Embed Size (px)
Citation preview

CENTRO DE CAPOACITACIÓN PARA EL
TRABAJO INDUSTRIAL No. 29
APIZACO, TLAX.
PROFR. RAFAEL HERNÁNDEZ ESCAMILLA
INSTRUCTOR DE MAQUINAS HERRAMIENTA

Este manual esta diseñado para que el capacitando
se le facilite su aprendizaje y desarrolle sus
habilidades en el uso y manejo del torno, haciéndolo
más competitivo en el sector productivo de bienes y
servicios.
Esto genera conocimiento en las operaciones que se
realizan en el torno y su procedimiento para
maquinar piezas, conforme a dibujo, respetando las
normas de higiene y seguridad.

Pág.
Partes principales del torno…………………………...1
Careado en el torno……………………………..…….4
Cilindrado en el torno ………………………….…….6
Barrenado de una pieza en el torno ………………….8
Machuelazo en el torno ……………………….……10
Chaflanes en el torno …………………………….…12
Ranurado en el torno………………………………..14
Torneado de una polea…………………………...…16
Moleteado en el torno……………………………….18
Torneado de un cono en el torno ……………………20
Conicidad por desplazamiento del contrapunto ….....22
Barrenado de una placa en el torno………………….24
Torneado entre centros……………………………....26
Uso de la luneta fija en el torno ………………….....28
Torneado con ayuda de la luneta móvil……………..30
Torneado excéntrico…………………………………32
Torneado de radios en el torno ……………………...34
Torneado interior en el torno………………………..36

Roscado en el torno………………………………….38
Roscado interior en el torno …………………………40
Torneado de una rosca “acme”……………………....42
Torneado de una rosca cuadrada…………………….44

18
17
16
1514

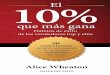
1. CABEZAL FIJO.ESTE CABEZAL FIJO ES EL QUE SIRVE DE ALOJAMIENTO A LOS ENGRANES EMPLEADOS EN LAS GAMAS DE REVOLUCIONES POR MINUTO, ASÍ COMO LA CAJA DE AVANCES, TANTO PARA CILINDRAR, COMO PARA ROSCAR, TAMBIÉN SIRVE PARA ALOJAMIENTO PARA EL HUSILLO PRINCIPAL.
2. CHUCK UNIVERSAL.
ESTE CHUCK TIENE TRES MORDAZAS, Y SE LE CONOCE COMO CHUCK UNIVERSAL, PORQUE CENTRA AUTOMÁTICAMENTE TODOS LOS MATERIALES CILÍNDRICOS.
3. TORRETA.SE UTILIZA EN LA FIJACIÓN Y SOPORTE DE LAS HERRAMIENTAS DE CORTE, ESTE TIPO DE TORRETA, PERMITE MONTAR VARIAS HERRAMIENTAS AL MISMO TIEMPO, PARA DIFERENTES OPERACIONES.
4. PALANCA DE FIJACIÓN DEL CABEZAL MOVIL O CONTRAPUNTO.ESTA PALANCA SE UTILIZA PARA FIJAR AL CABEZAL MÓVIL, DURANTE LAS OPERACIONES DE BARRENADO O DE CILINDRADO EN MIXTO, O ENTRE CENTROS.
5. MANIVELA DEL HUSILLO DEL CONTRAPUNTO.ESTA MANIVELA SE UTILIZA PARA DAR AVANCE AL HUSILLO, PUEDE SER PARA BARRENAR O PARA AJUSTAR EL PUNTO GIRATORIO AL CENTRO DE LA PIEZA, ESTA MANIVELA TIENE UN TAMBOR O ANILLO MICROMÉTRICO, EL CUAL CADA DIVISIÓN EQUIVALE 0.02MM. Y UNA VUELTA COMPLETA TIENE 2.5MM.
6. CABEZAL MOVIL O CONTRAPUNTO.ESTE CABEZAL SE UTILIZA PARA SUJETAR EL BROQUERO, EN EL CUAL SE MONTAN LAS BROCAS, TAMBIÉN SE MONTA EL PUNTO GIRATORIO PARA TORNEAR EN MIXTO O ENTRE CENTROS.
7. TORNILLO SIN FIN.ESTE TORNILLO TIENE LA FUNCIÓN DE TRANSMITIR MOVIMIENTO DE LA CAJA DE AVANCES HACIA LOS CARROS PARA REALIZAR EL ROSCADO.
8. PALANCA DE PUESTA EN MARCHA.ESTA PALANCA SE UTILIZA PARA PONER EN MARCHA EL CHUCK, LA PALANCA HACE GIRAR AL CHUCK EN SENTIDO HORARIO Y EN SENTIDO ANTIHORARIO.
9. PERILLA DE LUBRICACIÓN.ESTA PERILLA SE UTILIZA PARA LUBRICAR LAS GUÍAS DE LOS CARROS Y HACER SUAVE SU DESLIZAMIENTO SOBRE LA BANCADA.
10.PALANCA DE EMBARQUE PARA ROSCAR.ESTA PALANCA SOLO TIENE UNA FUNCIÓN PRINCIPAL QUE ES LA DE ROSCAR, TIENE QUE ESTAR EN NEUTRAL LA PALANCA DE EMBRAGUE DE CILINDRAR.
11.CARRO LONGITUDINAL.ESTE CARRO SE UTILIZA PARA CILINDRAR DE IZQUIERDA A DERECHA Y DE DERECHA A IZQUIERDA MANUALMENTE Y CON AUTOMÁTICO.

