Embed Size (px)
Citation preview
Highly Impact-resistant, Tough Coated Grades Ensure Outstanding Long Tool Life
T3130series
No.367-E
New CVD coated grade for milling steels
1
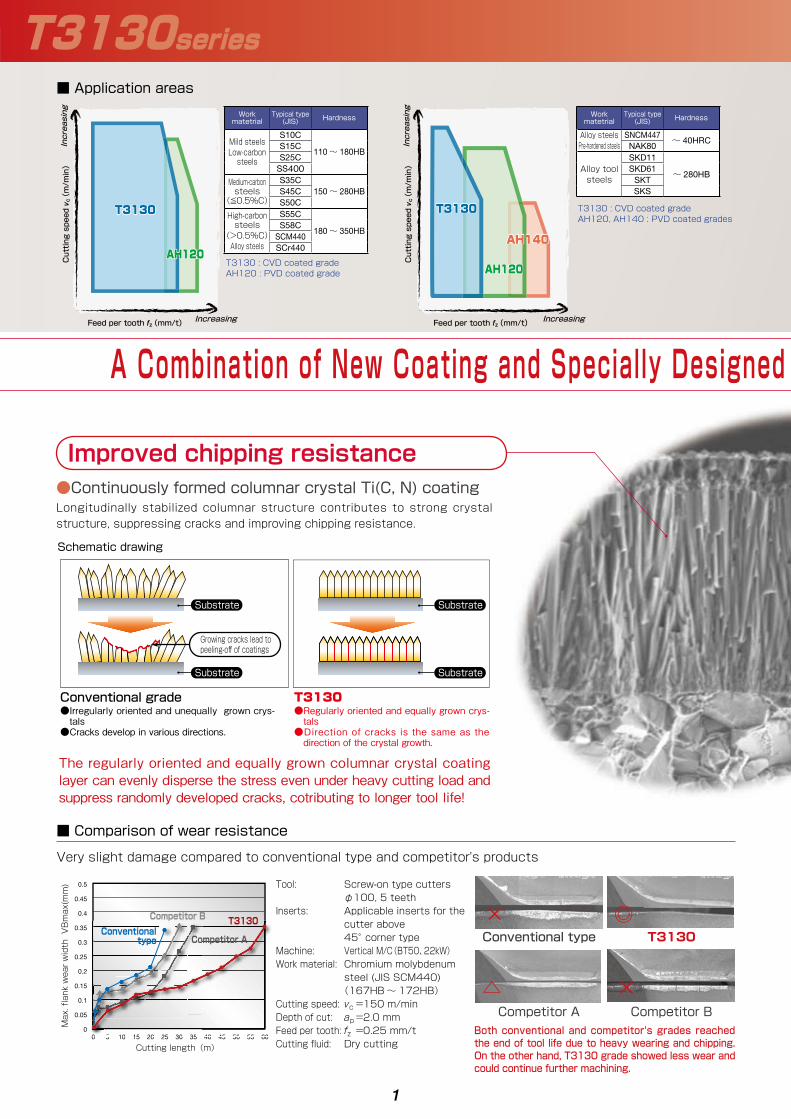
●Continuously formed columnar crystal Ti(C, N) coatingLongitudinally stabilized columnar structure contributes to strong crystal structure, suppressing cracks and improving chipping resistance.
Feed per tooth fz (mm/t) Feed per tooth fz (mm/t)
Cutting speed v
c (m/min)
Increasing Increasing
Increasing
Increasing
Cutting speed v
c (m/min)
AH140
T3130T3130
AH120AH120
T3130
AH140
T3130
AH120AH120
0.5
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0 5 10 15 20 25 30 35 40 45 50 55 600
0 5 10 15 20 25 30 35 40 45 50 55 600 5 10 15 20 25 30 35 40 45 50 55 605 10 15 20 25 30 35000
T3130
Competitor A
Competitor BConventional
type
Max. flank wear width VBmax(mm)
Cutting length(m)
A Combination of New Coating and Special ly Designed
■ Comparison of wear resistance
Schematic drawing
Tool:
Inserts:
Machine:Work material:
Cutting speed:Depth of cut:Feed per tooth:Cutting fluid:
Screw-on type cuttersφ100, 5 teethApplicable inserts for the cutter above45°corner typeVertical M/C(BT50、22kW)Chromium molybdenum steel (JIS SCM440)(167HB~ 172HB)vc =150 m/minap =2.0 mmfz =0.25 mm/tDry cutting
Very slight damage compared to conventional type and competitor's products
■ Application areas
T3130
Competitor A
Conventional type
Competitor B
◎
×
×
△
Conventional grade T3130
Substrate
Substrate
Substrate
Substrate
Growing cracks lead topeeling-off of coatings
●Irregularly oriented and unequally grown crys-tals●Cracks develop in various directions.
