Embed Size (px)
Citation preview

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
1
Mold Flow Analysis Report
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative SolutionsMoldflow Analysis Report 模流分析报告
CLIENT客户
Cavity NO.模腔数
/
Project项目
V517 Moldflow VERMoldflow版本
AMI 2012
mold number模具编号
UP-160811 Composer作者
Robert
Part name产品名称
XC_HL_LED-HOUSING Analysis sequence分析过程
flow+pack+warp
Moldflow Rev模流分析版本号
Rev 2 Analysis reason分析原因
2http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative SolutionsPreprocess and mesh statistics 网格细节
3
One mold with one cavity for analysis.采用一模一腔进行分析。
Mesh statistics is good for analysis.网格质量较好,可以用于分析。http
://upm
old.c
om

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
4
Part thickness analysis (产品厚度分析)
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
5
Part thickness analysis (产品厚度分析)
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative SolutionsProcess Setup工艺设置
6http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative SolutionsPlastic Material Information(塑胶材料信息)
Plot PVT data (PVT曲线)Plot Viscosity (粘度曲线)
General(常规说明)类别名称
塑胶牌号
供应商
塑胶类别
材料结构
填充材料
Recommended Processing(推荐工艺值)模具表面温度
熔体温度
模具温度范围(推荐)
最小值
最大值
熔体温度范围(推荐)
最小值
最大值
绝对最大熔体温度
顶出温度
最大剪切应力
最大剪切速率
7http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
8
Fill time充填时间
Injection balance充填平衡。
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
9
Fill time充填时间
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
*Press (shift+ F5) to look the filling animation
10
Fill time充填时间
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
11
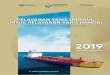
Pressure at V/P switchoverV/P切换压力
V/P切换点压力为注射时的最大压力,注射压力为 43.4 MPa , 压力可以接受。
The maximum pressure is appropriated 43.4 Mpa that is acceptale.http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
12
Flow front temp流动前沿温度
融温分布均匀。 The injection temperature is
balance.http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
13
Flow front temp流动前沿温度
融温分布均匀。 The injection temperature is
balance.http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
14
Clamp Force锁模力
Max clamp force:about 345 T ( 1 part)
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
15
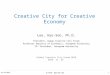
Air Traps气穴
部分气体会从产品的分型间隙排出,部分气体建议增加镶件优化。
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
16
Air Traps气穴
部分气体会从产品的分型间隙排出,部分气体建议
增加镶件优化。
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
17
Weld Lines熔接线
显示熔接线的位置,调整注塑温度适当优化。http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
18
Weld Lines熔接线
显示熔接线的位置,调整注塑温度适当优化。
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
19
Sink marks estimate 缩痕估算
以上圈内数值的位置有缩水风险,建议对应减胶改善。
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
20
Sink marks estimate 缩痕估算
以上圈内数值的位置有缩水风险,建议对应减胶改善。http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
21
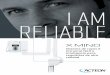
Volumetric shrinkage at ejection 顶出时的体积收缩率
红色圈内的位置有缩水风险,建议对应减胶改善。http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
22
Volumetric shrinkage at ejection 顶出时的体积收缩率
红色圈内的位置有缩水风险,建议对应减胶改善。http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative SolutionsX/Y/Z轴
23
Distortion of all effects(总翘曲变形)
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative SolutionsX/Y/Z轴
24
Distortion of all effects(总翘曲变形)
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
25
Distortion, all effects at X Component (X方向变形)
X轴
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
26
Distortion, all effects at Y Component (Y方向变形)
Y轴
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
27
Distortion, all effects at Y Component (Y方向变形)
Y轴
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
28
Distortion, all effects at Z Component (Z方向变形)
Z轴
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
Results结果
Flow pattern 流动模式 OK
Flow front temperatrue 流动前沿温度 OK
Pressure at the switchover 切换时的压力 43.4 MPa
CLamp force 锁模力 345 T(1part)
Weld lines on aesthetic surface 外观面有熔接线 有熔接线 ( Weld line potential)
Air traps 困气 增加镶件优化
Sink mark 缩水 有缩水风险( Sink Mark Potential)
Deflection, all effects 总变形 0.1~3.8 mm
Conclusions and suggestions结论及建议
29
1、产品有熔接线,调整注塑温度适当优化。
The higher mold temperature will be improve the weld line problem in future.
2、产品有缩水风险,建议对应减胶或调整保压参数适当优化。
we proposed to reduce the thickness at the thick part of design for sink mark potential; if not, that will be used with high holding pressure during injection.
http://u
pmold
.com

Customer-Oriented & Quality-Adherence http://upmold.com
Reliable Creative Solutions
30http://u
pmold
.com