Embed Size (px)
DESCRIPTION
ssdsds
Citation preview
NHÓM 6
MÁY CNC VÀ ROBOT CÔNG NGHIỆP
Câu hỏi: 1. Phân biệt NC & CNC. 2. Tại sao người ta dùng khái niệm CAD/CAM/CNC? 3. Phân tích cấu trúc bộ điều khiển CNC? 4. Hệ thống điều khiển trục chính trên máy CNC có điểm gì khác so với
máy thông thường? 5. Hệ thống điều khiển chạy dao trên máy CNC có điểm gì khác so với
máy thông thường? 6. Chức năng của từng chế độ làm việc trên máy CNC? 7. Khi chuẩn bị gia công với 1 chương trình NC mới , người vận hành cần
thực hiện công việc gì? 8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử
dụng cần phải quan tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
9. Trình bày nguyên lý của hệ thống đo vị trí kiểu số - gia số ? 10. Phân loại các phương pháp đo vị trí? Cho ví dụ các thiết bị tương ứng? 11. Trên máy cnc thường dùng thiết bị đo vị trí loại nào? Tại sao? Cho ví
dụ?
NHÓM 6
- NC ( numericah control)+ là 1 máy chép hình, nhưng các dưỡng mẫu, cam .. cơ khí thay bằng chương trình máy tính.+ chương trình không bị mòn như các dưỡng mẫu, mang đi mang lại dễ dàng.+ việc soạn thảo, sửa đổi dễ dàng, nhanh và rẻ.
Câu 1: Phân biệt NC & CNC ?
- CNC ( Computer numericah control )+ Là một dạng máy NC điều khiển tự dộng có sự trợ giúp của máy tính, mà trong đó các bộ phận tự động được lập trình để hoạt động theo các sự kiện nối tiếp nhau với 1 tốc độ được xác định trịnh trước để có thể tạo ra được mẫu vật với hình dạng và kích thước yêu cầu.
Câu 1: Phân biệt NC & CNC ?
Phân biệt: Giống nhau: đều là các máy gia công tự động. Khác nhau:
+ Máy NC : *có quy mô lớn hơn, nó thường được chia ra là các dây chuyền, công đoạn sản xuất chi tiết. Toàn bộ quá trình sản xuất chi tiết được chia ra làm các công đoạn khác nhau: gia công thô, gia công tinh, chuyển phôi,... * không có sự can thiệp của máy tính trong mục đích lập trình cũng như thay đổi chương trình làm việc.
Câu 1: Phân biệt NC & CNC ?
+ Máy CNC: * Là 1 sản phẩm của lý thuyết điều khiển số
có nghĩa là toàn bộ quá trình vận hành từ khi đưa phôi vào máy cho đến khi ra sản phẩm đều có sự giám sát và điều khiển của hệ thống các cảm biến và các bộ xử lý
* Có thể thay đổi được chương trình làm việc của mình trên máy tính thông qua 1 số chuẩn giao tiếp nào đó.
Câu 1: Phân biệt NC & CNC ?
Định nghĩa khác về CAD
• Computer-aided design (CAD), còn được hiểulà computer-aided design and drafting(CADD) là việc sử dụng máy tính để hỗ trợviệc xây dựng (sáng tạo), chỉnh sửa, phântích và tối ưu hóa thiết kế.• Thiết kế có sự trợ giúp của máy tính là quátrình tạo ra các bản vẽ kỹ thuật bằng cách sửdụng các phần mềm máy tính.
2. Tại sao người ta dùng khái niệm CAD/CAM/CNC?
Giới thiệu (định nghĩa) về CAM
• CAM (Computer-aided Manufacturing) Gia công,chế tạo, sản xuất có sự trợ giúp của máy tính• Theo nghĩa hẹp và thông dụng nhất, CAM là sử dụngmáy tính để điều khiển máy công cụ và các máy móc cóliên quan nhằm gia công các chi tiết.• Theo nghĩa rộng, CAM là sự sử dụng hệ thống máytính để lập kế hoạch sản xuất, quản lý, và điều khiểnhoạt động của một nhà máy SX bằng cách trực tiếphoặc gián tiếp tác động lên các trang thiết bị máy móctrong nhà máy
Nếu theo nghĩa hẹp, CAM là một quá trìnhtiếp nối sau CAD và đôi khi là CAE,khi mà sản phẩm tạo ra từ CAD được phân tích,tính toán, kiểm tra rồi nhập vào các phầnmềm CAM,sau đó điều khiển máy công cụ CNC để gia công
