Embed Size (px)
Citation preview
М и н и с т е р с т в о В ы с ш е г о и с р е д н е г о С п е ц и а л ь н о г о о б р а з о в а н и я Р С Ф С Р
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Московский Ордена Трудового Красного Знамени институт
стали и сплавов - - - - - - - - - - - - - - - - -
Кафедра экспериментальной физики и физики твердого тела
АСПИРАНТ Ф.А. БРОНИН
ИССЛЕДОВАНИЕ КАВИТАЦИОННОГО РАЗРУШЕНИЯ И
ДИСПЕРГИРОВАНИЯ ТВЕРДЫХ ТЕЛ В УЛЬТРАЗВУКОВОМ
ПОЛЕ ВЫСОКОЙ ИНТЕНСИВНОСТИ
Д и с с е р т а ц и я н а с о и с к а н и е у ч е н о й с т е п е н и к а н д и д а т а т е х н и ч е с к и х н а у к
Научный руководитель
профессор, кандидат
физико-математических
наук
Б.А. Агранат
Москва
1966
Оглавление
2
ОГЛАВЛЕНИЕ
Условные обозначения………………………………… 6
Введение………………………………………………… 10
Аннотация………………………………………………. 10
Публикации…………………………………………….. 13
Гл а в а 1 . Кавитационное разрушение твердых тел (обзор)
1. Теории кавитационного разрушения и диспергирования ……………………………………… 16 2. Факторы, влияющие на интенсификацию процессов диспергирования и кавитационного разрушения твердых тел ………………………………… 35 1.2.1. Газовая фаза…........................................................... 35 1.2.2. Коэффициент поверхностного натяжения, давление насыщенных паров и вязкость жидкости…… 36 1.2.3. Температура………………………………………. 37 1.2.4. Интенсивность звукового поля…………………. 39 1.2.5. Статическое давление…………………………… 41
Выводы по главе 1……………………………………… 43
Гл а в а 2 . Динамика кавитационной полости. Определение оптимальных условий процессов диспергирования твердых тел в ультразвуковом поле
Раздел I
Осно вные физич е с ки е пр е д с т а в л ения о
проц е с с е к а в и т ации
2.1. Порог кавитации. Роль газовых зародышей. Газовая и паровая кавитация……………… 46
2.1.1. Газовая кавитация…………………………………. 47
Оглавление
3
2.1.2. Паровая кавитация………………………………… 49
2.1.3. Газ и пар в кавитационной полости……………… 51
2.2. Расширение и сжатие парогазовой полости в акустическом поле. Статическое равновесие…………. 57 2.3. Уравнения движения кавитационной полости……………………….……………..……………. 64 2.4. Давления в жидкости при захлопывании кавитационной полости…………………………..……. 70 2.4.1. Динамическое давление…………………………. 72 2.4.2. Давление в жидкости при сжатии парогазовой полости …………………………………..….. 75
Выводы по разделу I…………………………………… 80
Раздел I I
Решение уравнений динамики кавитационной полости 2.5. Постановка задачи. Методы исследования……………………………………………… 81 2.6. Методика решения уравнений кавитационной полости на аналоговых вычислительных устройствах…………………………… 82 2.7. Результаты расчетов динамики кавитационной полости на аналоговом вычислительном устройстве. Этапы развития кавитационной полости. Определение максимального давления и температуры……………….. 87 2.8. Результаты расчетов, полученных на электронной вычислительной машине. Влияние статического давления на динамику кавитационной полости………… 96 2.9. Определение максимального радиуса кавитационной полости в стадии расширения аналитическим методом………….………………………... 109
Выводы по разделу II……………………………….………. 116
Оглавление
4
Гл а в а 3 . Диспергирование твердых тел в ультразвуковом поле
3.I. Актуальность проблемы сверхтонкого диспергирования металлов и тугоплавких окислов. Способ повышения эффективности ультразвукового диспергирования…………………………………………… 119 3.2. Аппаратура для ультразвукового диспергирования при повышенном статическом давлении………………… 123 3.2.1. Поршневой диспергатор…………………………….. 124 3.2.2. Диспергатор с фокусирующим полем……………… 127 3.3. Выбор материалов. Методика работы. Методы определения дисперсности конечного продукта (рассев порошка на ситах, микроскопический анализ, контроль дисперсности порошка по его удельной поверхности).…………………………………… 130 3.4. Результаты экспериментов по диспергированию твердых тел в ультразвуковом поле……………………… 135 3.4.1. О применении статического давления при диспергировании материалов……………………………. 135 3.4.2. Влияние температуры на процесс измельчения …………. …………………………………… 142 3.4.3. Влияние первоначального размера частиц……… 148 3.4.4. Влияние соотношения твердой и жидкой фазы……………………………………………… 149 3.4.5. Влияние времени обработки……………………….. 150 3.4.6. Определение степени загрязненности конечного продукта при ультразвуковом диспергировании…………………………………………. 159 3.4.7. Результаты испытаний изделий изготовленных из высокодисперсных порошков, полученных при ультразвуковом диспергировании…………………. 161 Выводы по главе 3………………………………………… 170
Оглавление
5
Гл а в а 4 .Разработка сплавов с повышенной кавитационной стойкостью
4.I. Актуальность проблемы……………………………… 173 4.2. Кавитационная эрозия и факторы ее обуславливающие. Роль структуры сплава……………… 174 4.3. Алюминиевые бронзы - кавитационностойкий материал…………………………………………………… 176 4.4. Методика работы. Применяемая аппаратура и материалы……………………………………………… 182 4.5. Результаты экспериментов…………………………. 184 4.6. Микроструктурный анализ сплавов………………… 204 Выводы по главе 4………………………………………... 209
Гл а в а 5 Разрушение лаковых и полимерных пленок в ультразвуковом поле
5. I. Актуальность задачи. Обоснование метода ультразвуковой очистки……………………………. 212 5.2. Методика работы. Применяемая аппаратура и оборудование……………………………………………… 213 5.3. Выбор состава рабочей жидкости для ультразвуковой очистки деталей от лаковых пленок……………………………………………… 215 5.4. Ультразвуковая установка промышленного типа для очистки деталей от лака………………………………… 222 Выводы по главе 5………………………………………… 227 Общие выводы………………………………………………… 228 Литература……………………………………………………. 230 Приложения…………………………………………………… 261
Условные обозначения
6
Условные обозначения
_______________________
B Универсальная газовая постоянная [дж/моль°K]
с Скорость звука в жидкости [м/сек]
0c Концентрация газа в жидкости (начальная) [кг/ 3м ]
sc Концентрация насыщения [кг/ 3м ]
D Коэффициент температуропроводности жидкости [ 2м /сек]
f Частота изменения звукового поля [1/сек]
G Скорость испарения или конденсации [кг/ 2м сек]
K Модуль объемной упругости [кг/ 2м ]
k Теплопроводность жидкости [кал/мхсекхград]
L Скрытая теплота парообразования [кал/кг]
M Молекулярный вес
m Масса [кг]
P Давление [н/ 2м ]
внP Давление внешнее, приложенное к [н/ 2м ] кавитационной полости
Условные обозначения
7
звP Давление амплитудное в звуковой волне [н/ 2м ]
*звP Давление звуковое эффективное [н/ 2м ]
стP Давление статическое [н/ 2м ]
iP Давление в кавитационной полости [н/ 2м ]
rP Давление на границе кавитационной полости [н/ 2м ]
vP Давление насыщенного пара [н/ 2м ]
gP Давление газа в кавитационной полости [н/ 2м ]
поP Давление газа и пара в кавитационной полости [н/ 2м ] при максимальном радиусе пP Давление газа и пара в кавитационной полости [н/ 2м ]
при минимальном радиусе максP Давление в жидкости, возникающее при [н/ 2м ]
захлопывании кавитационной полости (максимальное)
(r)P Давление в жидкости на некотором расстоянии [н/ 2м ] от центра кавитационной полости
дP Давление в жидкости динамическое [н/ 2м ]
R Радиус кавитационной полости [м]
0R Радиус кавитационной полости начальный [м]
Радиус кавитационной полости достигнутый [м] в стадии расширения (максимальный)
минR Радиус кавитационной полости достигнутый [м]
максR
Условные обозначения
8
в стадии захлопывания (минимальный)
кR Радиус кавитационной полости критический [м]
пR Радиус кавитационной полости пороговый [м]
гR Радиус кавитационной полости граничный [м]
R& Первая производная по времени от радиуса [м/сек] кавитационной полости R&& Вторая производная по времени от радиуса 2[м/сек ] кавитационной полости
расшt Время расширения кавитационной полости [сек]
захt Время захлопывания кавитационной полости [сек]
T Температура абсолютная [°K]
0T Температура при начальных условиях [°K]
U Скорость движения частиц жидкости [м/сек]
V Объем [ 3м ]
α Коэффициент испарения или конденсации (аккомодации) γ Показатель политропы
λ Длина волны звукового поля [м]
μ Динамический коэффициент вязкости [нxсек/ 2м ]
ρ Плотность жидкости [кг/ 3м ]
Пρ Плотность пара [кг/ 3м ]
Условные обозначения
9
σ Коэффициент поверхностного натяжения [н/м]
τ Интервал времени [сек]
ω Круговая частота изменения звукового поля [1/сек]
Введение Аннотация
10
Введение __________________________________
Аннотация
Звуковые и ультразвуковые колебания находят все более широкое применение
во многих отраслях промышленности. Внедрены с высоким технико-
экономическим эффектом процессы ультразвуковой очистки от жировых и
механических загрязнений, лаковых и полимерных пленок, окалины и
продуктов коррозии. Успешно применяется ультразвук для сварки тонких
листов алюминия, в процессах дегазации, эмульгирования, обогащения и
предотвращения накипеобразования.
Весьма перспективным является использование ультразвуковых колебаний
большой интенсивности в порошковой металлургии для получения материалов
высокой дисперсности.
Одним из основных факторов, определяющих воздействие ультразвука на
процессы, протекающие в жидкостях, является кавитация. В диссертации
исследовались процессы кавитационного разрушения и диспергирования
твердых тел в ультразвуковом поле. Для выяснения факторов, способствующих
интенсификации процессов диспергирования, рассмотрена динамика
кавитационной полости.
Проведен анализ расширения и захлопывания кавитационной полости в
звуковом поле, а также рассмотрено влияние на этот процесс физико-
химических свойств жидкости (давления насыщенного пара, вязкости,
коэффициента поверхностного натяжения) и внешних условий (статическое
давление, температуры).
Диссертационная работа ставила своей целью, на основе экспериментальных
работ и теоретических исследований динамики кавитационной полости,
установить основные закономерности процессов кавитационного разрушения и
диспергирования в звуковом поле, определить наиболее важные факторы,
способствующие интенсификации кавитационного воздействия, разработать
Введение Аннотация
11
аппаратуру для получения материалов с высокой степенью дисперсности и дать
рекомендации по технологическому использованию полученных результатов.
Диссертация состоит из введения, пяти глав и выводов.
В главе 1 приводится обзор опубликованных работ по вопросам механизма
кавитационного разрушения и диспергирования твердых тел, а также
анализируются работы, в которых исследовано влияние на процессы
кавитационного диспергирования и разрушения параметров звукового поля,
физико-химических свойств рабочей жидкости и внешних условий.
Рассмотрены опубликованные по настоящее время теории кавитационного
разрушения твердых тел: механические, электрические, тепловые,
термоэлектрические, электрохимические и др. Отмечается актуальность
теоретической разработки вопросов, связанных с использованием статического
давления для управления процессом ультразвуковой кавитации.
Опубликованные экспериментальные исследования указывают на возможность
повышения интенсивности кавитационного разрушения на 2-3 порядка при
оптимальном соотношении между амплитудой звукового давления и внешним
статическим давлением в рабочем объеме жидкости.
Анализ литературы показал на большую практическую важность дальнейших
исследований по влиянию избыточного внешнего давления, температуры
жидкости и ее физико-химических свойств на процессы кавитационного
разрушения и диспергирования в звуковом поле.
В главе 2 теоретически исследованы причины возникновения больших
давлений в жидкости при ультразвуковой кавитации и определены основные
факторы, способствующие интенсификации кавитационного разрушения и
диспергирования.
В первом разделе рассматриваются физические явления, связанные с
расширением и захлопыванием кавитационной полости. Анализируются
дифференциальные уравнения движения кавитационной полости и получены
решения некоторых задач аналитическими методами.
Введение Аннотация
12
Во втором разделе исследовано влияние статического и звукового давлений, а
также физико-химических свойств жидкости на процесс развития
кавитационной полости в звуковом поле. Для решения нелинейных
дифференциальных уравнений движения кавитационной полости были
применены быстродействующие электронно-вычислительные машины и
аналоговые устройства.
На основании проведенного теоретического анализа было установлено, что
основными факторами, влияющими на процесс кавитационного воздействия,
являются статическое и звуковое давление. Показано, что наложение
избыточного статического давления в некоторых пределах от величины
звукового давления, способствует интенсификации ультразвукового
воздействия.
В главе 3 приведены экспериментальные результаты по диспергированию
порошковых материалов в ультразвуковом поле. Экспериментально
исследована зависимость ультразвукового диспергирования от величины
избыточного статического давления в рабочей камере диспергатора, от
температуры рабочей жидкости, а также проведено диспергирование
материалов при разном времени обработки, с различным первоначальным
размером частиц и при различном соотношении твердой и жидкой фазы.
Для проведения исследований по диспергированию твердых тел разработана
специальная аппаратура, предусматривающая эффект интенсификации
процесса за счет повышенного статического давления. Проведенные
технологические эксперименты показали целесообразность разработанных
конструкций для промышленного применения.
Как показал анализ полученных материалов при ультразвуковом
диспергировании под избыточным статическим давлением можно получать
порошки со средним размером частиц порядка сотых долей микрона.
В главе 4 рассматриваются вопросы повышения кавитационной стойкости
материалов, используемых для изготовления ультразвуковых диспергаторов.
Использование избыточного статического давления для интенсификации
Введение Публикации
10
процессов кавитации приводит к разрушению не только обрабатываемого
продукта, но и материала излучателя.
Как показано в работе, алюминиевые бронзы являются более кавитационно
стойким материалом, чем нержавеющие стали, применяемые в настоящие
время, как основной материал для изготовления излучателей и деталей
ультразвуковых аппаратов. Разработаны новые композиции легированных
алюминиевых бронз, которые могут быть рекомендованы для промышленного
использования.
В главе 5 диссертации рассматриваются вопросы диспергирования и удаления
синтетических и органических лаковых пленок с поверхности твердых тел. На
основе теоретического анализа и экспериментальных исследований разработан
наиболее эффективный раствор для ультразвуковой очистки. Внедрена в
производство промышленная установка для удаления лака Винифлекс с
деталей эмалировочных станков.
Исследованиями, проведенными в диссертации, установлены основные
закономерности процессов кавитационного разрушения и диспергирования
твердых тел в ультразвуковом поле. Определены важнейшие факторы,
способствующие интенсификации кавитационного воздействия. Разработана
ультразвуковая аппаратура для процессов диспергирования и очистки. Даны
рекомендации по технологическому использованию полученных результатов.
Публикации
Основное содержание диссертации изложено в следующих работах.
1. Авторское свидетельство 194059
«Ультразвуковое устройство для снятия заусенцев и диспергирования
материалов», кл. B 01f 4/50, с приоритетом от 20.02.1966 г. (совместно с
Агранат Б.А., Бирюковой Н.П., Глизбургом И.Л., Витковским А.В. и Черновым
А.П.)
2. Бронин Ф.А., Агранат Б.А.,Глизбург И.Л.
Ультразвуковое диспергирование твердых материалов в жидкости,
находящейся под повышенным статическим давлением.
Введение Публикации
11
Сб. докладов конференции Развитие теории и практики внедрения
прогрессивной ультразвуковой технологии в машиностроении, ОКТБ
Мосгорсовнархоза, М., ЦНИИПИ, 1965, с.11-16.
3. Бронин Ф.А.
Применение ультразвука для удаления лаковых и полимерных пленок с
поверхности металла.
Сб. Развитие теории и практики внедрения прогрессивной ультразвуковой
технологии в машиностроении. ОКТБ Мосгорсовнархоза, М., ЦНИИПИ, 1965.
с.264-266.
4. Бронин Ф.А.
Получение материалов сверхтонкой дисперсности в ультразвуковом поле.
Сб. Промышленное применение ультразвука, ВНИЭМ, М.,1966, с.3-6.
5. Бронин Ф.А. Камбалов В.С.
Ультразвуковая очистка деталей эмалировочных станков.
Сб. Промышленное применение ультразвука, ВНИЭМ, М.,1966, с.10-12.
6. Агранат Б.А. Бронин Ф.А. Стаховский Р.И. Хавский Н.Н.
Решение уравнений динамики кавитационной полости на аналоговом
вычислительном устройстве.
Сб. Ультразвуковая техника М. ЦИНТИАМ, 1967, вып.3 (передано в печать
12.10.1966).
Основные разделы диссертации изложены в докладах.
1. IV ежегодное Всесоюзное научно-техническое совещание
Развитие теории и практика внедрения прогрессивной ультразвуковой
технологии в машиностроении.
Москва, 13-15 октября 1965 г.
2. Всесоюзная научно-техническая конференция
Новые методы обработки металлов ультразвуком, Рига, 18-20 октября 1966 г.
По этим докладам имеются печатные аннотации и тезисы
Глава 1. Кавитационное разрушение твердых тел (обзор)
15
1
Кавитационное Разрушение Твердых Тел (обзор)
________________________________
Глава 1. Кавитационное разрушение твердых тел (обзор)
16
1.1. Теории кавитационного разрушения и диспергирования твердых тел
Вопросы диспергирования и кавитационного разрушения твердых тел в
ультразвуковом поле привлекают внимание многих исследователей.
В литературе под термином ультразвуковая кавитация понимается
образование в жидкости парогазовых полостей в фазе отрицательного
давления звукового поля [1-4]. По существу это процесс нарушения
сплошности жидкости в ее слабых местах, где по какой-либо причине
нарушена симметрия межмолекулярных сил сцепления частиц жидкости
(твердые, газообразные микровключения и др. причины). В фазе
положительного давления происходит захлопывание такой полости, причем
процесс этот сопровождается мощным гидродинамическим ударом в
результате которого, как предполагают многие авторы, и происходит
разрушение твердых тел.
Одной из первых работ, объясняющей механизм кавитационного разрушения,
является работа Релея [5]. Автор рассмотрел случай захлопывания пустой
полости в безграничном объеме жидкости под действием постоянного
давления. Считая полость сферически симметричной и, исходя из условия, что
кинетическая энергия движущейся жидкости равна работе, действующих на
полость сил давления
( )2 3 3 3макс0
42πρu R = πP R -R
3
Релей определил скорость движения стенки полости в функции ее радиуса
3
3
0 м а к с2 P RU = -13 ρ R
⎛ ⎞⎜ ⎟⎜ ⎟⎝ ⎠
где ρ - плотность жидкости;
U - скорость движения стенки полости;
Глава 1. Кавитационное разрушение твердых тел (обзор)
17
R – радиус полости;
0P - внешнее давление, приложенное к полости.
Далее, рассматривая уравнение движения сферически симметричного потока
1Uu u Pt r rρ
∂ ∂ ∂+ = −
∂ ∂ ∂
и, используя граничное условие, что на стенке полости r = R, Релей для
максимального давления, возникающего при захлопывании пустой полости,
получил выражение
0макс
макс
3RP = 3R
0,163P
Несколько по иному рассмотрел задачу захлопывания пустой полости Кук
[6,7]. Если Релей рассчитал давление вне захлопывающей полости, то Кук
предположил, что при захлопывании кавитационной полости жидкость
устремляется с большой скоростью к ее центру и непосредственно ударяет по
поверхности твердого тела, находящегося внутри полости. Кук подсчитал
давление, возникающее на поверхности сферического тела в тот момент, когда
жидкость достигает его поверхности:
P = U ρK
где K - модуль объемной упругости жидкости.
Подставляя выражение для скорости стенки полости из работы Релея в
формулу для давления Кука можно получить уравнение для расчета давления,
действующего на твердую поверхность, находящуюся в центре полости [8].
03
3м а к с2 P K R= - 1
3 RP
⎛ ⎞⎜ ⎟⎜ ⎟⎝ ⎠
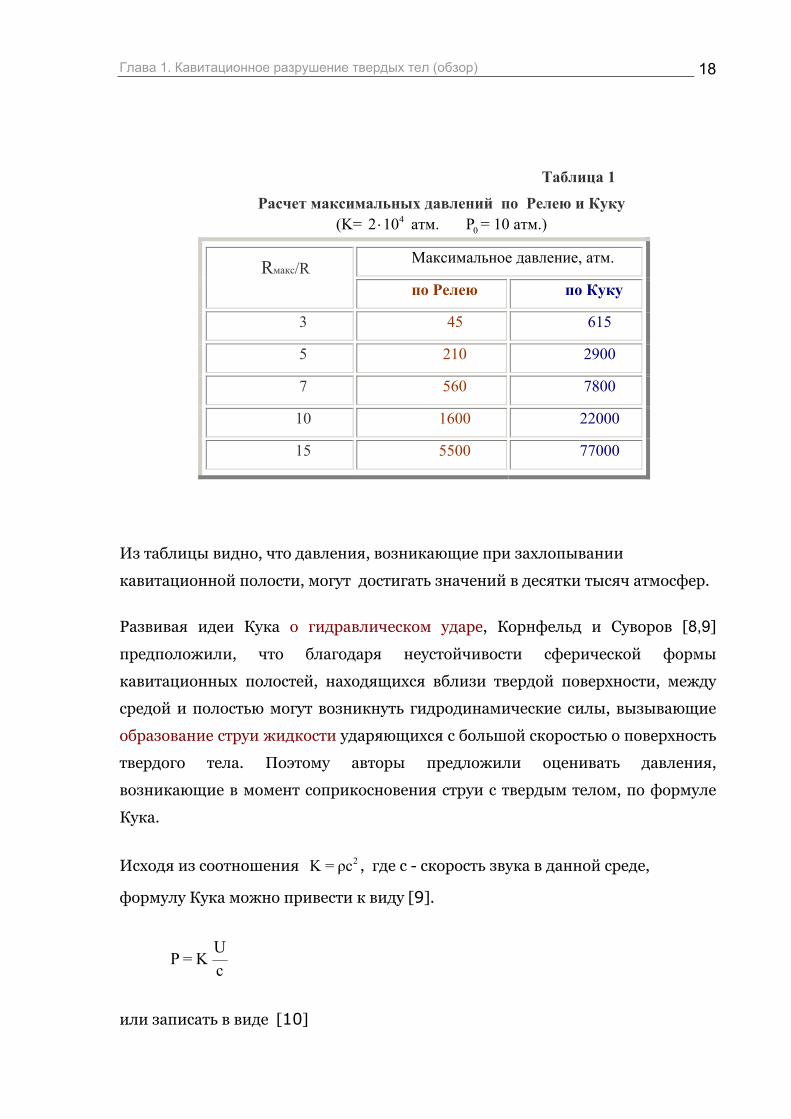
Результаты расчета давлений по теориям Релея и Кука приведены в табл. 1
Глава 1. Кавитационное разрушение твердых тел (обзор)
18
Таблица 1
Расчет максимальных давлений по Релею и Куку (K= 42 10⋅ атм. 0P = 10 атм.)
Максимальное давление, атм. Rмакс/R по Релею по Куку
3 45 615
5 210 2900
7 560 7800
10 1600 22000
15 5500 77000
Из таблицы видно, что давления, возникающие при захлопывании
кавитационной полости, могут достигать значений в десятки тысяч атмосфер.
Развивая идеи Кука о гидравлическом ударе, Корнфельд и Суворов [8,9]
предположили, что благодаря неустойчивости сферической формы
кавитационных полостей, находящихся вблизи твердой поверхности, между
средой и полостью могут возникнуть гидродинамические силы, вызывающие
образование струи жидкости ударяющихся с большой скоростью о поверхность
твердого тела. Поэтому авторы предложили оценивать давления,
возникающие в момент соприкосновения струи с твердым телом, по формуле
Кука.
Исходя из соотношения 2K = ρc , где c - скорость звука в данной среде,
формулу Кука можно привести к виду [9].
UP = K
c
или записать в виде [10]
Глава 1. Кавитационное разрушение твердых тел (обзор)
19
P = ρcU
Во всех вышеуказанных формулах, полученных на основании теории Кука, не
учитывается сжимаемость твердой поверхности. Учет сжимаемости сделал
Галлер [11].
С поправкой Галлера, например, последняя формула записывается в виде:
1 1
1 1
2 2
UρP = ρ1 +ρ
ccc
где индексы «1» относятся к среде, а «2» к твердому телу.
Ряд авторов объясняют кавитационное разрушение материала наличием
трещин и пор на его поверхности.
Тома [12] высказал предположение о возможности гидравлического удара в
порах твердого тела. По его мнению, в жидкости, которая находится в
трещинах и порах, могут развиваться кавитационные полости, которые при
захлопывании создают значительные давления. Автор расчетом показал, что в
трещине длиной 10 мм и шириной 1 мм при наружном давлении 1 атм. могут
возникать давления до 50 атм.
Галлер [11] считает, что в поры и трещины попадает вода, а гидравлические
удары, возникающие при захлопывании кавитационных полостей, действуют
подобно клину, разрушая поверхность твердого тела.
Поултер [13] опытами на стекле и кварце показал, что разрушение
поверхности твердого тела происходит в момент выброса жидкости из трещин
или пор. По его мнению, жидкость в фазе сжатия кавитационной полости
проникает в трещину, а в фазе разряжения оттуда выбрасывается.
Фрид [14] также придерживается гипотезы, что разрушение поверхности
происходит в момент выброса жидкости из пор и трещин. По его мнению,
имеющиеся на поверхности твердого тела поры и трещины заполнены
Глава 1. Кавитационное разрушение твердых тел (обзор)
20
воздухом. Под действием местных высоких давлений, возникающих при
захлопывании кавитационной полости, жидкость вдавливается в
микротрещины и поры, и воздух, находящийся в них, подвергаясь
адиабатическому сжатию, нагревается до высоких температур.
Под действием температуры происходит интенсивная коррозия на
микроповерхности трещины или поры, причем возможно оплавление ее
границ. Одновременно с этим происходит нагрев некоторого слоя жидкости,
проникнувшей в пору и соприкасающейся с нагретым воздухом. В момент
спада местного давления, жидкость и образовавшиеся пары, находящиеся под
большим давлением, выбрасываются из микротрещины или поры, вследствие
чего происходит интенсивная эрозия поверхности металла.
Некоторые авторы связывают разрушения, образуемые на поверхности
твердого тела при ультразвуковой кавитации, с пульсацией газовых пузырьков
в переменном поле звуковой волны.
Смит [15] считает, что газовые пузырьки с диаметром значительно меньшим,
чем, чем длина звуковой волны, можно рассматривать как механическую
систему, колеблющуюся с одной степенью свободы. Но для такой системы
уравнение движения записывается в виде:
.. .(t)P = mx+αx+ kx
где (t)P - давление в звуковой волне, являющейся периодической функцией времени;
x = (R - равнR ) - перемещение полости от равновесного состояния;
mx&& - давление, возникающее за счет кинетической энергии жидкости,
движущейся вследствие пульсации полости;
xα & - сила трения на единицу площади, действующая на систему, совершающую
гармонические малые колебания;
kx - восстанавливающая сила на единицу площади, возникающая вследствие
сжимаемости газа в полости.
Глава 1. Кавитационное разрушение твердых тел (обзор)
21
Учитывая условия резонанса такой системы
m x kx = 0..+
автор получил значение резонансного радиуса кавитационной полости для
заданной частоты звукового поля в виде:
рез стрез
1 3γ 2σR = (P + )ω ρ R
где ω - циклическая частота изменения звукового поля;
γ - показатель политропы для газа в полости;
стP - гидростатическое давление;
σ - коэффициент поверхностного натяжения.
Далее для полостей, размеры которых близки к резонансным, Смит находит
увеличение тангенциального напряжения на их поверхности
ст
kA = γP
При стP =1 атм. для воздушного пузырька в воде А=14700.
По мнению Смита, такое повышение тангенциального напряжения на стенке
газового резонансного пузырька может вызвать повреждение твердой
поверхности, находящейся с ним в контакте.
Теории разрушения поверхности твердого тела газовыми пульсирующими
пузырьками придерживается и Козырев [16]. Однако, по его мнению,
механизм разрушения несколько иной. Автор считает, что при пульсациях
каверн возникают гидравлические удары в окружающей жидкости, т.е.
кавитационная полость при пульсациях может играть роль генератора
ударных волн. Как указывает автор, при периодических пульсациях пузырьков
с частотой свыше 7 кГц даже слабые удары могут вызвать значительные
разрушения.
Глава 1. Кавитационное разрушение твердых тел (обзор)
22
Подобной теории придерживается и Хоукинс [17].
Некоторые исследователи считают, что кавитационное разрушение твердых
тел возникает за счет пузырьков неполной сферической формы, находящихся
в контакте с твердой поверхностью.
