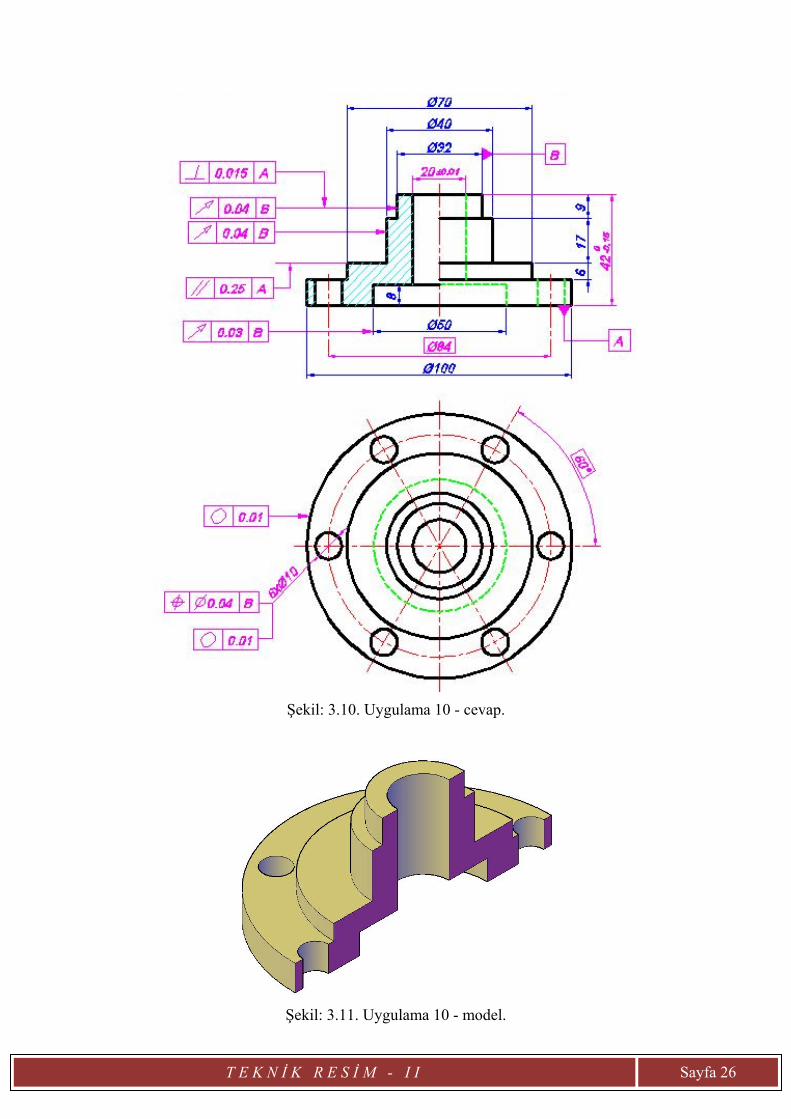
Uygulama 10: İki görünüşü ve ölçüleri verilen silindirik-simetrik parçanın şeklini çizerek belirtilen toleransları şekil üzerinde gösteriniz.
I yüzeyi: Ana eksen etrafında bir tam tur dönüş için en fazla yalpalama 0.03 mm.
II ve III yüzeyleri: Ana eksen etrafında bir tam tur dönüş için en fazla yalpalama 0.04 mm.
III yüzeyi: Parçanın alt yüzeyine dik olan 0.015 mm aralıklı iki yüzey arasında bulunmalıdır.
IV yüzeyi: Parçanın alt yüzeyine paralel ve 0.25 mm aralıklı iki yüzey arasında bulunmalıdır.
V yüzeyi: 0.01 mm yarıçap farkı olan iki ideal daire arasında olmalıdır.
VI yüzeyi: 6x∅10 deliklerin konumları, belirtilen merkez etrafındaki 0.04 mm çaplı daire içinde kalmalıdır. Delik şekli 0.01 mm yarıçap farkı olan iki ideal daire arasında kalmalıdır.
Boyut toleransları: 42 mm parça yüksekliği için ÜS: 0, AS: -0.15 ve ∅20 delik için ±0.01.
Şekil: 3.9. Uygulama 10 - soru.
T E K N İ K R E S İ M - I I Sayfa 26
Şekil: 3.10. Uygulama 10 - cevap.
Şekil: 3.11. Uygulama 10 - model.

T E K N İ K R E S İ M - I I Sayfa 27
4. VİDALI BAĞLANTILAR: Makine parçalarının birbirlerine bağlanmasında, sökülebilen bağlama elemanları olarak vida, somun ve cıvatalar büyük önem taşırlar. Vidalar, silindirik yüzeyler üzerine helisel olukların açılmasıyla oluşturulurlar. Dik üçgen şeklindeki bir kâğıt parçasının, çevresi bu dik üçgenin tabanına eşit olan bir silindir üzerine sarıldığını düşünelim. Bu durumda, üçgenin hipotenüsünün silindir üzerindeki izi, vidanın bir dişini oluşturur. Üçgenin diğer dik kenarı vidanın adımına (hatve), üçgenin eğimi helis açısına ve silindir çapı ise vida ortalama çapına eşit olur. Aşağıdaki şekil metrik vidalarda vida ve somun dişlerine ait temel ölçüleri göstermektedir. Buna göre:
d: Diş üstü çapı (anma ölçüsü) mm
d0: Vida ortalama çapı d0 = d-H1 mm
d1: Diş dibi çapı d1 = d-2xH1 mm
h: Hatve (adım) h = πxd0xtgα mm
H: Diş yüksekliği H = 0.866xh mm
H1: Vida ve somun dişlerinin kavrama yüksekliği H1 = 0.6495xh mm
∝: Helis açısı
Şekil: 4.1. Vida dişine ait temel ölçüler.

T E K N İ K R E S İ M - I I Sayfa 28
Tablo: 4.1. Standart vidaların diş açıları ölçüleri ve TS numaraları.
Vida Türü Diş Profil Açısı TSE Numarası
Metrik Vida 600 TS 61 / 1-15
Whitworth Vida 550 TS 61 / 16-20
Trapez Vida 300 TS 61 / 21-29
Testere Vida 300 TS 61 / 30-31
Yuvarlak Vida 300 TS 61 / 32-34
Tablo 4.2. Standart metrik vida ölçüleri.
Vida Anma Çapı (d)
Hatve (adım) (h)
Vida Ortalama Çapı (d0)
Diş Dibi Çapı (d1)
Matkap Çapı (dm)
3 0,5 2,675 2,387 2,5
4 0,7 3,545 3,141 3,3
5 0,8 4,48 4,019 4,3
6 1 5,35 4,773 5
8 1,25 7,188 6,466 6,8
10 1,5 9,026 8,16 8,5
12 1,75 10,863 9,853 10,2
14 2 12,701 11,402 11,8
16 2 14,701 13,546 14
20 2,5 18,376 16,933 17,5
24 3 22,051 20,319 21
30 3,5 27,727 25,706 26,2
36 4 33,402 31,93 32,5
42 4,5 39,077 36,479 37

T E K N İ K R E S İ M - I I Sayfa 29
4.1. Vida Resimlerinin Çizilmesi: Bir vida (dış vida) ve somuna (iç vida) bakıldığında aşağıdaki şekilde olduğu gibi gerçek biçimleriyle görülürler. Fakat hem çizilmesi zor olduğu ve hem de çizimi daha karmaşık hale getireceği için, vida ve somunların teknik resimleri vida dişlerini ifade eden ince düz çizgiler kullanılarak çizilirler. Çizim için pratik olarak (d1= 0.8xd) alınır. Yandan görünüşlerde ise (vida için iç tarafta, somun için dış tarafta olmak üzere) diş dibi çizgisini belirten ¾ lük daire parçaları çizilir.
Şekil: 4.2. Vida resminin çizilmesi.
Şekil: 4.3. Vida resminin çizilmesi.
Altı Köşe Başlı Civata ve Somun Resminin Çizilmesi d : Civata anma çapı
l : Civata boyu
b : Diş boyu
n : Civata başı yüksekliği (n= 0.7xd)
m : Somun yüksekliği (m= 0.8xd)
k : Civata ve somunun altıgen çapı (k= 2xd)
AA : Civata ve somunun anahtar ağzı çapı