12.PALANCA DE EMBRAGUE DE CILINDRADO Y CAREADO.ESTA PALANCA TIENE DOBLE FUNCIÓN, QUE ES PARA CAREAR Y CILINDRAR, PERO SOLO AVANZA AUTOMÁTICAMENTE EN LOS DOS SENTIDOS.
13.CARRO TRANSVERSAL.ESTE CARRO SE UTILIZA EN LA OPERACIÓN DE CAREADO, TAMBIÉN PARA DAR PROFUNDIDAD DE CORTE AL CILINDRADO, ROSCADO Y RANURADO, ESTE CARRO TIENE UN TAMBOR MICRÓMETRO, EL CUAL CADA DIVISIÓN EQUIVALE A 0.02MM Y UNA VUELTA COMPLETA TIENE 5MM.
14.CARRO AUXILIAR.ESTE SE UTILIZA PARA REALIZAR CONICIDADES INTERIORES Y EXTERIORES DE CORTA LONGITUD, ESTE CARRO TIENE UN ANILLO O TAMBOR MICROMÉTRICO. EL CUAL CADA DIVISIÓN EQUIVALE A 0.02MM Y UNA VUELTA COMPLETA TIENE 2.5 MM.
15.BANCADA.ES LA GUÍA PRISMÁTICA QUE SE UTILIZA COMO SOPORTE DE LOS CARROS, NO SE DEBE RAYAR NI GOLPEAR LA BANCADA CON CUALQUIER OBJETO POR QUE PIERDE SU PRECISIÓN.
16.SELECTORES PARA EL ROSCADO Y CILINDRADO.ESTOS SELECTORES SE UTILIZAN PARA EL AVANCE DEL CILINDRADO Y DEL ROSCADO, TANTO EN EL SISTEMA INGLES COMO EN EL MÉTRICO.
17.INVERSOR DEL AVANCE.ESTE INVERSOR INDICA EL SENTIDO DEL AVANCE DE LOS CARROS, TANTO PARA CILINDRAR COMO PARA ROSCAR Y ADEMÁS PARA CAREAR.
18.SELECTORES DE REVOLUCIONES POR MINUTO.ESTOS SELECTORES INDICAN LAS REVOLUCIONES POR MINUTO A QUE GIRA EL HUSILLO PRINCIPAL DEL TORNO.


1) CORTAR UN TRAMO DE MATERIAL, REDONDO O CUADRADO.
2) MONTAR LA PIEZA EN EL CHUCK.
3) AFILAR BURIL DE ACERO RÁPIDO PARA CAREAR.
4) MONTAR BURIL EN LA TORRETA DEL TORNO.
5) POSICIONAR EL BURIL AL CENTRO DE LA PIEZA.
6) CALCULAR LAS REVOLUCIONES POR MINUTO CONFORME AL TIPO DE
MATERIAL UTILIZANDO LA SIGUIENTE FORMULA R.P.M=VCX 3.82/D.
7) PONER EN MARCHA EL TORNO EN SENTIDO CONTRARIO DE LAS
MANECILLAS DEL RELOJ.
8) PONER A TANGENCIAR EL FILO DEL BURIL CON LA CALA DE LA PIEZA.
9) COLOCAR EN CERO EL TAMBOR MICROMÉTRICO DEL CARRO AUXILIAR.
10) DAR UN CORTE UTILIZANDO EL CARRO TRANSVERSAL DE AFUERA
HACIA ADENTRO MANUALMENTE.
11) METER OTRO CORTE Y DAR AVANCE AUTOMÁTICO AL CARRO
TRANSVERSAL.
12) BAJAR PIEZA DEL CHUCK.
13) VERIFICAR EL ACABADO SUPERFICIAL DE LA PIEZA.
14) LIMPIAR EL TORNO Y EL ÁREA DE TRABAJO.
15) DURANTE EL MAQUINADO EL OPERADOR DEBE RESPETAR LAS
NORMAS DE HIGIENE Y SEGURIDAD.


