Embed Size (px)
DESCRIPTION
NORMA ISO
Citation preview
NOTA IMPORTANTE: La entidad sólo puede hacer uso de esta norma para simisma, por lo que este documento NO puede serreproducido, ni almacenado, ni transmitido, en formaelectrónica, fotocopia, grabación o cualquier otratecnología, fuera de su propio marco. ININ/ Oficina Nacional de Normalización
II
NORMA CUBANA
ISO 2859-1: 2003(Publicada por la ISO, 1999)
PROCEDIMIENTO DE MUESTREO PARA LA INSPECCION POR ATRIBUTOS PARTE 1: ESQUEMAS DE MUESTREO INDEXADO POR EL NIVEL DE CALIDAD ACEPTABLE (NCA) PARA LA INSPECCION LOTE A LOTE (ISO 2859-1:1999, IDT)
Sampling procedures for inspection by attributes. Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection
ICS: 03.120.20
1. Edición Mayo 2003
REPRODUCCION PROHIBIDAOficina Nacional de Normalización (NC) Calle E No. 261 Vedado, Ciudad de La Habana.Teléf.: 830-0835 Fax: (537) 33-8048 E-mail: [email protected]
NC-ISO 2859-1: 2003
II
Prefacio La Oficina Nacional de Normalización (NC), es el Organismo Nacional de Normalizaciónde la República de Cuba que representa al país ante las Organizaciones Internacionales yRegionales de Normalización. La preparación de las Normas Cubanas se realiza generalmente a través de los ComitésTécnicos de Normalización. La aprobación de las Normas Cubanas es competencia de laOficina Nacional de Normalización y se basa en evidencias de consenso. La NC-ISO 2859: • Consta de las siguientes partes, bajo el título general de “Procedimientos de muestreo para la inspección
por atributos”.
- Parte 0: Introducción al sistema de muestreo por atributos. - Parte 1: Esquemas de muestreo indexado por el Nivel de Calidad Aceptable (NCA) para la
inspección lote a lote. - Parte 2: Planes de muestreo indexado por la calidad límite (CL) para la inspección de un
lote aislado. - Parte 3: Procedimiento de muestreo para lotes salteados.
La NC-ISO 2859-1: • Es una adopción idéntica por el método de traducción de la ISO 2859-1:1999, Sampling procedures for
inspection by attributes. Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection. La Oficina Nacional de Normalización es la responsable de esta norma y de su traducción.
• Ha sido elaborada por el NC/CTN 12 de Aplicaciones de Métodos Estadísticos, en el que están repre-
sentados las siguientes instituciones:
Instituto Superior Politécnico “José A. Echeverría” Unión de la Industria Militar- MINFAR Centro Nacional de Sanidad Agropecuaria- MES Instituto Central de Investigaciones Digitales Instituto Finlay- Consejo de Estado Centro de Inmunología Molecular Laboratorios Biológicos Farmacéuticos Oficina Nacional de Estadísticas Ministerio de Educación Ministerio de la Industria Ligera Instituto de Investigaciones en Normalización Oficina Nacional de Normalización Ministerio de la Construcción Oficina Territorial Cienfuegos Ministerio de la Agricultura Oficina Territorial Ciudad Habana Cadena Isla Azul Centro Técnico para el Desarrollo de los Materiales. MICONS Centro de Tecnología y Calidad-SIME
• Sustituye a la NC 92-04:79 Control de la calidad. Inspección por atributos y por conteo de defectos.
Planes de muestreo de aceptación. • Consta de un Anexo A, informativo
© NC, 2003 Todos los derechos reservados. A menos que se especifique, ninguna parte de es-ta publicación podrá ser reproducida o utilizada por alguna forma o medios elec-trónicos o mecánicos, incluyendo las fotocopias o microfilmes, sin el permiso pre-vio escrito de: Oficina Nacional de Normalización (NC). Calle E No. 261 Ciudad de La Habana, Habana 3. Cuba.
Impreso en Cuba
© NC NC-ISO 2859-1: 2003
III
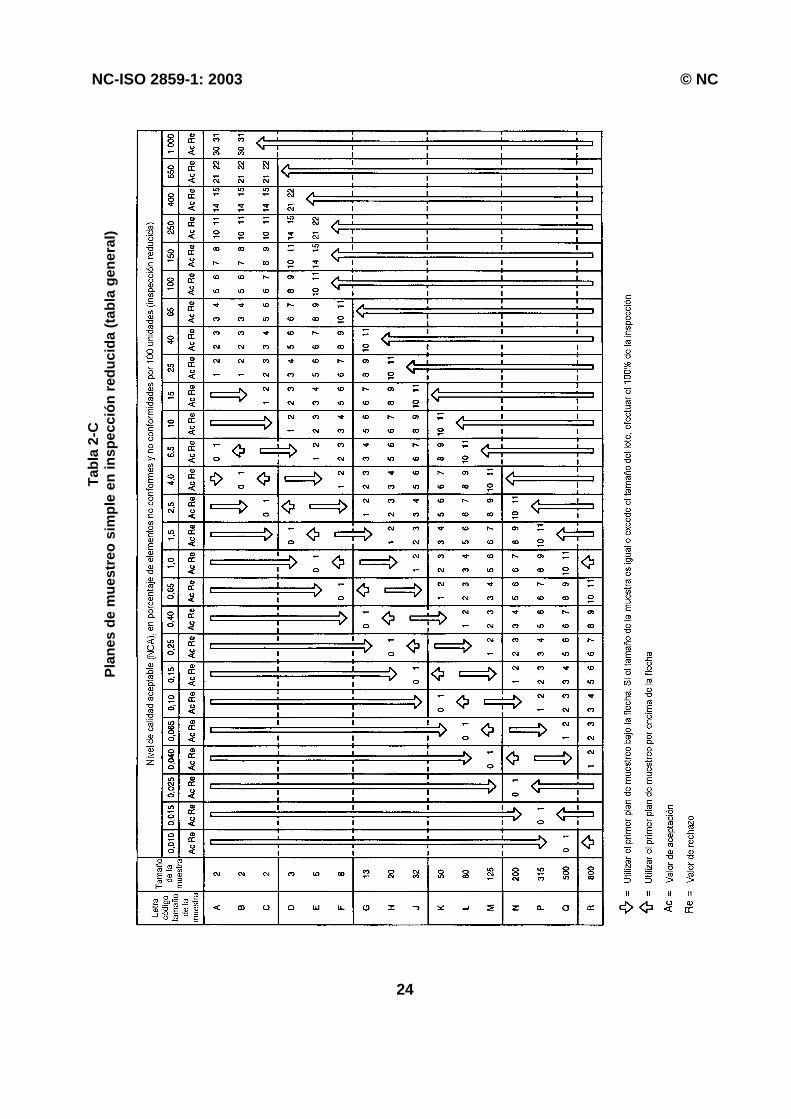
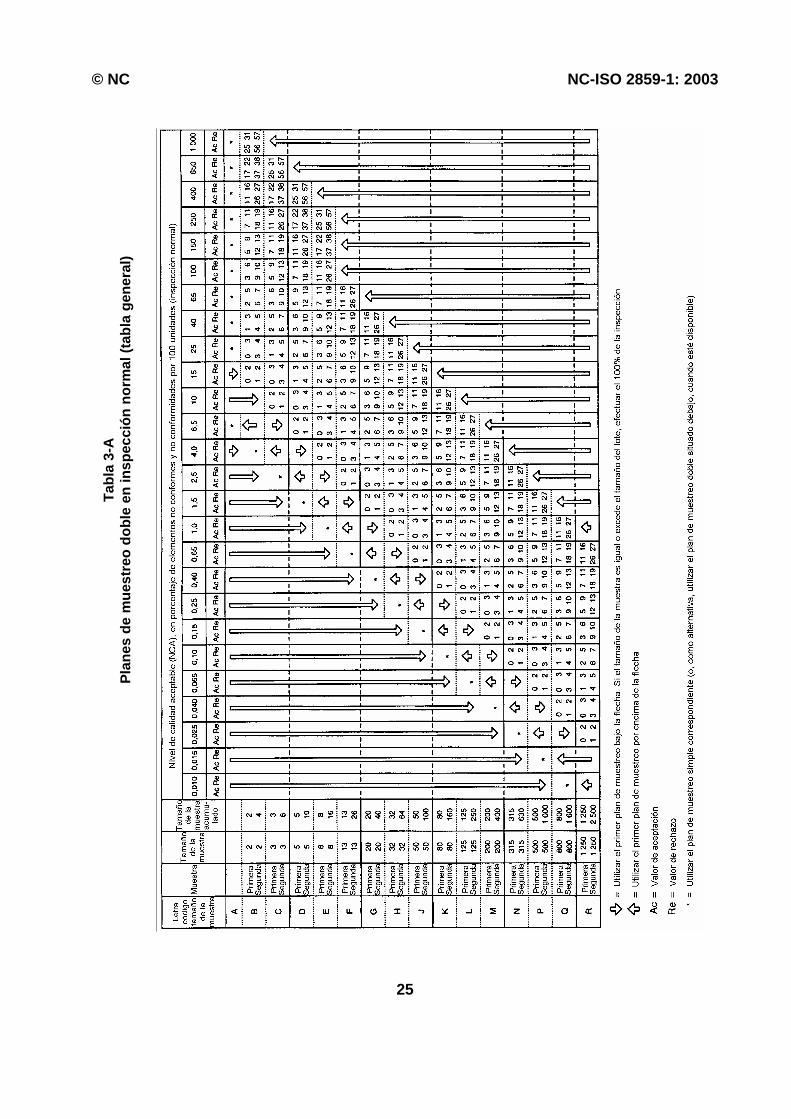
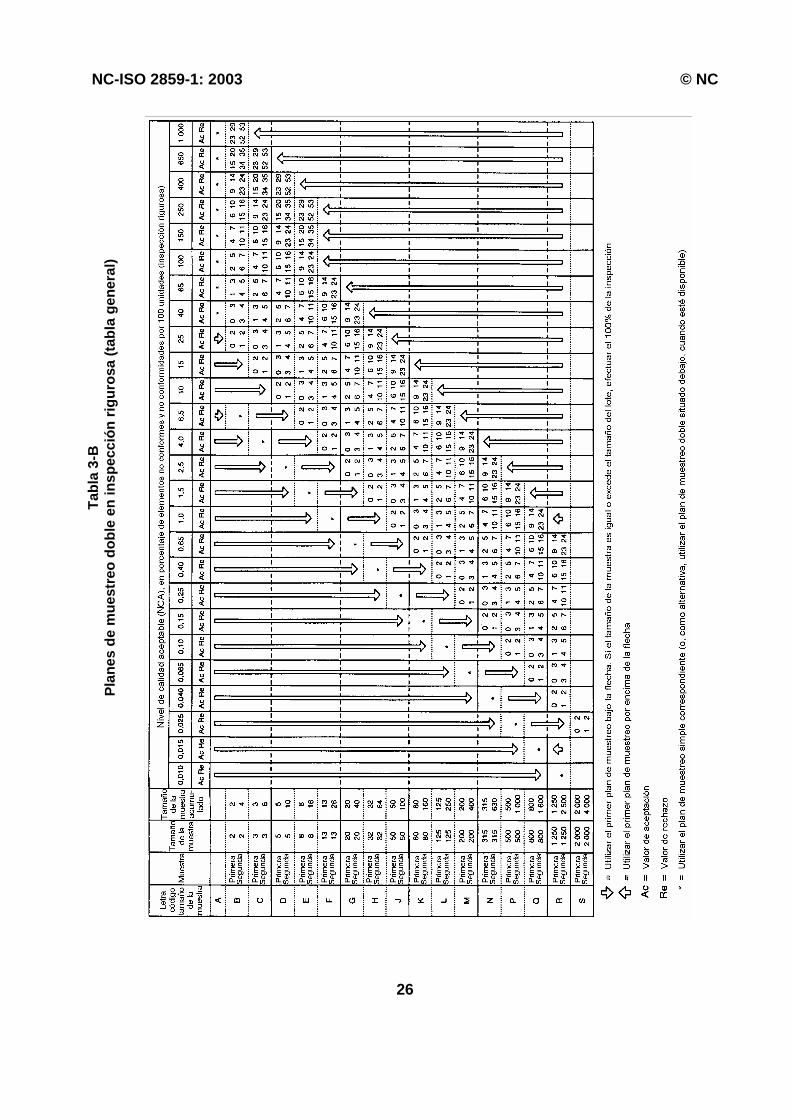
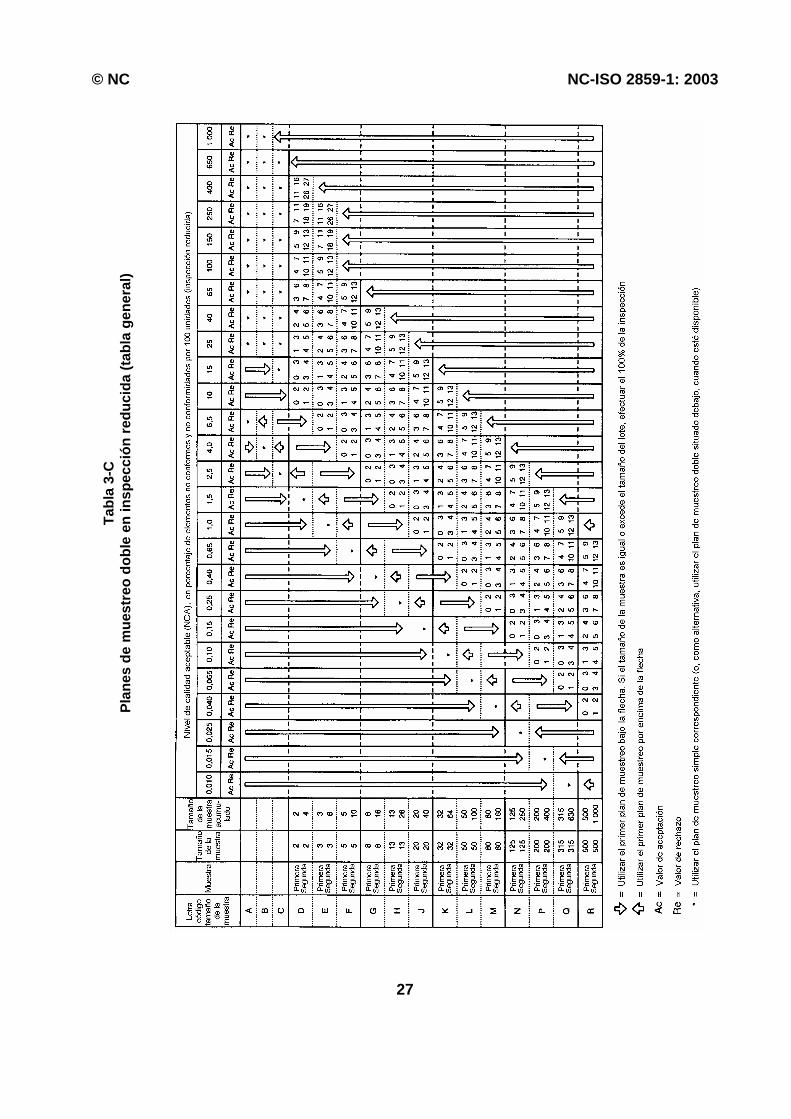
Indice 1 Alcance............................................................................................................................................ 1 2 Referencias normativas .................................................................................................................. 1 3 Términos, definiciones y símbolos.................................................................................................. 2 4 Expresión de la no conformidad ..................................................................................................... 8 5 Nivel de calidad aceptable (NCA)................................................................................................... 8 6 Presentación del producto para muestreo...................................................................................... 9 7 Aceptación y no-aceptación............................................................................................................ 9 8 Toma de muestras ........................................................................................................................ 11 9 Inspección normal, rigurosa y reducida........................................................................................ 11 10 Planes de muestreo ..................................................................................................................... 13 11 Determinación de la aceptabilidad................................................................................................ 15 12 Información adicional .................................................................................................................... 15 13 Planes de número de aceptación fraccionado para el muestreo simple (opcional) .................... 18 Tablas 1 Letras código del tamaño de muestra ............................................................................................ 21 2-A Planes de muestreo simple en inspección normal (tabla general)............................................. 22 2-B Planes de muestreo simple en inspección rigurosa (tabla general)........................................... 23 2-C Planes de muestreo simple en inspección reducida (tabla general).......................................... 24 3-A Planes de muestreo doble en inspección normal (tabla general) .............................................. 25 3-B Planes de muestreo doble en inspección rigurosa (tabla general) ............................................ 26 3-C Planes de muestreo doble en inspección reducida (tabla general) ........................................... 27 4-A Planes de muestreo múltiple en inspección normal (tabla general)........................................... 28 4-B Planes de muestreo múltiple en inspección rigurosa (tabla general)......................................... 31 4-C Planes de muestreo multiple en inspección reducida (tabla general)........................................ 34 5-A Riesgos del productor en inspección normal (porcentaje de lotes no aceptados, en planes de muestreo simple)................................................................................................................................ 37 5-B Riesgos del productor en inspección rigurosa (porcentaje de lotes no aceptados, en planes de muestreo simple)................................................................................................................................ 38 5-C Riesgos del productor en inspección reducida (porcentaje de lotes no aceptados, en planes de muestreo simple)................................................................................................................................ 39 6-A Calidad de riesgo del consumidor en inspección normal (porcentaje de elementos no conformes en planes de muestreo simple, para la inspección del porcentaje de elementos no conformes).......................................................................................................................................... 40 6-B Calidad de riesgo del consumidor en inspección rigurosa (porcentaje de elementos no conformes en planes de muestreo simple, para la inspección del porcentaje de elementos no conformes).......................................................................................................................................... 41 6-C Calidad de riesgo del consumidor en inspección reducida (porcentaje de elementos no conformes en planes de muestreo simple, para la inspección del porcentaje de elementos no conformes).......................................................................................................................................... 42 7-A Calidad de riesgo del consumidor en inspección normal (no conformidades por 100 unidades en planes de muestreo simple, para la inspección de no conformidades por 100 unidades) ........ 43 7-B Calidad de riesgo del consumidor en inspección rigurosa (no conformidades por 100 unidades en planes de muestreo simple, para la inspección de no conformidades por 100 unidades) ........ 44 7-C Calidad de riesgo del consumidor en inspección reducida (no conformidades por 100 unidades en planes de muestreo simple, para la inspección de no conformidades por 100 unidades) ........ 45
NC-ISO 2859-1: 2003 © NC
IV
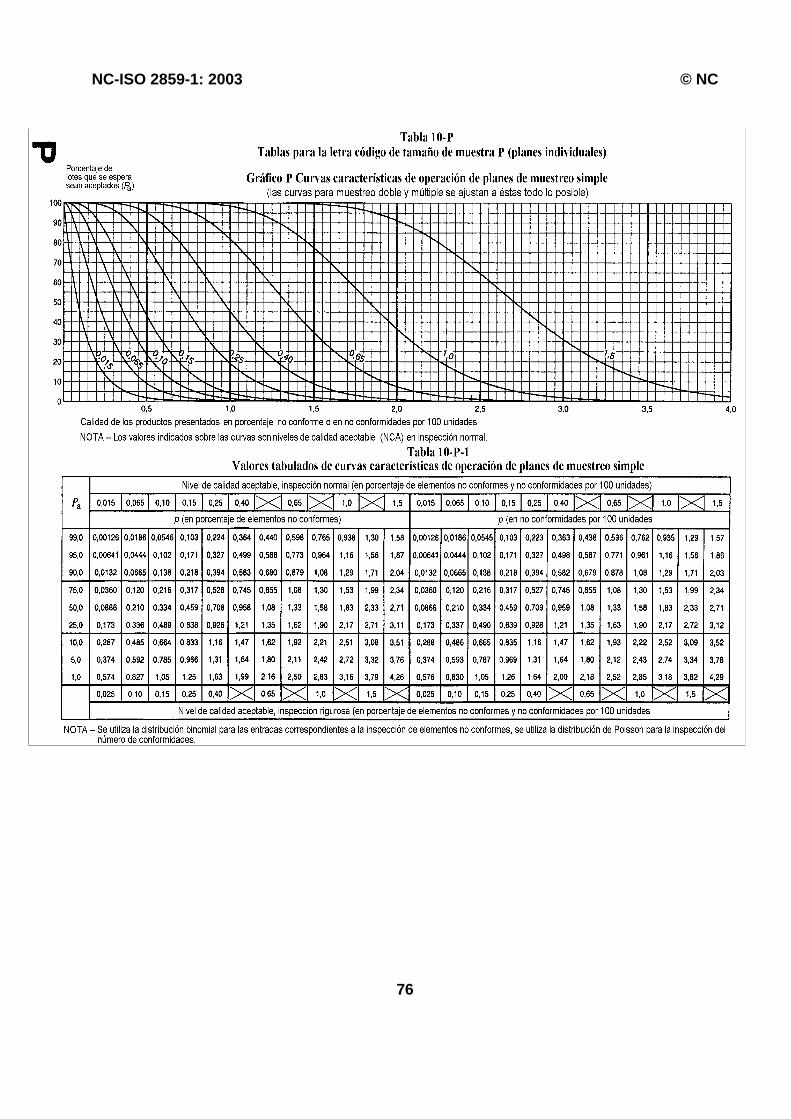
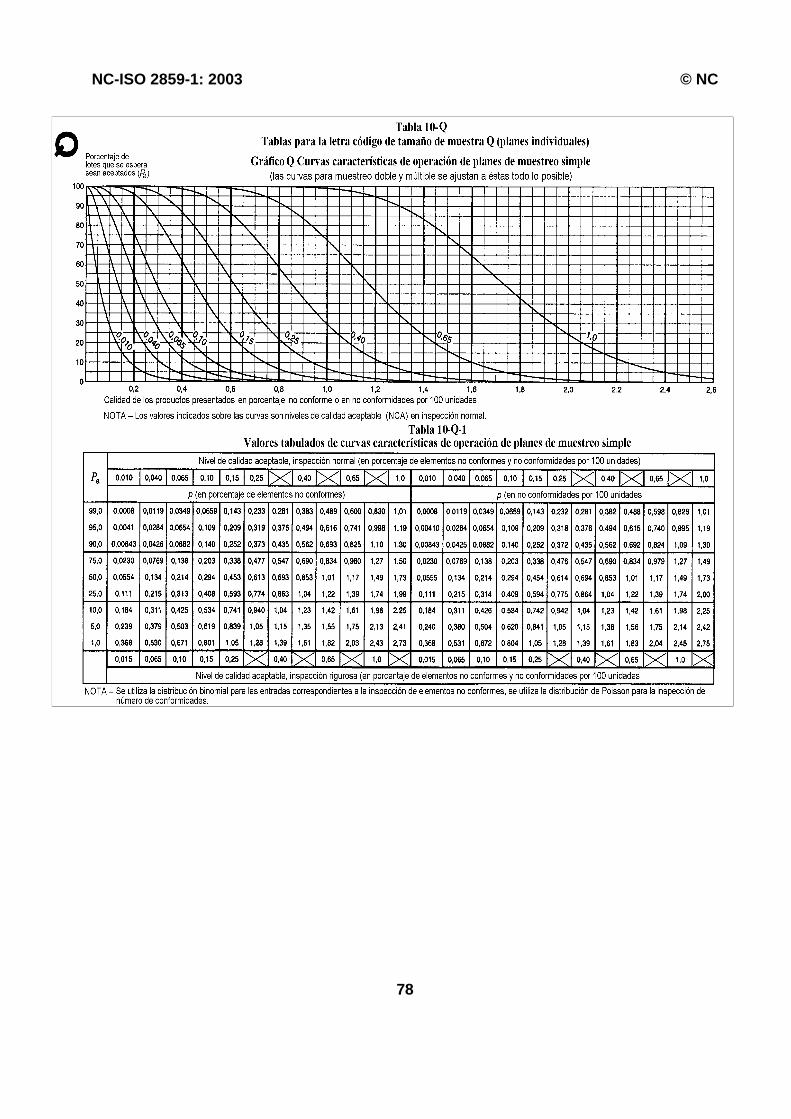
8-A Límite de calidad media de salida en inspección normal (planes de muestreo simple)............ 46 8-B Límite de calidad media de salida en inspección rigurosa (planes de muestreo simple).......... 47 9 Curvas de la media del tamaño de la muestra para muestreos simples, dobles y múltiples (inspección normal, rigurosa y reducida)........................................................................................... 48 10-A Tablas para la letra código de tamaño de muestra A (planes individuales) ............................ 50 10-B Tablas para la letra código de tamaño de muestra B (planes individuales) ............................ 52 10-C Tablas para la letra código de tamaño de muestra C (planes individuales)............................ 54 10-D Tablas para la letra código de tamaño de muestra D (planes individuales)............................ 56 10-E Tablas para la letra código de tamaño de muestra E (planes individuales) ............................ 58 10-F Tablas para la letra código de tamaño de muestra F (planes individuales)............................. 60 10-G Tablas para la letra código de tamaño de muestra G (planes individuales) ........................... 62 10-H Tablas para la letra código de tamaño de muestra H (planes individuales)............................ 64 10-J Tablas para la letra código de tamaño de muestra J (planes individuales) ............................. 66 10-K Tablas para la letra código de tamaño de muestra K (planes individuales) ............................ 68 10-L Tablas para la letra código de tamaño de muestra L (planes individuales) ............................. 70 10-M Tablas para la letra código de tamaño de muestra M (planes individuales) ........................... 72 10-N Tablas para la letra código de tamaño de muestra N (planes individuales)............................ 74 10-P Tablas para la letra código de tamaño de muestra P (planes individuales) ............................ 76 10-Q Tablas para la letra código de tamaño de muestra Q (planes individuales) ........................... 78 10-R Tablas para la letra código de tamaño de muestra R (planes individuales)............................ 80 10-S Tablas para la letra código de tamaño de muestra S (planes individuales) ............................ 82 11-A Planes de muestreo simple en inspección normal (tabla general auxiliar) .............................. 83 11-B Planes de muestreo simple en inspección rigurosa (tabla general auxiliar) ............................ 84 11-C Planes de muestreo simple en inspección reducida (tabla general auxiliar)........................... 85 12 Esquemas de curvas CO (normalizadas)..................................................................................... 86 Anexo A (informativo) Ejemplo para un plan de muestreo no constante.......................................... 88 Bibliografía.......................................................................................................................................... 89
© NC NC-ISO 2859-1: 2003
1
PROCEDIMIENTO DE MUESTREO PARA LA INSPECCION POR ATRIBUTOS PARTE 1: ESQUEMAS DE MUESTREO INDEXADOS POR EL NIVEL DE CALIDAD
ACEPTABLE (NCA) PARA LA INSPECCION LOTE A LOTE 1 Alcance 1.1 Esta parte de la NC-ISO 2859 especifica un sistema de muestreo de aceptación para la ins-pección por atributos. Está indexado en términos del Nivel de Calidad Aceptable ( NCA). Tiene como fin inducir al proveedor, a través de la presión económica y psicológica que implica la no-aceptación de lotes, a mantener un proceso promedio que sea al menos tan bueno como el NCA especificado, y al mismo tiempo establecer un límite superior al riesgo del consumidor de aceptar algún lote malo ocasional. Los esquemas de muestreo que aparecen en esta parte de la NC-ISO 2859 son aplicables a los siguientes tipos de inspección, aunque sin limitarse a los mismos: - elementos finales; - componentes y materias primas; - operaciones; - materiales en proceso; - suministros almacenados: - operaciones de mantenimiento; - datos o registros: y - procedimientos administrativos. 1.2 Estos esquemas están dirigidos sobre todo a ser usados para una serie continua de lotes, o sea, una serie lo bastante larga para permitir el uso de reglas de cambio (9.3) Estas reglas consti-tuyen: (a) una protección al consumidor (a través de un cambio a una inspección más rigurosa o a la
interrupción de la inspección por muestreo) cuando se detecta un deterioro de la calidad ; (b) un incentivo (a discreción de la autoridad responsable) para reducir los costos de inspección
(a través de un cambio a la inspección reducida) cuando se logra una calidad consistente-mente buena.
Los planes de muestreo en esta parte de la NC-ISO 2859, se pueden emplear también en la ins-pección de lotes aislados, pero en este caso se advierte enfáticamente al usuario que debe con-sultar las curvas características de operación para hallar un plan que garantice la protección de-seada (vea 12,6). En este caso, el usuario debe consultar también los planes de muestreo indexa-dos por la calidad límite (CL) que aparecen en la NC-ISO 2859-2. 2 Referencias normativas Los siguientes documentos normativos contienen disposiciones que, a través de referencia en es-te texto, constituyen disposiciones de esta Parte de la NC-ISO 2859. En el momento de la publica-ción, estaba en vigor la edición indicada. Todas las normas están sujetas a revisión, por lo que se le solicita a las partes de los acuerdos basados en esta Parte de la NC-ISO 2859 que investiguen
NC-ISO 2859-1: 2003 © NC
2
la posibilidad de aplicar la edición más reciente de la norma indicada a continuación. Los miembros de la IEC y la ISO conservan registros de las Normas Internacionales vigentes. NC-ISO 2859-0:2000, “Procedimientos de muestreo para la inspección por atributos. Parte 0: In-troducción al sistema de muestreo por atributos” NC-ISO 2859-2:2003, “Procedimientos de muestreo para la inspección por atributos. Parte 2: Pla-nes de muestreo indexado por la calidad límite (CL) para la inspección de un lote aislado” NC-ISO 2859-3:2003, “Procedimientos de muestreo para la inspección por atributos. Parte 3: Pro-cedimientos de muestreo para lotes salteados” NC-ISO 3534-1:1999, “Estadística – Vocabulario y símbolos – Parte 1: Términos de probabilidad y estadística general” NC-ISO 3534-2:2000, “Estadística – Vocabulario y símbolos – Parte 2: Control estadístico de la ca-lidad” ISO 3951, Sampling procedures and charts for inspection by variables for percent nonconforming 3 Términos, definiciones y símbolos 3.1 Términos y definiciones Teniendo en cuenta los fines de esta parte de la NC-ISO 2859, se aplican las definiciones y los símbolos siguientes. En el caso de otros términos, se aplican las definiciones que aparecen en la NC-ISO 3534-1 y 3534-2. NOTA: Para facilitar la referencia, las definiciones de algunos de estos términos aparecen cita-
dos de las normas mencionadas, mientras que otros aparecen con definiciones modificadas o son términos definidos por primera vez.
3.1.1 inspección: actividad que puede consistir en medir, examinar, ensayar o calibrar una o más características de un producto o servicio y comparar los resultados con requisitos especificados con el fin de establecer si se ha logrado la conformidad para cada característica. 3.1.2 inspección original: primera inspección de un lote, acorde a las estipulaciones de esta parte de la NC-ISO 2859. NOTA: Esta debe ser diferenciada de la inspección de un lote, el cual ha sido reinspeccionado
después de una previa no aceptación. 3.1.3 inspección por atributos: inspección en la cual el elemento se clasifica simplemente como conforme o no conforme con respecto a un requisito especificado o a un conjunto de requisitos especificados, o se cuenta el número de no conformidades en el elemento. NOTA: Inspección por atributos incluye la inspección para la conformidad de elementos, así
como la inspección para el número de no conformidades por cien elementos. 3.1.4 elemento: lo que se puede describir y considerar individualmente Ejemplos: - un elemento físico; - una cantidad definida de un material;
© NC NC-ISO 2859-1: 2003
3
- un servicio, una actividad o un proceso; - una organización o una persona; o - una combinación de estos. 3.1.5 no conformidad: incumplimiento de un requisito especificado NOTAS: 1 En algunas situaciones, los requisitos especificados coinciden con los requisitos de uso del
consumidor (vea defecto, 3.1.6) En otras situaciones es posible que no coincidan, por ser el requisito más o menos estricto, o que la relación exacta entre los dos no se conozca o com-prenda totalmente
2 Por lo general las no conformidades se clasificarán según su grado de gravedad, a saber:
Clase A - No conformidades de un tipo considerado como de la mayor gravedad, en el mues-treo de aceptación recibirá un valor muy pequeño de NCA
Clase B - No conformidades de un tipo considerado como del grado inmediato inferior de gra-vedad, por tanto pueden recibir un valor de NCA mayor que las de Clase A y menor que las de Clase C, de existir esta última, y así sucesivamente. 3 Se advierte al usuario que, mientras mayor sea el número de características y clases de no conformidades, más se afectará por lo general la probabilidad global de aceptación del produc-to.
4 El número de clases, la clasificación en una clase dada y la selección del NCA para cada clase deben ser adecuados a los requisitos de calidad de la situación específica.
3.1.6 defecto: Incumplimiento de un requisito de uso planificado NOTAS:
1 El término “defecto” resulta apropiado para el uso si la característica de calidad de un pro-ducto o servicio se evalúa en términos de uso (y no de su conformidad con las especificacio-nes) 2 Dado que ya “defecto” tiene un significado legal definido, no se debe usar como término ge-neral.
3.1.7 elemento no conforme: elemento con una o más no conformidades NOTA: En general los elementos no conformes se clasificarán según su grado de gravedad, a
saber:
Clase A – Elemento que tiene una o más no conformidades de clase A y que también puede tener no conformidades de clase B y/o clase C, etc Clase B – Elemento que tiene una o más no conformidades de clase B y que también puede tener no conformidades de clase C, etc. pero no tiene no conformidades de clase A.