●Regularly oriented and equally grown crys-tals●Direction of cracks is the same as the direction of the crystal growth.
The regularly oriented and equally grown columnar crystal coating layer can evenly disperse the stress even under heavy cutting load and suppress randomly developed cracks, cotributing to longer tool life!
Work matetrial
Typical type (JIS) Hardness
Mild steelsLow-carbon steels
S10C
110~ 180HBS15CS25C
SS400Medium-carbon steels
(≦0.5%C)
S35C150~ 280HBS45C
S50C
High-carbon steels
(>0.5%C)Alloy steels
S55C
180~ 350HBS58C
SCM440SCr440
Work matetrial
Typical type (JIS) Hardness
Alloy steelsPre-hardened steels
SNCM447 ~ 40HRCNAK80
Alloy tool steels
SKD11
~ 280HBSKD61
SKTSKS
Improved chipping resistance
Both conventional and competitor's grades reached the end of tool life due to heavy wearing and chipping. On the other hand, T3130 grade showed less wear and could continue further machining.
T3130 : CVD coated gradeAH120 : PVD coated grade
T3130 : CVD coated gradeAH120, AH140 : PVD coated grades
2
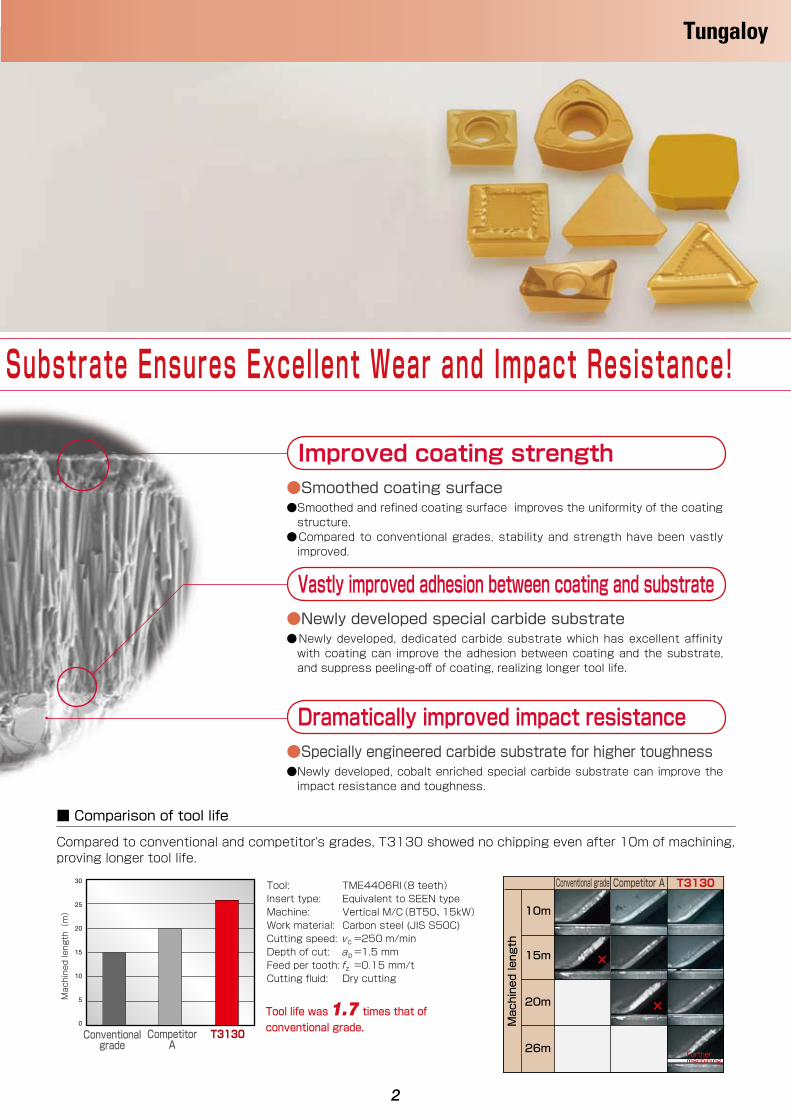
Substrate Ensures Excellent Wear and Impact Resistance!
●Smoothed coating surface●Smoothed and refined coating surface improves the uniformity of the coating structure. ●Compared to conventional grades, stability and strength have been vastly improved.
Tool:Insert type:Machine:Work material:Cutting speed:Depth of cut:Feed per tooth:Cutting fluid:
TME4406RI(8 teeth)Equivalent to SEEN typeVertical M/C(BT50、15kW)Carbon steel (JIS S50C)vc =250 m/minap =1.5 mmfz =0.15 mm/tDry cutting
Compared to conventional and competitor's grades, T3130 showed no chipping even after 10m of machining, proving longer tool life.