1) CORTAR MATERIAL CONFORME DIMENSIONES INDICADAS EN EL PLANO O CROQUIS.
2) AFILAR BURIL PARA CAREAR Y CILINDRAR.3) MONTAR LA PIEZA EN EL CHUCK, DEJANDO 15MM DE LONGITUD LIBRE
DE LAS MORDAZAS.4) MONTAR EL BURIL EN LA TORRETA COLOCÁNDOLO AL CENTRO DE LA
PIEZA.5) CALCULAR LAS REVOLUCIONES POR MINUTO PARA CAREAR UTILIZANDO
LA FORMULA R.P.M.= VC X 3.82/D.6) GIRAR LAS PERILLAS HASTA COLOCAR LAS REVOLUCIONES POR MINUTO
INDICADAS EN EL CÁLCULO.7) PONER EN MARCHA EL TORNO.8) PONER A TANGENCIAR EL BURIL EN LA CARA DEL MATERIAL.9) PONER EN CERO EL TAMBOR MICROMÉTRICO DEL CARRO AUXILIAR.10) DAR PROFUNDIDAD DE CORTE DEPENDIENDO EL TIPO DE
MATERIAL.11) DAR AVANCE MANUAL AL CARRO TRANSVERSAL DE AFUERA HACIA
ADENTRO.12) MONTAR EL BROQUERO EN EL HUSILLO DEL CONTRAPUNTO.13) COLOCAR LA BROCA DE CENTROS Y SUJETARLA EN EL BROQUERO.14) BARRENAR EN LA BROCA DE CENTROS EN LA CARA DEL MATERIAL
HASTA LA MITAD DEL ÁNGULO DE LA BROCA.15) QUITAR BROQUERO DEL CONTRAPUNTO Y COLOCAR EL PUNTO
GIRATORIO.16) AFLOJAR LAS MORDAZAS DEL CHUCK Y SACAR LA PIEZA HASTA LA
LONGITUD A CILINDRAR INDICADA EN EL PLANO.17) PONER A TANGENCIAR EL BURIL CON EL DIÁMETRO EXTERIOR DE
LA PIEZA Y COLOCAR EL CERO DE REFERENCIA EN EL TAMBOR MICRÓMETRICO DEL CARRO TRANSVERSAL.
18) CALCULAR LAS REVOLUCIONES POR MINUTO PARA CILINDRAR, PUEDE SER EN DESBASTE O ACABADO UTILIZANDO LA FORMULA: R.P.M.= VC X 3.82/D.
19) DAR PROFUNDIDAD DE CORTE DE ACUERDO AL TIPO DE MATERIAL.
20) EL CILINDRADO SE PUEDE HACER MANUALMENTE O CON AVANCE AUTOMÁTICO.
21) IR VERIFICANDO LOS DIÁMETROS EXTERIORES CON VERNIER O CON MICROMÉTRO HASTA OBTENER DIMENSIONES FINALES INDICADAS EN EL PLANO O CROQUIS.
22) BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA PLANO O CROQUIS.
23) DESMONTAR HERRAMIENTAS DE CORTE Y ACCESORIOS DEL TORNO.
24) LIMPIAR LA MAQUINA Y ÁREA DE TRABAJO.25) EL OPERADOR DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CALCULAR LAS REVOLUCIONES POR MINUTO PARA CAREAR UTILIZANDO LA
FORMULA R.P.M. = Vc x 3.82/D.
5. GIRAR LAS PERILLAS HASTA COLOCAR LAS REVOLUCIONES POR MINUTO
INDICADAS EN EL CALCULO.
6. CAREAR LA PIEZA A LIMPIAR.
7. MONTAR EL BROQUERO EN EL HUSILLO DEL CONTRAPUNTO, SUJETAR LA
BROCA DE CENTROS No. 4.
8. SELECCIONAR LAS REVOLUCIONAR POR MINUTO PARA HACER EL BARRENO DE
CENTROS.
9. BARRENAR CON LA BROCA DE CENTOS No. 4 HASTA LA MITAD DEL ÁNGULO
DE LA BROCA.
10.MONTAR BROCA DE DIAMETRO MENOR AL DIAMETRO FINAL.
11.CALCULAR LAS REVOLUCIONES POR MINUTO Y SELECCIONARLAS POR MEDIO
DE LAS PERILLAS DEL TORNO.
12.BARRENAR CON ESTA BROCA, RESPETANDO LA PROFUNDIDAD O SI ES PASADO
EL BARRENO.
13.MONTAR LA BROCA DE DIAMETRO FINAL, YA SEA EN EL BROQUERO O
DIRECTAMENTE EN EL HUSILLO DEL CABEZAL MOVIL.
14.CALCULAR LAS REVOLUCIONES POR MINUTO Y SELECCIONARLAS POR MEDIO
DE LAS PERILLAS DEL TORNO.
15.BARRENAR CON ESTA BROCA, RESPETANDO LAS DIMENSIONES INDICADAS EN
EL DIBUJO.
16.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
17.LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
18.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CALCULAR LAS REVOLUCIONES POR MINUTO PARA CAREAR.
5. GIRAR LAS PERILLAS HASTA LAS REVOLUCIONES POR MINUTO INDICADAS
EN EL CALCULO.
6. CAREAR LA PIEZA A LIMPIAR, Y HACER CON BROCA DE CENTROS NO. 4.
7. BARRENAR CON LA BROCA DE DIÁMETRO ANTES CALCULADO.
UTILIZANDO LA FORMULA Ø B= Ø R-P
8. MONTAR EL PUNTO GIRATORIO Y COLOCAR EL MACHUELO CON EL
MANERAL.
9. COLOCAR LAS MÁS BAJAS REVOLUCIONES POR MINUTO.
10. GIRAR EL MACHUELO POR MEDIO DEL MANERAL Y GIRAR EL
VOLANTE DEL CABEZAL MÓVIL CONTRA LA PIEZA.
11. APLICAR MANTECA DURANTE LA OPERACIÓN DE MACHUELEADO.
12. METER AVANCE MANUAL AL MACHUELO POR MEDIO DEL
MANERAL, Y REGRESARLO UN POCO PARA QUE NO SE ATASQUE Y
ROMPA EL MACHUELO.
13. SI ES BARRENO MACHUELEADO PASADO, PASAR TODO EL
MACHUELO Y SI ES BARRENO CIEGO, METERLO HASTA LA PROFUNDIDAD
INDICADA.
14. DESMONTAR EL MACHUELO DEL MANERAL, LIMPIARLO Y
GUARDARLO.
15. MATAR FILOS Y ARISTAS CORTANTES CON UNA LIJA.
16. BAJAR LA PIEZA Y VERIFICAR DIMENSIONES CONTRA PLANO O
DIBUJO.
17. LIMPIAR EL TORNO Y EL ÁREA DE TRABAJO.
18. EL OPERADOR DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL MAQUINADO.

1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.