NC-ISO 2859-1: 2003 © NC
4
3.1.8 por ciento de no conformes (en una muestra): Cien veces el número de elementos no conformes en la muestra dividido por el tamaño de muestra, o sea:
Por ciento de elementos no conformes = d/n x 100
Donde: d es el número de elementos no conformes en la muestra; n es el tamaño de la muestra 3.1.9 por ciento de no conformes (en una población o un lote): En una población o un lote, cien veces el número de elementos no conformes en la población o en el lote dividido por el ta-maño de la población o el lote o sea: Por ciento de elementos no conformes = 100 p = 100 D/N Donde: p es la proporción de elementos no conformes; D es el número de elementos no conformes en la población o en el lote; N es el tamaño de la población o el lote. NOTAS:
1 En esta Parte de la NC-ISO 2859, los términos “por ciento de no conformes” (3.1.8 y 3.1.9 ) o “no conformidades por cada 100 elementos” (3.1.10 y 3.1.11) se utilizan principalmente en lu-gar de los términos teóricos “proporción de elementos no conformes” y “ no conformidades por elementos” debido a que los primeros son de uso más común. 2 Esta definición es diferente a la que aparece en la NC-ISO 3534-2
3.1.10 no conformidades por cada 100 elementos (en una muestra): Cien veces el número de no conformidades en la muestra dividido por el tamaño de la muestra, o sea:
No conformidades por cada cien elementos = d/n x 100
Donde: d es el número de no conformidades en la muestra; n es el tamaño de la muestra 3.1.11 no conformidades por cada cien elementos (en una población o un lote): Cien veces el número de no conformidades en la población o en el lote dividido por el tamaño de la población o el lote, o sea:
No conformidades por cada cien elementos = 100 p = 100 D/N
Donde: p es el número de no conformidades por cada elemento D es el número de no conformidades en la población o en el lote N es el tamaño de la población o el lote
© NC NC-ISO 2859-1: 2003
5
NOTA: Un elemento puede contener una o más no conformidades 3.1.12 autoridad responsable: concepto utilizado para mantener la neutralidad de esta Parte de la NC-ISO 2859 ( sobre todo con vistas a la especificación) independientemente de si es empleado o aplicado por una primera, segunda o tercera parte. NOTAS:
1 La autoridad responsable puede ser: a) el departamento de calidad dentro de la organización del proveedor (primera parte) b) el comprador o la organización gestora ( segunda parte) c) una autoridad independiente de verificación o certificación (tercera parte) d) alguno de los incisos (a), (b), o (c), que se diferencian según la función (vea la Nota 2) se-
gún a lo descrito en el acuerdo escrito entre dos de las partes, por ejemplo, un documento entre el proveedor y el comprador
2 En esta Parte de la NC-ISO 2859 se destacan los deberes y las funciones de la autoridad responsable (vea 5.2, 6.2, 7.2, 7.3, 7.5, 7.6, 9.1, 9.3.3, 9.3.5, 9.4, 10.1, 10.3, 13.1)
3.1.13 lote: cantidad definida de un producto, material o servicio, acumulada y sometida a exa-men NOTA: Un lote de inspección puede contener varios lotes de producción o porciones de lotes
de producción. 3.1.14 tamaño del lote: número de elementos de un lote 3.1.15 muestra: uno o más elementos tomados de un lote y destinados a proveer información so-bre el mismo 3.1.16 tamaño de la muestra: número de elementos en una muestra 3.1.17 plan de muestreo: combinación del tamaño de la muestra que se va a utilizar y asociada al criterio de aceptabilidad del lote. NOTAS:
1 Un plan de muestreo simple es una combinación del tamaño de la muestra y de los números de aceptación y rechazo. Un plan de muestreo doble es una combinación de dos tamaños de las muestras y de los números de aceptación y de rechazo para la primera muestra y para la muestra combinada. 2 Un plan de muestreo no contiene las reglas sobre como tomar la muestra 3 Para los propósitos de esta Parte de la NC-ISO 2859, se debe establecer la diferencia entre los términos “plan de muestreo” (3.1.17), “esquema de muestreo” (3.1.18) y “sistema de mues-treo” (3.1.19)
NC-ISO 2859-1: 2003 © NC
6
3.1.18 esquema de muestreo : combinación de planes de muestreo y reglas para cambiar de un plan a otro NOTA: Vea 9.3 3.1.19 sistema de muestreo: conjunto de planes de muestreo, o de esquemas de muestreo, que tienen sus propias reglas para cambiar de planes, así como procedimientos de muestreo que in-cluyen criterios a partir de los cuales se pueden seleccionar los planes o esquemas adecuados. NOTA: Esta parte de la NC-ISO 2859 es un sistema de muestreo indexado por rangos de ta-
maños de lote, niveles de inspección y valores de NCA. En la NC-ISO 2859-2 aparece un sis-tema de muestreo para los planes de CL
3.1.20 inspección normal: uso de un plan de muestreo (3.1.17) con un criterio de aceptación de-finido para garantizarle al productor una alta probabilidad de aceptación cuando el promedio del proceso (3.1.25) del lote es mejor que el NCA (3.1.26) NOTA: La inspección normal se utiliza cuando no hay motivos para sospechar que el prome-
dio del proceso (3.1.25) difiere de un nivel aceptable 3.1.21 inspección rigurosa: uso de un plan de muestreo (3.1.17) con un criterio de aceptación más riguroso que el del plan correspondiente para la inspección normal (3.1.20) NOTA: La inspección rigurosa se aplica si los resultados de inspección de un número prede-
terminado de lotes consecutivos indican que el promedio del proceso (3.1.25) puede ser peor que el NCA (3.1.26)
3.1.22 inspección reducida: uso de un plan de muestreo (3.1.17) con un tamaño de muestra (3.1.16) menor que el del plan correspondiente para la inspección normal (3.1.20) y con un criterio de aceptación que es comparable al correspondiente plan para la inspección normal NOTAS:
1 La capacidad discriminatoria en la inspección reducida es menor que en la inspección nor-mal. 2 La inspección reducida se aplica sí los resultados de inspección de un número predetermi-nado de lotes consecutivos indica que el promedio del proceso (3.1.25) es mejor al NCA (3.1.26)
3.1.23. valor de cambio: indicador empleado en la inspección normal para definir si los resulta-dos de la inspección en curso bastan para permitir un cambio a la inspección reducida. NOTA: Vea 9.3.3 3.1.24 valor de aceptación: indicador empleado para los planes de número de aceptación frac-cionado con el fin de determinar la aceptabilidad del lote (13.2.1.2)
© NC NC-ISO 2859-1: 2003
7
3.1.25 promedio del proceso: nivel del proceso promediado en un período de tiempo o una can-tidad de producción definida [ NC-ISO 3534 – 2: 1993, 3.1.2 ] NOTA: En esta parte de la NC-ISO 2859 el promedio del proceso es el nivel de calidad (ex-
presado como por ciento de no conformes o número de no conformidades por cada cien ele-mentos) durante un período en que el proceso se encuentra en estado de control estadístico.
3.1.26 nivel de calidad aceptable (NCA): Nivel de calidad que es el peor promedio del proceso tolerable cuando una serie continua de lotes es sometida al muestreo de aceptación. NOTA 1: Este concepto se aplica solamente cuando se utiliza un esquema de muestreo con
reglas para cambiar y descontinuar, como en el caso de la NC-ISO 2859-1 o ISO 3951. NOTA 2: Aunque se pueden aceptar con una probabilidad bastante alta lotes individuales cuya
calidad se encuentre a un nivel tan malo como el del límite de calidad aceptable, la designación de uno de dichos límites no sugiere que éste sea el nivel de calidad deseado. Los esquemas de muestreo que aparecen en Normas Internacionales, tales como esta parte de la NC-ISO 2859, con sus reglas para el cambio y la descontinuación de la inspección de muestreo, están desti-nados a servir de estímulo a los proveedores a obtener promedios del proceso que sean consis-tentemente mejores que el NCA. De lo contrario, existe el riesgo de que la severidad de la ins-pección pase a ser rigurosa, según la cual son más exigentes los criterios de aceptación. Una vez aplicada la inspección rigurosa, y a menos que se tomen medidas para mejorar el proceso, es muy probable que se invoquen las reglas que requieren la descontinuación de la inspección de muestreo hasta que se logren dichas mejoras.
3.1.27 calidad del riesgo del consumidor (CRC): nivel de calidad del lote o del proceso que en el plan de muestreo corresponde a un riesgo especificado del consumidor NOTA: el riesgo del consumidor es usualmente el 10 % 3.1.27 calidad límite (CL): cuando se considera un lote aislado, es el nivel de calidad que, te-niendo en cuenta los fines de la inspección por muestreo, está limitado a una baja probabilidad de aceptación. 3.2 Símbolos y abreviaturas A continuación aparecen los símbolos y las abreviaturas utilizados en esta parte de la NC-ISO 2859: Ac número de aceptación NCA nivel de calidad aceptable (en por ciento de elementos no conformes o en no conformida-
des por cada cien elementos CMS calidad media de salida (en por ciento de elementos no conformes o en no conformida-
des por cada cien elementos) LMCS limite de calidad media de salida (en por ciento de elementos no conformes o en no con-
formidades por cada 100 elementos).
NC-ISO 2859-1: 2003 © NC
8
CRC calidad del riesgo del consumidor (en por ciento de elementos no conformes o en noconformidades por cada 100 elementos).
d número de elementos no conformes (o no conformidades) encontrados en una muestra de un lote.
CL calidad límite (en por ciento de elementos no conformes o en no conformidades por cada 100 elementos).
N tamaño del lote. n tamaño de la muestra p promedio del proceso px nivel de calidad para lo cual la probabilidad de aceptación es x, donde x es una fracción Pa probabilidad de aceptación (en por ciento) Re número de rechazo. NOTA: El símbolo “n” puede estar acompañado de un subíndice. Los subíndices numéricos del
1 al 5 denotan la primera a la quinta muestra, respectivamente. En general, n es el tamaño de la muestra de la ima muestra en el muestreo doble o múltiple.
4 Expresión de la no conformidad 4.1 Generalidades El grado de no conformidad se expresará ya sea en términos del por ciento de no conformes (vea 3.1.8 y 3.1.9) o de no conformidades por cada 100 elementos (vea 3.1.10 y 3.1.11). En las tablas 7, 8 y 10 se asume que los elementos no conformes ocurren aleatoriamente y con independencia estadística. Si se conoce que una no conformidad de un elemento podría estar causada por una condición que probablemente pueda dar lugar también a otras no conformidades, los elementos se considerarán solo como conformes o no y se ignorarán las no conformidades múltiples. 4.2 Clasificación de no conformidades Debido a que, en gran medida, el muestreo de aceptación implica la evaluación de más de una ca-racterística de la calidad, y teniendo en cuenta que éstas pudieran ser diferentes en cuanto a su impacto sobre la calidad y/o sus efectos económicos, por lo general resulta conveniente clasificar los tipos de no conformidades, partir de clases acordadas, según se define en 3.1.5. El número de clases, la asignación de las no conformidades a las clases pertinentes, y la selección del NCA pa-ra cada clase deben ser adecuados a los requisitos de la calidad de la situación específica. 5 Nivel de calidad aceptable (NCA) 5.1 Uso y aplicación El NCA, junto con la letra código del tamaño de la muestra (vea 10.2), se utilizan para indexar los planes y esquemas de muestreo establecidos por esta Parte de la NC-ISO 2859. Cuando se designa un valor específico de NCA para una no conformidad o para un grupo de no conformidades determinadas, indica que el esquema de muestreo aceptará la gran mayoría de los lotes presentados, siempre que el nivel de calidad (por ciento de no conformes o no conformida-des por cada 100 elementos) en estos lotes no es mayor que el valor designado de NCA. Los pla-nes de muestreo establecidos están dispuestos de manera tal que la probabilidad de aceptación
© NC NC-ISO 2859-1: 2003
9
con el valor de NCA designado depende del tamaño de la muestra para un NCA dado, siendo por lo general mayor para las muestras grandes que para las pequeñas. El NCA es un parámetro del esquema de muestreo y no se debe confundir con el promedio del proceso que describe el nivel operativo del proceso de producción. Es de esperar que el promedio del proceso sea menor que el NCA para evitar rechazos excesivos con el uso de este sistema. ATENCIÓN: La designación de un NCA no implicará que el proveedor tenga derecho a entregar conscientemente un elemento no conforme 5.2 Especificación de los NCA El NCA se designará en el contrato o será definido por la autoridad responsable según lo estable-cido. Se pueden designar NCA diferentes para grupos de no conformidades consideradas colecti-vamente o para no conformidades individuales de acuerdo con 3.1.5. La clasificación en grupos debe ser apropiada a los requisitos de la calidad de la situación especificada. Se puede designar un NCA para un grupo de no conformidades individuales, o subgrupo, dentro del mismo. Si el nivel se calidad se expresa como el por ciento de elementos no conformes (3.1.8 y 3.1.9) los valores de NCA no excederán del 10 por ciento de no conformes. Si el nivel de calidad se expresa como el número de no conformidades por cada 100 elementos (3.1.10 y 3.1.11) se pueden utilizar valores de NCA hasta 1 000 no conformidades por cada 100 elementos. 5.3 Valores preferidos de NCA Las series de valores de NCA que aparecen en las tablas se conoce como las series preferidas de NCA. Si para algún producto se designa un NCA no incluido entre estos valores, no se aplican es-tas tablas. 6 Presentación del producto para muestreo 6.1 Formación de lotes El producto se organizará en lotes o sub-lotes identificables o en la manera que se establezca (vea 6.2) En la medida de lo posible, cada lote consistirá de elementos de tipo, grado, clase, tamaño y composición únicos, fabricados en condiciones uniformes y esencialmente al mismo tiempo. 6.2 Presentación de lotes La autoridad responsable designará, aprobará e intervendrá en la extracción de lotes, el tamaño de los lotes y la forma en que el proveedor presentará e identificará cada lote. Si es necesario, el pro-veedor garantizará el espacio de almacenamiento adecuado e idóneo para cada lote, los equipos necesarios para una adecuada extracción y presentación y el personal que manipulará el producto requerido para la extracción de muestras.
NC-ISO 2859-1: 2003 © NC
10
7 Aceptación y no-aceptación 7.1 Aceptabilidad de los lotes La aceptabilidad de un lote estará determinada por el uso de uno o más planes de muestreo. En este contexto, el término “no aceptación” se utiliza en lugar de “rechazo” si se trata del resulta-do obtenido tras la aplicación del procedimiento. Se mantienen las formas del término “rechazo” si se trata de las acciones que pueda tomar el consumidor, como en el caso de “número de rechazo” 7.2 Disposición de lotes no aceptables La autoridad responsable decidirá como se dispondrá de los lotes no aceptados. Estos lotes se pueden desechar, clasificar (con o sin sustitución de los elementos no conformes) reelaborar, re-evaluar con respecto a criterios de utilización más específicos, retenerse para información adicio-nal, etc. 7.3 Elementos no conformes Si un lote ha sido aceptado, quedan reservados los derechos a no aceptar algún elemento decla-rado no conforme durante la inspección, independientemente de si el mismo formaba parte de la muestra o no. Los elementos declarados no conformes pueden ser reparados o corregidos y pre-sentarse de nuevo a inspección con la aprobación de la autoridad responsable y en la forma que ésta decida. 7.4 Clases de no conformidades o de elementos no conformes La asignación específica de no conformidades o de elementos no conformes a dos o más clases exige el uso de un conjunto de planes de muestreo. En general. el conjunto de planes de mues-treo tiene un tamaño de muestra común, pero diferentes números de aceptación para cada clase con un NCA diferente, como aparece en las tablas 2,3 y 4. 7.5 Disposiciones especiales para clases críticas de no conformidades Algunos tipos de no conformidades pueden tener una importancia crítica. Este sub-apartado espe-cifica las disposiciones especiales para dichos tipos de no-conformidad designada. A discreción de la autoridad responsable, puede requerirse la inspección de cada elemento del lote para determi-nar tales clases de no-conformidad. Queda reservado el derecho a inspeccionar cada elemento presentado con el fin de definir las mencionadas clases de no-conformidad y a que no se acepte el lote inmediatamente si se detecta una no-conformidad de esta clase. También queda reservado el derecho a hacer un muestreo, para clases especificadas de no conformidades a cada lote presen-tado por el proveedor y a que no se acepte ningún lote si se detecta que la muestra de él extraída contiene una ó más de estas no-conformidades 7.6 Lotes nuevamente presentados Si un lote se declara inaceptable, se notificará de inmediato a todas las partes. Estos lotes no se presentarán de nuevo hasta que todos los elementos sean reexaminados o reensayados y el pro-veedor esté convencido de que todos los elementos no conformes han sido retirados o sustituidos por elementos conformes, o de que se han corregido todas las no conformidades. La autoridad
© NC NC-ISO 2859-1: 2003
11
responsable definirá si para la inspección se utilizará la inspección normal o rigurosa, y si la reins-pección incluirá todos los tipos o las clases de no-conformidad o solo los tipos o las clases particu-lares de no-conformidad que ocasionaron la inaceptabilidad inicial. 8 Toma de muestras 8.1 Selección de las muestras Los elementos seleccionados para la muestra se tomarán del lote mediante muestreo simple alea-torio (vea 2.1.5 en la NC ISO 3534-2: 2000) Si el lote tiene sub-lotes o estratos identificados a par-tir de algún criterio racional, se aplicará el muestreo estratificado de modo que el tamaño de la sub-muestra de cada sub-lote o estrato sea proporcional al tamaño del sub lote o estrato (para más de-talle vea 2.25 en NC ISO 2859–0: 2000) 8.2 Momento de tomar las muestras Las muestras se pueden tomar después que el lote se haya producido o durante su producción. En todo caso, las muestras serán seleccionadas se acuerdo con 8.1. 8.3 Muestreo doble o múltiple Si se va a utilizar el muestreo doble o múltiple, se seleccionará cada muestra sub-secuente de las restantes del mismo lote. 9 Inspección normal, rigurosa y reducida 9.1 Inicio de la inspección La inspección normal se realizará al inicio de la inspección a menos que la autoridad responsable decida otra cosa. 9.2 Continuación de la inspección La inspección normal, rigurosa o reducida continuará invariable para lotes sucesivos, excepto si los procedimientos de cambio (vea 9.3) requieren un cambio en la inspección. Los procedimientos de cambio se aplicaran a cada clase de no-conformidad o elementos no conformes independiente-mente. 9.3 Reglas y procedimientos de cambio (vea la figura 1) 9.3.1 De normal a rigurosa Si se está realizando la inspección normal, se aplicará la inspección rigurosa tan pronto como dos de cinco (o menos de cinco) lotes consecutivos, hayan sido declarados como no aceptables en la inspección original (o sea, ignorando para este procedimiento los lotes o las remesas nuevamente presentados)
NC-ISO 2859-1: 2003 © NC
12
9.3.2 De rigurosa a normal Si se está realizando la inspección rigurosa, se reemprenderá la inspección normal cuando cinco lotes consecutivos hayan sido considerados como aceptables en la inspección original 9.3.3 De normal a reducida 9.3.3.1 Generalidades Si se está realizando la inspección normal, se aplicará la inspección reducida siempre que se cumplan todas las condiciones siguientes: a) la cifra actual del valor de cambio (vea 9.3.3.2) es al menos 30; y b) la producción avanza a ritmo estable; y c) la autoridad responsable considera conveniente aplicar la inspección reducida. 9.3.3.2 Valor de cambio El cálculo del valor de cambio debe tener lugar al inicio de la inspección normal, a menos que la autoridad responsable especifique otra cosa. El valor de cambio se ajustará a cero al iniciarse la inspección y se actualizará luego de la inspec-ción de cada lote subsecuente en la inspección normal original. a) Planes de muestreo simple:
1) cuando el número de aceptación es 2 o más, sume 3 al valor de cambio si el lote hubiera sido aceptado en caso de que el NCA hubiera sido un paso más riguroso; o sea si se hubiera utilizado el valor inmediato inferior de lo contrario reajuste el valor de cambio a 0.
2) cuando el número de aceptación es 0 o 1, sume 2 al valor de cambio si el lote es acepta-
do; de lo contrario reajuste el valor de cambio a 0. b) Planes de muestreo doble y múltiple:
1) Cuando se utiliza un plan de muestreo doble, sume 3 al valor de cambio si el lote es acep-tado tras la primera muestra; de lo contrario reajuste el valor de cambio a 0.
2) Cuando se utiliza un plan de muestreo múltiple, sume 3 al valor de cambio si el lote es
aceptado por la tercera muestra; de lo contrario reajuste el valor de cambio a 0. 9.3.4 De reducida a normal Si se está realizando la inspección reducida, se reemprenderá la inspección normal si ocurre algu-na de las siguientes situaciones en la inspección original: a) un lote resulta no aceptado; o b) la producción se hace irregular o demorada; o c) se manifiestan otras condiciones que prescriben el re-establecimiento de la inspección normal.
© NC NC-ISO 2859-1: 2003
13
9.4 Interrupción de la inspección Si el número acumulado de lotes no aceptados en una secuencia de lotes consecutivos durante la inspección rigurosa original llega a 5, los procedimientos de aceptación de esta Parte de la norma NC-ISO 2859 no continuarán aplicándose hasta que el proveedor adopte medidas para aumentar la calidad del producto o servicio presentado y la autoridad responsable haya acordado que esta medida tenga probabilidades de resultar eficiente. Entonces se utilizará la inspección rigurosa tal y como si se aplicara el apartado 9.3.1 9.5 Muestreo de lotes salteados La inspección lote a lote en esta Parte de la NC-ISO 2859 puede ser sustituida por el muestreo su-cesivo de lotes salteados si se cumplen los requisitos de la NC-ISO 2859-3. NOTA: Existen limitaciones para utilizar los procedimientos del muestreo de lotes salteados de
la NC-ISO 2859-3 en lugar de los procedimientos de inspección reducida de esta parte de la NC-ISO 2859. No se aplican algunos de los NCA y niveles de inspección.
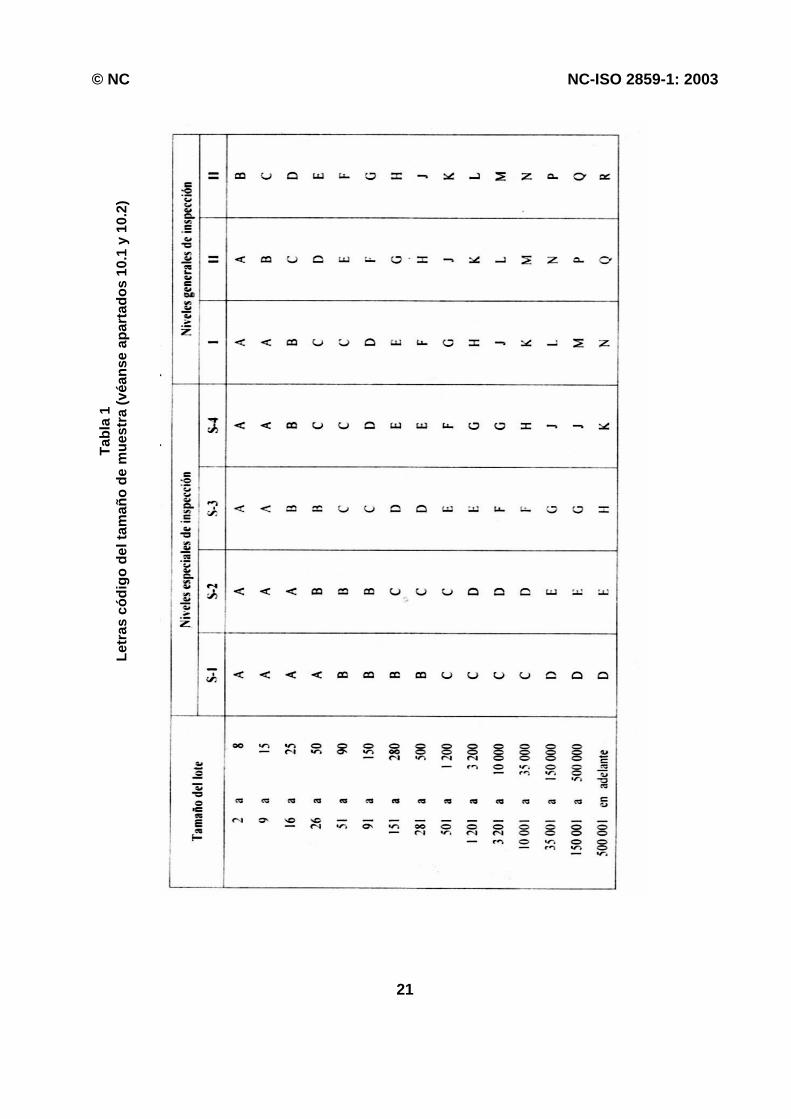
10 Planes de muestreo 10.1 Nivel de inspección El nivel de inspección designa la cantidad relativa de elementos presentados a inspección. En la tabla 1 aparecen tres niveles de inspección, I, II y III, para uso general. A menos que se especifique de otra forma, se utilizará el nivel II. Si se requiere una discriminación menor o mayor, se pueden aplicar los niveles I y III respectivamente. En la tabla I vemos también cuatro niveles especiales adicionales: S-1, S-2, S-3 y S-4, que podemos utilizar si se necesitan ta-maños de muestra relativamente pequeños y se pueden tolerar mayores riesgos en el muestreo. La autoridad responsable decidirá el nivel de inspección requerido para cualquier aplicación parti-cular, lo cual le permite exigir más discriminación en algunos casos y menos en otros. En cada nivel de inspección se aplicarán las reglas de cambio para requerir la inspección normal, rigurosa y reducida. Según se especifica en el apartado 9. La selección del nivel de inspección es-tablecido se mantendrá invariable cuando se cambia de un tipo de inspección a otra. En la designación de los niveles de inspección del S-1 al S-2, se tomarán precauciones para evi-tar NCA que sean inconsistentes con los mismos. Por ejemplo, las letras código para el S-1 no pa-san de la D, equivalente a un tamaño de muestra único de 8, pero no sirven para especificar el S-1 si el NCA es de 0,1% para el cual el tamaño mínimo de la muestra es 125. La cantidad de información acerca de la calidad de un lote, que se adquiere a partir del examen de muestras tomadas del mismo, depende del tamaño absoluto de las muestras, y no del tamaño re-lativo de la muestra con el tamaño del lote, siempre que este sea grande con respecto a la muestra examinada. No obstante, existen tres razones para variar el tamaño de muestra con respecto al tamaño del lote:
a) si hay grandes pérdidas por una decisión errónea, es importante adoptar la decisión correcta;
NC-ISO 2859-1: 2003 © NC
14
b) con un lote grande, puede haber un tamaño de muestra que sería ineficiente para un lote pe-queño;
c) la selección verdaderamente aleatoria consume relativamente más tiempo si la muestra es una proporción demasiado pequeña del lote.