Хасмук [18] подсчитал величину ударного давления для случая, когда
происходит захлопывание полости, имеющей форму полусферы на
поверхности твердого тела. В этом случае необходимо считаться с фактором
трения на границе жидкости и твердого тела. Определив скорость движения
поверхности полости из условия равенства кинетической энергии жидкости,
устремляющейся к центру полости, и работы сил давления, автор получил
выражение
02 σP = 1,63 P K +3 a
где a - большая полуось эллипсоида;
Для 0P = 10 атм. давление воды в центре захлопывающейся полусферы равно
Р = 600 атм. Однако с учетом турбулентности потока автор допускает
возрастание величины давления в девять раз.
Дальнейшее изучение динамики не сферических пузырьков было проведено в
работе Ноде и Эллиса [19]. Авторы в развитие идей Корнфельда теоретически
показали, что при захлопывании неполусферических пузырьков возникает
нестабильная поверхность раздела, принимающая форму струи.
Высокоскоростная киносъемка захлопывающихся пузырьков, образованных
электрической искрой в воде, показала, что струя жидкости врывается в
захлопывающуюся кавитационную полость и взаимодействует с поверхностью
твердого тела, разрушая ее.
Авторы провели исследование динамики захлопывающегося пузырька на
поверхности алюминиевого образца и обнаружили, что язвина эрозии имеет
диаметр 1/16 от минимального размера достигаемого полостью при
захлопывании. На основании этого эксперимента авторы ставят под сомнение
Глава 1. Кавитационное разрушение твердых тел (обзор)
23
возможность образования язвин эрозии за счет ударной волны, возникающей
в результате сжатия газа и пара в кавитационном пузырьке.
Далее авторы провели дополнительные исследования, чтобы выяснить роль в
кавитационном разрушении парогазовых пузырьков, захлопывающихся
вблизи поверхности твердого тела. Создавая при помощи искрового разряда
пузырьки с максимальным радиусом 0,4 см на различных расстояниях от
поверхности образца, они измеряли напряжения, возникающие на его
поверхности.
Авторы нашли, что давление в волнах сжатия, возникающих на поверхности
твердого тела от пузырьков, захлопывающихся в жидкости, не превышает 90
атм. Даже допуская, что пузырьки, образованные электрической искрой,
содержат, возможно, больше газа, чем кавитационные, авторы высказывают
сомнение, чтобы подобные пузырьки могли играть серьезную роль в
кавитационном процессе разрушения.
Эта же точка зрения нашла отражение и в совместной работе Эллиса,
Слейтора и Форнея [21].
Работа Шатлера и Меслера [22] также посвящена изучению динамики
несферических пузырьков, захлопывающихся в контакте с твердой
поверхностью, но результаты этой работы прямо противоположны работе
Ноде и Элиса.
Соглашаясь, что при захлопывании кавитационного пузырька может
возникнуть струя жидкости, ударяющая о поверхность твердого тела, авторы,
на основании данных высокоскоростной киносъемки и анализа
кавитационных повреждений пришли к выводу, что эрозия поверхности
возникает благодаря захлопыванию кавитационных пузырьков, образованных
из первоначальной полости после того, как последняя распадается на части
под действием струи, врывающейся внутрь.
Как показали авторы, струя жидкости не может вызвать разрушения даже
самых непрочных материалов. Это мотивируется тем, что в месте
соприкосновения струи с поверхностью тела повреждений обнаружено не
Глава 1. Кавитационное разрушение твердых тел (обзор)
24
было. Авторы утверждают, что ими выяснено, что эрозия поверхности
вызывается импульсом сил давления от сжатия газа в полости при достижении
минимального объема при захлопывании. Как и у Ноде и Эллиса пузырьки в
жидкости образовывались в результате электроискрового разряда и
фотографировались высокоскоростной кинокамерой.
Однако авторы, придерживающиеся теории струи при кавитационном
воздействии, обычно ссылаются на экспериментальный факт, что при
воздействии на поверхность металла струями жидкости движущихся с
большой скоростью, характер повреждений соответствует кавитационным.
[23-24].
Нолтинг и Непирас [25], рассматривая поведение газового пузырька в
звуковом поле, предположили, что в стадии захлопывания, сжатие газа в
пузырьке происходит по адиабатическому закону. Они предложили формулу
для оценки температуры в полости, когда она достигает минимального объема.
3(γ -1)00
по
PT = T ( )3P
где 0P - внешнее давление в жидкости;
0T - начальная температура;
поP - давление газа и пара в полости при минимальном радиусе;
γ - показатель политропы.
Авторы подсчитали, что в конечной стадии захлопывания возникают высокие
температуры до 10 000 градусов Кельвина. Однако, сами авторы считают,
что столь высокие температуры могут существовать только в небольших
локализованных объемах, и не могут оказывать разрушительного действия на
поверхность твердых тел.
Дальнейшие развитие теории высоких температур при кавитации было
сделано Гютом [26]. Выражение для максимальной температуры, которая
может возникнуть в центре пузырька при минимальном объеме, Гют получил
в виде
Глава 1. Кавитационное разрушение твердых тел (обзор)
25
1-γп о
00
PT = T (γ + 1 )( )P
Перник [27] для подсчета температуры, при тех же условиях, приводит
следующие выражение
0
по0
P[1 ]P
T = T (γ -1)+
Ряд авторов для обоснования термической теории кавитационного
разрушения пытались непосредственно измерить температуру кавитационных
пузырьков. Маринеско [28] для этой цели использовал взрывчатые порошки,
не смачивающиеся жидкостью. Порошки с различной, но известной
температурой воспламенения подмешивались в жидкость, в которой
возбуждалась кавитация. Температура кавитационных пузырьков,
определенная таким способом, равнялась 230 град. Цельсия.
Подобный эксперимент провел Кружилин [29]. Значение температуры
кавитационного пузырька было получено в пределах 300-350 град. Цельсия.
Гавранек [30] для подсчета температуры, которая передается кавитационным
пузырьком поверхности металла, использовал уравнение Нолтинга и
Непираса [25] для скорости захлопывания кавитационной полости
γпоP1,5ρ = P(Z - 1) - (Z - Z )1 - γ
R.
где 3м а к с
3R =
Rz
Полагая, что в момент захлопывания полости R& =0 и считая, что
минимальный радиус полости равен радиусу полусферической эрозионной
ямки на поверхности образца, авторы, определив минR оптическим способом, а
также, положив, что поP равно давлению насыщенных паров, определили из
выше написанного уравнения показатель политропы. Далее, с учетом
Глава 1. Кавитационное разрушение твердых тел (обзор)
26
теплопроводности авторы подсчитали, что микрообъемы металла,
соприкасающиеся с кавитационной полостью, нагреваются до температуры
300...500 град. Цельсия.
Несколько по иному определили температуру нагрева поверхности металла
при кавитации Кнапп [31] и Уиллер [32]. Они подсчитали работу,
необходимую для образования язвинки эрозии, предполагая, что последняя
образуется вследствие захлопывания одиночного сферического
кавитационного пузырька.
Считая, что около 65% этой работы превращается в тепло, и что в момент
окончания эрозии количество тепла определяется объемом эрозионного
материала, авторы нашли, что мгновенное повышение температуры для
алюминия составит 137 град. Цельсия.
Соответствующие величины температур для других металлов почти
пропорциональны их твердости. Так для холоднокатаной стали, температура
нагрева составит 635 град. Цельсия. Анализируя тепловой баланс после
окончания процесса эрозии, и считая, что период тепловой пульсации равен 1
мксек., Уиллер получил, что за 4 мксек. температура снизиться до половины
своего первоначального значения, а за 9 мксек. до 1/3 первоначальной
величины.
Авторы, придерживающиеся термической гипотезы кавитационной эрозии,
ссылаются обычно на следующие экспериментальные факты:
а) зависимость интенсивности эрозии от температуры плавления
некоторых металлов [33];
б) отпуском некоторых закаленных сталей [34];
в) быстрым окислением металлов при коротком кавитационном
воздействии. Это связывается с тем, что при высоких температурах
химическое взаимодействие воды и металлов значительно ускоряется.
Глава 1. Кавитационное разрушение твердых тел (обзор)
27
Однако, следует признать, что термические гипотезы, подтверждаются только
косвенно и не могут объяснить ряда явлений, сопутствующих кавитационной
эрозии (наклеп поверхности металлов и др.)
Некоторые исследователи для объяснения причины кавитационного
разрушения отождествляют процесс развития кавитационной полости с
точечным взрывом.
Остроумов [34] полагает, что в результате захлопывания кавитационного
пузырька, находящегося на поверхности раздела с твердым телом возникает
микроскопический по размерам, но огромный по интенсивности взрыв.
Исходя из предположения, что энергия такого взрыва равна энергии
кавитационного пузырька после одиночного акта схлопывания, а также, что
силы, вызывающие разрушение, больше сил сцепления молекул твердого тела,
автор считает, что различие между свойствами твердого тела и жидкости в
окрестности взрыва стираются, что позволяет принять одинаковый показатель
адиабаты, как для жидкости, так и для твердого тела.
Автор нашел, что при таком рассмотрении, энергия взрыва делится между
средами обратно пропорционально корню 4-степени из их плотностей. Автор
также оценил массу разрушенного участка твердого тела, которая оказалась
обратно пропорциональной квадрату скорости звука в нем. Дальнейшее
развитие эта гипотеза получила в совместной работе Коробейникова и
Остроумова [35].
Много исследователей придерживается точки зрения, что причиной
кавитационного разрушения является ударная волна, возникающая в
жидкости в тот момент, когда кавитационная полость, достигая минимального
объема, вновь начинает расширяться под действием давления пара и газа,
сжатых в полости.
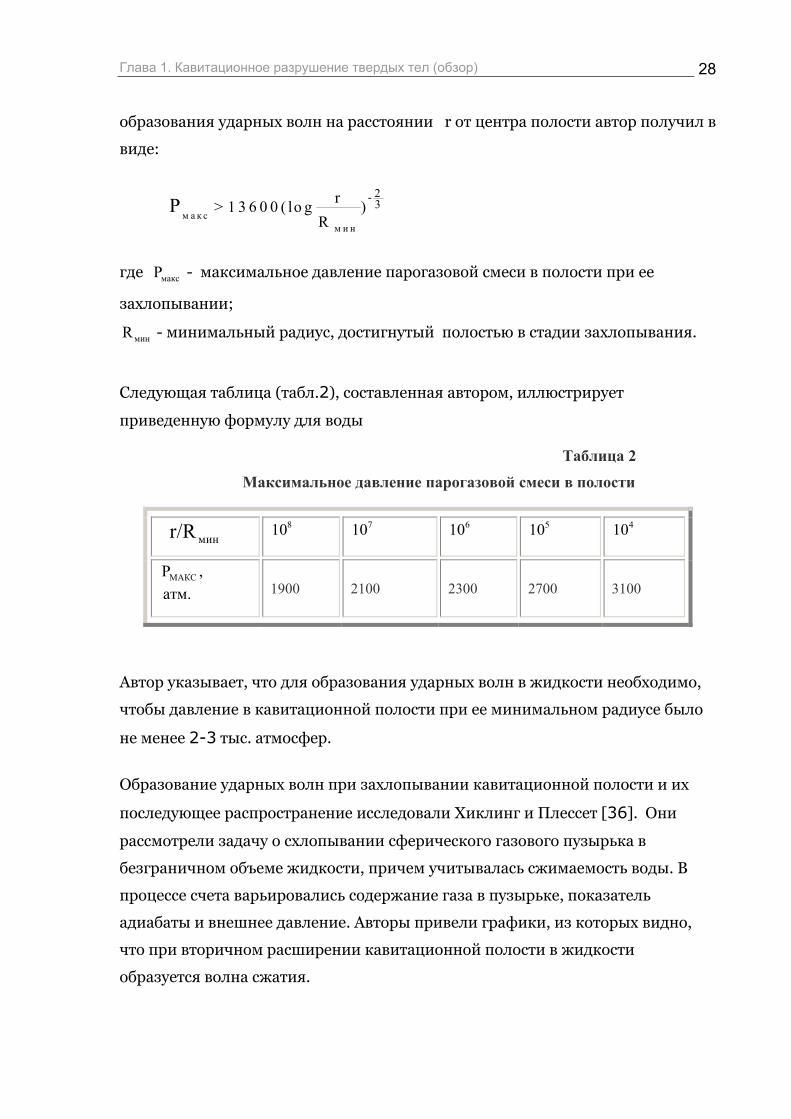
Подробно условия возникновения ударных волн, возникающих после начала
вторичной пульсации кавитационной полости исследовал Брук Беньямин [37].
Он показал, что возникновение ударных волн зависит от максимального
давления парогазовой смеси в полости при ее захлопывании. Условие
Глава 1. Кавитационное разрушение твердых тел (обзор)
28
образования ударных волн на расстоянии r от центра полости автор получил в
виде:
м а к см и н
2- 3r> 1 3 6 0 0 ( lo g )R
P
где максP - максимальное давление парогазовой смеси в полости при ее
захлопывании;
минR - минимальный радиус, достигнутый полостью в стадии захлопывания.
Следующая таблица (табл.2), составленная автором, иллюстрирует
приведенную формулу для воды
Таблица 2
Максимальное давление парогазовой смеси в полости
Aвтор указывает, что для образования ударных волн в жидкости необходимо,
чтобы давление в кавитационной полости при ее минимальном радиусе было
не менее 2-3 тыс. атмосфер.
Образование ударных волн при захлопывании кавитационной полости и их
последующее распространение исследовали Хиклинг и Плессет [36]. Они
рассмотрели задачу о схлопывании сферического газового пузырька в
безграничном объеме жидкости, причем учитывалась сжимаемость воды. В
процессе счета варьировались содержание газа в пузырьке, показатель
адиабаты и внешнее давление. Авторы привели графики, из которых видно,
что при вторичном расширении кавитационной полости в жидкости
образуется волна сжатия.
минr/R
810 710
610 510
410
МАКСP , атм. 1900 2100 2300 2700 3100
Глава 1. Кавитационное разрушение твердых тел (обзор)
29
Авторы считают, что полученные результаты указывают на возможность
разрушения твердых тел, находящихся на некотором расстоянии от
кавитационной полости. Как показали расчеты авторов, максимальное
значение давления в ударной волне достигает 10 тыс. атмосфер, причем
падает с расстоянием в отношении 1/r. По данным авторов минимальное
значение давления парогазовой смеси в полости, необходимое для
возникновения ударных волн, должно составить в конце фазы захлопывания
около 1000 атм.
Изучению ударных волн, образующихся при вторичном расширении
кавитационной полости, посвящена также работа Бранда [38]. Автор показал,
что интенсивность ударных волн зависит от минимального радиуса полости,
достигнутого в фазе захлопывания. Чем меньше величина минR , тем больше
интенсивность ударной волны.
Волны сжатия, образующиеся при расширении сферической полости,
рассмотрены в работе Наугольных [39].
Aйвени и Хэмит [40] путем численного решения уравнения движения
кавитационной полости в вязкой сжимаемой жидкости пытались выяснить
могут ли ударные волны образоваться в период захлопывания кавитационной
полости. Как указывают авторы, ударных волн в фазе захлопывания
кавитационной полости им обнаружить не удалось. Согласно расчетам авторов
при захлопывании полости давление в жидкости на расстоянии равном
начальному радиусу пузырька не увеличивается до такой степени, чтобы
вызвать разрушение твердых тел.
Однако, при вторичном расширении полости с газом может образоваться
ударная волна. Меньшее количество пара и газа в полости приводит к более
полному захлопыванию и результирующее давление возрастает.
Ряд авторов путем экспериментальных исследований пытались оценить
давления, возникающие при захлопывании кавитационной полости.
Глава 1. Кавитационное разрушение твердых тел (обзор)
30
Гют [26] получил фотографию волн давления, распространяющихся от
кавитационной полости. Осборн [41], Честермен [42], Харрисон [43] и
Меллен [44], применяя различные типы пьезоэлектрических датчиков,
измеряли давления, пиковые значения которых, согласно опубликованным
данным, составляли 2…10 атм., в зависимости от расстояния до центра
захлопывающейся полости.
Более совершенную методику применяли Эллис [45] и Саттон [46]. Авторы
пытались количественно оценить напряжения, возникающие на поверхности
образца из специального материала, позволяющего измерить давления,
возникающие при захлопывании кавитационных пузырьков.
Согласно Саттону, кавитационные пузырьки с минимальным радиусом при
захлопывании равным 0,025 мм могут производить импульсные давления до
100 000 атм. Причем, продолжительность импульса давления составляет 1-2
мксек.
Изучению волн давлений, образующихся при захлопывании полости,
посвящена также работа Ионса и Эдварда [47]. Они образовали пузырек при
помощи электрической искры на конце специального инструмента и измеряли
давление в нем. Авторы определили, что давления достигают величины
10 000 атм., причем величина давления зависит от времени захлопывания
полости. Согласно оценкам авторов величины давлений при минимальном
объеме полости могут достигать значений до 710 атм.
К одной из последних работ на эту тему относится исследование Нумачи [48].
Автор измерял напряжения, возникающие в твердом теле при захлопывании
кавитационных пузырьков, образуемых ультразвуком. Величина импульса
давления, замеренного автором, составила 70 кг/ 2см . Автор считает, что
импульсы давления достаточные для разрушения твердых тел, излучаются при
сжатии кавитационных пузырьков до размера 0,017…0,062 мм. Автор
отмечает, что полученные значения давлений при ультразвуковой кавитации в
5-6 раз выше, чем в случае гидродинамической кавитации на профилях.
Глава 1. Кавитационное разрушение твердых тел (обзор)
31
Попытки экспериментального изучения ударных волн, возникающих при
кавитации, имели место и в других работах [49-51].
Известно много работ, в которых указывается, что причиной кавитационной
эрозии являются электрические явления, сопутствующие захлопыванию
кавитационных пузырьков.
Электрическая теория [52-53] основывается на идее высказанной Френкелем
[54] и развитой Натасоном [55]. Согласно этой теории, на чечевицеобразной
стенке полости, образующейся при разрыве жидкости, возникают заряды
противоположных знаков. Происхождение этих зарядов связано с наличием
ионов, растворенных в воде веществ. Если возникшее электрическое поле
достаточно велико, а давление паров мало, то между стенками полости
происходит электрический разряд.
Авторы этой теории ссылаются на экспериментальный факт, что
кавитационные повреждения напоминают поверхность, обработанную
электроискровым способом [56].
Ряд теорий исходит из того, что кавитационное разрушение - результат
совместного действия механических и электрохимических процессов.
Теория, получившая название электрохимической считает, что разрушение
ускоряется благодаря явлениям электролиза, возникающим в металле из-за
высоко-локализованных напряжений сжатия, имеющих место на малых
площадях поверхности металла при захлопывании кавитационных пузырьков.
При этом анодом являются точки деформации, а тело металла является
катодом [57]. Это явление местного электролиза было установлено
экспериментально [58].
Термоэлектрическая теория [59] механизм появления электрического тока
объясняет по-иному. По этой теории локализированные удары, образующиеся
при захлопывании полостей, вызывают местный нагрев поверхности металла.
Нагретая и не нагретая части поверхности образуют термопару, электрический
Глава 1. Кавитационное разрушение твердых тел (обзор)
32
ток, которой и вызывает электрохимические процессы при кавитации, что, в
конце концов, приводит к разрушению.
Сторонники электрохимических теорий кавитационного разрушения обычно
ссылаются на экспериментальный факт, что катодная защита значительно
снижает кавитационное разрушение, что, по их мнению, и доказывает наличие
электрохимических процессов при кавитационном разрушении.
Однако, имеется ряд работ [60,61], где показано, что защитный эффект при
катодной защите возникает благодаря слою газа (водорода), образуемого на
поверхности металла, который является как бы защитным слоем от ударного
воздействия кавитационных пузырьков. Так, если уменьшить напряжение и
ток, чтобы газовыделения не было, то эффект катодной защиты пропадает.
Некоторые авторы считают, что кавитационное разрушение происходит
благодаря совместному действию механического и химического фактора.
Считается установленным, благодаря кавитационному захлопыванию полости
молекулы воды расщепляются на валентно ненасыщенные весьма
реакционноспособные Н и ОН радикалы [62].
2H O H O + H→
Время жизни этих радикалов 210− … 410 сек. Атомы водорода проникают в
кристаллическую решетку твердого тела, чем способствуют понижению
усталостной прочности металла [63].
Другие авторы указывают на различные побочные химические явления,
сопутствующие кавитационному разрушению.
Крянин [64] отмечает, что после того, как на поверхности металла
образовались трещины, вода, проникая в них, способствует образованию
окислов, которые оказывают расклинивающее действие.
Глава 1. Кавитационное разрушение твердых тел (обзор)
33
Уиллер [32] считает, что коррозионные явления активизируются благодаря
тому, что при ударном кавитационном воздействии с поверхности 'металла
удаляется окисная пленка.
Большое количество работ посвящено исследованию изменений,
происходящих в физико-химической структуре материала, подвергнувшемуся
кавитационному разрушению. В связи, с чем выдвигается ряд гипотез.
Некоторые авторы выдвинули теорию волнового действия кавитации на
кристаллическую структуру твердых тел. По этой теории главную роль в
разрушении играет явление резонанса в колебаниях отдельных (кристаллов и
их групп) [65].
Другие считают, что кавитационная эрозия возникает вследствие
прохождения волн давлений, частота которых совпадает с частотой
собственных колебаний зерен или их конгломератов. Возбудителями волн
давлений являются кавитационные пузырьки [66].
Гавранек и Болшуткин [67] на основе проведенных ими рентгенографических
исследований кавитационной эрозии монокристаллов алюминия высказали
предположение о возможности объяснения хрупкого разрушения металлов в
условиях кавитации распространением волн напряжений в металле,
вследствие ударного воздействия кавитационных пузырьков.
Богачев [68] полагает, что эрозия металла является следствием механического
ударного воздействия локализированного в объемах, соизмеримых с размером
отдельного зерна или его части, т.е. в микрообъемах металла. Автор считает,
что кавитационная стойкость материала определяется не условными
механическими характеристиками металлического изделия в целом, как
например, предел прочности, твердость и т.д., а прочностью отдельных
микрообъемов: структурой и свойствами зерна и его границ.
Ряд работ посвящен выяснению влияния коррозионного фактора в
кавитационном разрушении.
Глава 1. Кавитационное разрушение твердых тел (обзор)
34
Плессет и Эллис [69] отрицают значительное влияние эффекта коррозии на
процесс кавитационного разрушения. Они провели сравнительные испытания
на кавитационную стойкость никелевого образца в воде и толуоле. Авторы
получили, что степень кавитационного разрушения в обеих жидкостях
одинакова.
Гликман [70] считает, что если процесс кавитационного воздействия
происходит при одновременном действии коррозионной среды, то нельзя не
считаться с влиянием коррозионного фактора на процесс кавитационного
разрушения. Однако, по мнению автора, роль этого коррозионного фактора
является вспомогательной, ведущую роль играет механическое воздействие.
По мнению автора, роль коррозионного фактора сводится к ускорению
процесса кавитационного разрушения, причем влияние это будет тем больше,
чем меньше коррозионная стойкость материала. Для коррозионностойких
материалов разрушение обусловлено практически без участия коррозионного
фактора. Как указывает автор, скорость кавитационного разрушения
превосходит скорость коррозионного разрушения на четыре порядка. К
аналогичному выводу пришел и Уиллер [58].
Имеется ряд теорий разрушения материалов в ультразвуковом поле, которые
отрицают кавитационный механизм воздействия.
По мнению Ржевкина и Островского [71] , в результате прохождения звуковой
волны сквозь твердое тело в последнем в различных его точках возникают
разные по величине ускорения, которые приводят к возникновению
значительных усилий. Так, если амплитуда ускорения в звуковой волне будет
равна
0Pзв 2πρ λ=g
где λ - длина волны звукового поля, то изменение величины ускорения на
длине Δ x будет равно
22
Pзв 4π Δ xρ λΔ g =
Глава 1. Кавитационное разрушение твердых тел (обзор)
35
Авторы приводят расчет, который показывает, что для частоты 580 кГц в воде
при длине волны 2,5 мм и давлении звP = 60,5 10• бар на расстоянии 1 мкм
возникает градиент ускорения равный 30g , где g - ускорение силы тяжести.
Имеются и другие гипотезы разрушения в звуковом поле, которые однако не
получили широкого экспериментального подтверждения, а именно
разрушение (диспергирование) за счет соударения частиц [72], за счет трения
о твердое тело [73, 74] и т.д.
1.2. Факторы, влияющие на интенсификацию процессов диспергирования и кавитационного разрушения
Анализ обширной литературы по этому вопросу привел к выводу, что
основными факторами, которые могут значительно интенсифицировать
процесс кавитационного разрушения материала, являются: физико-
химические свойства и температура рабочей жидкости, амплитуда звуковых
колебаний и внешнее статическое давление.
Наиболее полно влияние физико-химических свойств жидкости на процесс
кавитационного разрушения исследовано в работах Меттера [75], Вилсона
[76], Бебчука [77,78], Образцова [79], Антони [80] и Башкирова [83]. Если
обобщить данные, полученные в этих работах, то можно отметить следующие.
1.2.1. Газовая фаза
На кавитационный процесс разрушения влияет как количество газа в
жидкости [81], так и его природа. Известно, что газы обладают различными
коэффициентами диффузии и растворимости в жидкости. Благодаря разным
коэффициентам диффузии скорость проникновения растворенных газов в
кавитационную полость будет различной, в связи, с чем величина
противодавления при захлопывании внутри такой полости будет не
одинаковой для разных газов и будет, тем больше, чем выше коэффициент
диффузии. При насыщении жидкости газом с большей растворимостью и
Глава 1. Кавитационное разрушение твердых тел (обзор)
36
коэффициентом диффузии эффективность кавитационного разрушения может
быть сведена к минимуму [82].
1.2.2. Коэффициент поверхностного натяжения, давление насыщенных паров и вязкость жидкости
Влияние коэффициента поверхностного натяжения не является опре-
деляющим в кавитационном процессе и роль его невелика. Однако, ряд
исследователей придерживается мнения, что жидкости с большем коэф-
фициентом поверхностного натяжения более предпочтительны для ультра-
звуковой технологии [76].
С увеличением давления насыщенного пара жидкости кавитационное
разрушение уменьшается, причем, зависимость эта имеет резко выраженный
характер.
Влияние вязкости жидкости на процесс кавитационного разрушения не
получило четкого отражения в литературе. Одни авторы считают, что
увеличение вязкости жидкости уменьшает максимальную радиальную
скорость движения стенки кавитационной полости и делают вывод, что с
увеличением вязкости разрушительное действие волн давлений излучаемых
полостью уменьшается.
Другие полагают, что увеличение вязкости влияет на амплитуду пре-
образователя, уменьшая ее, что, в конечном счете, и приводит к уменьшению
эрозии, однако, если сохранить амплитуду вибратора постоянной, то влияние
вязкости на процесс кавитационного разрушения не сказывается [10].
Некоторые авторы отмечают увеличение кавитационного воздействия при
увеличении вязкости рабочей среды [83]. Свою точку зрения они мотивируют
тем, что повышение вязкости препятствует увеличению в звуковом поле
размеров парогазовых пузырьков до таких значений, при которых они не
успевают захлопнуться в полупериод сжатия, т.е. сокращается число
осциллирующих пузырьков и растет число кавитационных пузырьков. Это, по
мнению авторов, и приводит к увеличению интенсивности ударных волн и
существенному повышению кавитационного разрушения [95].
Глава 1. Кавитационное разрушение твердых тел (обзор)
37
1.2.3. Температура
Влияние температуры на процесс кавитационного разрушения наиболее полно
исследовано в работах Шамба [84], Бебчука [77], Хиклинга [85,86] и
Сиротюка [87]. Во всех работах отмечается зависимость кавитационной эрозии
твердых тел от температуры. В работах Шамба и Хиклинга максимум эрозии в
воде имеет место при 40°С, в работе Бебчука - при 50°С. Кроме того, в работах
Шамба и Бебчука снимались температурные зависимости кавитационного
разрушения и для различных растворителей.
Основные теории температурной зависимости кавитационного разрушения
могут быть сведены к следующим.
Ряд авторов (Бебчук, Шамб) считают, что при возрастании температуры
растворимость газов в жидкости уменьшается, вследствие чего газы
выделяются из раствора, что приводит к увеличению количества
кавитационных пузырьков на единицу объема жидкости. С другой стороны
увеличение температуры ведет к повышению упругости насыщенных паров
жидкости, в результате чего уменьшается интенсивность образующейся при
захлопывании кавитационного пузырька ударной волны. Эти два
противоположных фактора и вызывают максимум кавитационного
разрушения.
Хиклинг, соглашаясь, что уменьшение кавитационного разрушения после
точки максимума, определяется влиянием дальнейшего повышения упругости
насыщенного пара жидкости, выдвигает другую гипотезу наличия
экстремальной зависимости кавитационного разрушения от температуры.
Исходя из диаграммы - жидкость + лед при различных температурах и высо-
ких давлениях, он высказывает предположение, что при больших давлениях,
образуемых при захлопывании кавитационного пузырька (порядка десятков
тысяч атмосфер) в пределах температуры от нуля до 50°С возможно
образование в слоях жидкости прилегающих к полости частичек льда. Причем,
с повышением исходной температуры воды количество образовавшегося льда
уменьшается и при 50°С и выше отсутствует вообще.
