Embed Size (px)
Citation preview



3
Περιεχόμενα
Πρόλογος ..........................................................................................................11
Κεφάλαιο 1: Φύση των Συνθέτων Υλικών....................................................13
1.1 Εισαγωγή.................................................................................................... 13
1.2 Ιστορική Αναδρομή ................................................................................... 19
1.2.1 Tα Σύνθετα Υλικά στην Αρχαία Ελλάδα ....................................... 22
1.3 H Ασπίδα και η τεχνολογία της ................................................................. 23
1.3.1 Το «όπλον»................................................................................... 23
1.4 Πλεονεκτήματα των Συνθέτων Υλικών..................................................... 28
1.5 Ταξινόμηση των Συνθέτων Υλικών........................................................... 37
1.5.1 Κοκκώδη σύνθετα υλικά (Particulate composites) ...................... 42
1.5.2 Πολύστρωτα σύνθετα υλικά (Laminated Composites).................. 44
1.6 Τα Ινώδη Σύνθετα Υλικά (Fiber-reinforced composites) .......................... 46
1.7 Χρήσεις και Προοπτικές των Ινωδών Συνθέτων Υλικών .......................... 51
1.7.1. Εφαρμογές των GRP .................................................................... 53
1.7.2 Εφαρμογές συνθέτων υλικών υψηλής απόδοσης .......................... 56
Κεφάλαιο 2: Πολυμερικές Μήτρες ................................................................67
2.1 Εισαγωγή.................................................................................................... 67

4 Σύνθετα Υλικά
2.2 Βασικές Έννοιες......................................................................................... 68
2.2.1 Πολυμερισμός............................................................................... 69
2.2.2 Πολυσυμπύκνωση (polycondensation) ......................................... 72
2.2.3 Πολυπροσθήκη (Addition polymerization) .................................. 74
2.3 Ταξινόμηση των Πολυμερών..................................................................... 74
2.4 Δεσμοί ........................................................................................................ 76
2.5 Αρχιτεκτονική της Δομής των Μακρομορίων ........................................... 85
2.6 Πολυμερή και Πλαστικά............................................................................ 92
2.7 Κατανομή Μοριακών Βαρών................................................................... 106
2.8 Ανάπτυξη Σταυροειδών Δεσμών (Cross-Linking).................................. 111
2.9 Μορφολογία των Πολυμερών.................................................................. 116
2.9.1 Η Στερεά Κατάσταση: Γενικές Παρατηρήσεις ............................ 116
2.9.2 Κρυσταλλική Δομή του Πολυαιθυλενίου ..................................... 120
2.10 Κρυσταλλικά και Άμορφα Πολυμερή...................................................... 123
2.11 Μικροδομή - Σφαιρουλίτες ...................................................................... 126
2.12 Μικροδομή............................................................................................... 127
2.13 Επίδραση της Παραμόρφωσης στη Μορφολογία των Πολυμερών ......... 128
2.14 Κρυστάλλωση .......................................................................................... 130
2.15 Μοριακή Κίνηση στα Πολυμερή ............................................................. 132
2.16 Πλαστικά Κατασκευών............................................................................ 139
2.16.1 Μηχανολογικά Πλαστικά (Engineering Plastics)....................... 139
2.16.2 Σύνθετα Υλικά ............................................................................ 140
2.16.3 Δομικός Αφρός (Structural Foam) ............................................. 141
2.16.4 Ελαστομερή (Elastomers).......................................................... 142
2.16.5 Πολυμερικά Μίγματα (Polymer Alloys) ..................................... 143
2.16.6 Υγροί Πολυμερικοί Κρύσταλλοι (Liquid Crystal Polymers) ...... 144
2.17 Τυπικά Χαρακτηριστικά Μερικών Σημαντικών Πλαστικών................... 144
2.18 Μηχανολογικά Θερμοπλαστικά Πολυμερή ............................................. 145
2.18.1 Πολυαμίδια ή Nylon (PA)........................................................... 146
2.18.2 Πολυανθρακικά Πολυμερή - Polycarbonates (PC)................... 146

Περιεχόμενα 5
2.18.3 Οξείδιο Πολυφαινυλενίου - Polyphenylene oxide (PPO).......... 147
2.18.4 Πολυακετάλες - Polyacetales (POM)......................................... 147
2.18.5 Πολυαιθεριμίδιο - Polyetherimide (PEI) .................................. 148
2.18.6 Μίγματα Πολυμερών .................................................................. 148
2.19 Θερμοπλαστικά Υψηλής Κατανάλωσης .................................................. 150
2.19.1 Πολυβινυλοχλωρίδιο (PVC) ....................................................... 150
2.19.2 Πολυαιθυλένιο (Polyethylene PE).............................................. 152
2.19.3 Πολυπροπυλένιο (Polypropylene, PP)........................................ 153
2.19.4 Πολυϊσοβουτυλένιο (Polyisobutylene, PIB) ............................... 153
2.19.5 Πολυστυρένιο (Polystyrene, PS) ................................................ 154
2.19.6 Πολυμεθακρυλικός Μευθυλεστέρας
(Polymethylmethacrylate, PMMA or Plexiglass) ...................... 154
2.19.7 Πολυτετραφθοροαιθυλένιο (Polytetrafluoroethylene,
PTFE or Teflon)......................................................................... 155
2.19.8 Πολυτριφθοροχλωροαιθυλένιο
(Polytrifluorochloroethylene or PTFCE) ................................... 155
2.19.9 Πολυβινυλική Αλκοόλη (Polyvinyl alcohol)............................... 156
2.19.10 Πολυφορμαλδεϋδη (Polyformaldeyde or Polyoxymethylene) ... 156
2.19.11 Πολυκαπραμίδιο (Nylon 6) ........................................................ 156
Κεφάλαιο 3: Ενισχυτικές Ίνες ......................................................................157
3.1 Τύποι Ινών................................................................................................ 157
3.2 Μορφές Ινών........................................................................................... 157
3.2.1 Θύσανοι και “Στουπιά” Ινών..................................................... 158
3.2.2 Ταινίες μίας Διεύθυνσης ............................................................. 159
3.2.3 Υφαντά ....................................................................................... 160
3.3 Ίνες Άνθρακα ........................................................................................... 162
3.3.1 Ίνες Ανθρακα με Βάση το P.Α.Ν (Πολυ-Ακριλο-Νιτρίλιο).......... 163
3.3.2 Ίνες Άνθρακα με Βάση την Πίσσα .............................................. 165
3.3.3 Δομή των Ινών Άνθρακα ............................................................ 166
3.3.4 Μέθοδοι Παραγωγής των Ινών Άνθρακα ................................... 168

