Embed Size (px)
Citation preview

Caro cliente...
Quando un buon prodotto è anche bello da vedere
Incontri con l’Industria
A Maggio l’incontro con le aziende del settore Legno - Arredo Come annunciato nel prece-
dente numero, il primo incon-
tro con gli utilizzatori del mon-
do industriale sarà rivolto agli
operatori della filiera del le-
gno-arredo e si terrà nel me-
se di Maggio. Per preparare
questo incontro, la società di
consulenza Modula ha realiz-
zato per Nastroflex una ricer-
ca a carattere qualitativo,
coinvolgendo vari attori della
filiera e scrutando con loro
nell‟immediato futuro delle
lavorazioni, dei materiali e
delle finiture.
Sono state intervistate azien-
de quali i produttori di vernici
Akzo Nobel, Sayerlack, IVM e
IVE; i produttori di macchine
e impianti per la lavorazione
del legno Costa, Viet e Cefla,
oltre al Centro Studi della
relativa associazione di cate-
goria, Acimall. Sono stati
sentiti anche i soggetti più
protesi al futuro, come
l‟istituto di ricerca e prove
Catas e la Nanofab, società
di ricerca sulle nanotecnolo-
gie, oltre ad alcuni designers
dell‟arredo. Infine hanno par-
tecipato allo studio due tra le
più grandi e qualificate azien-
de di componentistica del
Nord Est. La ricerca ha
evidenziato alcune criticità
ed orientamenti precisi,
riguardanti le produzioni a
grande volume, il just in
time, la verniciatura ad
acqua e i materiali alternati-
vi, tutti temi che saranno
oggetto degli incontri in pro-
gramma nel 2011.
L‟indagine ha inoltre mostra-
to che c‟è bisogno di far
crescere negli utilizzatori le
conoscenze specifiche su
vernici, macchine, colle, abra-
sivi e materiali; conoscenze
necessarie ad acquistare
bene, produrre bene e vende-
re bene, in Italia e all‟estero,
esprimendo qualità e com-
petitività per difende-
re concretamente la filiera
dagli attacchi dei paesi emer-
genti.
R i g u a r d o a l l ‟ a b r a s i v o ,
l‟esigenza di conoscenza e-
spressa si riferisce al suo uti-
lizzo e alle sue interazioni con
altri materiali, quali, ad esem-
pio, la diversa finitura del
grezzo destinato alla vernicia-
tura all‟acqua.
Nastroflex, con questo primo
incontro e con quelli che se-
guiranno, intende offrire ai
propri clienti elementi di co-
noscenza dei prodotti per la
levigatura, delle loro appli-
cazioni sfumate in ogni mi-
crosettore e delle corrette
correlazioni con macchine e
vernici.
Marzo 2011
Quando un buon prodotto
è anche bello da vedere
A Maggio l’incontro con le
aziende del settore Legno
- Arredo
Dal 431RA un
aggrappaggio costante
per la carta melaminica
L’ossido ceramico di P976
per non bruciare le
superfici
Come scegliere la grana
giusta per non avere
problemi
Come nascono le nostre
“soluzioni vincenti”
“Perché a volte il nastro
fa le grinze?”
Sommario:
Nastroflex informa Notiziario tecnico commerciale
Cari lettori, benritrovati. La foto di apertura non è un quadro contemporaneo, ma la superficie
del nostro abrasivo Stearata 200. La particolare regolarità del disegno in rilievo è data dal tratta-
mento con speciali stearati, una sorta di lubrificanti atti a ridurre la frizione e quindi il surriscalda-
mento delle superfici termoplastiche, al fine di aumentare la durata del prodotto abrasivo e la
qualità della finitura.
2

2
Il 431RA è un prodotto su carta di peso E (235-245 gr/mq), largamente utilizzato per creare un aggrappaggio su superfici rivestite con carta mela-minica e destinate ad essere vernicia-te principalmente con prodotti in polie-stere o acrilico.
Ha la particolarità di mantenere un grado di finitura costante dall'inizio alla fine del proprio ciclo di vita, grazie a una curva del decadimento che rimane sostanzialmente piatta fino
al termine della sua d u r a t a (Grafico 1).