10.2 Letras código para el tamaño de muestra Los tamaños de muestra se designan con letras códigos. Se utilizará la tabla 1 para encontrar la letra código aplicable al tamaño del lote particular y al nivel de inspección establecido. NOTA: Con vistas al ahorro de espacio en las tablas y para evitar repeticiones innecesarias en
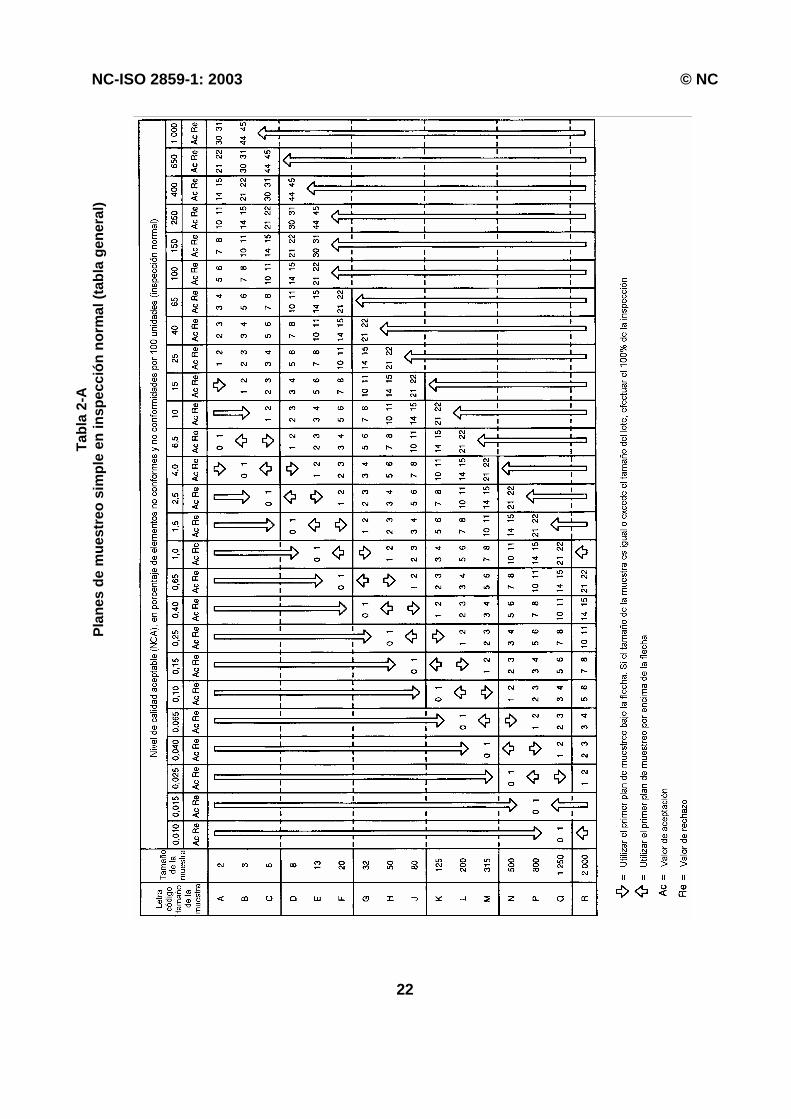
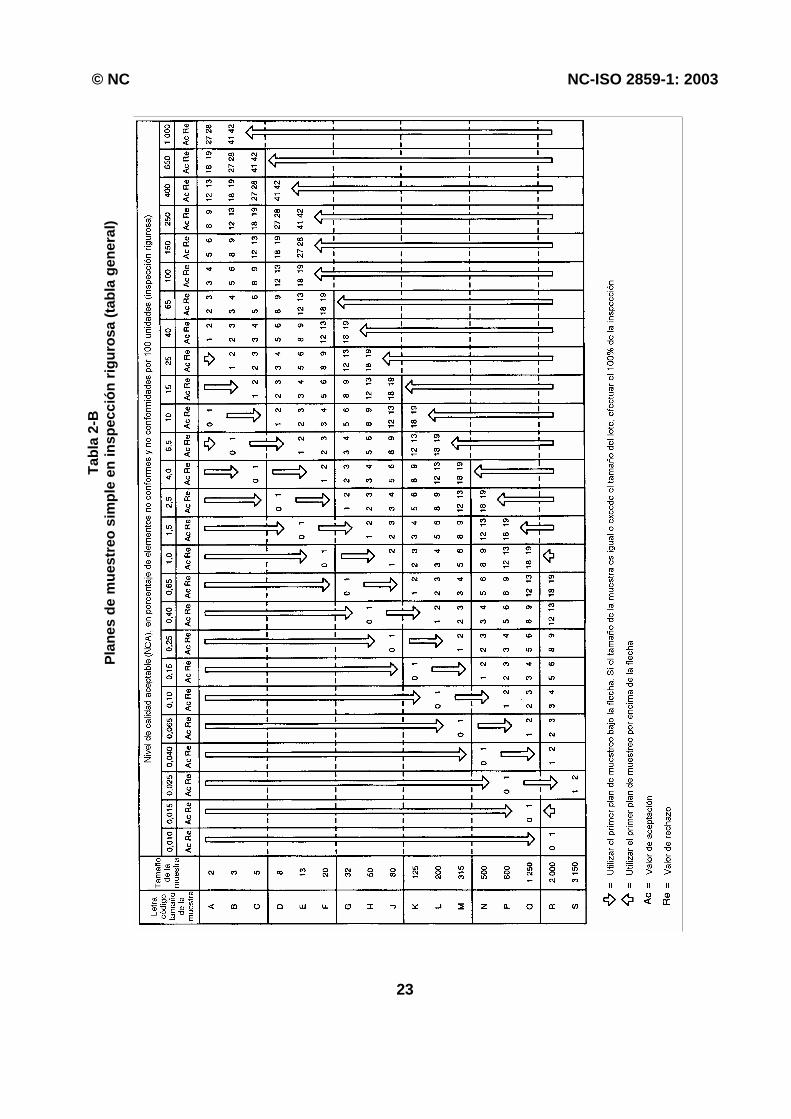
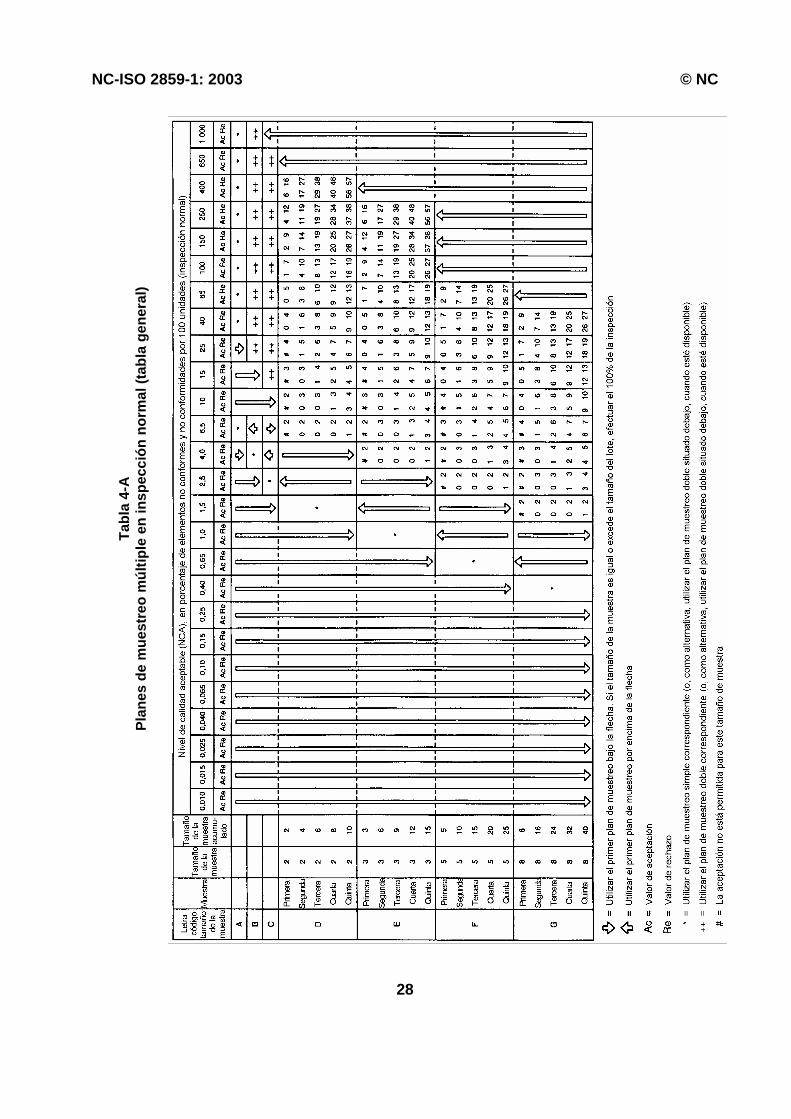
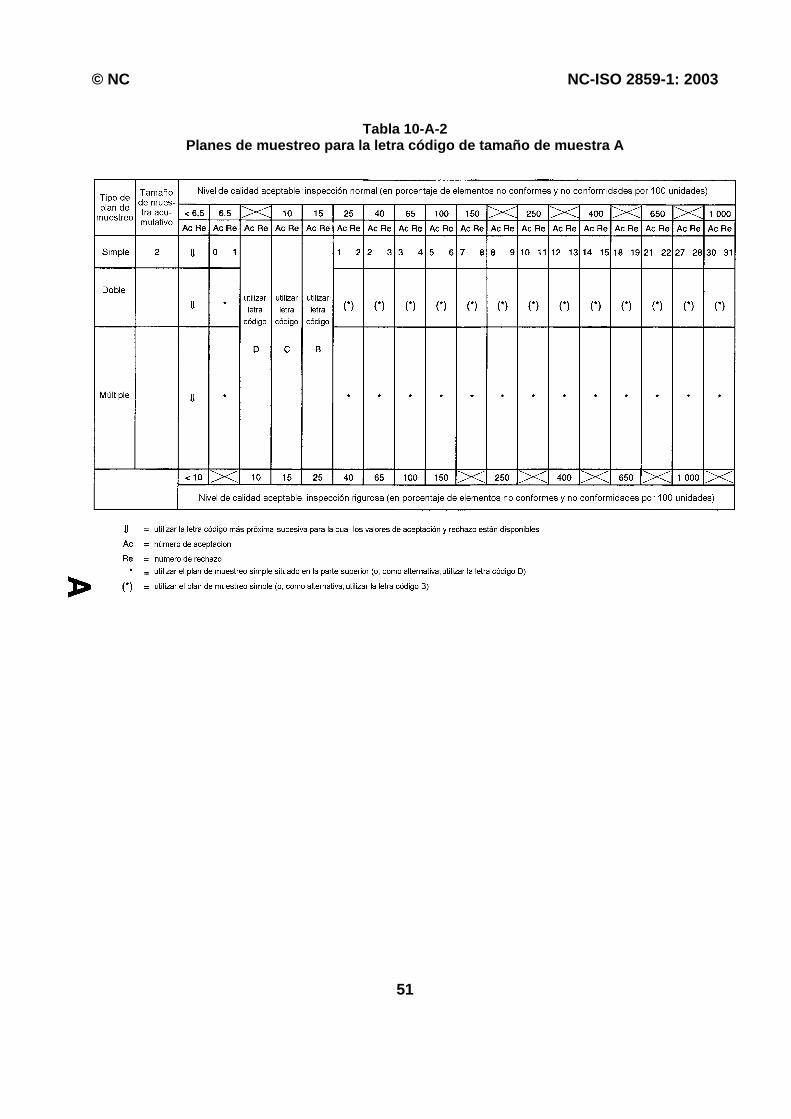
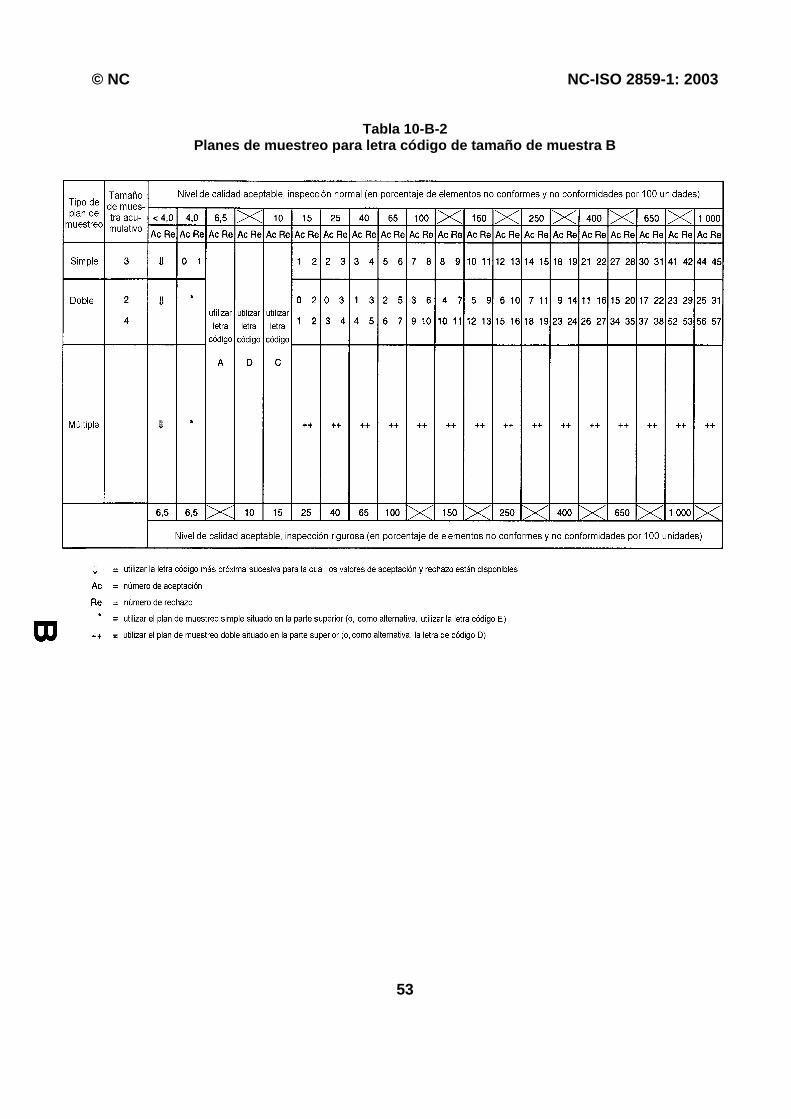
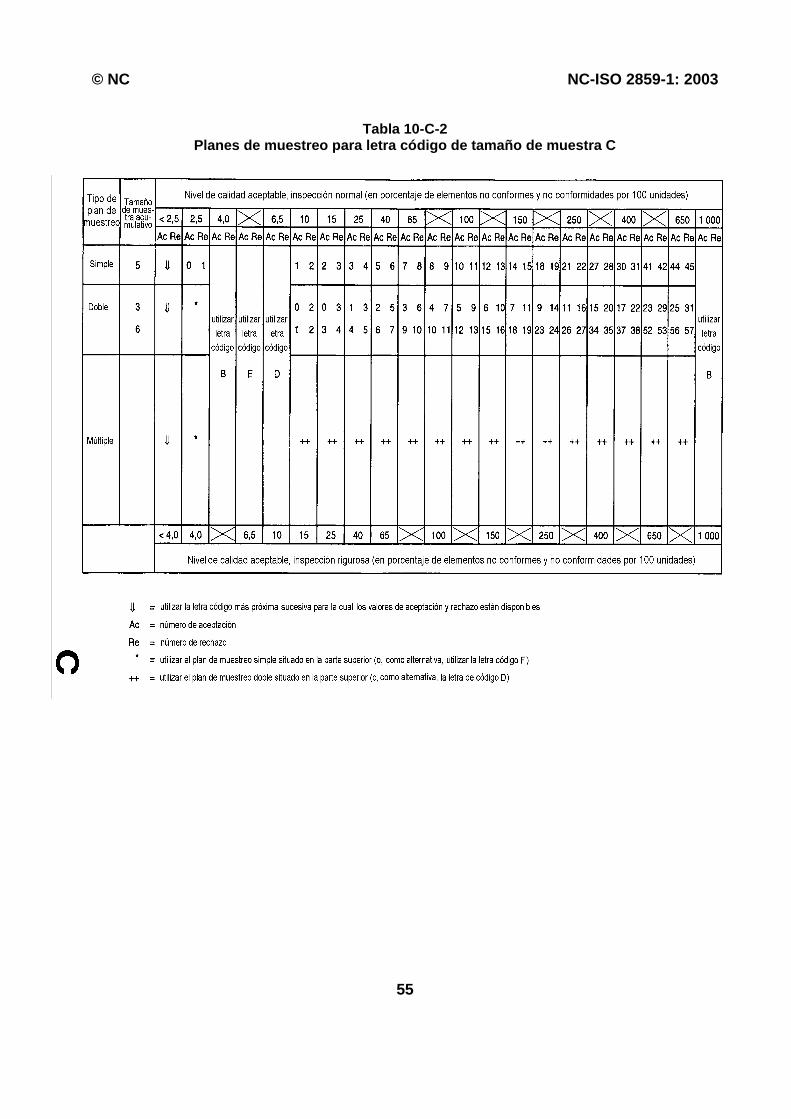
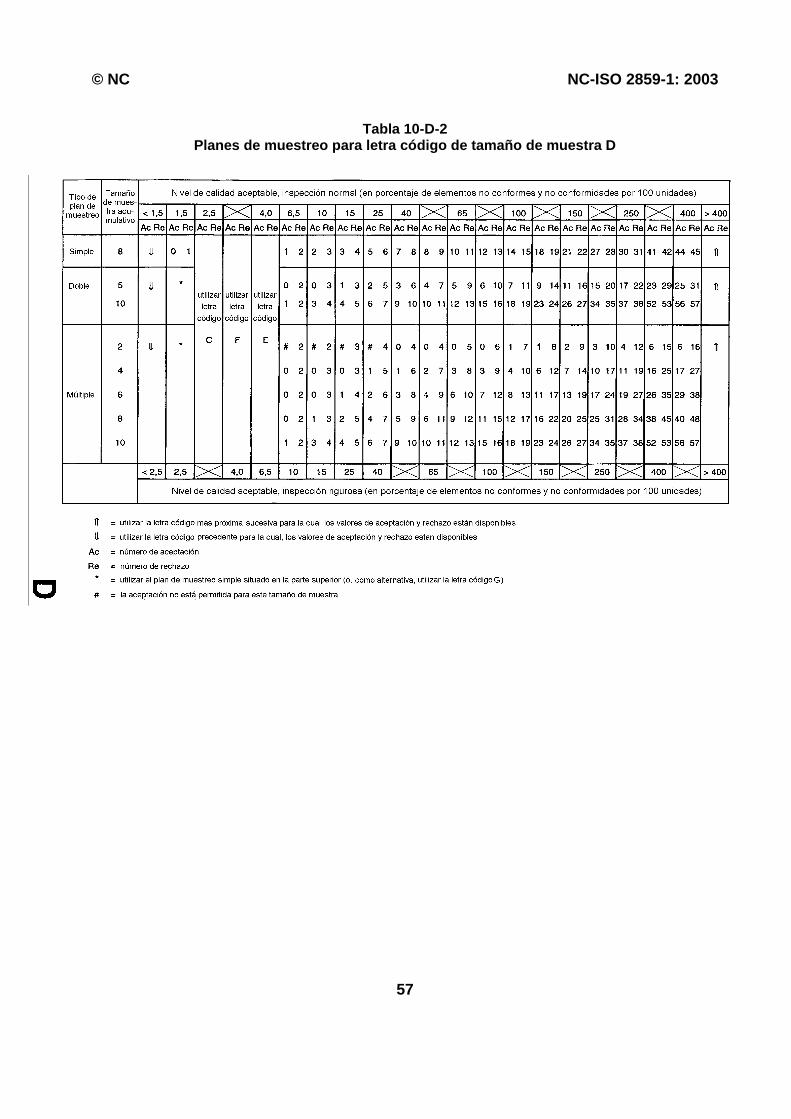
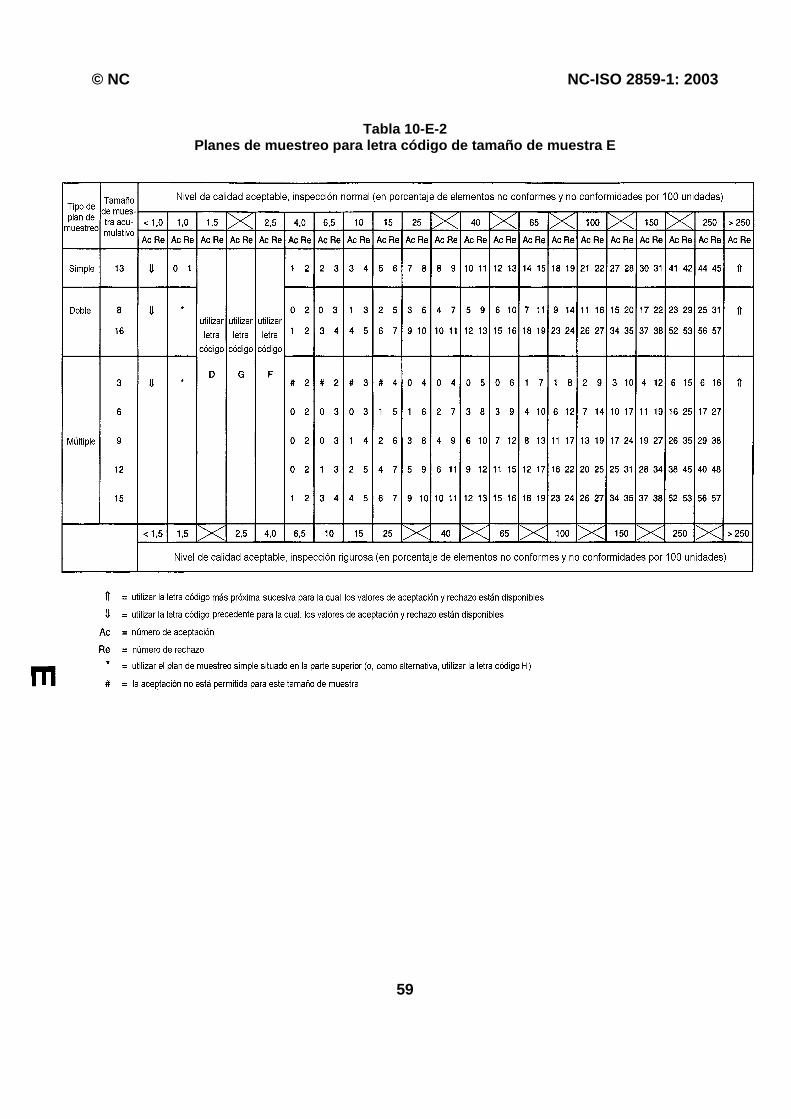
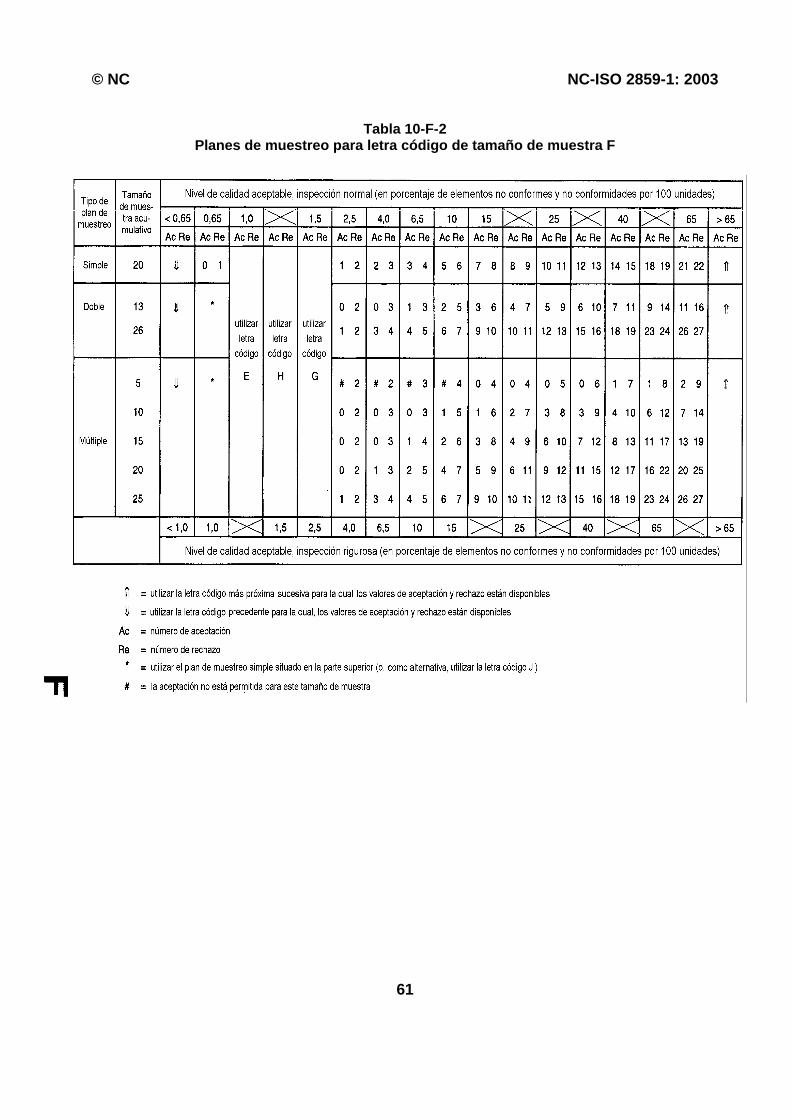
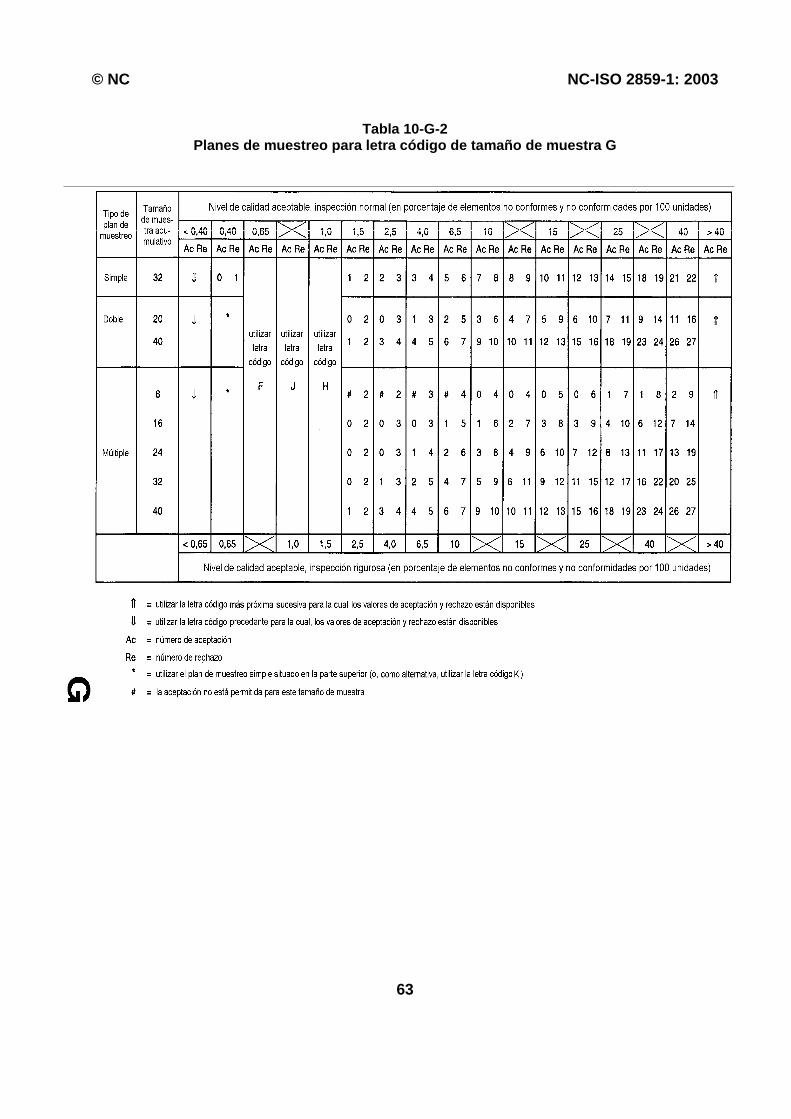
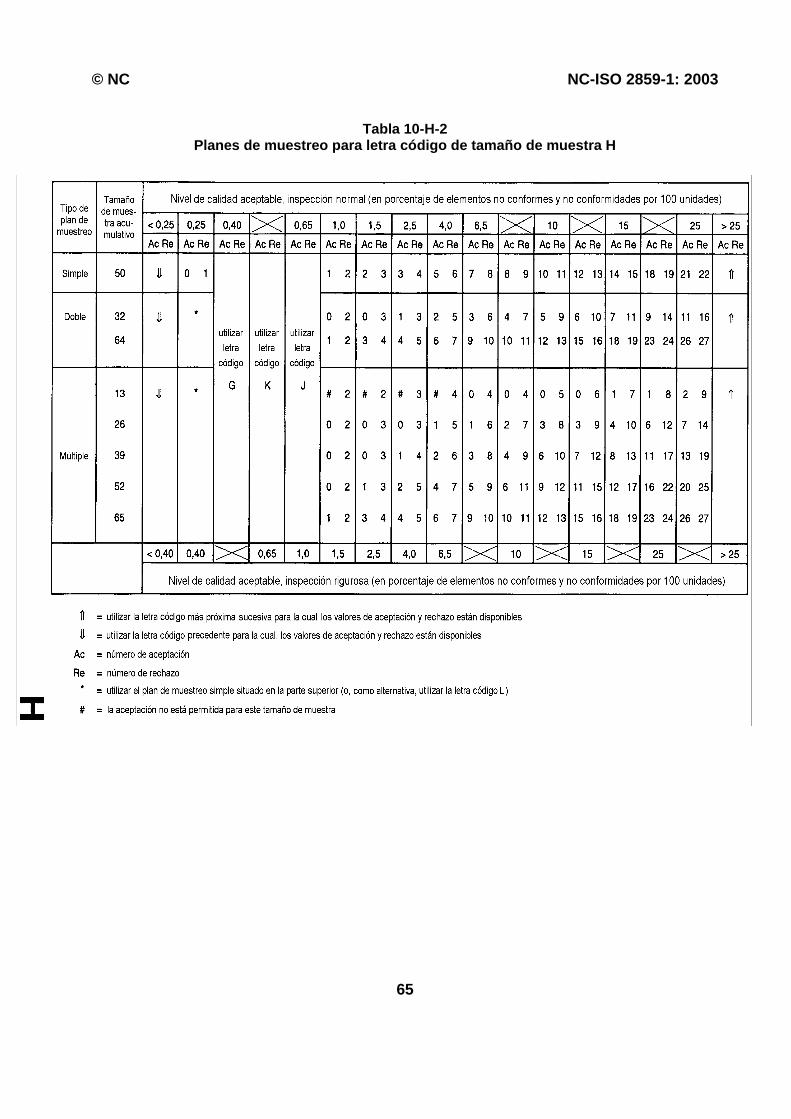
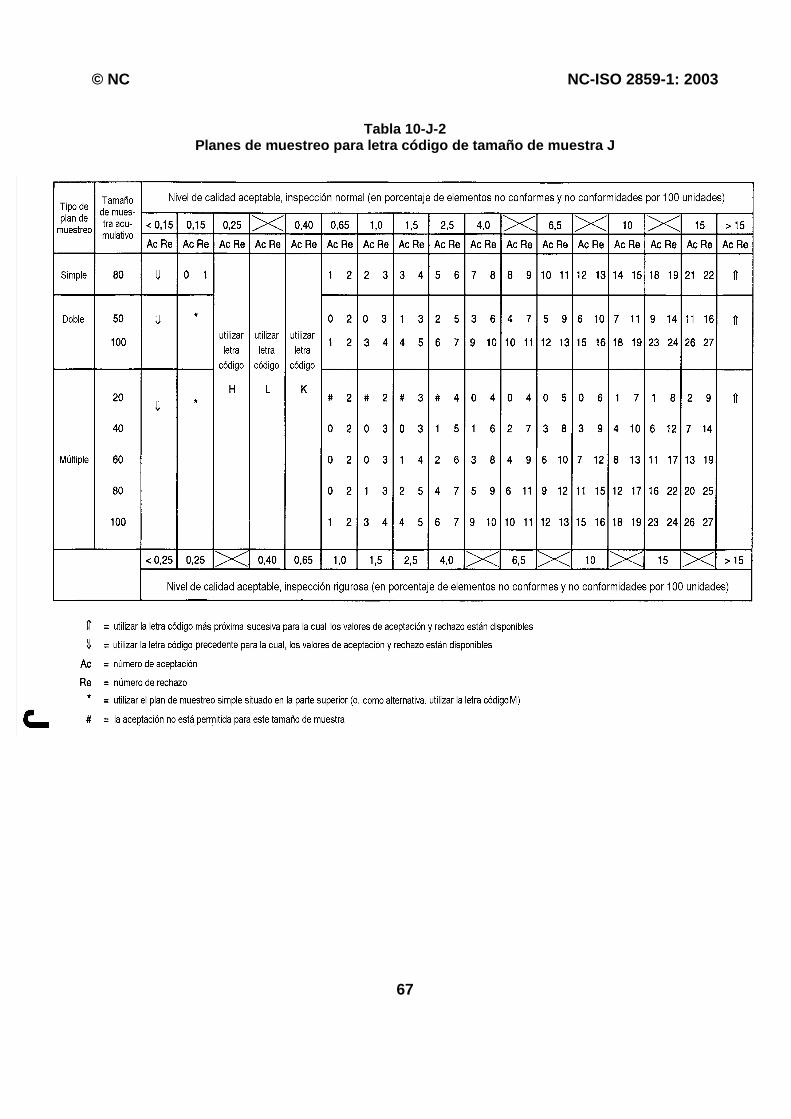
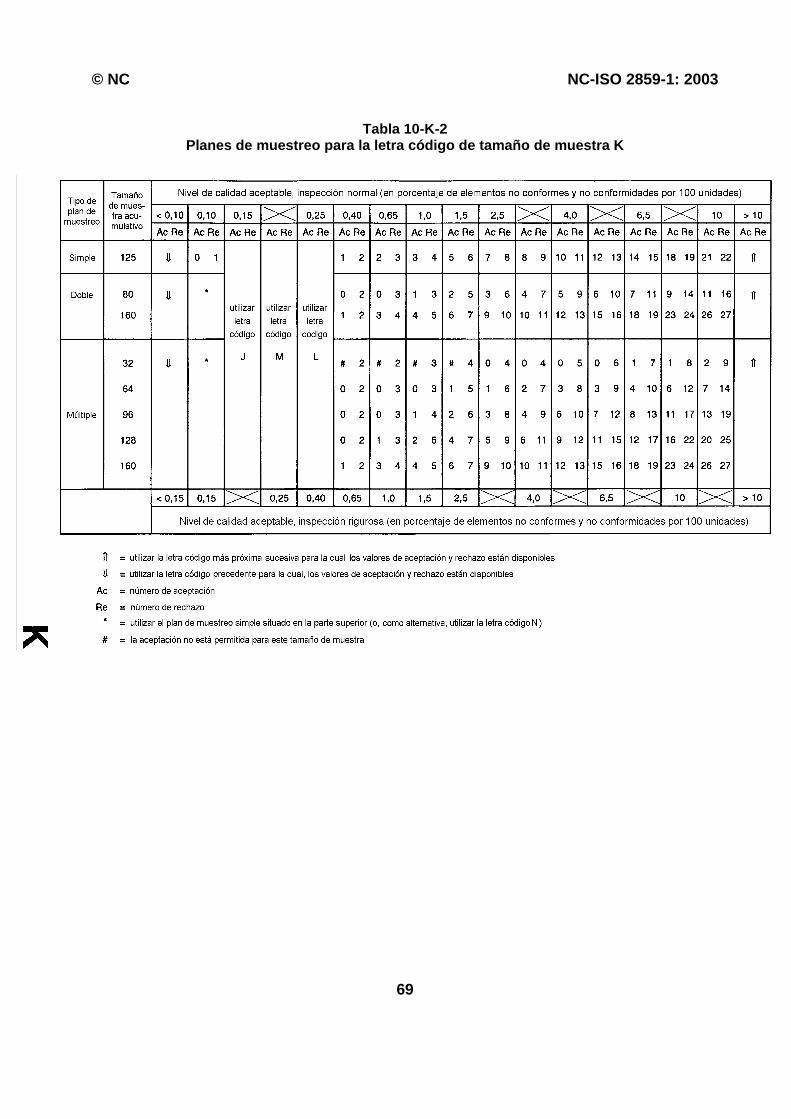
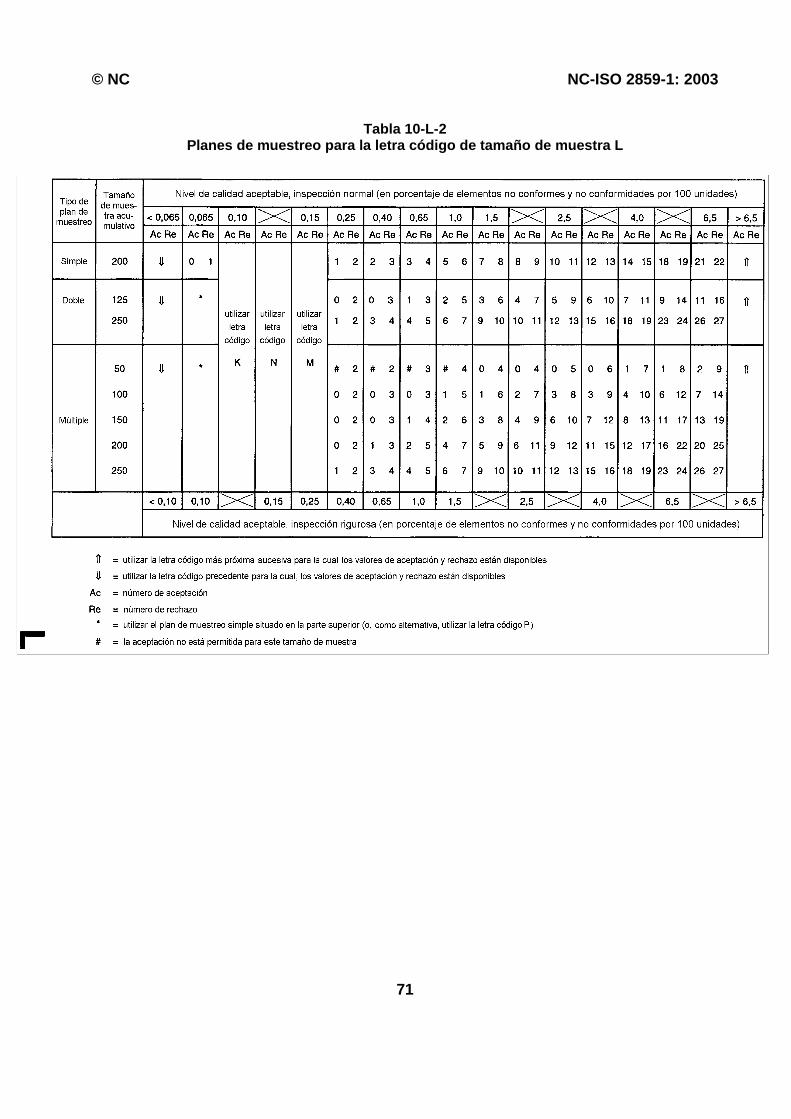
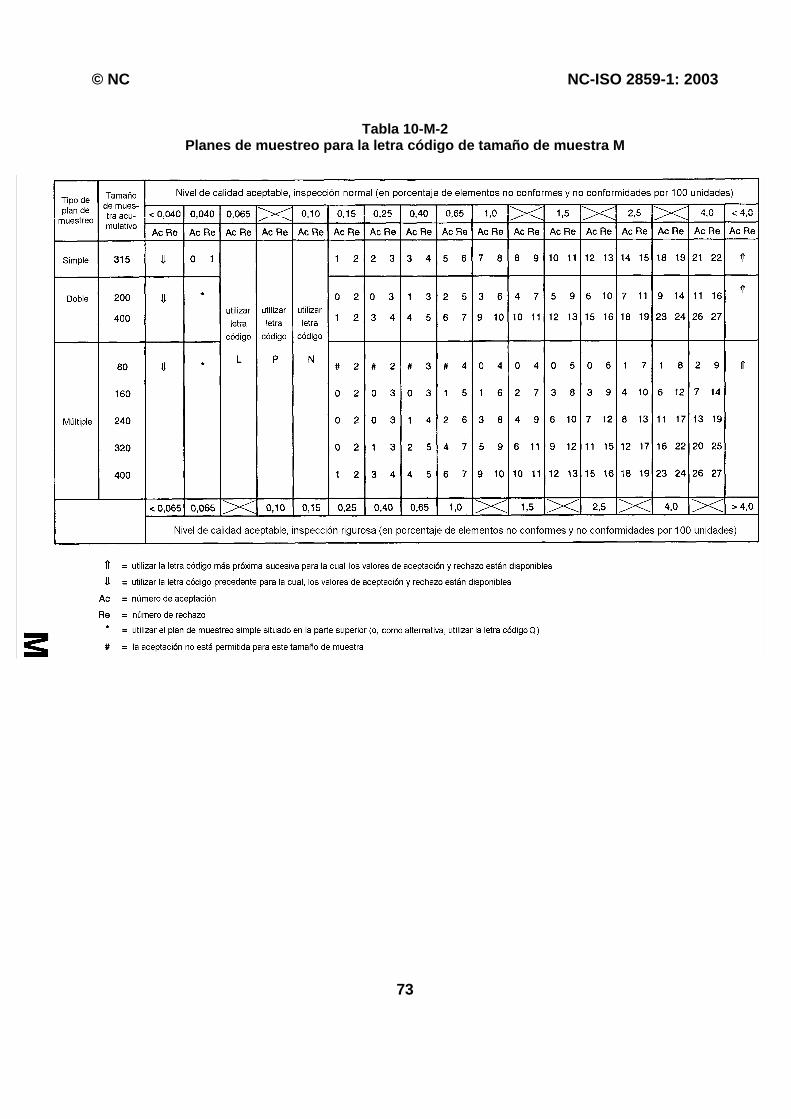
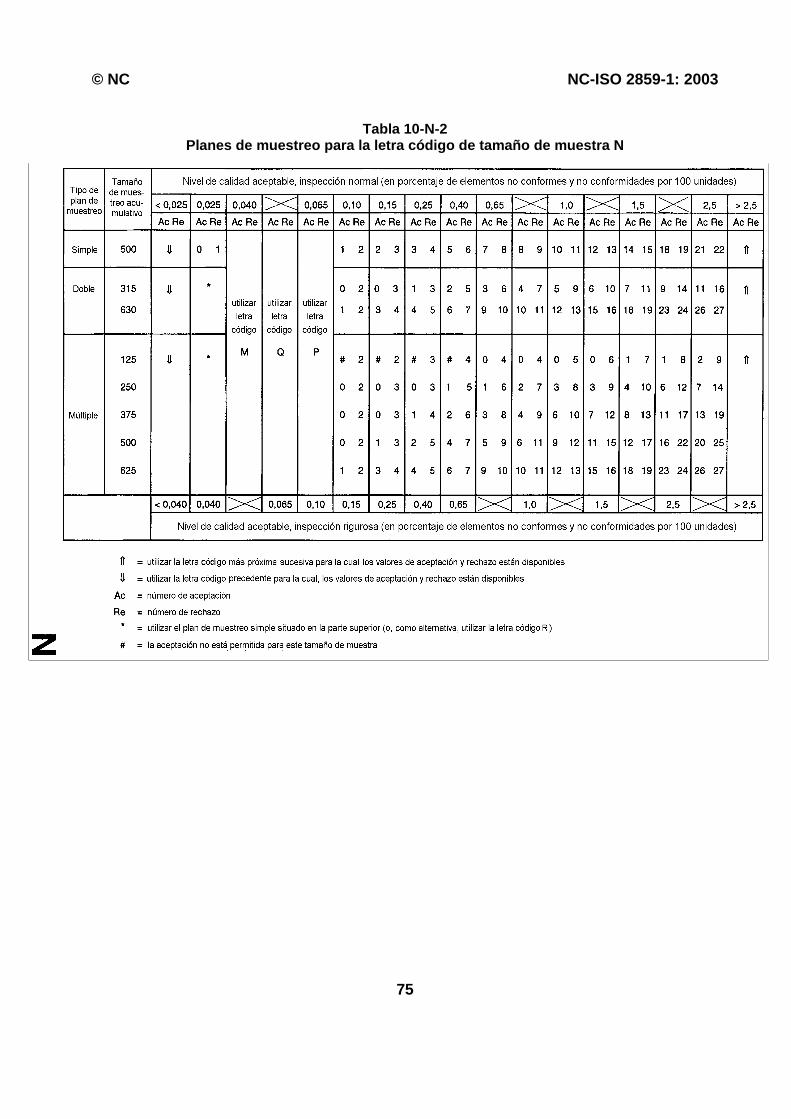
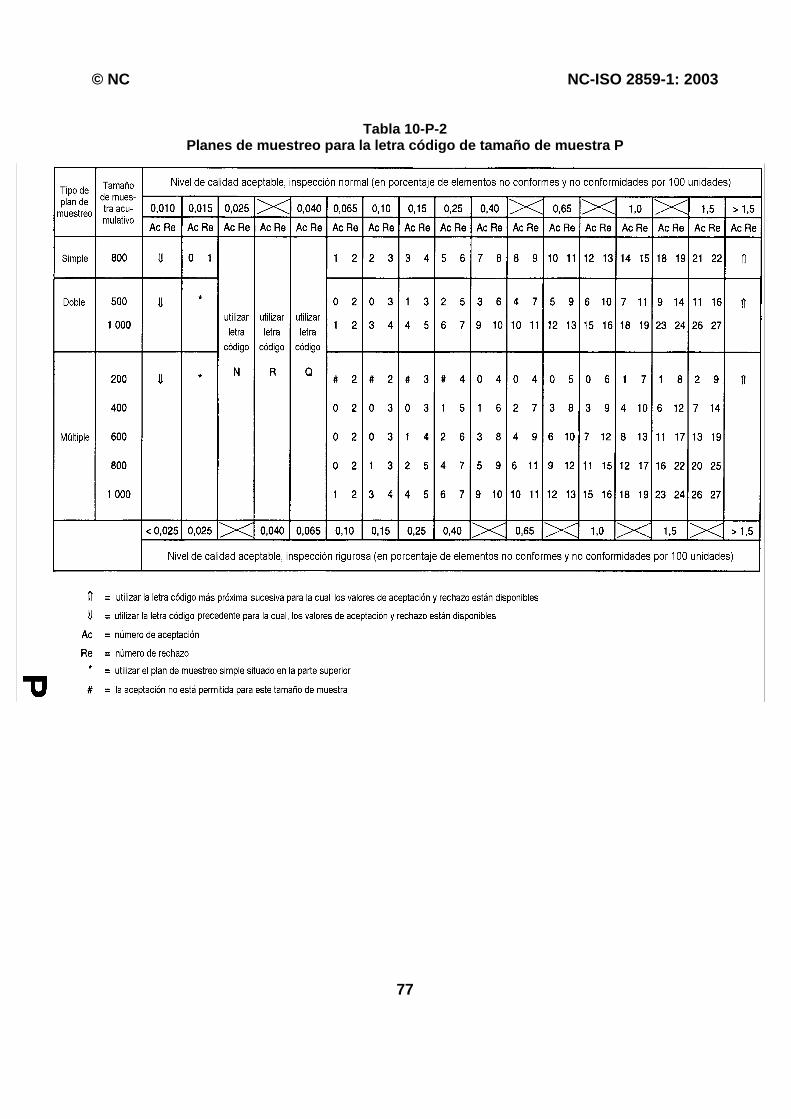
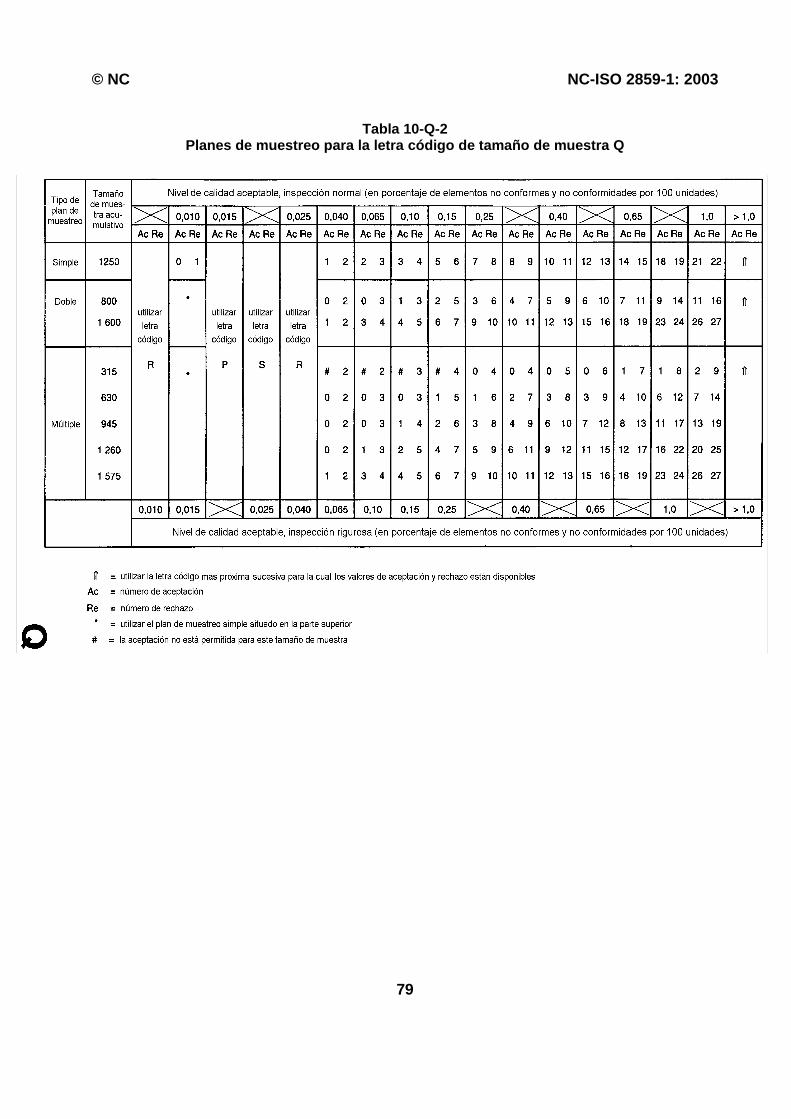
el texto, en ocasiones se utiliza el término abreviado “letra código” 10.3 Obtención de un plan de muestreo Se utilizará el NCA y la letra código del tamaño de muestra para obtener el plan de muestreo a partir de las tablas 2, 3, 4 y 11. Para un NCA especificado y un tamaño de lote dado, se utilizará la misma combinación de NCA y letra código del tamaño de muestra, con el fin de obtener el plan de muestreo a partir de la tabla según se trate de la inspección normal, rigurosa o reducida. Si no hay un plan de muestreo para una combinación dada de NCA y letra código del tamaño de muestra, las tablas orientan al usuario hacia una letra diferente. El tamaño de muestra a emplear está dado por la nueva letra código y no por la letra original. Si este procedimiento conduce a ta-maños de muestra diferentes para clases diferentes de no-conformidad o elementos no conformes, se puede emplear para toda las clases de no-conformidad o elementos no-conformes la letra có-digo del tamaño de muestra correspondiente al mayor tamaño de muestra derivado, siempre que sea designado o aprobado por la autoridad responsable. Como alternativa a un plan de muestreo único con número de aceptación 0, se puede usar el plan con número de aceptación 1 y el mayor tamaño de muestra correspondiente para un NCA designado (si existe) siempre que sea designa-do o aprobado por la autoridad responsable. Otra alternativa se basa en el uso de los planes de número de aceptación fraccionado opcional descritos en la cláusula 13 si lo aprueba la autoridad responsable. 10.4 Tipos de planes de muestreo En las tablas 2, 3 y 4 aparecen, respectivamente, tres tipos de planes de muestreo: simple, doble y múltiple. Si se dispone de varios tipos de planes para un NCA y una letra código de tamaño de muestra dado, se puede utilizar cualquiera. La decisión en cuanto al tipo de plan, ya sea simple, doble o múltiple, siempre que existan para un NCA y una letra código de tamaño de muestra dado, se basará por lo general en la comparación entre la dificultad administrativa y los tamaños prome-dio de las muestras de los planes existentes. En el caso de los planes de muestreo que aparecen en esta parte de la NC-ISO 2859, el tamaño promedio de muestra de los planes múltiples es me-nor que el de los planes dobles y los dos son menores que el tamaño de muestra simple (vea la tabla 9) generalmente, la dificultad administrativa para el muestreo simple y el costo por elemento en la muestra son menores que en el caso del doble y múltiple.
© NC NC-ISO 2859-1: 2003
15
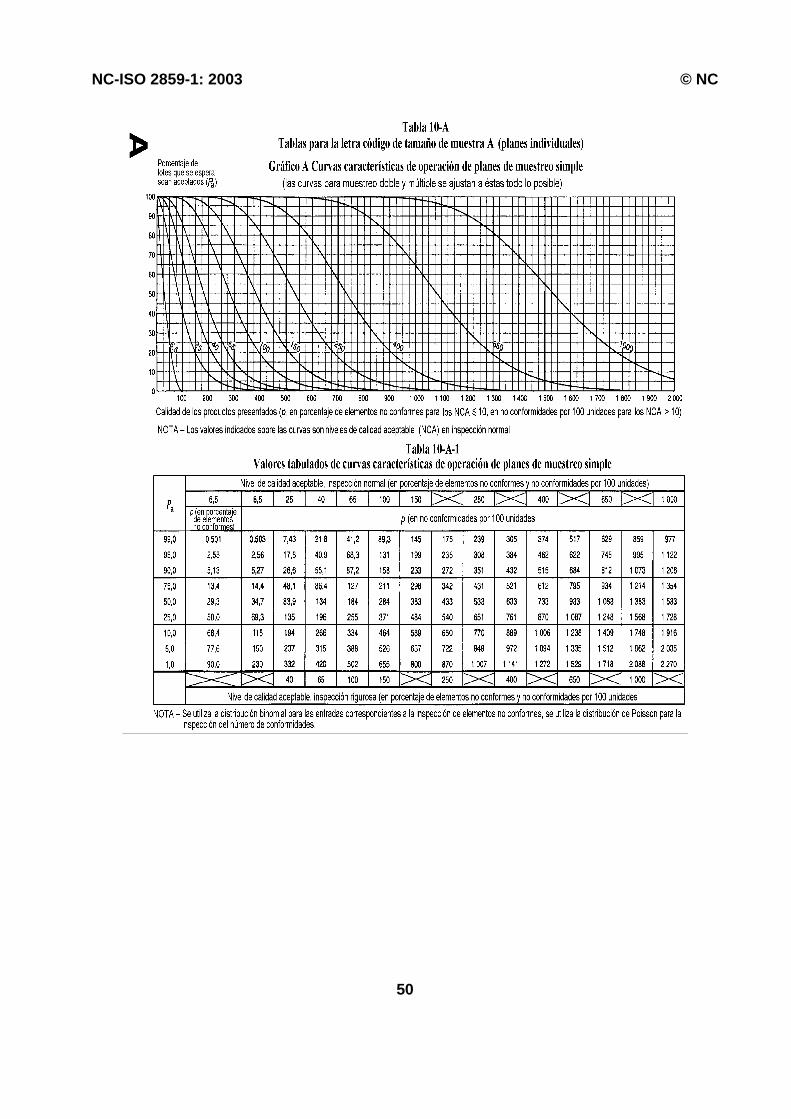
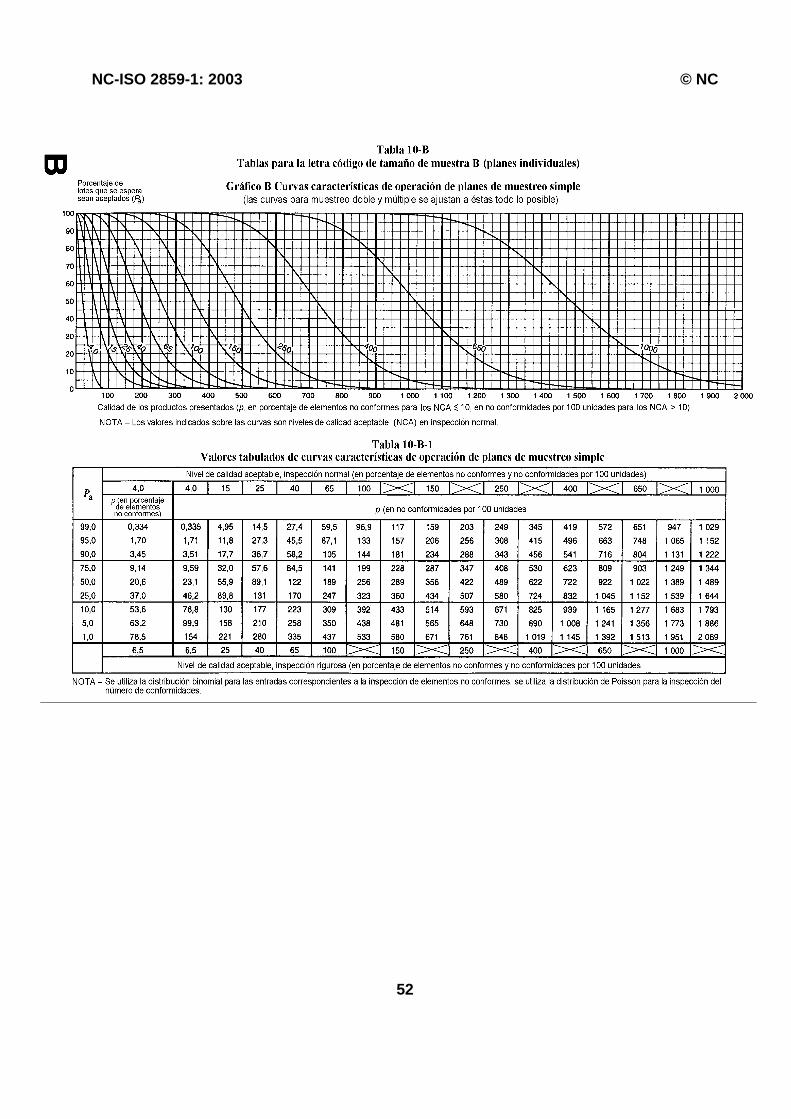
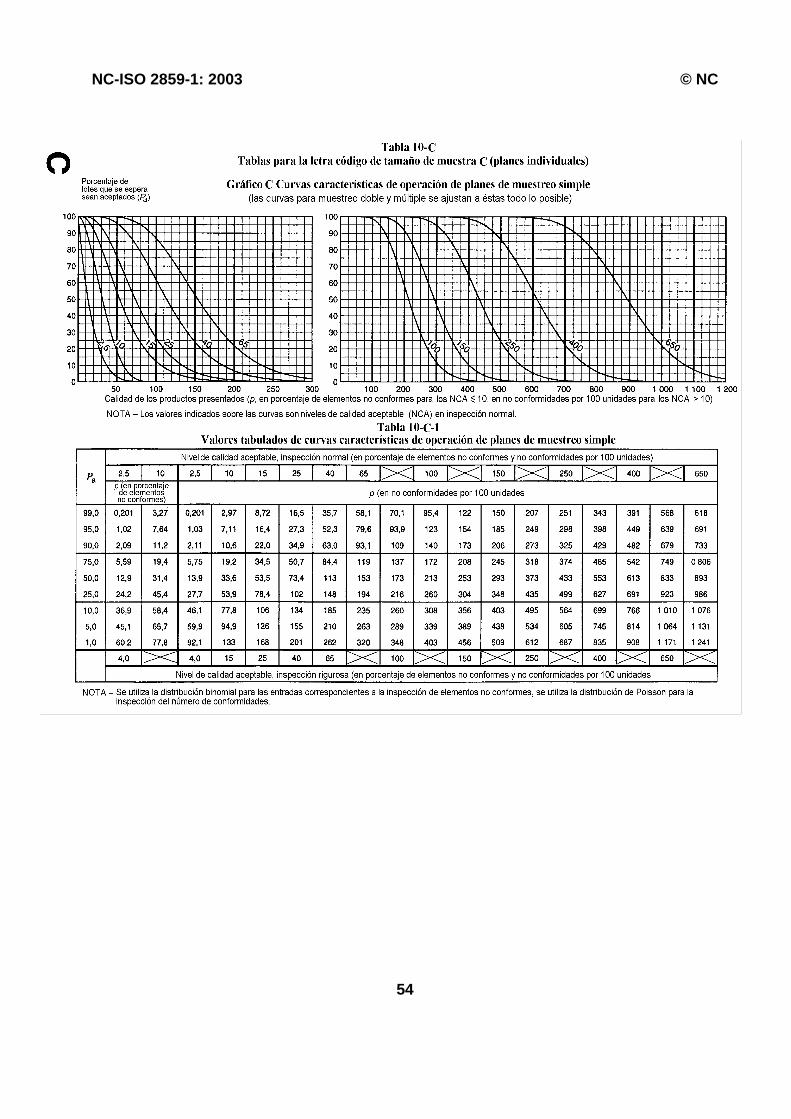
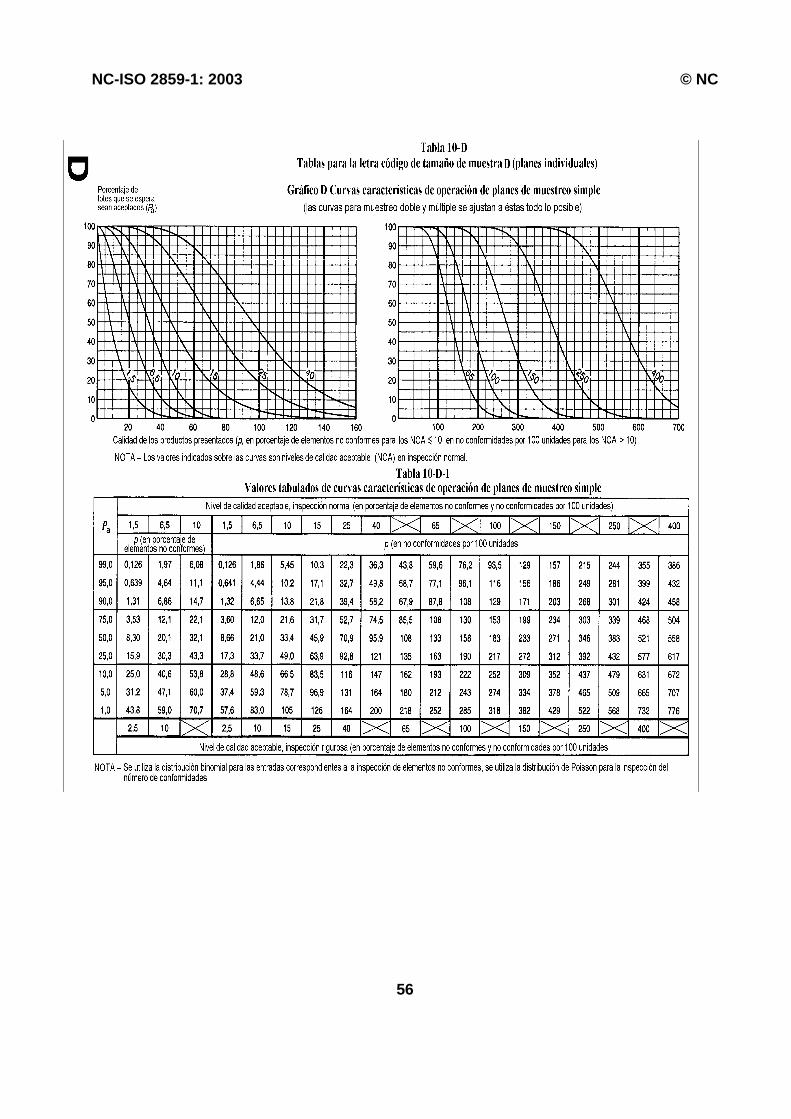
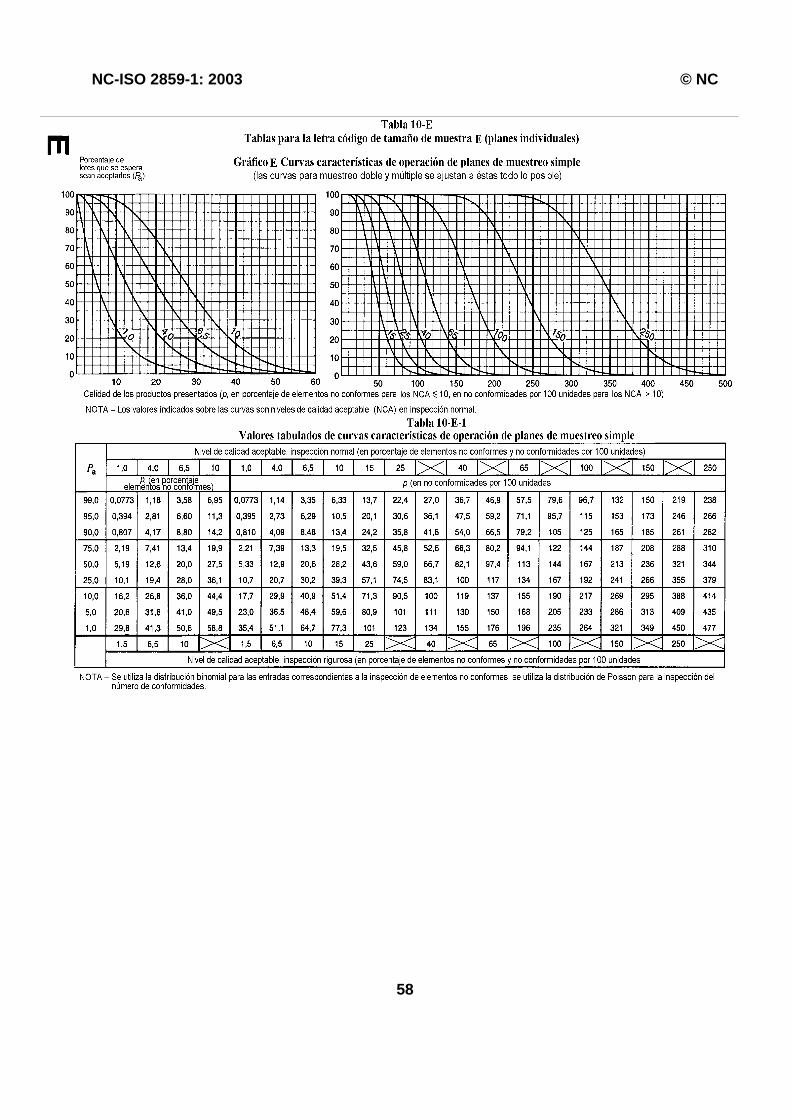
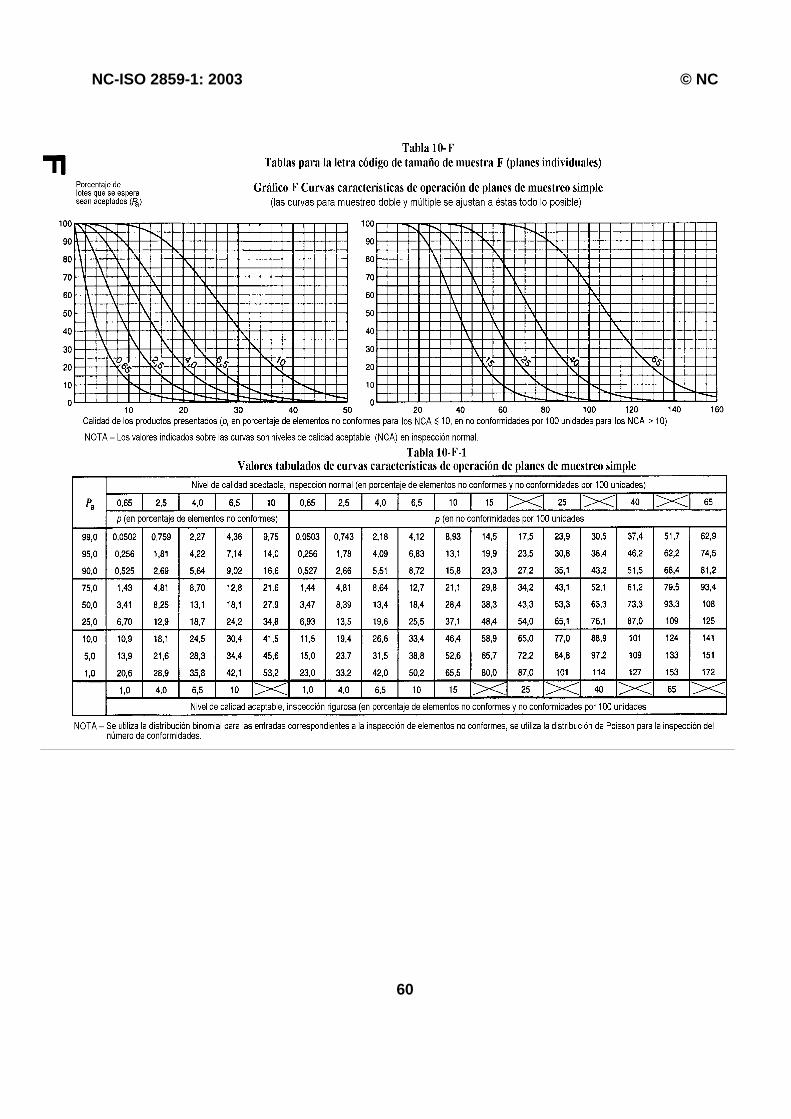
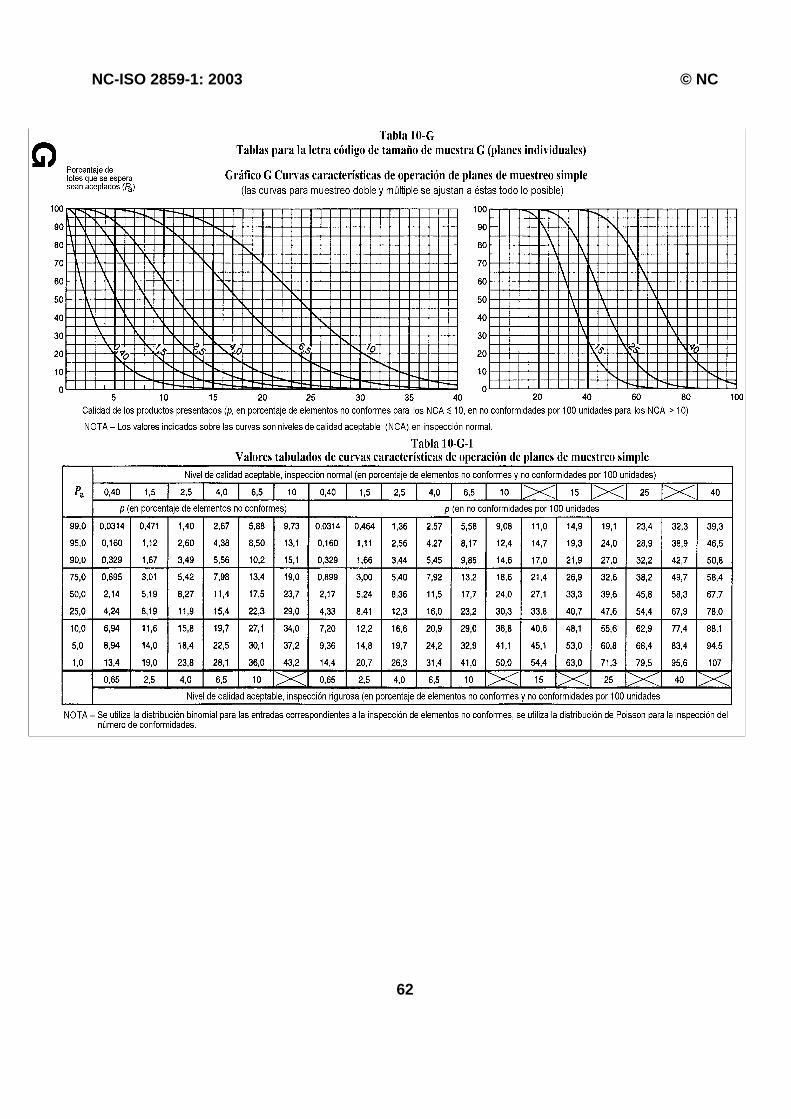
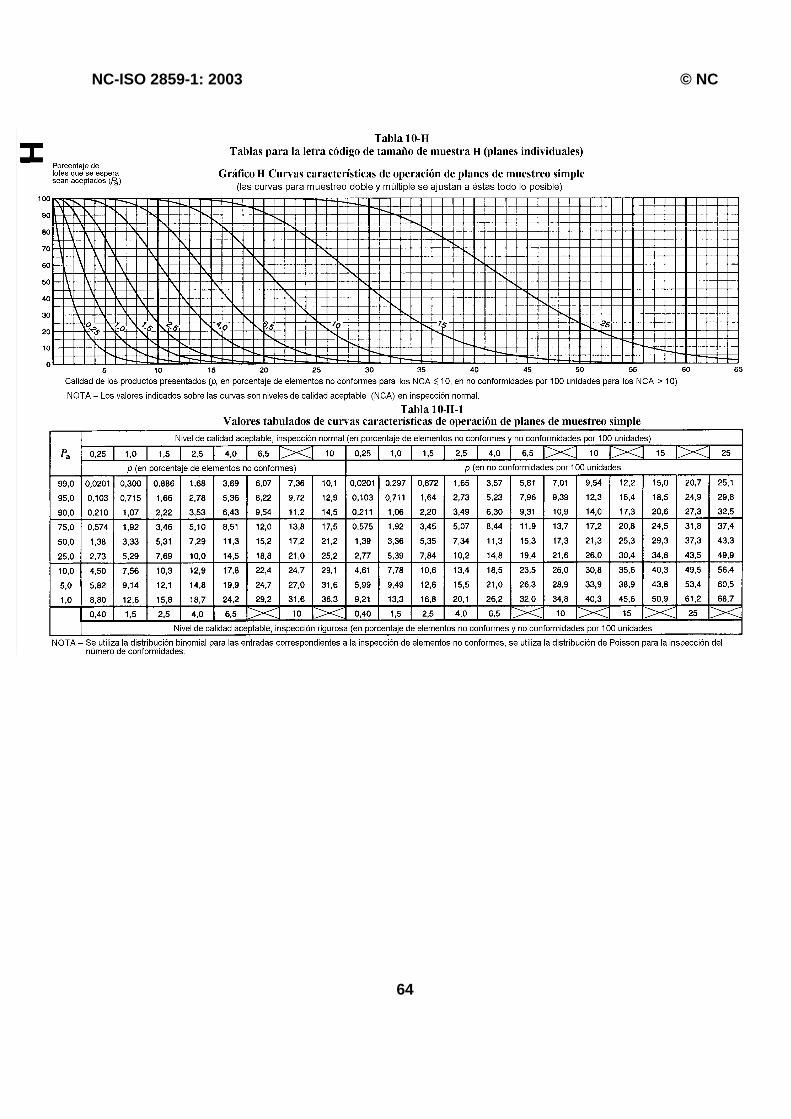
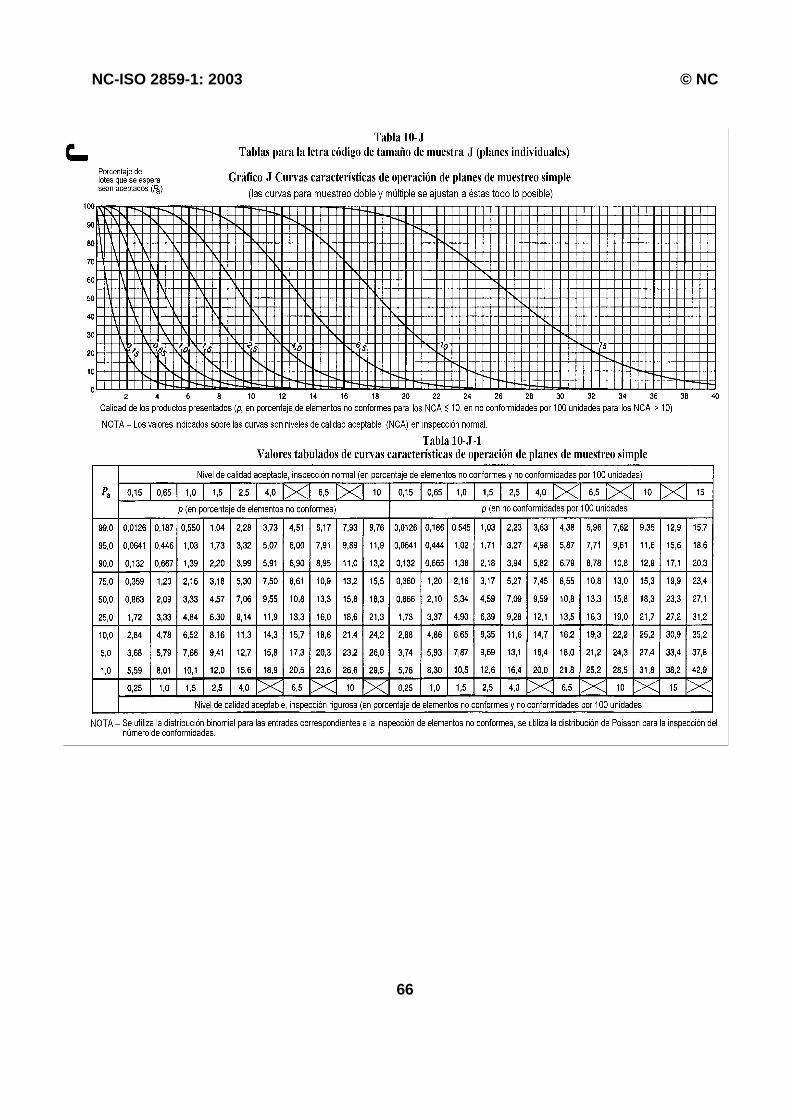
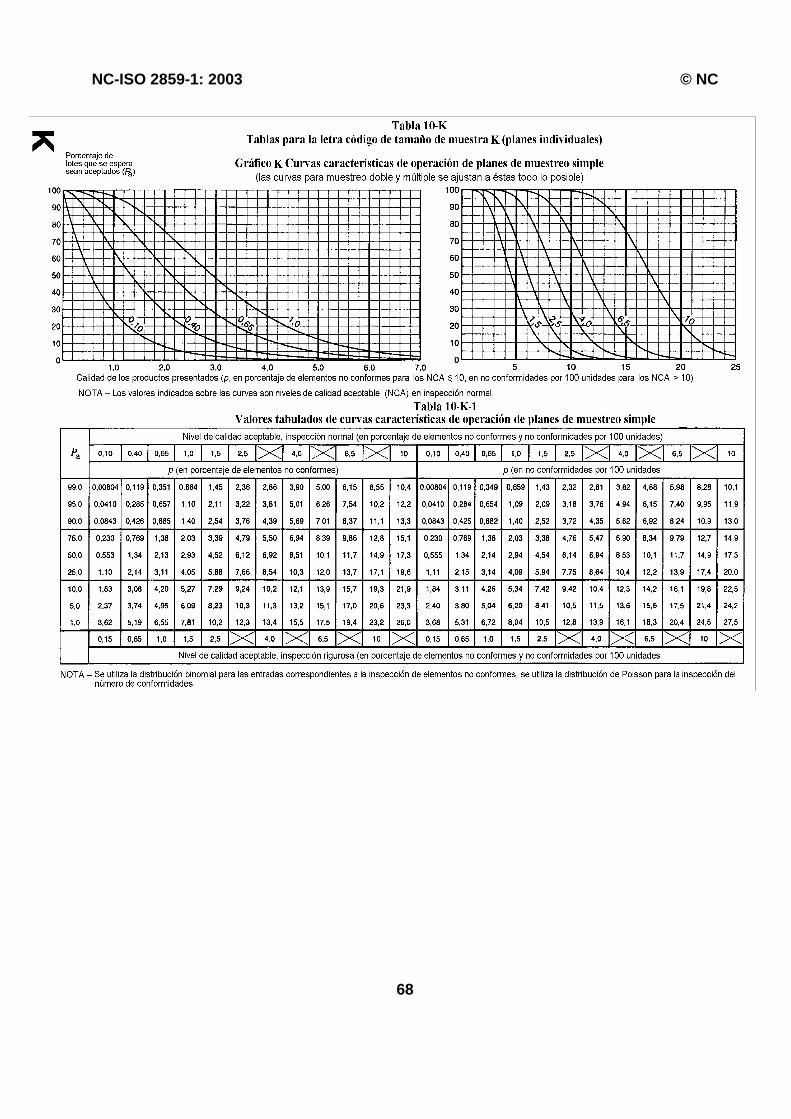
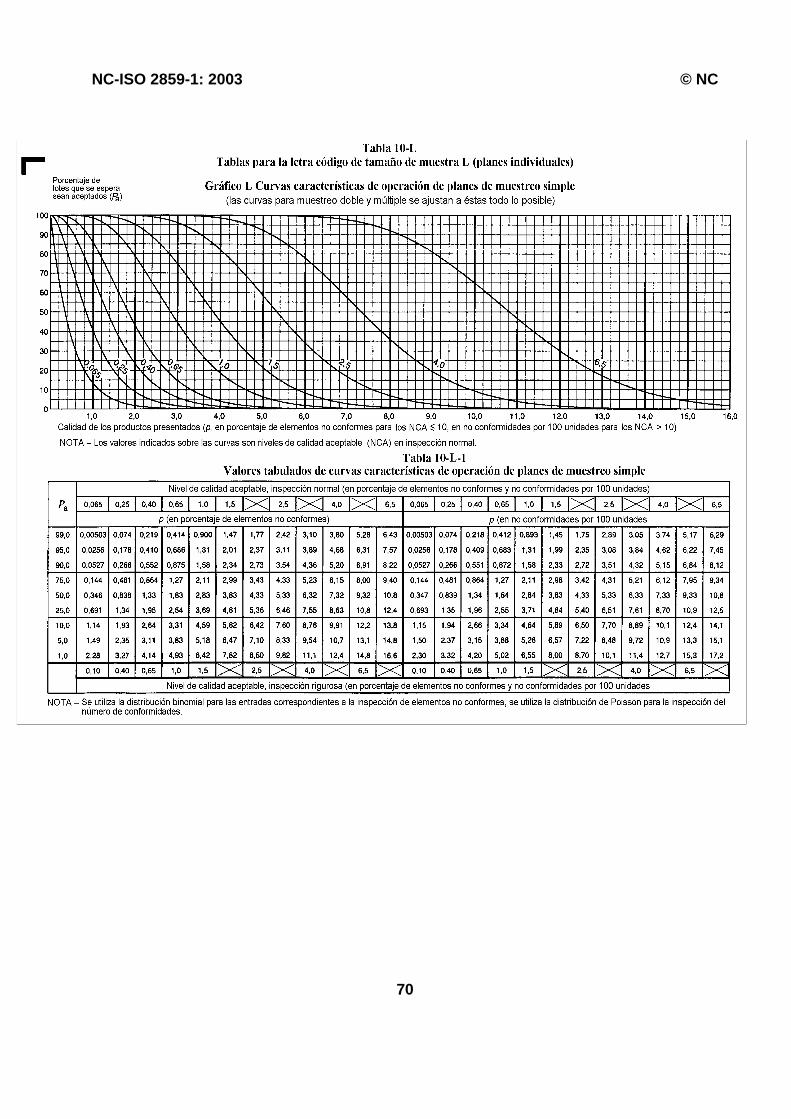
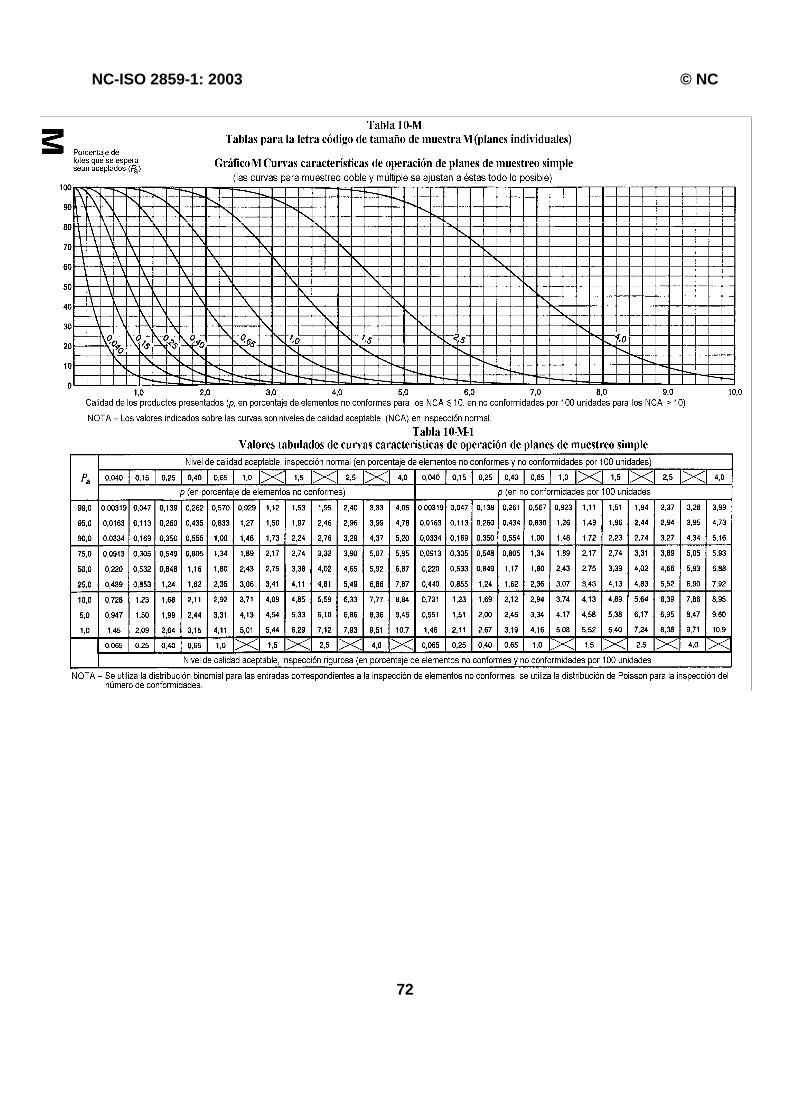