6 Σύνθετα Υλικά
3.4 Ίνες Γυαλιού............................................................................................. 175
3.5 Οργανικές Ίνες ......................................................................................... 179
3.5.1 Ίνες Πολυαιθυλενίου .................................................................. 179
3.5.2 Ίνες Αρωματικού Πολυαμιδίου................................................... 180
3.6 Ίνες Βορίου .............................................................................................. 184
3.7 Ίνες Χαλαζία ............................................................................................ 185
3.8 Ίνες Αμιάντου .......................................................................................... 185
3.9 Ίνες Πυριτίου ........................................................................................... 186
3.10 Ίνες Αλουμίνας ........................................................................................ 186
3.11 Ίνες από Αλουμίνα-Βόριο-Πυρίτιο........................................................ 187
3.12 Ίνες Φωσφόρου........................................................................................ 187
3.13 Μεταλλικές Ίνες....................................................................................... 187
3.14 Σύγκριση των Ινών................................................................................... 188
3.15 Επίδραση της Γεωμετρίας της Δομής και της Διάταξης
των Ινών στις Ιδιότητες των Συνθέτων Υλικών....................................... 192
3.16 Στρώσεις με Συνεχείς Ίνες μίας Διεύθυνσης ........................................... 193
3.17 Κατ’ Όγκον και Κατά Βάρος Περιεκτικότητα......................................... 198
3.18 Σύνθετα Ενισχυμενα με Πλεκτές Ινες: Συνεχείς ίνες
(woven roving: continuous fibres) ........................................................... 198
3.19 Ομοεπίπεδες Ίνες, Tυχαίου Προσανατολισμού
(In-plane random fibres) .......................................................................... 200
3.20 Κατανομή του Μήκους των Ινών (Fibre length distribution) ................. 201
3.21 Κατανομή Προσανατολισμού των Ινών .................................................. 203
3.22 Κενά (Voids) ............................................................................................ 206
3.23 Προσανατολισμός των Ινών κατά την Ροή του Πολυμερούς .................. 208
Κεφάλαιο 4: H Διεπιφάνεια Ίνας-Μήτρας ..................................................211
4.1 Εισαγωγή.................................................................................................. 211
4.2 Θεωρίες της Πρόσφυσης.......................................................................... 213

Περιεχόμενα 7
4.3 Επιφανειακή Τάση σε Καμπύλες Επιφάνειες .......................................... 222
4.4 Τριχοειδή Φαινόμενα ............................................................................... 226
4.5 Πειραματικές Μέθοδοι Μέτρησης της Επιφανειακής Τάσης .................. 229
4.6 Πρόσφυση Δύο Υλικών ........................................................................... 238
4.7 Κρίσιμη Επιφανειακή Τάση..................................................................... 241
4.8 Δομή της Διεπιφάνειας............................................................................. 242
4.9 Επίδραση της Ενδιάμεσης Φάσης στην Tg.............................................. 242
4.10 Μηχανισμοί Πρόσφυσης.......................................................................... 243
4.11 Μικροδομή Ρητινών................................................................................. 246
4.12 Διεπιφάνεια Ίνας Γυαλιού - Πολυεστέρα ................................................ 251
4.13 Τεχνικές Μέτρησης των Ιδιοτήτων της Ενδιάμεσης Φάσης.................... 253
Κεφάλαιο 5: Μέθοδοι Μορφοποίησης Συνθέτων Υλικών ........................257
5.1 Εισαγωγή.................................................................................................. 257
5.2 Μέθοδοι Επίστρωσης (Lay Up Techniques)............................................ 258
5.2.1 Η Επίστρωση με το Χέρι (Hand Lay Up) ................................... 259
5.2.2 Η Επίστρωση με Ψεκασμό των Ινών (Spray Up Technique)..... 261
5.3 Τα Χαρακτηριστικά των Μεθόδων Επίστρωσης ..................................... 264
5.4 Η Αυτοματοποίηση της Μεθόδου Επίστρωσης ....................................... 267
5.5 Οι Τεχνικές Μορφοποίησης με Καλούπια
(Μoulding Techniques)............................................................................ 267
5.5.1 Τεχνικές Διαμόρφωσης με Πρέσσα (Press Techniques) ............ 269
5.5.2 Παράμετροι Μορφοποίησης ....................................................... 273
5.5.3 Ατέλειες στη Μορφοποίηση ........................................................ 274
5.6 Οι Τεχνικές Χύτευσης με Μεταφορά Ρητίνης
(Resin Tranfer Moulding) ........................................................................ 276
5.6.1 Οι παραλλαγές της μεθόδου RTM
[SCRIMP-RIFM-VARTM]......................................................... 278
5.7 Οι Αεροστεγείς Τεχνικές Μορφοποίησης................................................ 280
5.7.1 Οι Πρώτες Ύλες.......................................................................... 281

8 Σύνθετα Υλικά
5.7.2 Η μέθοδος του Αυτόκλειστου Φούρνου (Κλιβάνου)
(Αutoclave Bag Molding Process) ............................................. 285
5.7.3 Μορφοποιήσεις Υπό Πίεση ή Υπό Κενό..................................... 289
5.7.4 Η Υπερπλαστική Μορφοποίηση (Superplastic Forming) ......... 291
5.8 Παράμετροι Υπερπλαστικής Μορφοποίησης .......................................... 293
5.9 Οι Μορφοποιήσεις με Περιστροφή.......................................................... 294
5.9.1 Η Φυγοκεντρική Μορφοποίηση (Centrifugal Forming)............ 295
5.9.2 Μορφοποίηση με Περιστροφή (Rotational Moulding) .............. 297
5.9.3 Η Μέθοδος της Περιέλιξης των Ινών (Filament Winding)......... 299
5.10 Μορφοποιήσεις με Διατάξεις Συνεxούς Παραγωγής............................... 305
5.10.1 Η Εξώθηση (Εxtrusion) ............................................................. 307
5.10.2 H Μορφοποίηση με Έγχυση (Injection Moulding) ..................... 311
5.10.3 Η Παραγωγή Συνεχών Ευθύγραμμων Στοιχείων με
Διέλαση/Εξέλαση (Pultrusion) ................................................... 315
Κεφάλαιο 6: Ελαστική Συμπεριφορά Ινωδών Συνθέτων Υλικών ............319
6.1 Ελαστικές Ιδιότητες μιας Στρώσης με Παράλληλες Ίνες ........................ 319
6.2 Ελαστικές Ιδιότητες μιας Στρώσης με Ίνες Μεγάλου
Μήκους και Τυχαίου Προσανατολισμού. ................................................ 328
6.3 Kατανομή των Τάσεων και των Παραμορφώσεων
κατά το μήκος μίας Ινας........................................................................... 331
6.4 Ελαστικές Ιδιότητες Κοντόινων Συνθέτων Υλικών................................. 335
6.5 Αντοχή σε Εφελκυσμό Ινωδών Συνθέτων Υλικών με Παράλληλες
Μεγάλου Μήκους Ίνες............................................................................. 338
6.6 Αντοχή σε Εφελκυσμό Μακροινων Σύνθετων Υλικών ........................... 340
6.6.1 Ομοιόμορφη Αντοχή Ινών .......................................................... 340
6.7 Ίνες με Μεταβλητή Αντοχή ..................................................................... 345
6.8 Το μοντέλο Σωρευτικής Εξασθένισης ..................................................... 349
6.8.1 Το Μοντέλο Διάδοσης της Θραύσης των Ινών (The Fibre Break
Propagation Model)................................................................... 351
6.9 Αλληλεπίδραση Μεταξύ Ρωγμών και Ινών ............................................. 352