T E K N İ K R E S İ M - I I Sayfa 30
Şekil: 4.4. Altı köşe başlı cıvata ve somun resminin çizilmesi.
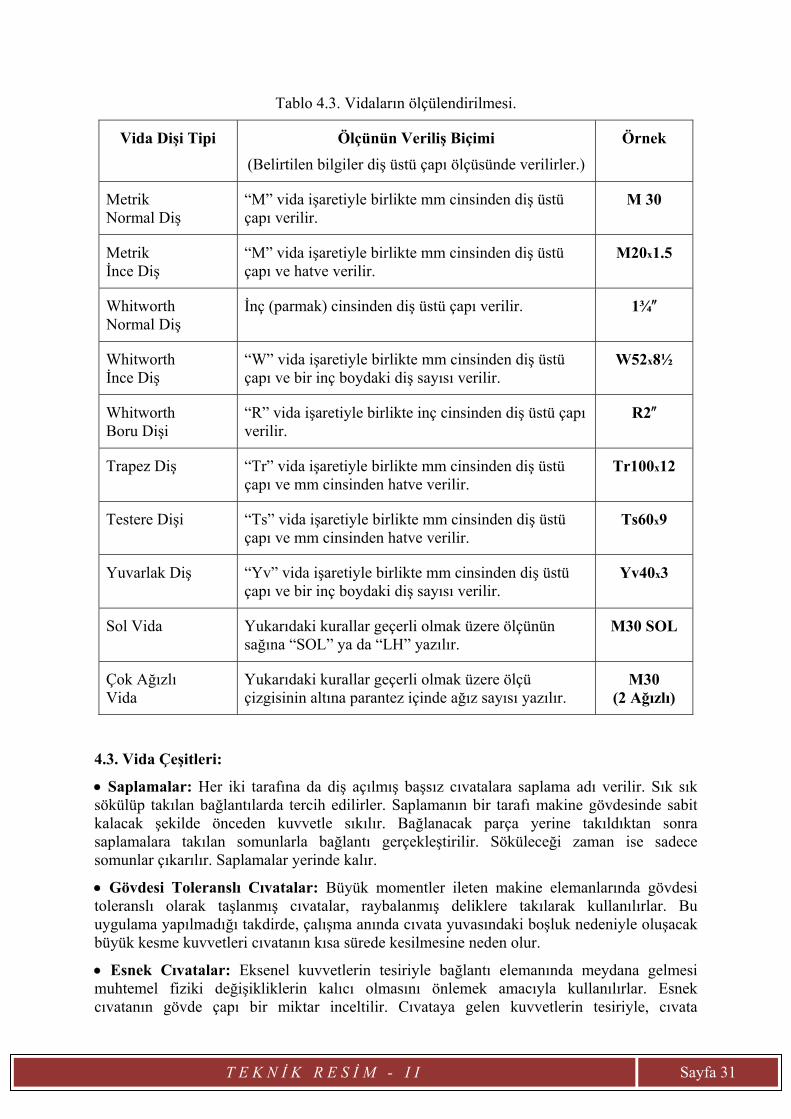
4.2. Vida Resimlerinde Verilmesi Gereken Bilgiler: Standart dışı vidaların çiziminde, vidanın ağız sayısı, yönü ve hatvesi belirtilmelidir. Bu bilgiler, Tablo 4.3’te görüldüğü gibi, vida diş üstü çapını gösteren ölçü çizgisi üzerinde gösterilirler.
Vida Ağız Sayısı: Vida şaftı üzerine sarılan helis adedi, o vidanın ağız sayısı olarak bilinir. Ağız sayısı arttıkça vidanın hatvesi de büyür. Örneğin iki ağızlı bir vidanın tur başına eksenel ilerlemesi, tek ağızlı vidaya nazaran iki misli olacaktır. Çok ağızlı vidalar, devir sayısının düşük, buna karşılık ilerleme miktarının yüksek olmasının istendiği, vidalı presler ya da kamera hareket düzenekleri gibi sistemlerde kullanılırlar.
Vida Yönü:
Bisiklet pedalı ya da zımpara taşı gibi bazı özel hallerde, sistemin çalışma yönü vidanın çözülmesine sebep olabilmektedir. Bu gibi durumlarda vida sağ vida olarak değil sol vida olarak üretilir. Sağ vidalar sağa doğru döndürülerek, sol vidalar ise sola doğru döndürülerek sıkılırlar. Bir vidanın sağ vidamı yoksa sol vidamı olduğunu anlamak için vida yere dik olarak tutulur. Bu durumda vida dişleri sağa doğru yükseliyorsa sağ vida, sola doğru yükseliyorsa sol vida olduğu anlaşılır. Sol vidanın belirtilmesi için vidanın görünür bir yerine S (=sol) ya da LH (=left hand) işareti vurulur. Bu bilgi teknik resim üzerinde de ayrıca belirtilmelidir.
Vida Hatvesi:
İnce diş vidalar, standart vidalardan farklı olarak, büyük çapa küçük adımlı vida açılmasıyla üretilen özel uygulamalardır. Örneğin, M20 vida için mil çapı 20 mm, hatve 2.5 mm ve helis açısı 2.48o dir. Aynı çapa 1.5 mm hatveli bir vida açılacak olursa, helis açısı 1.18o olan, ince dişli özel bir vida elde edilmiş olur. Bu örnek, ince dişli vidalarda helis açısının küçüldüğünü göstermektedir. Helis açısı küçüldükçe otoblokaj (sistemin kendi kendini kilitli tutma eğilimi, sarsıntılı ve darbeli çalışma durumlarında da sıkılı kalma, çözülmeme hali) özelliği iyileşir.
T E K N İ K R E S İ M - I I Sayfa 31
Tablo 4.3. Vidaların ölçülendirilmesi.
Vida Dişi Tipi Ölçünün Veriliş Biçimi (Belirtilen bilgiler diş üstü çapı ölçüsünde verilirler.)
Örnek
Metrik Normal Diş
“M” vida işaretiyle birlikte mm cinsinden diş üstü çapı verilir.
M 30
Metrik İnce Diş
“M” vida işaretiyle birlikte mm cinsinden diş üstü çapı ve hatve verilir.
M20x1.5
Whitworth Normal Diş
İnç (parmak) cinsinden diş üstü çapı verilir. 1¾
Whitworth İnce Diş
“W” vida işaretiyle birlikte mm cinsinden diş üstü çapı ve bir inç boydaki diş sayısı verilir.
W52x8½
Whitworth Boru Dişi
“R” vida işaretiyle birlikte inç cinsinden diş üstü çapı verilir.
R2
Trapez Diş “Tr” vida işaretiyle birlikte mm cinsinden diş üstü çapı ve mm cinsinden hatve verilir.
Tr100x12
Testere Dişi “Ts” vida işaretiyle birlikte mm cinsinden diş üstü çapı ve mm cinsinden hatve verilir.
Ts60x9
Yuvarlak Diş “Yv” vida işaretiyle birlikte mm cinsinden diş üstü çapı ve bir inç boydaki diş sayısı verilir.
Yv40x3
Sol Vida Yukarıdaki kurallar geçerli olmak üzere ölçünün sağına “SOL” ya da “LH” yazılır.
M30 SOL
Çok Ağızlı Vida
Yukarıdaki kurallar geçerli olmak üzere ölçü çizgisinin altına parantez içinde ağız sayısı yazılır.
M30 (2 Ağızlı)
4.3. Vida Çeşitleri:
• Saplamalar: Her iki tarafına da diş açılmış başsız cıvatalara saplama adı verilir. Sık sık sökülüp takılan bağlantılarda tercih edilirler. Saplamanın bir tarafı makine gövdesinde sabit kalacak şekilde önceden kuvvetle sıkılır. Bağlanacak parça yerine takıldıktan sonra saplamalara takılan somunlarla bağlantı gerçekleştirilir. Söküleceği zaman ise sadece somunlar çıkarılır. Saplamalar yerinde kalır.
• Gövdesi Toleranslı Cıvatalar: Büyük momentler ileten makine elemanlarında gövdesi toleranslı olarak taşlanmış cıvatalar, raybalanmış deliklere takılarak kullanılırlar. Bu uygulama yapılmadığı takdirde, çalışma anında cıvata yuvasındaki boşluk nedeniyle oluşacak büyük kesme kuvvetleri cıvatanın kısa sürede kesilmesine neden olur.
• Esnek Cıvatalar: Eksenel kuvvetlerin tesiriyle bağlantı elemanında meydana gelmesi muhtemel fiziki değişikliklerin kalıcı olmasını önlemek amacıyla kullanılırlar. Esnek cıvatanın gövde çapı bir miktar inceltilir. Cıvataya gelen kuvvetlerin tesiriyle, cıvata

T E K N İ K R E S İ M - I I Sayfa 32
malzemesinin esnekliğinden dolayı inceltilmiş kısım bir miktar uzar. Kuvvet ortadan kalkınca cıvata eski boyuna geri döner ve kalıcı bir deformasyon oluşmaz. Esnek cıvatalarda cıvatanın çözülmemesi için ilave bir emniyet sisteminin düşünülmesine gerek yoktur.
• Silindirik ve Havşa Başlı Gömme Anahtarlı (allen) Cıvatalar: Cıvata başının oturacağı yerin somun anahtarının giremeyeceği kadar dar olduğu ve cıvata başının dışarıda kalmasının istenmediği durumlarda kullanılır. Havşa başlı cıvatalar, daha ince malzemelerin cıvata başı dışarıda kalmadan bağlanmalarında kullanılır. Havşa form, cıvatanın delik ekseni doğrultusunda sıkılmasına da yardımcı olur.
• Düz ve Yıldız Tornavida Ağızlı Vidalar: Tornavidayla sıkılıp çözülebilecek kadar küçük olan sac parçaların bağlantılarında düz ya da yıldız tornavida ağızlı vidalar kullanılır. Yıldız form daha kuvvetli sıkma yapılabilmesini sağlar ve sıkma sırasında vidanın bozulmasını önler.
• Ucu Pimli Vidalar: Başsız olarak yapılmış, ucunda silindirik ya da konik bir pim olan, gövdesine boydan boya diş açılmış bir vida çeşididir. Tespit amacıyla kullanılır.
• Matkap Uçlu Vidalar: Sac bağlantılarında delme ve vidalama işlemlerini aynı anda yaparak işçiliği azaltmak için düşünülmüş bir vida çeşididir. 5 mm ye kadar saclara uygulanır. Vida aynı zamanda matkap ucu gibi çalışacağı için kaliteli malzemeden üretilir ve sertleştirilirler.
• Sac Vidaları: Sac vidaları keskin dişli ve büyük adımlıdır. 2.5 mm ye kadar saclar için kullanılırlar. Somun görevi görecek olan sac parçaya kendisi diş açacağından sert malzemeden yapılırlar.
• Kubbeli Somunlar: Bu somunun bir tarafı kubbe şeklinde kapalıdır. Bunun amacı cıvatanın dışarıda kalan kısmını korumak ve somuna güzel bir görünüş kazandırmaktır.
• Tırtıllı Somunlar: Kalıp ve aparatlar gibi somunun sık sık elle çözülüp sıkılmasının gerektiği yerlerde dış çapı büyük tutulan ve üzerine tırtıl açılmış somunlar kullanılır.
• Taçlı Somunlar: Cıvatalı bir bağlantının bir maşalı pimle sökülmeye karşı emniyete alınmasının istendiği durumlarda taçlı somunlar kullanılır. Somunun üst kısmında pimin geçebileceği kanallar açılmıştır. Somun iyice sıkıldıktan sonra pim bu kanallardan ve cıvata ucundaki delikten geçirilir. Pimin uçları iki yana doru kıvrılarak bağlantı tamamlanır.
• Kelebek Somunlar: İş kalıpları ve benzeri aparatların pratik olarak elle bağlanıp çözülmeleri için yapılmış somunlardır. Yardımcı bir gereç kullanmadan sadece elle sıkılıp çözülürler.
• Çevresi Kanallı Somunlar: Çevresine karşılıklı olarak dört kanal açılmış bu somunlar ayar işlemleri için kullanılırlar. Bu kanallardan, ayar işleminden sonra somunun emniyete alınmasında da yararlanılır. Normal somunlara göre daha büyük çaplı ve daha ince yapılırlar. Sadece çaplarına göre yapılmış özel ay anahtarlar ile sıkılıp çözülebilirler.
• Halkalı Somunlar: Makinelerin kaldırılmasında, bir yerden başka bir yere taşınmasında kullanılırlar. Mapa adıyla da anılan halkalı somun veya vidalar makine ağırlığını emniyetle taşıyacak şekilde seçilirler.
• Rondela: Vidalı bağlantılar sıkılırken somun ve cıvata başı iş yüzeyini aşındırırlar. Özellikle sık sık çözülüp sıkılan bağlantılarda bu durum daha barizdir. İş yüzeyinin bozulmaması ve sıkma kuvvetinin daha homojen yayılması için rondelalardan yararlanılır. Preste basılarak ya da torna tezgâhında işlenerek üretilirler.

T E K N İ K R E S İ M - I I Sayfa 33
Şekil: 4.5. Somun çeşitleri.
• Anahtarlar: Somun anahtarları ve tornavidalar bağlantı elemanının şekline ve kullanım yerine göre farklı biçimlerde tasarlanır ve üretilirler. Şekilde sık kullanılan anahtarlara örnekler görülmektedir.
Şekil: 4.6. Anahtarlar.
4.4. Cıvata ve Somunların Emniyete Alınması: Değişken çalışma şartlarında, sarsıntı ve titreşimlerin etkisiyle, özellikle de vida helis açısının büyük olduğu durumlarda cıvatalı bağlantıların kendiliğinden çözülmesi ihtimali vardır. Bu ihtimale karşı bağlantı emniyete alınmalıdır. Emniyete alma işlemi aşağıda belirtilen şekillerde yapılabilir:
• Yapıştırma: Vida ve somun dişleri arasına sürülen sentetik bir maddenin sıkma işleminden sonra donmasıyla dişler birbirine yapıştırılır. Böyle bir bağlantının çözülebilmesi için 130 oC nin üzerindeki sıcaklıklara kadar ısıtılması gerekir.

T E K N İ K R E S İ M - I I Sayfa 34
• Yaylı Rondela: Vidalı bağlantıları emniyete almak için sıkça başvurulan bir yöntem yaylı rondela kullanmaktır. Bu elemanlar yay kuvveti uygulayarak vida ve somun dişleri arasındaki sürtünme etkisini artırmak suretiyle bağlantının çözülmesini önlerler.
• Kontra Somun: Emniyete alma için başvurulan diğer bir yöntem çift somun kullanmaktır. Kontra somun olarak isimlendirilen ikinci somun ilave bir sürtünme kuvveti sağlayarak bağlantının kendiliğinden çözülmesini önler.
• Emniyet Sacı: Aynı zamanda rondela işlevi de gören bu elemanlar, bağlantı gerçekleştikten sonra iki tırnağın farklı yönlerde kıvrılmalarıyla kendiliğinden çözülmeye karşı bir engel teşkil ederler.
• Emniyet Teli: Bu yöntemin uygulanabilmesi için cıvata başları önceden uygun şekilde delinmiş olmalıdır. Emniyet telinin iki cıvata arasında şekilde görüldüğü gibi bağlanmasıyla sistem emniyete alınmış olur.
Şekil: 4.7. Cıvata ve somunların emniyete alınması.