Глава 1. Кавитационное разрушение твердых тел (обзор)
38
Хиклинг подсчитал размеры частичек льда и время их жизни 610− см и 910−
сек соответственно и делает вывод, что уменьшение кавитационной эрозии с
понижением температуры от 50°С объясняется льдообразованием имеющем
место при захлопывании полости. В результате увеличивается плотность
жидкости (вследствие того, что образующийся в данных условиях лед имеет
удельный вес больше удельного веса воды), что и приводит к снижений
интенсивности ударных волн.
Фрид [14] полностью не соглашается с Бебчуком и Шамбом и выдвигает иное
объяснение. Исходя из гипотезы кавитационного разрушения материалов
вследствие наличия трещин и пор на его поверхности (см. выше), автор
считает, что максимум кавитационного разрушения при изменении
температуры жидкости, можно объяснить тем, что при повышении
температуры уменьшается давление воздуха, находящегося в порах и
трещинах. Поэтому при наложении мгновенного давления (автор имеет в виду
давление, возникающее в жидкости при захлопывании кавитационной
полости) можно добиться более высоких степеней сжатия воздушного объема в
поре или трещине.
Так как, по мнению Фрида, упомянутый процесс сжатия воздуха носит
адиабатический характер, то при более высоких степенях сжатия в порах и
трещинах будет иметь место и более высокая температура. Вследствие этого
усиливаются эффекты коррозии и эрозии. С другой стороны с понижением
давления воздуха, находящегося в микротрещинах и порах, при повышении
температуры уменьшается его масса, вследствие чего эффекты коррозии и
эрозии уменьшаются. Эти два противоположных фактора и дают, по мнению
автора, определенный температурный максимум для кавитационного
разрушения материалов.
Наиболее важным в исследовании Бебчука является вывод, что максимум
кавитационного разрушения имеет место при температуре, когда давление
насыщенного пара жидкости составляет 35…80 мм ртутного столба, что
соблюдается для всех исследованных автором жидкостей.
Глава 1. Кавитационное разрушение твердых тел (обзор)
39
Кавитационное разрушение в воде было значительно больше, чем в
органических растворителях. Так, максимум кавитационного разрушения в
воде в 7 раз превышает максимум эрозии в спирте и четыреххлористом
углероде. Розенберг и Бебчук [82] объясняют этот факт растворимостью газа
в жидкости. Так растворимость газа в четыреххлористом углероде и спирте на
несколько порядков выше растворимости их в воде.
Наряду с меньшей растворимостью добавляет Флин [3] вода имеет
теплопроводность в 3 раза больше, чем этиловый спирт и в 7 раз больше, чем
четыреххлористый углерод. По мнению Флина, это будет способствовать тому,
что тепло будет больше отводится от захлопывающейся кавитационной
полости, что будет несколько приближать термодинамический процесс сжатия
парогазовой смеси к изотермическому. А при изотермическом процессе, как
показали Хиклинг и Плессет ударная волна при захлопывании полости будет
больше.
Сиротюк [87] считает, что повышение температуры приводит к уменьшению
интенсивности ударных волн, образующихся при захлопывании кави-
тационных пузырьков. Наличие максимума эрозии в зависимости от темпе-
ратуры в опытах Бебчука он объясняет тем, что при повышении температуры
увеличивается зона кавитации. Поэтому если образец, подвергающийся
кавитационному разрушению, имеет размер, превышающий зону кавитации,
то повышение температуры может вначале привести к возрастанию
кавитационной эрозии, вследствие увеличения площади кавитационного
воздействия, а затем, когда интенсивность ударной волны сильно упадет, к ее
уменьшению. Как утверждает автор, размеры образцов, подвергавшихся
разрушению в опытах Бебчука, были больше, чем зона кавитации.
1.2.4. Интенсивность звукового поля
Как показали экспериментальные исследования Розенберга Л. Д. и Сиротюка
М.Г. [88] c возникновением кавитации и развитием её при повышении
амплитуды преобразователя излучаемая акустическая интенсивность сначала
растет, затем рост ее замедляется и приостанавливается на уровне 1,5 Вт/ 2см .
Глава 1. Кавитационное разрушение твердых тел (обзор)
40
Исследования проводились при возбуждении кавитации в воде при помощи
магнитострикционного преобразователя на частоте 21 кГц.
Полученный результат авторы связывают с тем, кто при росте интенсивности
колебаний на преобразователе растет число кавитационных пузырьков в
жидкости, вследствие чего увеличивается «рыхлость» среды и уменьшается ее
акустическое сопротивление. Уменьшение же акустического сопротивления
среды препятствует возрастанию величины эффективного звукового
давления.
Этого же мнения придерживается Непайрас [89], который уточняет, что
оптимум интенсивности звукового поля в диапазоне частот от 20 до 50 кГц,
при котором наблюдается максимальная кавитационная эрозия, составляет
2…3 Вт/ 2см для воды и водных растворов и 1,5…2,0 Вт/ 2см для большинства
органических растворителей.
Образцов [90] приводит выражение, связывающие интенсивность волн
давления, образующихся при захлопывании кавитационной полости и
интенсивность звука.
1-0
λ DNλ23 ( + )xJ II = BN
где В и D - постоянные;
N- число полостей в единице объема рабочей жидкости;
0J - интенсивность звука на поверхности излучателя;
1λ - коэффициент поглощения звука жидкостью;
0λ - коэффициент поглощения звука за счет наличия в жидкости полостей при N=1;
I - интенсивность волн давления, излучаемых полостями у поверхности твердого тела;
x- расстояние между источником звука и твердым телом.
Рассматривая число полостей N как функцию интенсивности звука в среде,
автор, подвергнув анализу производную 0
I( )J x∂∂ , получил, что последняя
проходит через максимум. Исходя из этого, автор сделал вывод, что
Глава 1. Кавитационное разрушение твердых тел (обзор)
41
увеличение интенсивности звука не всегда приводит к увеличению звуковой
эрозии. Могут быть случаи, когда увеличение интенсивности звука приводит к
обратному эффекту.
В заключение необходимо отметить, что, как показано опытами Розенберга
[91], при интенсивностях звука выше 5 Вт/ 2см для воды и водных растворов
вновь наблюдается увеличение кавитационного воздействия. Последнее
объясняется тем, что число кавитационных пузырьков, образующихся в
единице объема, достигает насыщения и больше не увеличивается при
возрастании интенсивности звука.
1.2.5. Статическое давление
Эффективный способ повышения интенсивности кавитационного разрушения
в звуковом поле предложили Агранат Б.А., Башкиров В.И., Израилович Я.И.,
Китайгородский Ю.И. и Кутузов А.В. [92]. Авторами разработан
принципиально новый метод интенсификации ультразвуковой кавитации за
счет одновременного повышения интенсивности ультразвука на
преобразователе и увеличения статического давления в жидкости.
Представленное авторами экспериментальное подтверждение предложенного
ими метода [93-95] показывает, что при использовании типового
преобразователя ПМС-6М, кавитационное разрушение увеличивается более
чем в 20 раз при избыточном статическом давлении 5 атм. При значительном
увеличении звукового давления до 40…50 атм. и одновременном увеличении
статического давления до 10…15 атм. кавитационная эрозия возрастает на 2-
3 порядка.
Повышение кавитационного разрушения при избыточном статическом
давлении авторы объясняют тем, что при увеличении статического давления
уменьшается минимальный радиус минR достигаемый пузырьком при сжатии,
а уменьшение минR в конечной стадии сжатия значительно увеличивает
действие сил поверхностного натяжения, что способствует повышению
радиальной скорости полости в момент ее захлопывания. В полупериод
растяжения при повышенном статическом давлении уменьшается величина
Глава 1. Кавитационное разрушение твердых тел (обзор)
42
максимального радиуса максR . Однако, снижение интенсивности, вызванное
уменьшением максR , с избытком компенсируется повышением интенсивности
из-за уменьшения минR .
Метод интенсификации кавитационного разрушения при избыточном
статическом давлении исследован также в работах Сиротюка М.Г. [96-97].
Автор считает, что увеличение интенсивности кавитации при избыточном
гидростатическом давлении происходит из-за уменьшения газосодержания
кавитационных полостей вызванное возрастанием растворимости воздуха,
находящегося в зародышах кавитации в жидкости.
По мнению автора, увеличению интенсивности ударных волн способствует
также повышение скорости захлопывания кавитационных полостей под
действием гидростатического давления. Интенсивность ударных волн автор
оценивал по кавитационной эрозии образца, помещенного в фокальное пятно
ультразвукового концентратора, работающего на частоте 560 кГц при
гидростатическом давлении до 70 атм.
Автор указывает, что кавитационная эрозия при 30 атм. возросла по
сравнению с нормальными условиями в 200 раз.
Изучению влияния избыточного статического давления на процесс
ультразвуковой кавитации посвящена также работа Финча [98]. Автор
оценивал интенсивность кавитации по яркости люминесценции. В работе
указывается, что для каждой интенсивности звука имеется определенная
величина статического давления, при котором яркость люминесценции
наибольшая.
Автором отмечено, это при снятии избыточного статического давления кривая
яркости люминесценции не совпадает с кривой, полученной при повышении
статического давления.
При снятии давления наибольшая яркость имеет место при более высоких
значениях гидростатического давления, Кроме того, в этом случае, яркость
Глава 1. Кавитационное разрушение твердых тел (обзор)
43
люминесценции выше оптимального значения, полученного при повышении
гидростатического давления.
Выводы по главе 1
1. Многие авторы, выясняя влияние тех или иных факторов на процесс
кавитационного разрушения, рассматривали динамику одиночной
кавитационной полости в безграничной массе жидкости [5,18, 26-27, 36-38,
40, 79, 81, 94, 99-122] , однако, в большинстве работ рассматривается
захлопывание полости под действием постоянного давления и лишь в
некоторых [25, 94, 99, 105, 109] анализируется случай, когда давление в
жидкости изменяется по переменному закону.
2. В опубликованных работах, посвященных динамике кавитационной
полости в переменном звуковом поле [25, 94, 99, 105, 109] проведенный
анализ недостаточно полно отражает физическую сторону явления. Так, в этих
работах не учтено влияние пара на процесс захлопывания кавитационной
полости. Принято считать, что либо пар отсутствует в полости, либо, что пар в
процессе захлопывания сохраняет постоянное значение давления равное
давлению насыщения. Однако, как будет показано ниже, конечная стадия
захлопывания происходит так быстро, что некоторое количество пара не
успевает конденсироваться. Этот остаток пара вместе с газом, который может
присутствовать в полости будет сжиматься до высокого давления, которое, в
конечном счете, становится равным давлению окружающей жидкости,
стремящейся к центру полости при ее захлопывании. Другим явлением,
которым пренебрегалось в этих работах является вязкость жидкости.
3. Опубликованные экспериментальные данные по интенсификации
кавитационного воздействия при повышенных статических давлениях
указывают на актуальность дальнейшей теоретической разработки проблемы
использования избыточного давления для управления процессом
ультразвуковой кавитации.
4. Большую практическую важность имеет теоретическое исследование
влияния температуры жидкости и ее физико-химических свойств на процессы
Глава 1. Кавитационное разрушение твердых тел (обзор)
44
кавитационного воздействия в ультразвуковом поле. Наличие
противоречивых данных и выводов в опубликованных работах указывает на
необходимость проведения дальнейших исследований.
5. Из предлагаемых различными авторами теорий кавитационного
разрушения наиболее близкими к реальному процессу, по-видимому, яв-
ляются теории, включающие рассмотрение ударных волн, возникающих при
пульсациях кавитационной полости в звуковом поле: в этом случае
большинство экспериментальных данных находит удовлетворительное
теоретическое объяснение.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
2
Динамика Кавитационной Полости. Определение оптимальных условий диспергирования твердых тел в ультразвуковом поле
________________________________
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
46
Раздел I. Основные физические представления о процессе кавитации
2.1. Порог Кавитации. Роль Газовых зародышей. Газовая и Паровая кавитация
Порогом ультразвуковой кавитации называется величина численно равная
значению наименьшего отрицательного давления звукового поля, при котором
происходит разрыв сплошности жидкости с образованием в последней
парогазовых полостей.
На основании теории жидкого состояния следует, что для образования в воде
разрыва сферической формы необходимо приложить отрицательное давление
равное - 1600 атм [1,123]. Однако, экспериментальные данные указывают, что
эта величина значительно меньше и колеблется от нескольких сот атмосфер [9,
125] до одной атмосферы отрицательного давления [126].
Расхождение экспериментальных данных с теорией в настоящее время принято
объяснять наличием «слабых мест» в жидкости благодаря присутствию в
последней парогазовых зародышей [2,3].
Путем специально поставленных опытов было выяснено, что в жидкости всегда
имеются парогазовые зародыши с радиусом от 510− до 310− см [ 126, 127],
причем чем меньше размер зародыша, тем больше их присутствует в жидкости
[130].
Определяющая роль парогазовых зародышей на процесс возникновения
кавитации подтверждается тем, что порог кавитации выше в дегазированной
воде [125] и в воде, предварительно обработанной повышенным статическим
давлением [128]. Как в первом, так и во втором случае средний размер газовых
зародышей, присутствующих в жидкости, уменьшается. Кроме того, при
помощи высокоскоростной киносъемки удалось сфотографировать развитие
кавитационной полости из парогазового зародыша [120].
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
47
Для объяснения механизма роста парогазовых зародышей в акустическом поле
в литературе в настоящее время используются два понятия: газовая и паровая
кавитация.
2.1.1. Газовая кавитация
При газовой кавитации увеличение в размерах газовых пузырьков происходит
за счет процессов «выпрямленной диффузии» [131,132]. При попадании
парогазовой полости в поле ультразвуковой волны полость начинает изменять
свои размеры (пульсировать) [108].
В отрицательный полупериод изменения звукового поля концентрация газа в
жидкости, окружающей полость, становится больше, чем концентрация
насыщения, соответствующая приложенной величине отрицательного
давления, и газ диффундирует из жидкости в полость. [133]. При сжатии
полости в положительный полупериод изменения звукового поля происходит
обратный процесс.
Вследствие различия в значениях площади поверхности в фазах расширения и
сжатия за полный цикл пульсации будет иметь некоторое поступление газа в
полость. Это приводит к тому, что полость, пульсируя в звуковом поле,
увеличивается в объеме за счет поступления в нее газа из окружающей среды и
в конце концов всплывет на поверхность.
В работе [136] на основании теоретического анализа получена формула для
определения порогового значения переменного звукового давления, при
котором возникает газовая кавитация.
00
С2σ3P = P (1+ - )ст(t) R P С2 ст s (2.1)
где стP - гидростатическое давление в жидкости;
σ - коэффициент поверхностного натяжения;
0R - начальный радиус полости;
0C - начальная концентрация газа в жидкости;
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
48
sC - концентрация насыщения.
Из соотношения (2.1) следует, что при концентрации газа в жидкости близкой
к концентрации насыщения порог газовой кавитации пропорционален 12
стP .
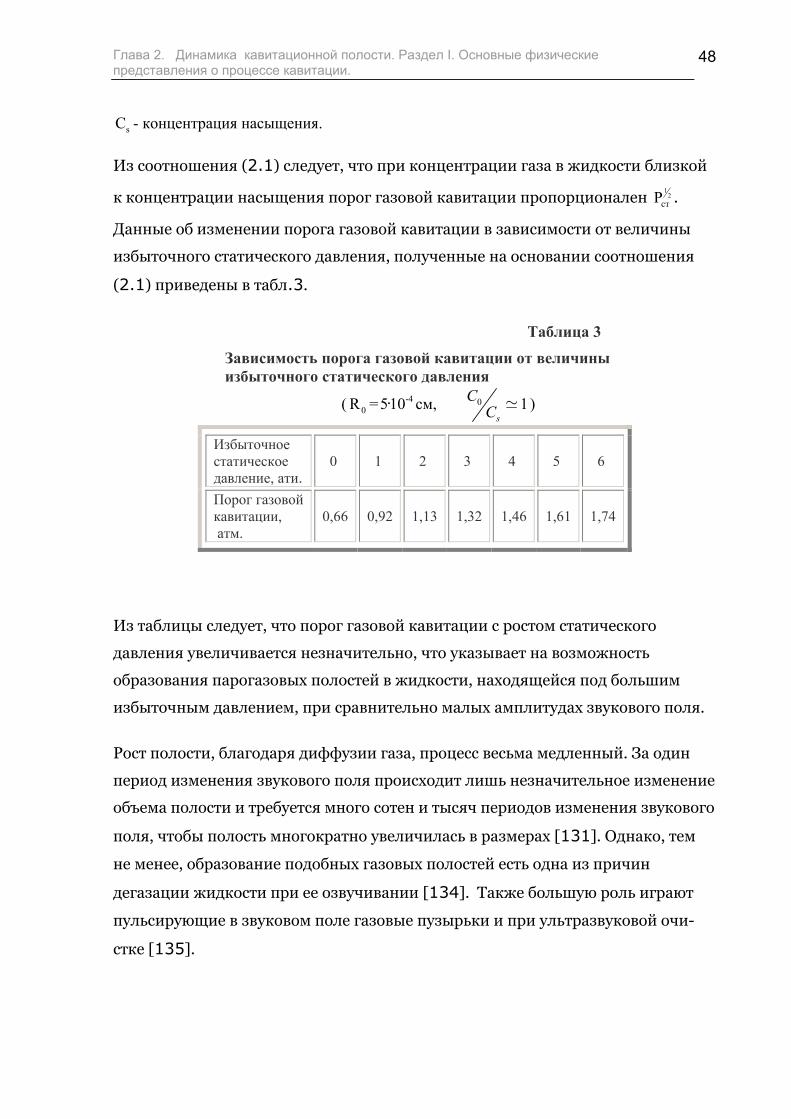
Данные об изменении порога газовой кавитации в зависимости от величины
избыточного статического давления, полученные на основании соотношения
(2.1) приведены в табл.3.
Таблица 3
Зависимость порога газовой кавитации от величины избыточного статического давления
( 0R = -4510· см, 0 1s
CC )
Избыточное статическое давление, ати.
0 1 2 3 4 5 6
Порог газовой кавитации, атм.
0,66 0,92 1,13 1,32 1,46 1,61 1,74
Из таблицы следует, что порог газовой кавитации с ростом статического
давления увеличивается незначительно, что указывает на возможность
образования парогазовых полостей в жидкости, находящейся под большим
избыточным давлением, при сравнительно малых амплитудах звукового поля.
Рост полости, благодаря диффузии газа, процесс весьма медленный. За один
период изменения звукового поля происходит лишь незначительное изменение
объема полости и требуется много сотен и тысяч периодов изменения звукового
поля, чтобы полость многократно увеличилась в размерах [131]. Однако, тем
не менее, образование подобных газовых полостей есть одна из причин
дегазации жидкости при ее озвучивании [134]. Также большую роль играют
пульсирующие в звуковом поле газовые пузырьки и при ультразвуковой очи-
стке [135].
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
49
2.1.2. Паровая кавитация
Паровая кавитация в отличие от газовой происходит за один период изменения
звукового поля. В отрицательный полупериод ультразвуковой волны давление
в жидкости уменьшается и может стать меньше, чем давление пара и газа в
пузырьке. В результате, под действием внутреннего давления пузырек будет
многократно увеличиваться в размерах до тех пор, пока давление внутри
образовавшейся полости не сравняется с давлением в окружающей жидкости.
В положительный полупериод, когда давление в жидкости возрастает, обра-
зовавшаяся полость захлопывается; при этом окружающая жидкость с большой
скоростью устремляется к центру полости, вызывая большие мгновенные
динамические давления в окружающем потоке. Величина этих давлений может
составлять тысячи атмосфер [36,47]. Иногда, паровая кавитация наблюдается
в течение нескольких циклов изменения звукового поля, вторично расширяясь
после фазы захлопывания и так до 5-7 раз [44,51].
Для возникновения паровой кавитации требуются звуковые давления
значительно большие, чем в случае газовой кавитации
Если газовая кавитация может иметь место при амплитудах звукового давления
значительно меньших, чем величина статического давления в жидкости, то для
возникновения паровой кавитации необходимым условием является
соотношение
ст(t) >P P .
В работе [126] приводится формула для определения порога паровой кавитации
0V ст v
03 34σP = P - P +ст(t) R
1- R 21+ (P - P )2σ
[ ] (2.2)
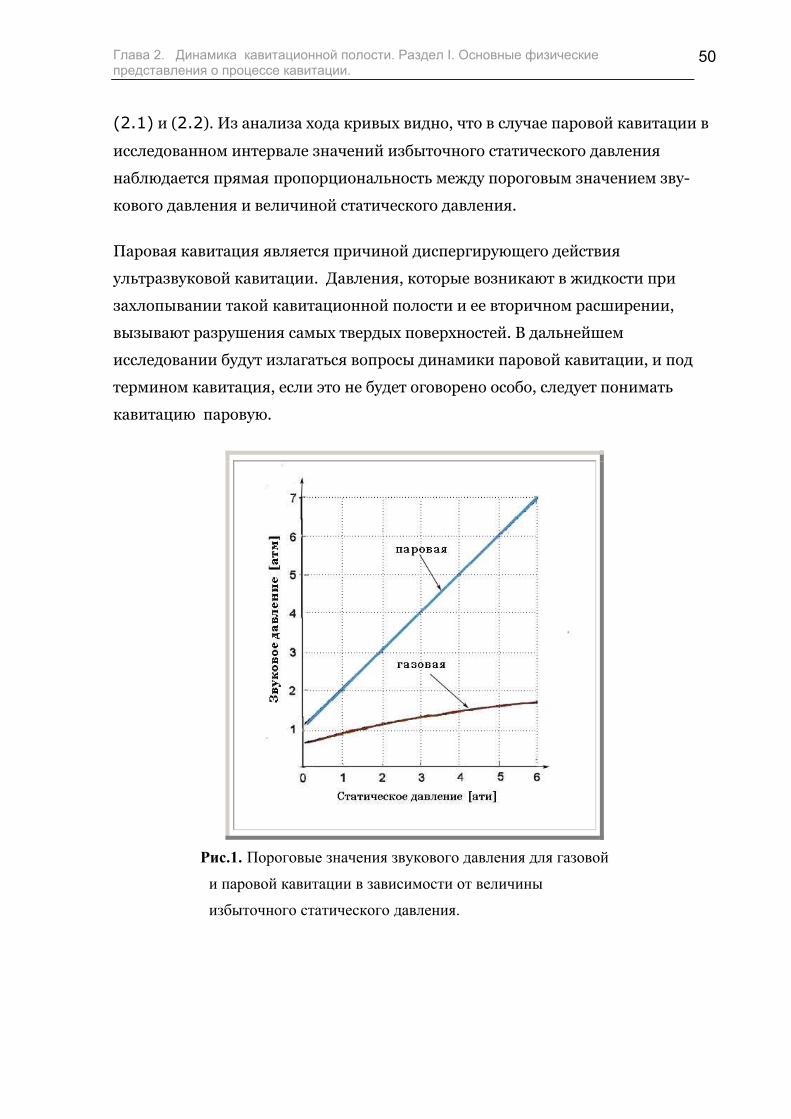
На рис 1 приведено для сравнения пороговые значения звукового давления для
газовой и паровой кавитации в зависимости от величины избыточного
статического давления. Кривые построены с использованием соотношений
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
50
(2.1) и (2.2). Из анализа хода кривых видно, что в случае паровой кавитации в
исследованном интервале значений избыточного статического давления
наблюдается прямая пропорциональность между пороговым значением зву-
кового давления и величиной статического давления.
Паровая кавитация является причиной диспергирующего действия
ультразвуковой кавитации. Давления, которые возникают в жидкости при
захлопывании такой кавитационной полости и ее вторичном расширении,
вызывают разрушения самых твердых поверхностей. В дальнейшем
исследовании будут излагаться вопросы динамики паровой кавитации, и под
термином кавитация, если это не будет оговорено особо, следует понимать
кавитацию паровую.
Рис.1. Пороговые значения звукового давления для газовой
и паровой кавитации в зависимости от величины
избыточного статического давления.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
51
2.1.3. Газ и пар в кавитационной полости
Интенсивность кавитационного воздействия в значительной степени
определяется паро и газосодержанием кавитационной полости. Чем меньше
масса и пара и газа в полости, тем выше эффективность кавитационного
разрушения.
Газосодержание полости определяется концентрацией растворенных газов в
жидкости и в начальный момент расширения полости масса газа в ней равна:
(R,0) 3г 0
С4= R3 K
πm
где (R, 0)C - начальная концентрация газа в слоях жидкости, прилегающих к стенке полости;
К- постоянная Генри.
Изменение массы газа в полости вследствие процессов диффузии за один цикл
изменения звукового поля весьма незначительно, что позволяет с достаточной
степенью точности считать массу газа в случае паровой кавитации неизменной.
Масса же пара меняется в зависимости от степени расширения и сжатия
полости и скорости изменения ее объема.
Определить массу пара в любой этап развития полости можно зная скорость и
время испарения (конденсации) пара. Скорость испарения и конденсации
можно оценить по формуле Герца-Кнудсена, которая для массы пара,
испаряющейся или конденсирующейся за единицу времени на единице
поверхности дает следующее выражение [137].
vM
2πBTG = αP (2.3)
где α - коэффициент аккомодации, показывающий какая доля молекул пара
адсорбируется поверхностью жидкости в процессе испарения или конденсации;
VP - давление насыщенного пара над поверхностью с которой происходит
испарение или конденсация;
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
52
М - молекулярный вес пара;
В - универсальная газовая постоянная;
T – абсолютная температура.
Давление насыщенного пара над вогнутой поверхностью полости определяется
выражением [139].
v v2σM= P exp(- )ρRBT
P ′ (2.4)
где VP′ - давление пара над плоской поверхностью;
σ - коэффициент поверхностного натяжения жидкости;
ρ - плотность жидкости;
R - радиус полости.
Множитель экспоненты для воды равен
-3 -62 72,5310 18 1,07 10 м1000 8,31 293 RR· · · ·
=· · ·
Откуда видно, что для полостей с размерами R>> 710− мкм, которые возникают
в жидкости при ультразвуковой кавитации, экспоненциальный множитель в
уравнении (2.4) близок к единице и в формуле (2.3) под VP можно
рассматривать давление пара над плоской поверхностью.
Зная массу пара, которая испаряется с единицы поверхности полости за
единицу времени, можно определить время ( τ ) в течение которого полость
радиуса R наполнится за счет процессов испарения паром с плотностью пρ .
3п 2
4π 1 1R ρ )( )( )3 G 4πR
τ = ( (2.5)
Если пρ - равно плотности пара при давлении насыщения, то используя
уравнение (2.3) и уравнение состояния пара
пv
ρ B TP =M
(2.6)
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
53
уравнение (2.5) можно привести к виду
1 2R 2πM3α B T
τ = ( )
Сомножитель в круглых скобках для воды при 20°С равен
- 4 сек
м
2 3,14 18 = 67,6 108,31 293 1000· ·
·· ·
откуда
-4 R с е кα
τ = 2 3 , 5 1 0·
где R в метрах.
Значение коэффициента аккомодации α для воды колеблется от 0,04 до 1,0
[138]. Используя крайнее минимальное значение α =0,04, вычислим время
( τ ), необходимое для заполнения полости радиуса R паром с давлением
насыщения VP .
Полученные данные приведены в табл. 4.
Таблица 4
Время заполнения полости радиуса R насыщенным паром (α =0.04)
Радиус полости х 610− м
50 100 200 300 400 500 600
Время х 610− сек 2.9 5,8 11,7 17,6 23,4 29,2 35,2
При расширении полости под действием переменного звукового поля величину
τ для оценки можно принять равной π ω , где ω - круговая частота изменения
звукового поля (в действительности вследствие инерции слоев жидкости,
прилегающих к полости, некоторое расширение полости происходит и в начале
положительного полупериода частоты звукового поля )
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
54
Для частоты 20 кГц обычно применяемой в практике работ с ультразвуками
π ω =2х 610− сек. откуда следует, что образующиеся кавитационные полости,
согласно табл. 4, будут всегда заполнены паром с давлением равным давлению
насыщения.
В вышеприведенном анализе не учитывалось изменение температуры стенки
полости вследствие процесса испарения. Однако, можно показать, что влияние
этого фактора незначительно.
Согласно работе [140] изменение температуры стенки полости с радиусом R
через которую течет тепловой поток 0F за время τ равно.
12
02
RF Dτ (Dτ)1- exp erfck R R
T = [ ] (2.7)
Где k - теплопроводность жидкости;
D - коэффициент температуропроводности.
В нашем случае 0F =GL, где L - скрытая теплота парообразования, a величина G
определяется формулой (2.3).
Подставляя табличные значения вышеупомянутых констант для воды:
-4 ккалk = 1, 43×10м×сек × град
ккалL = 586кг
2-7 мD = 1,41 10сек
⋅
и принимая τ =25. 610− сек, а коэффициент аккомодации α =1 (ибо в этом
случае потери тепла будут наибольшими) получим, согласно соотношению
(2.7) изменение температуры стенки полости при испарении в зависимости от
радиуса расширения. В табл. 5 приведены полученные значения для размеров
полости типичных для кавитационного процесса.

Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
55
Таблица 5
Изменение температуры стенки полости при испарении в зависимости от радиуса расширения полости
Радиус полости, м
610−
510−
410−
210−
Изменение температуры, град
40,2 10−⋅ 0,08 0,1 1,0
Из табл. 5 видно, что изменение температуры стенки полости при ее
расширении в исследуемом интервале значений R незначительно, что
позволяет считать, учитывая все вышеизложенное, что давление пара в полости
при ее расширении не меняется. Аналогичный результат, полученный
несколько иным путем, приводится в работе [136], однако автором этой
работы не рассматривалось влияние времени расширения полости на давление
пара в ней.