Περιεχόμενα 9
6.10 Εξόλκυση των Ινών (Fibre Pull-Out)....................................................... 359
6.11 Αντοχή σε Εφελκυσμό κατά την Εγκάρσια Διεύθυνση........................... 364
Κεφάλαιο 7: Εισαγωγή στη Μηχανική Πολύστρωτων Πλακών...............373
7.1 Εισαγωγή.................................................................................................. 373
7.2 Γενικευμένος Νόμος Hooke..................................................................... 374
7.3 Συσχέτιση Τάσεων/Παραμορφώσεων για Ορθότροπη Στρώση Συνθέτου
Συνεχών Ινών στην Επίπεδη Εντατική Κατάσταση................................. 379
7.3.1 Κύριο Σύστημα Στρώσης ............................................................ 379
7.3.2 Υπολογισμός Συντελεστών Δυσκαμψίας Στρώσης Εκτός Κυρίου
Συστήματος................................................................................. 381
7.3.3 Υπολογισμός Συντελεστών Eνδοτικότητας Στρώσης Εκτός Κυρίου
Συστήματος................................................................................. 384
7.4 Μηχανική Συμπεριφορά Πολύστρωτης Πλάκας...................................... 386
7.4.1 Κωδικοποίηση Πολύστρωτων Πλακών ...................................... 387
7.4.2 Εισαγωγή στην Κλασσική Θεωρία Πολύστρωτων Πλακών
(Classical Lamination Theory) .................................................. 389
ΠΑΡΑΡΤΗΜΑ Α ...........................................................................................393
ΠΑΡΑΡΤΗΜΑ Β ...........................................................................................395
ΠΑΡΑΡΤΗΜΑ Γ ...........................................................................................397
ΠΑΡΑΡΤΗΜΑ Δ ...........................................................................................401
ΒΙΒΛΙΟΓΡΑΦΙΑ ...........................................................................................405
ΟΙ ΣΥΓΓΡΑΦΕΙΣ .........................................................................................407


257
ΚΕΦΑΛΑΙΟ
5 Μέθοδοι Μορφοποίησης
Σύνθετων Υλικών
5.1 Εισαγωγή
Ένα από τα σημαντικότερα προβλήματα των ερευνητών στα σύνθετα υλικά, αλλά
και των σε βιομηχανικό επίπεδο κατασκευαστών, είναι η ίδια η κατασκευή των
πολύτιμων αυτών υλικών από άποψη εφαρμογών και περιθώριων κέρδους. Η βιο-
μηχανία των συνθέτων υλικών δανείστηκε όπου αυτό ήταν δυνατόν, τις παραδο-
σιακές μεθόδους μορφοποίησης των μετάλλων και ανάπτυξε όπου έπρεπε νέες με-
θόδους για την κατασκευή τους. Έτσι έχουμε για παράδειγμα τη μέθοδο μορφο-
ποίησης εν θερμώ με πρέσσα (Compression Moulding) που ήταν γνωστή από τα
μέταλλα, αλλά και την τεχνική της περιέλιξης των ινών (Filament winding).
Στo παρόν κεφάλαιο γίνεται λοιπόν μια προσπάθεια για να παρουσιαστούν οι κυ-
ριότερες μέθοδοι που εφαρμόζονται σήμερα για την κατασκευή συνθέτων υλικών,
αρχίζοντας από τις πιο απλές μη αυτοματοποιημένες και χαμηλού κόστους διεργα-
σίες έως και τις δαπανηρές υψηλής ακριβείας διεργασίες της αεροδιαστημικής
βιομηχανίας. Κατά την παρουσίαση και ανάλυση των μεθόδων θα τονιστούν οι
σημαντικότερες παράμετροι καθεμιάς, όπως επίσης τα πλεονεκτήματα και τα μειο-
νεκτήματά τους. Η παραμετροποίηση των μεθόδων μορφοποίησης στα σύνθετα
υλικά είναι πολύ σημαντική για να υπάρχει απόλυτος έλεγχος κάθε διαδικασίας
κατασκευής και βέλτιστη ποιότητα των παραγόμενων εξαρτημάτων. Τούτο υπαγο-
ρεύει το σχετικά υψηλό κόστος κατασκευής των συνθέτων υλικών, κόστος που
ακόμη και σήμερα περιορίζει τη διάδοσή τους κατά ένα ποσοστό.
Η παρουσίαση των μεθόδων κατασκευής συνθέτων υλικών θα περιοριστεί στα ε-
νισχυμένα με ίνες σύνθετα υλικά, (ίνες είτε συνεχείς, είτε κοντές), μια και αυτά
αντιπροσωπεύουν το μεγαλύτερο μέρος των συνθέτων υλικών σε βιομηχανική πα-