■ Comparison of tool life
30
25
20
15
10
5
0
T3130CompetitorA
Conventionalgrade
Machined length(m)
T3130Conventional grade Competitor A
10m
15m
20m
26m
Machined length
×
×
Furthermachining
Tool life was 1.7 times that of conventional grade.
●Newly developed special carbide substrate●Newly developed, dedicated carbide substrate which has excellent affinity with coating can improve the adhesion between coating and the substrate, and suppress peeling-off of coating, realizing longer tool life.
●Specially engineered carbide substrate for higher toughness●Newly developed, cobalt enriched special carbide substrate can improve the impact resistance and toughness.
Improved coating strength
Vastly improved adhesion between coating and substrate
Dramatically improved impact resistance

3
Shape and dimensions
Cat. No.(ISO based, Metric)
Grade Applicable TAC millsT3130
ACMT060308PR-MJM With ●
ELP07
(ACMT060308PR-MJ)
ACMT07T308PR-MJM With ●
(ACMT07T308PR-MJ)
ACMT100408PR-MJM With ● ELP12
(ACMT100408PR-MJ)
APMT070308PN-MJM With ●
ELP07ELP13025RA(APMT070308PN-MJ)
APMT09T308PN-MJM With ●
ELP09ELP17032RA(APMT09T308PN-MJ)
APMT120408PN-MJM With ●
ELP12ELP21040RA(APMT120408PN-MJ)
ADMT130308PR-MJM With ● ELP13025RA
(ADMT130308PR-MJ)
ADMT17T308PR-MJM With ● ELP17032RA
(ADMT17T308PR-MJ)
ADMT210408PR-MJM With ● ELP21040RA
(ADMT210408PR-MJ)
ANMT09T3PPPR-MJM With ● EPN09
(ANMT09T3PPPR-MJ)
ANMT1404PPPR-MJM With ●
EPN14TPN14(ANMT1404PPPR-MJ)
APMR190616PR-MJM With ● TZP19
(APMR190616PR-MJ)
APMT120416PR-MJM With ● TZP12
(APMT120416PR-MJ)
ASMT11T304PDPR-MJM With ●
EPS11TPS11(ASMT11T304PDPR-MJ)
● : Stocked in Japan
■ Stocked insertsShape and dimensions
