Embed Size (px)
Citation preview

K O M I S J A B U D O W Y M A S Z Y N P A N – O D D Z I A W P O Z N A N I U
Vol. 29 nr 2 Archiwum Technologii Maszyn i Automatyzacji 2009
OLAF CISZAK
MODELOWANIE I SYMULACJA
PROCESU TECHNOLOGICZNEGO MONTA U
Z UWZGL DNIENIEM MTBF
W artykule przedstawiono zagadnienie modelowania i symulacji procesu technologicznego
monta u (PTM) z uwzgl dnieniem wska nika MTBF na przyk adzie rzeczywistego monta u deski
rozdzielczej do nadwozia samochodu. Omówiono opracowany wariant organizacyjny (model
symulacyjny) analizowanego gniazda monta owego, a w ko cowej cz ci przedstawiono wyniki
bada eksperymentalnych i wnioski.
S owa kluczowe: MTBF, model, modelowanie, symulacja, monta
1. WST P
Wspó czesne przedsi biorstwo monta owe w warunkach silnej konkurencji
rynkowej (dynamiczny i ci g y rozwój wyrobów, skracanie serii produkcyjnych
itd.), powszechnej globalizacji, coraz wy szych wymaga jako ciowych oraz
minimalizacji szeroko rozumianych kosztów wytwarzania wymaga ci g ej po-
prawy organizacji oraz wprowadzania technologicznej elastyczno ci przy wdra-
aniu systemów zautomatyzowanych i zrobotyzowanych [3].
Poprawne zaprojektowanie lub modernizacja linii monta owej w celu uzy-
skania oczekiwanych efektów ekonomicznych i wydajno ci wymaga przepro-
wadzenia bada symulacyjnych z uwzgl dnieniem zak adanych parametrów (np.
czasu trwania operacji, wydajno ci) oraz mo liwych zak óce (np. awarii) wyra-
anych za pomoc wska nika MTBF. Aby badania symulacyjne da y wymierne
efekty, powinny by przeprowadzone na wst pnym etapie projektowania
z uwzgl dnieniem, przyk adowo, wielowariantowej koncepcji systemu monta-
owego, co pozwoli ustali wymagane parametry projektowanego systemu oraz
zminimalizowa ewentualne koszty pó niejszych zmian [4, 6].
Dotychczas modelowanie i symulacja procesów monta owych znajdowa y
zastosowanie g ównie do produkcji masowej i wielkoseryjnej. Szybki rozwój
Dr in . – Instytut Technologii Mechanicznej Politechniki Pozna skiej. Praca naukowa finansowana ze rodków na nauk w latach 2007-2010 jako projekt badaw-
czy.

O. Ciszak 80
systemów komputerowych, metod rozwi zywania algorytmów optymalizacyj-
nych oraz dost pno profesjonalnego oprogramowania sprawi y, e techniki
symulacyjne z powodzeniem zacz y by stosowane do produkcji jednostkowej
i ma oseryjnej [5, 6].
2. REDNI OKRES MI DZYAWARYJNY
redni czas pomi dzy awariami MTBF (ang. Mean Time Between Failures) jest
parametrem okre laj cym deklarowany redni czas bezawaryjnej pracy maszyny
(urz dzenia). Najcz ciej podawany jest w godzinach, a wyznacza si go za pomoc
specjalnych procedur testowych i wzorów. S to warto ci statystyczne wyra aj ce
liczb godzin normalnej pracy urz dzenia do momentu awarii lub uszkodzenia.
W rzeczywisto ci MTBF jest miar niezawodno ci urz dzenia i jest ca kowitym
okresem funkcjonowania danego elementu systemu (maszyny, urz dzenia, zespo u
itd.) podzielonym przez liczb awarii, co mo na opisa za pomoc zale no ci [1]:
awariiliczba
systemukomponentuaniafunkcjonowokresMTBF . (1)
Wska nik MTBF s u y przede wszystkim do ustalenia kluczowych wska ników
wydajno ci produkcji (ang. KPI – Key Performance Indicators) oraz, przyk adowo,
wska nika ogólnej efektywno ci urz dze (ang. OEE – Overall Equipment Effec-
tiveness). Powy sze wska niki maj wp yw na podejmowanie decyzji co do dzia a-
nia analizowanego systemu, pozwalaj mi dzy innymi na dok adne planowanie
zarówno produkcji, jak i remontów (przegl dów), szacowanie kosztów utrzymania
jednostki produkcyjnej, ograniczenie przyczyn strat (awarii), co prowadzi do wy-
miernych oszcz dno ci ekonomicznych. W analizowanym przyk adzie gniazda
monta owego wykorzystano wska nik MTBF opisuj cy czas bezawaryjnej pracy
manipulatora u ytego do monta u deski rozdzielczej do nadwozia samochodu. Przy
za o onych warto ciach statystycznych wska nika MTBF manipulatora prowadzo-
no badania eksperymentalne wydajno ci gniazda monta owego.