Questo aspet-to consente di evitare le c o n t i n u e regolazioni della mac-china e ge-nera quindi un risparmio
di tempo da parte dell'operatore.
E‟ un prodotto molto diffuso nella mo-derna industria dell‟arredamento e che negli anni è stato sempre più perfezionato, per affinarne le caratte-ristiche tecniche. Un interessante approfondimento delle sue perfor-mance, nella preparazione delle su-perfici per le lavorazioni di finitura e verniciatura, è espresso dal Grafico 2
a pagina 3 dove si nota che, per tutta la durata della lavorazione effettuata con nastro alto di grana P400, monta-to su gruppo di levigatura a tampone, il 431RA ottiene dei picchi di rugo-sità nettamente inferiori al concor-rente ed una conseguente più uni-
forme levigatura.
A cura del Servizio Assistenza
Le applicazioni su superfici melaminiche
Dal 431RA un aggrappaggio costante per la carta melaminica
Nastroflex Informa
sostituendo i prodotti a base di ossido di zirconio, grazie alla sua superiore durata e velocità di taglio. Proprio questa velocità di taglio gene-ra una grande quantità di calore; pertanto P976 viene “additivato”, cioè viene applicata sulla sua su-perficie una sostanza che assorbe il calore generato dall’attrito della lavorazione fra abrasivo e pezzo lavo-rato.
Questa sostanza consente di evitare il rischio di rovinare le superfici trattate, come ad esempio accade negli acciai inox sui quali si forma il tipico alone blu da “bruciatura”, che rovina irrimediabilmente il pezzo.
Grazie a questa caratteristica e grazie al suo supporto in tela particolarmen-te res is ten te, i problemi dell’allungamento e della rottura del nastro sono pressoché azzera-ti, e P976 garantisce al tempo stesso una finitura di livello costante e una buona durata.
A cura del Servizio Assistenza
Le applicazioni su acciai legati
L’ossido ceramico di P976 per non bruciare le superfici
P976 è un prodotto a base di ossido di alluminio ceramico di ultima gene-razione spalmato su una robusta tela di poliestere, studiato soprattutto per sbavare o scordonare parti in acciaio particolarmente resistenti.
E' utilizzato nelle aziende specializza-te nella sbavatura e nella pulitura dei metalli e in quelle che lavorano l‟alluminio di pressofusione.
L’ossido di alluminio ceramico è la più recente delle grane abrasive(Foto 1) : introdotto all‟inizio degli anni „80 del secolo scorso - l‟ossido di allu-minio e il carburo di silicio sono stati invece inventati alla fine dell‟800 - sta
Foto 1—Fratturazione dell’ossido ceramico
A lato possiamo vedere al microscopio la macrostruttura dei granuli di ossido cerami-co, in grana 36. La barra di scala della lunghezza di 500 mi-cron (0,5 mm) evidenzia la loro dimensione.
3
Nastroflex Informa
PERCHE’ PARLARE DI GRANA -
Il numero di grana è uno degli ele-
menti determinanti per la scelta di
un prodotto abrasivo.
Ogni responsabile di produzione sce-
glie tra diverse grane quella giusta
per la propria lavorazione, confidando
che il numero della grana indicato dal
produttore sul supporto, sia determi-
nato secondo un metodo universale.
Purtroppo questo
non è vero e
l’utilizzatore corre
un rischio: vediamo
perché.
L’ORIGINE - Le
grane abrasive ven-
gono di solito pro-
dotte come blocchi
di grandi dimensio-
ni all‟interno di forni
ad arco. Per ottene-
re la grana abrasiva
tecnicamente utiliz-
zabile è necessario
quindi frantumare
questi blocchi e successivamente
selezionare la grana secondo la sua
grandezza.
LA MISURAZIONE - La definizione
del numero di grana è stata definita
dalla FEPA, Federazione Europea
dei Produttori di Abrasivi. Quando
un abrasivo, posto su carta o su tela,
è di granulometria FEPA, ha la lette-
ra P davanti al numero di grana, ad
esempio P100.