Cat. No.(ISO based, Metric)
Grade Applicable TAC millsT3130
ASMT11T308PDPR-MJM With ●
EPS11TPS11
(ASMT11T308PDPR-MJ)
ASMT11T312PDPR-MJM With ●
(ASMT11T312PDPR-MJ)
ASMT11T316PDPR-MJM With ●
(ASMT11T316PDPR-MJ)
ASMT170504PDPR-MJM With ●
EPS17TPS17
(ASMT170504PDPR-MJ)
ASMT170508PDPR-MJM With ●
(ASMT170508PDPR-MJ)
ASMT170512PDPR-MJM With ●
(ASMT170512PDPR-MJ)
ASMT170516PDPR-MJM With ●
(ASMT170516PDPR-MJ)
ASMT170532PDPR-MJM With ●
(ASMT170532PDPR-MJ)
GDMT10H3PDPR-MJM With ●
ESD10TSD10(GDMT10H3PDPR-MJ)
GDMT17X6PDPR-MJM With ●
ESD17TSD17(GDMT17X6PDPR-MJ)
LNCA64ZTRC With ● VSN6000I
(LNCA64ZTR)
RDMT1204ZDPN-MJM With ●
ERD12TRD12(RDMT1204ZDPN-MJ)
RDMW1204ZDSNM With ●
ERD12TRD12(RDMW1204ZDSN)
RDMT1606ZDPN-MJM With ●
ERD16TRD16(RDMT1606ZDPN-MJ)
6.0
7.94
85°
7°
3.18
7.5
9.52
5
85°
7°
3.97
10
12.7
85°
7°
4.76
0.8rε
0.8rε
0.8rε
15°
85°
7.94
13.1 3.18
rε0.8
15°
85°
9.525
16.6 3.97
rε0.8
15°
85°
12.7
20.6 4.76
rε0.8
9.525
6.5
3.97
+11°
+11° +20°
rε
14
9.52
5
4.76
+11°
+11° +20°
rε
0.4
0.8
11°1.6
19.05
15.875 6.35
0.885°9.525
11°
9.52
5
rε3.97
0.885°7.94
11°
7.94
rε3.18
0.885°12.7
11°
12.7
rε4.76
11
4.76
1.6
12.7
13.5
11.6
6.7
3.7
rε0.4
70゜
10
3.5
15゜
r 0.8
10
ε
70゜
16
6
15゜
rε1.2
16
80゜
19.05
6.3514.29
φ5.5
4- rε6
12.80.8
4.7615゜
4- rε8
16.80.8
6.3515゜
12.8
4.7615゜
4-rε6
0.8
11.6
6.7
3.7
rε0.8
11.6
6.7
3.7
rε1.2
11.6
6.7
3.7
rε1.6
16.9
9.8
5.6
rε0.4
16.9
9.8
5.6
rε0.8
16.9
9.8
5.6
rε1.2
16.9
9.8
5.6
rε1.6
16.9
9.8
5.6
rε3.2
Honing
Accuracy
Honing
Accuracy
4
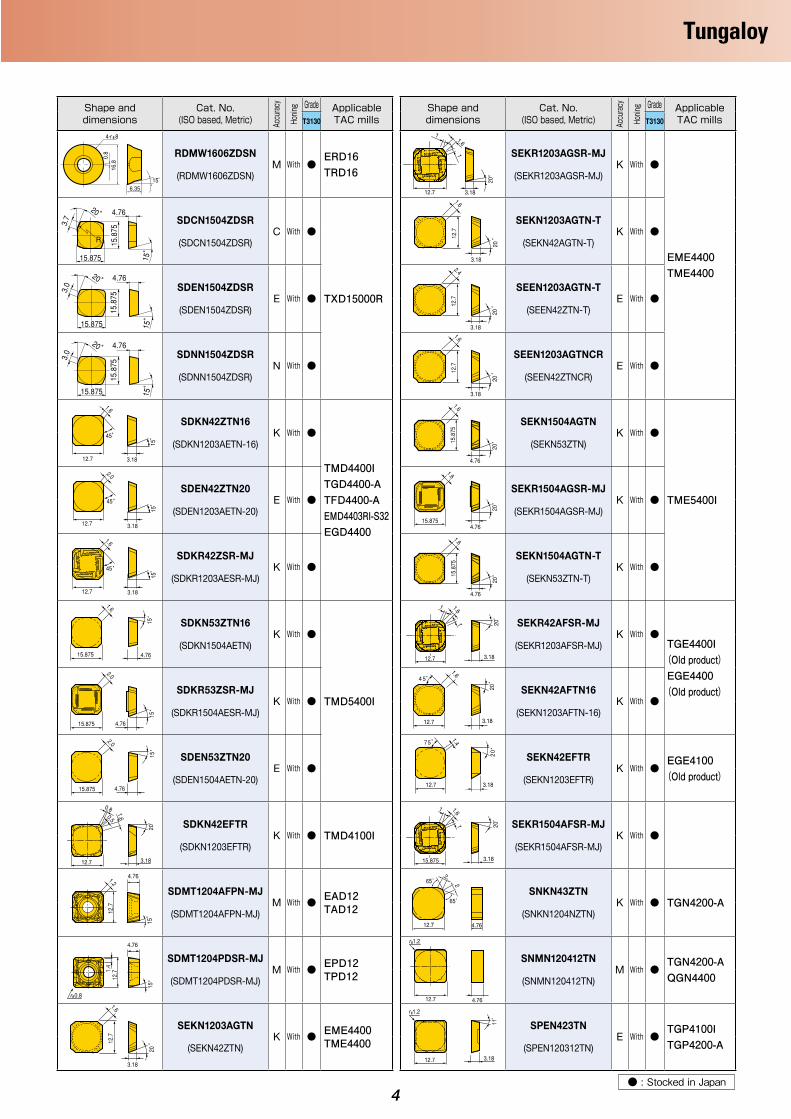
Shape and dimensions
Cat. No.(ISO based, Metric)
Grade Applicable TAC millsT3130
RDMW1606ZDSNM With ●
ERD16TRD16(RDMW1606ZDSN)
SDCN1504ZDSRC With ●
TXD15000R
(SDCN1504ZDSR)