T E K N İ K R E S İ M - I I Sayfa 35
Uygulama 11: Boyu 30 mm olan M10 altı köşe başlı bir vidanın ve somununun ön, üst ve solyan görünüşlerini çiziniz ve bu görünüşleri
● M10 Vida Ön
● M10 Vida Üst
● M10 Vida Solyan
● M10 Somun Ön
● M10 Somun Üst
● M10 Somun Solyan
isimlerini kullanarak blok haline getiriniz.
Tablo: 4.1. Uygulama 11 - cevap.
d 10 mm
l 30 mm
d1= 0.8xd 8 mm
n= 0.7xd 7 mm
m= 0.8xd 8 mm
k= 2xd 20 mm
3k/4 15 mm
Şekil: 4.8. Uygulama 11 - cevap.

T E K N İ K R E S İ M - I I Sayfa 36
Uygulama 12: 20 mm kalınlıklı bir plaka, altı köşe başlı M20 cıvatayla makine gövdesine tespit edilmiştir (b= l= 50 mm). Bağlantıya ait kesit resmini çiziniz.
Şekil: 4.9. Uygulama 12 - cevap.
Uygulama 13: 20 mm kalınlıklı iki plaka, altı köşe başlı M20 cıvata ve somunla birbirine tespit edilmiştir (b= l= 75 mm). Bağlantıya ait kesit resmini çiziniz.
Şekil: 4.10. Uygulama 13 - cevap.

T E K N İ K R E S İ M - I I Sayfa 37
Uygulama 14: Aşağıda perspektif görünüşü verilmiş olan makine parçası, 2 adet M16 altı köşe başlı vidayla (b= l= 45 mm) bir gövdeye bağlanacaktır. Montaj resmini, ön ve üst görünüş olarak 1:1 ölçeğinde çiziniz ve ölçülendiriniz. Ön görünüşte tam kesit alınız.
Şekil: 4.11. Uygulama 14 - model.
Şekil: 4.12. Uygulama 14 - cevap.

5. MİL
Flanş şepervaneverilmiş
1.
2.
3.
4.
5.
6.
7.
8.
9.
10
11
12
L-FLANŞ B
eklindeki bie, merdane vştir. Bu yön
Mil ve flan
Sıkı geçme
Tırtıl çekm
Konik mile
Kare kesitl
Kama kulla
Kamalı mi
Kama, som
Sert lehiml
0. Tespit vid
1. Pim ile ba
2. Sıkma ko
Şek
T E K N İ
BAĞLANT
ir makine evb.) bir mil
ntemler aşağ
nşın yekpare
e toleransı u
me işlemi uy
e taçlı somu
li mile somu
anarak bağl
l uygulama
mun ve rond
leme yoluyl
dası ile bağl
ağlama,
vanı kullan
kil:5.1. Mil
İ K R E S İ
TISI İÇİN K
elemanının (üzerine bağğıdaki gibi t
e üretilmesi
uygulayarak
ygulayarak b
un ve çatal p
un ve ronde
lama,
sı,
dela ile bağl
la bağlama,
lama,
narak sürtün
-flanş bağla
İ M - I I
KULLANIL
(kavrama, kğlanması içtanımlanabi
i,
k presleme,
bağlama,
pim kullana
ela ile bağlam
ama,
nme bağıyla
antısı için ku
LAN YÖNT
kasnak, dişlin kullanılalirler:
arak bağlam
ma,
bağlama.
ullanılabilec
TEMLER:
li çark, volaabilecek yön
ma,
cek yöntem
:
an, makara, ntemler Şek
mler.
Sayfa
tambur, kil 5.1’de
a 38
T E K N İ K R E S İ M - I I Sayfa 39
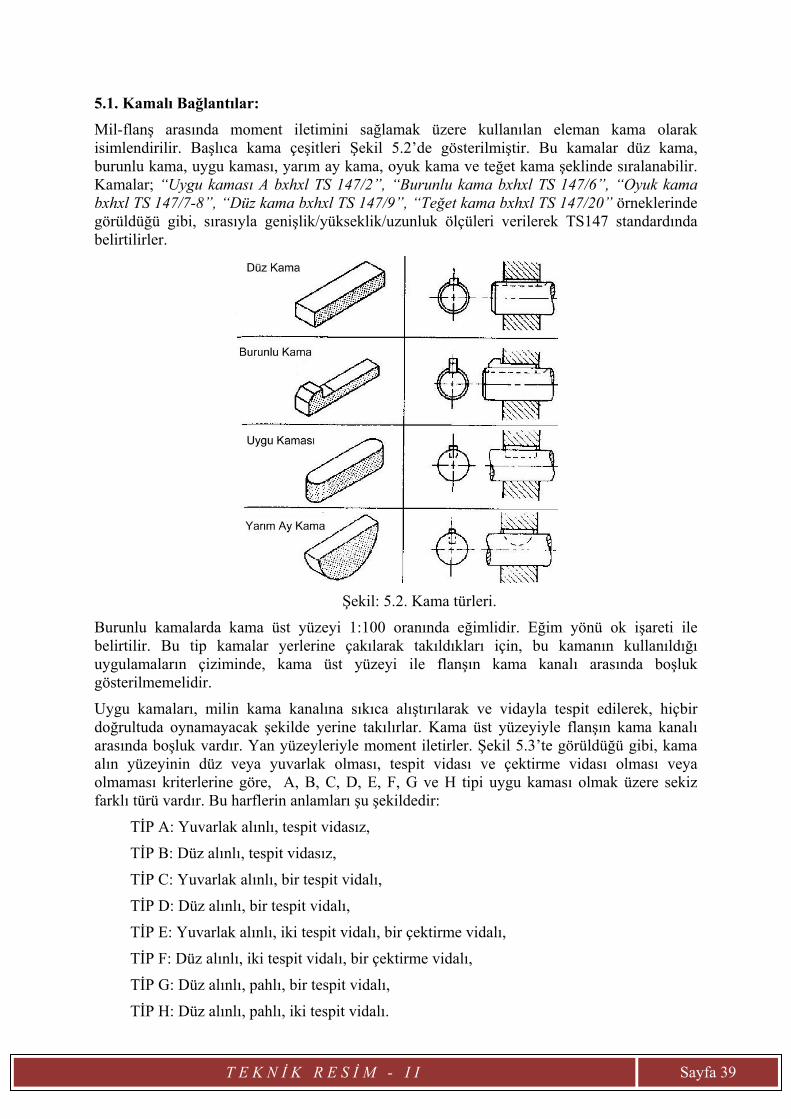
5.1. Kamalı Bağlantılar: Mil-flanş arasında moment iletimini sağlamak üzere kullanılan eleman kama olarak isimlendirilir. Başlıca kama çeşitleri Şekil 5.2’de gösterilmiştir. Bu kamalar düz kama, burunlu kama, uygu kaması, yarım ay kama, oyuk kama ve teğet kama şeklinde sıralanabilir. Kamalar; “Uygu kaması A bxhxl TS 147/2”, “Burunlu kama bxhxl TS 147/6”, “Oyuk kama bxhxl TS 147/7-8”, “Düz kama bxhxl TS 147/9”, “Teğet kama bxhxl TS 147/20” örneklerinde görüldüğü gibi, sırasıyla genişlik/yükseklik/uzunluk ölçüleri verilerek TS147 standardında belirtilirler.
Şekil: 5.2. Kama türleri.
Burunlu kamalarda kama üst yüzeyi 1:100 oranında eğimlidir. Eğim yönü ok işareti ile belirtilir. Bu tip kamalar yerlerine çakılarak takıldıkları için, bu kamanın kullanıldığı uygulamaların çiziminde, kama üst yüzeyi ile flanşın kama kanalı arasında boşluk gösterilmemelidir.
Uygu kamaları, milin kama kanalına sıkıca alıştırılarak ve vidayla tespit edilerek, hiçbir doğrultuda oynamayacak şekilde yerine takılırlar. Kama üst yüzeyiyle flanşın kama kanalı arasında boşluk vardır. Yan yüzeyleriyle moment iletirler. Şekil 5.3’te görüldüğü gibi, kama alın yüzeyinin düz veya yuvarlak olması, tespit vidası ve çektirme vidası olması veya olmaması kriterlerine göre, A, B, C, D, E, F, G ve H tipi uygu kaması olmak üzere sekiz farklı türü vardır. Bu harflerin anlamları şu şekildedir:
TİP A: Yuvarlak alınlı, tespit vidasız,
TİP B: Düz alınlı, tespit vidasız,
TİP C: Yuvarlak alınlı, bir tespit vidalı,
TİP D: Düz alınlı, bir tespit vidalı,
TİP E: Yuvarlak alınlı, iki tespit vidalı, bir çektirme vidalı,
TİP F: Düz alınlı, iki tespit vidalı, bir çektirme vidalı,
TİP G: Düz alınlı, pahlı, bir tespit vidalı,
TİP H: Düz alınlı, pahlı, iki tespit vidalı.

5.2. PimPimler bbağlantı
Silindirpah kırı
Konik P
Çentiklpimlerd
Sıkma koruyan
Çatal Pkesitli taçılmas
mler: birbirine takı elemanıdır
rik Pim: Aılmış (15o) o
Pim: 1:50 o
li Pim: Büdir.
Kovanı: Yn pimlerdir.
Pim: Cıvatatellerden yaı için çatal b
T E K N İ
kılan makinr. Şu tipleri
lın yüzeyi yolarak çizili
oranında kon
üyük boşluk
Yay çeliğind
a ve pernolapılırlar. İki boyları fark
İ K R E S İ
Şekil: 5.3.
ne parçalarınvardır:
yuvarlak (yir.
niklik verile
klu, raybal
den yapılan
ları emniyeçatal üst ü
klı tutulur.
Şekil
İ M - I I
. Uygu kam
nın karşılıkl
yuvarlatma y
erek üretilen
anmamış d
ve sertleşti
ete alma amste katlandı
: 5.4. Pim t
ması tipleri.
lı konumlar
yarıçapı pim
n pimlerdir
deliklerde m
irilen, kulla
macıyla kullığında kesit
tipleri.
rını tespit et
m çapına eş
.
merkezleme
anıldığı yerd
lanılan pimt dairesel ol
tmek için ku
şit alınır), d
e amaçlı ku
de sürekli s
mlerdir. Yarılur. Uçların
Sayfa
ullanılan
düz veya
ullanılan
sıkılığını
ım daire nın kolay
a 40

5.3. Per
Oynak verilir. ve segm
5.4. Kli
Hızlı mvida ve
rnolar: mafsallı baGenellikle
man kanallı o
ipsler:
montaja uygusomunların
T E K N İ
ağlantılarda h11 toleranolma durum
un, endüstrin ya da nokt
İ K R E S İ
kullanılan nsında üretimuna göre sı
Şekil:
iyel tip bağta kaynağını
Şekil:
İ M - I I
ve nispetenlir ve yüzeyınıflandırılı
5.5. Perno
lama elemaın kullanıld
5.6. Klips
n büyük çayleri taşlanırlar.
tipleri.
anı grubududığı yerler iç
tipleri.
aplı üretilenır. Başlı, pi
ur. Fazla yüçin uygundu
n pimlere pimli, vidalı,
k taşımayanur.
Sayfa
erno adı , tırnaklı
n, küçük
a 41

T E K N İ K R E S İ M - I I Sayfa 42
5.5. Segmanlar: Mil veya flanş üzerine açılan kanallara yerleştirilerek, bu bölgelere takılan elemanların eksenel hareketlerini önleyen elemanlardır.
Şekil: 5.7. Segman tipleri.
Şekil: 5.8. Segman uygulama örnekleri.