2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR.
5. CILINDRAR EL DIÁMETRO CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
6. GIRAR EL CARRO AUXILIAR Y COLOCARLO A LOS GRADOS REQUERIDOS EN EL
DIBUJO,
7. MAQUINAR CHAFLAN, RESPETANDO LAS DIMENSIONES INDICADAS EN EL
DIBUJO.
8. GIRAR EL CARRO AUXILIAR Y COLOCARLO EN EL CERO DE REFERENCIA.
9. BAJAR PIEZA Y VERIFICAR DIMENSIONES CONTRA DIBUJO.
10.LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
11.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL CONFORME A DIMENSIONES INDICADAS EN LE PLANO O CROQUIS.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR, PARA RANURAS A 90º.3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL DEJANDO 15MM. DE
LONGITUD LIBRE DE LAS MORDAZAS.4. MONTAR EL BURIL EN LA TORRETA Y CAREAR A LIMPIAR.5. HACER CENTRO CON BROCA DE CENTROS NO 4, DÁNDOLE UNA
PROFUNDIDAD HASTA LA MITAD DEL ÁNGULO DE LA BROCA.6. DESMONTAR PIEZA Y REALIZAR MONTAJE EN MIXTO CON AYUDA DE UN
PUNTO GIRATORIO, RESPETANDO LONGITUD INDICADA EN EL PLANO O CROQUIS.
7. CILINDRAR EL DIÁMETRO HASTA OBTENER LA DIMENSIÓN INDICADA EN EL PLANO.
8. DESMONTAR BURIL PARA CILINDRAR Y CAREAR Y MONTAR BURIL PARA RANURAS.
9. MARCAR SOBRE EL DIÁMETRO DE LA PIEZA LAS DIMENSIONES DE LAS RANURAS INDICADAS EN EL PLANO O CROQUIS.
10. CALCULAR LAS REVOLUCIONES POR MINUTO PARA RANURAR DEPENDIENDO EL TIPO DE MATERIAL UTILIZANDO LA FORMULA R.P.M.= VC X 3.82/D.
11. DESBASTAR LA RANURA APROXIMANDO, TANTO EL DIÁMETRO COMO EL ANCHO DE LA MISMA, DEJANDO 1MM.
12. DAR EL ACABADO FINAL A LA RANURA O RANURAS INDICADAS EN EL PLANO.
13. MATAR FILOS Y ARISTAS CORTANTES DE LA PIEZA CON UNA LIJA.14. BAJAR PIEZA Y VERIFICAR DIMENSIONES CONTRA PLANO.15. DESMONTAR HERRAMIENTAS DE CORTE Y ACCESORIOS DEL
TORNO.16. LIMPIAR EL TORNO Y ÁREA DE TRABAJO.17. EL OPERADOR DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.

.