SDEN1504ZDSRE With ●
(SDEN1504ZDSR)
SDNN1504ZDSRN With ●
(SDNN1504ZDSR)
SDKN42ZTN16K With ●
TMD4400ITGD4400-ATFD4400-AEMD4403RI-S32EGD4400
(SDKN1203AETN-16)
SDEN42ZTN20E With ●
(SDEN1203AETN-20)
SDKR42ZSR-MJK With ●
(SDKR1203AESR-MJ)
SDKN53ZTN16K With ●
TMD5400I
(SDKN1504AETN)
SDKR53ZSR-MJK With ●
(SDKR1504AESR-MJ)
SDEN53ZTN20E With ●
(SDEN1504AETN-20)
SDKN42EFTRK With ● TMD4100I
(SDKN1203EFTR)
SDMT1204AFPN-MJM With ● EAD12
TAD12(SDMT1204AFPN-MJ)
SDMT1204PDSR-MJM With ● EPD12
TPD12(SDMT1204PDSR-MJ)
SEKN1203AGTNK With ● EME4400
TME4400(SEKN42ZTN)
Shape and dimensions
Cat. No.(ISO based, Metric)
Grade Applicable TAC millsT3130
SEKR1203AGSR-MJK With ●
EME4400TME4400
(SEKR1203AGSR-MJ)
SEKN1203AGTN-TK With ●
(SEKN42AGTN-T)
SEEN1203AGTN-TE With ●
(SEEN42ZTN-T)
SEEN1203AGTNCRE With ●
(SEEN42ZTNCR)
SEKN1504AGTNK With ●
TME5400I
(SEKN53ZTN)
SEKR1504AGSR-MJK With ●
(SEKR1504AGSR-MJ)
SEKN1504AGTN-TK With ●
(SEKN53ZTN-T)
SEKR42AFSR-MJK With ●
TGE4400I(Old product)EGE4400(Old product)
(SEKR1203AFSR-MJ)
SEKN42AFTN16K With ●
(SEKN1203AFTN-16)
SEKN42EFTRK With ●
EGE4100(Old product)(SEKN1203EFTR)
SEKR1504AFSR-MJK With ●
(SEKR1504AFSR-MJ)
SNKN43ZTNK With ● TGN4200-A
(SNKN1204NZTN)
SNMN120412TNM With ●
TGN4200-AQGN4400(SNMN120412TN)
SPEN423TNE With ●
TGP4100ITGP4200-A(SPEN120312TN)
● : Stocked in Japan
15.875
3.7
20° 4.76
15°
15.875
R
15.875
3.0
20° 4.76
15°
15.875
15.875
3.0
20° 4.76
15°
15.875
12.7 3.18
45°
15°
1.6
15°
12.7 3.18
45°
2.0
15°
12.7
45°
1.6
3.18
15.875
4.76
20°
1.6
15.8754.76
20°
1.6
15.875
4.76
20°
1.6
12.7 3.18
1.6
20°4 5°
3.1812.7
1.4
20°
75°
12.7 4.76
2
265゜
65゜
4.76
15°
15.875
1.6
15.875 4.76
15°
2.0
15°
4.7615.875
2.0
1.2