T E K N İ K R E S İ M - I I Sayfa 43
Uygulama 15: Bir flanşlı rijit kavramanın şekli ve boyutları aşağıda verilmiştir. Flanşlar, altı adet M16 gövdesi toleranslı cıvatayla birbirlerine, iki adet “Uygu kaması A 12x8x65 TS 147/2” ile millere bağlanmaktadır.
Yüzey toleransları:
• Flanş oturma yüzeyleri ve cıvata yuvaları için yüzey kalitesi N7 (veya Ra = 1.6 μm),
• Diğer tüm yüzeyler için yüzey kalitesi N10 (veya Ra = 12.5 μm) dir.
Boyut toleransları:
• Cıvata yuvası: ∅18 için ÜS: +0.021 AS: 0
• Flanş yuvası: ∅64 için ÜS: +0.018 AS: +0.002
• Mil yuvası: ∅40 için ÜS: +0.025 AS: 0
Geometrik kalite toleransları:
• Cıvata yuvalarının merkezlerinin belirlenmiş merkez noktası etrafındaki 0.06 mm çaplı daire içinde kalması gerekmektedir.
• Flanş oturma yüzeylerinin eksene dik olan 0.02 mm aralıklı iki yüzey arasında kalması gerekmektedir.
1. Kavramanın bir flanşına ait detay resmini 1:1 ölçeğinde, ÖN ve SOL YAN (tam kesit) görünüş olarak çiziniz. Belirtilen toleransları ve parça ölçülerini gösteriniz.
2. Birinci adımda çizmiş olduğunuz flanş resmini ve cıvata-somun bloklarını kullanarak kavramanın montaj akış şemasını çiziniz.
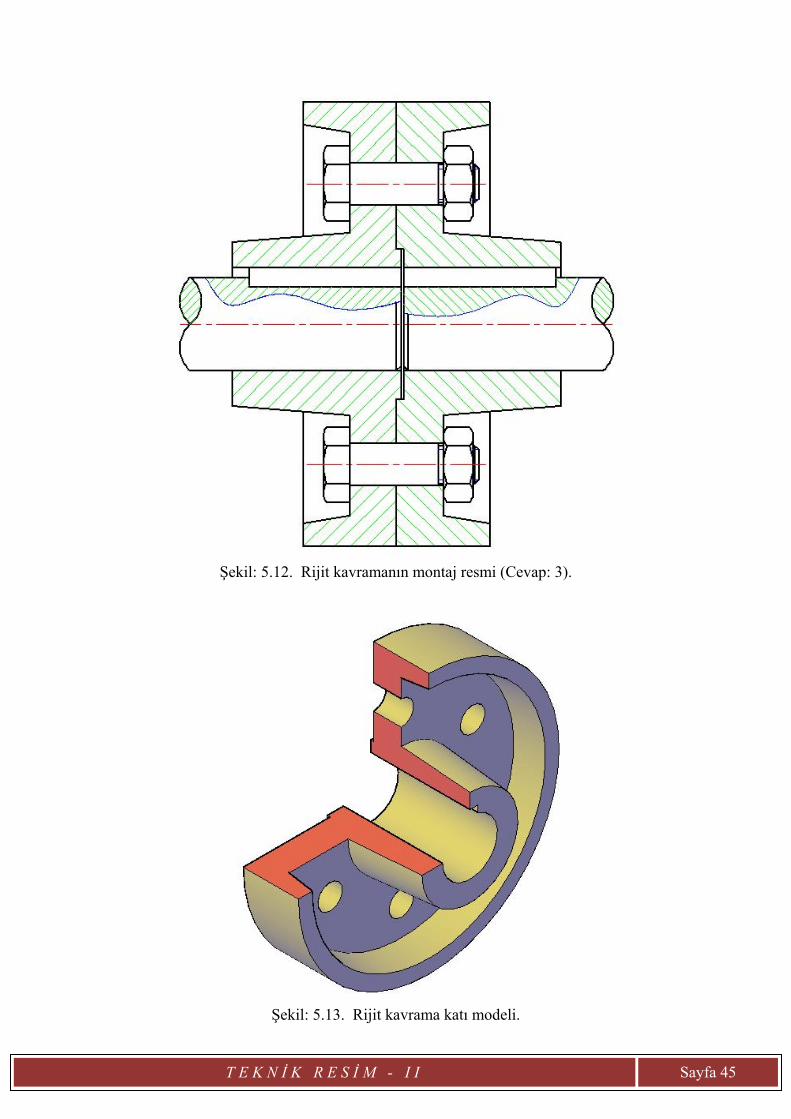
3. Montaj akış şemasını kullanarak kavramanın montaj resmini çiziniz.
Şekil: 5.9. Rijit kavrama flanşının şekli ve ölçüleri.
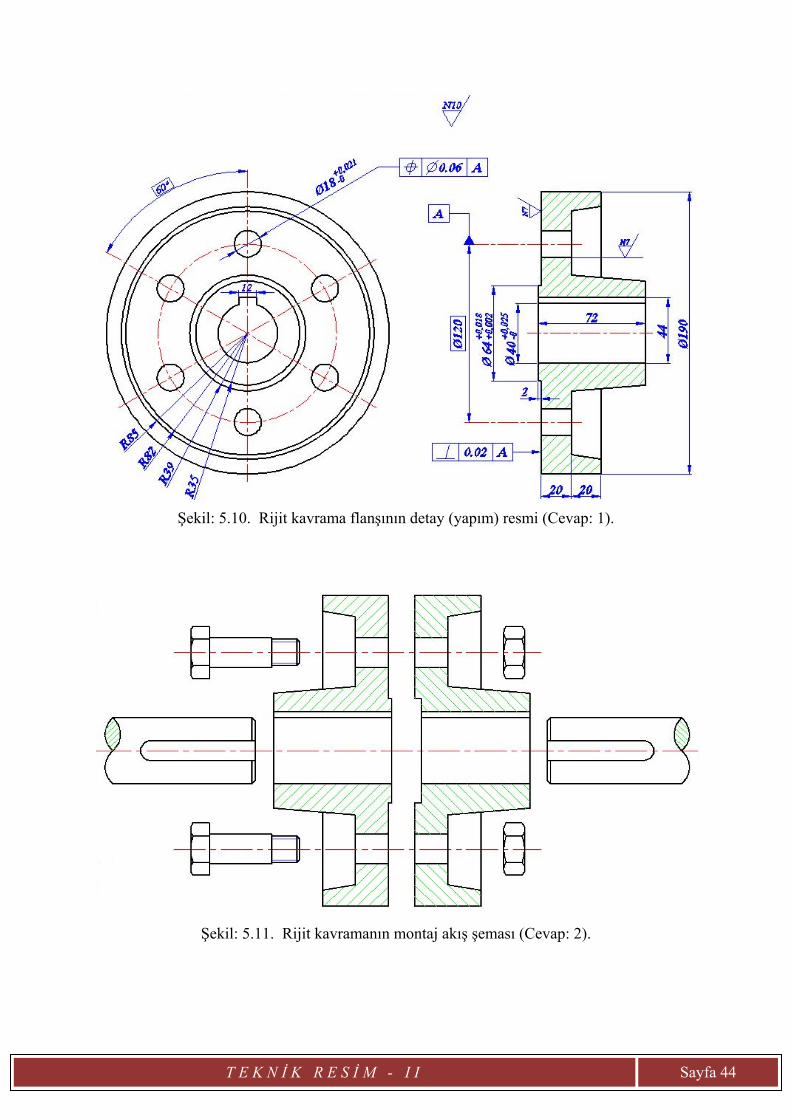
T E K N İ K R E S İ M - I I Sayfa 44
Şekil: 5.10. Rijit kavrama flanşının detay (yapım) resmi (Cevap: 1).
Şekil: 5.11. Rijit kavramanın montaj akış şeması (Cevap: 2).
T E K N İ K R E S İ M - I I Sayfa 45
Şekil: 5.12. Rijit kavramanın montaj resmi (Cevap: 3).
Şekil: 5.13. Rijit kavrama katı modeli.

T E K N İ K R E S İ M - I I Sayfa 46
Uygulama 16: Şekli ve boyutları aşağıda verilen “V” kasnak, bir kama (Uygu kaması A 10x8x35 TS 147/2) ve M20 somun-rondela kullanılarak şekli ve boyutları Şekil 5.13’te verilen mile bağlanacaktır.
1. Kasnağın yapım resmini 1:1 ölçeğinde, ÖN ve SOL YAN (yarım kesit) görünüş olarak çiziniz.
2. Birinci adımda çizmiş olduğunuz kasnak resmini ve cıvata-somun bloklarını kullanarak kasnağın montaj resmini çiziniz.
Şekil: 5.14. Kasnak mili ölçüleri.
Şekil: 5.15. Kasnak yapım resmi (Cevap: 1).

T E K N İ K R E S İ M - I I Sayfa 47
Şekil: 5.16. Kasnak montaj resmi (Cevap: 2).
Şekil: 5.17. Kasnak katı modeli.

T E K N İ K R E S İ M - I I Sayfa 48
Uygulama 17: L 50x65x9 köşebentten şekildeki gibi kesilmiş bir parça, iki adet M10 cıvata ve rondela kullanılarak bir makine gövdesine bağlanacaktır. Daha sonra sert lastikten yapılmış bir tekerlek, perno ve mil segmanı kullanılarak köşebente monte edilecektir.
1. Köşebent, sert lastik tekerlek, perno ve mil segmanının ÖN ve SOL YAN görünüşlerini 1:1 ölçeğinde çiziniz.
2. Birinci adımda çizmiş olduğunuz görünüşleri ve cıvata bloklarını kullanarak montaj resmini çiziniz.
Şekil: 5.18. Köşebent, sert lastik tekerlek, perno ve mil segmanı (Cevap: 1).

T E K N İ K R E S İ M - I I Sayfa 49
Şekil: 5.19. Montaj resmi (Cevap: 2).
Şekil: 5.20. Montaja ait katı model.
T E K N İ K R E S İ M - I I Sayfa 50
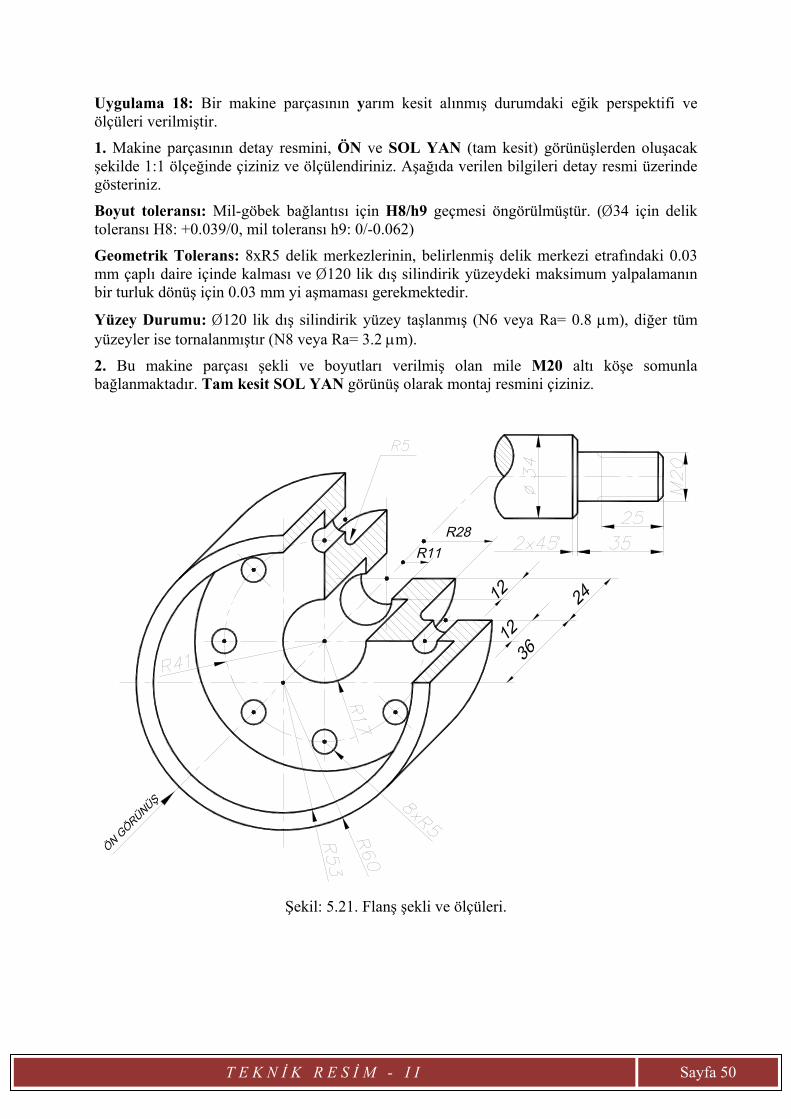
Uygulama 18: Bir makine parçasının yarım kesit alınmış durumdaki eğik perspektifi ve ölçüleri verilmiştir.
1. Makine parçasının detay resmini, ÖN ve SOL YAN (tam kesit) görünüşlerden oluşacak şekilde 1:1 ölçeğinde çiziniz ve ölçülendiriniz. Aşağıda verilen bilgileri detay resmi üzerinde gösteriniz.
Boyut toleransı: Mil-göbek bağlantısı için H8/h9 geçmesi öngörülmüştür. (¯34 için delik toleransı H8: +0.039/0, mil toleransı h9: 0/-0.062)
Geometrik Tolerans: 8xR5 delik merkezlerinin, belirlenmiş delik merkezi etrafındaki 0.03 mm çaplı daire içinde kalması ve ¯120 lik dış silindirik yüzeydeki maksimum yalpalamanın bir turluk dönüş için 0.03 mm yi aşmaması gerekmektedir.
Yüzey Durumu: ¯120 lik dış silindirik yüzey taşlanmış (N6 veya Ra= 0.8 μm), diğer tüm yüzeyler ise tornalanmıştır (N8 veya Ra= 3.2 μm).
2. Bu makine parçası şekli ve boyutları verilmiş olan mile M20 altı köşe somunla bağlanmaktadır. Tam kesit SOL YAN görünüş olarak montaj resmini çiziniz.
Şekil: 5.21. Flanş şekli ve ölçüleri.