2. Tại sao người ta dùng khái niệm CAD/CAM/CNC?
nguyên tắc điều khiển cnc:
-bộ điều khiển trung tâm MCU()đảm nhiệm việc điều khiển toàn bộ hoạt động của hệ thốngnhiệm vụ của MCU:-đọc giải mã các lệnh trong chương trình nc-lọc và xử lý các thông tin học và thông tin công nghệtính toán các thông số điều khiển-xuất cả các tín hiệu điều khiển cho các cơ cấu tương ứng:trục chính,thay dao và các thiết bị phụ trợ khác.-giám sát quá trình để đảm bảo yêu cầu công nghệ và sự an toàn của thiết bịchức năng giám sát và một phần chức năng điều khiển hướng dẫn thực hiện thông qua plc*nhập dữ liệu vào bộ nhớ của máy:-bàn phím.-các phương tiện khác như: đọc băng,đọc đĩa.-trao đổi dữ liệu với các thiết bị lưu trữ bên ngoàiqua dao diện truyền thông chuẩn như Rs232,rs485.
3. Phân tích cấu trúc bộ điều khiển CNC?
*xử lý dữ liệu:
-bộ xử lý trung tâm (CPU) thực hiện.-Trên các cơ sở dữ liệu trong chương trình ,CPU tính toán cácthông số điều khiển hệ thống.-Tính toán công nghệ:thông tin công nghệ như chọn dao,chiều và tốc độ quay trục chínhtưới dung dịch hoặc dừng,...được chuyển tới hệ thống tương ứngthông qua bộ điều chỉnh thường là PLC.-Tính toán hình học :thông tin hình học của đường chạy dao(dạng, hướng, tốc độ)được phân tích thành chuyển độngđộc lập của các trục.Bộ thực hiện việc đó gọi là bộ nội suy.*Điều khiển trục ( điều khiển vị trí):-Lệnh chạy dao từ bộ nội suy được đưa đến mạch điều khiển vị trí(position Control Loop).-Gồm các bộ điều khiển động cơ thiết bị đo vị trí mạch phản hồi vị trí.
3. Phân tích cấu trúc bộ điều khiển CNC?
*xử lý dữ liệu:
-bộ xử lý trung tâm (CPU) thực hiện.-Trên các cơ sở dữ liệu trong chương trình ,CPU tính toán cácthông số điều khiển hệ thống.-Tính toán công nghệ:thông tin công nghệ như chọn dao,chiều và tốc độ quay trục chínhtưới dung dịch hoặc dừng,...được chuyển tới hệ thống tương ứngthông qua bộ điều chỉnh thường là PLC.-Tính toán hình học :thông tin hình học của đường chạy dao(dạng, hướng, tốc độ)được phân tích thành chuyển độngđộc lập của các trục.Bộ thực hiện việc đó gọi là bộ nội suy.*Điều khiển trục ( điều khiển vị trí):-Lệnh chạy dao từ bộ nội suy được đưa đến mạch điều khiển vị trí(position Control Loop).-Gồm các bộ điều khiển động cơ thiết bị đo vị trí mạch phản hồi vị trí.
3. Phân tích cấu trúc bộ điều khiển CNC?
*Khái quát hệ thống điều khiển trục chính:
-cũng như trên các máy thông thường dùng trứng trên máy cnc đảm bảo chuyển động cắt chính.+trên máy phay đó là trục mang dao phay.+trên máy tiện là trục mang phôi.+trên máy mài trục chinh mang đá mài.-trúc chính là bộ phận tiêu tốn năng lượng nhiều nhất trên máy. Vì vậy công suất trục chínhthường được dùng làm chỉ tiêu đánh giá công chức gia công của máy.-yêu cầu cơ bản đối với trục chính là có phải thay đổi số vòng quay rộng,với mômen lớn, ổn định và khả năng quá tải cao.-Trên các máy thông thường dùng động cơxoay chiều không đồng bộ hoạt động bộ kem hộp số cơ khí có cấp vá vô cấp.
4. Hệ thống điều khiển trục chính trên máy CNC có điểm gì khác so với máy thông thường?
-Trên máy cnc tốc độ trục chính cần được điều khiển vô cấp,
tự động theo chương trình trong phạm vi rộng.+rất cần thiết khi thay đổi đường kính dao phay hoặc đường kính phôi tiện mà lại cần duy trì vận tốc cắt không đổi.+gia công ren bằng đầu ta rô cưng,gia công ren nhiều đầu mối,...còn đòi hỏi phải định vị chính xác góc trục chính.-sử dụng các loại động cơ dễ điều khiển tự động tốc độ:+động cơ một chiều xoay chiều đồng bộ.+động cơ không đồng bộ điều khiển bằng biến tần được sử dụng rộng rãi.+khi cần định vị góc trục chính người ta gắn encoder lên trục động cơ.*so với trục chính của máy thông thường trục chính của máy cnc làm việcvới tốc độ cao hơn(tới hàng vạn v/ph),thường xuyên có gia tốc lớn .vì vậy ,yêu cầu kết bằng bôi trơn đặc biệt ở các máy cnc.