3. PROCES TECHNOLOGICZNY MONTA U DESKI ROZDZIELCZEJ
DO NADWOZIA SAMOCHODU
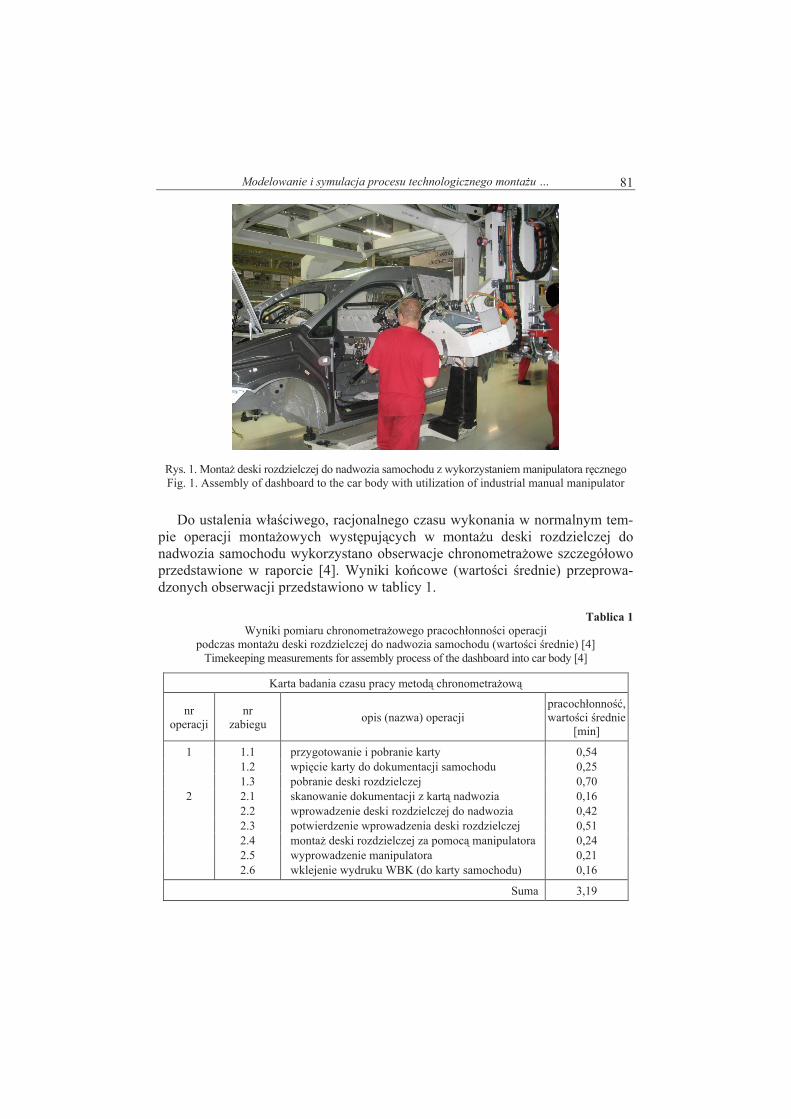
Proces technologiczny monta u deski rozdzielczej do nadwozia (rys. 1, 3,
tabl. 1) obejmuje dwie g ówne operacje i jest prowadzony przez brygad sze ciu
pracowników na dwóch stanowiskach tworz cych gniazdo monta owe. Praca
wykonywana jest w zamkni tej hali produkcyjnej (monta owej) przez 7 dni
w tygodniu w czasie 3 zmian. Aktualna wydajno gniazda wynosi rednio 1360
zamontowanych kokpitów do nadwozi samochodów.
Modelowanie i symulacja procesu technologicznego monta u … 81
Rys. 1. Monta deski rozdzielczej do nadwozia samochodu z wykorzystaniem manipulatora r cznego
Fig. 1. Assembly of dashboard to the car body with utilization of industrial manual manipulator
Do ustalenia w a ciwego, racjonalnego czasu wykonania w normalnym tem-
pie operacji monta owych wyst puj cych w monta u deski rozdzielczej do
nadwozia samochodu wykorzystano obserwacje chronometra owe szczegó owo
przedstawione w raporcie [4]. Wyniki ko cowe (warto ci rednie) przeprowa-
dzonych obserwacji przedstawiono w tablicy 1.