T E K N İ K R E S İ M - I I Sayfa 51
Şekil: 5.22. Flanş detay (yapım) resmi (cevap 1).
Şekil: 5.23. Montaj resmi (cevap 2).
T E K N İ K R E S İ M - I I Sayfa 52
6. YAYLAR: Yaylar, mekanik enerjinin depolanması için kullanılan makine elemanlarıdır. Serbest boylarından itibaren uzama-kısalma şeklinde bir deplasmana uğratıldıklarında mekanik enerjiyi depolar ve serbest bırakıldıklarında ise depoladıkları enerjiyi geri verirler. Serbest boyundan itibaren yaydaki uzama veya kısalma miktarı x (m) ve yay sabiti k (N/m) olmak üzere; yay kuvveti Fy= kxx (N) ve yay enerjisi Ey= ½ kxx2 (j) bağıntılarıyla hesaplanır. Yaylar, makine montaj uygulamalarında
• Titreşim, sarsıntı ve darbeleri sönümlemek (amortisör ve tampon yayları vb.),
• Makine elemanlarının konumlarını muhafaza etmek (supap yayı vb.),
• Ayarlama yapmak (hidrolik-pnömatik valfler vb.) ve
• Bir hareket oluşturmak (saat zembereği vb.) gibi amaçlar için kullanılırlar.
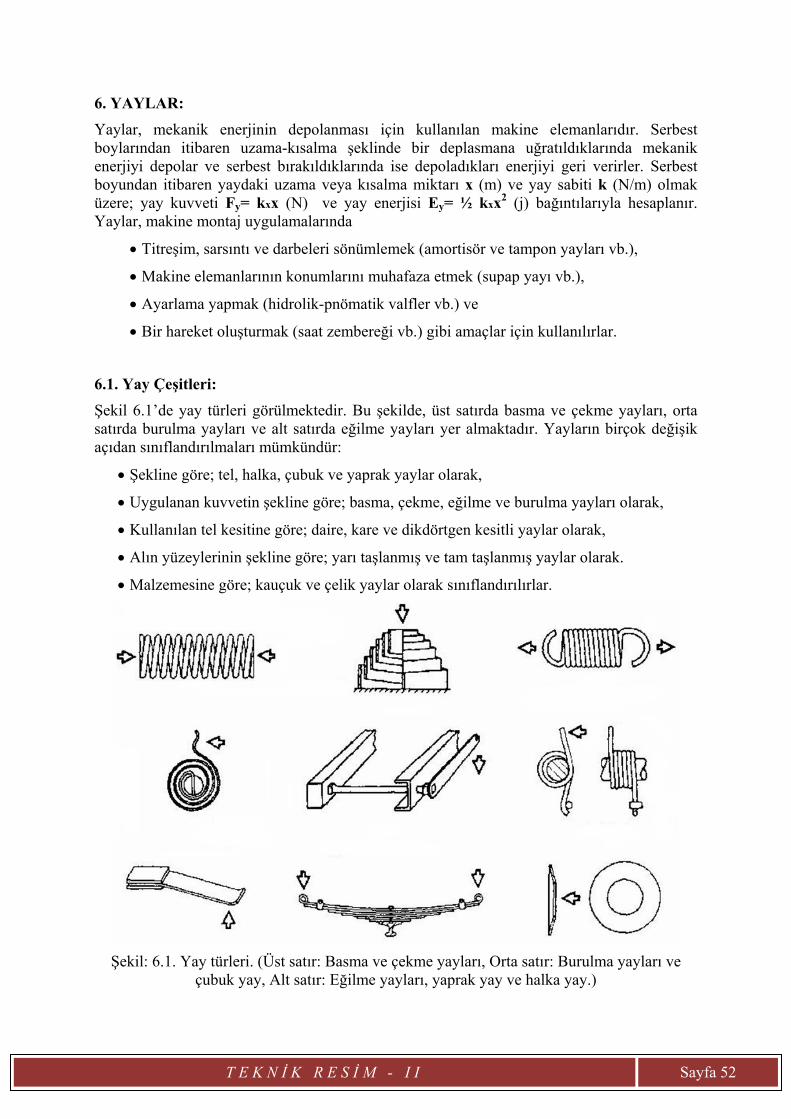
6.1. Yay Çeşitleri: Şekil 6.1’de yay türleri görülmektedir. Bu şekilde, üst satırda basma ve çekme yayları, orta satırda burulma yayları ve alt satırda eğilme yayları yer almaktadır. Yayların birçok değişik açıdan sınıflandırılmaları mümkündür:
• Şekline göre; tel, halka, çubuk ve yaprak yaylar olarak,
• Uygulanan kuvvetin şekline göre; basma, çekme, eğilme ve burulma yayları olarak,
• Kullanılan tel kesitine göre; daire, kare ve dikdörtgen kesitli yaylar olarak,
• Alın yüzeylerinin şekline göre; yarı taşlanmış ve tam taşlanmış yaylar olarak.
• Malzemesine göre; kauçuk ve çelik yaylar olarak sınıflandırılırlar.
Şekil: 6.1. Yay türleri. (Üst satır: Basma ve çekme yayları, Orta satır: Burulma yayları ve
çubuk yay, Alt satır: Eğilme yayları, yaprak yay ve halka yay.)
T E K N İ K R E S İ M - I I Sayfa 53
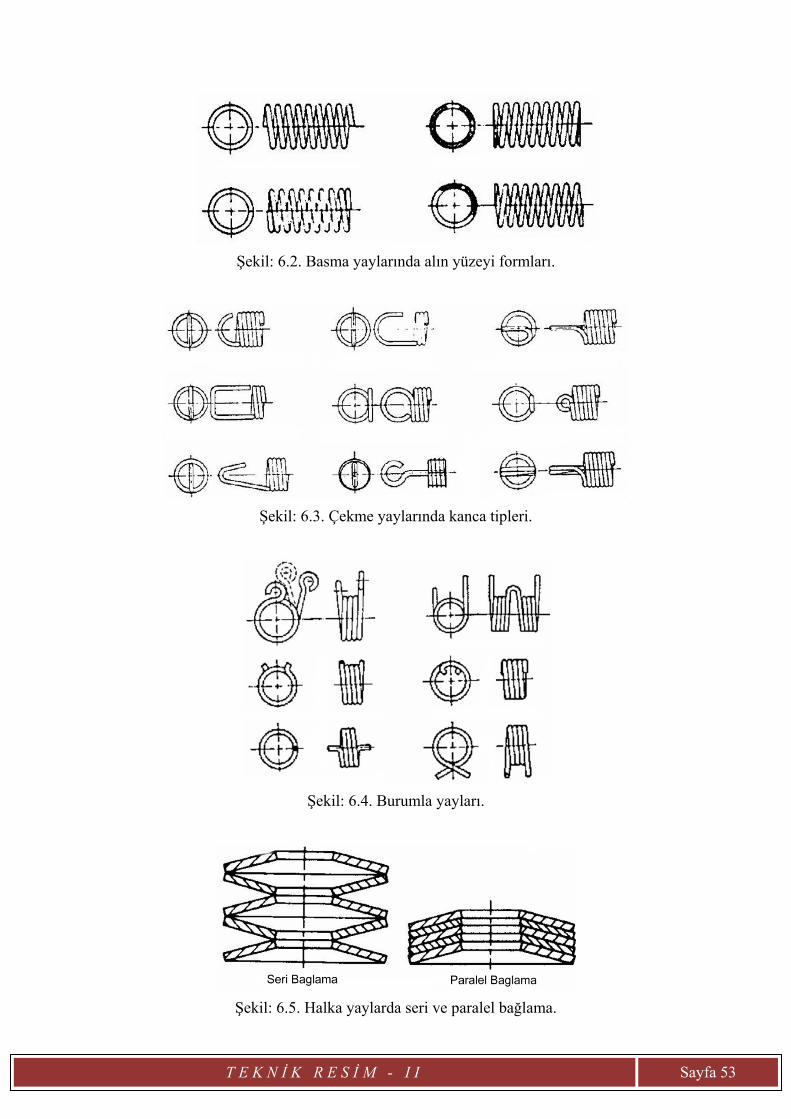
Şekil: 6.2. Basma yaylarında alın yüzeyi formları.
Şekil: 6.3. Çekme yaylarında kanca tipleri.
Şekil: 6.4. Burumla yayları.
Şekil: 6.5. Halka yaylarda seri ve paralel bağlama.

T E K N İ K R E S İ M - I I Sayfa 54
6.2. Yayların Teknik Resimlerde Gösterilmesi: Yaylar teknik resimlerde genellikle kesit resim olarak gösterilirler. Bu yapılırken halkaların hepsinin çizilmesi zorunlu değildir. Baştan ve sondan birkaç halka çizilerek araları eksen çizgisiyle birleştirilir. Halkayı belirten paralel eksenler üzerine tel kesitleri çizilir. Bu kesitler yeterince büyükse içleri taranır. Tarama yapılamayacak kadar küçükse tamamen siyaha boyanır (tarama deseni olarak solid kullanılır). Resim ya da yay çok küçük ise, bu durumda kesit resim çizmek yerine sembolik gösterim yapmak da mümkündür. Yay resimlerinde aşağıda belirtilen yay ölçüleri gösterilmelidir. Eğer yayın imalat resmi çiziliyorsa bu bilgilere ilave olarak, yayın sarımında kullanılan telin uzunluğu, yay malzemesi, yay sabiti, yayın alın yüzeylerine (ilk ve son halkalara) uygulanacak işlemler ve kaplama, boyama gibi yüzey işlemlerine ait bilgilerin de detay resminde yer alması gereklidir.
Dd: Dış çap
Di: İç çap
Do: Ortalama çap
Lo: Yayın serbest uzunluğu
d: Tel çapı
h: Yayın hatvesi
n: Normal halka adedi
(ilk ve son halkalar hariç)
Şekil: 6.6. Yay çiziminde gösterilmesi gereken ölçüler.
Şekil: 6.7. Yay kesit resminin çizimi ve tarama deseni seçimi.
Şekil: 6.8. Yayların şematik çizimi.