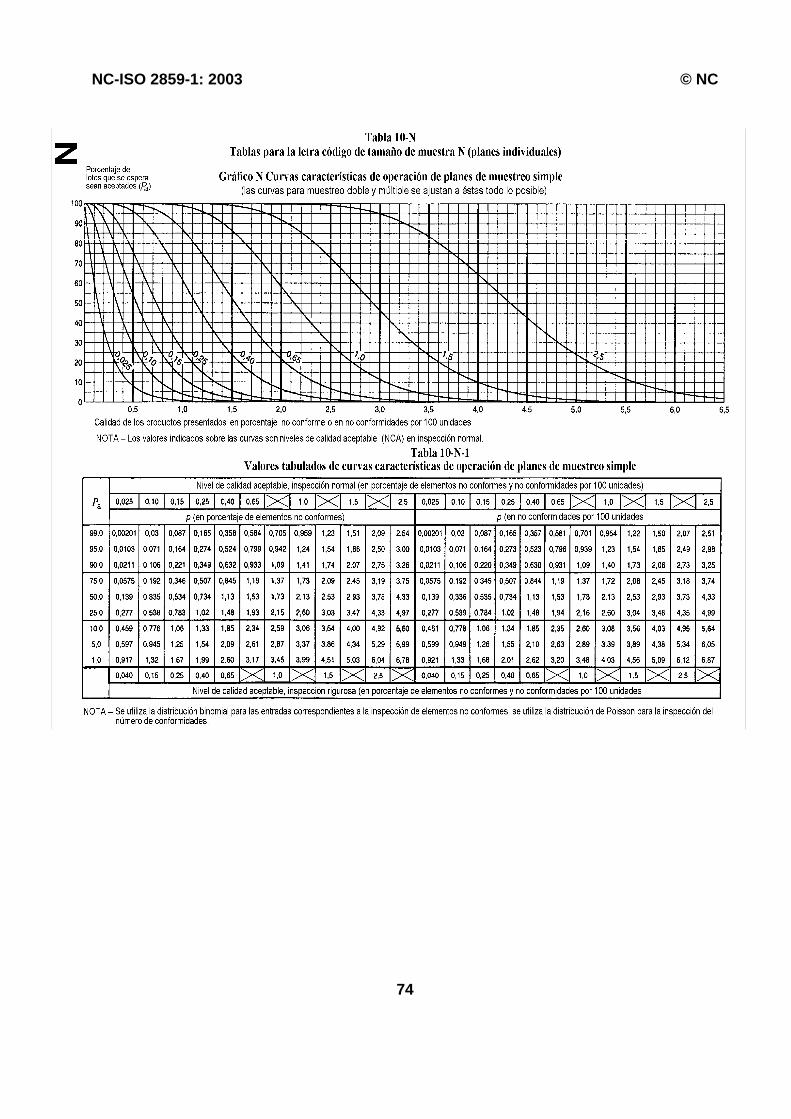
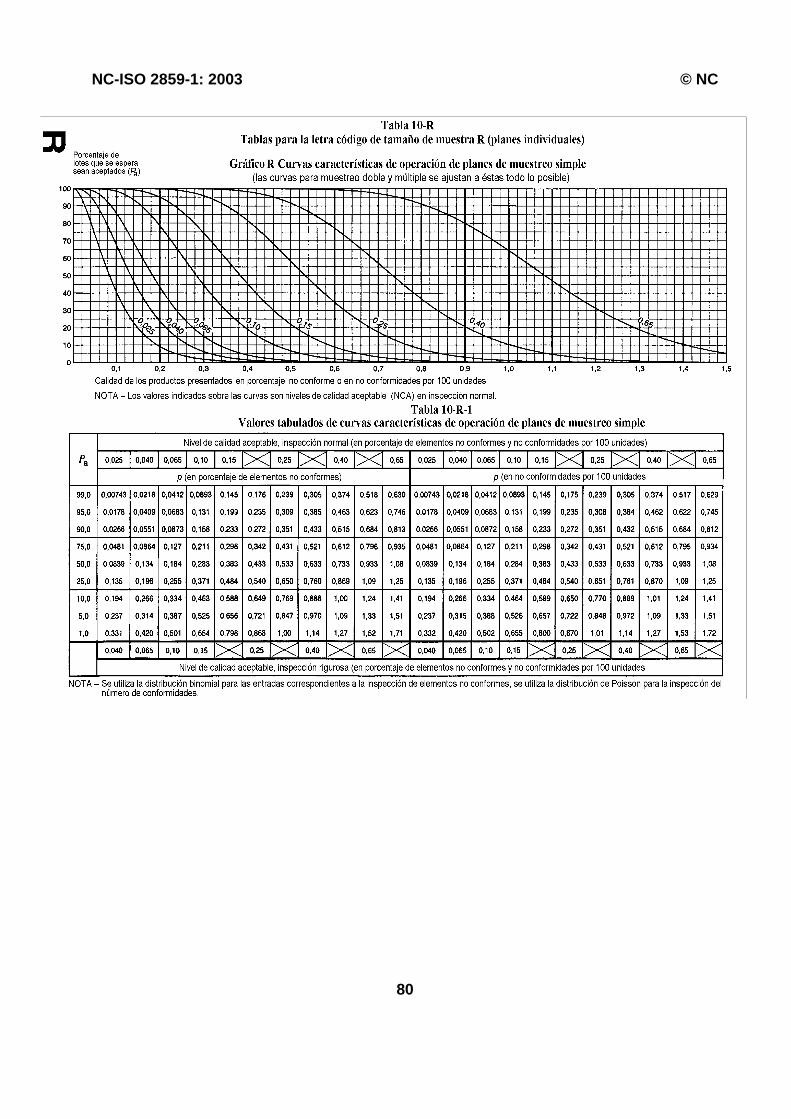
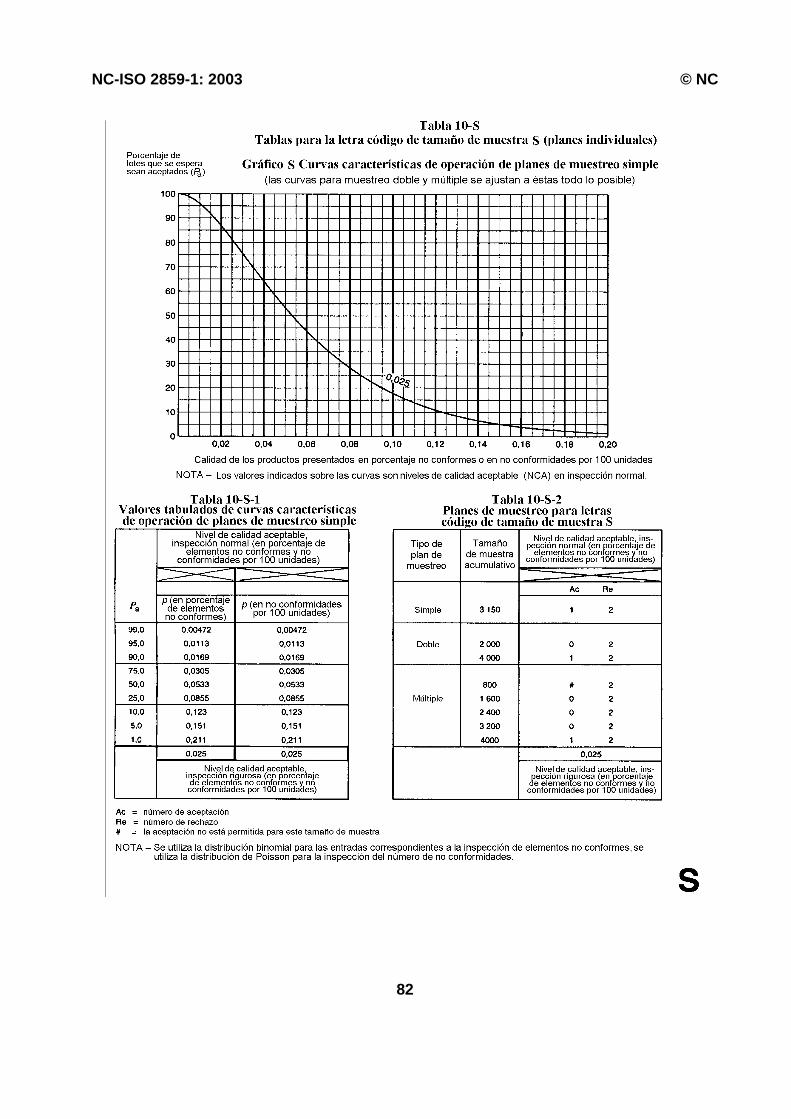
11 Determinación de la aceptabilidad 11.1 Inspección de elementos no conformes Para determinar la aceptabilidad de un lote con la inspección del por ciento de elementos no con-formes, se utilizará el plan de muestreo pertinente de acuerdo con 11.1.1 al 11.1.3 11.1.1 Planes de muestreo simple (número de aceptación entero) El número de elementos de la muestra inspeccionados será igual al tamaño de muestra estableci-do por el plan. Si el número de elementos no conformes detectados en la muestra es igual o menor que el número de aceptación, el lote se considerará aceptable. Si el número de elementos no con-formes es igual o mayor que el número de rechazo, el lote se considerará no aceptable. 11.1.2 Planes de muestreo doble El número de elementos de la muestra inspeccionados por primera vez será igual al primer tamaño de muestra establecido por el plan. Si el número de elementos no conformes detectados en la pri-mera muestra es igual o menor que el primer número de aceptación, el lote se considerará acepta-ble. Si el número de elementos no conformes detectados en la primera muestra es igual o mayor que el primer número de rechazo, el lote se considerará no aceptable. Si el número de elementos no conformes detectados en la primera muestra se encuentra entre los primeros números de aceptación y rechazo, se inspeccionará una segunda muestra del tamaño establecido en el plan. Se acumulará el número de elementos no conformes detectados en la pri-mera y segunda muestras. Si el número acumulativo de elementos no conformes es igual o menor que el segundo número de aceptación, el lote se considerará aceptable. Si dicho número es igual o mayor que el segundo número de rechazo, el lote se considerará no aceptable. 11.1.3 Planes de muestreo múltiple En el muestreo múltiple, el procedimiento será similar al especificado en 11.1.2 En esta Parte de la NC-ISO 2859 hay 5 etapas, de modo que se habrá tomado una decisión a más tardar a la altura de la 5ta. Etapa. 11.2 Inspección para no conformidades Para determinar la aceptabilidad de un lote en una inspección de no conformidades por cada 100 elementos, se utilizará el procedimiento especificado para la inspección de no conformes (vea 11.1) con la excepción de que el término “no conformidades” sustituirá a “elementos no confor-mes” 12 Información adicional 12.1 Curvas características de operación Las curvas características de operación de la tabla 10 para la inspección normal y rigurosa indican el por ciento de lotes que se puede esperar sean aceptados con los diversos planes de muestreo para una determinada calidad del proceso. Las curvas mostradas son para el muestreo simple con
NC-ISO 2859-1: 2003 © NC
16
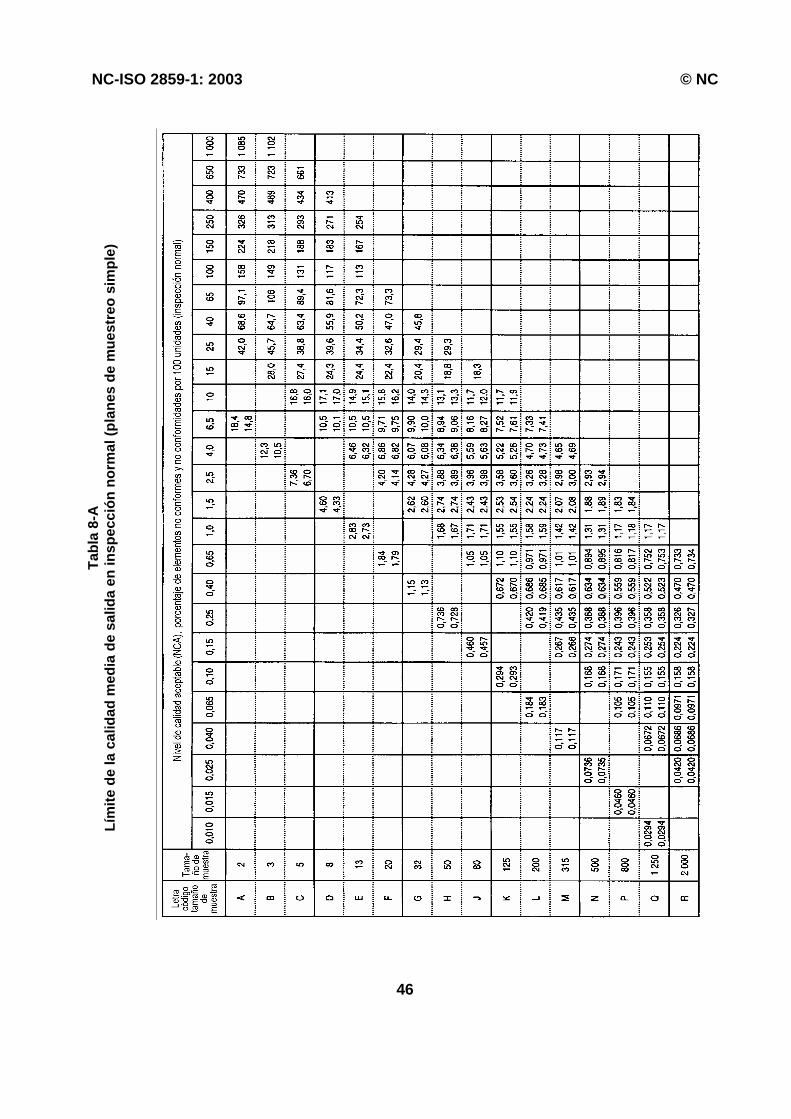
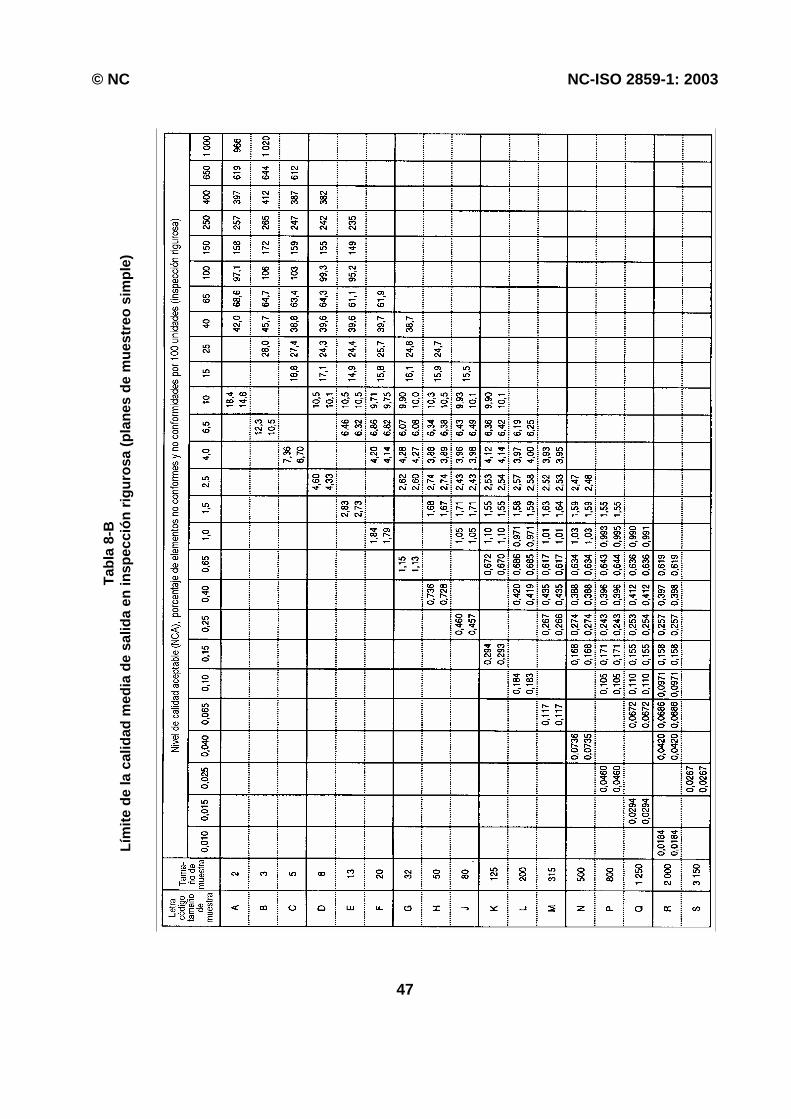
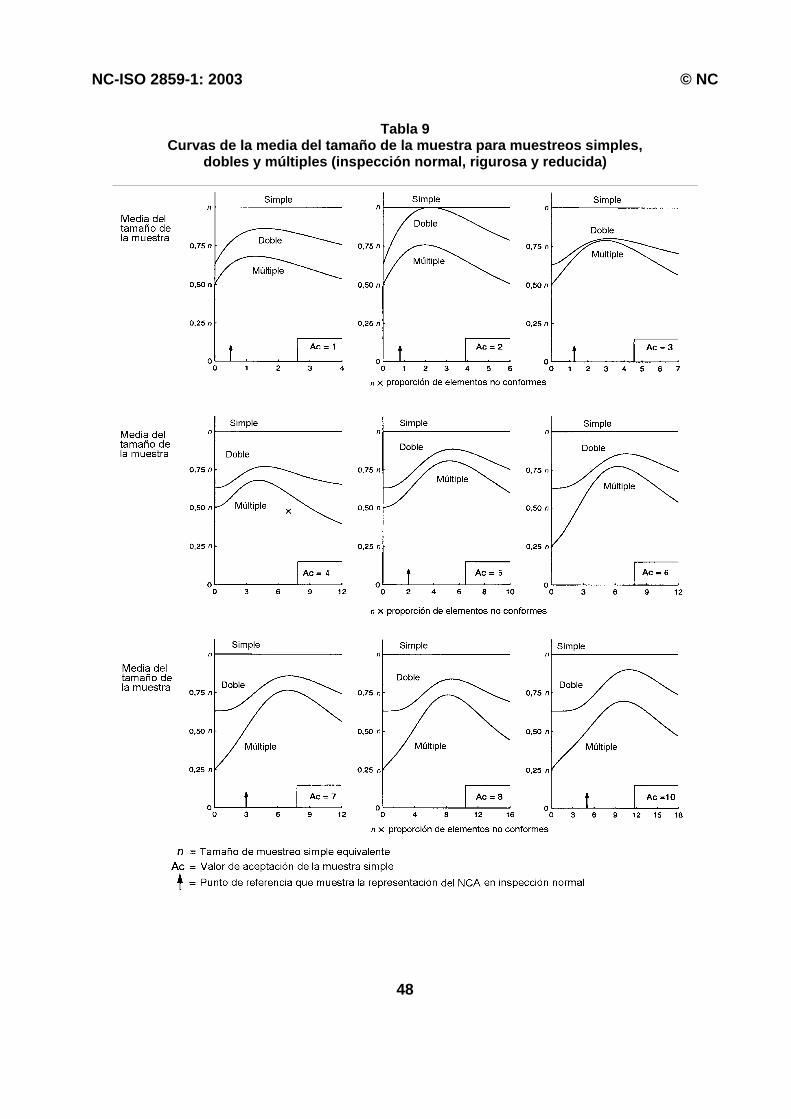
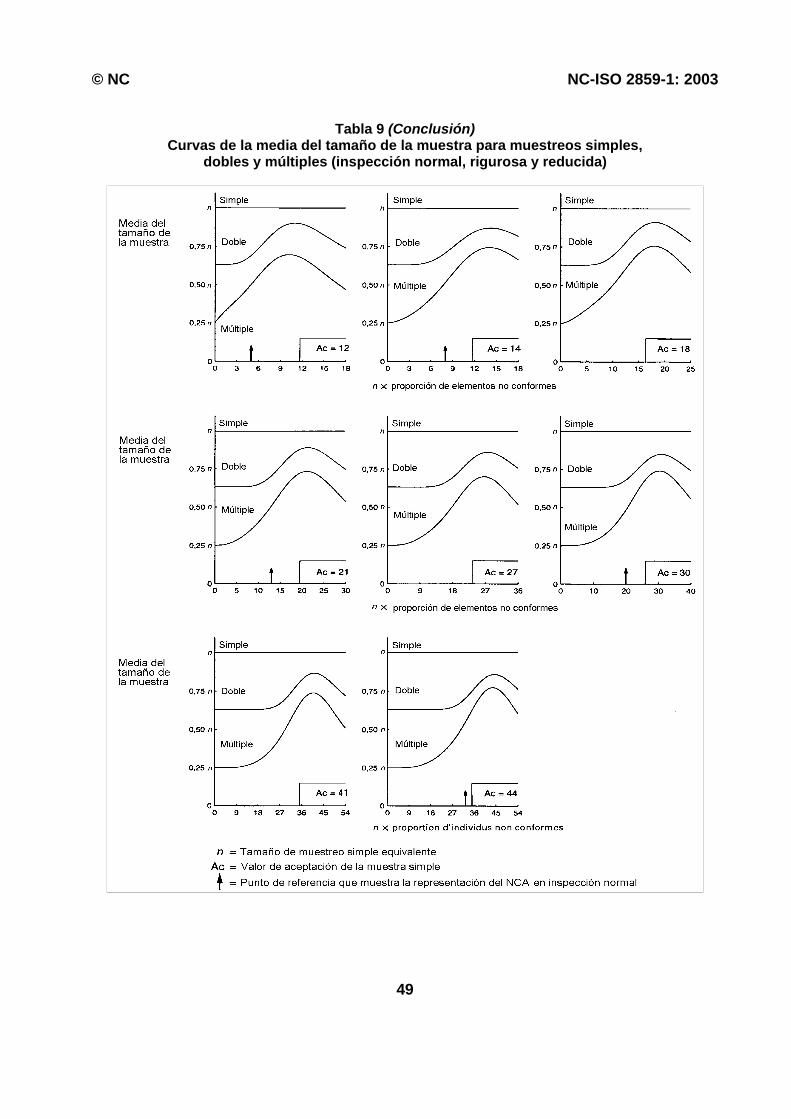
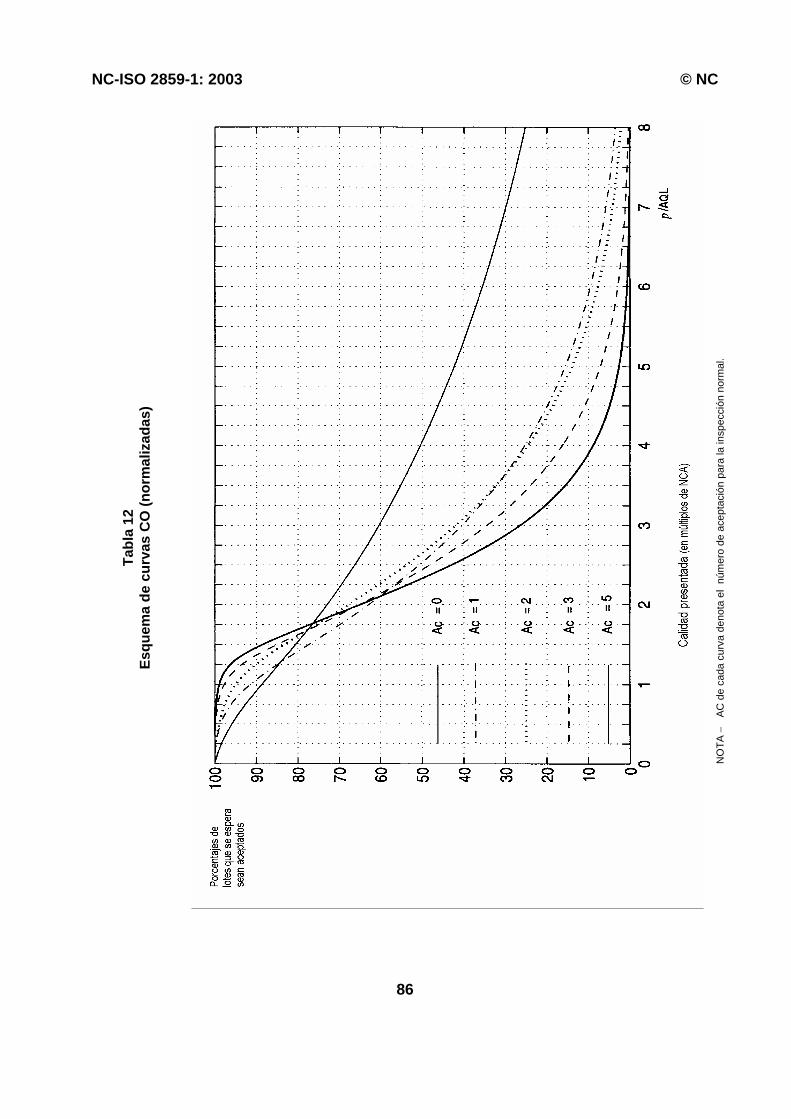
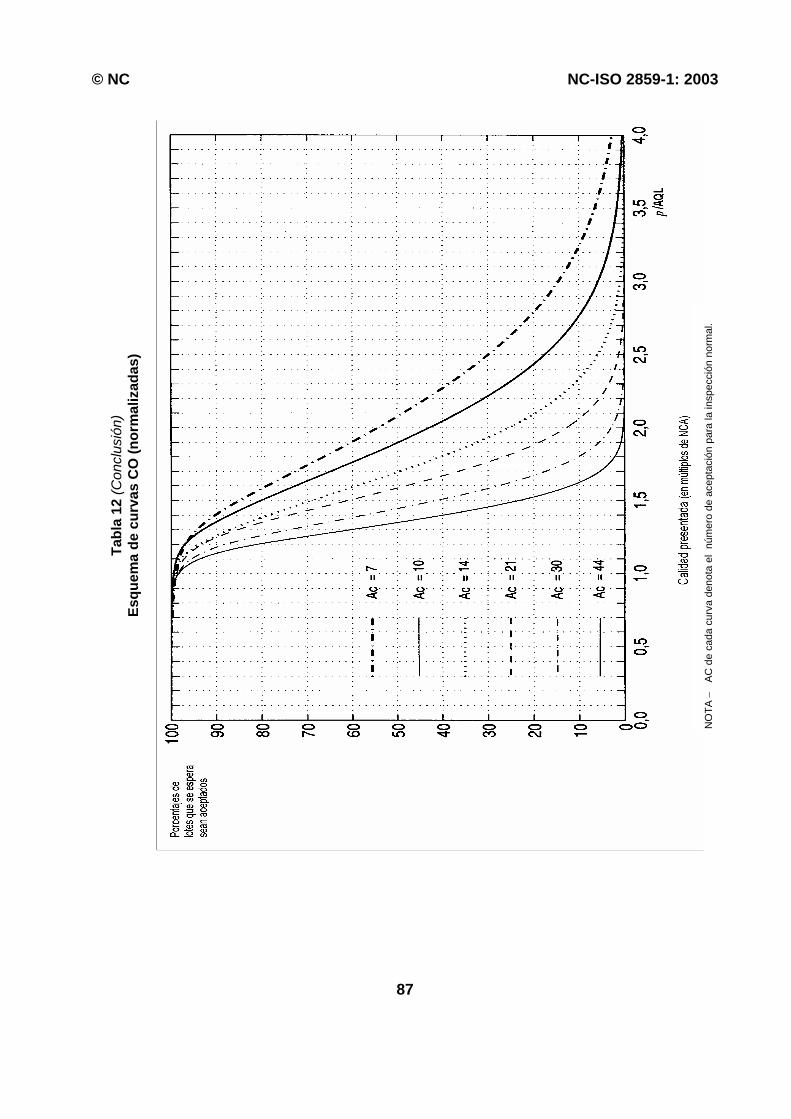
planes de número de aceptación entero; las curvas para el muestreo doble y múltiple se han inte-grado todo lo posible. Las curvas CO mostradas para los NCA mayores que 10 se aplican a la ins-pección de no conformidades por cada 100 elementos; las curvas de los NCA de 10 o menos se aplican a la inspección del por ciento de elementos no conformes. Para los NCA de 10 o menos, estas curvas CO se aplican también a la inspección para el número de no conformidades. Para cada una de las curvas mostradas, aparecen los valores tabulados correspondientes a valo-res seleccionados de probabilidades de aceptación. Además aparecen los que corresponden a la inspección rigurosa, así como al muestreo para determinar el número de no conformidades para los NCA con 10 o menos no conformidades por cada 100 elementos. Las curvas CO de esquema normalizado que aparecen en la tabla 12 indican el por ciento espera-do de lotes con diversos grados de calidad que se serán aceptados, teniendo en cuenta las reglas de cambio pero sin tener en cuenta los efectos de la regla para descontinuar la inspección. El eje de la abscisa es la relación entre la calidad del proceso y el NCA. Cada curva representa un núme-ro de aceptación para la inspección normal. 