Tablica 1
Wyniki pomiaru chronometra owego pracoch onno ci operacji
podczas monta u deski rozdzielczej do nadwozia samochodu (warto ci rednie) [4]
Timekeeping measurements for assembly process of the dashboard into car body [4]
Karta badania czasu pracy metod chronometra ow
nr
operacji
nr
zabiegu opis (nazwa) operacji
pracoch onno ,
warto ci rednie
[min]
1 1.1 przygotowanie i pobranie karty 0,54
1.2 wpi cie karty do dokumentacji samochodu 0,25
1.3 pobranie deski rozdzielczej 0,70
2 2.1 skanowanie dokumentacji z kart nadwozia 0,16
2.2 wprowadzenie deski rozdzielczej do nadwozia 0,42
2.3 potwierdzenie wprowadzenia deski rozdzielczej 0,51
2.4 monta deski rozdzielczej za pomoc manipulatora 0,24
2.5 wyprowadzenie manipulatora 0,21
2.6 wklejenie wydruku WBK (do karty samochodu) 0,16
Suma 3,19

O. Ciszak 82
4. MODELOWANIE I SYMULACJA GNIAZDA MONTA U
DESKI ROZDZIELCZEJ DO NADWOZIA SAMOCHODU
W analizowanym przypadku za o ono, e liczba montowanych desek roz-
dzielczych do nadwozi samochodów w okre lonych przedzia ach czasu jest jed-
nakowa i odbywa si na tych samych stanowiskach, co wynika z przyj tego
programu produkcyjnego i organizacji dotychczasowego procesu technologicz-
nego. Dla rozwa anego procesu technologicznego przyj to, e kolejno wyko-
nywania operacji i zabiegów wynika bezpo rednio z marszruty procesu techno-
logicznego (tabl. 1) i e jest to tzw. przep yw szeregowy bez mo liwo ci powro-
tów i omijania stanowisk monta owych. Opracowany graf kolejno ci operacji
i zabiegów podczas monta u deski rozdzielczej do nadwozia samochodu osobo-
wo-dostawczego przedstawiono na rys. 2
Rys. 2. Graf kolejno ci operacji i zabiegów podczas monta u deski rozdzielczej do nadwozia samo-
chodu; numery operacji zgodne z tabl. 1 (opracowanie w asne)
Fig. 2. Precedence constraint graph for the assembly of dashboard into car body; operation numbers
according to Table 1 (author’s source)
Modelowanie i symulacj wydzielonego organizacyjnie gniazda do monta u
deski rozdzielczej do nadwozia samochodu na linii monta u ko cowego prze-
prowadzono z wykorzystaniem oprogramowania symulacyjnego FlexSim_v4
firmy Flexsim Simulation Software Products Inc. [2]. G ównym celem modelo-
wania i symulacji pracy gniazda by a analiza porównawcza wydajno ci obecne-
go procesu monta u z wydajno ci opracowanego modelu symulacyjnego
uwzgl dniaj cego redni czas pomi dzy awariami – MTBF manipulatora. Model
symulacyjny gniazda monta owego (rys. 4) zosta oparty na schemacie organi-
zacyjnym rzeczywistego gniazda do monta u deski rozdzielczej do nadwozia
samochodu podczas monta u ko cowego (rys. 3). Ze wzgl du na brak dok ad-
nych informacji za wska nik MTBF manipulatora przyj to statystyczny rozk ad
wyk adniczy przedstawiaj cy redni intensywno uszkodze 1 raz na 1000,
2000, 4000, 6000, 8000 i 10 000 min pracy (tabl. 2) oraz losowy wybór czasu
naprawy manipulatora (MTTR – Mean Time to Repair) z przedzia u od 50 do
100 min.