4. Hệ thống điều khiển trục chính trên máy CNC có điểm gì khác so với máy thông thường?
*Khái quát hệ thống điều khiển chạy dao:
-hệ thống chạy dao đảm bảo chuyển động tạo hình nên nó quyết định khả năng công nghệ(tức là kích thước hình dạng độ chính xác của bề mặt gia công) của máy.-trên thực tế chuyển động tạo hình có thể do dao hoạc phôi thực hiện,người ta quy ước trong mọi trường hợp coi phôi đứng yên còn dao chuyển động.-so với hệ thống khác hệ thống chạy dao của máy CNC có nhiều thay đổi so với máy thông thường.+sự thay đổi rõ nhất là mỗi trục chạy dao được điều khiển bằng một động cơ riêng.+sự phối hợp giữa các chuyển động tạo hình theo các phương là do bộ điều khiển đảm nhiệm.+hệ thống truyền động cơ khí liên kết động học giữa các trục,kể cả các tay quay là không cần thiết.
5. Hệ thống điều khiển chạy dao trên máy CNC có điểm gì khác so với máy thông thường?
Các chế độ làm việc: - Manual / JOG. + Chế độ chạy dao bằng tay. + Các trục có thể di chuyển nhờ các phím trên bàn điều khiển hoặc
bằng tay quay điện tử gắn với máy. + Khi cần có thể quay trục chính theo chiều trái hoặc phải. + Chế độ này được dùng khi gá dao, gá phôi hoặc gia công đơn giản. - MDI( Manual Data Input) + Có thể nhập các lệnh và gia cộng ngay theo các lệnh đó. + Sau khi thực hiện xong, chúng được xóa khỏi bộ nhớ. + Dùng để kiểm tra tọa độ dao, phôi hoặc gia công đơn giản.
6. Chức năng của từng chế độ làm việc trên máy CNC?
- Single Block. + Chế độ gia công tự động, nhưng chỉ chạy từng lệnh. + Sau khi hoàn thành mỗi lệnh, máy dừng chờ người dùng nhấn nút mới chạy
tiếp lệnh sau. + Chế độ này được dùng để kiểm tra , tìm lỗi hoặc thử chương trình. - Automatic. + Chạy tự động toàn bộ chương trình. + Là chế độ làm việc chủ yếu của máy. + Chương trình được chạy hoàn toàn tự động từ đầu đến cuối. + Có thể thay đổi chế độ gia công( tốc độ trục chính, tốc độ ăn dao) bằng các nút
OVERRIDE. + Có thể tạm dừng chương trình bằng phím STOP, sau đó lại tiếp tục. + Nếu nhấn phím NC STOP thì chương trình quay lại từ đầu.
6. Chức năng của từng chế độ làm việc trên máy CNC?
- Soạn thảo( Edit) + Dùng để soạn thảo, sửa chữa chương trình. + Người dùng nhập lệnh từ bàn phím. + Các máy CNC hiện đại cho phép soạn thảo một chương trình trong khi đang
thi công theo một chương trình khác. - Mô phỏng. + Mô phỏng là phương pháp kiểm tra bằng cách chạy chương trình trên màn
hình. + Nhờ mô phỏng có thể nhìn thấy diễn biến của quá trình gia công, nghĩa là thấy
dao chạy và phôi bị cắt đi như thế nào. + Mô phỏng không cho phép kiểm tra chế độ công nghệ.
+ Có nhiều phương pháp mô phỏng: * vẽ đường tâm dao. * vẽ vết dao. * mô phỏng trong 1 hình chiếu. * trong 3 hình chiếu, mô phỏng 3D.
6. Chức năng của từng chế độ làm việc trên máy CNC?
- Dry run + Chế độ thử chương trình bằng cách chạy không tải: trục chính không
quay, còn các trục khác chạy với tốc độ cao nhất. + Nhờ chạy khô người dùng có thể quan sát trục chạy thực. + Cần đặc biệt chú ý để phòng va chạm nguy hiểm khi chạy khô. Một số chức năng khác: + TEACH IN( dạy), tự động ghi lại chương trình khi chạy dao bằng tay.
Chế độ này được dùng để lập trình gia công những chỗ khó. + REPOS, cho phép lấy lại vị trí vừa dừng gia công, ví dụ sau khi gãy
dao. + BLOCK SEARCH, cho phép bắt đầu gia công từ lệnh chọn bất kì của
chương trình mà không phải từ đầu chương trình.