Una definizione grossolana delle di-
mensioni di un grano abrasivo, è
quella secondo cui il numero di grana
corrisponde al numero di aperture
presenti in un setaccio per ogni polli-
ce lineare; quindi, per conoscere il
diametro di un grano in millimetri,
basterà dividere 25,4 per il numero di
grana, diminuendo poi il numero tro-
vato del 35%, per tenere conto dello
spessore dei fili del setaccio.
Ad esempio una grana 50 avrà di-
mensione di circa 25,4:50x0,65 0,33
mm. (le dimensioni esatte sono fornite
dalla Tabella 1)
Il numero di grana viene individuato,
per le grane P220 e più grosse
(macrograne), impiegando cinque
particolari setacci e misurando la per-
centuale di abrasivo che rimane su
ogni setaccio, mentre per le grane
P240 e più fini (micrograne) si adotta
un tubo di sedimentazione.
L’UTILIZZATORE INGANNATO - Un
produttore scorretto potrebbe ingan-
nare l‟utilizzatore fornendogli un na-
stro abrasivo di grana più grossa
rispetto al numero di grana stam-
pato sul retro del supporto. Quando
l‟utilizzatore comparerà questo pro-
dotto “falso” con un altro “onesto”, il
falso gli sembrerà avere una durata
maggiore.
Ma, anche se a occhio nudo e al tatto
la superficie lavorata con il prodotto
falso si presenterà della finitura atte-
sa, misurandola scientificamente con
un rugosimetro, l’utilizzatore note-
rà una rugosità decisamente mag-
giore. Questa causerà un aumento
dei tempi della successiva spazzola-
tura e lucidatura, oppure renderà ne-
cessaria una maggiore quantità di
vernice per ottenere l‟effetto estetico
e di resistenza meccanica desiderati.
In sostanza, l‟uso dell‟abrasivo di gra-
na falsa caricherà il prodotto finale
di un costo “occulto” e di una mi-
nore qualità.
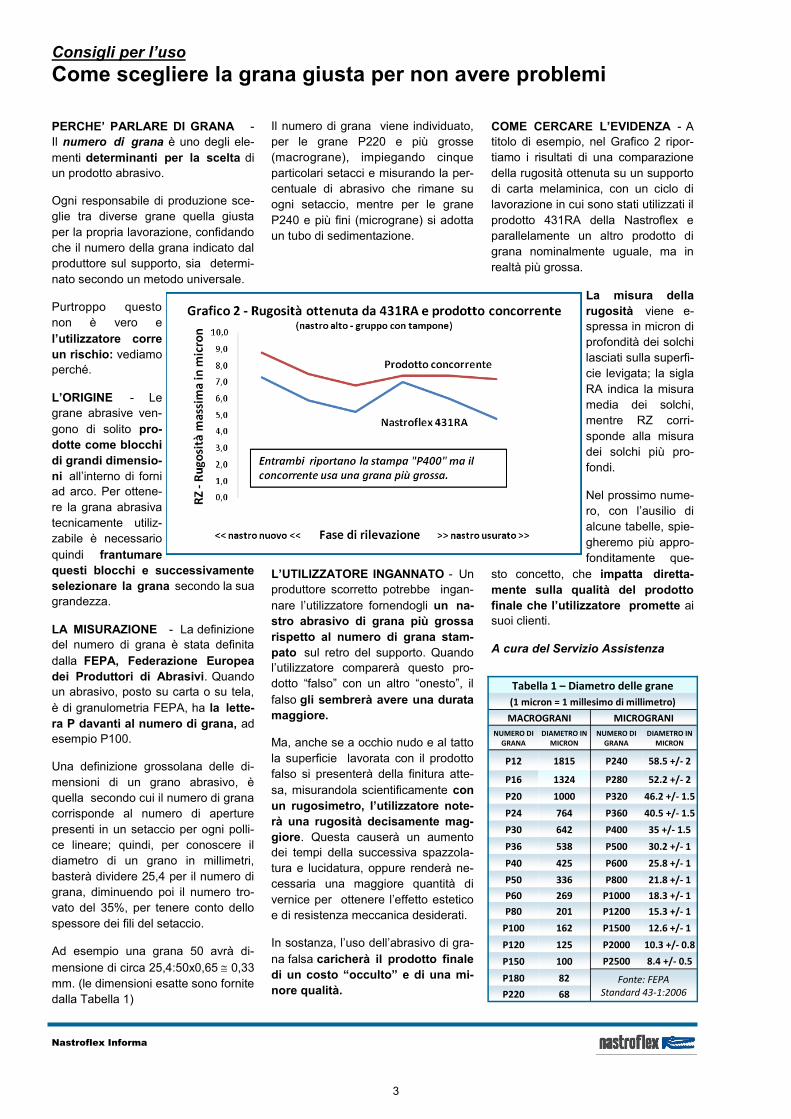
COME CERCARE L’EVIDENZA - A
titolo di esempio, nel Grafico 2 ripor-
tiamo i risultati di una comparazione
della rugosità ottenuta su un supporto
di carta melaminica, con un ciclo di
lavorazione in cui sono stati utilizzati il
prodotto 431RA della Nastroflex e
parallelamente un altro prodotto di
grana nominalmente uguale, ma in
realtà più grossa.