T E K N İ K R E S İ M - I I Sayfa 55
Uygulama 19: Bu uygulamada bir basınç emniyet valfini oluşturan elemanların detay resimleri çizilecek ve ardından bu resimler kullanılarak valfin montaj akış şeması ve montaj resmi çizilecektir.
1. Basınç denetim valfinin 6 nolu elemanı olan basma yayının detay resmini 1:1 ölçeğinde çizerek ölçülendiriniz. (Yay sarımında kullanılan daire kesitli telin çapı d=3 mm, yayın iç çap Di= 12 mm, yayın serbest boyu Lo= 79 mm, yayın halka adedi n=9 ve yayın hatvesi h=8 mm dir. Yayın her iki alın yüzeyi tam bir oturma yüzeyi sağlayacak şekilde taşlanmıştır.)
2. Basınç emniyet valfini oluşturan diğer 11 adet elemanın detay resimlerini 1:1 ölçeğinde çizerek ölçülendiriniz.
3. Basınç emniyet valfinin montaj akış şemasını çiziniz.
4. Bu resimleri kullanarak basınç emniyet valfinin montaj resmini çiziniz.
Şekil: 6.9. Basınç emniyet valfi.
Basınç Emniyet Valfi Nasıl Çalışır? Basınç denetim valfinin kesit resmi Şekil 6.9’da görülmektedir. Kovan (2), valf gövdesine (1) vidalı olarak bağlanmıştır. Sürgüyü (5) yuvaya (6) iten yayın (3) kuvveti ayar düzeneğiyle (4) kademesiz olarak değiştirilerek valfin basınç ayarı yapılmaktadır. “P” kanalı sistem ile bağlantılıdır ve sistem basıncının etkisindedir. “A” kanalı ise tank ile bağlantılıdır ve atmosfer basıncının etkisindedir. Sistemdeki basınç artışı ayar sürgüsüne etki ederek, yayın ayar değerinin üzerinde bir kuvvet oluşturduğunda sürgü açılarak “P” hattından “A” hattına yağ geçişi sağlanır ve sistem basıncı denetim altında tutulur.

T E K N İ K R E S İ M - I I Sayfa 56
Şekil: 6.10. Yay (6 nolu eleman) yapım resmi (Cevap: 1).
Şekil: 6.11. Kovan (2 nolu eleman), yay altlığı (3 nolu eleman) ve sürgü (4 nolu eleman)
yapım resmi (Cevap: 2).
Şekil: 6.12. Ayar vidası (5 nolu eleman) yapım resmi (Cevap: 2).

T E K N İ K R E S İ M - I I Sayfa 57
Şekil: 6.13. Valf gövdesi (1 nolu eleman) yapım resmi (Cevap: 2).
Şekil: 6.14. Kilit somunu (7 nolu eleman) ve silindirik başlı allen cıvata (8 nolu eleman) (Cevap: 2).

T E K N İ K R E S İ M - I I Sayfa 58
Şekil: 6.15. Basınç emniyet valfi montaj akış şeması (Cevap: 3).

T E K N İ K R E S İ M - I I Sayfa 59
Şekil: 6.16. Basınç emniyet valfi montaj resmi (Cevap: 4).

T E K N İ K R E S İ M - I I Sayfa 60
7. DİŞLİ ÇARKLAR: Dişli çarklar; eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında hareket ve güç iletimini sağlayan makine elemanlarıdır. Eş çalışan dişli çarklarda şu kurallar geçerlidir:
• Eş çalışan iki dişli çarkın bölüm daireleri birbirine teğettir, d01 ve d02 çaplarındaki iki silindir birbiri üzerinde yuvarlanıyormuş gibi çalışırlar. Bu nedenle, bu dairelere yuvarlanma dairesi adı verilmektedir
• İki dişli çarkın modülleri aynı olmak zorundadır. Farklı modüllerde üretilmiş iki dişli çark aynı cinsten olsalar dahi birbirlerine uymayacakları için eş çalışamazlar.
• Eş çalışan iki dişli çarkın çevresel hızları eşittir. Açısal hızlarının oranı ise redüksiyon (çevrim) oranını verir. Bu oran aynı zamanda bölüm dairesi çaplarının ve diş sayılarının da oranıdır.
Dişli çarklarda diş formunun belirlenmesinde evolvent, sikloit, episikloit ve hiposikloit eğrilerinden yararlanılır. Evolvent eğrisi, bir doğrunun bir daire üzerinde yuvarlanmasıyla meydana gelir. Dişli çarklarda en yaygın olarak uygulanan diş profili evolvent eğrisidir. Evolvent eğrisi; temel daire çapındaki silindir üzerine bırakılan çubuğun ucunun boşlukta çizeceği eğridir. Benzer şekilde, sikloit eğrisi bir dairenin bir doğru üzerinde yuvarlanmasıyla, episikloit eğrisi bir dairenin başka bir daire üzerinde yuvarlanmasıyla ve hiposikloit eğrisi bir dairenin başka bir daire içinde yuvarlanmasıyla meydana gelir. Dişli çarklar, diş formuna göre şu şekilde sınıflandırılırlar:
• Düz dişli çarklar,
• Kremayer dişli çarklar,
• İç dişli çarklar,
• Düz helis dişli çarklar,
• Çapraz helis dişli çarklar,
• Ok (çavuş) dişli çarklar,
• Sonsuz vidalı dişli çarklar,
• Düz konik dişli çarklar,
• Eğik konik dişli çarklar,
• Helis konik dişli çarklar,
• Zincir ve dişli kayış dişli çarkları,
• Planet dişli sistemleri.
Şekil: 7.1. Dişli çark türleri.

T E K N İ K R E S İ M - I I Sayfa 61
7.1. Dişli Çark Terimleri: İki dişli çark bir dişli çark çifti oluşturur. Bunlardan birisi çeviren dişli olarak isimlendirilir ve 1 indisiyle gösterilir. Diğeri ise çevrilen dişli olarak isimlendirilir ve 2 indisiyle gösterilir. Tüm dişli çarklarda ortak olarak kullanılan bazı terimler vardır. Bunlar:
dü : Diş üstü dairesi çapı (dü= d0+2xm)
d0 : Yuvarlanma (bölüm) dairesi çapı (d0= mxz)
dd : Diş dibi dairesi çapı (dd= d0-2.4xm)
dg : Temel dairesi çapı (dg= cosα0 xd0)
dm : Mil çapı
z : Diş sayısı
m : Modül (eş çalışan iki dişli çarkta sabit olan bir orandır. Bölüm dairesi çapının diş sayısına oranı ya da adımın π sayısına oranıdır.) (m= d0/z = t/π)
b : Diş genişliği
t : Adım (hatve) (t= s+w = mxπ)
s : Diş kalınlığı (bölüm dairesi üzerinden yay uzunluğu olarak ölçülür.)
w : Diş boşluğu (bölüm dairesi üzerinden yay uzunluğu olarak ölçülür.)
α0 : Kavrama açısı (düz dişli çarklarda 20o)
a0 : Eksenler arası mesafe a0= (d0 +d02)/2 = m(z1+z2)/2
Şekil: 7.2. Dişli çark terimleri.

T E K N İ K R E S İ M - I I Sayfa 62
Uygulama 20: Diş sayısı 24, modülü 4 mm ve diş genişliği 40 mm olan bir düz dişli çarkın 50 mm ölçüsündeki göbek genişliği için ±0,02 simetrik tolerans, ∅30 mm ölçüsündeki göbek çapı için H7 tolerans (alt sapma: 0, üst sapma: +0.03) ve yüzey pürüzlülük değerleri diş üstü, diş yanağı, diş dibi ve muylu yüzeyleri için 1.6, diğer tüm yüzeyler için 3.2 olarak uygulanmaktadır. 8x6 uygu kaması kullanılacaktır.
1. Dişli çarkın detay resmine ait ön ve sol yan (tam kesit) görünüşleri çiziniz,
2. Evolvent diş profilini oluşturunuz (r: 1 mm),
3. Dişli çarkın ayrıntılı ön görünüşünü çiziniz,
4. Dişli çarkın katı modelini oluşturunuz,
5. Bu dişli çark ile diş sayısı 16 olan bir başka dişli çarkın eş çalışma durumuna ait ön ve sol yan (tam kesit) görünüşleri çiziniz.
Cevap 1. Dişli Çarkın Detay Resmi:
Tablo: 7.1. Dişli çarkın hesapları.
z= 24 (Diş sayısı), m= 4 (modül)
d0= m x z = 24 x 4 96 mm
dü= d0 + 2 x m = 96 + (2 x 4) 104 mm
dd= d0 – 2.4 x m = 96 – (2.4 x 4) 86.4 mm
dg= cosα0 x d0 = 96 x cos 200 90.21 mm
Şekil: 7.3. Dişli çarkın yapım resmi (Cevap: 1).

T E K N İ K R E S İ M - I I Sayfa 63
Cevap 2. Evolvent Profili: Şekil 7.3’te evolvent profilinin çizilmesi görülmektedir. Temel dairenin üst tepe noktasından sola doğru yatay bir doğru çizilir. Bu çizgi, merkez etrafında, -40o de 5 adet olacak şekilde polar array ile çoğaltılır. (Çizgi adedi arttıkça evolvent profili daha hassas biçimde elde edilecektir) I, II, III, IV, V ile gösterilen açık mavi renkli bu çizgiler temel daireye sırasıyla 1, 2, 3, 4, 5 noktalarında teğettir. Merkezi 2 noktası ve yarıçapı 1 noktası olacak şekilde bir daire çizilerek bu dairenin II teğetini kestiği a noktasının yeri belirlenir. Benzer şekilde (merkezi 3 noktası- yarıçapı a noktası olan, merkezi 4 noktası-yarıçapı b noktası olan, merkezi 5 noktası-yarıçapı c noktası olan) daireler çizilerek b, c, d noktalarının yerleri belirlenir. Çizilen dairelerin ait olduğu ardışık ikişer teğet arasında kalan kısımları muhafaza edilir. Geri kalan kısımları trim komutuyla budanarak evolvent profili oluşturulur (şekildeki yeşil renkle gösterilen profil). z>40 için dt>dg ve z<40 için dt<dg olmaktadır. İkinci durumda, temel daireden itibaren merkeze çizilecek doğru parçasıyla diş profili tamamlanır.
Şekil: 7.4. Dişli çarkın evolvent profili (Cevap: 2).
Cevap 3. Dişli Çarkın Ayrıntılı Ön Görünüşü:
Adım 1: t= mxπ ile dişli çarkın hatvesi 12.56 mm ve s= t/2 ile diş kalınlığı 6.28 mm olarak bulunur. Evolvent profilinin bölüm dairesini kestiği nokta merkez alınarak 6.28 mm yarıçaplı bir daire çizilir. Bu dairenin merkezi ile bölüm dairesini kestiği nokta birleştirilir. Bu doğru parçasının orta noktası ile dişli çark merkezine bir eksen çizilir. Bu eksen dişe ait simetri eksenidir.
Şekil: 7.5. Adım 1.