12.2 Promedio del proceso El promedio del proceso se puede estimar a través del por ciento promedio de no conformes o del número promedio de no conformidades por cada 100 elementos (cualquiera que se pueda aplicar) detectada en las muestras de producto suministradas por el proveedor para la inspección original, siempre que la inspección no haya sido interrumpida. Si se utiliza el muestreo doble o múltiple, so-lamente se incluirán en la estimación del promedio del proceso los resultados de la primera mues-tra. 12.3 Calidad media de salida (CMS) La calidad media de salida es la calidad promedio a largo plazo del producto terminado para un va-lor dado de la calidad del producto de entrada, incluyendo todos los lotes aceptados, más todos los lotes que nos son aceptados, una vez que éstos hayan sido objeto de una eficiente inspección al 100% y que todos los elementos no conformes hayan sido sustituidos por elementos conformes. 12.4 Límite de calidad media de salida (LCMS) El LCMS es el máximo grado de calidad de salida promedio de todos los grados de calidad posible que se presentan para un determinado plan de muestreo de aceptación. En la tabla 8-A aparecen valores aproximados de LCMS para cada uno de los planes de muestreo simple en la inspección normal y en la tabla 8-B para cada uno de los planes de muestreo simple en la inspección rigurosa. 12.5 Curvas de la media del tamaño de la muestra En la tabla 9 aparecen las curvas de la media del tamaño de la muestra para el muestro doble y múltiple, en comparación con el correspondiente plan de muestreo simple para cada número de aceptación. Estas curvas muestran las medias del tamaño de la muestra que se pueden esperar ocurran con los diversos planes de muestreo para determinados niveles de la calidad del proceso. Las curvas asumen que la inspección no se interrumpe (vea NC-ISO 3534 – 2: 2000, 2.5.7)
© NC NC-ISO 2859-1: 2003
17
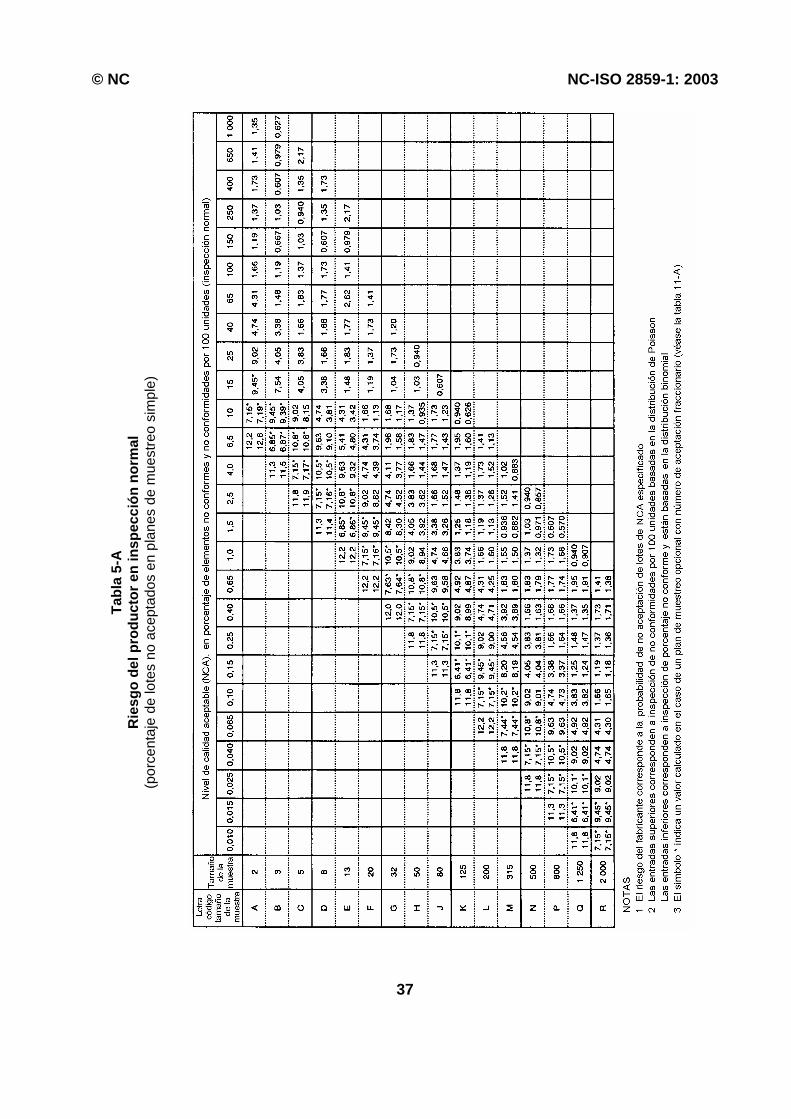
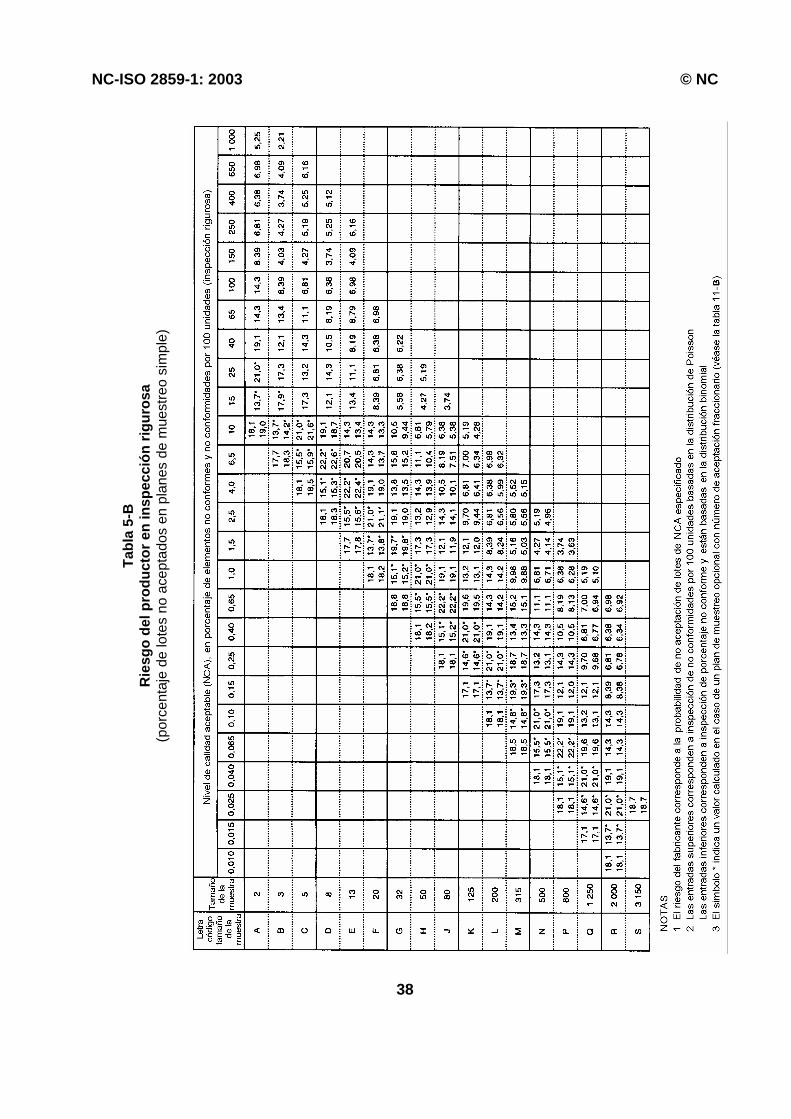
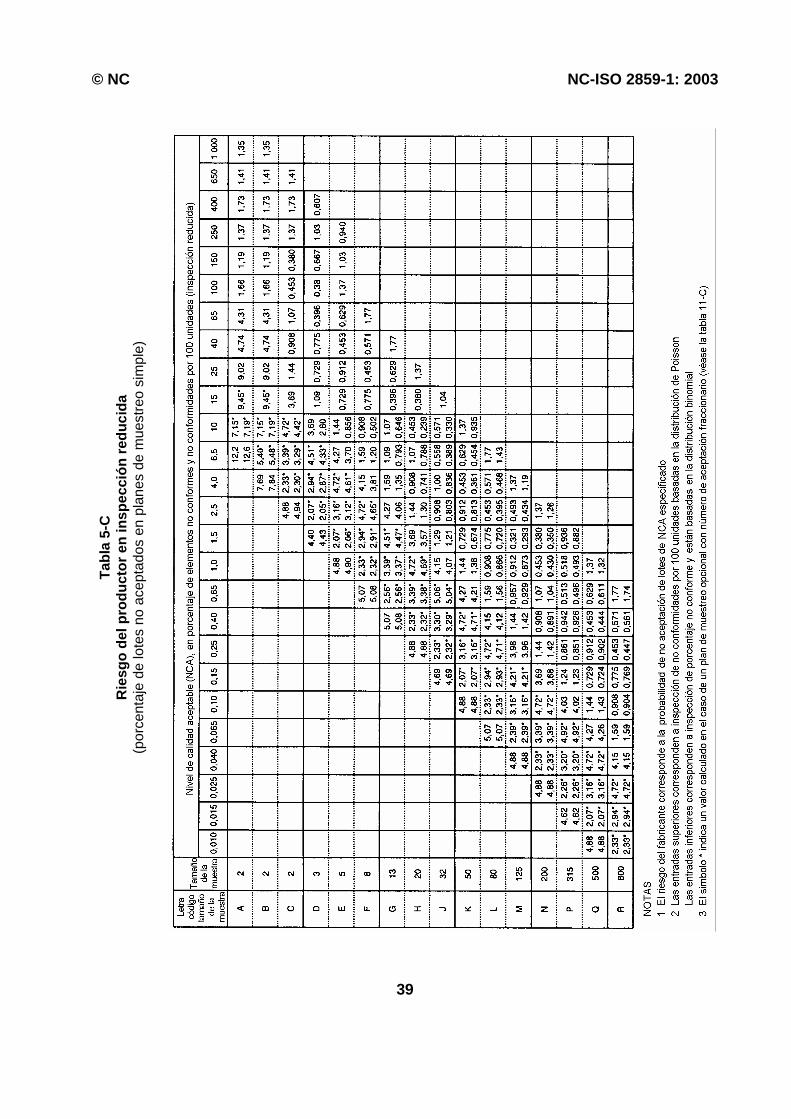
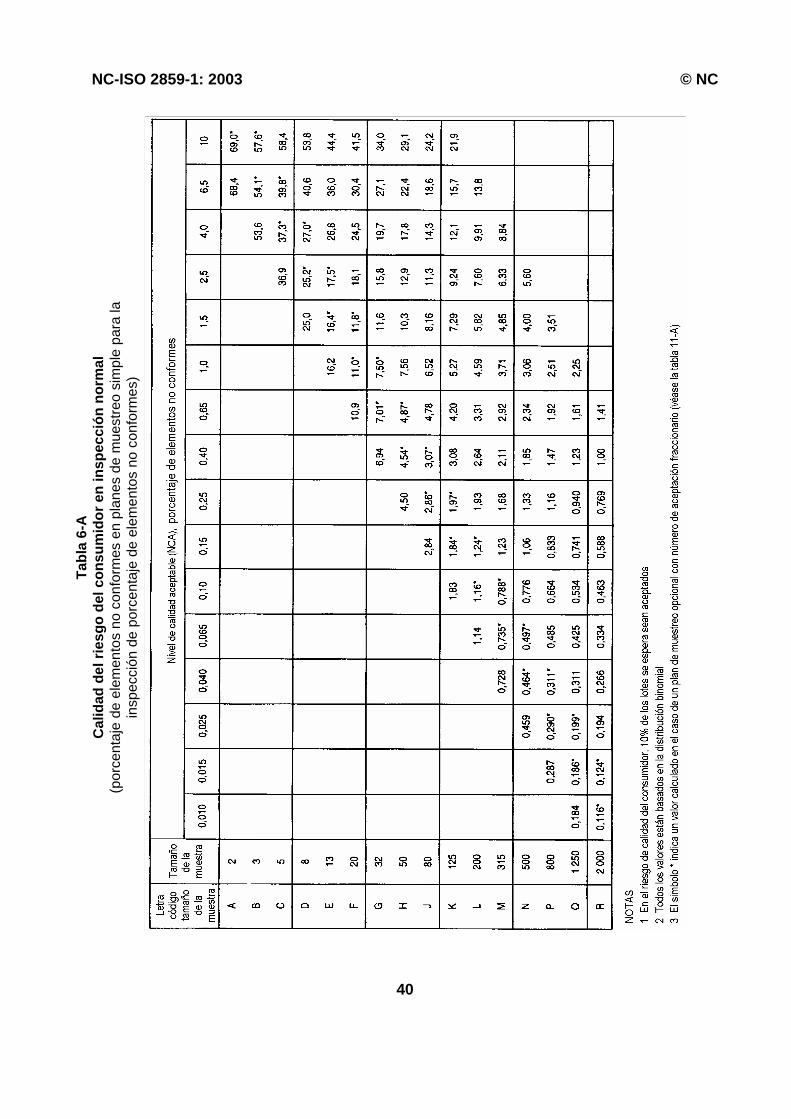
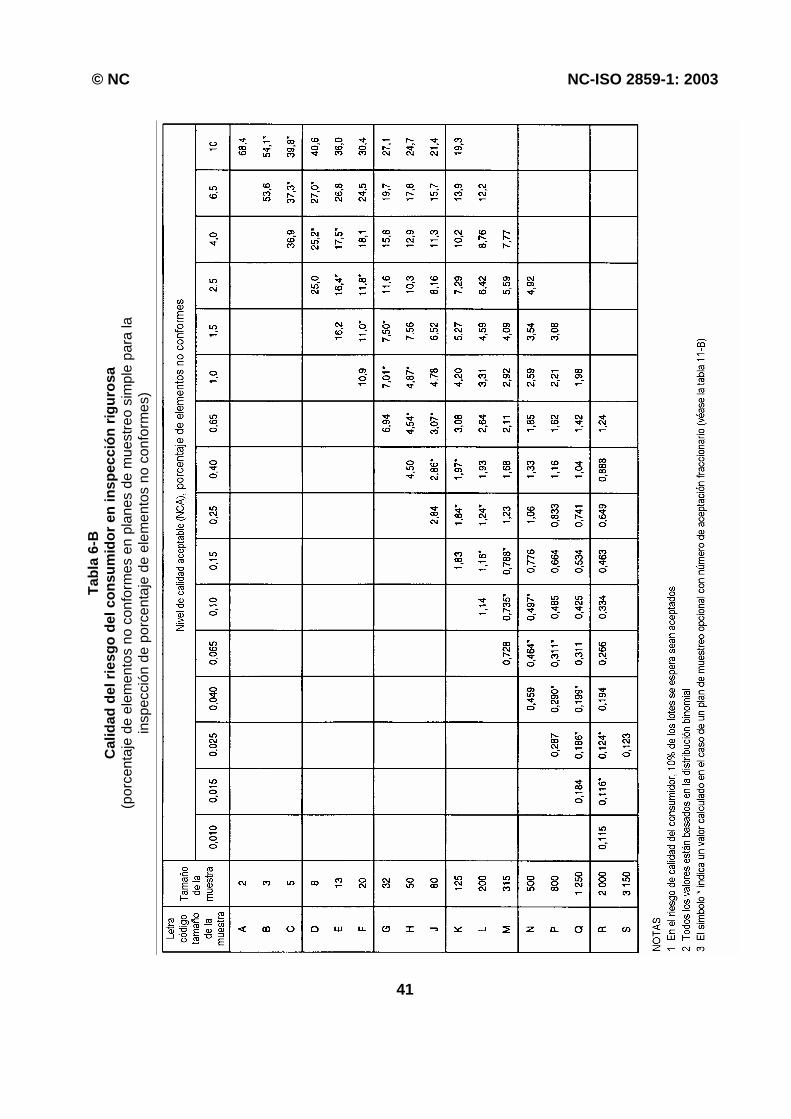
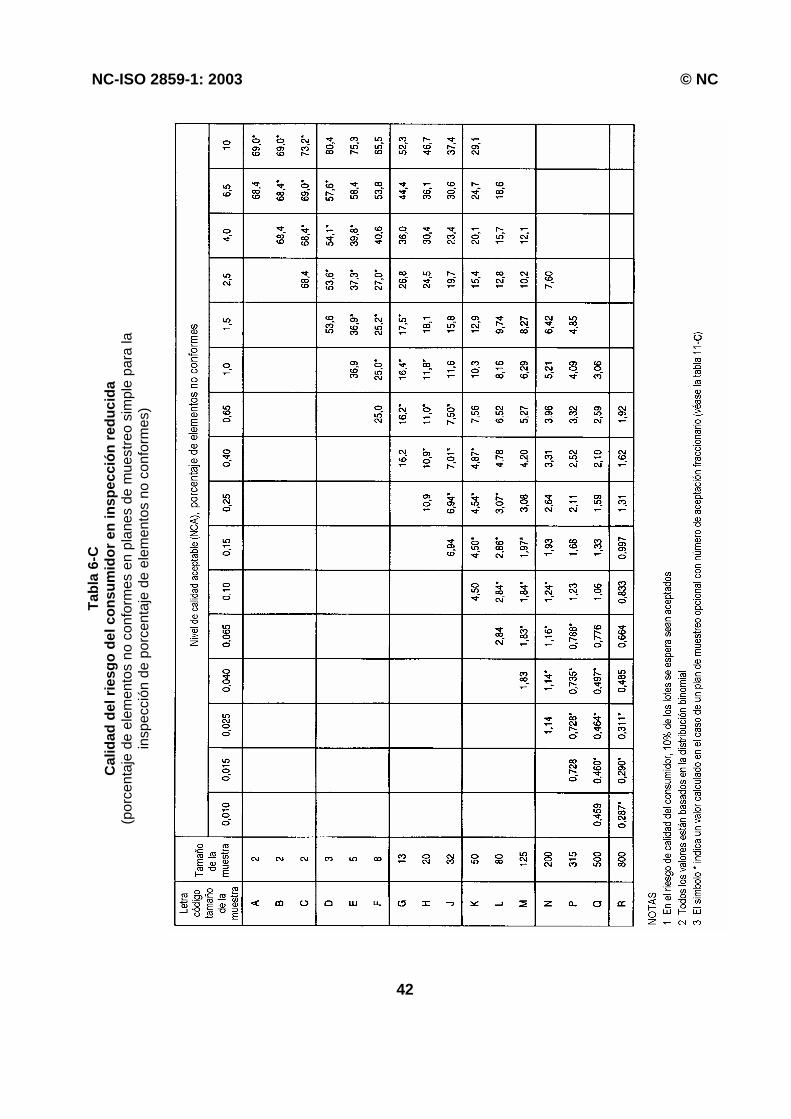
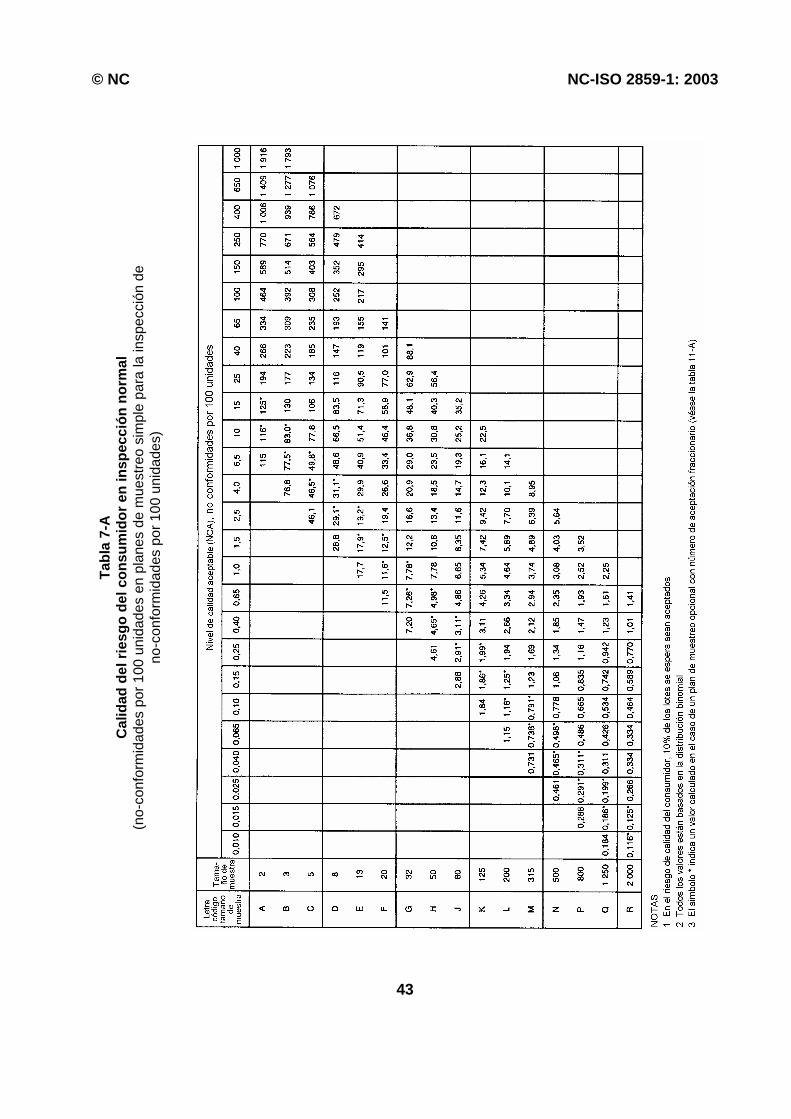
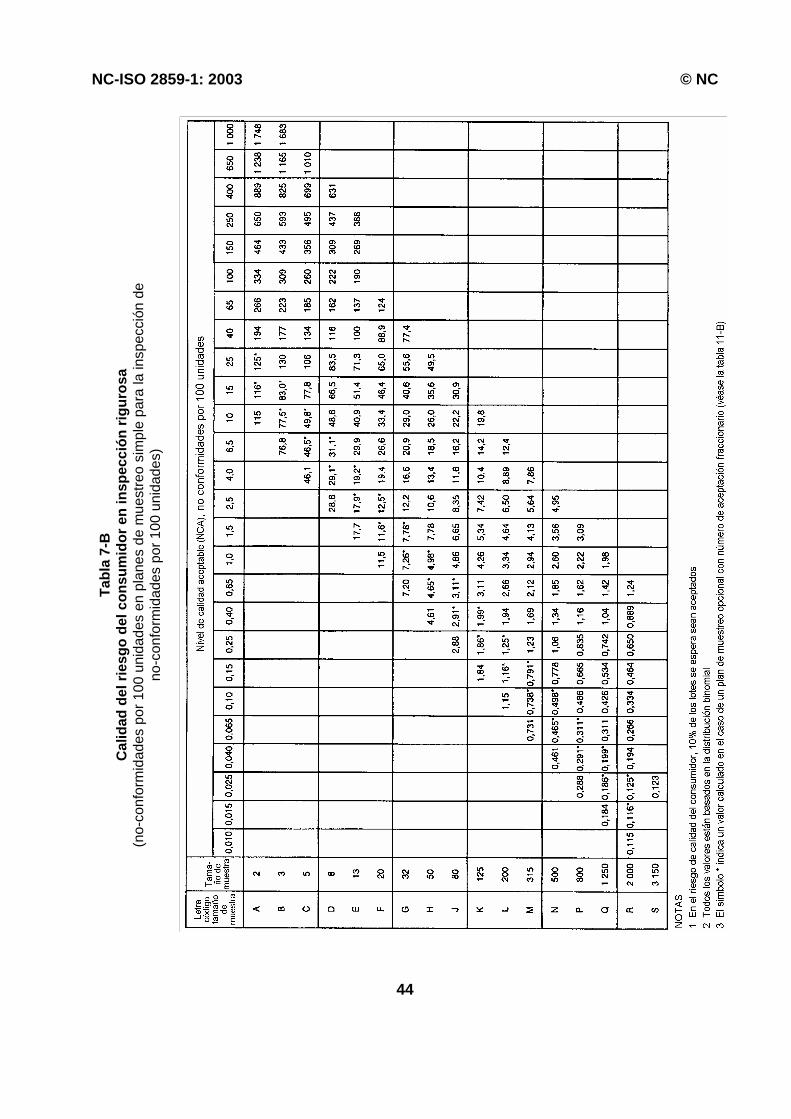
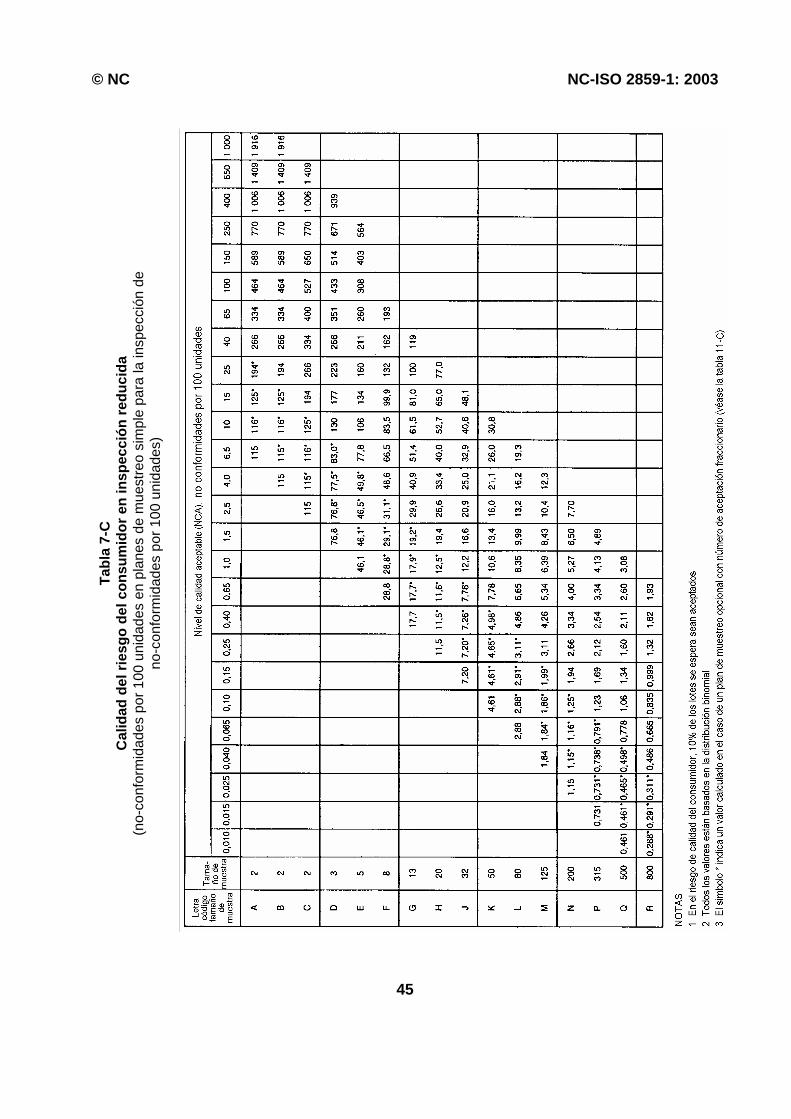
12.6 Riesgos del consumidor y del productor 12.6.1 Uso de planes individuales Esta Parte de la NC-ISO 2859 está destinada al uso como sistema que emplea la inspección rigu-rosa, normal y reducida en una serie sucesiva de lotes para garantizar la protección del consumi-dor y al mismo tiempo, que exista aceptación la mayor parte del tiempo si la calidad es superior al NCA. En ocasiones, de esta Parte de la NC-ISO 2859 se seleccionan planes individuales específicos que se emplean sin las reglas de cambio. Por ejemplo, un comprador que utilice los planes sólo para la verificación. Este no es el uso planificado del sistema ofrecido en esta Parte de la NC-ISO 2859, por lo que, de aplicarse así, no se debe llamar “inspección en conformidad con la NC-ISO 2859-1”.Si se utiliza de esta forma, esta Parte de la NC-ISO 2859 presenta simplemente un con-junto de planes individuales indexados a partir del NCA. Las curvas CO y otras medidas de un plan seleccionado por esta vía serán evaluados individualmente para definir un plan a partir de las ta-blas presentadas. 