258 Σύνθετα Υλικά
ραγωγή σήμερα. Επίσης θα εξεταστούν μεθόδοι παρασκευής υλικών με θερμο-
πλαστική ή με θερμοσκληρυνόμενη μήτρα.
5.2 Μέθοδοι Επίστρωσης (Lay Up Techniques)
Ένα από τα βασικά πλεονεκτήματα των συνθέτων υλικών είναι ότι δίνουν την δυ-
νατότητα να επιλεγεί η μέθοδος κατασκευής τους, ανάλογα με τις τελικές επιθυμη-
τές τους ιδιότητες. Έτσι σύμφωνα με το σχήμα την αντοχή το μέγεθος και την πο-
σότητα παραγωγής επιλέγεται και η μέθοδος με την οποία συνδυάζονται και μπαί-
νουν στο καλούπι τα βασικά δομικά τους στοιχεία.
Εδώ υπάρχει μια πολύ ενδιαφέρουσα αντίθεση εν σχέσει με τα συνήθη εξαρτήματα
που κατασκευάζονται από παραδοσιακά υλικά όπως ο χάλυβας, το ξύλο κλπ. Έτσι
ενώ τα κλασσικά υλικά βάφονται μετά την κατασκευή τους για να γίνει το επιθυ-
μητό φινίρισμα της εξωτερικής τους επιφάνειας, τα σύνθετα υλικά πρέπει να απο-
κτήσουν το φινίρισμα αυτό καθώς μπαίνουν τα βασικά τους στοιχεία στο καλούπι
μέσω ειδικών επιστρώσεων εποξειδικών ρητινών (gel coatings).
Στην διαδικασία παραγωγής που θα εξετάσουμε οι επιστρώσεις αυτές είναι κά-
ποιες πολυεστερικές επικαλύψεις που καλύπτουν την επιφάνεια του καλουπιού και
δημιουργούν το φινίρισμα της επιφάνειας μετά την μορφοποίηση. Έτσι μπορούμε
να πούμε πως το εξάρτημα " βάφεται " προ της μορφοποιήσεως.
Οι κύριοι τύποι διεργασιών είναι δύο. Η επίστρωση του καλουπιού με το χέρι
(hand lay up) και ο ψεκασμός του καλουπιού (spray up). Στην επίστρωση με το
χέρι στρώνεται με την βοήθεια ενός ρολού η κατά κανόνα θερμοσκληρυνόμενη
ρητίνη στα στρώματα των ινών που είναι είτε ύφασμα μακριών ινών (woven
roving, cloth), είτε κοντών ινών τυχαίας διευθύνσεως, (strand mat), για να κάνει
έτσι ομοιόμορφο το υλικό και να αφαιρέσει τον τυχόν παγιδευμένο αέρα.
Όταν γίνεται ψεκασμός του καλουπιού τότε έχουμε την προώθηση κοντών ινών
μαζί με την ρητίνη ή και ξεχωριστά προς την επιφάνεια του καλουπιού.
Ο έλεγχος των τελικών ιδιοτήτων του υλικού επιτυγχάνεται με την αλλαγή των ε-
ξής παραμέτρων: αναλογία ρητίνης / ίνες, τύπος και προσανατολισμός της ενίσχυ-
σης με ίνες, χρήση εσωτερικών ενισχύσεων.
Οι μέθοδοι της μορφοποίησης με το χέρι αν και έχουν ορισμένα βασικά μειονε-
κτήματα (μικρός όγκος παραγωγής, εξάρτηση ποιότητας από την ικανότητα του
εργάτη κλπ), βρίσκουν αρκετά ευρεία εφαρμογή λόγω της ευελιξίας που προσφέ-
ρουν. Στην παρουσίαση που ακολουθεί γίνεται μια εκτεταμένη αναφορά στα πλεο-
νεκτήματα και τα μειονεκτήματα των μεθόδων αυτών.

Κεφάλαιο 5 Μέθοδοι Μορφοποίησης Σύνθετων Υλικών 259
5.2.1 Η Επίστρωση με το Χέρι (Hand Lay Up)
Η διαδικασία της επίστρωσης με το χέρι απαιτεί αρχικά μια προετοιμασία του κα-
λουπιού στο οποίο θα γίνει η μορφοποίηση. Η προετοιμασία αυτή είναι απαραίτη-
τη για να μην κολλήσει το κατασκευαζόμενο εξάρτημα επάνω στο καλούπι κατά
την μορφοποίηση. Έτσι το καλούπι καλύπτεται με ένα ειδικό αντικολλητικό υλικό
(release material) όπως έχει ήδη αναφερθεί. Στον Πίνακα 5.1 δίνεται η ποικιλία
των υλικών που είναι δυνατόν να χρησιμοποιηθούν ως αντικολλητικά.
Η επιλογή του κατάλληλου υλικού γίνεται ανάλογα με την ποιότητα της εξωτερι-
κής επιφάνειας που επιθυμείται και το εάν θα ακολουθήσει αργότερα κάποια άλλη
επιφανειακή κατεργασία όπως π.χ. βάψιμο.
Για τα περισσότερα αντικολλητικά υλικά η επικάλυψη του καλουπιού πρέπει να
επαναλαμβάνεται μετά από 1-5 χρήσεις.
Το επόμενο βήμα της διαδικασίας είναι η επικάλυψη του καλουπιού με ένα φύλλο
πολυμερούς μη ενισχυμένου που θα αποτελέσει και την εξωτερική επιφάνεια του
κομματιού μετά το τέλος της διαδικασίας μορφοποίησης. Το πολυμερές αυτό φύλ-
λο είναι δυνατόν να είναι σε στερεή μορφή φίλμ, να ψεκαστεί πάνω στο καλούπι, ή
να αποχυθεί με ή χωρίς πίεση πάνω σε αυτό. Κατόπιν ακολουθεί κάποιος έλεγχος
για να διαπιστωθεί εάν η επίστρωση του gel coating έγινε ομοιόμορφα. Ο έλεγχος
αυτός είναι καθοριστικός για την ποιότητα της εξωτερικής επιφάνειας του εξαρτή-
ματος.
Στη συνέχεια ετοιμάζεται η ενίσχυση του συνθέτου υλικού. Η ενίσχυση αυτή είναι
σε μορφή υφάσματος πλεγμένων ινών (woven rowing) ή πανιού κοντών ινών τυχαίας
διεύθυνσης (strand mat). Το ύφασμα λοιπόν κόβεται στο ανάλογο του καλουπιού μέ-
γεθος και επιστρώνεται στο καλούπι. Τώρα πια αναμιγνύεται και η ρητίνη με τον απα-
ραίτητο για το curing καταλύτη. Είναι δυνατόν το μίγμα αυτό να απλωθεί κατευθείαν
στο καλούπι, ή να ψεκασθεί με πιστόλι αέρα που αναμιγνύει ρητίνη και καταλύτη. Κα-
τά την επίστρωση του καλουπιού με το μίγμα ρητίνης καταλύτη γίνεται και στρώσιμο
με ρολλά αφενός για να ομογενοποιηθεί η κατασκευή και να διαπεράσει το μίγμα την
ενίσχυση και αφ'ετέρου για να φύγει ο παγιδευμένος στο πανί αέρας. Είναι πάντα επι-
διωκόμενο να αφαιρεθεί όλη αυτή η ποσότητα αέρα που κατακρατείται ανάμεσα στο
πανί των ινών και το gel coating αλλά και στο ίδιο το πανί. Εάν ο κατασκευαστής θέ-
λει να επιτύχει αντοχή σε διάβρωση (π.χ για μικρά πλοία ) πρέπει να χρησιμοπείται ει-
δική ρητίνη και το πρώτο επιφανειακό φύλλο να είναι πλούσιο σε ρητίνη. Μετά γίνε-
ται το curing της ρητίνης. Όταν ολοκληρωθεί και το curing γίνονται οι ακόλουθοι 3
βασικοί έλεγχοι στην κατασκευή:
• Ειδικός οπτικός έλεγχος. Ρίχνεται φώς στο προϊόν ώστε να διαπιστωθούν τυ-
χόν ανομοιομορφίες, κενά με αέρα, εσωτερικές ρωγμές.