T E K N İ K R E S İ M - I I Sayfa 64
Adım 2: Elde edilen evolvent diş profili, diş üstü dairesi sınırından trim komutuyla budanır. Diş dibi dairesi sınırına kadar ise line komutuyla tamamlanır. Bu profil çok sayıda daire parçasından oluşmaktadır. Bunları tek nesne haline getirmek için pedit komutu kullanılır:
Command: pedit ↵
Select polyline or [Multiple]: parçalardan birisi seçilir
Do you want to turn into one ? <Y>: ↵
Enter an option [C/J/W/E/F/S/D/L/U]: J ↵
Select objects: tüm çizgi parçaları seçilir ↵
↵ Yukarıdaki işlemden sonra artık tek nesneye dönüşen diş profili simetri eksenine göre mirror komutuyla kopyalanır. Diş sayısı 24 olduğundan adım açısı 360/24= 15o olarak bulunur. Elde edilen profil 15o de 2 adet olacak şekilde polar array ile çoğaltılır.
Şekil: 7.6. Adım 2.
Adım 3: 15o lik merkez açıyı gören dilimi sınırlayan çizgilere göre gereksiz olan çizgiler trim komutuyla budanır. Filet komutu kullanılarak, r değeri 1 olarak ayarlandıktan sonra diş dibi köşe yuvarlatması işlemi yapılır. Çizgiler arasında kalan kısım pedit komutuyla tek nesneye dönüştürülür. Bu kısım, dişli çarkı oluşturan en küçük şekil bileşeni, diğer bir ifadeyle ayrıntılı ön görünüşün 1/24’üdür. Düşey eksenin bölüm dairesini kestiği noktaya göre dişi ortalamak için, oluşturulan çizim rotate komutu kullanılarak merkez noktasına göre 4.69o döndürülür.
Şekil: 7.7. Adım 3.

T E K N İ K R E S İ M - I I Sayfa 65
Adım 4: Elde edilen çarkın bir dişi, 360o de 24 adet olacak şekilde polar array ile çoğaltılır. Diğer ayrıntılar çizime yansıtılır ve ölçülendirme yapılır.
Şekil: 7.8. Dişli çarkın ayrıntılı ön görünüşü (Cevap: 3).
Cevap 4: Dişli Çarkın Katı Modeli: Cevap 3 olarak elde edilen resimde, dişli çarkın tüm dış ve iç hat çizgileri pedit komutuyla tek nesneye dönüştürülürler. Tüm eksen ve ölçü çizgileri resimden kaldırılır. Move komutuyla resmin bileşenleri konumlandırılır. Extrude komutuyla bu bileşenlere yükseklik kazandırılır. Union komutuyla birleştirme ve subtract komutuyla çıkartma işlemleri yapılır. Chamfer komutuyla 45o pah kırma işlemleri ve filet komutuyla r: 3 mm köşe yuvarlatma işlemleri yapılarak dişli çarkın katı modeli elde edilir.
Şekil: 7.9. Dişli çarkın katı modeli (Cevap: 4).

T E K N İ K R E S İ M - I I Sayfa 66
Cevap 5: Eş Çalışma Durumu:
Tablo: 7.2. Dişli çark hesapları.
Birinci Dişli Çark İkinci Dişli Çark
m: Modül (mm) 4
z: Diş sayısı (-) 24 16
d0: Bölüm dairesi çapı (mm) 96 64
dü: Diş üstü dairesi çapı (mm) 104 72
dt: Diş dibi dairesi çapı (mm) 86.4 54.4
dm: Muylu çapı (mm) 30 20
b: Diş genişliği (mm) 40 30
B: Göbek genişliği (mm) 50 30
bxh: Kama kesiti (mm) 8x6 6x4
Köşe yuvarlatma 15o pah r1
ao: Eksenler arası mesafe (mm) a0= (m/2)(z1+z2) = (4/2)(24+16) = 80
Şekil: 7.10. Eş çalışma durumu (Cevap: 5).

T E K N İ K R E S İ M - I I Sayfa 67
8. RULMANLI YATAKLAR:
Şekil: 8.1. Rulmanlı yataklar.
Mil üzerine sıkı geçen bir iç bilezik ile gövdeye sıkı geçen bir dış bilezik arasına yerleştirilen ve kafes içine alınan (bilye, silindirik makara, konik makara, fıçı makara ve iğne şeklindeki) yuvarlanma elemanlarının oluşturduğu yataklama elemanına rulmanlı yatak adı verilir. Yuvarlanma elemanının şekline ve taşıyabileceği kuvvetin cinsine göre isimlendirilirler. Kayma sürtünmesini yuvarlanma sürtünmesine dönüştürerek makinenin iç sürtünme kaybını azaltırlar. Makine boyutlarının daha küçük olmasına imkân verirler. Mil çapına göre standartlaştırılmışlardır. Yağ gereksinimleri düşük, ömürleri uzundur. Mil malzemesinden bağımsızdırlar ve milin sarma tehlikesi yoktur. Şekil: 8.1'de sırasıyla oynak bilyeli yatak, eğik bilyeli yatak, silindirik makaralı yatak ve konik makaralı yatak görülmektedir. Şekil 8.2’de verilen rulmanlı yatak çeşitleri şunlardır:
1. Sabit Bilyeli Yatak: Yuvarlanma elemanı olarak çelik bilye kullanılır. Mil ekseni sabit konumdadır. Radyal kuvvetleri ve yanı sıra iki yönlü küçük eksenel kuvvetleri taşıyabilir. Tüm makine gruplarında yaygın olarak kullanılır.
2. Oynak Bilyeli Yatak: Yuvarlanma elemanı olarak çelik bilye kullanılır. Mil ekseninin 5o ye kadar açı yapmasına müsaade edilmesi istenen, milin eğilme ihtimalinin olduğu yerlerde kullanılır.
3. Eğik Bilyeli Yatak: Yuvarlanma elemanı olarak çelik bilye kullanılır. Sadece bir yönde gelen eksenel kuvvetleri taşıyabilir.
4. Çift Sıralı Eğik Bilyeli Yatak: Yuvarlanma elemanı olarak çelik bilye kullanılır. Radyal kuvvetleri ve her iki yönde gelen eksenel kuvvetleri taşıyabilir.
5. Silindirik Makaralı Yatak: Yuvarlanma elemanı olarak silindirik çelik makara kullanılır. Büyük radyal kuvvetlerin etki ettiği ve yüksek sıcaklıklarda çalışılan yerlerde kullanılır.
6. Oynak Fıçı Makaralı Yatak: Yuvarlanma elemanı olarak fıçı şeklinde çelik makara kullanılır. Radyal kuvvetleri ve her iki yönde gelen eksenel kuvvetleri taşıyabilir. Ayrıca mile oynaklık da kazandırır.
7. Konik Makaralı Yatak: Yuvarlanma elemanı olarak konik şekilli çelik makara kullanılır. Radyal kuvvetleri ve sadece tek yönde etkiyen eksenel kuvvetleri taşıyabilir. Genellikle çiftler halinde ve “O” ya da “X” montaj olacak şekilde kullanılırlar.
8. Eksenel Sabit Bilyeli Yatak: Yuvarlanma elemanı olarak çelik bilye kullanılır. Sadece eksenel kuvvetleri karşılayabilirler.
9. Eksenel Oynak Makaralı Yatak: Yuvarlanma elemanı olarak küresel yan yüzeyli çelik makara kullanılır. Oynak millerde eksenel kuvvetleri taşımak üzere tasarlanmışlardır.

T E K N İ K R E S İ M - I I Sayfa 68
Şekil: 8.2. Rulmanlı yataklar (1. Sabit bilyeli yatak, 2. Oynak bilyeli yatak, 3.Eğik bilyeli yatak, 4. Çift sıralı eğik bilyeli yatak, 5. Silindirik makaralı yatak, 6. Oynak fıçı makaralı yatak, 7. Konik makaralı yatak, 8. Eksenel sabit bilyeli yatak, 9. Eksenel oynak makaralı yatak).
Tablo: 8.1. Rulmanlı yataklarda uygulanan toleranslar.
Mil Yuva
Bilyeli yataklar j5, j6, k5, k6 J6, H7
Makaralı yataklar k5, k6, m5 K6, H7
Rulmanlı yatakların boyutları, iç çap (d), dış çap (D) ve genişlik (B) ölçülerine göre standartlaştırılmıştır. Rulman iç çapı takılacağı mil çapına ve rulman dış çapı ise yuva çapına eşittir. Sıkı geçme olarak montajı yapılan rulmanlı yataklarda genellikle uygulanan toleranslar Tablo 8.1’de verilmiştir.
Rulmanlar standart elemanlar olduklarından detay resimleri çizilmez, sadece montaj resimlerinde gösterilirler. Bu çizim yapılırken, d, D ve B ölçüleri esas alınarak bir kutu çizilir ve yuvarlanma elemanı yaklaşık bir büyüklük gözetilerek kutu merkezine yerleştirilir. İç ve dış bilezik kesitleri ise farklı yönlerde taranır. Kafes ve koruyucu kapaklar çizilmez.
T E K N İ K R E S İ M - I I Sayfa 69
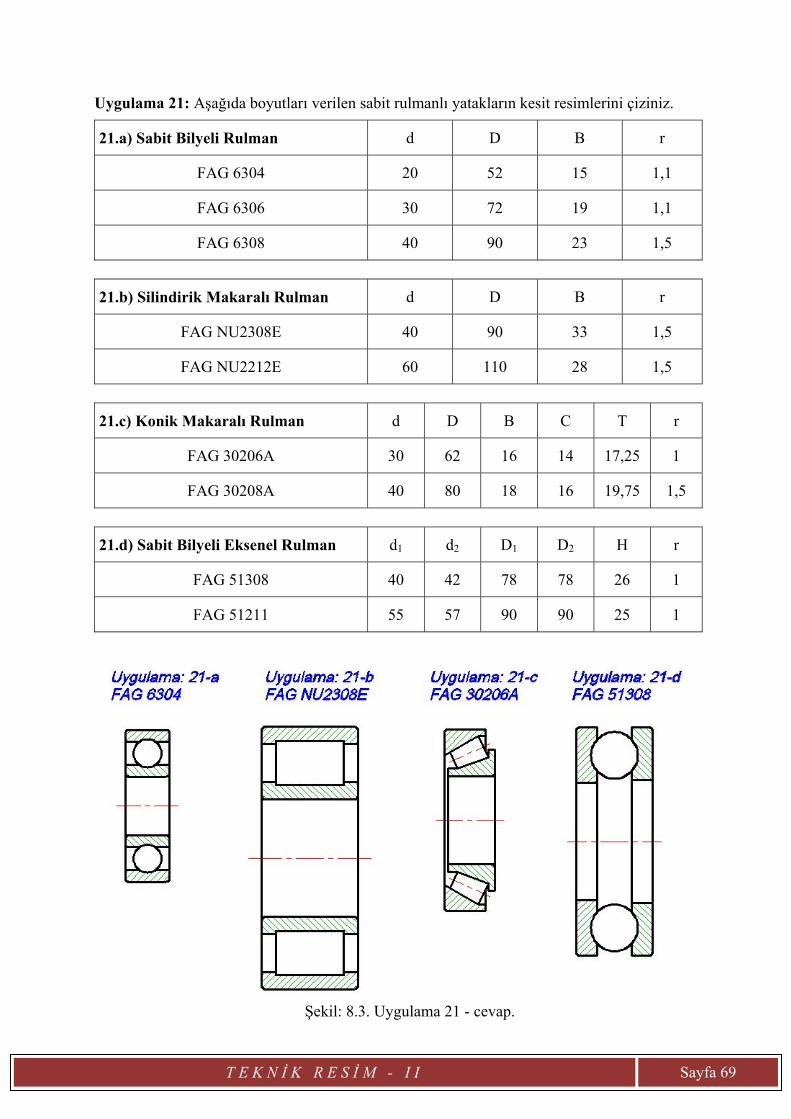
Uygulama 21: Aşağıda boyutları verilen sabit rulmanlı yatakların kesit resimlerini çiziniz.
21.a) Sabit Bilyeli Rulman d D B r
FAG 6304 20 52 15 1,1
FAG 6306 30 72 19 1,1
FAG 6308 40 90 23 1,5
21.b) Silindirik Makaralı Rulman d D B r
FAG NU2308E 40 90 33 1,5
FAG NU2212E 60 110 28 1,5
21.c) Konik Makaralı Rulman d D B C T r
FAG 30206A 30 62 16 14 17,25 1
FAG 30208A 40 80 18 16 19,75 1,5
21.d) Sabit Bilyeli Eksenel Rulman d1 d2 D1 D2 H r
FAG 51308 40 42 78 78 26 1
FAG 51211 55 57 90 90 25 1
Şekil: 8.3. Uygulama 21 - cevap.