В стадии захлопывания находящийся в полости пар будет конденсироваться.
При этом условие постоянства давления пара, равного давлению насыщения
VP может быть осуществлено, если при изменении объема полости на dv из нее
удаляется вследствие процессов конденсации масса пара равная dm , где
пdvdm=ρ
Отсюда поскольку 34V = πR3
получим
п2
.dm 1 = ρ Rdt 4πR
где R& - скорость движения станки полости в стадии захлопывания.
Выражение в левой части полученного уравнения есть масса пара
конденсирующаяся на единице площади в единицу времени, т.е. равно
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
56
величине G определяемой уравнением (2.3). Таким образом, условие постоянства
давления пара в полости при ее сжатии сводится к следующему выражению
п
.ρ RG ≥
Используя уравнения (2.3) и (2.6) это соотношение можно записать в виде
. B TR α2 π M
≤
Для воды при 20°С будем иметь следующие максимальные допустимые
значения для скорости захлопывания полости.
При α =1,0 R& = 150 м/сек.
При α =0,04 R& = 6 м/сек.
Как будет показано в следующем разделе, где приводятся результаты расчетов
динамики кавитационной полости на вычислительных машинах, скорость
движения стенки полости, равная указанным выше значениям, достигается
полостью при значениях радиуса, равным 0,96 максR ( R& =6 м/сек.) и 0,2 максR
( R& = 150 м/сек).
Отсюда можно сделать вывод, что при последующем изменении радиуса, вс-
ледствие увеличения скорости захлопывания, пар не будет успевать
конденсироваться, и будет подвергаться сжатию по политропическому закону.
Оценить показатель политропы γ можно из следующих соображений. Кроме
пара, имеющего γ =1,1…1,2, в полости содержится некоторое количество газа,
имеющего показатель политропы γ =1,4. Если учесть, что в процессе
захлопывания некоторое количество тепла отводится в жидкость [141,142], а
присутствие газа несколько затормаживает процесс конденсации [120], то с
достаточной степенью точности можно принять, что сжатие парогазовой смеси
в кавитационной полости происходит по адиабатическому закону с показателем
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
57
адиабаты γ = 4/3. В работе [100] показано, что в этом случае полученные ре-
зультаты отличаются от истинных не более, чем на 10…15%.
2.2. Расширение и сжатие парогазовой полости в акустическом поле. Статическое равновесие
В процессе расширения парогазовой полости давление в ней определяется как
давлением газа, так и давлением насыщенного пара и равно
i g V(R) = (R) +P P P (2.8)
где i P - внутреннее давление в полости;
gP давление газа в полости;
VP - давление насыщенного пара.
Давление газа g (R)P является функцией радиуса, а давление пара VP постоянно
и зависит только от температуры, окружающей жидкости.
В фазе захлопывания кавитационной полости давление в полости можно
представить в виде
i g V(R) = (R) + (R)P P P (2.9)
т.е. при сжатии полости давление пара становится так же, как и газа функций
радиуса. Учитывая изотермический характер расширения и адиабатический
характер сжатия пара и газа в полости [54], уравнения (2.8) и (2.9) для
расширения и сжатия полости можно записать в следующем виде.
При расширении полости имеем
i g V(R) = (R) +3R03R
P P P (2.10)
При сжатии давление в полости равно
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
58
0(R) (R )
33γ0 макс
i g v3макс
R R=[P + P ]( )R R
P′ (2.11)
Если принять показатель политропы γ =4/3 [2] то уравнение (2.11)
перепишется в виде
0(R) (R )
3 40 макс макс
i g v4 4
R R R= P PR R
P +′ (2.12)
В этих уравнениях
g ( )0P R - начальное давление газа в полости с исходным размером 0R ;
максR - максимальный размер полости, достигаемый в стадии расширения.
Исходя из условия статического равновесия парогазовой полости в жидкости,
можно связать давление в полости с внешним давлением, приложенным к
жидкости.
ст g V0
(R ) +02σP = P P -R (2.13)
Решая уравнение (2.13) относительно g ( )0P R и, с учетом уравнений (2.10) и
(2.11), получим следующие соотношения для давления в парогазовой смеси в
полости при ее расширении и сжатии соответственно.
(R)
30
i ст v v30
2σ R= ( P ) PR R
P P − + + (2.14)
(R)
33γ0 макс
i ст v v30 макс
2σ R R=[(P P ) P ]( )R R R
P − + +′ (2.15)
Рассмотрим условия статического равновесия парогазовой полости в жидкости.
При анализе уравнения (2.13) возможны два случая.
Первый случай, когда начальное давление газа значительно больше давления
пара.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
59
0(R ) >>g vP P
Тогда при небольшом увеличении радиуса, давление внутри полости
уменьшится пропорционально -3R , ввиду чего давление за счет сил
поверхностного натяжения, которое изменится пропорционально -1R , вернет
полость обратно в положение устойчивого равновесия соответствующего
0R = R .
Второй случай, который может иметь место
0(R ) < <g vP P
Тогда при случайном изменении радиуса, давление парогазовой смеси остается
практически неизменным и будет равно VP , а силы поверхностного
натяжения уменьшатся. Это приведет к тому, что равновесие полости
нарушится, и полость будет расширяться под действием давления пара до тех
пор, пока внутреннее давление не будет уравновешено внешним давлением.
Таким образом, пузырьки в жидкости можно разделить на устойчивые
0(R ) > >g vP P и неустойчивые 0(R )g vP P< < .
Определим минимальное акустическое давление, требуемое для возникновения
кавитационного расширения полости. Пусть полость с начальным радиусом 0R
находилась в устойчивом равновесии при статическом давлении стP .
Предположим, что давление изменилось и стало равным VP < P . Будет ли
полость в устойчивом равновесии теперь? Запишем условие равновесия
полости радиуса R при новом давлении
0(R )
30
g v3
R 2σP P PR R
= + − (2.16)
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
60
Можно показать, что полость будет в устойчивом равновесии только для
радиусов, для которых значение меньше некоторого критического значения
кR .
Действительно, берем производную dPdR
и, приравнивая
полученное выражение нулю будем иметь:
0(R )
30
g 4 2к к
R 2σ3P 0R R
− + =
откуда
(R )00
0кR3 R Pg2
Rσ
= (2.17)
но давление газа в полости при R = кR можно записать в виде
K(R ) (R )0
3K30
=g gRR
P P (2.18)
Кроме того, давление газа в полости при некотором значении радиуса, равным
R = кR равно
K(R ) vк
=g2σR
P P P− + (2.19)
Подставляя выражения (2.18) в уравнение (2.17) и используя уравнение
(2.19) , получим значение критического радиуса, менее которого пузырек
будет устойчив в виде
vк
4σ3(P - P )
R = (2.20)
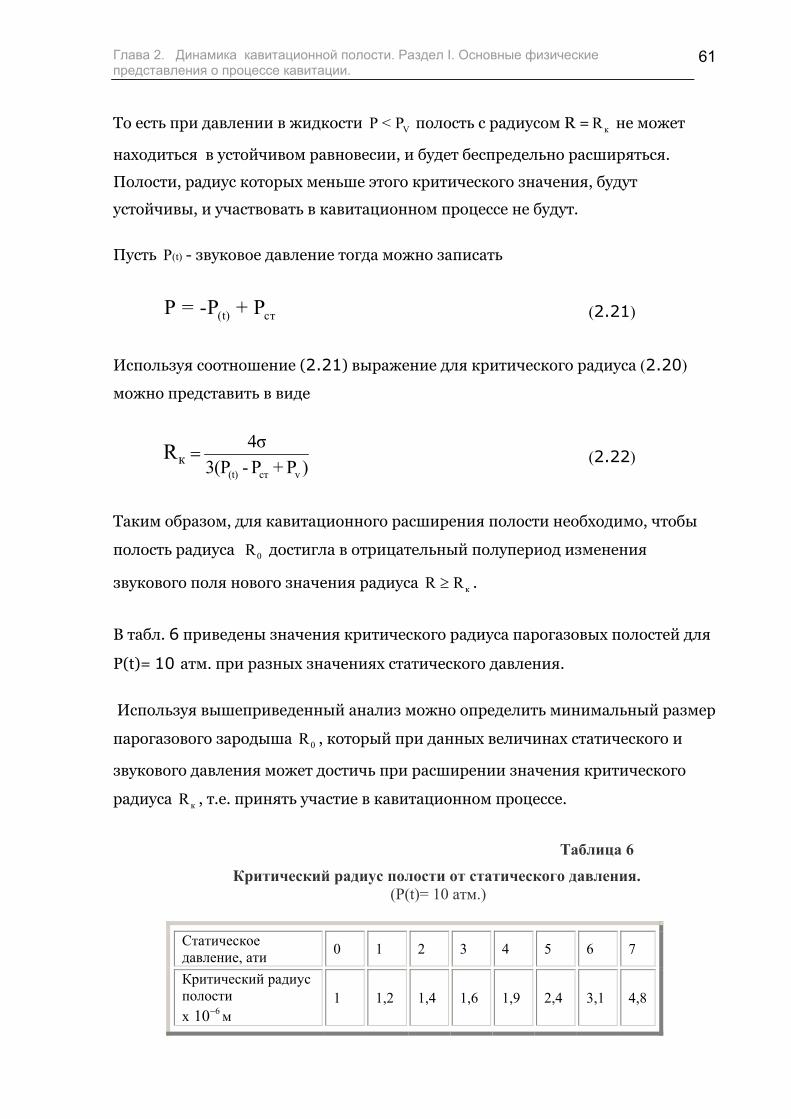
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
61
То есть при давлении в жидкости VP < P полость с радиусом R = кR не может
находиться в устойчивом равновесии, и будет беспредельно расширяться.
Полости, радиус которых меньше этого критического значения, будут
устойчивы, и участвовать в кавитационном процессе не будут.
Пусть (t)P - звуковое давление тогда можно записать
(t) стP = -P + P (2.21)
Используя соотношение (2.21) выражение для критического радиуса (2.20)
можно представить в виде
(t) ст vк
4σ3(P - P + P )
R = (2.22)
Таким образом, для кавитационного расширения полости необходимо, чтобы
полость радиуса 0R достигла в отрицательный полупериод изменения
звукового поля нового значения радиуса кR R≥ .
В табл. 6 приведены значения критического радиуса парогазовых полостей для
Р(t)= 10 атм. при разных значениях статического давления.
Используя вышеприведенный анализ можно определить минимальный размер
парогазового зародыша 0R , который при данных величинах статического и
звукового давления может достичь при расширении значения критического
радиуса кR , т.е. принять участие в кавитационном процессе.
Таблица 6
Критический радиус полости от статического давления. (Р(t)= 10 атм.)
Статическое давление, ати 0 1 2 3 4 5 6 7
Критический радиус полости х 610− м
1 1,2 1,4 1,6 1,9 2,4 3,1 4,8
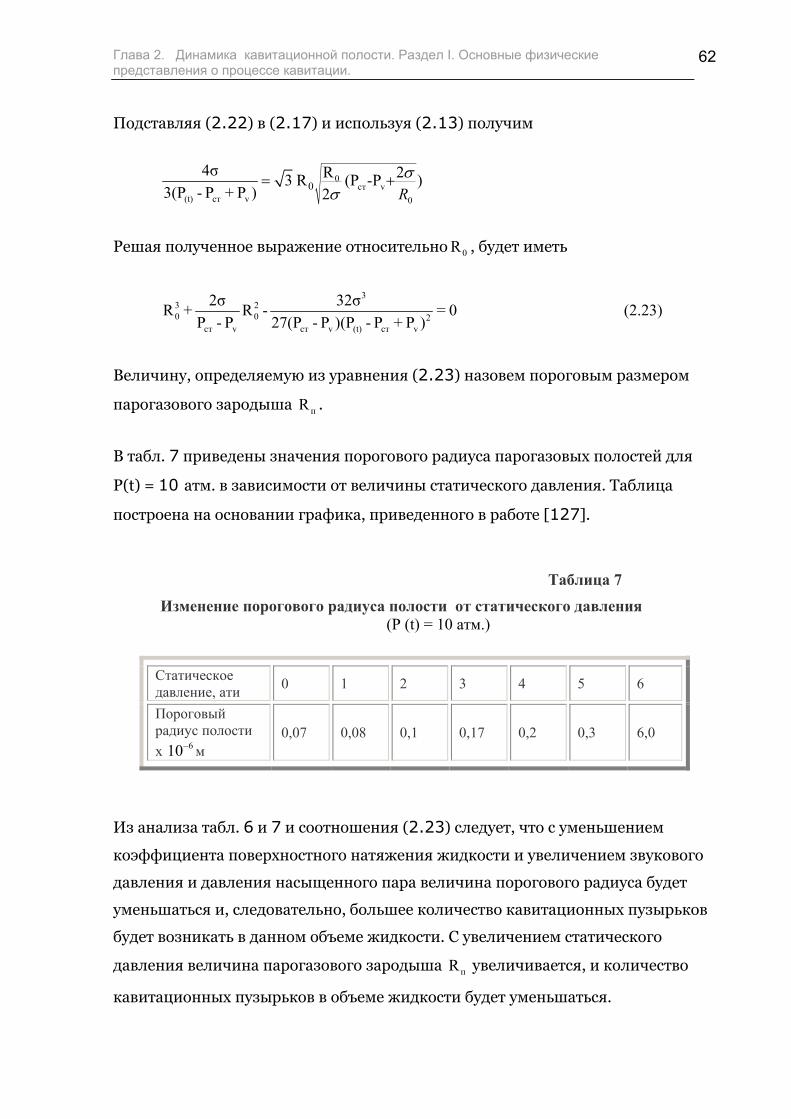
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
62
Подставляя (2.22) в (2.17) и используя (2.13) получим
0ст v
(t) ст v 00
4σ R 23 R (P -P )3(P - P + P ) 2 R
σσ
= +
Решая полученное выражение относительно 0R , будет иметь
33 20 0 2
ст v ст v (t) ст v
2σ 32σR + R - = 0P - P 27(P - P )(P - P + P )
(2.23)
Величину, определяемую из уравнения (2.23) назовем пороговым размером
парогазового зародыша пR .
В табл. 7 приведены значения порогового радиуса парогазовых полостей для
Р(t) = 10 атм. в зависимости от величины статического давления. Таблица
построена на основании графика, приведенного в работе [127].
Таблица 7
Изменение порогового радиуса полости от статического давления (Р (t) = 10 атм.)
Из анализа табл. 6 и 7 и соотношения (2.23) следует, что с уменьшением
коэффициента поверхностного натяжения жидкости и увеличением звукового
давления и давления насыщенного пара величина порогового радиуса будет
уменьшаться и, следовательно, большее количество кавитационных пузырьков
будет возникать в данном объеме жидкости. С увеличением статического
давления величина парогазового зародыша пR увеличивается, и количество
кавитационных пузырьков в объеме жидкости будет уменьшаться.
Статическое давление, ати 0 1 2 3 4 5 6
Пороговый радиус полости х 610− м
0,07 0,08 0,1 0,17 0,2 0,3 6,0
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
63
Используя (2.23) можно определить минимальное акустическое давление,
необходимое для возникновения кавитации при наличии в жидкости
парогазовых зародышей с радиусами, равными 0R . Решая (2.23) относительно
Р (t) будем иметь
10 2
ст v ст v(t)0
R4P P P 1 (P P23 3 R
- [ - ) ]σσ
−+= + (2.24)
Величину Р(t) определяемую из вышеприведенного уравнения часто называют
порогом кавитации [126].
На рис. 2 показано изменение порога кавитации в зависимости от величины
начального радиуса полости при различных статических давлениях. Кривые
построены на основании соотношения (2.24).
Из анализа графика видно, что для каждой величины статического давления на
соответствующей кривой имеется участок, где порог кавитации мало зависит от
начального размера полости. Начало этого участка для всех кривых
приблизительно совпадает с ординатой, пересекающей ось абсцисс в точках со
значениями начального радиуса -60R = (3...5)×10 м , причем с увеличением
статического давления величина 0R уменьшается.
Назовем величину начального радиуса 0R , при котором порог кавитации
перестает зависеть от размеров полости граничным радиусом. Тогда можно
считать, что при значениях радиуса парогазового зародыша, равным или
большим граничного порог кавитации и, следовательно, и характер процесса
кавитации перестает зависеть от начального размера полости и определяется
только разностью между статическим давлением и давлением насыщенного
пара жидкости.
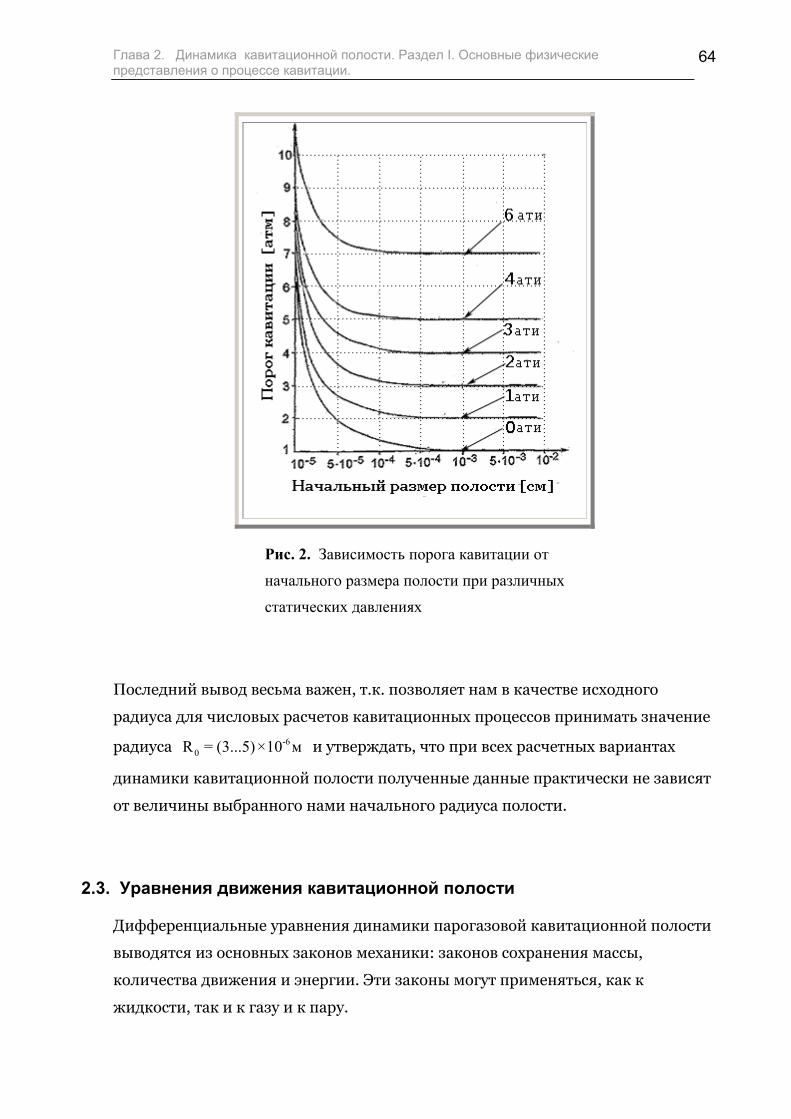
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
64
Рис. 2. Зависимость порога кавитации от
начального размера полости при различных
статических давлениях
Последний вывод весьма важен, т.к. позволяет нам в качестве исходного
радиуса для числовых расчетов кавитационных процессов принимать значение
радиуса -60R = (3...5)×10 м и утверждать, что при всех расчетных вариантах
динамики кавитационной полости полученные данные практически не зависят
от величины выбранного нами начального радиуса полости.
2.3. Уравнения движения кавитационной полости
Дифференциальные уравнения динамики парогазовой кавитационной полости
выводятся из основных законов механики: законов сохранения массы,
количества движения и энергии. Эти законы могут применяться, как к
жидкости, так и к газу и к пару.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
65
Состояние движущейся жидкости определяется скоростью, плотностью и
давлением как функцией координат и времени. Для нахождения этих функций
служит система уравнений гидродинамики, которая и представляет собой
выраженные в дифференциальной форме общие законы сохранения массы,
количества движения и энергии вещества.
Уравнение сохранения массы (уравнение неразрывности) записывается для
несжимаемой жидкости в виде [143]
divU = 0 (2.25)
где U - вектор скорости частиц жидкости.
Уравнение, характеризующее закон сохранения количества движения
известное, как уравнение движения сплошной среды, имеет вид [143].
du = - divПdt
ρ
где П - тензор напряжений,
ρ - плотность жидкости.
Будем считать, что центр кавитационной полости совпадает с центром
сферической системы координат , ,r ϕ θ . Так же предположим, что движение
жидкости, возникающее благодаря пульсациям полости, будет сферически
симметричным. В этом случае уравнение движения (2.25) запишется в виде
[143]
2( r U ) 0r∂
=∂ (2.26)
а уравнение движения сплошной среды будет иметь вид [144].
22
P +Pdu 1ρ (r P )dt r rrr r
θθ ϕϕ∂= −
∂ (2.27)
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
66
В уравнениях (2.26) и (2.27) полную производную можно записать через
частные
d Udt t r
∂ ∂= +∂ ∂ (2.28)
Пусть в начальный момент времени при t=0 в жидкости имеется сферическая
полость радиуса 0R , давление в окружающей жидкости на большом
расстоянии от пузырька равно (t)P∞ и жидкость покоится. Распределение
скорости по радиусу после начала движения найдем из уравнения (2.26),
которое после интегрирования дает
2CU =r (2.29)
где С - постоянная интегрирования.
На границе полости при r=R считаем, что скорость жидкости равна скорости
стенки полости, т.е.
.U = R (2.30)
где R& - первая производная по времени от радиуса полости.
Таким образом, подставляя соотношение (2.30) в уравнение (2.29) получим
2.
C = R R (2.31)
Откуда из уравнения (2.29) следует, что
2
2
.R RU =
r (2.32)
Подставляя полученное выражение для скорости жидкости (U) в уравнение
движения (2.27) и, учитывая соотношение (2.28), будем иметь

Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
67
2 2 22
2 2 2 2
. . .P +PR R R R R R 1 1 r P
r r r r( ) ( ) [ ( ) ]rrt r r r
θθ ϕϕ
ρ∂ ∂ ∂
+ = −∂ ∂ ∂ (2.33)
Значение компонент тензора напряжений можно получить из рассмотрения
обобщенного закона Ньютона для вязкой несжимаемой жидкости
.П = 2μS- PI
где S& - тензор скоростей деформаций,
I- единичный тензор,
P - давление в жидкости,
μ -динамический коэффициент вязкости.
В скалярной форме в сферической системе координат это уравнение
записывается [143].
UP P + 2μrr r∂
= −∂
UP 2μr
P Pϕϕθθ = = − + (2.34)
P P P 0r rθϕ ϕ θ= = =
Подставляя соотношение (2.34) в уравнение (2.33) получим
2 2 2
2 2 2
. . .R R R R R R 1 P 2 U 1 UP+2μ 2P+4μr r r r r r
( ) ( ) [ ( ) ( )]rr
t r r rρ∂ ∂ ∂ ∂
+ = + − − −∂ ∂ ∂ ∂
Преобразовывая, будем иметь
2 2 2 2 2
2 2 2 2 2 2
. . . . .1 P R R R R R R 1 4 R R 1 4 R R
r r r r r r r( ) ( ) ( ) ( )rr
r t r rμ μ
ρ ρ ρ∂ ∂ ∂ ∂
= + − +∂ ∂ ∂ ∂
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
68
учитывая, что
2 2
1 1 123r r r
( ) ( )r r∂ ∂∂ ∂
=
имеем
2 2 2 2 2 2
2 2 2 3 4
. . . .1 P 2RR R R R R R R 1 2 R R R R44 3r r r 3 r r
( ) ( )rr
r r rμ μ
ρ ρ∂ + ∂ ∂
= + − +∂ ∂ ∂
& &&
(2.35)
Интегрируя полученное выражение от r = R до r = ∞ ,
получим
( ) ( )
R R R R
2 2 2 2 2
2 3 3
2 2 2 2
2
2. . .
1 2RR R R 1 R R 1 8 R R 4 R Rr 2 r 3 r 3r
1 1 8 R 1 4 R 1 1 R- 42 3 R 3 R 2 R
1 R4R
P P
2R R R R R R +2R R
R R +1,5R
[ ] ( )Rrr rrμ μ
ρ ρ ρ
μ μ μρ ρ ρ
μρ
∞
∞ ∞ ∞ ∞+− = − + − − =
= + + + = − + =
= +
| | | |& &&
& & &
&
& && & && & &
&& &
(2.36)
Но радиальная компонента тензора напряжений (R)Prr по своему
определению является нормальным напряжением, действующим на
площадку, расположенную перпендикулярно радиусу r=R , т.е. нормальное
напряжение (R)Prr равно давлению на границе парогазовой полости с
обратным знаком.
( ) i2σR
P PRrr− = − (2.37)
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
69
Нормальное напряжение ( )Prr ∞ согласно (2.34) равно – Р, т.к. скорость
движения частиц жидкости U при r=∞ равна нулю. Но давление на
бесконечности Р равно сумме звукового и статического давлений, т.е. можно
записать
( ) зв ст- P sinωt + PPrr ∞ = (2.38)
Подставляя выражения (2.37) и (2.38) в уравнение (2.36) и,
используя соотношения (2.11) и (2.14) получим следующие уравнения для
расширения и сжатия парогазовой полости в несжимаемой вязкой жидкости
соответственно
303
2
0ст v v зв ст
R R - sinωt +R R
2σ 2σ(R R +1,5R ) 4 (P - P ) P P P 0R R
ρ μ − − + =+ +&
&& &
(2.39)
3 30 макс3 3
2
0ст v v зв ст
R R R - sinωt +R R R
2σ 2σ(RR +1,5R ) 4 (P -P ) P P P 0R R
[ ]γ
γρ μ − + + =+ +&
&& &
(2.40)
для γ = 4/3 последнее уравнение запишется
3 40 макс3 4
2
0ст v v зв ст
R R R - sinωt +R R R
2σ 2σ(RR+1,5R ) 4 (P -P ) P P P 0R R
[ ]ρ μ − + + =+ +&
&& &
(2.41)
Как видно из полученных уравнений движение кавитационной полости
определяется инерционными силами, зависящими от скорости и ускорения
стенки полости, силами вязкостного трения, давлением газа и пара в полости,
силами поверхностного натяжения жидкости и внешними силами,
приложенными к жидкости (звуковым и статическим давлением).
Полученные уравнения являются нелинейными дифференциальными
уравнениями, второго порядка, которые в общем случае неразрешимы

Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
70
аналитически относительно радиуса полости R . Решение этих уравнений
может быть получено либо методами численного интегрирования на
электронно-вычислительных машинах, либо моделированием на аналоговых
вычислительных устройствах. Оба вида решений будут рассмотрены в разделе
II настоящей главы.
2.4. Давления в жидкости при захлопывании кавитационной полости
При захлопывании кавитационных полостей в окружающем потоке жидкости
возникают, которые вызывают разрушения близлежащих твердых
поверхностей.
Для определения величины давления, возникающего в окрестности полости,
при ее захлопывании вернемся к уравнению (2.35).
2 2 2 2 2 2
2 2 2 3 4
. . . .1 P 2RR R R R R R R 1 2 R R R R44 3r r r 3 r r
( ) ( )rr
r r rμ μ
ρ ρ∂ + ∂ ∂
= + − +∂ ∂ ∂
& &&
Проинтегрируем это выражение по r от r до ∞
( ) (r)2 2 4 2 2
4 3
.P P R R+2R 1 R R R R = 4
r 2 r rrr rr μ
ρ∞ −
− +&& & &
(2.42)
но, согласно уравнению (2.34)
( r )
2
3
R RP 2 4r
.rr
UP Pr
μ μ∂= − = −
∂ (2.43)
подставляя выражение (2.43) в уравнение (2.42) и, учитывая соотношение
(2.38), получим
2 2 4 2
4(r) -ст звR R+2RR R RP P P sinωt
r 2r
. ...ρ= − + (2.44)
где (r)P - давление в жидкости на расстоянии r от центра полости.

Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
71
Для нахождения максимального давления в жидкости при некотором заданном
значении времени t возьмем от этого выражения производную по r и
приравняем полученный результат нулю.
2 2 4 2
2 5
RR + 2RR R R2 0r r
ρ ρ+ =&& & & &
Откуда, расстояние r от центра полости, на котором давление максимально
23
2
2RR RR +2R
r =&
&& & (2.45)
Подставляя это соотношение в уравнение (2.44) получим выражение для
максимального давления в жидкости, возникающего при захлопывании
кавитационной полости.
4 12 23 3макс(t) -ст зв
3P = (RR+2R ) (2R ) P P sinωt4ρ − +&& & & (2.46)
Уравнение (2.46) справедливо в области r R≥ , т.е. необходимо, чтобы
соблюдалось условие
112 23 3(2R ) (RR + 2R ) 1− ≥& && &
При несоблюдении этого условия, максимальное давление достигается на
границе пузырька и, может быть, получено подстановкой r=R в уравнение
(2.44).