12.6.2 Tablas de la calidad del riesgo del consumidor Si la serie de lotes no es lo bastante grande para permitir el uso de las reglas de cambio, puede ser conveniente limitar la selección de planes de muestreo a los asociados a un valor designado de NCA que solo brindan a la calidad del riesgo del consumidor una protección de la calidad límite especificada. Se pueden seleccionar planes de muestreo con este propósito mediante la selección de una calidad del riesgo del consumidor (CRC) y un riesgo del consumidor que se asocie a ésta. En las tablas 6 y 7 aparecen valores de la calidad del riesgo del consumidor (CRC) para un riesgo del consumidor (probabilidad de aceptación del lote) de 10 %. La tabla 6 se aplica cuando se reali-za la inspección de elementos no conformes y la tabla 7 se aplica cuando se realiza para número de no conformidades. En el caso de lotes individuales con niveles de calidad menores o iguales que los valores tabulados de calidad del riesgo del consumidor, las probabilidades de aceptación del lote son iguales o menores que el 10 %. Cuando hay razones para buscar protección contra una calidad límite especificada en un lote, las tablas 6 y 7 pueden resultar útiles para fijar los ta-maños de muestra mínimos que se van a asociar con el NCA y el nivel de inspección especificado para la inspección de la serie de lotes. En la ISO 2859-2 aparecen detalles del procedimiento para seleccionar planes de muestreo para lotes aislados. EJEMPLO Supongamos que, para lotes individuales, es conveniente una calidad del riesgo del consumidor de 5 % de elementos no conformes con probabilidad de aceptación asociada de 10 %. Si se designa un NCA de 1 % de elementos no conformes para la inspección de la serie de lo-tes, la tabla 6-A indica que el tamaño mínimo de la muestra estará dado por la letra código de ta-maño de muestra L 12.6.3 Tablas de riesgo del productor En las tablas 5-A, 5-B y 5-C aparecen la probabilidad de rechazo para lotes de calidad NCA en las inspecciones normal, rigurosa y reducida, respectivamente. Esta probabilidad se denota como el riesgo del productor en 2.6.7 de la NC ISO 3534-2: 2000
NC-ISO 2859-1: 2003 © NC
18
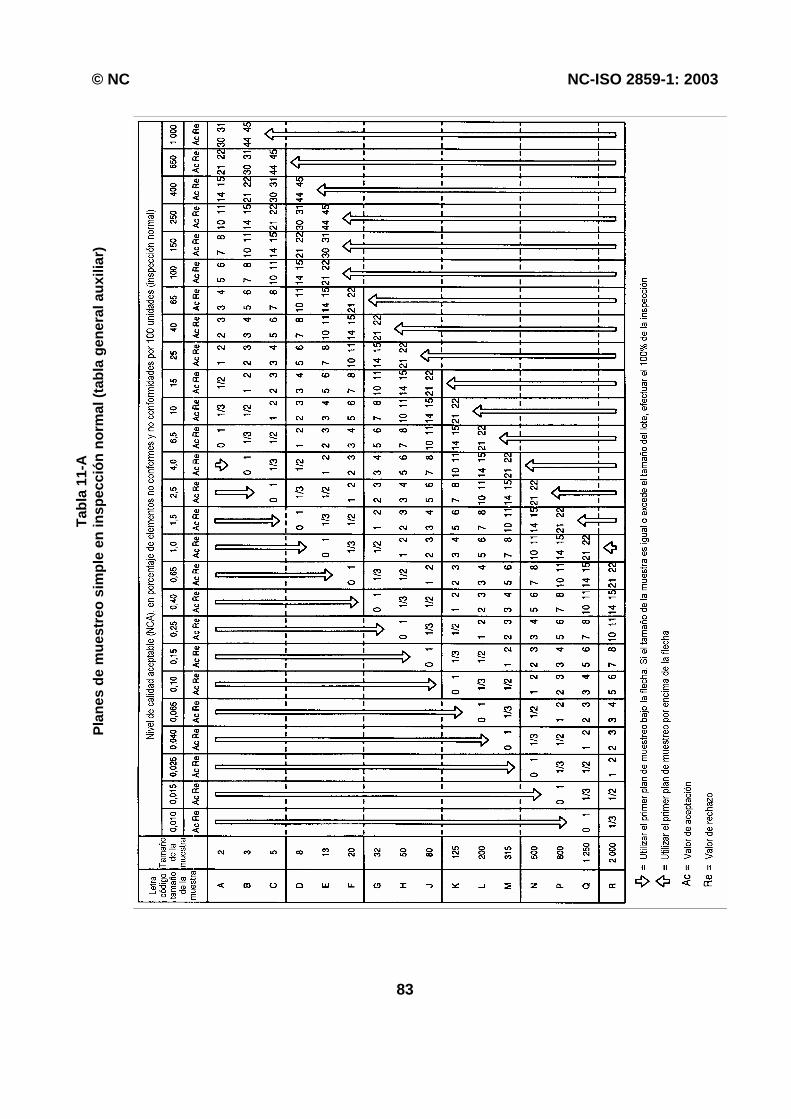
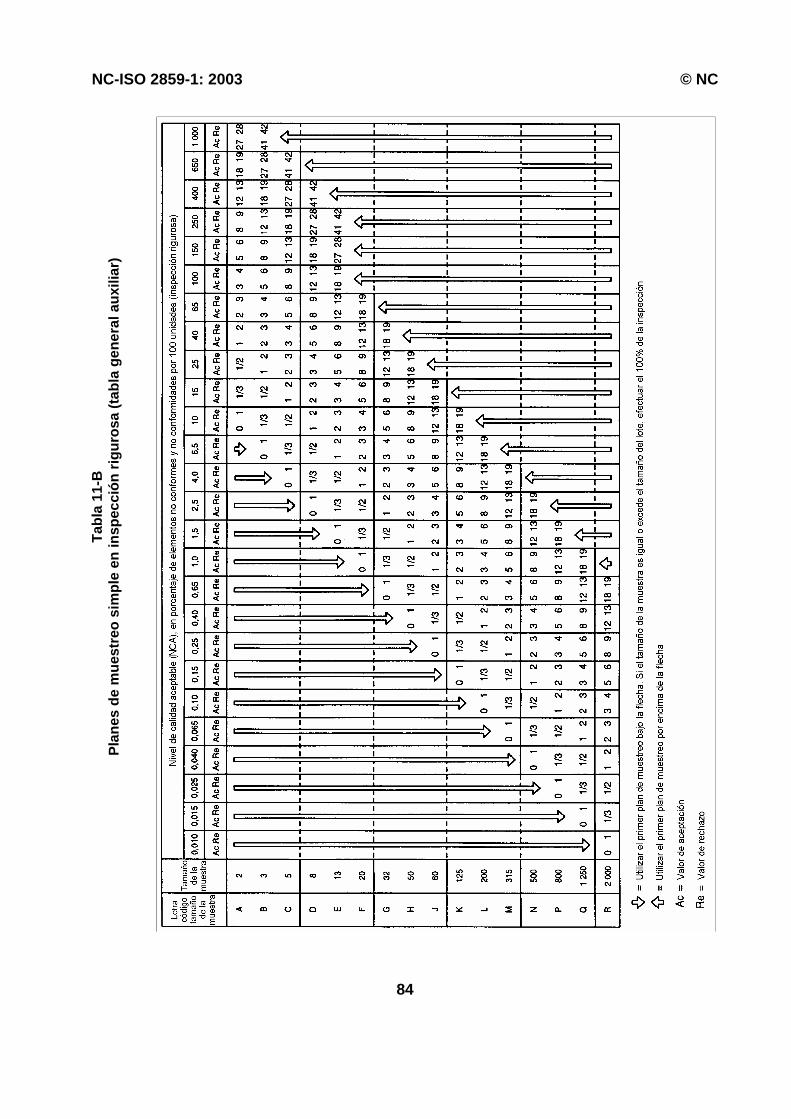
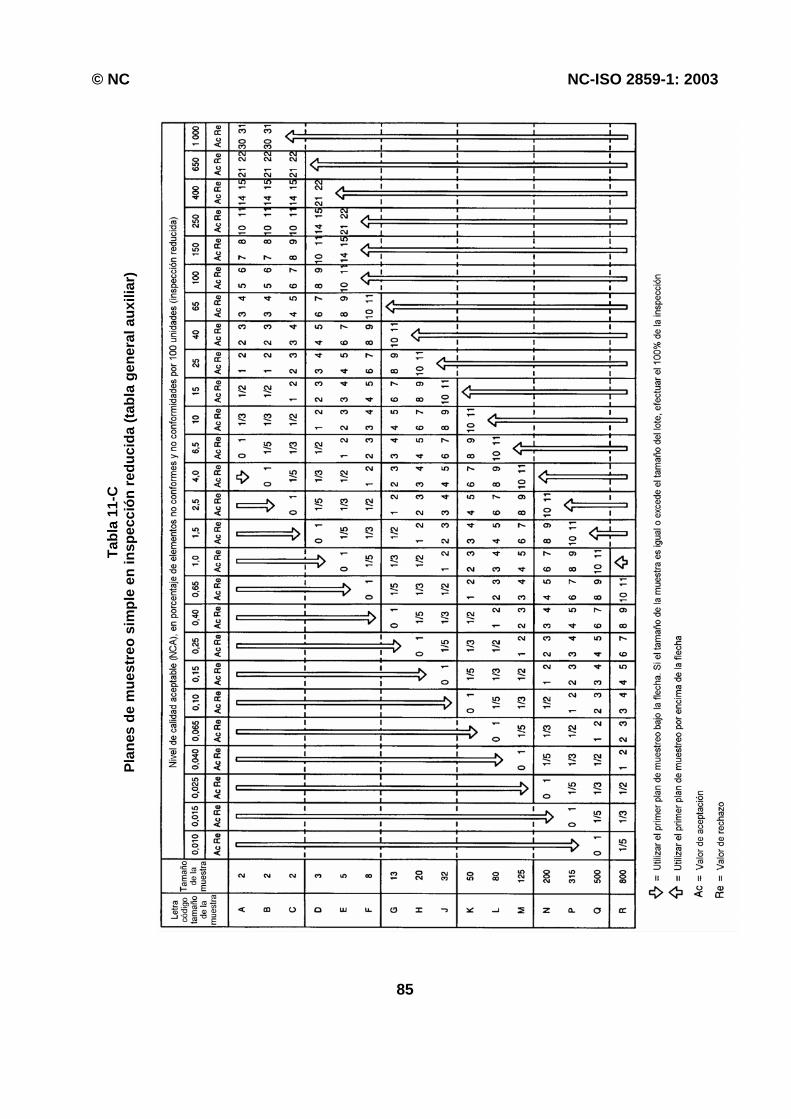
13 Planes de número de aceptación fraccionado para el muestreo simple (opcional) 13.1 Aplicación de los planes de número de aceptación fraccionado Esta cláusula especifica los procedimientos opcionales para los planes de muestreo de número de aceptación fraccionado. Los procedimientos opcionales se pueden utilizar con la aprobación de la autoridad responsable. A menos que se especifique de otra manera, se seguirán los procedimien-tos normalizados anteriormente. En las tablas 11-A, 11-B y 11-C aparecen los planes de número de aceptación fraccionado. En el caso de las inspecciones normal y rigurosa, se encuentran las fracciones y en vez de las dos flechas de las tablas 2-A y 2-B entre los planes para el número de aceptación 0 y número de acep-tación 1. En el caso de inspección reducida, se encuentran las fracciones , y en vez de las tres flechas de la tabla 2-C entre los planes para el número de aceptación 0 y número de acepta-ción 1. El uso de los planes de número de aceptación fraccionado no requiere cambios en las letras códi-gos de tamaño de la muestra ni en el tamaño de la muestra, siempre que la combinación de la le-tra código y el NCA traiga como resultado un plan entre los números de aceptación 0 y 1, según establece 10.3. 13.2 Determinación de la aceptabilidad 13.2.1 Inspección de elementos no conformes 13.2.1.1 Planes de muestreo constante Cuando el número de aceptación fraccionado permanece constante para todos los lotes, se apli-can las siguientes reglas:
a) Cuando no hay elementos no conformes en la muestra el lote se considerará aceptable b) Cuando hay dos o más elementos no conformes en la muestra, el lote se considerará no
aceptable c) Cuando sólo hay un elemento no conforme en la muestra del lote inspeccionado, este se
puede considerar aceptable si no se han detectado elementos no conformes en las mues-tras de un número suficiente de lotes precedentes.
Para un número de aceptación de se requiere uno de esos lotes. Para un número de acepta-ción de se requieren dos de ellos. Para un número de aceptación de se requieren cuatro de ellos. De lo contrario el lote inspeccionado se considerará no aceptable. Si el primer lote inspec-cionado tiene un elemento no conforme, ese lote no es aceptado 13.2.1.2 Planes de muestreo no constante Cuando el plan de muestreo no permanece constante para cada lote sucesivo debido a la diversi-dad de tamaño de los lotes, utilice un valor de aceptación, que es calculado de la forma siguiente: a) Al comenzar la inspección normal, rigurosa o reducida, reajuste el valor de aceptación a 0 b) Si el plan de muestreo obtenido indica un número de aceptación cero, el valor de aceptación