260 Σύνθετα Υλικά
• Επιφανειακός έλεγχος. Εξετάζεται η επιφάνεια του υλικού για να διαπιστωθεί
η ύπαρξη ινών που δεν καλύπτονται από την ρητίνη.
• Ελεγχος διατομής. Με τον έλεγχο αυτό διαπιστώνεται η ομοιομορφία ή όχι της
κατασκευής ως προς το πάχος της.
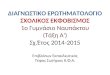
Η διαδικασία της επίστρωσης με το χέρι φαίνεται στην Εικόνα 5.1 που ακολουθεί.
Πίνακας 5.1.
Αντικολλητικές Επιστρώσεις
Είδος
αντικολλητικού
υλικού Μορφή Χαρακτηριστικά
Κερί Ρευστή ή Ημίρευστη μορφή
Πολύ καλό Γυάλισμα
Καλή μεταφορά Λεπτομερειών
Πολλαπλές χρήσεις
PVA Υγρό
(ψεκάζεται συνήθως)
Υδατοδιαλυτό
Μιας χρήσης
Παρέχει δυνατότητα για βάψιμο
επιφάνειας
Άριστη αντικολλητικότητα
Φθοράνθρακες,
Σιλάνια
& Σιλικόνες
Υγρό ή Σπρέι Ακριβό σχετικά
Μέτριο Γυάλισμα επιφάνειας
Αντικολλητικά
Φίλμ & Χαρτιά
Επικαλυμένο Χαρτί,
Σελοφάν, ή PVA φίλμ
Μιάς χρήσης
Απλά σχετικά καλούπια
Εσωτερικής χρήσης
Αντικολλητικές
ουσίες
( Internal Releases)
Υγρό
( συνήθως αναμιγνύεται
με το gel επικάλυψης )
Αριστο Γυάλισμα
Καλή μεταφορά λεπτομέρειας
Παρέχει δυνατότητα για βάψιμο
επιφάνειας
Δεν χρειάζεται επικήρωση
του καλουπιού

Κεφάλαιο 5 Μέθοδοι Μορφοποίησης Σύνθετων Υλικών 261
Εξωτερικό Στρώμα
Εποξεικής Ρητίνης
(Gel Coat)
Ξηρή Στρώση
Ενίσχυσης
Ρητίνη
Εικόνα 5.1 Διαδικασία επίστρωσης με το χέρι (Ηand Lay up)
Μια βασική βελτίωση που μπορεί να σκεφτεί κανείς για την διαδικασία της επί-
στρωσης με το χέρι είναι η αντικατάσταση του υφάσματος των ινών με κοντές ίνες
που θα αναμιγνύονται με την ρητίνη και θα επιστρώνονται στο καλούπι. Στη συνέ-
χεια θα δούμε αυτή ακριβώς την διαδικασία.
5.2.2 Η Επίστρωση με Ψεκασμό των Ινών (Spray Up Technique)
Η τεχνική του ψεκασμού των ινών είναι και αυτή μια διαδικασία επίστρωσης του
συνθέτου στο καλούπι, με την διαφορά όμως πως γίνεται με την βοήθεια ειδικού
ψεκαστήρα και όχι πιστολιού όπως στην Hand lay up. Ακόμη, οι ίνες εδώ κόβο-
νται σε μικρά μεγέθη και δεν είναι σε μορφή πανιού.
Αρχικά γίνεται η προετοιμασία του καλουπιού με την επίστρωση του αντικολλητι-
κού coating και του αρχικού στη συνέχεια φύλου πολυμερούς. Δεν θα εμβαθύνου-
με περισσότερο εδώ διότι η διαδικασία προετοιμασίας είναι εντελώς όμοια με την
προετοιμασία του καλουπιού στην Hand lay up, που έχει ήδη λεπτομερώς περι-
γραφεί.
Η πρώτη ύλη αποτελέιται από την ρητίνη του πολυμερούς και τις ίνες που είναι
τυλιγμένες σε κάποιο roνing (μίτος) όπως π.χ οι κλωστές και σε συνεχή μορφή.
Ακολούθως οι κοντές ίνες κόβονται με την βοήθεια ενός μηχανικού κόφτη
(chopper). Αφού κοπούν οι ίνες, ψεκάζονται ταυτόχρονα μαζί με την ρητίνη στην
επιφάνεια του καλουπιού. Γενικά υπάρχουν δύο τρόποι ψεκασμού της ρητίνης στο
καλούπι. Έτσι μπορεί να έχουμε στο ψεκαστικό σύστημα δυο ακροφύσια εκ των

262 Σύνθετα Υλικά
οποίων το πρώτο ψεκάζει ρητίνη αναμεμειγμένη με καταλύτη και το άλλο ρητίνη
με promoter (προωθητικό). Η άλλη εναλλακτική λύση είναι να έχουμε ένα μόνον
ακροφύσιο που ψεκάζει ρητίνη με καταλύτη τα οποία έχουν αναμειχθεί σε ειδικό
θάλαμο προανάμειξης.
Η διαδικασία μορφοποίησης τελειώνει όπως και στην επίστρωση με το χέρι με τη συ-
μπίεση του εξαρτήματος με ρολούς για να ομογενοποιηθεί και να απομακρυνθεί ο αέ-
ρας. Η διαδικασία της spray up μορφοποίησης φαίνεται στην Εικόνα 2.2.
Εξωτερικό Στρώμα
Εποξεικής Ρητίνης
(Gel Coat)
Ίνες
Ρητίνη +
Καταλύτης
Ακροφύσιο
Ψεκασμού
Ινών
Παροχή
Πεπιεσμένου
Αέρα
Εικόνα 5.2 Η επίστρωση με ψεκασμό ινών. [Πηγή: www.designsite.dk]
Εδώ είναι χρήσιμο να γίνει ειδική αναφορά στον ειδικό εξοπλισμό που απαιτείται
για την μορφοποίηση με ψεκασμό ινών. Αναγκαία είναι λοιπόν γενικά : Πιεστικά
δοχεία (pots) για τον καταλύτη και τα άλλα διαλύμματα, κόφτες για τις ίνες, ακρο-
φύσια ψεκασμού, αγωγοί μεταφοράς υλικών στα ακροφύσια, αντλίες για την ρητί-
νη και τον καταλύτη. Οι αντλίες που συνήθως χρησιμοποιούνται είναι αντλίες αέ-
ρα με ελεγχόμενη παροχή από ειδικούς ενσωματωμένους ρυθμιστές. Πρέπει εδώ
να αναφερθεί ότι επειδή ο καταλύτης βρίσκεται υπό πίεση πρέπει να λαμβάνονται
ειδικά μέτρα ασφαλείας για τον τεχνίτη. Λόγω της υψηλής πίεσης του καταλύτη
είναι δύσκολος ο έλεγχος του ποσοστού του που αναμιγνύεται με την ρητίνη. Οι
αγωγοί μεταφοράς των υλικών, πρέπει να αντέχουν σε χημική διάβρωση και στην
υψηλή πίεση των υλικών για αυτό και είναι συνήθως κατασκευασμένοι από
Teflon, Viton, PVF. Οι ίνες κόβονται σε μήκη από 12-50 mm από τους κόφτες. Οι
κόφτες είναι συνήθως δυο κύλινδροι, ένας από αλουμίνιο και άλλος από ελαστικό,
πάνω στους οποίους προσαρμόζονται οι λεπίδες που κόβουν τις ίνες.