2макс(t) = -ст зв
3P (RR+ R ) P P sinωt2
ρ +&& & (2.47)
Из уравнения (2.44) следует, что давление, возникающее в жидкости, в
основном, определяется динамическими характеристиками движения полости:
скоростью и ускорением ее захлопывания.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
72
Некоторые качественные соотношения, характеризующие величину
возникающих давлений можно получить, если подставить в уравнение (2.44)
значения скорости и ускорения, полученные из уравнения движения (2.40).
Действительно, пренебрегая силами вязкостного трения, (полагаем μ=0), в
этом случае получим
2 4макс
ВН4r поR R R R R R 23γP - Р P 1-2 r r R r r r
( ) ( ) ( ) σρ= + + −&
(2.48)
Здесь поP давление пара и газа в полости при ее максимальном радиусе, т.е.
30
V V30 макс
по ст2 RР P - P P
R( )
Rσ
= + +
внP - внешнее давление, приложенное к жидкости, равное сумме звукового и
статического давлений.
Как показывают числовые расчеты, последние два члена в правой части
уравнения (2.48) малы, по сравнению с двумя первыми, в широком интервале
интересующих нас значений R . С достаточной степенью точности можно
считать, что давление в жидкости, образующиеся в результате захлопывания
кавитационной полости, определяется в основном, динамическим давлением
Рд (первое слагаемое) и давлением парогазовой смеси внутри полости пP
(второе слагаемое).
2.4.1. Динамическое давление
Динамическое давление
2 4
Д 4
R R RP = ρ -2 r r
( ) & (2.49)
будет иметь наибольшее значение на расстоянии от центра полости r равном
3 4Rr = (2.50)

Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
73
Подставляя соотношение (2.50) в уравнение’ (2.49) найдем, что при этом
2 2
Д 3
R 3 RP =ρ ρ2 44 4
≈& &
(2.51)
Из выражения (2.51) видно, что максимум динамического давления ДP
достигается в момент времени, когда квадрат скорости захлопывания 2R&
достигает своей наибольшей величины.
Выражение для 2R& можно получить интегрированием дифференциального
уравнения движение полости при начальных условиях t=0, R= 0R и R& =0, если
принять допущение, что давление далеко от полости в процессе захлопывания
постоянно и равно
*ВН ЗВ СТP = P +Р (2.52)
где *ЗВP - эффективная величина звукового давления.
Допущение (2.52) вносит погрешность в полученные ниже зависимости.
Однако, если учесть, что время захлопывания обычно много меньше периода
ультразвуковых колебаний и также, что на последних стадиях захлопывания
характер движения полости не зависит от величины внешнего давления
(вследствие больших давлений, возникающих в окрестности полости) величина
этой погрешности, вероятно, приемлема для качественной оценки полученных
результатов.
Итак, умножая уравнение (2.40) на 2R R& и преобразовывая, учитывая (2.52)
и, принимая μ = 0 получим
3 3γ3 2 0 макс
ст V V3 3γ0 макс
2вн
R Rd 1 2σ(R R ) = {[(P - P + ) + P ] +dt ρ R R R
2σ dR+ P }2RR dt
−
&
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
74
Интегрируя полученное выражение от максR до R а также вводя вышеуказанное
обозначение ПОP для давления газа и пара при максимальном радиусе полости,
будем иметь
R R R3 3 23 2 3γ вн
по макс 3γRмаксRмакс Rмакс
R 1 P R RR R = 2P R -2 -4σρR 3(γ -1) ρ 3 2ρ| | |&
откуда, после небольших преобразований, получим
3 3γ 32 вн макс по макс макс
3 3γ 3
2макс
2
2 P R 2P R RR = [ -1]- [ - ]3 ρ R 3(γ -1)ρ R R
2σ R+ [ -1]ρR R
&
(2.53)
Mаксимальное значение скорости захлопывания найдем, воспользовавшись
соотношением
21R =2
dRdR
&&&
.
Дифференцируя (2.53) по R и, приравнивая к нулю полученное выражение,
пренебрегая при этом силами поверхностного натяжения, получим
3 3
3γ-1макс по макс макс максвн4 2 41 вн 1 1 1
R P R R RP1 2 {-3 - [-3γ( ) + 3 ]} = 02 3 ρ R (γ -1)P R R R
Отсюда значение радиуса 1R , при котором скорость захлопывания достигает
своего наибольшего значения, равно
1 максвн
по
1γ 3(γ-1)R = R P(γ -1) +1P
[ ] (2.54)
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
75
Подставляя выражение (2.54) в уравнение (2.53) получим, если положить
3макс
1
R( ) >> 1R
, что всегда справедливо для кавитационной полости, следующее
выражение для квадрата максимальной скорости кавитационной полости при
ее захлопывании
γ2 γ-1по внмакс
по
2P (γ-1) PR = [ ]3ρ γ P
& (2.55)
Подставляя соотношение (2.55) в уравнение (2.51) получим выражение для
максимального значения динамического давления ДP .
Д по вн
γγ γγ- -P1 γ-1 γ-1 γ-1 γ-1по(макс) = γ (γ -1+ )6 Pвн
P P P (2.56)
2.4.1. Давление в жидкости при сжатии парогазовой полости
Давление, возникающее в жидкости за счет парогазовой смеси в полости
3γмакс
П по 3γ
R RP = PR r (2.57)
достигает своего наибольшего значения при радиусе при R= МИНR и r=R.
Положив в уравнение (2.53) R& =0 , а R= МИНR , и пренебрегая силами
поверхностного натяжения, определим выражение для минимального радиуса.
3γ 3 3макс макс макс
мин мин мин
P Pпо по -1 = 0(γ-1)P (γ-1)Pвн вн
R R R( ) +( ) +( )R R R
Считая 3макс
мин
R( ) 1R
>> , что всегда соблюдается для кавитационной полости,
получим
t
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
76
13( 1)вн
мин макспо
PR R [(γ -1) 1]P
γ−
−= + (2.58)
Из уравнений (2.58) и (2.57) при r=R найдем, что максимальная величина
давления в жидкости за счет парогазовой смеси в полости равна
П по вн
γ γγ-P γ-1 γ-1 γ-1по(макс) = ( )Pвн
P γ-1+ P P ( 2.59)
Из уравнений (2.55) и (2.59) следует, что
2П макс
γγ-1(макс) =
3P ργ R2& (2.60)
Сравнивая уравнения (2.60) и (2.51) видим, что максимальная величина
давления в жидкости, создаваемого за счет парогазовой смеси в полости
превышает максимальную величину динамического давления, создаваемого за
счет радиального движения окружающей жидкости, в γγ-16γ раз. Для γ =4/3 эта
величина составляет около 20. Таким образом, можно считать, что давление в
жидкости, возникающее при захлопывании кавитационной полости, в ос-
новном, определяется давлением пара и газа в полости при ее минимальном
значении.
В анализе Релея [5] было получено выражение для максимальной величины
динамического давления без учета влияния пара. Однако, как показывают
вышеприведенные расчеты, величиной динамического давления можно
пренебречь по сравнению с давлением, создаваемым за счет сжатия газа
парогазовой смеси в полости при ее захлопывании.
Величину давления, возникающего в жидкости при МИНR = R получим из
уравнения (2.57), воспользовавшись соотношениями (2.58) и (2.52), а также
приняв, что ПО ВНP << P , что всегда допустимо в случае ультразвуковой
кавитации.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
77
3γ-1 3γ-1 2- *3(γ-1) 3(γ-1) 3(γ-1) максзв ст по(r) =
RP (γ-1) (P +P ) Pr (2.61)
Как видно из полученного выражения, давление, возникающее в жидкости при
захлопывании кавитационной полости, определяется звуковым и статическим
давлением, давлением парогазовой смеси в полости при максимальном ее
размере перед стадией захлопывания, расстоянием от центра полости, а также
зависит и от показателя политропы и величины максимального радиуса
достигнутого при расширении, причем при заданных ЗВP , γ и r давление
определяется величинами СТ МАКСP , R и ПОP .
Как показано в предыдущем разделе величина ПОP равная давлению
парогазовой смеси в полости при ее максимальном радиусе, в основном,
определяется давлением насыщенного пара при данной температуре и для
каждой жидкости величина постоянная.
С увеличением значения статического давления, как видно из уравнения
(2.61), второй сомножитель увеличивается, что приводит к увеличению (r)P .
Однако, с увеличением статического давления, уменьшается отрицательное
давление, действующее на кавитационную полость в стадии расширении, что
приводит к уменьшению ее максимального радиуса (четвертый сомножитель).
Таким образом, с увеличением статического давления увеличивается давление,
действующее на полость в стадии захлопывания, что приводит к возрастанию
давления, возникающего в жидкости, но при этом уменьшается максимальный
радиус, достигаемый полостью в стадии расширения. Действия этих 2-х
противоположных факторов приводит к экстремальной зависимости давления
в жидкости от величины статического давления.
Как следует из уравнения (2.61) увеличение звукового давления приводит к
неограниченному увеличению (r)P , т.к. одновременно увеличивается второй
сомножитель и четвертый.
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
78
Однако, величина ЗВP определяется конструкцией ультразвуковой установки и
в большинстве типовых устройств не превышает 7-10 мкм, поэтому при
заданной амплитуде звукового давления увеличение ультразвукового
воздействия (если ее связать с величиной (r)P ) можно достигнуть за счет
повышения СТP в некоторых пределах от величины ЗВP .
В работе [126] приводится выражение для величины максимального радиуса,
достигнутого при расширении полости
зв стмакс
0,4 P - PR =f ρ (2.62)
где f - частота изменения звукового поля;
ЗВP - амплитудная величина звукового давления.
Используя уравнение (2.62) можно найти соотношение между статическим
давлением и величиной звукового давления, при котором величина (r)P ,
определяемая соотношением (2.61) будет иметь максимальное значение.
Подставляя выражение (2.62) в уравнение (2.61), дифференцируя по Рст
и, приравнивая полученное выражение нулю, получим
3γ-1 2 2 1*3(γ-1) 3(γ-1) 3(γ-1) 2
ПО ЗВ СТ ЗВ СТ1 2
3γ-1 1* 3(γ-1) 2ЗВ СТ ЗВ СТ
1 0,4 3γ-1(γ-1) P (P P ) (P P )2ρ f 3(γ-1)
1(P P ) (P P ) 02
[
]
−+ − −
− + − =
откуда
*зв ст зв ст
3γ-1 (P -Р )-(P +P ) =03(γ-1)
Воспользовавшись соотношением
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
79
*зв звP = 2P
и, приняв, γ =4/3 получим, что максимальное значение давления в жидкости
будет при соотношении между статическим давлением и величиной
звукового давления равным
стP = 0,8 ЗВP (2.63)
Таким образом, исходя из вышеизложенного, можно сделать вывод, что
величина давления, возникающего в жидкости при захлопывании
кавитационной полости, растет с увеличением звукового давления,
уменьшается при увеличении давления насыщенного пара и газа и имеет
экстремум от величины избыточного статического давления.
В предлагаемом анализе не учитывались силы вязкостного трения и давления,
возникающие за счет сил поверхностного натяжения, однако, как показано в
работе [40], где исследовалось влияние этих факторов на динамику
захлопывания полости, роль их в процессе захлопывания весьма
незначительна, что позволяет предполагать, что полученные выше
зависимости не изменятся сколько-нибудь значительно при учете вязкости
.жидкости и коэффициента поверхностного натяжения.
В заключении анализа необходимо отметить, что выражения для
макс мин максR R R& впервые приведены в работе [25].
Глава 2. Динамика кавитационной полости. Раздел I. Основные физические представления о процессе кавитации.
80
Выводы по разделу I
1. Рассмотрены процессы испарения и конденсации пара в кави-
тационной полости. Показано, что в процессе расширения полости давление
пара в ней можно считать равным давлению насыщения. В процессе
захлопывания давление пара изменяется по политропическому закону.
2. Составлены дифференциальные уравнения движения кавитационной
полости в вязкой жидкости с учетом изменения давления пара и газа в полости,
при расширении и захлопывании.
3. Рассмотрены причины и условия возникновения давлений в жидкости
вследствие пульсаций кавитационных полостей.
4. Показано, что наибольшие величины давлений возникают при
достижении полостью минимального размера при захлопывании.
5. Аналитически показано, что величина возникающих в жидкости
давлений растет с увеличением звукового давления, уменьшается с
увеличением давления насыщенного пара и газа в полости и проходит через
максимум при изменении избыточного статического давления.
6. Получены уравнения для расчета максимальных давлений, воз-
никающих в жидкости при захлопывании кавитационной полости. Показано,
что максимальная величина динамического давления в 20 раз меньше
максимального давления пара и газа в полости при минимальном радиусе в
процессе захлопывания.
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
81
РАЗДЕЛ II. РЕШЕНИЕ УРАВНЕНИЙ ДИНАМИКИ КАВИТАЦИОННОЙ ПОЛОСТИ
2.5. Постановка задачи. Методы исследования Задача исследования проведенного в настоящем разделе диссертации состояла
в количественном определении величин характеризующих движение
кавитационной полости: радиуса R , скорости движения R& , и ускорения R&& как
функций времени. С помощью этих величин вычислялись все остальные
параметры, связанные с динамикой полости (давление, температура и т.д.).
Величины R , R& и R&& определялись из дифференциальных уравнений
движения кавитационной полости, которые моделировались на аналоговом
вычислительном устройстве, а также решались численным интегрированием на
цифровой электронно-вычислительной машине. Преимуществом электронно-
вычислительных цифровых машин является их точность. Однако, для
получения решения требуется значительное машинное время.
Аналоговые вычислительные устройства при решении нелинейных
дифференциальных уравнений имеют погрешность около 15%, но обладают
быстротой решения порядка десятков секунд. Кроме того они выдают
результаты счета в виде непрерывной кривой зависимости электрического
напряжения от времени, которую во время хода решения, можно
непосредственно наблюдать на экране осциллографа, либо записывать на
диаграмме электронного потенциометра.
В настоящем исследовании для качественных оценок были применены
аналоговые устройства. Ряд вариантов, требующих точных решений был
рассчитан на цифровой вычислительной машине.
Дифференциальное уравнение для процесса расширения кавитационной
полости при программировании на вычислительных машинах использовалось
в виде (2.39).
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
82
303
2
0ст v v зв ст
R R - sinωt +R R
2σ 2σ(R R +1,5R ) 4 (P - P ) P P P 0R R
ρ μ − − + =+ +&
&& &
Для стадии захлопывания и вторичного расширения уравнение применялось в
виде (2.41).
3 40 макс3 4
2
0ст v v зв ст
R R R - sinωt +R R R
2σ 2σ(RR +1,5R ) 4 (P -P ) P P P 0R R
[ ]ρ μ − + + =+ +&
&& &
Начальные условия для процесса расширения имели вид
t=0, R= 0R , R& =0.
Для процесса захлопывания кавитационного пузырька начальные условия
принимались в виде
t= расшt , R= максR , R& =0.
где расшt время расширения кавитационной полости.
Во всех расчетных вариантах частота изменения звукового поля была принята
20 кГц. Константы VР , μ , ρ и σ для воды были приняты при 20°С. В
процессе счета варьировались величины ЗВP и СТP , а также при расчете
некоторых вариантов изменялись величины μ , ρ и σ .
2.6. Методика решения уравнений движения кавитационной полости на аналоговых вычислительных устройствах
При моделировании дифференциальных уравнений движения кавитационной
полости на аналоговых вычислительных устройствах переменные величины
этих уравнений R и t отражаются изменениями машинного напряжения Е и
машинного времени причем связь этих величин определяется
соотношениями:

Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
83
Е = aR θ =bt где а и в - масштабные коэффициенты машины,
С учетом этих выражений будем иметь
dR b dER = =dt a dθ
& 2 2 2
2 2
d R b d ER = =dt a dθ
&& (2.64)
Подставляя (2.64) в уравнение движения кавитационной полости (2.39) и
(2.41) получим дифференциальные уравнения движения полости в новых
машинных переменных для процесса расширения
2 22
2 2
3 502 3
02 2 2 2
1 [1,5 sin ]
2( )1 2[4 ]
СТ V ЗВ
ст V
a P P a PE EE b b
P P R aa a RE
E b b E b
θρ ρ
σμ σρ ρ ρ
−= − + − Ω −
− +− + −
&&
&
(2.65)
и процесса сжатия
2 2
22 2
4 3 602 3
02 2 2 2
1 [1,5 sin ]
2( )1 2[4 ]
СТ ЗВ
V МАКС СТ V МАКС
a Р a РE EE b b
Р R Р Р R R aa a RE
E b b E b
θρ ρ
σσμ
ρ ρ ρ
= − + − Ω −
+ − +− + −
&& &
&
(2.66)
где =bω
Ω dEE =dθ
& 2
2
d EE =dθ
&&
В уравнении (2.66) первое слагаемое правой части практически не отличается
от соответствующего слагаемого уравнения (2.65), т.к. СТP >> VР . Отличие
второго слагаемого заключается в том, что его третий член увеличивается с
уменьшением R пропорционально -3E и имеет коэффициент, зависящий от
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
84
величины максR . Подсчет показывает, что практически коэффициент при -3E
равен 4VМАКС
P Rρ
, т,к максR обычно много больше 0R .
Ввиду вышеуказанных отличий, структурные схемы набора задачи на
аналоговом вычислительном устройстве для стадии расширения и сжатия
использовались разные. Расчет масштабных коэффициентов и составление
схемы машины для решения уравнений (2.65) и (2.66) был выполнен
кандидатом технических наук, доцентом Стаховским Р.И. Решение уравнений
проводилось на аналоговом вычислительном устройстве типа МН-7 на кафедре
автоматизации производственных процессов Московского института стали и
сплавов.
На рис.3 приведена структурная схема аналоговой машины, которая
использовалась для решения уравнения (2.65). Символами X, 1X и
2X обозначены входные сигналы блоков. Для набора задачи использовались
два интегратора, три сумматора, нелинейный блок, два квадратора и два блока
произведения. Коэффициенты, входящие в уравнение учитывались на входе
сумматоров 1∑ и 2∑ .
На рисунке обозначены величины, имеющие место в различных участках
схемы и показано как формируется из величин R и R& правая часть уравнения
(2.65) на выходе сумматора 3∑ .
Обратная связь дается с выхода сумматора 3∑ на вход интегратора 1U .
Интеграторы 3U и 4U с инвертором служат для образования синусоидального
напряжения. имитирующего переменное звуковое давление.
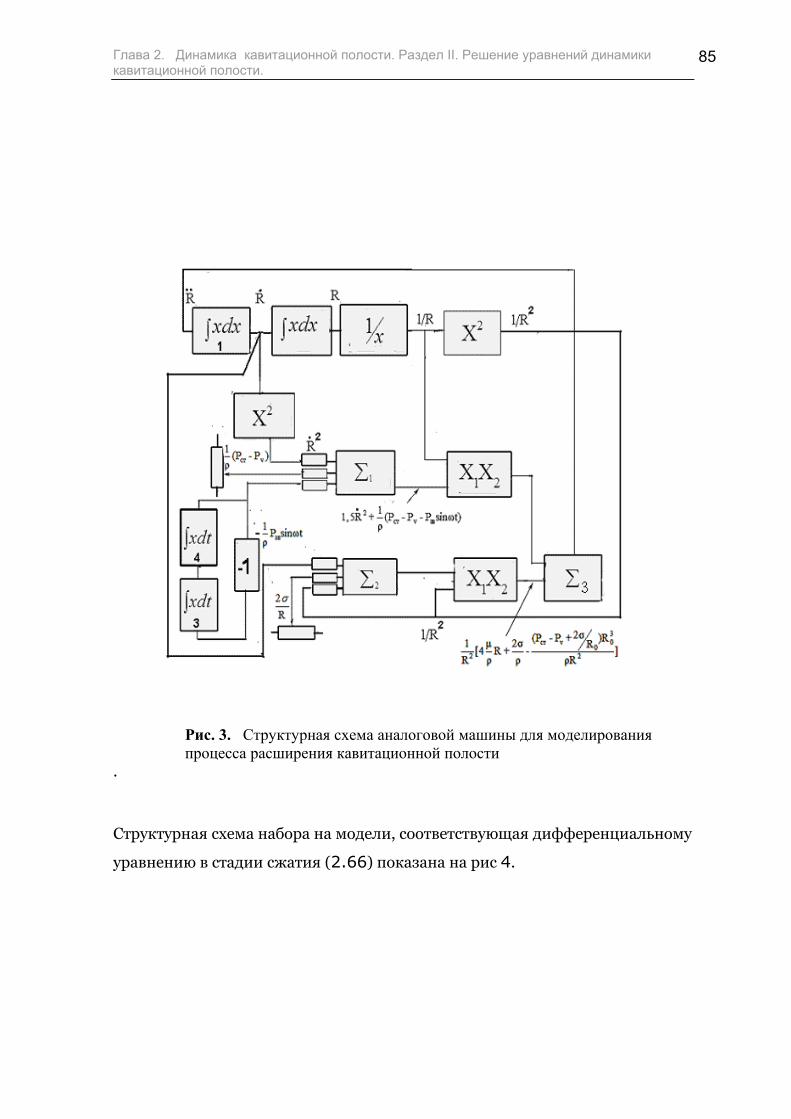
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
85
Рис. 3. Структурная схема аналоговой машины для моделирования процесса расширения кавитационной полости
.
Структурная схема набора на модели, соответствующая дифференциальному
уравнению в стадии сжатия (2.66) показана на рис 4.
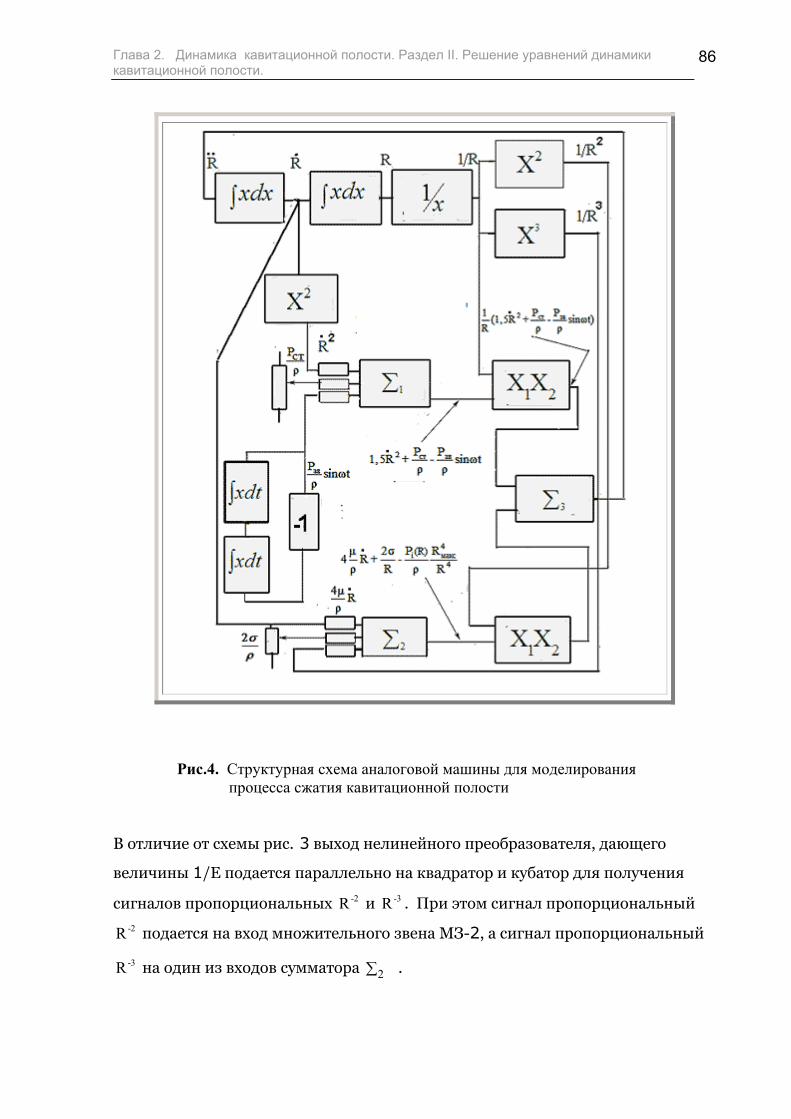
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
86
Рис.4. Структурная схема аналоговой машины для моделирования процесса сжатия кавитационной полости
В отличие от схемы рис. 3 выход нелинейного преобразователя, дающего
величины 1/Е подается параллельно на квадратор и кубатор для получения
сигналов пропорциональных -2R и -3R . При этом сигнал пропорциональный -2R подается на вход множительного звена МЗ-2, а сигнал пропорциональный
-3R на один из входов сумматора 2∑ .
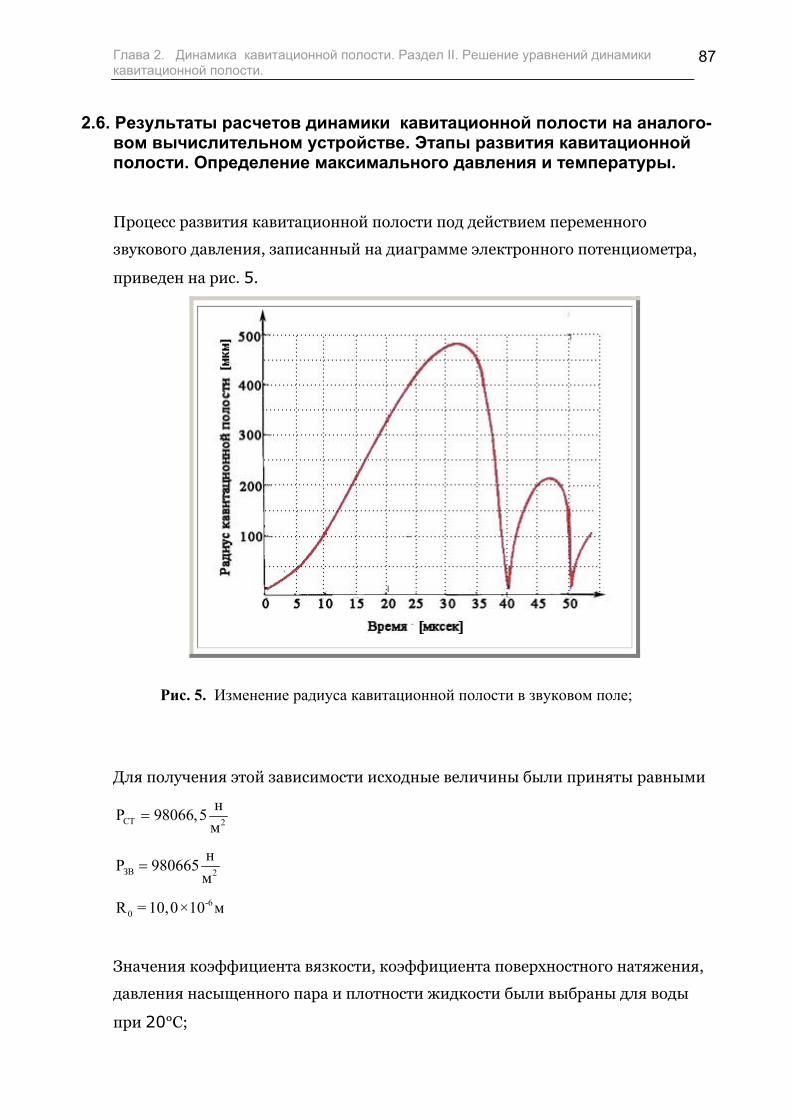
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
87
2.6. Результаты расчетов динамики кавитационной полости на аналого-вом вычислительном устройстве. Этапы развития кавитационной полости. Определение максимального давления и температуры. Процесс развития кавитационной полости под действием переменного
звукового давления, записанный на диаграмме электронного потенциометра,
приведен на рис. 5.
Рис. 5. Изменение радиуса кавитационной полости в звуковом поле;
Для получения этой зависимости исходные величины были приняты равными
СТ 2
нP 98066,5м
=
ЗВ 2
нP 980665м
=
-60R = 10,0×10 м
Значения коэффициента вязкости, коэффициента поверхностного натяжения,
давления насыщенного пара и плотности жидкости были выбраны для воды
при 20°С;
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
88
-32
н секμ = 1,0 10м⋅
⋅
V 2
нP 2260м
=
-3 нσ = 72,53×10м
3ρ 1000мкг
=
Из рис.5 видно, что процесс развития кавитационной полости проходит через
несколько стадий, которые на основании подученных результатов и
соображений, изложенных в разделе I, можно представить следующим
образом.
На первой стадии происходит расширение кавитационной полости из
начального парогазового зародыша. Механизм этого расширения обусловлен
понижением давления в окружающей жидкости, за счет отрицательного
звукового давления ЗВP . Процесс определяется разностью значений
переменного звукового давления и постоянного статического давления ( ЗВP -
СТP ). Продолжительность этой стадии около 632 10 сек−⋅ . Максимальная
скорость стенки полости в процессе расширения составляет 23,5 м/сек, а
величина радиуса полости в конце процесса расширения достигает значения
около 6500 10−⋅ м.
В процессе увеличения объема полости с поверхности ее стенок испаряется
внутрь водяной пар, давление которого в течение всего процесса расширения
равно давлению насыщения.