6. Chức năng của từng chế độ làm việc trên máy CNC?
1 .Nghiên cứu công nghệ gia công chi tiết
-Đọc hiểu bản vẽ chi tiết : hình dạng, độ chính xác, độ bóng và vật liệu-Chọn phôi, chọn máy và cách gá lắp.-Chọn tiến trình công nghệ hợp lý , chọn dao và xác đinh và chế độ cắt gọt cho từng bước công nghệ.
2. Thiết kế quỹ đạo cắt-Lập quỹ đạo chuyển động của dao thật chi tiết, hợp lý , chính xác.-Tính toán tọa độ các điểm chuyển tiếp trên quỹ đạo chuyển động của dao.
7. Khi chuẩn bị gia công với 1 chương trình NC mới , người vận hành cần thực hiện công việc gì?
3. Lập chương trình điều khiển NC
Có hai phương pháp lập trình:-Phương pháp thủ công+Không có sự trợ giúp máy tính.+ Tự phải biên soạn chương trình NC.+ Có khả năng đọc và sửa đổi chương trình khi trực tiếp vận hành máy CNC.
-Phương pháp lập trình tự động + Nhờ sự trợ giúp của máy tính. + Lập trình bằng ngôn ngữ xử lý hình học hoặc phần mền CAD/Cam. + Phương pháp này được sử dụng phổ biến và rất có hiệu quả , đặc biệt là gia công cho các trường hợp mặt cong phức tạp.
7. Khi chuẩn bị gia công với 1 chương trình NC mới , người vận hành cần thực hiện công việc gì?
4.Kiểm tra chương trình điều khiển NC
Có hai cách kiểm tra :-Kiểm tra dò thủ công-Kiểm tra bằng máy tính