Modelowanie i symulacja procesu technologicznego monta u … 83
Rys. 3. Schemat organizacyjny gniazda monta u deski rozdzielczej do nadwozia samochodu
na linii monta u ko cowego
Fig. 3. Structure and organizational layouts of the dashboard assembly into car body while final
assembly process
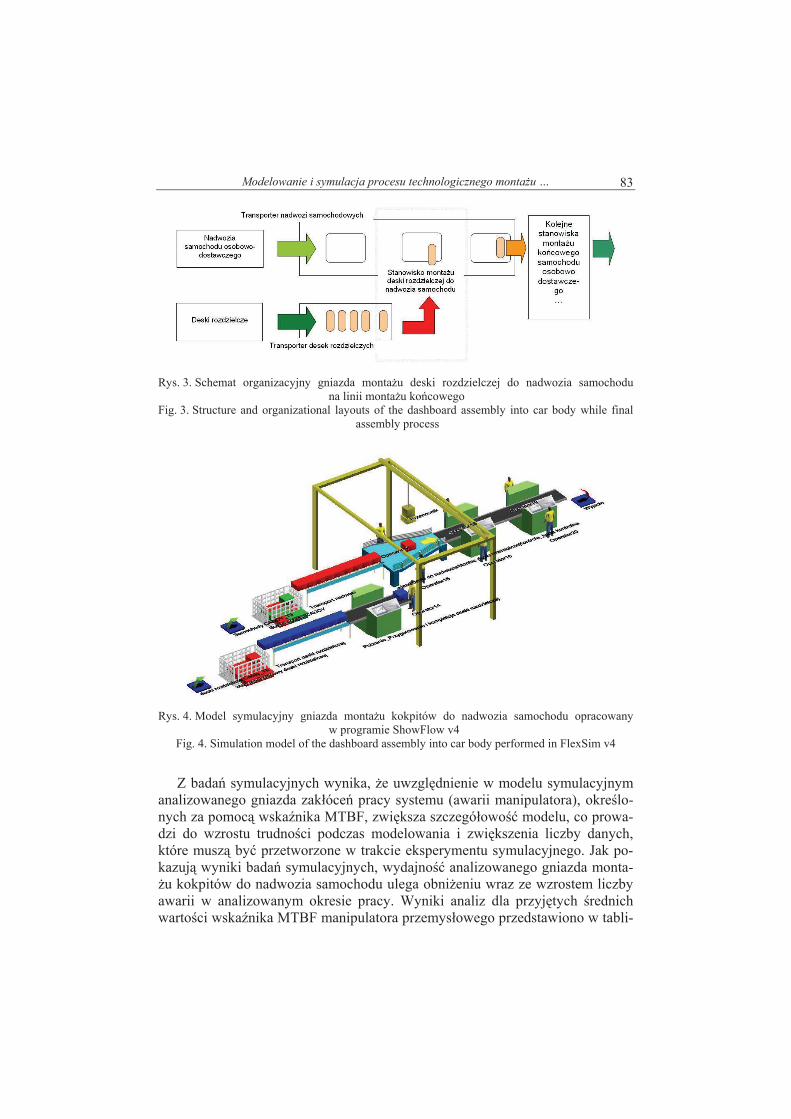
Rys. 4. Model symulacyjny gniazda monta u kokpitów do nadwozia samochodu opracowany
w programie ShowFlow v4
Fig. 4. Simulation model of the dashboard assembly into car body performed in FlexSim v4
Z bada symulacyjnych wynika, e uwzgl dnienie w modelu symulacyjnym
analizowanego gniazda zak óce pracy systemu (awarii manipulatora), okre lo-
nych za pomoc wska nika MTBF, zwi ksza szczegó owo modelu, co prowa-
dzi do wzrostu trudno ci podczas modelowania i zwi kszenia liczby danych,
które musz by przetworzone w trakcie eksperymentu symulacyjnego. Jak po-
kazuj wyniki bada symulacyjnych, wydajno analizowanego gniazda monta-
u kokpitów do nadwozia samochodu ulega obni eniu wraz ze wzrostem liczby
awarii w analizowanym okresie pracy. Wyniki analiz dla przyj tych rednich
warto ci wska nika MTBF manipulatora przemys owego przedstawiono w tabli-

O. Ciszak 84
cy 2, a przyk adowy raport z bada symulacyjnych pracy gniazda pokazano na
rys. 5.
Tablica 2
Wyniki symulacji pracy gniazda monta u desek rozdzielczych do nadwozia samochodu
Result of efficiency simulations of layouts of the dashboard assembly into car body
Nr wariantu Warto wska nika MTBF
(rozk ad wyk adniczy)
Liczba desek rozdzielczych zamonto-
wanych do nadwozi samochodu
[szt.]