1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR.
5. HACER CENTRO CON BROCA DE CENTROS NO. 4.
6. MONTAR EN MIXTO CON AYUDA DE UN PUNTO GIRATORIO.
7. CILINDRAR LA PIEZA AL DIÁMETRO INDICADO EN EL DIBUJO.
8. MARCAR SOBRE EL DIÁMETRO EXTERIOR LA POSICIÓN DE LA RANURAS.
9. DESBASTAR LAS RANURAS CON UN BURIL AFILADO A 60º.
10. GIRAR EL CARRO AUXILIAR 19 GRADOS Y MEDIO A LA DERECHA.
11. MAQUINAR INCLINACIÓN HASTA OBTENER LA PROFUNDIDAD DE LA
RANURA.
12. GIRAR EL CARRO AUXILIAR 19 GRADOS Y MEDIO A LA IZQUIERDA.
13. MAQUINAR INCLINACIÓN HASTA OBTENER LA PROFUNDIDAD DE LA
RANURA.
14. MAQUINAR LAS SIGUIENTES RANURAS, SIGUIENDO LOS PASOS
10,11,12 Y 13.
15. MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA.
16. BAJAR LA PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA
DIBUJO.
17. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
18. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME A DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR.
5. BARRENAR CENTRO CON BROCA DE CENTROS NO. 4.
6. MONTAR EN MIXTO CON AYUDA DE UN PUNTO GIRATORIO.
7. CILINDRAR AL DIÁMETRO INDICADO EN EL PLANO.
8. MONTAR EL MOLETEADOR EN LA TORRETA DEL TORNO.
9. CALCULAR LAS REVOLUCIONES POR MINUTO PARA MOLETEAR.
10.SELECCIONAR LAS REVOLUCIONES POR MINUTO, SEGÚN CÁLCULO.
11.SELECCIONAR EL AVANCE PARA MOLETEAR.
12.PONER A TANGENCIAR EL MOLETEADOR SOBRE EL DIÁMETRO DE LA PIEZA.
13.VERIFICAR LAS MARCAS DEL MOLETEADO SI SON CORRECTAS.
14.SI SON CORRECTAS REALIZAR EL MOLETEADO, CON AVANCE AUTOMÁTICO.
15.APLICAR ACEITE DE CORTE O MANTENGA DURANTE LA OPERACIÓN DE
MOLETEADO.
16.AL TERMINAR DE MOLETEAR, BAJAR EL MOLETEADOR Y LIMPIARLO.
17.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
18.LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
19.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL CONFORME DIMENSIONES INDICADAS EN EL PLANO O CROQUIS.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL, DEJANDO 15MM. DE LONGITUD
LIBRE DE LAS MORDAZAS.4. MONTAR EL BURIL EN LA TORRETA COLOCÁNDOLO AL CENTRO DE LA PIEZA.5. CALCULAR LAS REVOLUCIONES POR MINUTO PARA CAREAR UTILIZANDO LA
FORMULA R.P.M=VC X 3.82/D.6. GIRAR LAS PERILLAS HASTA COLOCAR LAS REVOLUCIONES POR MINUTO
INDICADAS EN EL CÁLCULO.7. PONER EN MARCHA EL TORNO.8. PONER A TANGENCIAR EL BURIL EN LA CARA DEL MATERIAL.9. PONER EN CERO EL TAMBOR MICROMÉTRICO DEL CARRO AUXILIAR Y METER
PROFUNDIDAD DE CORTE DE ACUERDO AL TIPO DE MATERIAL.10.MONTAR EL BROQUERO EN EL HUSILLO DEL CONTRAPUNTO SUJETANDO LA
BROCA DE CENTROS NO. 4.11.HACER CENTRO CON LA BROCA DE CENTROS HASTA OBTENER LA MITAD DEL
ÁNGULO DE PROFUNDIDAD.12.DESMONTAR PIEZA Y REALIZAR MONTAJE EN MIXTO CON AYUDA DEL PUNTO
GIRATORIO, RESPETANDO LA LONGITUD A MAQUINAR.13.CILINDRAR LA PIEZA HASTA OBTENER EL DIÁMETRO MAYOR, QUE DEBE
QUEDAR EL CONO.14.CALCULAR EL CONO A MAQUINAR CON EL CARRO AUXILIAR, UTILIZANDO LA
FORMULA TG=D-D/2L.15.COLOCAR EL CARRO AUXILIAR A LOS GRADOS CALCULADOS.16.DESBASTAR EL CONO, DANDO AVANCE MANUAL AL CARRO AUXILIAR.17.DAR ACABADO FINAL AL CONO RESPETANDO LAS DIMENSIONES INDICADAS EN
EL DIBUJO, ASÍ COMO SU ACABADO SUPERFICIAL.18.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES DE PIEZA CONTRA DIBUJO.19.DESMONTAR HERRAMIENTAS DE CORTE Y ACCESORIOS DEL TORNO.20.LIMPIAR EL TORNO Y ÁREA DE TRABAJO.21.EL OPERADOR DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR LA PIEZA.
5. HACER CENTRO CON BROCA DE CENTROS NO. 4
6. DESMONTAR Y VOLTEAR PIEZA.
7. CAREAR A DAR LONGITUD FINAL.
8. HACER CENTRO CON BROCA DE CENTROS NO. 4
9. BAJAR LA PIEZA.
10.MONTAR TRAMO DE MATERIAL EN EL CHUCK UNIVERSAL.
11.GIRAR 30º EL CARRO AUXILIAR.
12.MAQUINAR CONO HASTA TERMINAR EN PUNTA.
13.MONTAR LA PIEZA ENTRE PUNTOS, CON AYUDA DE UN PERRO DE ARRASTRE.
14.CALCULAR EL DESPLAZAMIENTO DEL CONTRAPUNTO CON LA FORMULA:
DESPLAZAMIENTO ES IGUAL A LA LONGITUD TOTAL DE LA PIEZA QUE
MULTIPLICA AL DIÁMETRO MAYOR MENOS EL DIÁMETRO MENOR Y EL
RESULTADO SE DIVIDE ENTRE DOS VECES LA LONGITUD DEL CONO
DES=L(D-D)/2LC.
15.DESPLAZAR EL CONTRAPUNTO HASTA LA DIMENSIÓN INDICADA SEGÚN
CALCULO.
16.MAQUINAR CONICIDAD HASTA OBTENER LAS DIMENSIONES INDICADAS EN EL
DIBUJO.
17.MATAR FILOS O ARISTAS CORTANTES DE LA PIEZA CON UNA LIJA.
18.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
19.LIMPIAR MAQUINA Y ÁREA DE TRABAJO.
20.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD,
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. TRAZAR EJE DE BARRENOS, SOBRE LA PLACA.
4. MONTAR LA PIEZA EN EL CHUCK INDEPENDIENTE.
5. MONTAR UN PUNTO GIRATORIO EN EL CABEZAL MÓVIL.
6. CENTRAR EL EJE DEL BARRENO, CON LA PUNTA DEL PUNTO GIRATORIO.
7. MONTAR EL BROQUERO EN EL HUSILLO DEL CABEZAL MÓVIL.
8. HACER CENTRO CON BROCA DE CENTROS NO. 4.
9. BARRENAR CON BROCAS, SEGÚN DIMENSIONES INDICADAS EN EL
DIBUJO.
10. MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA.
11. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
12. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
13. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD, DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR.
5. HACER CENTRO CON BROCA DE CENTROS NO. 4
6. DESMONTAR Y VOLTEAR PIEZA.
7. CAREAR A DAR LONGITUD FINAL.
8. HACER CENTRO CON BROCA DE CENTROS NO. 4
9. MONTAR UN TRAMO DE MATERIAL EN EL CHUCK UNIVERSAL.
10. GIRAR A 30 GRADOS EL CARRO AUXILIAR.
11. MAQUINAR EL CONO, HASTA TERMINAR EN PUNTA.
12. MONTAR EL PUNTO GIRATORIO EN EL CABEZAL MOVIL O CONTRA
PUNTO.
13. MONTAR LA PIEZA ENTRE CENTROS O ENTRE PUNTOS.
14. COLOCAR UN PERRO DE ARRASTRE SUJETANDO A LA PIEZA.
15. COLOCAR LA PUNTA DEL PERRO DE ARRASTRE EN LAS MORDAZAS
DEL CHUCK.
16. PONER EN MARCHA EL TORNO.
17. PONER A TANGENCIAR EL BURIL Y COLOCAR EN CERO EL TAMBOR
MICROMÉTRICO.
18. DAR LAS PASADAS DE CORTE NECESARIAS, HASTA OBTENER EL
DIÁMETRO INDICADO EN EL DIBUJO.
19. MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA.
20. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
21. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
22. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.

1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.