5.Điều chỉnh máy CNC.
6.Ga công chi tiết trên máy CNC -Đưa chương trình ra màn hình điều khiển , kiểm tra lại chương trình và đặc biệt kiểm tra các đường chạy dao không cắt kĩ thuật
7. Khi chuẩn bị gia công với 1 chương trình NC mới , người vận hành cần thực hiện công việc gì?
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
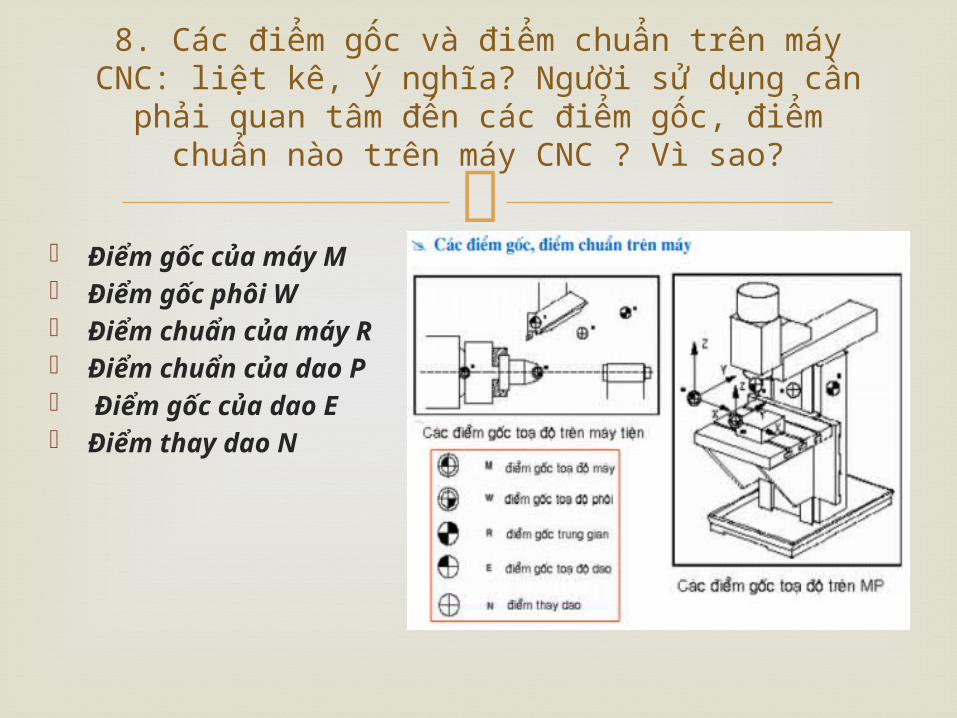
Điểm gốc của máy M Điểm gốc phôi W Điểm chuẩn của máy R Điểm chuẩn của dao P Điểm gốc của dao E Điểm thay dao N
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
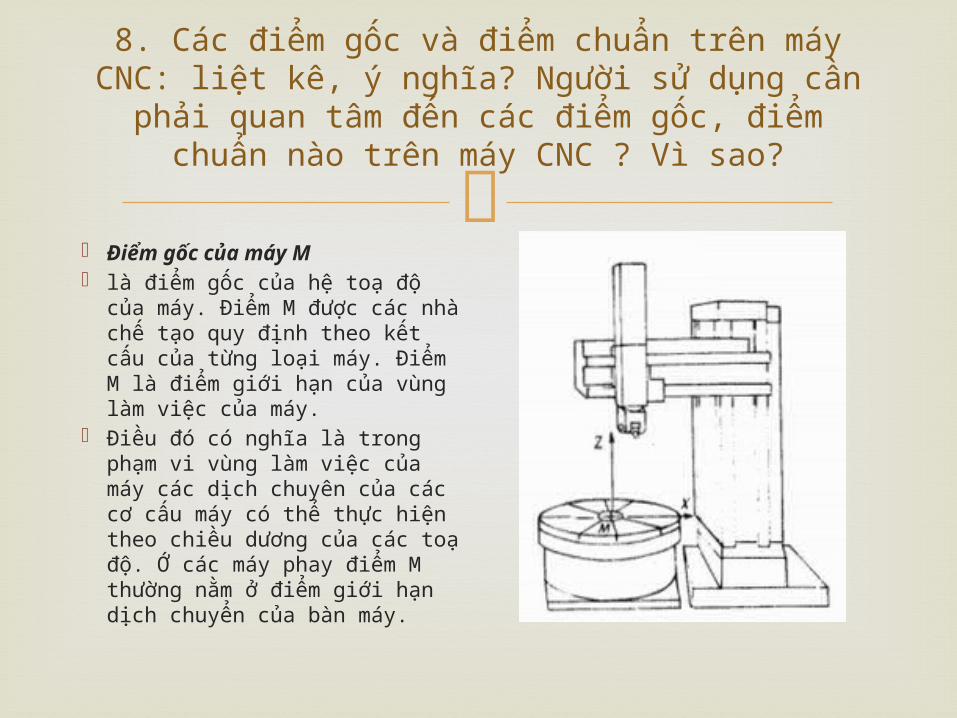
Điểm gốc của máy M là điểm gốc của hệ toạ độ của
máy. Điểm M được các nhà chế tạo quy định theo kết cấu của từng loại máy. Điểm M là điểm giới hạn của vùng làm việc của máy.
Điều đó có nghĩa là trong phạm vi vùng làm việc của máy các dịch chuyên của các cơ cấu máy có thể thực hiện theo chiều dương của các toạ độ. Ớ các máy phay điểm M thường nằm ở điểm giới hạn dịch chuyển của bàn máy.
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
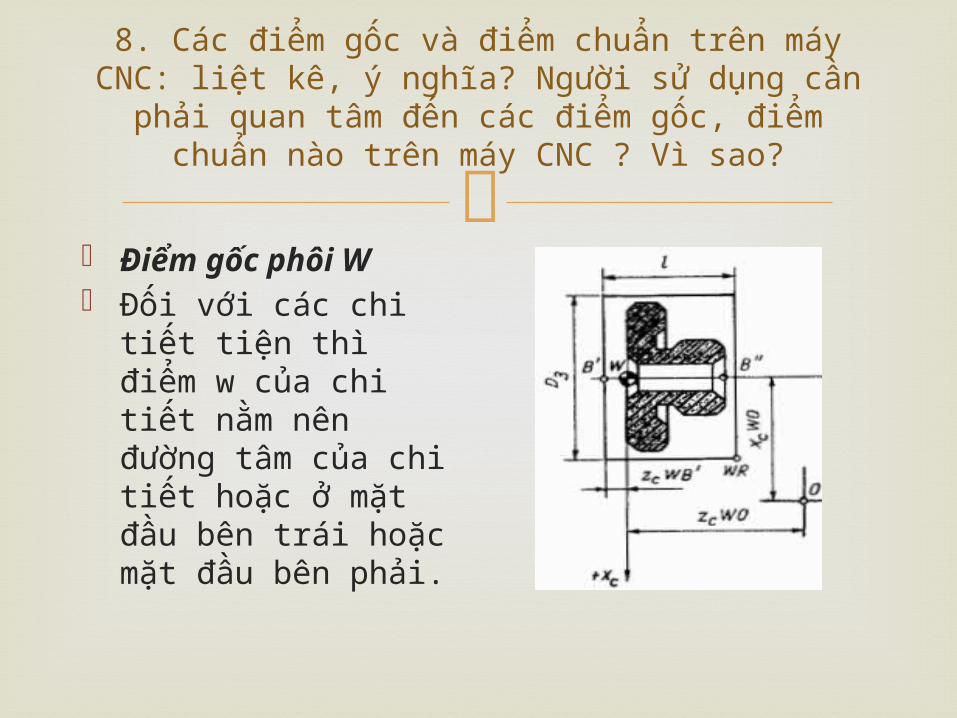
Điểm gốc phôi W Đối với các chi
tiết tiện thì điểm w của chi tiết nằm nên đường tâm của chi tiết hoặc ở mặt đầu bên trái hoặc mặt đầu bên phải.