1 – 1363
2 (0,1000,1) 1255
3 (0,2000,1) 1299
4 (0,4000,1) 1333
5 (0,6000,1) 1355
6 (0,8000,1) 1356
7 (0,10000,1) 1358
Rys. 5. Przyk adowy raport zawieraj cy wyniki symulacji pracy gniazda monta u desek rozdzielczych
do nadwozia samochodu dla wariantu organizacyjnego z rys. 4
Fig. 5. Example of simulation results report of the dashboard assembly into car body for organizational
layout variant according to Fig. 4
5. PODSUMOWANIE
Przedmiotem opisywanych bada by o opracowanie modelu symulacyjnego
rzeczywistego gniazda monta u deski rozdzielczej do nadwozia samochodu oraz

Modelowanie i symulacja procesu technologicznego monta u … 85
okre lenie wp ywu na system wytwórczy zak óce wyra onych za pomoc
wska nika MTBF. Wyniki bada symulacyjnych wykaza y, e opracowany mo-
del symulacyjny gniazda (wariant nr 1) odpowiada rzeczywistym warunkom
produkcyjnym, natomiast jego uszczegó awianie prowadzi do coraz precyzyj-
niejszych prognoz pracy systemu. Badania symulacyjne potwierdzi y, e zasto-
sowanie manipulatora przemys owego (warianty nr 2 – 7) spowoduje spadek
liczby zamontowanych kokpitów tym wi kszy, im wi cej wyst pi awarii lub
uszkodze w analizowanym okresie, co w pe ni odzwierciedla rzeczywisto .
Dalsze badania b d dotyczy y uszczegó owienia informacji o niezawodno ci
pracy maszyn i urz dze wykorzystywanych w procesach produkcyjnych w celu
wyznaczenia wska ników efektywno ci procesów wytwórczych z uwzgl dnie-
niem strat (awarie, usterki przestoje wynikaj ce np. z niew a ciwego zasilania
stanowiska w materia ) w wykorzystaniu parku maszynowego.
LITERATURA
[1] Alia V., redni okres mi dzyawaryjny zasilacza elektrycznego, Utrzymanie Ruchu, 2008, nr 4,
s. 38 – 39.
[2] Dokumentacja programu FlexSim firmy Flexsim Simulation Software Products Inc.
[3] Lonkwic P., Linie produkcyjne – nowoczesne systemy produkcji, Design News Polska, 2008,
nr 5, s. 54 – 58.
[4] Raport z bada prowadzonych w ramach dzia alno ci statutowej DS 22-495/08 – ZPT-IMt PP
(materia y niepublikowane).
[5] Sawik T., Planowanie i sterowanie produkcji w elastycznych systemach produkcyjnych, War-
szawa, WNT 1996.
[6] Zdanowicz R., Modelowanie i symulacja procesów wytwarzania, Gliwice, Wydawnictwo
Politechniki l skiej 2002.
Praca wp yn a do Redakcji 16.03.2009 Recenzent: dr hab. in . Piotr ebkowski
MODELING AND SIMULATION OF ASSEMBLY PROCESS USING MTBF
S u m m a r y
The paper presents the issue of modeling and simulation of the assembly process on an exam-
ple of assembly dashboard into the car body with utilization of MTBF parameter. The simulation
model of analyzed assembly layout from the point of view of productivity using the modern tools
for modeling a simulation of production processes is presented. The final part of the paper presents
the results and conclusions from conducted tests and analyses.
Key words: MTBF, model, modeling, simulation, assembly





![KONSTRUOWANIE ODLEWÓW PRACUJĄCYCH W …atmia.put.poznan.pl/Woluminy/Fil/ATMiA_28_3_10.pdf · Odlewnictwo, Warszawa, WNT 1986. [8] Richert R., Form-und gieβgerechtes Konstruieren,](https://img.pdfslide.tips/doc/110x75/5c76ded309d3f2d3778c3580/konstruowanie-odlewow-pracujacych-w-atmiaput-odlewnictwo-warszawa-wnt.jpg)
![Podstawy robotyki Wyklad V [5mm] Jakobian …jjakubia/PodstawyRobotyki/...(3) Wstawiając (3) do wyniku minimalizacji dostajemy q = AT AAT −1 y = A+y. Macierz A+ = AT AAT −1 nazywa](https://img.pdfslide.tips/doc/110x75/5fa4ef075413b45e587953c3/podstawy-robotyki-wyklad-v-5mm-jakobian-jjakubiapodstawyrobotyki-3-wstawiajc.jpg)