12.7
4.76
15°
12.7
3.18
1.6
20°
16.8
6.3515゜
4-rε8
0.8
12.7
3.18
1.6
20°
12.7
3.18
2.4
20°
12.7
3.18
1.6
20°
12.7 3.18
20˚
0.8
0.51.6
12.7 3.18
20˚
1 1.61
15.875 3.18
20˚
1 1.61
12.7
r 1.2
3.18
11˚
ε
4.76
r 0.8
12.71.
4
15°
ε
20°
3.1812.7
1.6
1
1
4.7612.7
r 1.2ε
Honing
Accuracy
Honing
Accuracy
5
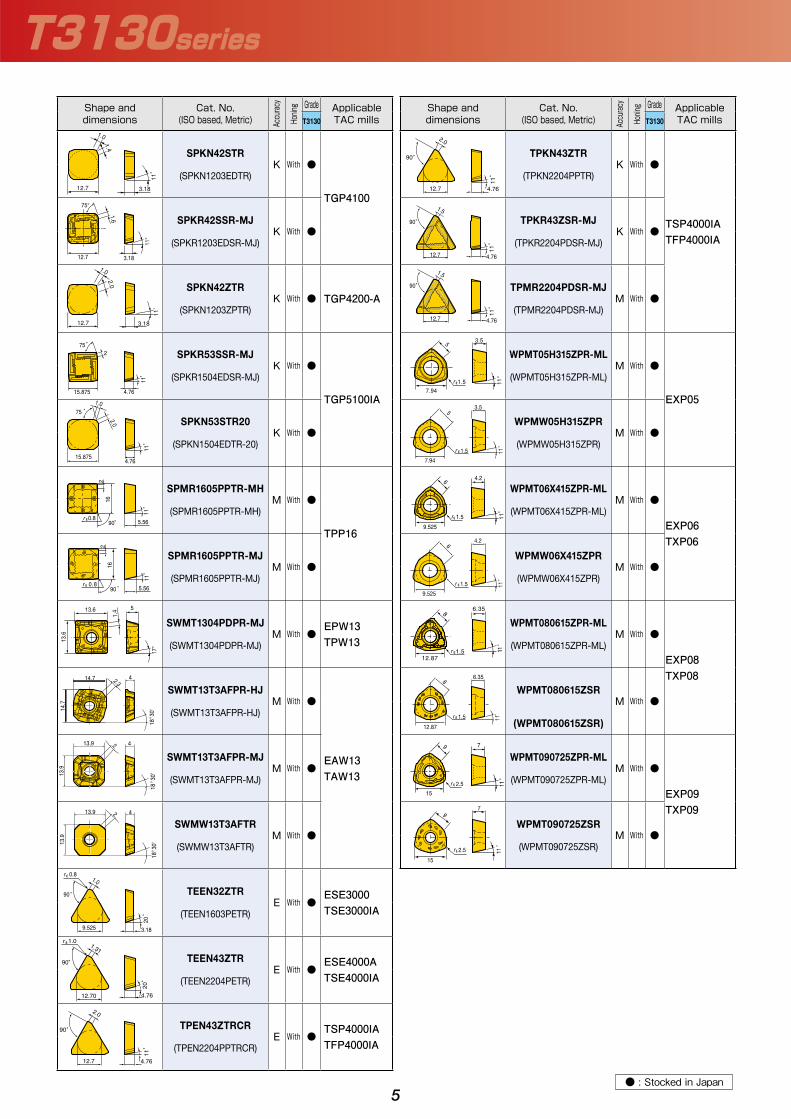
Shape and dimensions
Cat. No.(ISO based, Metric)
Grade Applicable TAC millsT3130
SPKN42STRK With ●
TGP4100
(SPKN1203EDTR)
SPKR42SSR-MJK With ●
(SPKR1203EDSR-MJ)
SPKN42ZTRK With ● TGP4200-A
(SPKN1203ZPTR)
SPKR53SSR-MJK With ●
TGP5100IA
(SPKR1504EDSR-MJ)
SPKN53STR20K With ●
(SPKN1504EDTR-20)
SPMR1605PPTR-MHM With ●
TPP16
(SPMR1605PPTR-MH)
SPMR1605PPTR-MJM With ●
(SPMR1605PPTR-MJ)
SWMT1304PDPR-MJM With ●
EPW13TPW13(SWMT1304PDPR-MJ)
SWMT13T3AFPR-HJM With ●
EAW13TAW13
(SWMT13T3AFPR-HJ)
SWMT13T3AFPR-MJM With ●
(SWMT13T3AFPR-MJ)
SWMW13T3AFTRM With ●
(SWMW13T3AFTR)
TEEN32ZTRE With ●
ESE3000TSE3000IA(TEEN1603PETR)
TEEN43ZTRE With ●
ESE4000ATSE4000IA(TEEN2204PETR)
TPEN43ZTRCRE With ●
TSP4000IATFP4000IA(TPEN2204PPTRCR)
Shape and dimensions
Cat. No.(ISO based, Metric)
Grade Applicable TAC millsT3130
TPKN43ZTRK With ●
TSP4000IATFP4000IA
(TPKN2204PPTR)
TPKR43ZSR-MJK With ●
(TPKR2204PDSR-MJ)
TPMR2204PDSR-MJM With ●
(TPMR2204PDSR-MJ)
WPMT05H315ZPR-MLM With ●
EXP05
(WPMT05H315ZPR-ML)
WPMW05H315ZPRM With ●
(WPMW05H315ZPR)
WPMT06X415ZPR-MLM With ●
EXP06TXP06
(WPMT06X415ZPR-ML)
WPMW06X415ZPRM With ●
(WPMW06X415ZPR)
WPMT080615ZPR-MLM With ●
EXP08TXP08
(WPMT080615ZPR-ML)
WPMT080615ZSRM With ●
(WPMT080615ZSR)
WPMT090725ZPR-MLM With ●
EXP09TXP09
(WPMT090725ZPR-ML)
WPMT090725ZSRM With ●
(WPMT090725ZSR)
● : Stocked in Japan
2