Отрицательное звуковое давление приложено к полости только в течение
первого полупериода изменения звукового поля равного 625 10−⋅ сек. Однако,
некоторое расширение полости продолжается и в последующий промежуток
времени до 632 10−⋅ сек, когда нарастающее положительное звуковое давление
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
89
уже препятствует дальнейшему расширению. Это можно объяснить
инерционностью слоев жидкости, прилегающих к стенке полости. Температура
пара и газа в полости не меняется, вследствие изотермического характера
процесса расширения и равна начальной температуре.
Стадия захлопывания начинается после достижения полостью максимального
объема и продолжается от 632 10−⋅ сек до 640 10−⋅ сек. Механизм процесса
захлопывания обусловлен действием внешних сил, приложенных к полости,
т.е. суммой звукового и статического давления ( ЗВP + СТP ).
Скорость и ускорение движения стенки полости в стадии захлопывания
достигают значений намного превышающих соответствующих значений при
расширении. Так максимальная скорость движения стенки полости при ее
захлопывании составляет около 250 м/сек. В процессе захлопывания полости,
пар не успевает полностью конденсироваться на движущейся поверхности
полости и парогазовая смесь в полости, достигая значений температуры выше
критической, адиабатически сжимается до высоких давлений.
Оценить давление пара и газа в полости в конце процесса сжатия можно по
формуле (2.60), которая после подстановки исходных величин примет вид
2П3 4 н2 3 5(макс) = (250) ×1000×( ) = 2970×10 3000 атм2 3 м
P ≈
Вследствие адиабатического характера процесса сжатия температура
парогазовой смеси резко возрастает. Принимая начальное давление в полости
при максимальном радиусе максR равным давлению насыщенного пара при 20°
С ( 2
н2260м
) и используя полученное значение давления при минR можно,
применив формулу для изменения температуры в процессе адиабатического
сжатия, оценить температуру в полости при ее минимальном объеме.
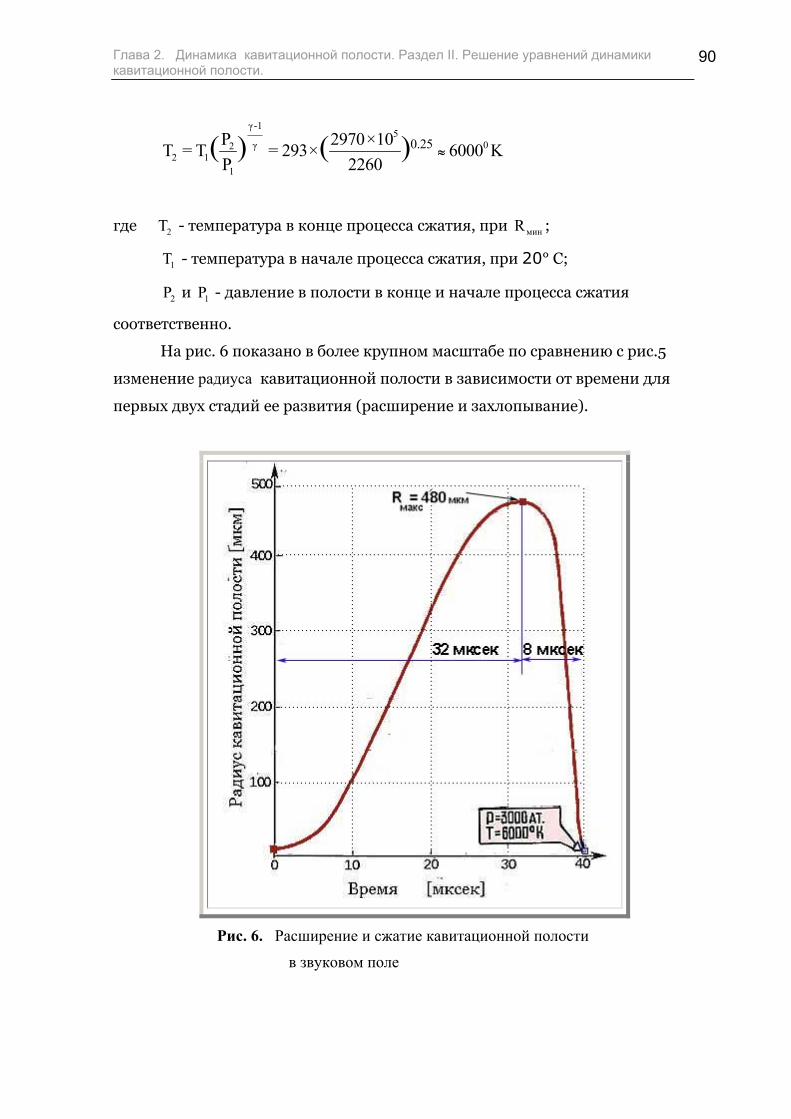
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
90
502
2 11
γ-1
γ 0.25P 2970×10T = T = 293× 6000 KP 2260
( ) ( ) ≈
где 2T - температура в конце процесса сжатия, при минR ;
1T - температура в начале процесса сжатия, при 20° С;
2P и 1P - давление в полости в конце и начале процесса сжатия
соответственно.
На рис. 6 показано в более крупном масштабе по сравнению с рис.5
изменение радиуса кавитационной полости в зависимости от времени для
первых двух стадий ее развития (расширение и захлопывание).
Рис. 6. Расширение и сжатие кавитационной полости
в звуковом поле
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
91
Возвращаясь к рис.5 видим, что после стадии захлопывания следует стадия
вторичного расширения от 40 до 46 мксек.
В отличие от стадии первичного расширения, когда увеличение размеров
полости происходит за счет действия внешних сил, приложенных к полости
(разность звукового и статического давлений) вторичное расширение
обусловлено действием давления образовавшимся внутри полости в процессе
захлопывания. Парогазовая смесь сжатая до давления порядка несколько тысяч
атмосфер стремительно расширяется, благодаря чему большие скорости
движения стенки полости ( 250 м/сек) достигаются уже на первых этапах
расширения. По существу эту стадию можно отождествить с мгновенным
точечным взрывом.
Максимальный радиус при вторичном расширении значительно меньше, чем в
первой стадии и равен около 200 мкм. Давление в полости быстро падает
пропорционально -4R и в какой-то момент становится меньше, чем внешнее
давление, приложенное к жидкости, что приводит к вторичному
захлопыванию полости (IV стадия) и т.д.
Зная величину максимальной скорости достигнутой в стадии вторичного
расширения, можно определить давление парогазовой смеси в полости ПP в
конце стадии сжатия (второй период), исходя из других соображений, чем это
было сделано выше.
Используя принятые нами при расчете уравнение состояния парогазовой
смеси в полости при ее вторичном расширении
4мин
П
P R= ( )P R
где Р - давление в полости при ее радиусе равном R,
и уравнение (2.44) для давления в движущемся.потоке жидкости при r=R
получим
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
92
2 4П мин3 P RRR+ R = ( )2 ρ R
& &
Откуда после интегрирования от минR до R будем иметь
42 П мин
3мин
P R 1 1R =2 ( - )ρ R R R
&
Дифференцируя это уравнение по R и, приравнивая полученное выражение к
нулю, получим, что скорость вторичного расширения имеет максимальное
значение, когда мин
RR = 4/3 и при этом максимальное значение скорости
вторичного расширения равно
Пмакс
PR = 0,47ρ
&
Откуда получим выражение для ПP
2ПP = 4,5ρR& (2.67)
Для нашего случая максимальная скорость достигнутая в стадии
вторичного расширения составляет 250 м/сек, откуда из уравнения
(2.67) имеем, что максимальное давление парогазовой смеси в полости при
минR равно
2 5П 2
нP =4,5×1000×625×10 =2820×10м
т.е. аналогичная величина, полученная выше иным путем.
На рис. 7 показано, полученное на аналоговом устройстве изменение величин
звукового давления звP , радиуса полости R, скорости изменения радиуса R& и
ускорения R&& .
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
93
Из хода кривых видно, что резкое возрастание значений скорости и ускорения
имеет место в конце стадии сжатия и в начале вторичного расширения полости.
Это указывает, что давление в жидкости пропорциональное величинам R& и R&&
( см. раздел I ) также будет резко увеличиваться в этот период.
С энергетической точки зрения все рассмотренные выше стадии развития
кавитационной полости можно представить следующим образом. .
На первой стадии энергия звукового поля переходит в потенциальную энергию
жидкости, в которой образуется полость с размером максR
На второй стадии потенциальная энергия жидкости и энергия внешних сил,
приложенных к полости, переходит в кинетическую энергию, движущихся с
большой скоростью к центру полости, близлежащих слоев жидкости. На
последних этапах захлопывания кинетическая энергия жидкости переходит в
потенциальную энергию парогазовой смеси, которая сжимается до давлений
несколько тысяч атмосфер.
На стадии вторичного расширения энергия сжатого пара и газа отдается
обратно в жидкость, и вероятно, в этот период развития кавитационной
полости и происходит разрушение твердых тел, наблюдаемое при
ультразвуковой кавитации.
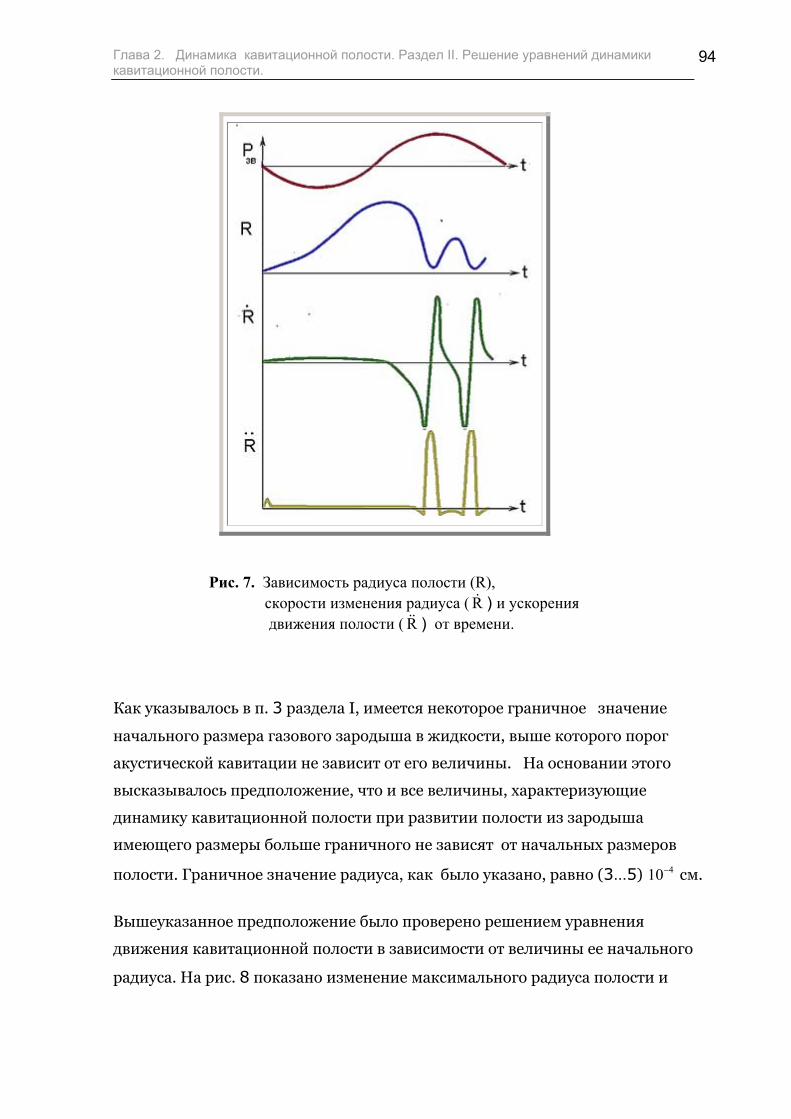
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
94
Рис. 7. Зависимость радиуса полости (R), скорости изменения радиуса ( R& ) и ускорения движения полости ( R&& ) от времени.
Как указывалось в п. 3 раздела I, имеется некоторое граничное значение
начального размера газового зародыша в жидкости, выше которого порог
акустической кавитации не зависит от его величины. На основании этого
высказывалось предположение, что и все величины, характеризующие
динамику кавитационной полости при развитии полости из зародыша
имеющего размеры больше граничного не зависят от начальных размеров
полости. Граничное значение радиуса, как было указано, равно (3…5) 410− см.
Вышеуказанное предположение было проверено решением уравнения
движения кавитационной полости в зависимости от величины ее начального
радиуса. На рис. 8 показано изменение максимального радиуса полости и
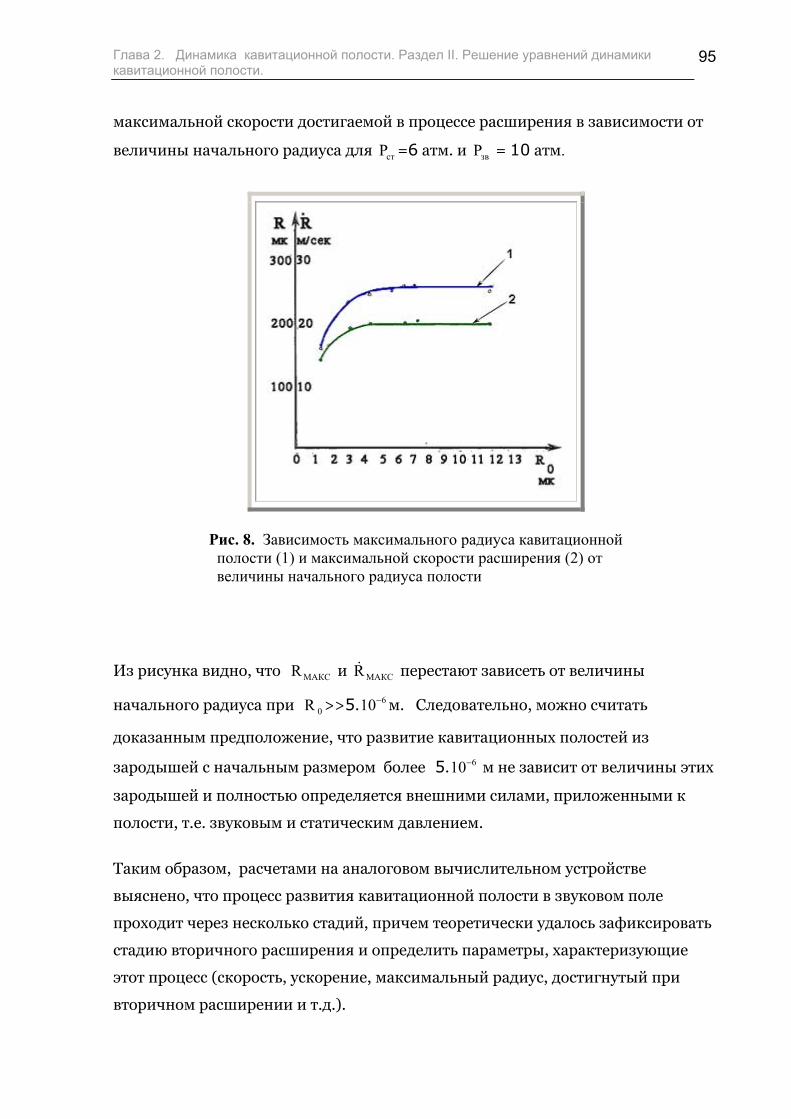
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
95
максимальной скорости достигаемой в процессе расширения в зависимости от
величины начального радиуса для стP =6 атм. и звP = 10 атм.
Рис. 8. Зависимость максимального радиуса кавитационной полости (1) и максимальной скорости расширения (2) от
величины начального радиуса полости
Из рисунка видно, что МАКСR и МАКСR& перестают зависеть от величины
начального радиуса при 0R >>5. 610− м. Следовательно, можно считать
доказанным предположение, что развитие кавитационных полостей из
зародышей с начальным размером более 5. 610− м не зависит от величины этих
зародышей и полностью определяется внешними силами, приложенными к
полости, т.е. звуковым и статическим давлением.
Таким образом, расчетами на аналоговом вычислительном устройстве
выяснено, что процесс развития кавитационной полости в звуковом поле
проходит через несколько стадий, причем теоретически удалось зафиксировать
стадию вторичного расширения и определить параметры, характеризующие
этот процесс (скорость, ускорение, максимальный радиус, достигнутый при
вторичном расширении и т.д.).
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
96
Для кавитационной полости, захлопывающейся при нормальном атмосферном
давлении, определено давление и температура парогазовой смеси при
минимальном радиусе в конце стадии захлопывания 3000 атм. и 6000 град.
Кельвина соответственно.
2.8. Результаты расчетов, полученных на электронной вычислительной машине. Влияние статического давления на динамику кавитационной полости
Решение нелинейных дифференциальных уравнений движения
кавитационной полости проводилось на ЭВМ Минск-22 путем численного
интегрирования методом Рунге-Кутта [145].
В процессе счета для каждого момента времени t определялись величины
радиуса полости R , скорости R& , ускорения R&& , силы вязкостного трения R4μR
& ,
поверхностного натяжения 2σR
, а также давление газа в полости
30
0
2( )( )СТ VRP P
R Rσ
− + и инерционные силы 2(RR +1,5R )ρ&& & .
В табл. 8 приведена часть табуляграммы одного из расчетных вариантов (для
звP = 10 атм., стP = 4 атм.), полученная на цифровой вычислительной машине.
Расчет производился с интервалом времени равным 3 мксек.
Из анализа табуляграммы видно, что в стадии расширения полости члены,
учитывающие вязкость жидкости, давление за счет сил поверхностного
натяжения и давление газа в полости в сумме дают величину значительно
меньшую, чем величина инерционного члена и следовательно оказывают
малое влияние на процесс расширения кавитационной полости. Основными
факторами, которыми определяется процесс расширения, являются
статическое и звуковое давление.
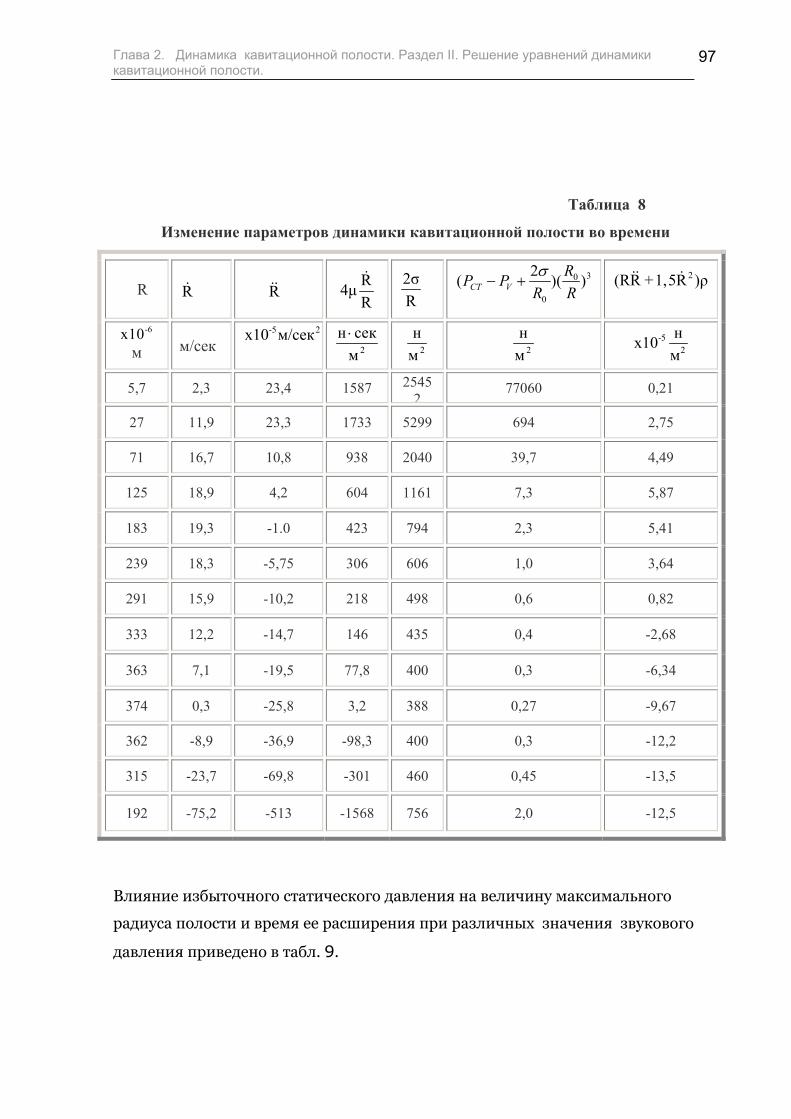
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
97
Таблица 8
Изменение параметров динамики кавитационной полости во времени
R R& R&& R4μR
&
2σR
30
0
2( )( )СТ VRP P
R Rσ
− + 2(RR +1,5R )ρ&& &
-6x10
м м/сек -5 2x10 м/сек
2
н секм⋅
2
нм
2
нм
-52
нx10м
5,7 2,3 23,4 1587 25452
77060 0,21
27 11,9 23,3 1733 5299 694 2,75
71 16,7 10,8 938 2040 39,7 4,49
125 18,9 4,2 604 1161 7,3 5,87
183 19,3 -1.0 423 794 2,3 5,41
239 18,3 -5,75 306 606 1,0 3,64
291 15,9 -10,2 218 498 0,6 0,82
333 12,2 -14,7 146 435 0,4 -2,68
363 7,1 -19,5 77,8 400 0,3 -6,34
374 0,3 -25,8 3,2 388 0,27 -9,67
362 -8,9 -36,9 -98,3 400 0,3 -12,2
315 -23,7 -69,8 -301 460 0,45 -13,5
192 -75,2 -513 -1568 756 2,0 -12,5
Влияние избыточного статического давления на величину максимального
радиуса полости и время ее расширения при различных значения звукового
давления приведено в табл. 9.
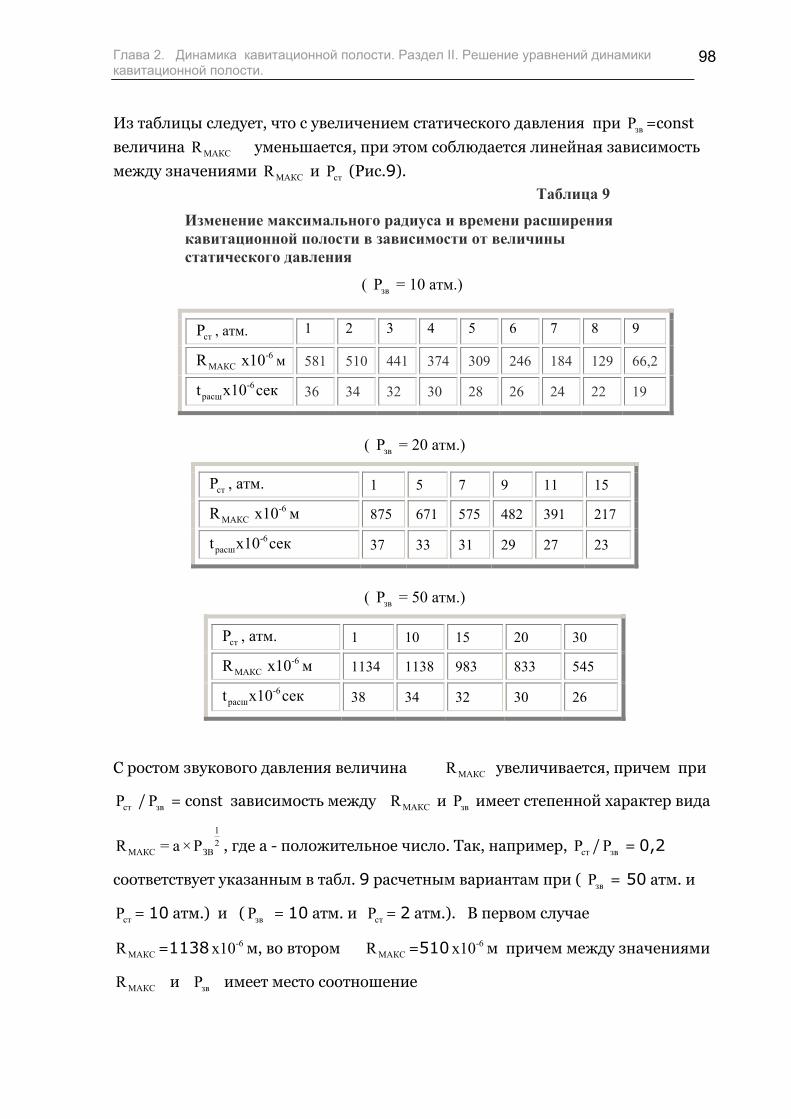
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
98
Из таблицы следует, что с увеличением статического давления при звP =const величина МАКСR уменьшается, при этом соблюдается линейная зависимость между значениями МАКСR и стP (Рис.9).
Таблица 9
Изменение максимального радиуса и времени расширения кавитационной полости в зависимости от величины статического давления
( звP = 10 атм.)
( звP = 20 атм.)
( звP = 50 атм.)
С ростом звукового давления величина МАКСR увеличивается, причем при
стP / звP = const зависимость между МАКСR и звP имеет степенной характер вида
12
МАКС ЗВR = а×Р , где а - положительное число. Так, например, стP / звP = 0,2
соответствует указанным в табл. 9 расчетным вариантам при ( звP = 50 атм. и
стP = 10 атм.) и ( звP = 10 атм. и стP = 2 атм.). В первом случае
МАКСR =1138 -6x10 м, во втором МАКСR =510 -6x10 м причем между значениями
МАКСR и звP имеет место соотношение
стP , атм. 1 2 3 4 5 6 7 8 9
МАКСR -6x10 м 581 510 441 374 309 246 184 129 66,2 -6
расшt x10 сек 36 34 32 30 28 26 24 22 19
стP , атм. 1 5 7 9 11 15
МАКСR -6x10 м 875 671 575 482 391 217 -6
расшt x10 сек 37 33 31 29 27 23
стP , атм. 1 10 15 20 30
МАКСR -6x10 м 1134 1138 983 833 545 -6
расшt x10 сек 38 34 32 30 26

Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
99
6
-61138 10 м 50 2,23510 10 м 10
−⋅= =
⋅
Рис. 9. Зависимость максимального радиуса кавитационной полости от статического давления 1 - ( звP = 10 ати.); 2 - ( звP = 20 ати.); 3 - ( звP = 50 ати.)
Указанная зависимость соблюдается и для других величин и звP , приведенных в
табл. 9. Таким образом, для построения графика функций МАКСR =f( звP )
достаточно знать значение функций в любой одной точке. С учетом этого
соображения на основании данных табл. 9 построена номограмма для
определения величины максимального радиуса при различных значениях
звукового и статического давлений. Общий вид номограммы приведен на рис.
10.
Из анализа табл. 9 следует, что время расширения кавитационной полости
определяется отношением стP / звP . На рис. 11 зависимость расшt =f ( стP / звP )
изображена графически.
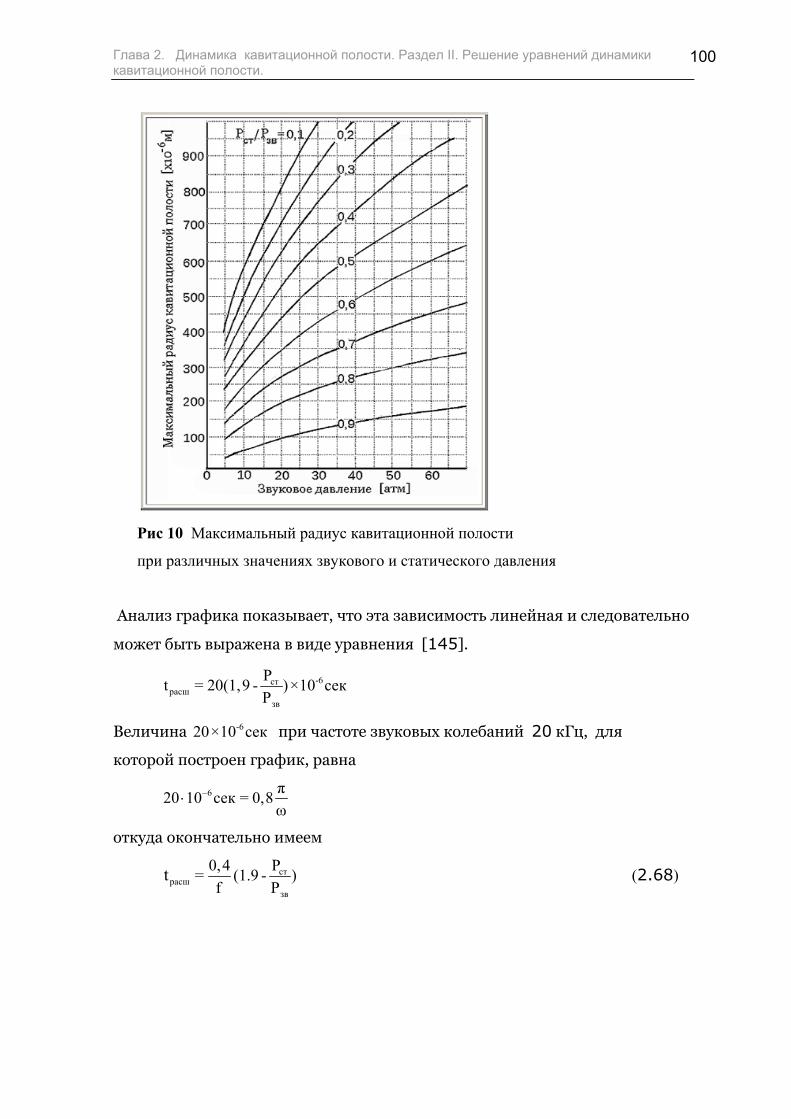
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
100
Рис 10 Максимальный радиус кавитационной полости
при различных значениях звукового и статического давления
Анализ графика показывает, что эта зависимость линейная и следовательно
может быть выражена в виде уравнения [145].