3. MONTAR PIEZA EN EL CHUCK UNIVERSAL.
4. FIJAR LA LUNETA FIJA EN LA BANCADA DEL TORNO.
5. COLOCAR LUNETA FIJA EN EL EXTREMO DE LA FLECHA.
6. CENTRAR BULONES EN EL DIÁMETRO DEL MATERIAL.
7. VERIFICAR CENTRAMIENTO CON UN INDICADOR DE CARATULA.
8. CAREAR LA PIEZA A LIMPIAR.
9. HACER CENTRO CON BROCA DE CENTROS NO. 4.
10. MONTAR EN MIXTO LA FLECHA CON AYUDA DE UN PUNTO
GIRATORIO.
11. RECORRER LA LUNETA FIJA AL CENTRO DE LA PIEZA.
12. CILINDRAR PIEZA CONFORME DIMENSIONES INDICADAS EN EL
DIBUJO.
13. IR CAMBIANDO DE POSICIÓN LA LUNETA FIJA, CONFORME A LAS
DIMENSIONES INDICADAS EN EL DIBUJO.
14. BAJAR LA LUNETA FIJA.
15. MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA.
16. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
17. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
18. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME A DIMENSIONES INDICADAS EN EL
DIBUJO.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR Y HACER CENTRO CON BROCA DE CENTROS NO.4
5. MONTAR EN MIXTO LA PIEZA, CON AYUDA DE UN PUNTO GIRATORIO,
RESPETANDO LA LONGITUD A CILINDRAR.
6. MONTAR LA LUNETA MÓVIL EN EL CARRO LONGITUDINAL.
7. AJUSTAR LOS BULONES HASTA EL DIÁMETRO DEL MATERIAL.
8. PONER A TANGENCIAR LA HERRAMIENTA DE CORTE Y PONER EL CERO
DE REFERENCIA EN EL TAMBOR MICROMÉTRICO.
9. CILINDRAR LA LONGITUD INDICADA EN EL DIBUJO.
10. DURANTE EL RECORRIDO DE LA LUNETA, SOBRE EL DIÁMETRO, IR
AJUSTANDO LOS BULONES PARA EVITAR LA VIBRACIÓN.
11. LUBRICAR LOS BULONES CON ACEITE O MANTECA PARA EVITAR EL
DESGASTE.
12. DAR LAS PASADAS DE CORTE NECESARIAS, HASTA EL DIÁMETRO
Y LONGITUD FINAL.
13. DESMONTAR LUNETA MÓVIL DEL CARRO LONGITUDINAL.
14. MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA.
15. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
16. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
17. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CARERA, CILINDRAR Y RANURAS.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR LA PIEZA A LIMPIAR.
5. BARRENAR CENTRO CON BROCA DE CENTROS NO. 4.
6. DESMONTAR PIEZA Y VOLTEARLA.
7. CAREAR A DAR LONGITUD FINAL DE LA PIEZA, CONFORME DIMENSIONES
INDICADAS EN EL DIBUJO.
8. BARRENAR CENTRO CON BROCA DE CENTROS NO. 4.
9. DESMONTAR PIEZA Y TRAZAR LOS EJES CONFORME LAS DIMENSIONES
INDICADAS EN EL DIBUJO.
10.MONTAR PIEZA EN EL CHUCK INDEPENDIENTE.
11.CENTRAR EL PUNTO, TRAZADO EN LA PIEZA.
12.BARRENAR CENTRO CON BROCA DE CENTROS NO. 4.
13.DESMONTAR PIEZA Y VOLTEARLA.
14.CENTRAR EL PUNTO, TRAZADO EN LA PIEZA.
15.BARRENAR CENTRO CON BOCA DE CENTROS NO. 4.
16.BAJAR PIEZA Y MONTARLA ENTRE PUNTOS, CON AYUDA DE UN PERRO DE
ARRASTRE.
17.MAQUINAR EXCÉNTRICOS CONFORME INDICACIONES EN EL DIBUJO.
18.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES DE LA PIEZA CONTRA
DIBUJO.
19.LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
20.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR, CILINDRAR Y PARA RADIOS SEGÚN DIBUJO.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CALCULAR LAS REVOLUCIONES POR MINUTO PARA CAREAR UTILIZANDO LA
FORMULA R.P.M. = Vc X 3.82/D.
5. GIRAR LAS PERILLAS HASTA COLOCAR LAS REVOLUCIONES POR MINUTO
INDICADAS EN EL CÁLCULO.
6. CAREAR LA PIEZA Y HACER BARRENO DE CENTROS CON BROCA No. 4.
7. MONTAR EN MIXTO LA PIEZA CON AYUDA DEL PUNTO GIRATORIO.
8. CALCULOAR LAS REVOLUCIONES POR MINUTO PARA CILINDRAR.
9. GIRAR LAS PERILLAS HASTA COLOCAR LAS REVOLUCIONES POR MINUTO
INDICADAS EN EL CÁLCULO.
10.CILINDRAR AL DIAMETRO INDICADO EN EL DIBUJO.
11.MONTAR EL BURIL DE RADIOS Y CALCULAR LAS REVOLUCIONES POR MINUTO.
12.GIRAR PERILLAS HASTA COLOCAR LAS REVOLUCIONES INDICADAS EN EL
CÁLCULO.
13.MAQUINAR LOS RADIOS, RESPETANDO LAS DIMENSIONES INDICADAS EN EL
DIBUJO.
14.MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA.
15.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
16.LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
17.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL CONFORME A DIMENSIONES INDICADAS EN EL PLANO O CROQUIS.
2. AFILAR BURIL PARA CAREAR CILINDRAR.3. MONTAR PIEZA EN EL CHUCK UNIVERSAL.4. CAREAR LA PIEZA A LIMPIAR.5. REALIZAR BARRENO DE CENTROS CON UNA BROCA DE CENTROS NO. 4.6. BARRENAR CON BROCAS MENORES AL DIÁMETRO FINAL, UTILIZANDO LA
FORMULA PARA CALCULAR LAS REVOLUCIONES POR MINUTO PARA CADA BROCA R.P.M.=VC X 3.82/D.
7. MONTAR BARRA PARA INTERIORES, CON BURIL AFILADO PARA CILINDRAR.
8. PONER A TANGENCIAR EL BURIL EN EL DIÁMETRO INTERIOR DE LA PIEZA, Y PONER EN CERO EL TAMBOR MICROMÉTRICO DEL CARRO TRANSVERSAL.
9. CALCULAR LAS REVOLUCIONES POR MINUTO PARA EL TORNEADO INTERIOR.
10. GIRAR LAS PERILLAS HASTA COLOCAR LAS REVOLUCIONES POR MINUTO CALCULADAS.
11. DAR PROFUNDIDAD DE CORTE Y DESBASTAR EL DIÁMETRO INTERIOR, ESTE DESBASTE LO PODEMOS REALIZAR MANUALMENTE O CON AVANCE AUTOMÁTICO.