se mantendrá invariable
© NC NC-ISO 2859-1: 2003
19
si el número de aceptación dado es , sume 2 al valor de aceptación si el número de aceptación dado es , sume 3 al valor de aceptación si el número de aceptación dado es , sume 5 al valor de aceptación si el número de aceptación dado es 1 o más, sume 7 al valor de aceptación c) Cuando para los planes del número de aceptación fraccionado el valor de aceptación antes de
la inspección es 8 o menos, el lote se puede considerar aceptable sólo si no hay elementos no conformes en la muestra. Cuando para los planes del número de aceptación fraccionado el número de aceptación actualizado antes de la inspección es 9 o más, el lote se puede consi-derar aceptable sólo si hay cuanto más un elemento no conforme en la muestra. Cuando el número de aceptación es un entero, utilícelo para determinar la aceptabilidad (según 11.1.1 o 11.2).
d) Si se detectan en la muestra uno o más elementos no conformes, reajuste el valor de acepta-ción a 0 (es decir, tras tomar una decisión con respecto a la aceptabilidad del lote)
El número de aceptación se actualizará (sumará) una vez obtenido el plan de muestreo, pero antes de tomar una decisión sobre la aceptabilidad del lote. El número de aceptación se reajustará des-pués de tomada la decisión sobre la aceptabilidad. A la inversa, el valor de cambio (vea 9.3.3.2) se sumará o reajustará una vez decidida la aceptabilidad del lote. NOTA: Cuando un valor de aceptación es usado para el caso de planes de muestreo constan-
te, los resultados son los mismos como 13.2.1.1. 13.2.2 Inspección del número de no conformidades Para determinar la aceptabilidad de un lote en una inspección del número de no conformidades, se utilizará el procedimiento especificado para la inspección del por ciento de no conformidades (vea 13.2.1) con la excepción de que el término “no conformidades” será utilizado por el de “elementos no conformes”. 13.3 Reglas de cambio 13.3.1 De normal a rigurosa y de rigurosa a normal Estas reglas son las mismas que se indican en 9.3.1 y 9.3.2, respectivamente. 13.3.2 De normal a reducida A continuación aparece la regla para actualizar el valor de cambio (9.3.3.2) en el muestreo simple cuando se utiliza un número de aceptación fraccionado: a) cuando el número de aceptación dado es o , sume 2 al valor de cambio si el lote es
aceptado; de lo contrario, reajuste el valor de cambio a 0. b) cuando el número de aceptación es 0, sume 2 al valor cambio si no se detectan elementos
no conformes en la muestra; de lo contrario, reajuste el valor de cambio a 0. 13.3.3 De la inspección reducida a la normal e interrupción de la inspección Las reglas son las mismas que se indican en 9.3.4 y 9.4, respectivamente. NOTA: Los planes de muestreo de número de aceptación fraccionado no se aplican con el sis-
tema de muestreo de lotes salteados de la NC-ISO 2859-3
NC-ISO 2859-1: 2003 © NC
20
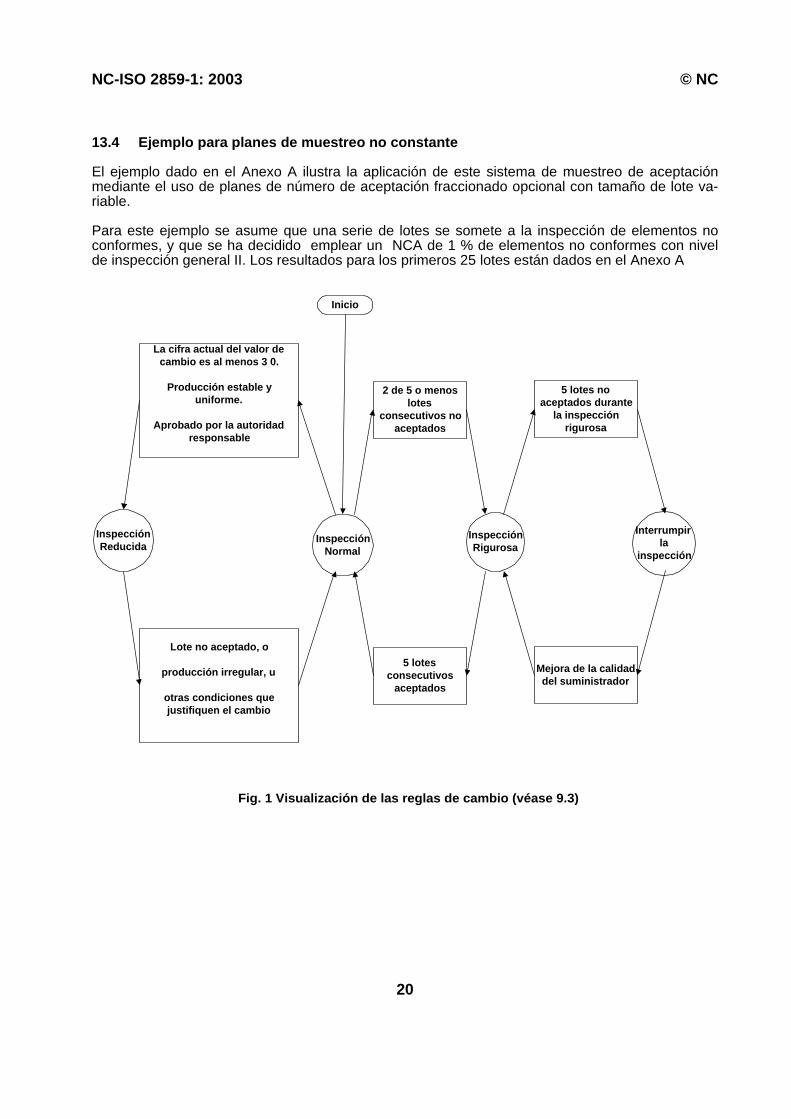
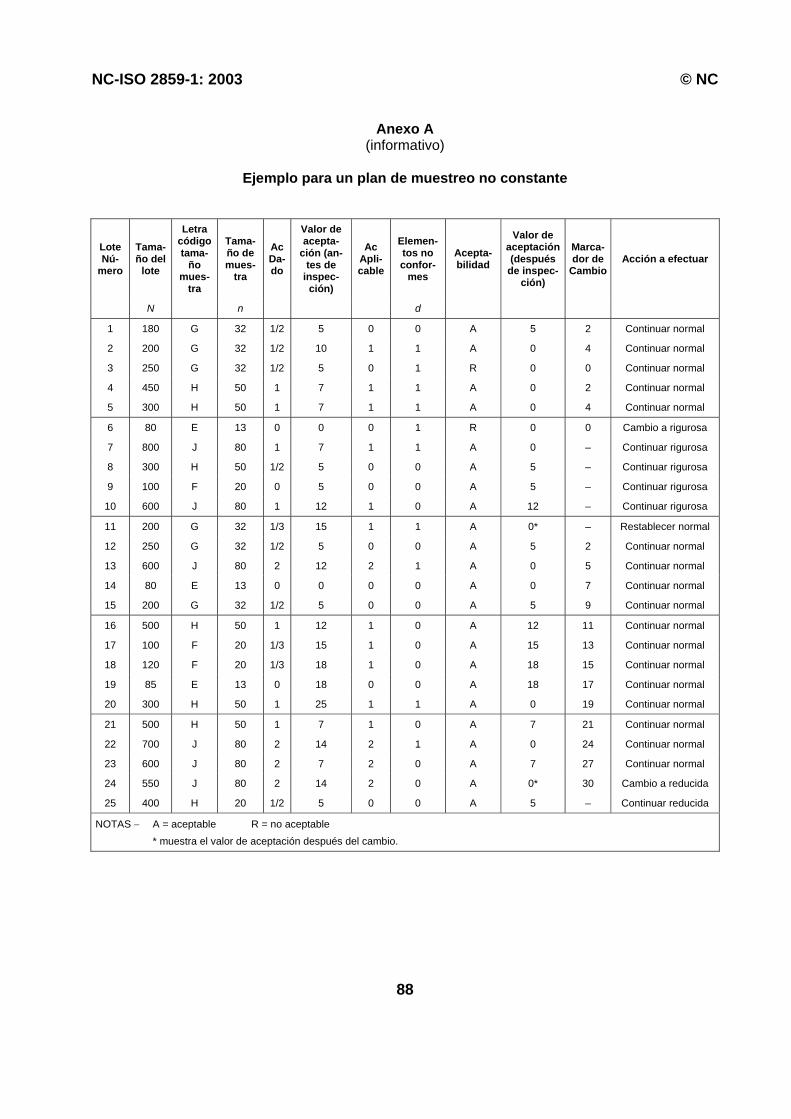
13.4 Ejemplo para planes de muestreo no constante El ejemplo dado en el Anexo A ilustra la aplicación de este sistema de muestreo de aceptación mediante el uso de planes de número de aceptación fraccionado opcional con tamaño de lote va-riable. Para este ejemplo se asume que una serie de lotes se somete a la inspección de elementos no conformes, y que se ha decidido emplear un NCA de 1 % de elementos no conformes con nivel de inspección general II. Los resultados para los primeros 25 lotes están dados en el Anexo A
Inicio
InspecciónReducida
2 de 5 o menoslotes
consecutivos noaceptados
5 lotes noaceptados durante
la inspecciónrigurosa
InspecciónNormal
Interrumpirla
inspección
InspecciónRigurosa
La cifra actual del valor decambio es al menos 3 0.
Producción estable yuniforme.