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
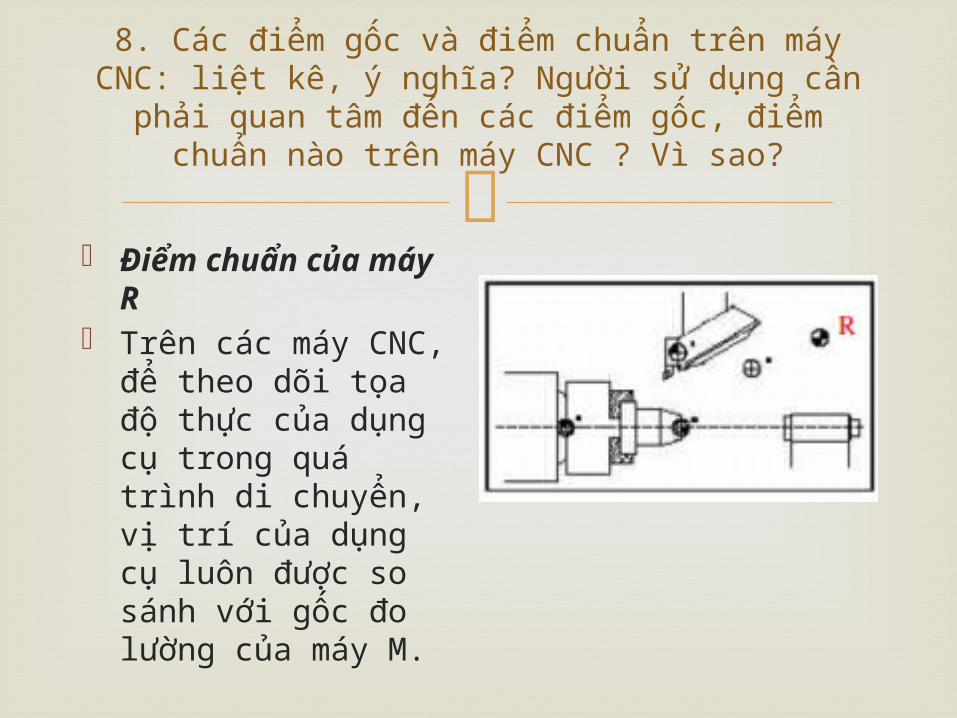
Điểm chuẩn của máy R Trên các máy CNC, để
theo dõi tọa độ thực của dụng cụ trong quá trình di chuyển, vị trí của dụng cụ luôn được so sánh với gốc đo lường của máy M.
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
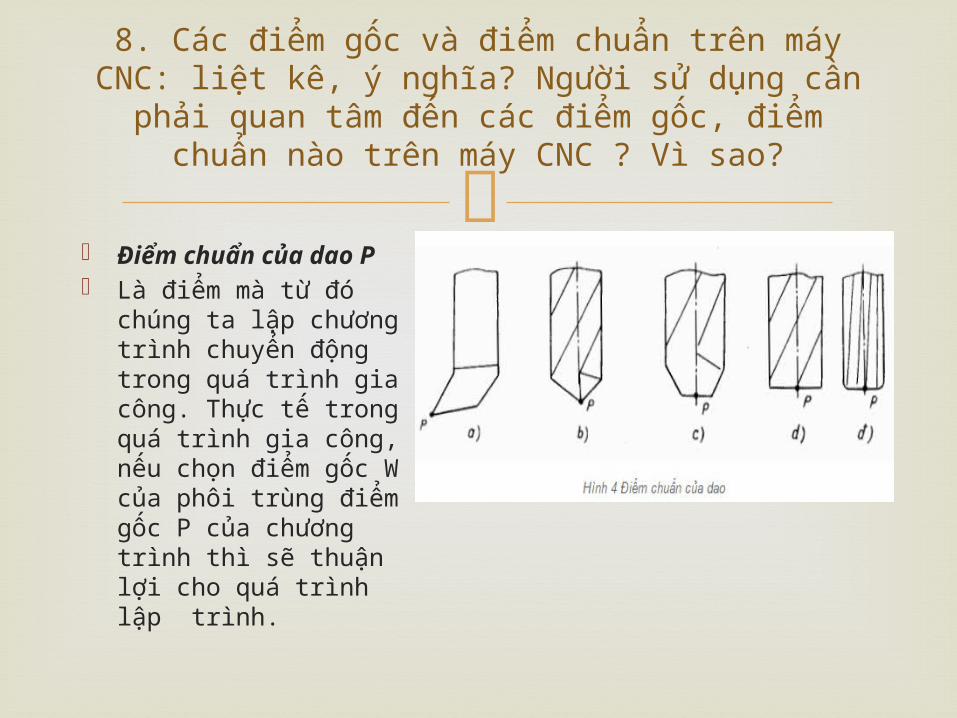
Điểm chuẩn của dao P Là điểm mà từ đó chúng
ta lập chương trình chuyển động trong quá trình gia công. Thực tế trong quá trình gia công, nếu chọn điểm gốc W của phôi trùng điểm gốc P của chương trình thì sẽ thuận lợi cho quá trình lập trình.