12. DAR LOS CORTES NECESARIOS HASTA DEJAR 1MM. APROXIMADAMENTE MENOR AL DIÁMETRO FINAL.
13. DAR ACABADO FINAL AL DIÁMETRO INTERIOR, RESPETANDO LA DIMENSIÓN Y TOLERANCIA INDICADA EN EL PLANO, ASÍ COMO SU ACABADO.
14. MATAR FILOS Y ARISTAS CORTANTES DE LA PIEZA CON UNA LIJA.15. DESMONTAR HERRAMIENTAS DE CORTE Y ACCESORIOS DEL
TORNO.16. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.17. LIMPIAR EL TORNO Y ÁREA DE TRABAJO.18. EL OPERADOR DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL CONFORME DIMENSIONES INDICADAS EN EL PLANO O CROQUIS.
2. AFILAR BURIL PARA CAREAR Y CILINDRAR, PARA ROSCAR PUEDE SER DE 29º DE 60º, DE 90º.
3. MONTAR LA PIEZA EN CHUCK UNIVERSAL DEJANDO 15MM. DE LONGITUD LIBRE DE LAS MORDAZAS.
4. MONTAR EL BURIL PARA CAREAR EN LA TORRETA COLOCÁNDOLO AL CENTRO DE LA PIEZA.
5. CAREAR A LIMPIAR Y HACER CENTRO CON BROCA DE CENTROS NO. 4, DÁNDOLE DE PROFUNDIDAD, HASTA LA MITAD DEL ÁNGULO DE LA BROCA.
6. DESMONTAR PIEZA Y REALIZAR MONTAJE EN MIXTO CON AYUDA DE UN PUNTO GIRATORIO.
7. CILINDRAR EL DIÁMETRO A LA DIMENSIÓN INDICADA EN EL PLANO, ASÍ COMO LA LONGITUD.
8. MONTAR EN LA TORRETA EL BURIL AFILADO PARA ROSCAR, DEPENDIENDO DEL TIPO DE ROSCA INDICADO EN EL PLANO.
9. PONER A TANGENCIAR EL BURIL EN EL DIÁMETRO DE LA PIEZA Y PONER EN CERO EL TAMBOR MICROMÉTRICO DEL CARRO TRANSVERSAL.
10. PONER EN POSICIÓN EL INVERSOR DEPENDIENDO SI ES ROSCA DERECHA O IZQUIERDA.
11. CALCULAR LAS REVOLUCIONES POR MINUTO PARA ROSCAR DEPENDIENDO EL TIPO DE MATERIAL.
12. PONER PERILLAS EN LAS REVOLUCIONES POR MINUTO CALCULADAS.
13. DAR PROFUNDIDAD DE CORTE Y PONER EN MARCHA EL TORNO.14. AL TERMINAR EL RECORRIDO DEL CARRO A LA LONGITUD
INDICADA, VUELTA A LA MANIVELA DEL CARRO TRANSVERSAL.15. SE PONE EN MARCHA EL TORNO CON REVERSA HASTA EL PUNTO
INICIAL.16. SE DA PROFUNDIDAD DE CORTE Y SE PONE EN MARCHA EL
TORNO.17. REPETIR LOS PASOS HASTA OBTENER LA PROFUNDIDAD DE LA
ROSCA.18. MATAR LOS FILOS O ARISTAS CORTANTES CON UNA LIJA.19. BAJAR Y VERIFICAR DIMENSIONES CONTRA PLANO O CROQUIS.20. DESMONTAR HERRAMIENTAS DE CORTE Y ACCESORIOS.21. LIMPIAR EL TORNO Y EL ÁREA DE TRABAJO.22. EL OPERADOR DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL
DIBUJO.
2. AFILAR BURIL PARA CAREAR, CILINDRAR Y ROSCAR A 60º.
3. MONTAR LA PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR.
5. BARRENAR CON BROCA DE CENTROS NO. 4
6. BARRENAR CON BROCAS HASTA APROXIMAR AL DIÁMETRO INTERIOR
FINAL.
7. TORNEAR INTERIORMENTE AL DIÁMETRO FINAL PARA ROSCAR.
8. UTILIZAR LA FORMULA: DIÁMETRO DE BARRENO ES IGUAL AL DIÁMETRO
DE ROSCA MENOS EL PASO.
9. MONTAR LA BARRA PARA INTERIORES EN LA TORRETA DEL TORNO.
10. COLOCAR Y SUJETAR BURIL AFILADO A 60º EN LA BARRA PARA
INTERIORES.
11. PONER A TANGENCIAR EL BURIL DE ROSCAR EN EL DIÁMETRO
INTERIOR DE LA PIEZA.
12. PONER EN CERO EL TAMBOR MICROMÉTRICO DEL CARRO
TRANSVERSAL.
13. CALCULAR LA PROFUNDIDAD, UTILIZANDO LA FORMULA: 0.6495
POR EL PASO.
14. DAR EL NÚMERO DE PASADAS HASTA LA PROFUNDIDAD TOTAL.
15. UTILIZAR MANTECA DURANTE EL MAQUINADO DE LA PIEZA.
16. MATAR FILOS O ARISTAS CORTANTES CON UNA LIJA
17. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
18. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
19. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD, DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR, CILINDRAR A 29 GRADOS
3. MONTAR PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR LA PIEZA A LIMPIAR
5. HACER CENTRO CON BROCA DE CENTROS NO. 4
6. MONTAR EN MIXTO CON AYUDA DE UN PUNTO GIRATORIO.
7. CILINDRAR AL DIÁMETRO INDICADO EN EL DIBUJO.
8. CALCULAR LOS DATOS NECESARIOS PARA REALIZAR LA ROSCA “ACME”
UTILIZANDO LA FORMULA: PASO ES IGUAL A DIVIDIR EL NUMERO UNO ENTRE
EL NUMERO DE HILOS POR PULGADA. P=1/N, PROFUNDIDAD ES IGUAL A
DIVIDIR EL PASO ENTRE DOS. H=P/2 . RAÍZ ES IGUAL AL NUMERO CONSTANTE
0.3707 POR EL PASO MENOS 0.005 MILÉSIMAS DE PULGADAS. 0´ DIVIDIR EL
NUMERO CONSTANTE 0.3707 ENTRE EL NUMERO DE HILOS POR PULGADA
MENOS 0.005 MILÉSIMAS DE PULGADA. R= 0.3707/N-0.005” R=0.3707 X PASO
CRESTA ES IGUAL AL NUMERO CONSTANTE 0.3707 POR EL PASO 0´DIVIDIR EL
NUMERO CONSTANTE 0.3707 ENTRE EL NUMERO DE HILOS POR PULGADA. C=
03707/N C= 0.3707 X P.
9. AFILAR LA PUNTA DEL BURIL AL RESULTADO CALCULADO EN LA RAÍZ.
10.PONER A TANGENCIAR EL BURIL PARA LA ROSCA ACME Y COLOCAR EN CERO
EL ANILLO DEL TAMBOR MICROMÉTRICO DEL TORNO.
11.DAR PASADAS DE CORTE, HASTA OBTENER LA PROFUNDIDAD CALCULAD.
12.APLICAR MANTECA DURANTE EL PROCESO DE MAQUINADO.
13.MATAR FILOS O ARISTAS CORTANTES DE LA PIEZA CON UNA LIJA.
14.BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
15.LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
16.EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y SEGURIDAD
DURANTE EL PROCESO DE MAQUINADO.