T E K N İ K R E S İ M - I I Sayfa 70
Uygulama 22: Şekli verilen döner puntanın yarım kesit ön görünüşünü, aşağıdaki rulmanları kullanarak, 1:1 ölçeğinde çiziniz. (Punta uç açısı 60o, punta gövdesi eğimi 1:100, punta ucu çapı 42 ve punta boyu 150 olarak alınacaktır)
1. Konik Makaralı Rulman FAG 3026A d/D/B/C/T/r: 30/62/16/14/18/1,5
2. Sabit Bilyeli Eksenel Rulman FAG 51206 d1/d2/D1/D2/H/r: 30/32/52/52/16/1
3. Sabit Bilyeli Rulman FAG 6003 d/D/B/r: 17/35/10/1
Şekil: 8.4. Döner punta, uygulama 22 - soru.
Şekil: 8.5. Döner punta, uygulama 22 - cevap.
T E K N İ K R E S İ M - I I Sayfa 71
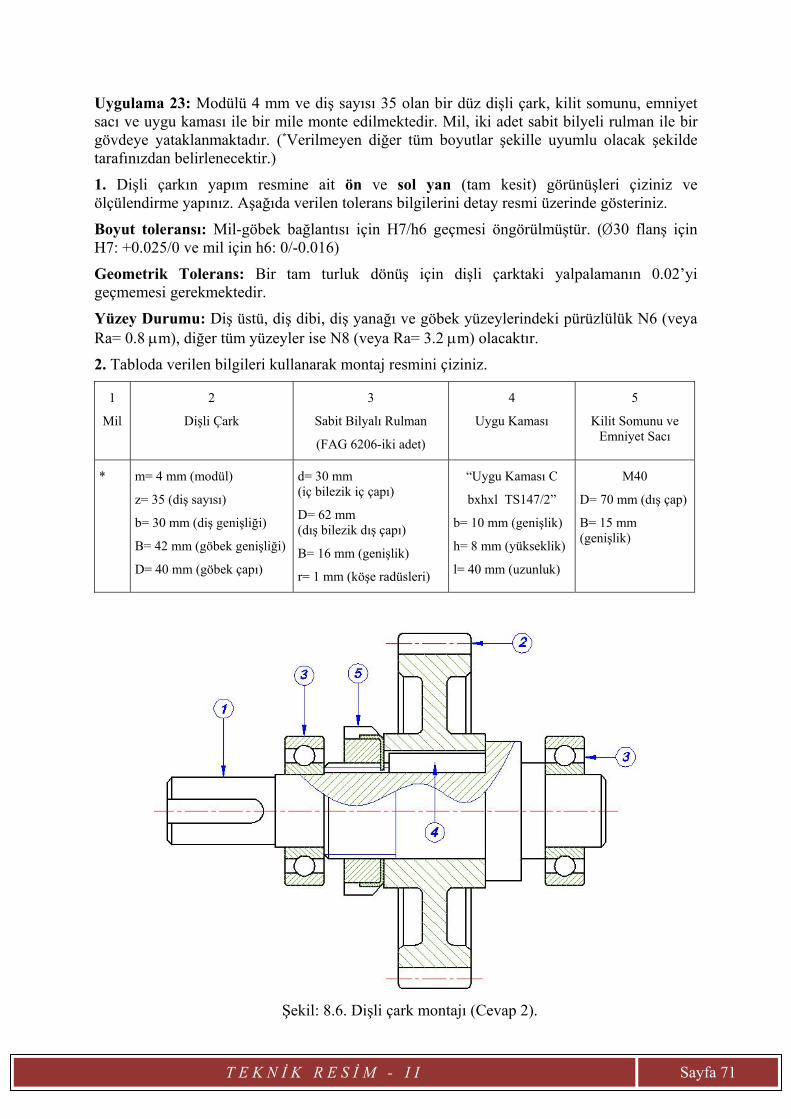
Uygulama 23: Modülü 4 mm ve diş sayısı 35 olan bir düz dişli çark, kilit somunu, emniyet sacı ve uygu kaması ile bir mile monte edilmektedir. Mil, iki adet sabit bilyeli rulman ile bir gövdeye yataklanmaktadır. (*Verilmeyen diğer tüm boyutlar şekille uyumlu olacak şekilde tarafınızdan belirlenecektir.)
1. Dişli çarkın yapım resmine ait ön ve sol yan (tam kesit) görünüşleri çiziniz ve ölçülendirme yapınız. Aşağıda verilen tolerans bilgilerini detay resmi üzerinde gösteriniz.
Boyut toleransı: Mil-göbek bağlantısı için H7/h6 geçmesi öngörülmüştür. (¯30 flanş için H7: +0.025/0 ve mil için h6: 0/-0.016)
Geometrik Tolerans: Bir tam turluk dönüş için dişli çarktaki yalpalamanın 0.02’yi geçmemesi gerekmektedir.
Yüzey Durumu: Diş üstü, diş dibi, diş yanağı ve göbek yüzeylerindeki pürüzlülük N6 (veya Ra= 0.8 μm), diğer tüm yüzeyler ise N8 (veya Ra= 3.2 μm) olacaktır.
2. Tabloda verilen bilgileri kullanarak montaj resmini çiziniz.
1
Mil
2
Dişli Çark
3
Sabit Bilyalı Rulman
(FAG 6206-iki adet)
4
Uygu Kaması
5
Kilit Somunu ve Emniyet Sacı
* m= 4 mm (modül)
z= 35 (diş sayısı)
b= 30 mm (diş genişliği)
B= 42 mm (göbek genişliği)
D= 40 mm (göbek çapı)
d= 30 mm (iç bilezik iç çapı)
D= 62 mm (dış bilezik dış çapı)
B= 16 mm (genişlik)
r= 1 mm (köşe radüsleri)
“Uygu Kaması C
bxhxl TS147/2”
b= 10 mm (genişlik)
h= 8 mm (yükseklik)
l= 40 mm (uzunluk)
M40
D= 70 mm (dış çap)
B= 15 mm (genişlik)
Şekil: 8.6. Dişli çark montajı (Cevap 2).

T E K N İ K R E S İ M - I I Sayfa 72
9. RESİM OKUMA UYGULAMALARI:
Şekil: 9.1. Takım tezgahı hız kutusu.
Şekil: 9.2. Torna tezgahı hız kutusu.

T E K N İ K R E S İ M - I I Sayfa 73
Şekil: 9.3. Kreyn tahrik tekerleği.
Şekil: 9.4. Kreyn hareketli makaraları ve kancası.

T E K N İ K R E S İ M - I I Sayfa 74
Şekil: 9.5. Otomobil vites kutusu.
Şekil: 9.6. Otomobil diferansiyeli.

T E K N İ K R E S İ M - I I Sayfa 75
Şekil: 9.7. Ticari araç ön tekerlek konstrüksiyonu.
Şekil: 9.8. Ticari araç arka tekerlek konstrüksiyonu.
T E K N İ K R E S İ M - I I Sayfa 76
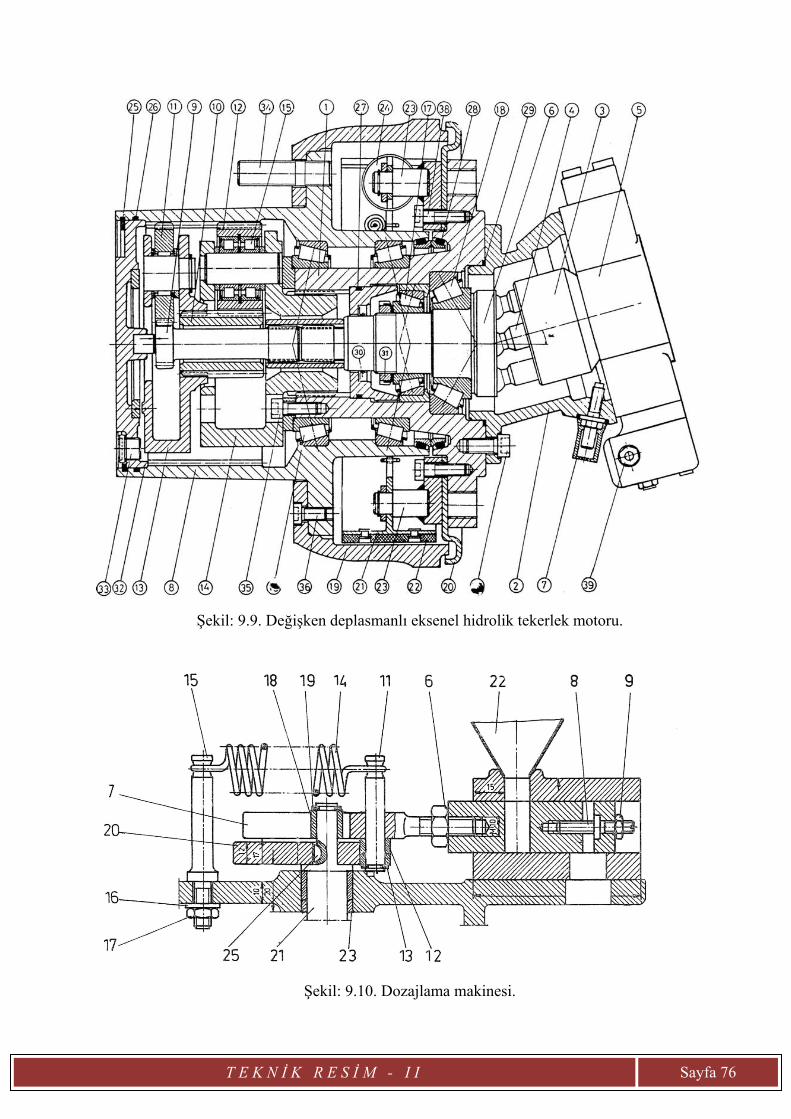
Şekil: 9.9. Değişken deplasmanlı eksenel hidrolik tekerlek motoru.
Şekil: 9.10. Dozajlama makinesi.

T E K N İ K R E S İ M - I I Sayfa 77
KAYNAKÇA
[1] Bağcı, M., Bağcı, C., 1982, “Teknik Resim”, Teknik Eğitim Fakültesi Matbaası, Ankara.
[2] Gediktaş, M., Özdaş, N., “Teknik Resim”, Birsen Yayınevi, İstanbul.
[3] Karagöz, Y., 1998, “Uygulamalı Teknik Çizim”, Barış Yayınları, Fakülteler Kitabevi, İzmir.
[4] Abdulla, G., Abdullayev, R., 2010, “Teknik Resim Temel Bilgiler ve Uygulamalar”, Seçkin Yayıncılık, Ankara.
[5] Helsel, J., 1992, “Engineering Drawing and Design”, McGraw-Hill International Editions, Singapore.
[6] Lamit, L.G., Kitto, K.L., 1997, “Engineering Graphics and Design”, West Publishing company, Minneapolis.
[7] Kalameja, A.J., 1992, “The Autocad Tutor For Engineering Graphics”, Delmar Publishers Inc., Albany.
[8] Erdoğan, E., Geometrik Boyutlandırma ve Ölçü Toleranslarının Arıza ve Periyodik Bakıma Etkisi, Mühendis ve Makine, Cilt: 50, Sayı: 598, 25-38.
[9] SKF Rulman Katalogu
[9] http://www.megep.meb.gov.tr/indextr.html