Κεφάλαιο 5 Μέθοδοι Μορφοποίησης Σύνθετων Υλικών 263
Όσον αφορά τώρα τα ψεκαστικά πιστόλια υπάρχουν τρείς βασικοί τύποι ανάλογα
με το εάν γίνεται χρήση αέρα για την εξώθηση του καταλύτη ή όχι και το τύπο της
μίξης ρητίνης- καταλύτη ( εσωτερική - εξωτερική).
Αναλυτικότερα:
Ψεκαστικό σύστημα εξωτερικής μίξης.
Ο καταλύτης και η ρητίνη ψεκάζονται μέσω τετραγωνικής διάταξης ακροφυσίων
γύρω από μια κεντρική οπή από την οποία εξέρχονται οι κοντές ίνες.Ο καταλύτης
προωθείται μέσω αέρα υπό πίεση. Απαραίτητο είναι το συχνό καθάρισμα των α-
κροφυσίων από την ρητίνη ειδικά όταν γίνεται ψεκασμός από πολύ κοντά. Η ανά-
μειξη των ινών με τον καταλύτη και την ρητίνη πριν την επίστρωση έχει ως αποτέ-
λεσμα την πολύ καλή ομοιογένεια του τελικού προϊόντος. Υπάρχουν αρκετές πα-
ραλλαγές του τύπου αυτού ψεκασμού χωρίς την χρήση αέρα σαν προωθητικού.
Ο καταλύτης σε αυτές τις παραλλαγές τροφοδοτείται από πιεστικό δοχείο υπό τέ-
τοια πίεση ώστε να βρίσκεται υπό μορφήν σταγονιδίων κατά τον ψεκασμό. Εδώ ο
κόφτης των ινών βρίσκεται στην κορυφή της συσκευής και οι ίνες ψεκάζονται μέ-
σα στην δέσμη ρητίνης- καταλύτη.
Σύστημα με εσωτερική μίξη και χρήση αέρα
Είναι το πιο διαδεδομένο σύστημα μέχρι σήμερα. Στο σύστημα αυτό, ο αέρας, η
ρητίνη και ο καταλύτης αναμιγνύονται στο εσωτερικό της συσκευής και στη συνέ-
χεια εκτοξεύονται προς το καλούπι. Οι ίνες ψεκάζονται στο καλούπι ακριβώς επά-
νω από το μίγμα και αυτό δημιουργεί προβλήματα στην ομοιογένεια του υλικού.
Επιπλέον ο αέρας που εμπεριέχεται στο μίγμα τείνει να δημιουργήσει μια πορώδη
δομή στο σύνθετο. Το ψεκαστικό αυτού του τύπου πρέπει να καθαρίζεται με δια-
λύτη (εσωτερικά) μετά από κάθε χρήση.
Σύστημα με εσωτερική μίξη χωρίς αέρα
Ο καταλύτης εδώ που βρίσκεται υπό πίεση αναμιγνύεται με την ρητίνη και ψεκά-
ζεται στο καλούπι σε υψηλή πίεση (800 psi). Οι ίνες ψεκάζονται στο καλούπι όπως
και παραπάνω. Η μοναδικότητα της συσκευής αυτής έγκειται στο γεγονός ότι μπο-
ρεί να συνδυαστεί με έναν στατικό αναμίκτη ινών και να μεταφέρει στη συνέχεια
το μίγμα ρητίνης-ινών-καταλύτη σε ένα κλειστό καλούπι, (transfer molding
method). Kαι σε αυτή την συσκευή, τέλος, είναι απαραίτητο το συχνό καθάρισμα
εσωτερικά με διαλύτη.

264 Σύνθετα Υλικά
Σύστημα ψεκασμού δυο δοχείων χωρίς αέρα
Το σύστημα αυτό αποτελείται από δυο ακροφύσια που το ένα ψεκάζει ρητίνη με
προωθητικό και το άλλο ρητίνη με καταλύτη. Τα δυο ακροφύσια είναι ρυθμισμένα
να εστιάζουν 15 cm μπροστά από την συσκευή. Οι ίνες ψεκάζονται πάνω στην
κοινή δέσμη των δύο ακροφυσίων και στη συνέχεια το μίγμα κινείται προς το κα-
λούπι. Η συσκευή αυτού του τύπου είναι από τις απλούστερες του είδους και δεν
απαιτεί καθόλου καθάρισμα με διαλύτη.
Τα ψεκαστικά συστήματα που περιγράφονται ανωτέρω μεταφέρονται συνήθως σε
εκκυκλήματα με τέσσερις ρόδες για να είναι εύκολη η μετακίνησή τους.
5.3 Τα Χαρακτηριστικά των Μεθόδων Επίστρωσης
Οι μέθοδοι μορφοποίησης με επίστρωση του καλουπιού είτε με το χέρι είτε με ψε-
κασμό, που περιγράψαμε παραπάνω έχουν μια σειρά από πλεονεκτήματα και μειο-
νεκτήματα που πρέπει να λαμβάνονται υπόψην όταν κανείς σκοπεύει να κάνει
χρήση των μεθόδων αυτών. Πλεονεκτήματα όπως η ευελιξία στο σχεδιασμό και το
χαμηλό κόστος αντιδιαστέλλονται με τη χαμηλή ποιότητα κατασκευής και τη χα-
μηλή παραγωγικότητα για να έχει κανείς ένα μέτρο σύγκρισής της με άλλες κατα-
σκευαστικές μεθόδους. Στον παρακάτω πίνακα δίνονται τα βασικότερα πλεονε-
κτήματα και μειονεκτήματα της μεθόδου.
Στις διαδικασίες επίστρωσης είναι σημαντικό να ληφθούν υπόψην κατά τον σχε-
διασμό και ορισμένες άλλες λεπτομέρειες όπως :
Καλούπια με σύνθετη γεωμετρία.
Όταν το καλούπι έχει απότομα κοψίματα (αλλαγές καμπυλότητος) και γωνίες,στα
σημεία αυτά συγκεντρώνεται αέρας και το υλικό δεν ακολουθεί την τοπική γεωμε-
τρία. (Εικόνα 5.3).Για την αποφυγή του φαινομένου αυτού πρέπει οι απότομες γω-
νίες να σχεδιάζονται με ακτίνα καμπυλότητος μεταξύ 4.8 και 6.4 mm.