La misura della
rugosità viene e-
spressa in micron di
profondità dei solchi
lasciati sulla superfi-
cie levigata; la sigla
RA indica la misura
media dei solchi,
mentre RZ corri-
sponde alla misura
dei solchi più pro-
fondi.
Nel prossimo nume-
ro, con l‟ausilio di
alcune tabelle, spie-
gheremo più appro-
fonditamente que-
sto concetto, che impatta diretta-
mente sulla qualità del prodotto
finale che l’utilizzatore promette ai
suoi clienti.
A cura del Servizio Assistenza
Consigli per l’uso
Come scegliere la grana giusta per non avere problemi
Tabella 1 – Diametro delle grane
(1 micron = 1 millesimo di millimetro)
MACROGRANI MICROGRANI
NUMERO DI GRANA
DIAMETRO IN MICRON
NUMERO DI GRANA
DIAMETRO IN MICRON
P12 1815 P240 58.5 +/- 2
P16 1324 P280 52.2 +/- 2
P20 1000 P320 46.2 +/- 1.5
P24 764 P360 40.5 +/- 1.5
P30 642 P400 35 +/- 1.5
P36 538 P500 30.2 +/- 1
P40 425 P600 25.8 +/- 1
P50 336 P800 21.8 +/- 1
P60 269 P1000 18.3 +/- 1
P80 201 P1200 15.3 +/- 1
P100 162 P1500 12.6 +/- 1
P120 125 P2000 10.3 +/- 0.8
P150 100 P2500 8.4 +/- 0.5
P180 82 Fonte: FEPA Standard 43-1:2006 P220 68

4
La parola al Cliente
“Perché a volte il nastro fa le grinze?”
le zone laterali del nastro e la sua area centra le , causando in quest‟ultima una “freccia”, ovvero una leggera borsa verso il basso, che una volta pressata contro il rullo dal pas-saggio dei pezzi da lavorare, può generare una pie-ga che rovina il n a s t r o , c o m e nella foto a lato.
La solu-zione più affidabile consiste in una cor re t t a
“Gentili Signori, talvolta abbiamo al-cun i p roblemi su i nas t ron i , 1400x3250 che fanno le grinze e lasciano dei segni sul prodotto. Que-ste grinze non si presentano sempre nello stesso punto e possono riguar-dare grane diverse. Non riusciamo a capire perché i nastri fanno la grinza, a volte incolpiamo i trasportatori per-ché abbiamo trovato delle scatole rotte e umide, a volte pensiamo che sia la giunzione. Potete spiegarci il motivo di queste imperfezioni e sug-gerirci la soluzione? Grazie” (lettera firmata)
Risponde Marco Armellin, respon-sabile del Servizio Assistenza.