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
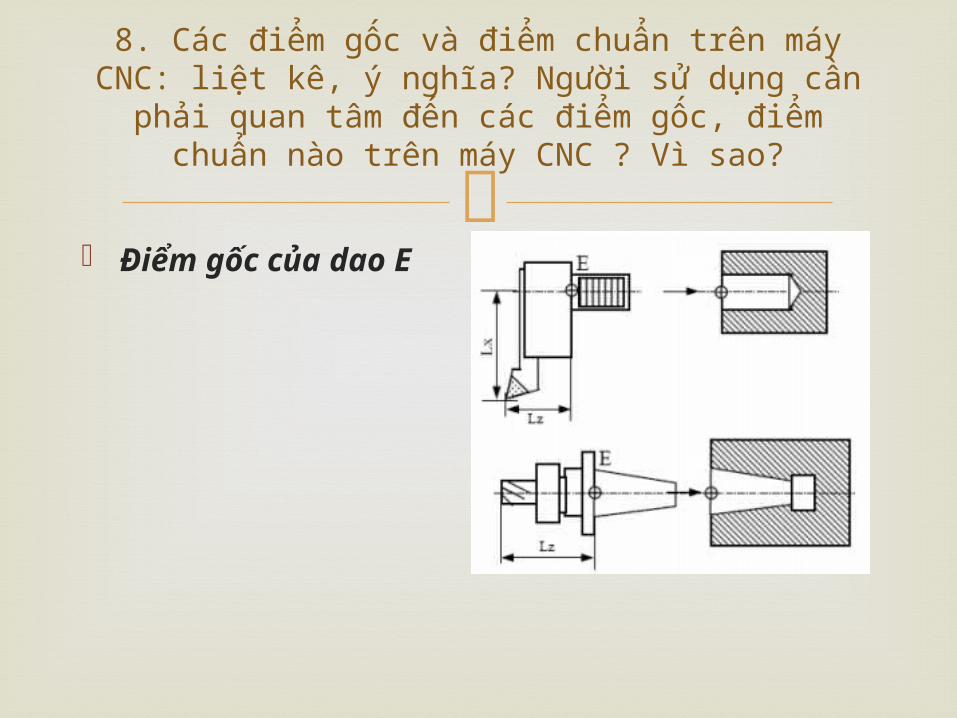
Điểm gốc của dao E
8. Các điểm gốc và điểm chuẩn trên máy CNC: liệt kê, ý nghĩa? Người sử dụng cần phải quan
tâm đến các điểm gốc, điểm chuẩn nào trên máy CNC ? Vì sao?
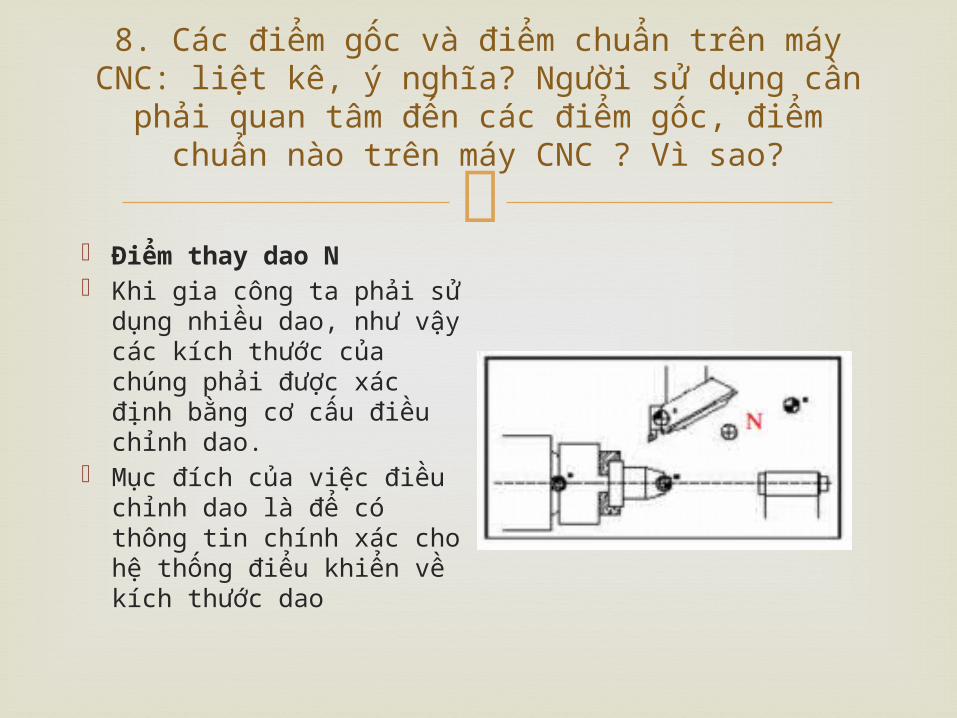
Điểm thay dao N Khi gia công ta phải sử
dụng nhiều dao, như vậy các kích thước của chúng phải được xác định bằng cơ cấu điều chỉnh dao.