Κεφάλαιο 5 Μέθοδοι Μορφοποίησης Σύνθετων Υλικών 265
Πίνακας 5.2
Χαρακτηριστικά Μεθόδων Επίστρωσης
Π
Λ
Ε
Ο
Ν
Ε
Κ
Τ
Η
Μ
Α
Τ
Α
1. Ευελιξία στον σχεδιασμό εξαρτημάτων
2. Είναι δυνατή η παραγωγή μεγάλων & περίπλοκων κομματιών.
3. Το κόστος του ελάχιστου εξοπλισμού είναι χαμηλό.
4. Ως καλούπι είναι δυνατόν να χρησιμοποιηθεί οποιοδήποτε υλικό με στα-
θερό σχήμα.
5. Είναι απλό το στήσιμο του εξοπλισμού και η έναρξη παραγωγής γίνεται
σχετικά γρήγορα.
6. Είναι εύκολες οι σχεδιαστικές αλλαγές.
7. Είναι δυνατόν να χρησιμοποιηθούν εγκλείσματα και ενισχύσεις κατά την
μορφοποίηση (ατσάλινα νεύρα δυσκαμψίας π.χ. )
8. Είναι δυνατές οι πολύστρωτες κατασκευές.
9. Είναι εύκολη και απλή η εκπαίδευση των τεχνιτών.
Μ
Ε
Ι
Ο
Ν
Ε
Κ
Τ
Η
Μ
Α
Τ
Α
1. Η μορφοποίηση έχει σχετικά ψηλό εργασιακό κόστος.
2. Το τελικό προϊόν έχει μόνον την εξωτερική του επιφάνεια σε καλή μορφή.
3. Η ποιότητα κατασκευής είναι συνάρτηση της ικανότητας του τεχνίτη.
4. Η διαδικασία δεν προσφέρεται για μεγάλο όγκο παραγωγής.
5. Δεν υπάρχει ομοιομορφία ποιότητας στα προϊόντα.
6. Απαιτούνται μεγάλοι χρόνοι πολυμερισμού μιας και το καλούπι βρίσκεται
σε θερμοκρασία δωματίου.
7. Υπάρχει υψηλός συντελεστής απωλειών σε πρώτες ύλες & "ατελή" προϊό-
ντα.

266 Σύνθετα Υλικά
Αλλαγές πάχους. (Εικόνα 5.3)
Πρέπει να αποφεύγονται κατά τον σχεδιασμό οι μεγάλες αλλαγές του πάχους στο
εξάρτημα που πρόκειται να παραχθεί. Οι αλλαγές του πάχους γίνονται σημεία συ-
γκέντρωσης τάσεων και άρα πιθανά σημεία απαρχής αστοχίας. Το ελάχιστο πάχος
για hand lay up είναι 0.8 mm ενώ για spray up είναι 1.5 mm.Το μέγιστο πάχος εί-
ναι 6mm ανά στρώση.
Καλούπι
Καλούπι
Απότομη μεταβολή πάχους
Κενός Χώρος
Στρώσεις σύνθετου υλικού
Στρώσεις σύνθετου υλικού
Εικόνα 5.3 Τυπικές Ατέλειες στη Μορφοποίηση Σύνθετων Υλικών
Αφού ολοκληρωθεί η διαδικασία της μορφοποίησης οι εργάτες κόβουν το κομμάτι
στις επιθυμητές διαστάσεις εάν αυτό απαιτείται για την κατασκευή. Είναι δυνατόν
να κοπεί το υλικό με ένα κοφτερό μαχαίρι μετά τον χρόνο πήξης του υλικού (gel
time). Τότε το υλικό έχει στερεά μαλακιά σχετικά, αλλά μη κολλώδη μορφή και
κόβεται εύκολα. Εάν η κοπή γίνει μετά την σκλήρυνση του υλικού είναι συνιστώ-
μενο να γίνει με χρήση μη οδοντωτού κοπτικού εργαλείου. Επίσης η κοπή πρέπει
να γίνει στην καλή επιφάνεια του εξαρτήματος.
Εγκυκλοπαιδικά είναι εδώ ενδιαφέρον να αναφερθεί ότι η εταιρεία αυτοκινήτων
LOTUS για την κατασκευή της LOTUS ELAΝ, της οποίας το αμάξωμα έχει και

Κεφάλαιο 5 Μέθοδοι Μορφοποίησης Σύνθετων Υλικών 267
συνθετικά υλικά, χρησιμοποιεί ως κοπτικό εργαλείο τρυπάνι υπερηχητικής δέσμης
νερού (water jet). Η ταχύτητα της δέσμης είναι 3 φορές η ταχύτητα του ήχου.
Τέλος είναι προφανές ότι οι μέθοδοι της επίστρωσης εφαρμόζονται μόνον σε ανοι-
κτά καλούπια.
5.4 Η Αυτοματοποίηση της Μεθόδου Επίστρωσης
Όπως είδαμε προηγουμένως δυο κύρια μειονεκτήματα της μεθόδου επίστρωσης
είναι το εργατικό κόστος και ο μικρός ρυθμός παραγωγής. Η λύση για να εξουδε-
τερωθούν ταυτόχρονα και τα δύο αυτά μειονεκτήματα είναι η αυτοματοποίηση της
διαδικασίας μορφοποίησης, μερική ή ακόμη και ολική.
Η πρώτη λύση που εφαρμόστηκε ήταν η χρήση πολλών καλουπιών σε διάταξη ι-
κανή να αυξήσει το ρυθμό παραγωγής.
Κατόπιν άρχισαν να χρησιμοποιούνται διατάξεις μηχανικών καλουπιών με αυτό-
ματη την εναπόθεση υλικών. Παραπέρα χρησιμοποιούνται γραμμές παραγωγής
στις οποίες η διαδικασία παραγωγής είναι εντελώς αυτόματη. Οι γραμμές παραγω-
γής χρησιμοποιούνται για υψηλού ρυθμού παραγωγικές διαδικασίες.
Εάν η παραγωγή δεν απαιτεί σχετικά υψηλούς ρυθμούς είναι δυνατή και η χρήση
βιομηχανικών ρομπότ. Τα ρομπότ αυτά ελέγχουν την διαδικασία επίστρωσης κυ-
ρίως και είναι προγραμματιζόμενα, ώστε να παράγουν κάθε είδους προϊόν όπως
μικρές βάρκες από fiberglass, έπιπλα κήπου κλπ. Μια τέτοια διάταξη ρομπότ φαί-
νεται στην Εικόνα 5.4. Τα σημαντικά πλεονέκτηματα της χρήσης του ρομπότ
,παρά το αρχικό υψηλό κόστος επένδυσης, είναι η σταθερή ποιότητα παραγωγής, η
καλή ποιότητα κατασκευής και η αντικατάσταση του ανθρώπου σε ένα περιβάλλον
ιδιαίτερα ανθυγιεινό από πλευράς αναθυμιάσεων.
5.5 Οι Τεχνικές Μορφοποίησης με Καλούπια (Μoulding Techniques)
Tο κύριο χαρακτηριστικό όλων των μεθόδων μορφοποίησης με καλούπια είναι ότι
το φύλλο ή τα φύλλα του συνθέτου υλικού εξαναγκάζεται να εισέλθει μέσα σε ένα
καλούπι για να αποκτήσει την τελική επιθυμητή του μορφή. Η διαδικασία αυτή
μπορεί να συμπεριλαμβάνει και την εφαρμογή πίεσης, κενού ή κανενός από τα
δυο. Επίσης είναι δυνατόν η μορφοποίηση να γίνεται εν θερμώ αλλά και όχι. Είναι
σημαντικό να αναφέρουμε ότι τόσο η εφαρμογή της πίεσης (ή κενού) και της θερ-
μοκρασίας εξαρτώνται κυρίως από την φύση του υλικού της μήτρας.