-6страсш
зв
Pt = 20(1,9 - )×10 секР
Величина -620×10 сек при частоте звуковых колебаний 20 кГц, для
которой построен график, равна
6 π20 10 cек = 0,8ω
−⋅
откуда окончательно имеем
страсш
зв
0,4 P= (1.9 - )f Р
t (2.68)
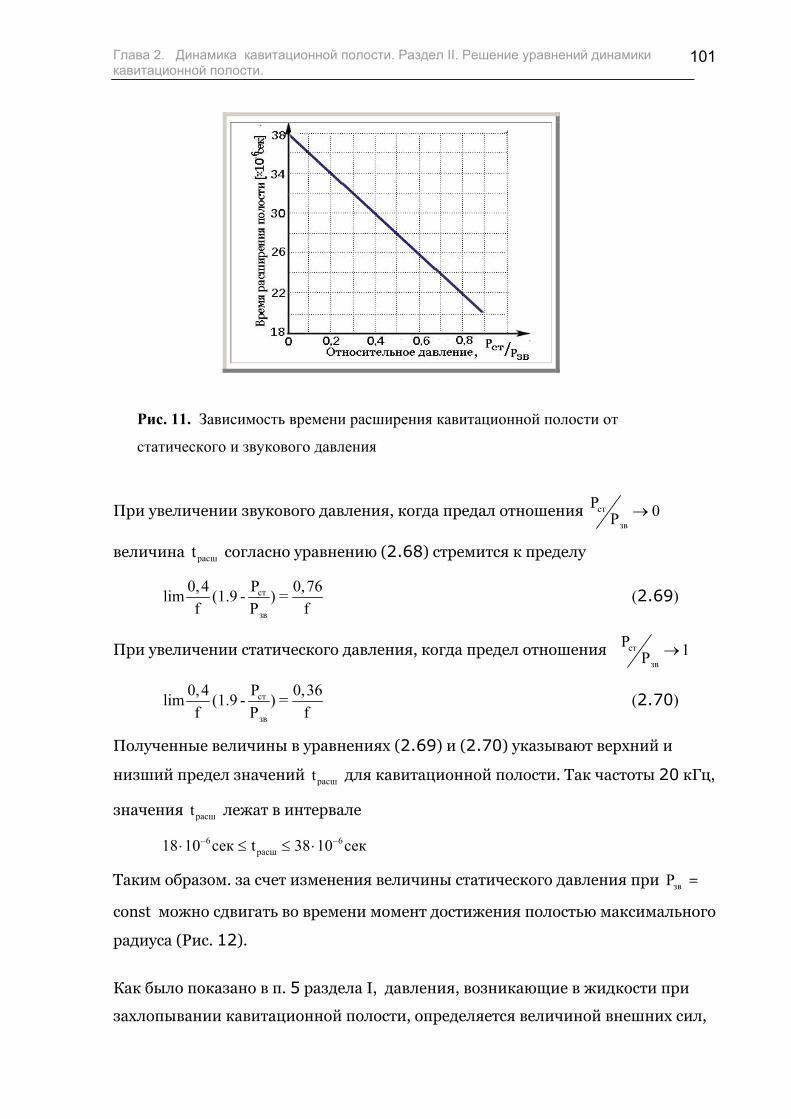
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
101
Рис. 11. Зависимость времени расширения кавитационной полости от
статического и звукового давления
При увеличении звукового давления, когда предал отношения ст
зв
P 0Р →
величина расшt согласно уравнению (2.68) стремится к пределу
ст
зв
0,4 P 0,76lim (1.9 - ) =f Р f
(2.69)
При увеличении статического давления, когда предел отношения ст
зв
P 1Р →
ст
зв
0,4 P 0,36lim (1.9 - ) =f Р f
(2.70)
Полученные величины в уравнениях (2.69) и (2.70) указывают верхний и
низший предел значений расшt для кавитационной полости. Так частоты 20 кГц,
значения расшt лежат в интервале
6 6расш18 10 cек t 38 10 cек− −⋅ ≤ ≤ ⋅
Таким образом. за счет изменения величины статического давления при звP =
const можно сдвигать во времени момент достижения полостью максимального
радиуса (Рис. 12).
Как было показано в п. 5 раздела I, давления, возникающие в жидкости при
захлопывании кавитационной полости, определяется величиной внешних сил,
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
102
приложенных к полости в стадии захлопывания, которые складываются из
статического давления и средней величины звукового давления. Средняя
величина звукового давления определяется выражением
зах
расш
t*зв зв
зах t
1P Р sinωt dtt
= ∫
Из этого уравнения видно, что величина *звP определяется не только
амплитудой звукового поля, но и моментом времени при котором начался
процесс захлопывания. Изменяя момент времени начала процесса
захлопывания за счет увеличения статического давления можно изменять
величину *звP .
Для оценки величины внешних сил, действующих на кавитационную полость в
стадии захлопывания в зависимости от величины избыточного статического
давления, можно воспользоваться полученными данными по времени
захлопывания полости, приведенные в табл. 10.
В работе [36] показано, что время захлопывания кавитационной парогазовой
полости связано с внешним давлениям приложенным к полости соотношением
близким к формуле Релея [5] для пустой полости.
зах макс0
ρt = 0,915RР (2.71)
где 0Р - внешнее давление приложенное к полости.
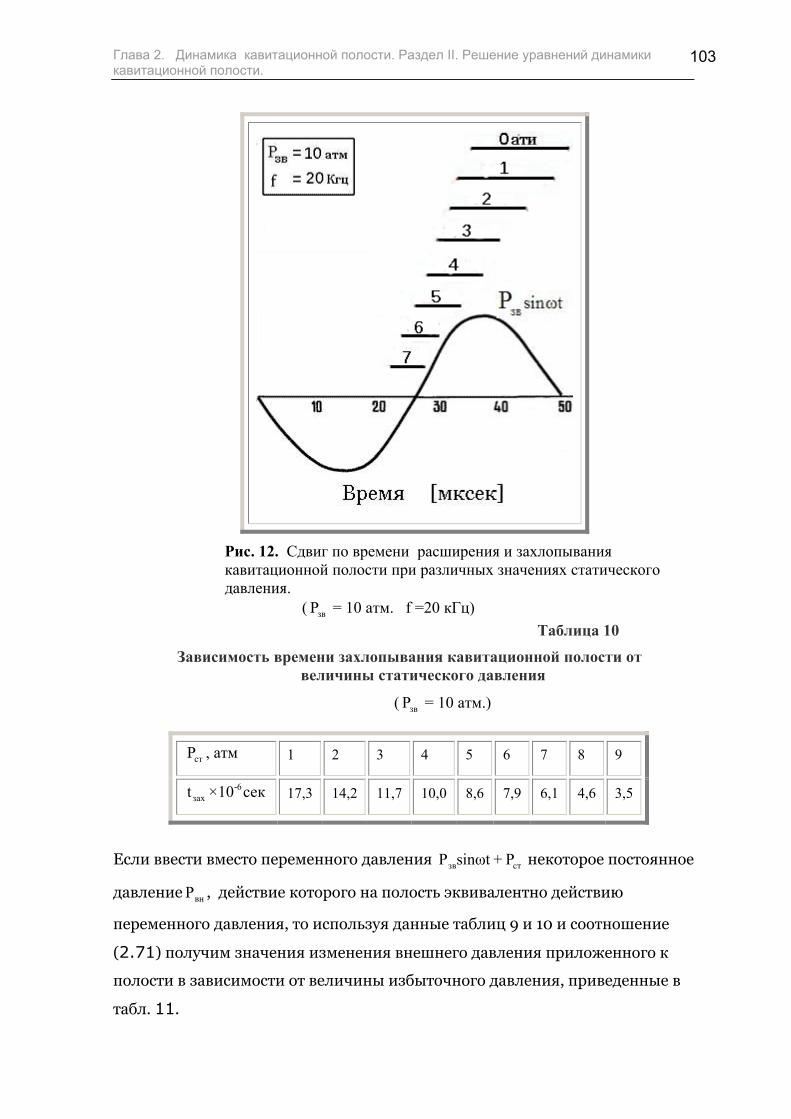
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
103
Рис. 12. Сдвиг по времени расширения и захлопывания кавитационной полости при различных значениях статического давления.
( звP = 10 атм. f =20 кГц) Таблица 10
Зависимость времени захлопывания кавитационной полости от величины статического давления
( звP = 10 атм.)
Если ввести вместо переменного давления зв стР sinωt + P некоторое постоянное
давление внР , действие которого на полость эквивалентно действию
переменного давления, то используя данные таблиц 9 и 10 и соотношение
(2.71) получим значения изменения внешнего давления приложенного к
полости в зависимости от величины избыточного давления, приведенные в
табл. 11.
стP , атм 1 2 3 4 5 6 7 8 9
-6захt ×10 сек 17,3 14,2 11,7 10,0 8,6 7,9 6,1 4,6 3,5
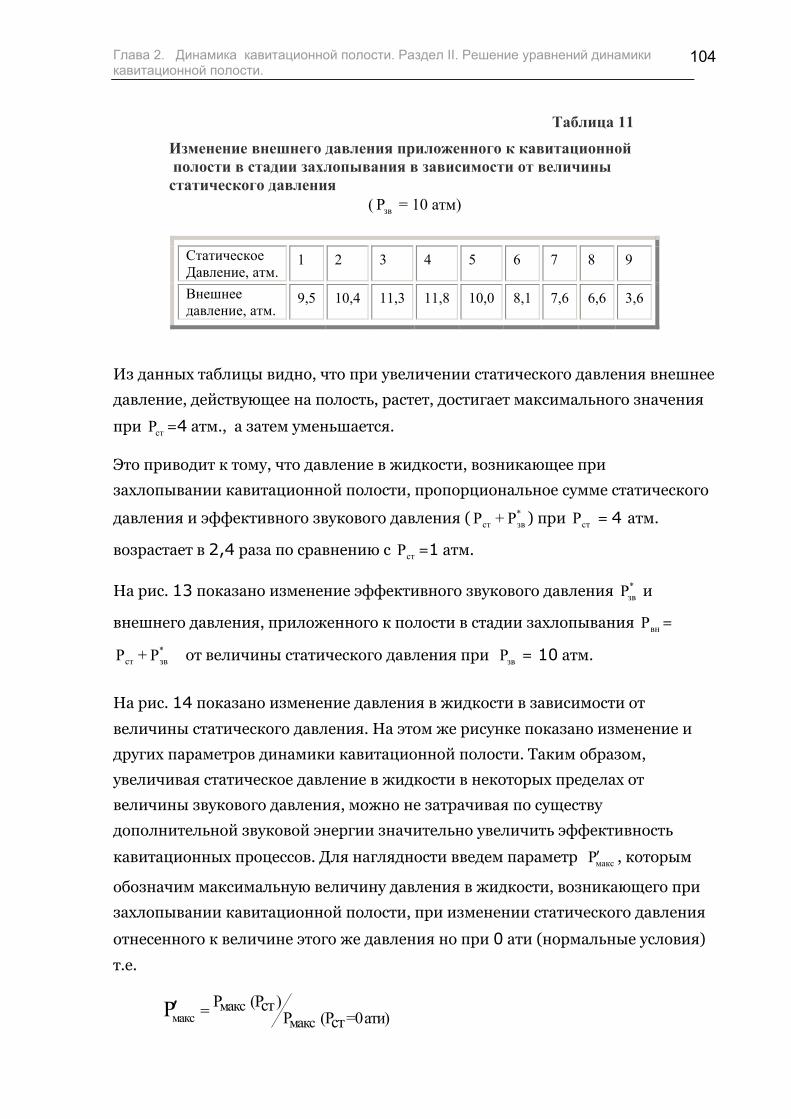
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
104
Таблица 11
Изменение внешнего давления приложенного к кавитационной полости в стадии захлопывания в зависимости от величины статического давления
( звP = 10 атм)
Статическое Давление, атм.
1 2 3 4 5 6 7 8 9
Внешнее давление, атм.
9,5 10,4 11,3 11,8 10,0 8,1 7,6 6,6 3,6
Из данных таблицы видно, что при увеличении статического давления внешнее
давление, действующее на полость, растет, достигает максимального значения
при стP =4 атм., а затем уменьшается.
Это приводит к тому, что давление в жидкости, возникающее при
захлопывании кавитационной полости, пропорциональное сумме статического
давления и эффективного звукового давления ( *ст звР + Р ) при стР = 4 атм.
возрастает в 2,4 раза по сравнению с стР =1 атм.
На рис. 13 показано изменение эффективного звукового давления *звP и
внешнего давления, приложенного к полости в стадии захлопывания внР =
*ст звР + Р от величины статического давления при звP = 10 атм.
На рис. 14 показано изменение давления в жидкости в зависимости от
величины статического давления. На этом же рисунке показано изменение и
других параметров динамики кавитационной полости. Таким образом,
увеличивая статическое давление в жидкости в некоторых пределах от
величины звукового давления, можно не затрачивая по существу
дополнительной звуковой энергии значительно увеличить эффективность
кавитационных процессов. Для наглядности введем параметр максP′ , которым
обозначим максимальную величину давления в жидкости, возникающего при
захлопывании кавитационной полости, при изменении статического давления
отнесенного к величине этого же давления но при 0 ати (нормальные условия)
т.е.
максмакс
максP (P )ст= P (P =0 ати) ст
P′
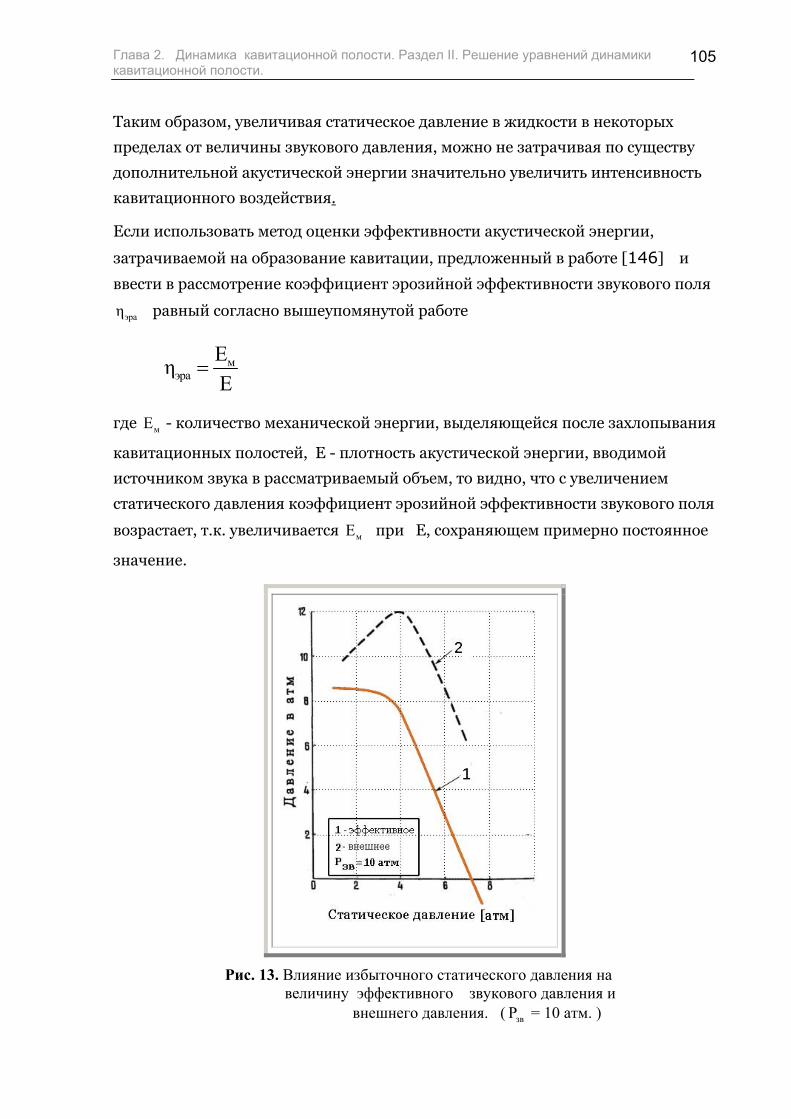
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
105
Таким образом, увеличивая статическое давление в жидкости в некоторых
пределах от величины звукового давления, можно не затрачивая по существу
дополнительной акустической энергии значительно увеличить интенсивность
кавитационного воздействия.
Если использовать метод оценки эффективности акустической энергии,
затрачиваемой на образование кавитации, предложенный в работе [146] и
ввести в рассмотрение коэффициент эрозийной эффективности звукового поля
эраη равный согласно вышеупомянутой работе
мэра
EηE
=
где мE - количество механической энергии, выделяющейся после захлопывания
кавитационных полостей, Е - плотность акустической энергии, вводимой
источником звука в рассматриваемый объем, то видно, что с увеличением
статического давления коэффициент эрозийной эффективности звукового поля
возрастает, т.к. увеличивается мE при Е, сохраняющем примерно постоянное
значение.
Рис. 13. Влияние избыточного статического давления на величину эффективного звукового давления и
внешнего давления. ( звP = 10 атм. )
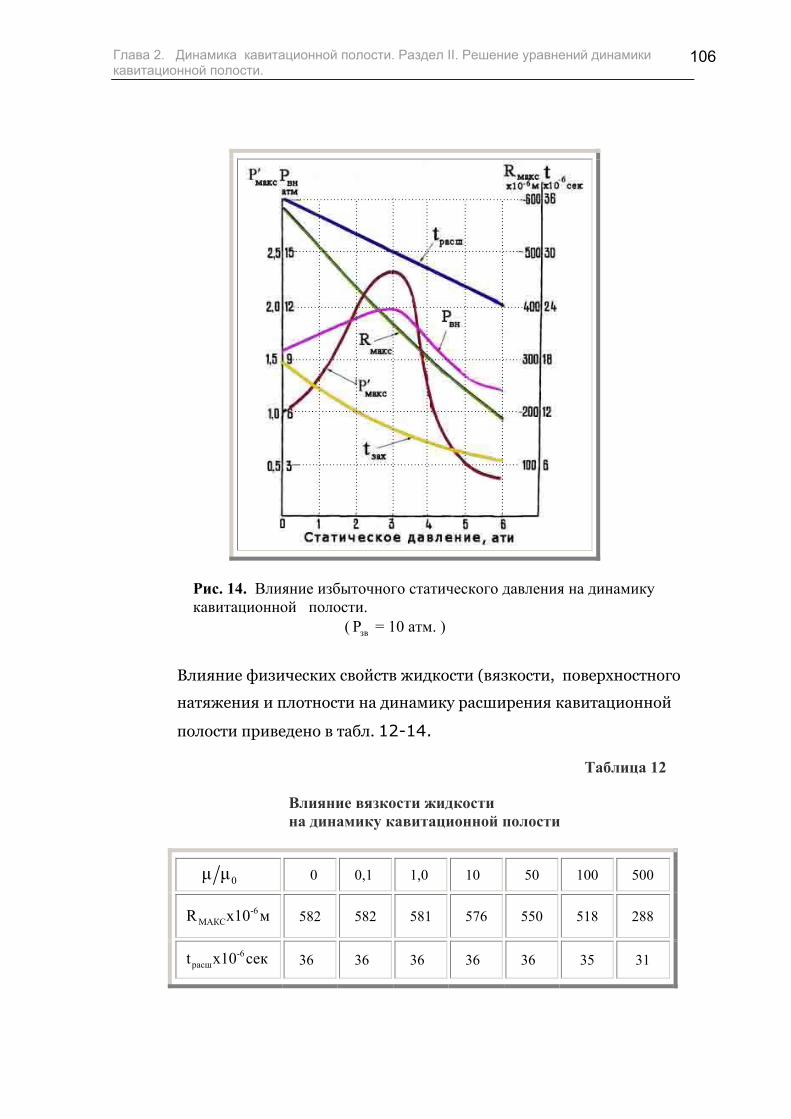
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
106
Рис. 14. Влияние избыточного статического давления на динамику кавитационной полости.
( звP = 10 атм. )
Влияние физических свойств жидкости (вязкости, поверхностного
натяжения и плотности на динамику расширения кавитационной
полости приведено в табл. 12-14.
Таблица 12
Влияние вязкости жидкости на динамику кавитационной полости
0μ μ 0 0,1 1,0 10 50 100 500
-6МАКСR х10 м 582 582 581 576 550 518 288
-6расшt х10 сек 36 36 36 36 36 35 31
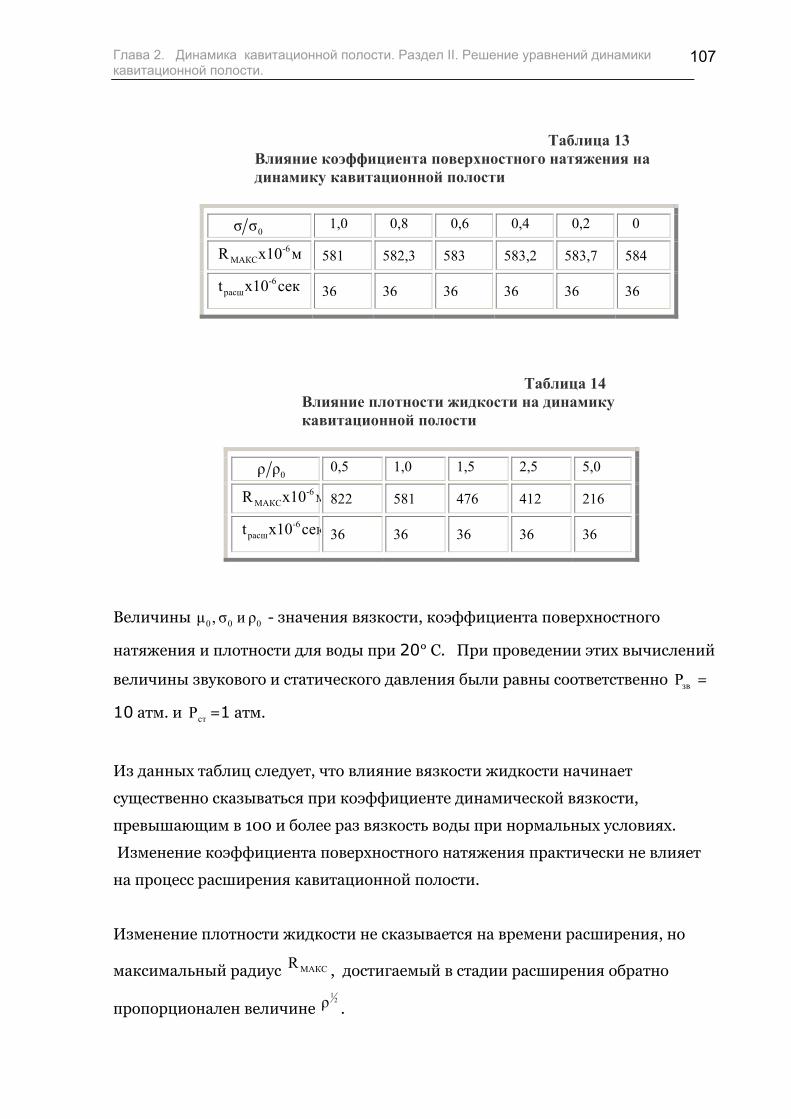
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
107
Таблица 13
Влияние коэффициента поверхностного натяжения на динамику кавитационной полости
0σ σ 1,0 0,8 0,6 0,4 0,2 0 -6
МАКСR х10 м 581 582,3 583 583,2 583,7 584 -6
расшt х10 сек 36 36 36 36 36 36
Таблица 14
Влияние плотности жидкости на динамику кавитационной полости
0ρ ρ 0,5 1,0 1,5 2,5 5,0 -6
МАКСR х10 м 822 581 476 412 216 -6
расшt х10 сек 36 36 36 36 36
Величины 0 0 0μ , σ и ρ - значения вязкости, коэффициента поверхностного
натяжения и плотности для воды при 20° С. При проведении этих вычислений
величины звукового и статического давления были равны соответственно звP =
10 атм. и стР =1 атм.
Из данных таблиц следует, что влияние вязкости жидкости начинает
существенно сказываться при коэффициенте динамической вязкости,
превышающим в 100 и более раз вязкость воды при нормальных условиях.
Изменение коэффициента поверхностного натяжения практически не влияет
на процесс расширения кавитационной полости.
Изменение плотности жидкости не сказывается на времени расширения, но
максимальный радиус МАКСR , достигаемый в стадии расширения обратно
пропорционален величине 1
2ρ .
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
108
Таким образом, на основании проведенного анализа установлено, что
увеличение статического давления существенным образом влияет на динамику
кавитационной полости. Уменьшается максимальный радиус, достигаемый в
стадии расширения, время расширения и время захлопывания.
Однако, отличительной чертой этого процесса является обнаруженный эффект
сдвига процесса захлопывания кавитационной полости во времени
относительно кривой изменения звукового давления. При этом средняя
величина звукового давления, действующего на кавитационную полость, в
стадии захлопывания уменьшается, а сумма внешних сил, приложенных к
полости при ее захлопывании (статическое и звуковое давление) проходит
через максимальное значение.
Благодаря этому наибольшее давление в жидкости, возникающее при
захлопывании кавитационной полости, достигается при определенном
соотношении между статическим звуковым давлением равным
СТ
ЗВ
P = 0,4Р
Указанное соотношение соблюдается при любом значении амплитуды
звукового давления и позволяет определить условия, при котором эффект
кавитационного воздействия будет наибольшим.
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
109
2.9. Определение максимального радиуса кавитационной полости в стадии расширения аналитическим методом Как показано в п.2.4.1. раздела I для определения параметров динамики
кавитационной полости ( МИН МАКС mR , R , P& и др) достаточно знать величину
внешних сил приложенных к полости и максимальный радиус достигнутый
полостью в стадии расширения.
В работе [126] Страсбергом предложена формула для определения
максимального радиуса расширения полости в виде
МАКС0,4 PR =f ρ
Δ
Где PΔ - разность между амплитудой звукового давления и статическим
давлением.
Однако, сравнение полученных по этой формуле значений с данными
вычислительных машин показывает, что точность этой формулы невелика и
погрешность тем выше, чем больше величина статического давления.
Более точное выражение для определения величины максимального радиуса
кавитационной полости можно получить, если использовать закон механики
Ft = mv (2.72)
Где Ft- импульс силы;
mv- количество движения.
В нашем случае мы имеем:
F– сила, действующая на кавитационную полость в стадии расширения;
t- время действия этой силы;
m- присоединенная масса жидкости;
v- скорость ее движения.
Если вместо переменного давления, приложенного к полости в стадии
расширения
с т зв( t)P = P - Р s inω t
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
110
ввести некоторое постоянное давление P эфф , действие которого на
кавитационную полость эквивалентно действию переменного давления
и с учетом этого выразить силу через давление, действующее на кавитационную
полость с радиусом R
2эф фF = 4 πR P
то уравнение (2.72) можно записать в виде
2эфф4πR P t = mv (2.73)
Согласно работе [5]
3224πρRmv = R
2 2&
Так как v = dR/dt, то получаем из этого выражения, что присоединенная
масса жидкости при расширении кавитационной полости в жидкой среде равна
массе жидкости в объеме равным по величине трем объемам этой полости
т.е.
3m = 4 π ρ R (2.74)
Подставляя выражение для m из уравнения (2.74) в уравнение (2.73)
получим
эффР dRt = Rρ dt
Интегрируя это выражение в пределах от 0R до максR , и принимая, что
0 максR << R , что всегда справедливо для кавитационной полости имеем
эффМАКС
PR =
ρτ (2.75)
Где τ - интервал времени, в течение которого кавитационная полость
расширяется под действием давления P эфф.
Выражение аналогичное уравнению (2.75) приведено и в работе [147].
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
111
Цель дальнейшего исследования привести уравнение (2.75) к виду удобному
для практического использования. Для этого определим математическое
выражение для интервала времени τ и величины P эфф .
Примем во внимание, что расширение кавитационной полости начинается с
момента времени, когда отрицательное переменное синусоидальное звуковое
давление сравняется с величиной статического давления. При этом процесс
расширения полости будет происходить до тех пор, пока при уменьшении
отрицательного звукового давления последнее вновь не сравняется со
статическим давлением (некоторое незначительное дальнейшее инерционное
расширение кавитационной полости после того как, сумма переменного и
отрицательного давления станет положительной в данном рассмотрении не
учитывается).
На рис.15 показано влияние статического давления и переменного звукового
давления на расширение кавитационной полости. Расширение кавитационной
полости происходит в интервал времени τ , когда сумма переменного
звукового давления и постоянного статического давления отрицательна
(заштрихованная область).
С учетом того, что в точках 1 и 2 (см. рис. 15) переменное звуковое давление
равно статическому определим величину τ , которая равна абсциссе между
точками I и 2.