Mục đích của việc điều chỉnh dao là để có thông tin chính xác cho hệ thống điểu khiển về kích thước dao
sử dụng hiệu ứng quang điệnNguyên tắc phản quang: + thước đo có các vạch chia phản quang và không phản quang đặt kế tiếp nhau + nguồn sáng chiếu vào thước đo + tia sáng gặp vạch phản quang được phản xạ lại và được tế bào quang điện hấp thụ >> sinh ra điện cao áp( tín hiệu 1) + tia sáng gặp vạch không phản quang không được phản xạ lại, tế bào quag điện sinh ra điện áp thấp (tín hiệu 0)Nguyên tắc soi thấu: + thước chia có các vạch chia soi thấu và không soi thấu đặt kế tiếp nhau. + nguồn sáng chiếu vào thước đo. + tia sáng chui qua vạch soi thấu được tế bào quang điện hấp thụ >> sinh ra điện áp cao ( tín hiệu 1) +tia sáng gặp vạch không soi thấu, tế bào quang điện sinh ra điện áp thấp ( tín hiệu 0 ).
9. Trình bày nguyên lý của hệ thống đo kiểu số-gia số.
Phân loại: Theo hình thức truyền động để lấy giá trị đo + kiểu tịnh tiến + kiểu quay Theo hình thức định lượng giá trị đo + kiểu số + kiểu tương tự. Vd: thước đo cảm ứng thẳng Theo nguyên tắc đo + kiểu gia số + kiểu tuyệt đối . Vd: thước đo cảm ứng thẳng Theo hình thức đo + trực tiếp . Vd: thước đo cảm ứng thẳng + gián tiếp
10. Phân loại các phương pháp đo vị trí? Cho ví dụ các thiết bị tương ứng?
3.. Trên máy cnc thường dùng thiết bị đo vị trí loại nào? Tại sao? Cho ví
dụ? - dụng cụ đo vị trí kiểu tương tự: + hệ thống đo bằng biến trở + hệ thống đo bằng cảm ứng từ + thước đo cảm ứng quay + thước đo cảm ứng quay không có vành quét + thước đo cảm ứng thẳng dụng cụ đo vị trí kiểu số: + đo vị trí kiểu số-gia số * sử dụng hiệu ứng quang điện * nguyên tắc phản quang * nguyên tắc soi thấu + đo vị trí kiể số - tuyệt đối
11. Trên máy cnc thường dùng thiết bị đo vị trí loại nào? Tại sao? Cho ví dụ?







![NHÓM SẢN PHẨM - lazada.comVN].II.VN.2.14.Nhóm sản phẩm... · Giới thiệu 3 Tính năng nhóm sản phẩm Cho phép nhà bán hàng có thể chủ động nhóm các](https://img.pdfslide.tips/doc/110x75/5a79bf967f8b9ab05f8bfa01/nhm-san-pham-vniivn214nhm-san-phamgioi-thieu-3-tnh-nang.jpg)





















![Hướngdẫntạo nhóm màu sảnphẩm địnhdạngchữ kèm hìnhVN].II.VN.2.16. Nhóm màu sản... · Nhóm màu theo địnhdạngchữlà gì? 3 Nhóm màu theo địnhdạngchữ:](https://img.pdfslide.tips/doc/110x75/5a79bfcc7f8b9a880c8c8314/huongdantao-nhm-mu-sanpham-dinhdangchu-km-hnh-vniivn216.jpg)