Aprobado por la autoridadresponsable
Lote no aceptado, o
producción irregular, u
otras condiciones quejustifiquen el cambio
5 lotesconsecutivos
aceptados
Mejora de la calidaddel suministrador
Fig. 1 Visualización de las reglas de cambio (véase 9.3)
© NC NC-ISO 2859-1: 2003
21
Tabl
a 1
Letr
as c
ódig
o de
l tam
año
de m
uest
ra (v
éans
e ap
arta
dos
10.1
y 1
0.2)
NC-ISO 2859-1: 2003 © NC
22
Tabl
a 2-
A
Plan
es d
e m
uest
reo
sim
ple
en in
spec
ción
nor
mal
(tab
la g
ener
al)
© NC NC-ISO 2859-1: 2003
23
Tabl
a 2-
B
Plan
es d
e m
uest
reo
sim
ple
en in
spec
ción
rigu
rosa
(tab
la g
ener
al)
NC-ISO 2859-1: 2003 © NC
24
Tabl
a 2-
C
Plan
es d
e m
uest
reo
sim
ple
en in
spec
ción
redu
cida
(tab
la g
ener
al)
© NC NC-ISO 2859-1: 2003
25
Tabl
a 3-
A
Plan
es d
e m
uest
reo
dobl
e en
insp
ecci
ón n
orm
al (t
abla
gen
eral
)
NC-ISO 2859-1: 2003 © NC
26
Tabl
a 3-
B
Plan
es d
e m
uest
reo
dobl
e en
insp
ecci
ón ri
guro
sa (t
abla
gen
eral
)
© NC NC-ISO 2859-1: 2003
27
Tabl
a 3-
C
Plan
es d
e m
uest
reo
dobl
e en
insp
ecci
ón re
duci
da (t
abla
gen
eral
)
NC-ISO 2859-1: 2003 © NC
28
Tabl
a 4-
A
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón n
orm
al (t
abla
gen
eral
)
© NC NC-ISO 2859-1: 2003
29
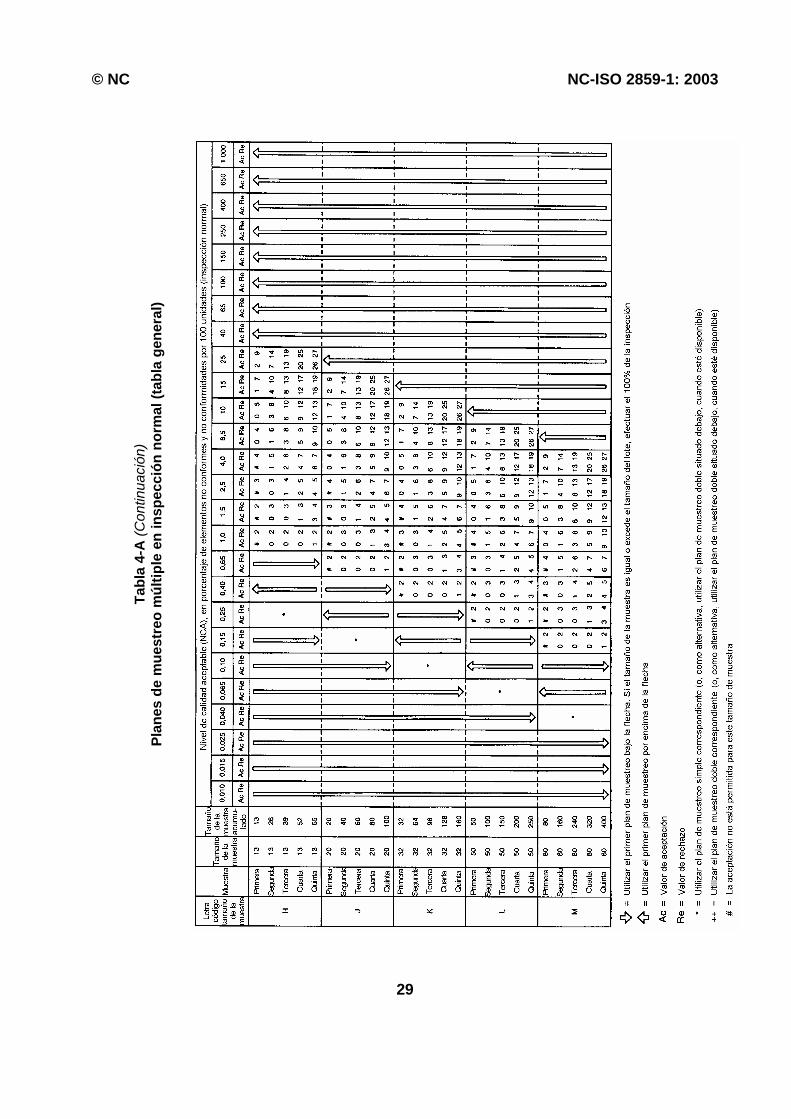
Tabl
a 4-
A (C
ontin
uaci
ón)
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón n
orm
al (t
abla
gen
eral
)
NC-ISO 2859-1: 2003 © NC
30
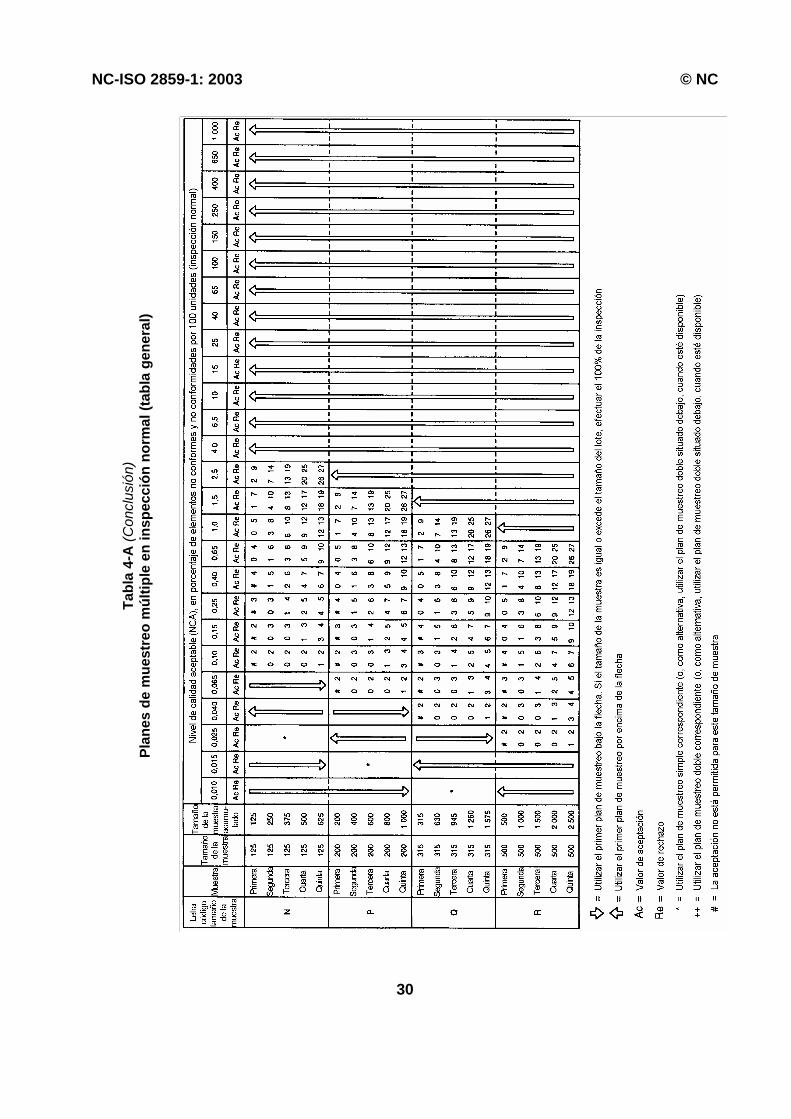
Tabl
a 4-
A (C
oncl
usió
n)
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón n
orm
al (t
abla
gen
eral
)
© NC NC-ISO 2859-1: 2003
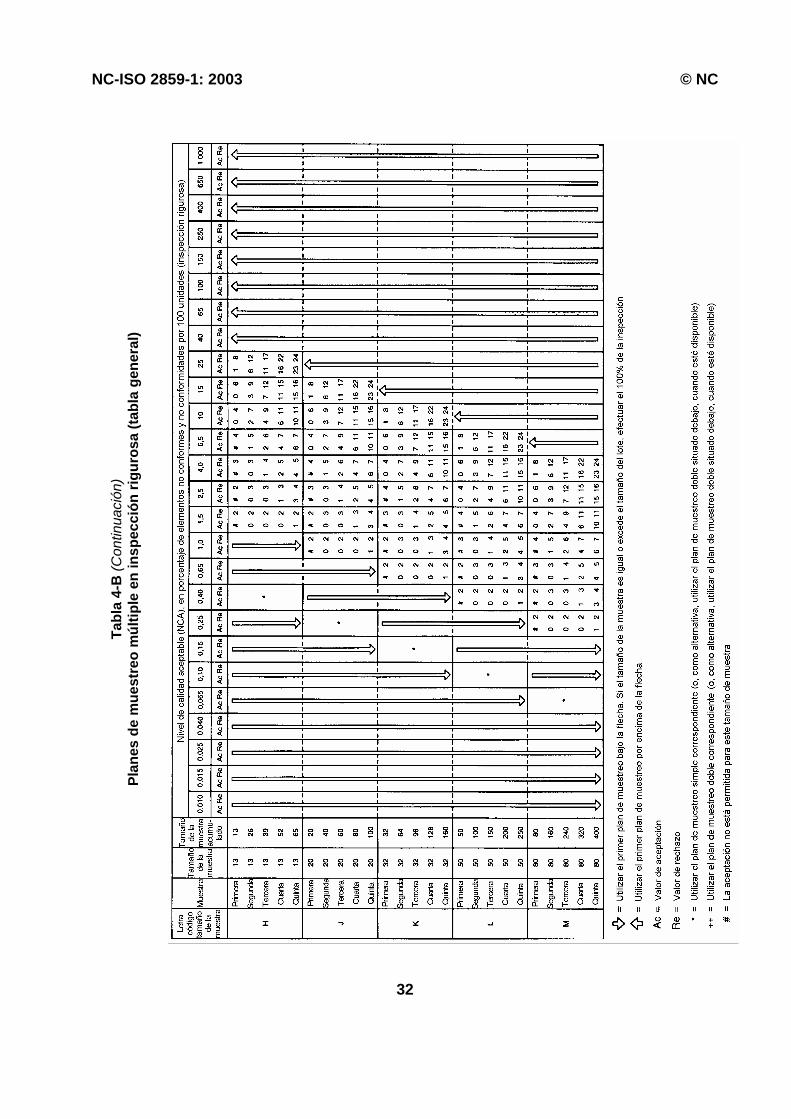
31
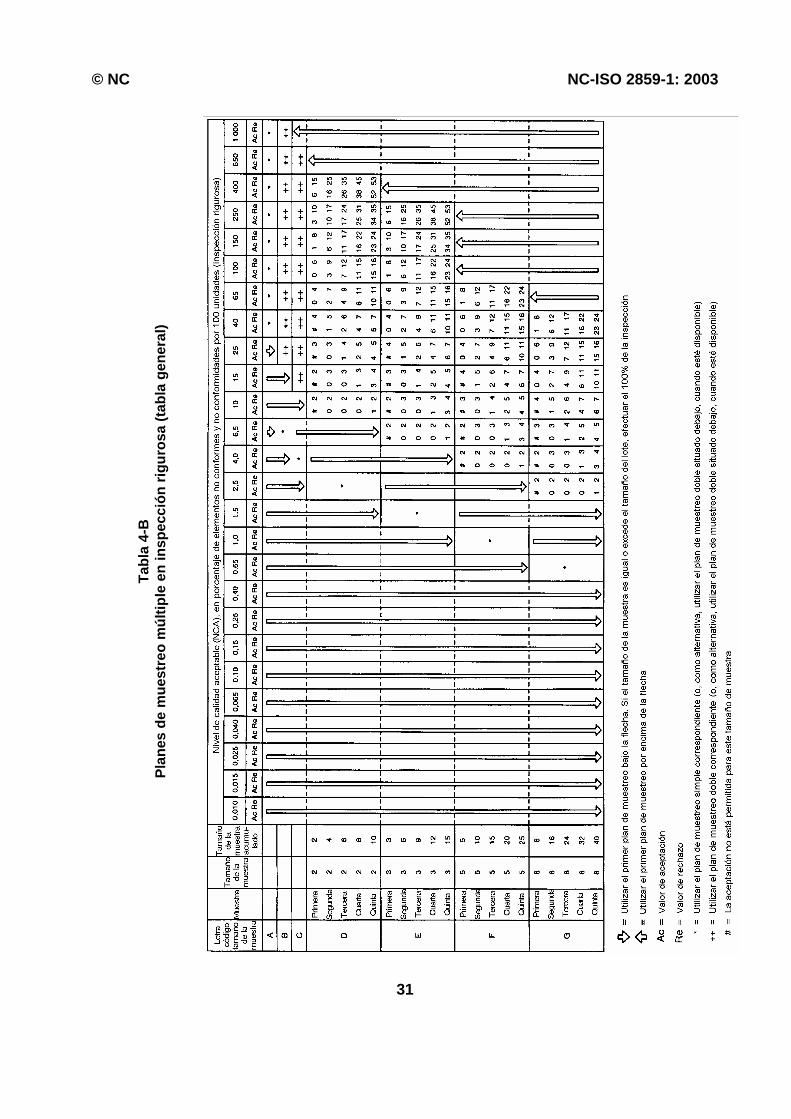
Tabl
a 4-
B
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón ri
guro
sa (t
abla
gen
eral
)
NC-ISO 2859-1: 2003 © NC
32
Tabl
a 4-
B (C
ontin
uaci
ón)
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón ri
guro
sa (t
abla
gen
eral
)
© NC NC-ISO 2859-1: 2003
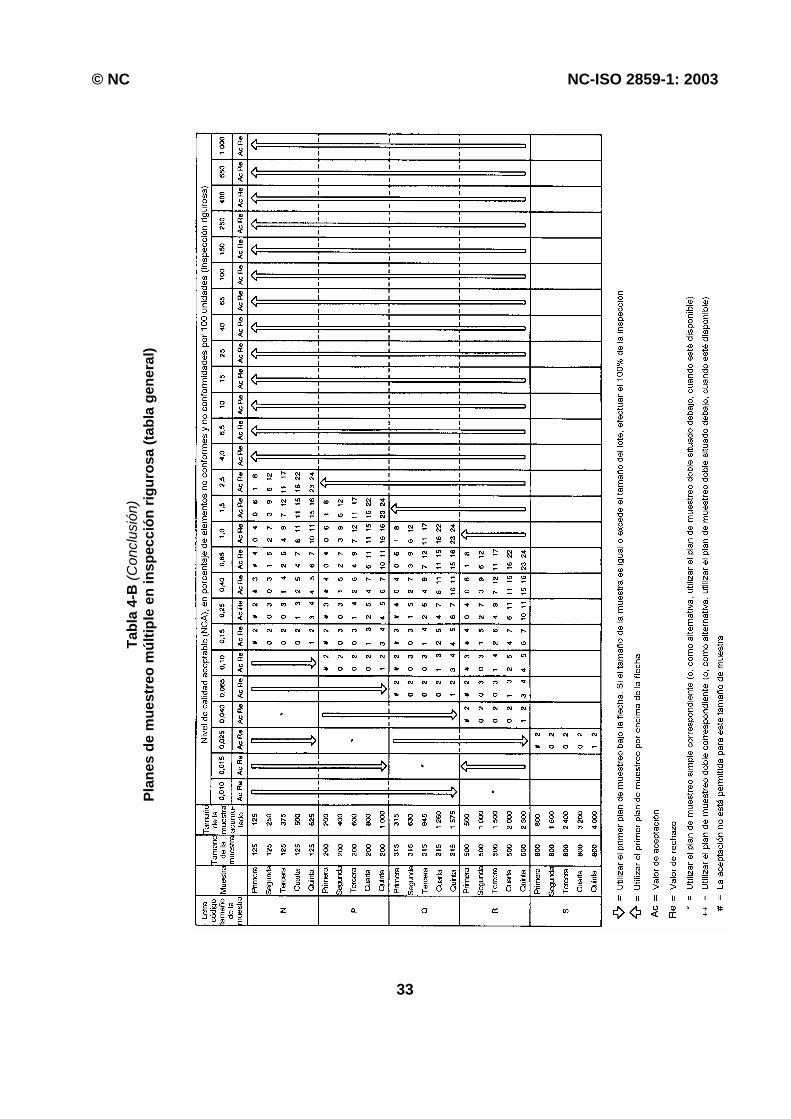
33
Tabl
a 4-
B (C
oncl
usió
n)
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón ri
guro
sa (t
abla
gen
eral
)
NC-ISO 2859-1: 2003 © NC
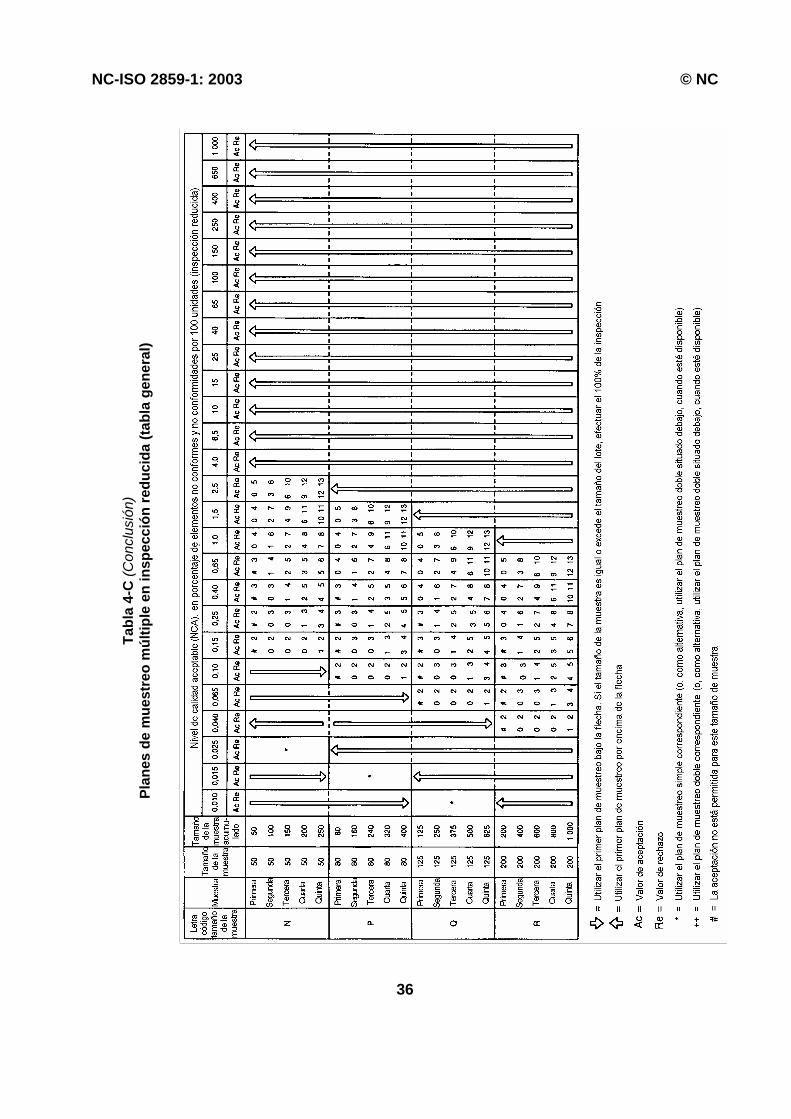
34
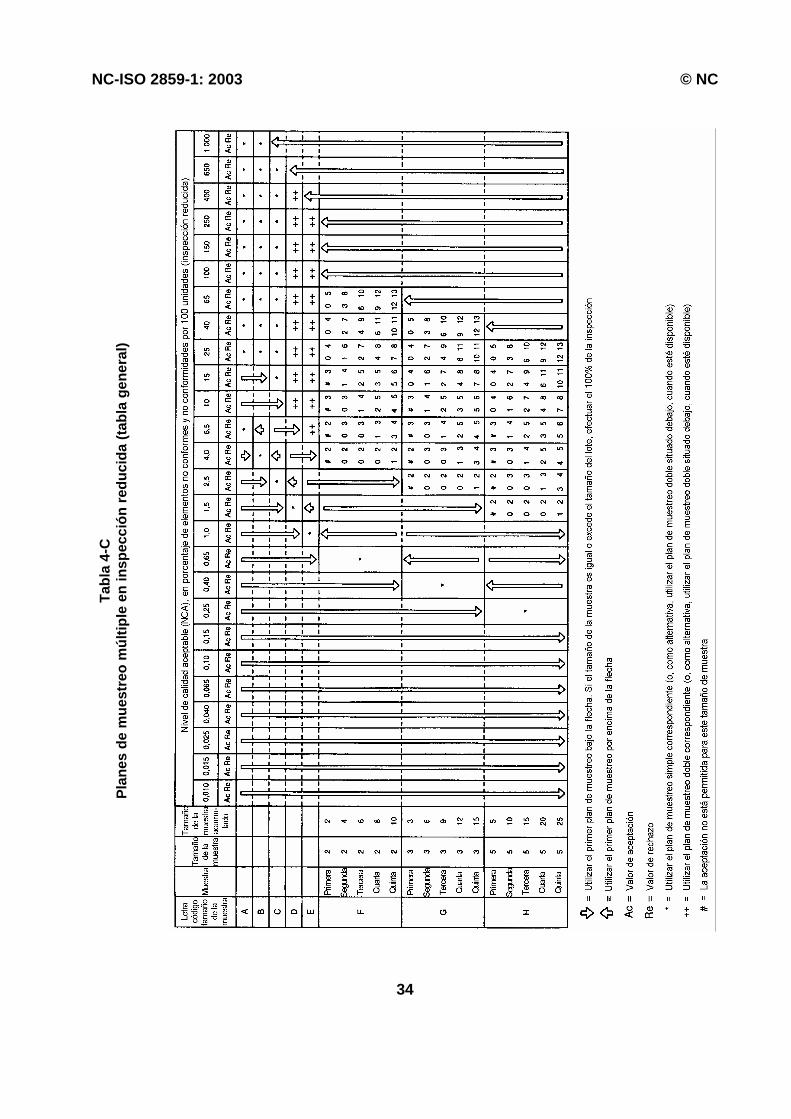
Tabl
a 4-
C
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón re
duci
da (t
abla
gen
eral
)
© NC NC-ISO 2859-1: 2003
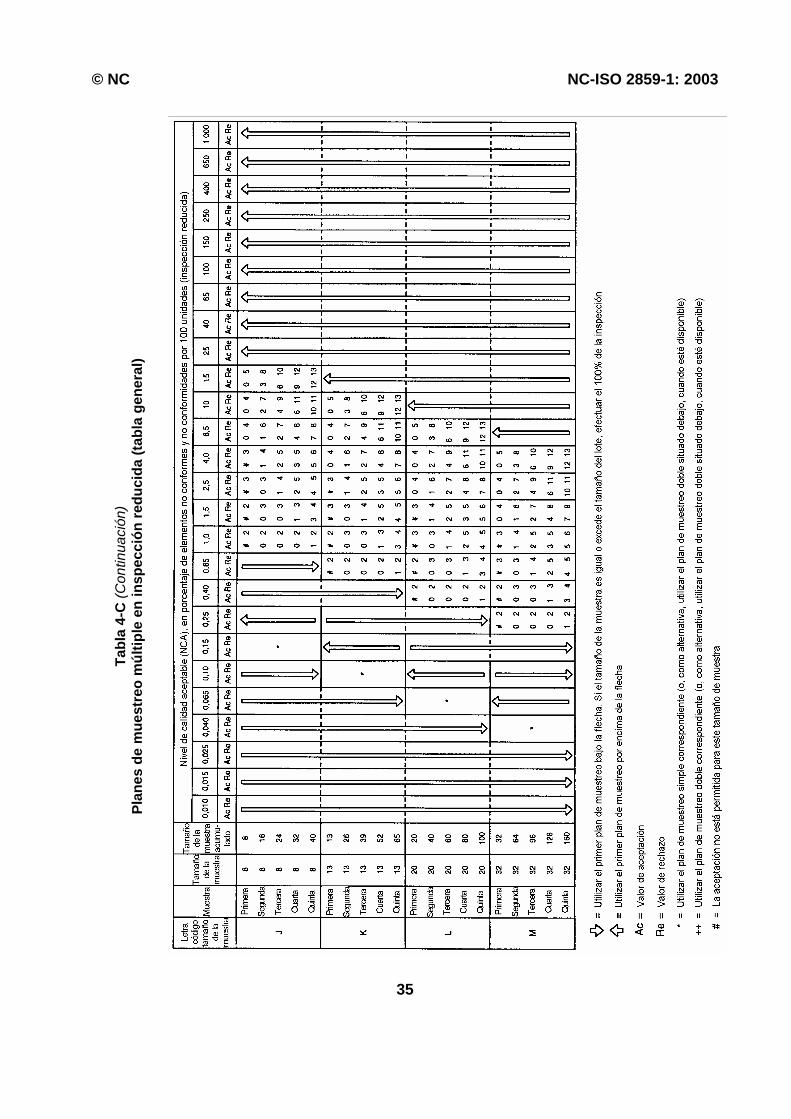
35
Tabl
a 4-
C (C
ontin
uaci
ón)
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón re
duci
da (t
abla
gen
eral
)
NC-ISO 2859-1: 2003 © NC
36
Tabl
a 4-
C (C
oncl
usió
n)
Plan
es d
e m
uest
reo
múl
tiple
en
insp
ecci
ón re
duci
da (t
abla
gen
eral
)
© NC NC-ISO 2859-1: 2003
37
Tabl
a 5-
A
Rie
sgo
del p
rodu
ctor
en
insp
ecci
ón n
orm
al
(por
cent
aje
de lo
tes
no a
cept
ados
en
plan
es d
e m
uest
reo
sim
ple)
NC-ISO 2859-1: 2003 © NC
38
Tabl
a 5-
B
Rie
sgo
del p
rodu
ctor
en
insp
ecci
ón ri
guro
sa
(por
cent
aje
de lo
tes
no a
cept
ados
en
plan
es d
e m
uest
reo
sim
ple)
© NC NC-ISO 2859-1: 2003
39
Tabl
a 5-
C
Rie
sgo
del p
rodu
ctor
en
insp
ecci
ón re
duci
da
(por
cent
aje
de lo
tes
no a
cept
ados
en
plan
es d
e m
uest
reo
sim
ple)
NC-ISO 2859-1: 2003 © NC
40
Tabl
a 6-
A
Cal
idad
del
ries
go d
el c
onsu
mid
or e
n in
spec
ción
nor
mal
(p
orce
ntaj
e de
ele
men
tos
no c
onfo
rmes
en
plan
es d
e m
uest
reo
sim
ple
para
la
insp
ecci
ón d
e po
rcen
taje
de
elem
ento
s no
con
form
es)
© NC NC-ISO 2859-1: 2003
41
Tabl
a 6-
B
Cal
idad
del
ries
go d
el c
onsu
mid
or e
n in
spec
ción
rigu
rosa
(p
orce
ntaj
e de
ele
men
tos
no c
onfo
rmes
en
plan
es d
e m
uest
reo
sim
ple
para
la
insp
ecci
ón d
e po
rcen
taje
de
elem
ento
s no
con
form
es)
iió
dj
dl
f)
NC-ISO 2859-1: 2003 © NC
42
Tabl
a 6-
C
Cal
idad
del
ries
go d
el c
onsu
mid
or e
n in
spec
ción
redu
cida
(p
orce
ntaj
e de
ele
men
tos
no c
onfo
rmes
en
plan
es d
e m
uest
reo
sim
ple
para
la
insp
ecci
ón d
e po
rcen
taje
de
elem
ento
s no
con
form
es)
© NC NC-ISO 2859-1: 2003
43
Tabl
a 7-
A
Cal
idad
del
ries
go d
el c
onsu
mid
or e
n in
spec
ción
nor
mal
(n
o-co
nfor
mid
ades
por
100
uni
dade
s en
pla
nes
de m
uest
reo
sim
ple
para
la in
spec
ción
de
no-c
onfo
rmid
ades
por
100
uni
dade
s)
NC-ISO 2859-1: 2003 © NC
44
Tabl
a 7-
B
Cal
idad
del
ries
go d
el c
onsu
mid
or e
n in
spec
ción
rigu
rosa
(n
o-co
nfor
mid
ades
por
100
uni
dade
s en
pla
nes
de m
uest
reo
sim
ple
para
la in
spec
ción
de
no-c
onfo
rmid
ades
por
100
uni
dade
s)
© NC NC-ISO 2859-1: 2003
45
Tabl
a 7-
C
Cal
idad
del
ries
go d
el c
onsu
mid
or e
n in
spec
ción
redu
cida
(n
o-co
nfor
mid
ades
por
100
uni
dade
s en
pla
nes
de m
uest
reo
sim
ple
para
la in
spec
ción
de
no-c
onfo
rmid
ades
por
100
uni
dade
s)
NC-ISO 2859-1: 2003 © NC
46
Tabl
a 8-
A
Lím
ite d
e la
cal
idad
med
ia d
e sa
lida
en in
spec
ción
nor
mal
(pla
nes
de m
uest
reo
sim
ple)
© NC NC-ISO 2859-1: 2003
47
Tabl
a 8-
B
Lím
ite d
e la
cal
idad
med
ia d
e sa
lida
en in
spec
ción
rigu
rosa
(pla
nes
de m
uest
reo
sim
ple)
NC-ISO 2859-1: 2003 © NC
48
Tabla 9 Curvas de la media del tamaño de la muestra para muestreos simples,
dobles y múltiples (inspección normal, rigurosa y reducida)
© NC NC-ISO 2859-1: 2003
49
Tabla 9 (Conclusión) Curvas de la media del tamaño de la muestra para muestreos simples,
dobles y múltiples (inspección normal, rigurosa y reducida)
NC-ISO 2859-1: 2003 © NC
50
© NC NC-ISO 2859-1: 2003
51
Tabla 10-A-2 Planes de muestreo para la letra código de tamaño de muestra A
NC-ISO 2859-1: 2003 © NC
52
© NC NC-ISO 2859-1: 2003
53
Tabla 10-B-2 Planes de muestreo para letra código de tamaño de muestra B
NC-ISO 2859-1: 2003 © NC
54
© NC NC-ISO 2859-1: 2003
55
Tabla 10-C-2 Planes de muestreo para letra código de tamaño de muestra C
NC-ISO 2859-1: 2003 © NC
56
© NC NC-ISO 2859-1: 2003
57
Tabla 10-D-2 Planes de muestreo para letra código de tamaño de muestra D
NC-ISO 2859-1: 2003 © NC
58
© NC NC-ISO 2859-1: 2003
59
Tabla 10-E-2 Planes de muestreo para letra código de tamaño de muestra E
NC-ISO 2859-1: 2003 © NC
60
© NC NC-ISO 2859-1: 2003
61
Tabla 10-F-2 Planes de muestreo para letra código de tamaño de muestra F
NC-ISO 2859-1: 2003 © NC
62
© NC NC-ISO 2859-1: 2003
63
Tabla 10-G-2 Planes de muestreo para letra código de tamaño de muestra G
NC-ISO 2859-1: 2003 © NC
64
© NC NC-ISO 2859-1: 2003
65
Tabla 10-H-2 Planes de muestreo para letra código de tamaño de muestra H
NC-ISO 2859-1: 2003 © NC
66
© NC NC-ISO 2859-1: 2003
67
Tabla 10-J-2 Planes de muestreo para letra código de tamaño de muestra J
NC-ISO 2859-1: 2003 © NC
68
© NC NC-ISO 2859-1: 2003
69
Tabla 10-K-2 Planes de muestreo para la letra código de tamaño de muestra K
NC-ISO 2859-1: 2003 © NC
70
© NC NC-ISO 2859-1: 2003
71
Tabla 10-L-2 Planes de muestreo para la letra código de tamaño de muestra L
NC-ISO 2859-1: 2003 © NC
72
© NC NC-ISO 2859-1: 2003
73
Tabla 10-M-2 Planes de muestreo para la letra código de tamaño de muestra M
NC-ISO 2859-1: 2003 © NC
74
© NC NC-ISO 2859-1: 2003
75
Tabla 10-N-2 Planes de muestreo para la letra código de tamaño de muestra N
NC-ISO 2859-1: 2003 © NC
76
© NC NC-ISO 2859-1: 2003
77
Tabla 10-P-2 Planes de muestreo para la letra código de tamaño de muestra P
NC-ISO 2859-1: 2003 © NC
78
© NC NC-ISO 2859-1: 2003
79
Tabla 10-Q-2 Planes de muestreo para la letra código de tamaño de muestra Q
NC-ISO 2859-1: 2003 © NC
80
© NC NC-ISO 2859-1: 2003
81
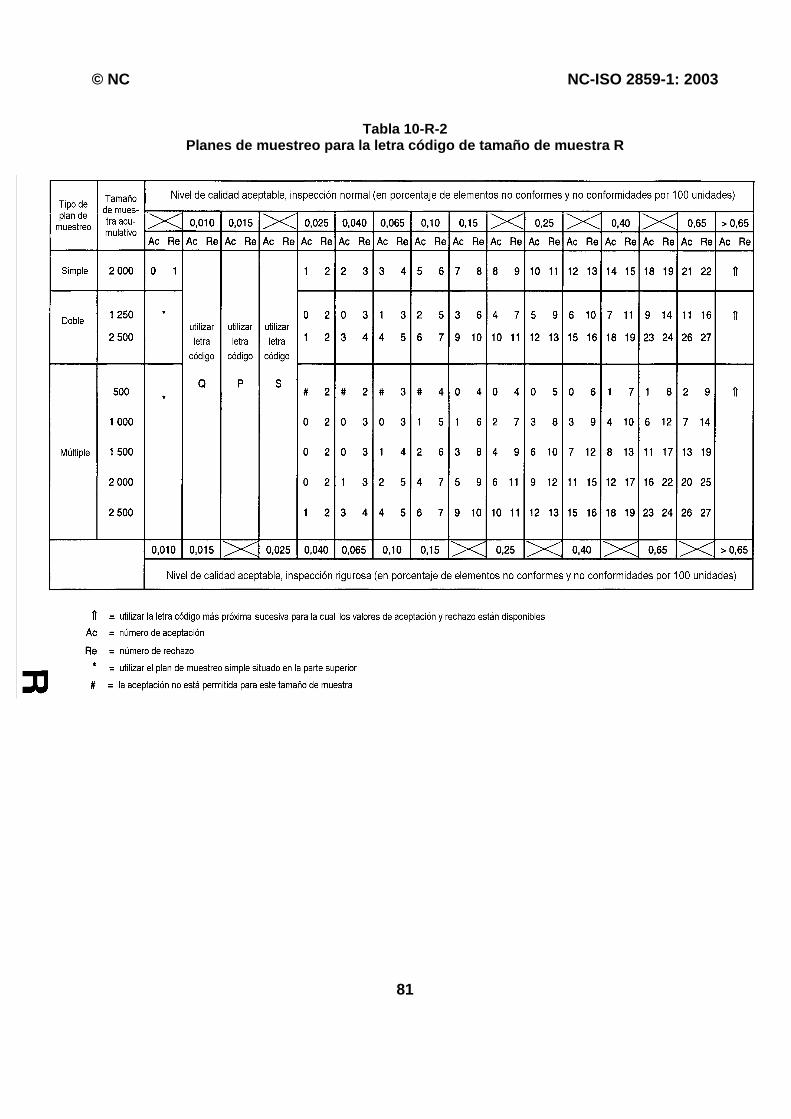
Tabla 10-R-2 Planes de muestreo para la letra código de tamaño de muestra R
NC-ISO 2859-1: 2003 © NC
82
© NC NC-ISO 2859-1: 2003
83
Tabl
a 11
-A
Plan
es d
e m
uest
reo
sim
ple
en in
spec
ción
nor
mal
(tab
la g
ener
al a
uxili
ar)
NC-ISO 2859-1: 2003 © NC
84
Tabl
a 11
-B
Plan
es d
e m
uest
reo
sim
ple
en in
spec
ción
rigu
rosa
(tab
la g
ener
al a
uxili
ar)
© NC NC-ISO 2859-1: 2003
85
Tabl
a 11
-C
Plan
es d
e m
uest
reo
sim
ple
en in
spec
ción
redu
cida
(tab
la g
ener
al a
uxili
ar)
NC-ISO 2859-1: 2003 © NC
86
Tabl
a 12
Es
quem
a de
cur
vas
CO
(nor
mal
izad
as)
NO
TA −
AC
de
cada
cur
va d
enot
a el
núm
ero
de a
cept
ació
n pa
ra la
insp
ecci
ón n
orm
al.
© NC NC-ISO 2859-1: 2003
87
Tabl
a 12
(Con
clus
ión)
Es
quem
a de
cur
vas
CO
(nor
mal
izad
as)
NO
TA −
A
C d
e ca
da c
urva
den
ota
el n
úmer
o de
ace
ptac
ión
para
la in
spec
ción
nor
mal
.
NC-ISO 2859-1: 2003 © NC
88
Anexo A (informativo)
Ejemplo para un plan de muestreo no constante
Lote Nú-
mero
Tama-ño del
lote
Letra código tama-
ño mues-
tra
Tama-ño de mues-
tra
Ac Da-do
Valor de acepta-
ción (an-tes de
inspec-ción)
Ac Apli-cable
Elemen-tos no confor-
mes
Acepta-bilidad
Valor de aceptación (después
de inspec-ción)
Marca-dor de
Cambio Acción a efectuar
N n d
1 180 G 32 1/2 5 0 0 A 5 2 Continuar normal
2 200 G 32 1/2 10 1 1 A 0 4 Continuar normal
3 250 G 32 1/2 5 0 1 R 0 0 Continuar normal
4 450 H 50 1 7 1 1 A 0 2 Continuar normal
5 300 H 50 1 7 1 1 A 0 4 Continuar normal
6 80 E 13 0 0 0 1 R 0 0 Cambio a rigurosa
7 800 J 80 1 7 1 1 A 0 – Continuar rigurosa
8 300 H 50 1/2 5 0 0 A 5 – Continuar rigurosa
9 100 F 20 0 5 0 0 A 5 – Continuar rigurosa
10 600 J 80 1 12 1 0 A 12 – Continuar rigurosa
11 200 G 32 1/3 15 1 1 A 0* – Restablecer normal
12 250 G 32 1/2 5 0 0 A 5 2 Continuar normal
13 600 J 80 2 12 2 1 A 0 5 Continuar normal
14 80 E 13 0 0 0 0 A 0 7 Continuar normal
15 200 G 32 1/2 5 0 0 A 5 9 Continuar normal
16 500 H 50 1 12 1 0 A 12 11 Continuar normal
17 100 F 20 1/3 15 1 0 A 15 13 Continuar normal
18 120 F 20 1/3 18 1 0 A 18 15 Continuar normal
19 85 E 13 0 18 0 0 A 18 17 Continuar normal
20 300 H 50 1 25 1 1 A 0 19 Continuar normal
21 500 H 50 1 7 1 0 A 7 21 Continuar normal
22 700 J 80 2 14 2 1 A 0 24 Continuar normal
23 600 J 80 2 7 2 0 A 7 27 Continuar normal
24 550 J 80 2 14 2 0 A 0* 30 Cambio a reducida
25 400 H 20 1/2 5 0 0 A 5 – Continuar reducida
NOTAS − A = aceptable R = no aceptable * muestra el valor de aceptación después del cambio.
© NC NC-ISO 2859-1: 2003
89
Bibliografía 1. NC ISO 2859-0:2000, Procedimiento de muestreo para la inspección por atributos. Parte 0: In-troducción al sistema de muestreo por atributos. 2. NC ISO 2859-2:2003, Procedimiento de muestreo para la inspección por atributos. Parte 2: Pla-nes de muestreo indexado por la Calidad Límite (CL) para la inspección de un lote aislado. 3. ISO 3951, Sampling procedures and charts for inspection by variables for percent nonconform-ing. 4. NC ISO 9000:2001, Sistemas de gestión de la calidad. Fundamentos y vocabulario.





