15.875 4.76
11°
75°
1.0
2.0
15.875
75 °
4.76
11°
216
90°rε0.8
5.56
11°
216
90°rε0. 8
5.56
11°
14.7
14.7
2.34
18°3
0'
13.9
13.9
2 4
18°3
0'
13.9
13.9
2 4
18°3
0'
9.525 3.18
1.0rε0.8
20°
90°
12.70 4.76
1.31
rε1.0
20°
90°
12.7 4.76
2.0
11°
90°
12.7 4.76
2.0
11°
90°
4.7612.7
1.5
11°
90°
4.7612.7
1.5
11°
90°
3.5
11°
7.94
5
rε1.5
7.94
5
3.5
1.5rε 11˚
9.525
6
4.2
1.5 11˚
rε
6.35
1.5 11°
12.87
8
rε
12.87
8 6.35
1.5 11̊rε
7
11°
15
9
2.5rε
15
9
7
2.5 11˚
rε
4.2
1.5 11°
9.525
6
rε
12.7 3.18
11°
1.0
1.4
3.1812.7
1.0
2.0
11゜
13.6 5
1.4
17°
13.6
11°
75°
3.1812.7
1.6
Honing
Accuracy
Honing
Accuracy
6
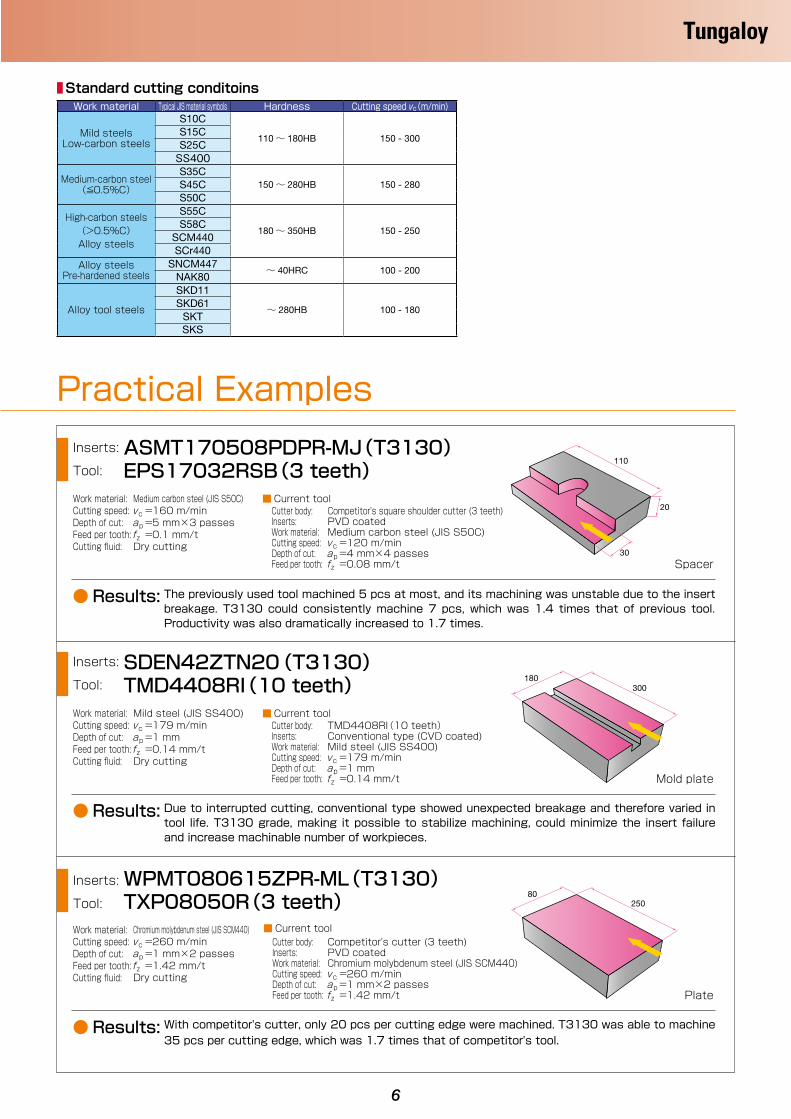
■ Standard cutting conditoins
Practical Examples
The previously used tool machined 5 pcs at most, and its machining was unstable due to the insert breakage. T3130 could consistently machine 7 pcs, which was 1.4 times that of previous tool. Productivity was also dramatically increased to 1.7 times.
Inserts:
Tool:
Inserts:
Tool:
Inserts:
Tool:
●Results:
ASMT170508PDPR-MJ(T3130)EPS17032RSB(3 teeth)
Spacer
Medium carbon steel (JIS S50C)vc =160 m/minap =5 mm×3 passesfz =0.1 mm/tDry cutting
Due to interrupted cutting, conventional type showed unexpected breakage and therefore varied in tool life. T3130 grade, making it possible to stabilize machining, could minimize the insert failure and increase machinable number of workpieces.
●Results:
SDEN42ZTN20(T3130)TMD4408RI(10 teeth)
Mold plate
Mild steel (JIS SS400)vc =179 m/minap =1 mmfz =0.14 mm/tDry cutting
With competitor's cutter, only 20 pcs per cutting edge were machined. T3130 was able to machine 35 pcs per cutting edge, which was 1.7 times that of competitor's tool.