1. CORTAR MATERIAL, CONFORME DIMENSIONES INDICADAS EN EL DIBUJO.
2. AFILAR BURIL PARA CAREAR, CLINDRAR Y PARA ROSCA CUADRADA.
3. MONTAR PIEZA EN EL CHUCK UNIVERSAL.
4. CAREAR A LIMPIAR.
5. HACER CENTRO CON BROCA DE CENTROS NO. 4
6. MONTAR EN MIXTO CON AYUDA DE UN PUNTO GIRATORIO.
7. CILINDRAR EL DIÁMETRO DE LA PIEZA, CONFORME DIMENSIONES
INDICADAS EN EL DIBUJO.
8. MONTAR BURIL AFILADO TIPO CUCHILLA, MENOR A LAS DIMENSIONES
FINALES DE LA ROSCA CUADRADA.
9. DESBASTAR LA ROSCA Y DEJAR SOBRE MATERIAL PARA EL ACABADO
FINAL DE LA ROSCA.
10. CALCULAR LA ROSCA CUADRADA, UTILIZANDO LA FORMULA: PASO
ES IGUAL A DIVIDIR EL NUMERO UNO ENTRE EL NUMERO DE HILOS POR
PULGADA. P= 1/N PROFUNDIDAD ES IGUAL A DIVIDIR EL PASO ENTRE
DOS. H=P/2. RAÍZ Y CRESTA ES IGUAL A DIVIDIR EL PASO ENTRE DOS . R
Y C=P/2.
11. MONTAR BURIL AFILADO A LAS DIMENSIONES ANTES
CALCULADAS.
12. MAQUINAR LA ROSCA CUADRADA, HASTA OBTENER LAS
DIMENSIONES CALCULADAS, CONFORME AL DIBUJO.
13. APLICAR MANTECA DURANTE EL PROCESO DE ROSCADO.
14. MATAR FILOS O ARISTAS CORTANTES DE LA PIEZA CON UNA LIJA.
15. BAJAR PIEZA Y VERIFICAR DIMENSIONES FINALES CONTRA DIBUJO.
16. LIMPIAR LA MAQUINA Y EL ÁREA DE TRABAJO.
17. EL CAPACITANDO DEBE RESPETAR LAS NORMAS DE HIGIENE Y
SEGURIDAD, DURANTE EL PROCESO DE MAQUINADO.