“Talvolta il grado di umidità ambien-tale genera una diversa tensione tra
preparazione del nastro, che va la-sciato in prossimità della macchina per alcuni giorni prima dell‟uso, in modo da agevolare una distribuzione omogenea dell‟umidità sulla sua su-perficie. Un‟ulteriore soluzione, con-siste nel cospargere una manciata di talco o gesso sulle parti interne del nastro, per assorbire l‟umidità in ec-cesso.
Se il problema persiste raccomandia-mo di condurre un‟analisi più appro-fondita dell‟insieme nastro-macchina.”
Per domande di carattere tecnico scrivete a [email protected], mentre per gli altri quesiti l‟indirizzo è
Arrivederci al prossimo numero.
Nastroflex Informa Nastroflex Spa Via delle Industrie, 17 31047 Levada di Ponte di Piave (Treviso) ITALY Tel. +39.0422.853018 Fax. +39.0422.853533 E-mail: [email protected] Web: www.nastroflex.it
errore o anche per introdurre un ciclo del tutto nuovo presso il nostro clien-te.
Una volta ottenuto il risultato atteso, l‟esperienza effettuata viene codifica-ta in una scheda denominata Solu-zione vincente,e utilizzata per l‟aggiornamento tecnico degli agenti.
Eccovi un esempio.
Il servizio e la soddisfazione
Come nascono le nostre “soluzioni vincenti”
Possiamo senz‟altro dire che “Il Servi-zio si vede nel momento del bisogno” e per i nostri clienti dei settori indu-striali, questo bisogno coincide talvol-ta col non riuscire ad ottenere un pre-ciso risultato da un ciclo di lavorazio-ne, pur avendo già applicato tutte le proprie conoscenze.
E‟ in questi frangenti che il Servizio Assistenza di Nastroflex, interviene per dare un supporto tecnico concre-to.
Marco Armellin, responsabile del Servizio Assistenza di Nastroflex:
“Per trovare la soluzione giusta per noi è indispensabile avere delle infor-mazioni precise dal cliente: che mate-ria prima sta lavorando, con quali macchine e cicli e per ottenere quale risultato.
Di sicuro avere migliaia di clienti di tanti settori industriali e in tutto il mon-do, ci permette di avere tantissimi casi di riferimento per correggere un
SCHEDA 01 Segmento: legno. Materiali: MDF. Destinazione d’uso: ante per cucine.
Descrizione della produzione. Pannelli in MDF da rivestire con fogli sottili in PVC. Prodotti utilizzati. Naxomax / 621
Problema. Il cliente lamenta delle righe sui pannelli finiti. Richieste del cliente. Avere garanzia di una finitura ottima e allo stesso tempo ridurre gli scarti di produzione nelle fasi di lavoro successive, dato l’alto costo di recupero del materiale scartato.
Analisi del problema. Con l’attuale ciclo di lavoro – per il quale sono utilizzati i nastri della concorrenza - il salto delle grane è eccessivo, dato che sono usate la 320, la 500 e la 800 e non si sfruttano a pieno le potenzialità della macchina levigatri-ce. La macchina è composta da gruppo tra-sversale, rullo, tampone e superfinitore. Il gruppo rullo non è usato perche ritenuto inadatto al ciclo di lavoro.
Risoluzione del problema. Da un test eseguito su una macchina gemella, si è rilevata la necessità di rettificare il rullo della levigatrice in oggetto. Una volta effet-tuata la manutenzione, si predispone l’utilizzo del ciclo sotto riportato. I pannelli risultano perfetti e privi dei graffi non omogenei dovuti al salto eccessivo di grana.
CICLO DI LAVORAZIONE
Gruppo di lavoro Prodotto e Grana
TRASVERSALE NAXOMAX P320
RULLO NAXOMAX P400
TAMPONE 621 P600
SUPERFINITORE 621 P800






















![Comunicazione Efficace [Sola lettura].pdf · comunicazione e operare per ridurle al ... che il soggetto ricevente fornisce all’emittente esprimendo l’effetto che ... ruoli e strategie](https://img.pdfslide.tips/doc/110x75/5c6984ed09d3f29b758d5237/comunicazione-sola-letturapdf-comunicazione-e-operare-per-ridurle-al-.jpg)