●Results:
WPMT080615ZPR-ML(T3130)TXP08050R(3 teeth)
Plate
Work material:Cutting speed:Depth of cut:Feed per tooth:Cutting fluid:
Work material:Cutting speed:Depth of cut:Feed per tooth:Cutting fluid:
Work material:Cutting speed:Depth of cut:Feed per tooth:Cutting fluid:
Chromium molybdenum steel (JIS SCM440)vc =260 m/minap =1 mm×2 passesfz =1.42 mm/tDry cutting
Work material Typical JIS material symbols Hardness Cutting speed vc(m/min)
Mild steelsLow-carbon steels
S10C
110~ 180HB 150 - 300S15CS25CSS400
Medium-carbon steel(≦0.5%C)
S35C150~ 280HB 150 - 280S45C
S50C
High-carbon steels(>0.5%C)Alloy steels
S55C
180~ 350HB 150 - 250S58C
SCM440SCr440
Alloy steelsPre-hardened steels
SNCM447 ~ 40HRC 100 - 200NAK80
Alloy tool steels
SKD11
~ 280HB 100 - 180SKD61
SKTSKS
25080
300180
20
30
110
Competitor's square shoulder cutter (3 teeth)PVD coatedMedium carbon steel (JIS S50C)vc =120 m/minap =4 mm×4 passesfz =0.08 mm/t
TMD4408RI(10 teeth)Conventional type (CVD coated)Mild steel (JIS SS400)vc =179 m/minap =1 mmfz =0.14 mm/t
Cutter body: Inserts:Work material: Cutting speed: Depth of cut:Feed per tooth:
Cutter body: Inserts:Work material: Cutting speed: Depth of cut:Feed per tooth:
Cutter body: Inserts:Work material: Cutting speed: Depth of cut:Feed per tooth:
Competitor's cutter (3 teeth)PVD coatedChromium molybdenum steel (JIS SCM440)vc =260 m/minap =1 mm×2 passesfz =1.42 mm/t
■ Current tool
■ Current tool
■ Current tool
Head OfficeSolid Square, 580 Horikawa-cho, Saiwai-ku, Kawasaki City, 212-8503 JapanPhone: +81-44-548-9500 Facsimile: +81-44-548-9540
International Sales & Marketing Division2-7, Sugasawa-cho, Tsurumi-ku, Yokohama City, 230-0027 JapanPhone: +81-45-503-9040 Facsimile: +81-45-503-9042Sales of machining tools
Tungaloy America, Inc.1226A Michael Drive, Wood Dale, IL.60191, U.S.A.Phone: +1-630-227-3700 Facsimile: +1-630-227-0690Sales of machining tools
Tungaloy de Mexico S.A.C Los Arellano 113, Vista Alegre, Aguascalientes, AGS, Mexico 20290Phone:+52-449-929-5410 Facsimile:+52-449-929-5411Sales of machining tools
Tungaloy Europe GmbHElisabeth-Selbert-Strasse 3, 40764 Langenfeld, GermanyPhone: +49-2173-90420-0 Facsimile: +49-2173-90420-18Sales of machining tools
Tungaloy France S.a.r.l.6 Avenue des Andes, 91952 Courtaboeuf Cedex, FrancePhone: +33-1-6486-4300 Facsimile: +33-1-6907-7817Sales of machining tools
Tungaloy Italia S.p.A.Via E. Andolfato 10, 20126 Milano, ItalyPhone: +39-02-252012-1 Facsimile: +39-02-252012-65Sales of machining tools
Tungaloy Central Europe s.r.o4D Center Building B10F Kodanska 46 10100 Prauge 10 Czech RepublicPhone: +420-272652218 Facsimile: +420-234064270Sales of machining tools
Tungaloy Cutting Tool (Shanghai) Co.,Ltd.United Plaza 1505, 1468 Nan Jing Road West, Shanghai 200040, ChinaPhone: +86-21-6247-0512 Facsimile: +86-21-6289-1302Sales of machining tools
Tungaloy Cutting Tool (Thailand) Co.,Ltd.11th Floor, Sorachai Bldg. 23/7, Soi Sukhumvit 63,Klongtonnue, Wattana, Bangkok 10110, ThailandPhone: +66-2-714-3130 Facsimile: +66-2-714-3134Sales of machining tools
Tungaloy Singapore(Pte.),Ltd.50 Kallang Avenue #06-03 Noel Corporate Building, Singapore 339505Phone:+65-6391-1833 Facsimile:+65-6299-4557Sales of machining tools
Distributed by:
ISO 9001 certifiedQCOOJ005618/10/1996Tungaloy Co.Ltd
ISO 14001 certifiedEC97J1123Production Division,Tungaloy Co.Ltd
2008.8(F)





