268 Σύνθετα Υλικά
Εικόνα 5.4 Αυτοματοποιημένη μηχανή επίστρωσης [Πηγή: (1982) Handbook of
Composites, Lubin G (ed), Van Nostrand Reinhold, New York]
Α=Κεφαλή Ψεκασμού Β,C,D,Η=Σύστημα Κίνησης σε 3 άξονες, E=Καλούπι, F=Σύστημα
Ελέγχου με Η/Υ, G=Περιστρεφόμενη Βάση Ψεκασμού, J=Καλώδια Ελέγχου και Ισχύος,
K=Μίτοι Ινών, L=Δοχεία Ρητίνης
Όταν το σύνθετο υλικό έχει θερμοπλαστική μήτρα απαιτείται η ψύξη του κάτω
από την θερμοκρασία τήξης Τm ή την θερμοκρασία μετάβασης υαλώδους κατά-
στασης Tg για να είναι δυνατή η αφαίρεσή του από το καλούπι, χωρίς να αλλάξει
το διαμορφωμένο σχήμα του. Αυτό συνεπάγεται μια διαδικασία μορφοποίησης
που περιλαμβάνει: θέρμανση, διαμόρφωση υπό πίεση, ψύξη υπό πίεση. Eάν η
μήτρα τώρα αποτελείται από κάποια θερμοσκληρυνόμενη ρητίνη, πρέπει κατά την
διαμόρφωση να διατηρηθεί η θερμοκρασία για κάποιο χρονικό διάστημα ώστε να
δημιουργηθεί μια σταθερή δομή στο υλικό, για να γίνει όπως συνηθίζεται να λέγε-
ται το curing. Έτσι σε αυτή την περίπτωση η διαδικασία της μορφοποίησης είναι :
θέρμανση, διαμόρφωση υπό πίεση, curing υπό πίεση. Αν και τα περισσότερα
σύνθετα με θερμοσκληρυνόμενη μήτρα βγαίνουν από το καλούπι θερμά, είναι δυ-
νατόν να υπάρξει μια διαδικασία απόψυξης.
Η πίεση που ασκείται κατά την μορφοποίηση πάνω στο σύνθετο υλικό είναι τριών
ειδών. Το σύνθετο υλικό μπορεί να συμπιέζεται μέσω της αμέσου επαφής του με
το άνω μέρος του καλουπιού που κλείνει οπότε έχουμε διαμόρφωση με συμπίεση
(Compresion molding). Είναι ακόμη δυνατόν να συμπιέζεται το σύνθετο υλικό μέ-
σω κάποιου αδρανούς αερίου ή και αέρα ακόμη αμέσως μετά το κλέισιμο του κα-
λουπιού, οπότε η διαδικασία είναι τύπου μορφοποίησης με πίεση (Pressure

Κεφάλαιο 5 Μέθοδοι Μορφοποίησης Σύνθετων Υλικών 269
forming). Τέλος υπάρχει η δυνατότητα να δημιουργηθεί αρνητική πίεση μέσω δη-
μιουργίας κενού στο καλούπι και έτσι να εξαναγκάζεται το σύνθετο να πάρει την
τελική του μορφή. Τότε έχουμε μορφοποίηση εν κενώ (Vacuum forming).
Κατά την μορφοποίηση των συνθέτων υλικών μέσα σε καλούπια συμβαίνουν πο-
λύπλοκα φαινόμενα μετάδοσης θερμότητος καθώς και φαινόμενα ροών μεγάλου
ιξώδους και μικρών ταχυτήτων (έρπουσες ροές). Είναι αυτά τα φαινόμενα που κα-
θορίζουν τις τελικές ιδιότητες του διαμορφωμένου συνθέτου υλικού. Η ανάγκη για
τον πλήρη έλεγχο των ιδιοτήτων αυτών οδήγησε στην μαθηματική μοντελοποίηση
των διαδικασιών μορφοποίησης και την ανάπτυξη των κατάλληλων υπολογιστικών
εργαλείων.
5.5.1 Τεχνικές Διαμόρφωσης με Πρέσσα (Press Techniques)
Η τεχνική μορφοποίησης με πρέσσα συνίσταται στην χρήση ενός μικτού καλου-
πιού θερμαινόμενου ή μη, μέσα στο οποίο τοποθετείται το σύνθετο υλικό και στην
εφαρμογή εξωτερικής πίεσης για την μορφοποίηση του. Εάν έχουμε θερμό καλού-
πι η τεχνική είναι " εν θερμώ " ενώ εάν το καλούπι είναι στην θερμοκρασία περι-
βάλλοντος η τεχνική είναι " εν ψυχρώ ".
Το σύνθετο υλικό μπορεί να έχει θερμοπλαστική η ακόμη και θερμοσκληρυνόμενη
μήτρα. Οι ίνες είναι δυνατόν να βρίσκονται σε μορφή υφάσματος μακριών
(roving) ή κοντών ινών (strand) είτε ακόμη και σε συνεχή μορφή. Το δε σύνθετο
υλικό όταν έχει θερμοπλαστική μήτρα μπορεί να ευρίσκεται σε μορφή ενός φύλ-
λου (laminae) ή σε πολύστρωτη πλάκα.
Βασικό πλεονέκτημα της μεθόδου μορφοποίησης με πρέσσα είναι ότι δίνει την δυ-
νατότητα να κατασκευαστούν σχετικά πολύπλοκα κομμάτια σε μικρούς χρόνους.
Έτσι ελαχιστοποιούνται οι δευτερογενείς κατασκευαστικές διαδικασίες όπως τρυ-
πήματα, συνενώσεις κλπ. Το γεγονός αυτό σε συνδυασμό με την δυνατότητα αυ-
τοματοποίησης της διαδικασίας εισαγωγής των φύλλων στο καλούπι και της απο-
μάκρυνσης από αυτό του κομματιού, κάνουν εφικτή την αυτοματοποίηση της δια-
δικασίας. Για παράδειγμα στην βιομηχανία αυτοκινήτου πολλά τμήματα αυτοκινή-
των κατασκευάζονται με αυτόν τον τρόπο.
Η τεχνική μορφοποίησης με πρέσσα παρόλο που προσφέρει μια ικανοποιητική α-
κρίβεια για εξαρτήματα όπως πίνακες οργάνων αυτοκινήτων, δεν εξασφαλίζει ικα-
νοποιητικές ανοχές για εξαρτήματα υψηλής ακριβείας όπως επικαλύμματα πτερύ-
γων αεροσκαφών. Για τέτοιες κατασκευές πρέπει να προσανατολιστούμε σε μεθό-
δους υψηλότερης ακρίβειας που παρουσιάζονται στο επόμενο κεφάλαιο.