ст ст
зв зв
P P2 arcsin 2 arccosP P
ω ω
πτ
−= = (2.76)
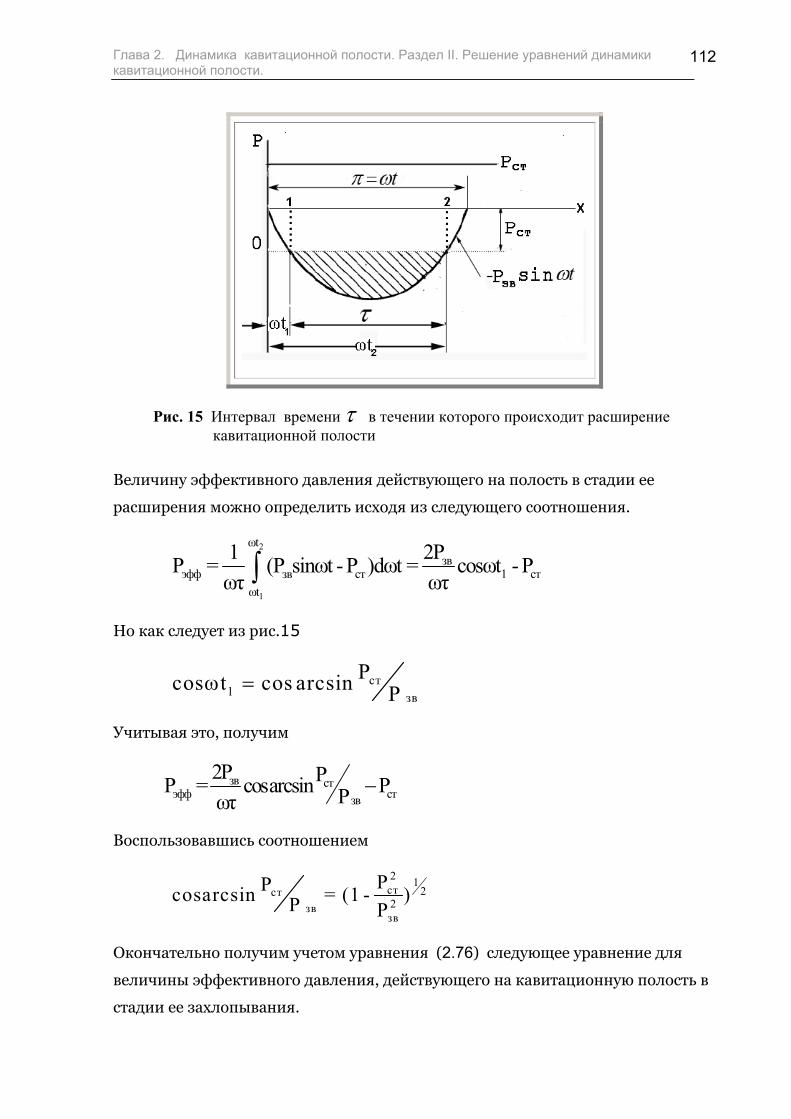
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
112
Рис. 15 Интервал времени τ в течении которого происходит расширение кавитационной полости
Величину эффективного давления действующего на полость в стадии ее
расширения можно определить исходя из следующего соотношения.
2
1
ωtзв
эфф зв ст 1 стωt
1 2PP = (P sinωt - P )dωt = cosωt - Pωτ ωτ∫
Но как следует из рис.15
ст1 зв
Pcosωt cos arcsin P=
Учитывая это, получим
зв стэфф стзв
2P PP = cosarcsin PPωτ−
Воспользовавшись соотношением
2 1ст 2ст2звзв
PPcosarcsin = (1 - )P P
Окончательно получим учетом уравнения (2.76) следующее уравнение для
величины эффективного давления, действующего на кавитационную полость в
стадии ее захлопывания.
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
113
1 22ст2зв СТ
эфф ЗВСТ ЗВ
ЗВ
P1-P PP Р -P Рarccos Р
⎡ ⎤⎛ ⎞⎢ ⎥⎜ ⎟⎢ ⎥⎝ ⎠= ⎢ ⎥⎢ ⎥⎢ ⎥⎣ ⎦
(2.77)
Подставляя соотношения (2.76) и (2.77) в уравнение (2.75) получим формулу
для определения максимального радиуса кавитационной полости в стадии ее
расширения под действием звукового поля с частотой f.
2 1ст 2СТ 2ЗВ ЗВ зв СТ
МАКССТ ЗВ
ЗВ
PP (1- )arccos Р Р P PR = -Pπf ρ Рarccos Р
⎡ ⎤⎢ ⎥⎢ ⎥⎢ ⎥⎢ ⎥⎣ ⎦
(2.78)
Введем величину 1F равную
2 1ст 22зв СТСТ
1ЗВ СТ ЗВ
ЗВ
P(1 - )P PPF arccos -Р P Рarccos Р
= (2.79)
Тогда уравнение (2.78) примет вид
ЗВМАКС 1
1 РR = Ffπ ρ
⋅ (2.80)
Как видно из (2.79) величина 1F является явной функцией величины ( СТ ЗВP Р ).
В табл. 15 приведены значения функции 1F при различных значениях
аргумента.
Таблица 15
Значения функции 1F при различных значениях аргумента
СТ ЗВP Р 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1F 1,116 0,982 0,852 0,723 0,598 0,475 0,353 0,232 0,116
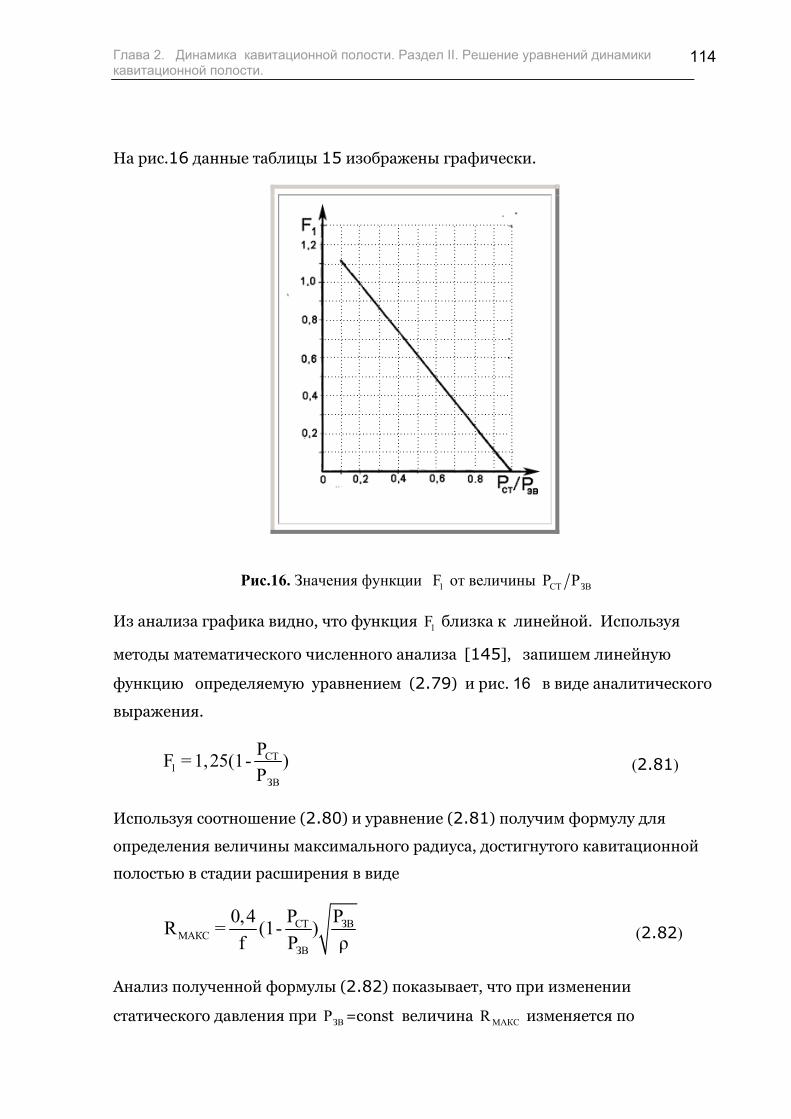
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
114
На рис.16 данные таблицы 15 изображены графически.
Рис.16. Значения функции 1F от величины СТ ЗВP Р
Из анализа графика видно, что функция 1F близка к линейной. Используя
методы математического численного анализа [145], запишем линейную
функцию определяемую уравнением (2.79) и рис. 16 в виде аналитического
выражения.
СТ1
ЗВ
PF = 1,25(1- )Р (2.81)
Используя соотношение (2.80) и уравнение (2.81) получим формулу для
определения величины максимального радиуса, достигнутого кавитационной
полостью в стадии расширения в виде
СТ ЗВМАКС
ЗВ
0,4 P PR = (1- )f P ρ (2.82)
Анализ полученной формулы (2.82) показывает, что при изменении
статического давления при ЗВР =const величина МАКСR изменяется по
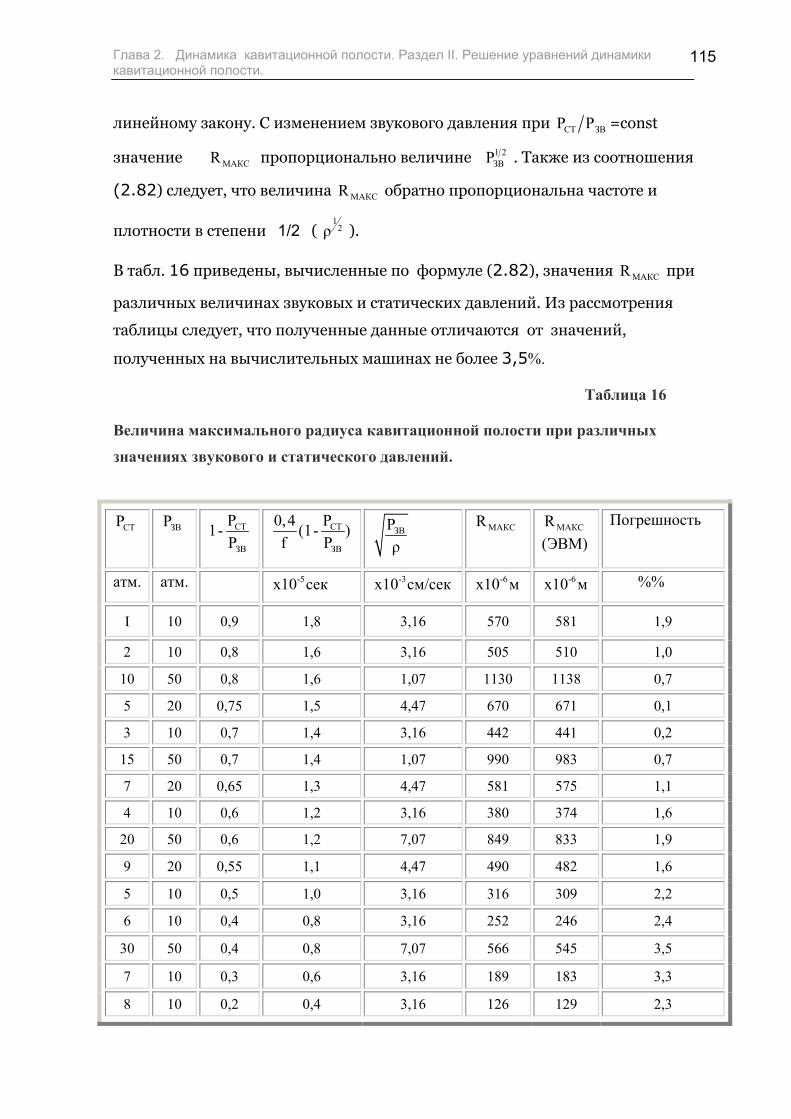
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
115
линейному закону. С изменением звукового давления при СТ ЗВP Р =const
значение МАКСR пропорционально величине 1 2ЗВP . Также из соотношения
(2.82) следует, что величина МАКСR обратно пропорциональна частоте и
плотности в степени 1/2 ( 1
2ρ ).
В табл. 16 приведены, вычисленные по формуле (2.82), значения МАКСR при
различных величинах звуковых и статических давлений. Из рассмотрения
таблицы следует, что полученные данные отличаются от значений,
полученных на вычислительных машинах не более 3,5%.
Таблица 16
Величина максимального радиуса кавитационной полости при различных
значениях звукового и статического давлений.
СТP ЗВP СТ
ЗВ
P1-P
СТ
ЗВ
0,4 P(1- )f P
ЗВPρ
МАКСR МАКСR (ЭВМ)
Погрешность
атм. атм. -5х10 сек -3х10 см/сек -6х10 м -6х10 м %%
I 10 0,9 1,8 3,16 570 581 1,9
2 10 0,8 1,6 3,16 505 510 1,0
10 50 0,8 1,6 1,07 1130 1138 0,7
5 20 0,75 1,5 4,47 670 671 0,1
3 10 0,7 1,4 3,16 442 441 0,2
15 50 0,7 1,4 1,07 990 983 0,7
7 20 0,65 1,3 4,47 581 575 1,1
4 10 0,6 1,2 3,16 380 374 1,6
20 50 0,6 1,2 7,07 849 833 1,9
9 20 0,55 1,1 4,47 490 482 1,6
5 10 0,5 1,0 3,16 316 309 2,2
6 10 0,4 0,8 3,16 252 246 2,4
30 50 0,4 0,8 7,07 566 545 3,5
7 10 0,3 0,6 3,16 189 183 3,3
8 10 0,2 0,4 3,16 126 129 2,3
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
116
Таким образом, результаты анализа соотношения (2.82) полностью согласуются
с данными, полученными на электронно-вычислительных машинах.
Выводы по разделу II
1. Получены решения дифференциальных уравнений движения
кавитационной полости на аналоговом вычислительном устройстве и
электронно-вычислительной машине.
2. На основании данных расчетов показано, что процесс развития
кавитационной полости в звуковом поле проходит через несколько стадий,
причем теоретически зафиксирована стадия вторичного расширения
кавитационной полости и определены параметры, характеризующие этот
процесс (скорость, ускорение, максимальный радиус и др.).
3. Для кавитационной полости захлопывающейся при нормальном
атмосферном давлении, определены давление и температура парогазовой
смеси при минимальном радиусе полости в конце стадии захлопывания.
Максимальная величина давления пара и газа в кавитационной полости
составила 3000 атм., а температура 6000° К.
4. Выяснена роль избыточного статического давления в процессах
ультразвуковой кавитации. Показано, что при увеличении избыточного
статического давления средняя величина звукового давления, действующего на
кавитационную полость в стадии захлопывания, уменьшается, а сумма внешних
сил, приложенных к полости (статическое и звуковое давление) проходит через
максимальное значение.
5. Определено оптимальное соотношение между величинами
статического и звукового давлений, при котором наблюдается наибольшая
эффективность кавитационного воздействия. Полученное значение
статического давления должно составлять величину 0,4 от амплитуды
звукового давления.
6. На основании расчетных данных вычислительных машин получена
формула для определения времени расширения кавитационной полости.
Глава 2. Динамика кавитационной полости. Раздел II. Решение уравнений динамики кавитационной полости.
117
Показано, что максимально возможное значение времени расширения
кавитационной полости не превышает величины равной 0,76 от частоты
звукового поля.
7. Аналитическим методом получена формула для определения
величины максимального радиуса, достигнутого кавитационной полостью в
стадии расширения. Показано, что по сравнению с данными вычислительных
машин погрешность полученной формулы не превышает 3,5%.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
118
3
Диспергирование Твердых Тел в Ультразвуковом Поле ____________________________________________________
Глава 3. Диспергирование твердых тел в ультразвуковом поле
119
3.1. Актуальность проблемы сверхтонкого диспергирования. Способ повышения эффективности ультразвукового диспергирования.
Проблема сверхтонкого диспергирования твердых материалов является
актуальной для ряда отраслей техники.
В процессах порошковой металлургии введение в порошок основного
спекаемого материала добавок высокодисперсных тугоплавких окислов
повышает механические свойства получаемого продукта. Так, введение в
спекаемый порошок хрома нескольких процентов высокодисперсного порошка
окиси магния (0,02-0,04) повышает жаростойкость изделий в 3-4 раза [148], а
сопротивление коррозии становится выше, чем у хромоникелевых сталей
[149].
В машиностроении важная роль отводится высокодисперсным твердым
смазкам, одной из составляющих которых является тонкодисперсный
дисульфид молибдена. Тонкодисперсный порошок двуокиси циркония
используется в производстве электрических контактов.
Диспергирование твердых материалов производится в настоящее время
различными методами, основанными на механических, термических и
электрохимических методах измельчения. Однако, все существующие методы
позволяют получать порошки с размерами частиц около микрона или десятых
долей микрона, что недостаточно, в частности, для указанных выше целей, где
наибольший эффект достигается при размерах частиц, измеряемых сотыми
долями микрона.
Весьма перспективным является ультразвуковой способ измельчения,
основанный на кавитационном разрушении твердых тел.
Опубликован ряд работ по исследованию воздействия ультразвука на
процессы диспергирования в жидкой среде [150-175]. При этом
высказываются самые различные мнения о влиянии на процесс
диспергирования отдельных технологических факторов.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
120
Гайнс [168] диспергировал углерод в воде, ацетоне и четыреххлористом
углероде и каолин в воде, используя звуковые колебания частотой 8,5 кГц. Как
отмечает автор, полученные золи были устойчивы.
Ржевкин и Островский [71], используя пьезокварцевый излучатель на частоте
500 кГц диспергировали в воде ртуть, серу, олово, висмут, свинец, медь,
серебро. При этом были получены в высокодисперсном состоянии олово,
свинец и висмут с размерами частиц до 610− см.
Клаус и Шмидт [169] провели количественные исследования диспегирования
свинца, железа и серебра. Как показали авторы, число и степень дисперсности
частиц металла тем больше, чем больше интенсивность ультразвука и
длительность его воздействий. Чем мельче исходный размер частиц,
подвергаемых ультразвуковому диспергированию, тем меньше размеры
получаемых частиц.
Островский [158], применяя магнитострикционный излучатель дис-
пергировал свинец в воде и 5% водном растворе сахара, а также в вазелиновом
масле. Наилучшие результаты были получены в воде, наихудшие - в
вазелиновом масле. Причем, в последнем случае - в 5 раз хуже, чем в воде.
Золнер [170] на основании собственных опытов подвергает сомнению
результаты Ржевкина и Островского. Золнер обнаружил, что чистые металлы в
виде монолита, вообще, не диспергируются. Отмеченные другими
исследователями факт диспергирования он связывает с разрушением слоя
окиси, которым покрыто большинство металлов в жидкости. Золнер считает,
что об истинном диспергировании твердого вещества можно говорить лишь в
том случае, если твердое тело диспергируется после шести или семи
повторных облучений в чистой, все время сменяемой воде. У автора
сравнительно легко диспергировались смола, гипс, железный блеск, сера и
графит. Для предотвращения коагуляции частиц, при озвучивании, автор
рекомендует добавлять немного слабого электролита, например, гидроокись
аммония.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
121
Соловьева [159] исследовала диспергируемость меди, алюминия, никеля,
олова, латуни, золота, кадмия, магния, цинка, висмута и свинца в воде, в
вазелиновом масле и в воде с добавкой олеоната натрия. Для целей
диспергирования использовался пьезокварцевый излучатель с частотой 400
кГц. Как указывает автор, металлы с меньшей твердостью, как кадмий,
магний, олово, висмут и свинец диспергируются лучше. Причем, под
твердостью тела, автор понимает работу, необходимую для образования
единицы новой поверхности данного тела в процессе его диспергирования.
В вазелиновом масле медь, алюминий, платина, золото, никель, олово и цинк
совсем не диспергировались, а висмут, свинец, кадмий диспергировались
плохо. При диспергировании свинца в вазелиновом масле введение добавок
поверхностно активных веществ повышает диспергируемость, а при
диспергировании в воде - понижает.
Матье-Зиго и Левавассер [171] диспергировали сульфат бария в воде. Было
найдено, что после определенного времени воздействия наблюдается
насыщение и дальнейшее диспергирование невозможно.
Эти же исследователи изучали диспергирование каолина [172] в воде,
используя частоты от 192 до 1600 кГц. Как показали авторы, лучшая
дисперсность для каолина получается на частоте 960 кГц.
Гартнер [173] исследовал процесс диспергирования карбоната магния, свинца,
бария и сульфата бария под действием ультразвука частотой от 70 до 1500
кГц. Оптимальные результаты были получены при частоте 500 кГц и
концентрациях около 0,002 3г/см .
Кроме того, было показано, что диспергирование сильно зависит от формы
кристаллов вещества. Чем более правильную форму имеет кристалл, тем более
он устойчив по отношению к воздействию ультразвуковых волн. Кристаллы с
дефектами поверхности легко разрушаются.
Фридман [166] проводил исследования по диспергированию сернокислого
бария, окиси алюминия на частотах 22, 500 и 1000 кГц. По мнению автора,
наиболее эффективной для диспергирования является частота 22 кГц.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
122
Косолапов [156] исследовал зависимость скорости диспергирования
двухсернистого молибдена от температуры, времени озвучивания и
статического давления. По данным автора, максимальная скорость
диспергирования достигается при температуре 50° С.
Капустин [167] проводил опыты по диспергированию лития, калия, натрия в
вакуумном масле и керосине на частотах 25 кГц и 70 кГц. Опыты показали,
что на на частоте 25 кГц эффективность диспергирования вещества выше .
чем при 70 кГц.
Гринберг и Наишуллер [161] диспергировали окись магния в
четыреххлористом углероде при частоте ультразвуковых колебаний 16 кГц.
Авторы указывают, что наилучшая дисперсность имеет место после 3,5-4
часов озвучивания.
Из вышеприведенного обзора видно, что существует самые различные
соображения о необходимых условиях диспергирования.
Опубликованные материалы в большинстве случаев не выходят за пределы
лабораторных исследований. Отсутствуют рекомендации по широкому
технологическому применению предложенных режимов и методов
ультразвукового диспергирования. Это связано с тем, что интенсивность
ультразвукового воздействия в указанных установках была невелика и не
могла обеспечить ультразвуковой обработки объема материала за короткое
время.
Механизм диспергирования материалов в ультразвуковом поле обусловлен
целым рядом явлений, главными из которых являются кавитация и
гидропотоки, возникающие в рабочем объеме жидкости. При захлопывании
кавитационных полостей в жидкости возникает волна сжатия максимальная
амплитуда которой, как показывают расчеты, изложенные в главе 2, может
достигать значений несколько тысяч атмосфер.
Так как после волны сжатия всегда следует волна разряжения, то на частицы,
находящиеся в жидкости, будут действовать растягивающие напряжения,
которые, по-видимому, и приводят к их разрушению. Но интенсивность
Глава 3. Диспергирование твердых тел в ультразвуковом поле
123
кавитационного воздействия ослабевает с увеличением расстояния от
излучателя вследствие рассеивания и поглощения ультразвуковой энергии.
Поэтому, большую роль в процессе диспергирования играют гидропотоки,
которые способствуют интенсивному перемешиванию частиц в объеме
жидкости. Скорости гидропотоков, как показали исследования, проведенные в
ультразвуковой лаборатории Московского института стали и сплавов, могут
достигать значений 100 см/сек. и определяются интенсивностью кавитации. С
возрастанием интенсивности кавитации скорость гидропотоков увеличивается,
что наблюдалось , также, в работе [176].
Агранат Б.Л., Башкиров В.И. и Китайгородский Ю.И. проведенными в
последнее время исследованиями показали, что можно значительно увеличить
эффективность ультразвукового воздействия на процессы, протекающие в
жидкостях, если увеличивать статическое давление в рабочем объеме
жидкости при одновременном увеличении амплитуды звукового давления
[92-95].
Это дает основание полагать, что при использовании избыточного
статического давления будет также возрастать эффективность процесса
ультразвукового диспергирования.
Для проведения экспериментальных исследований по диспергированию
материалов под избыточным статическим давлением была разработана
специальная аппаратура, описание которой приводится в п.3.2.
3.2. Аппаратура для ультразвукового диспергирования при
повышенном статическом давлении. Существует много конструкций ультразвуковых диспергаторов, используемых
для измельчения порошкообразных материалов [177]. В большинстве случаев
основу их конструкции составляют магнитострикционные преобразователи,
обеспечивающие в возбуждение ультразвуковых колебании в жидкой среде,
заполняющей рабочий объем диспергатора. Однако, в этих устройствах не
Глава 3. Диспергирование твердых тел в ультразвуковом поле
124
применяется: избыточное статическое давление и интенсивность кавитации в
рабочем объеме незначительна.
3.2.1. Поршневой диспергатор Установка для диспергирования порошкообразных материалов при
повышенном статическом давлении показана на рис. 17. Она состоит из
диспергирующего устройства, системы, обеспечивающей избыточное
статическое давление в рабочем объеме устройства и аппаратуры,
контролирующей параметры технологического режима.
К фланцу (поз.3) поворотного устройства, установленного на стойке (поз.1)
крепится стержневой магнитострикционный преобразователь (поз.2), типа
ПМС-15А, к трансформатору упругих колебаний которого присоединена
рабочая камера (поз.8). Создание в камере избыточного давления
осуществляется сжатым газом, подаваемым из газового баллона (поз.4) через
понижающий редуктор (поз.5). Величина избыточного давления
устанавливается по контрольному манометру (поз.6), а температура в рабочей
объеме камеры контролируется электронными потенциометром ЭПВ-2
(поз.7), в качестве датчика которого использовалась хромель-копелевая
термопара X К.
Конструкция рабочей камеры представлена на рис.18. Рабочий объем
образован торцом волновода (поз.9), внутренней стенкой водоохлаждаемого
корпуса (поз.1) и крышкой (поз.10). Водоохлаждаемый корпус с помощью
фланца (поз.8) через прокладки (поз.7) крепится к кольцевому выступу,
расположенному в узле смещений волновода. Герметизация рабочего объема
достигается при помощи прокладок (поз.3) и (поз.6). Подача сжатого газа
осуществляется через штуцер (поз.4), а штуцера (поз.5) предназначены для
входа и выхода воды, охлаждающей корпус (поз.1) камеры. Источником
ультразвуковых колебаний является магнитострикционный преобразователь
(поз.2).
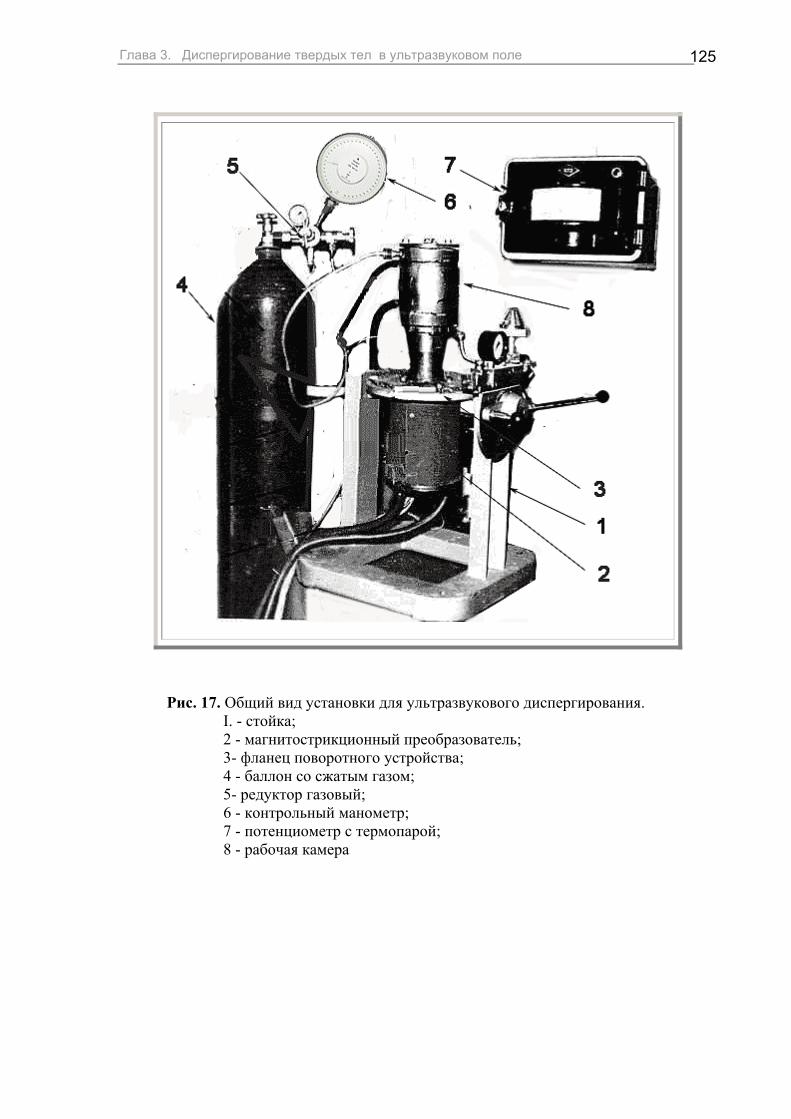
Глава 3. Диспергирование твердых тел в ультразвуковом поле
125
Рис. 17. Общий вид установки для ультразвукового диспергирования. I. - стойка; 2 - магнитострикционный преобразователь; 3- фланец поворотного устройства; 4 - баллон со сжатым газом; 5- редуктор газовый; 6 - контрольный манометр; 7 - потенциометр с термопарой; 8 - рабочая камера
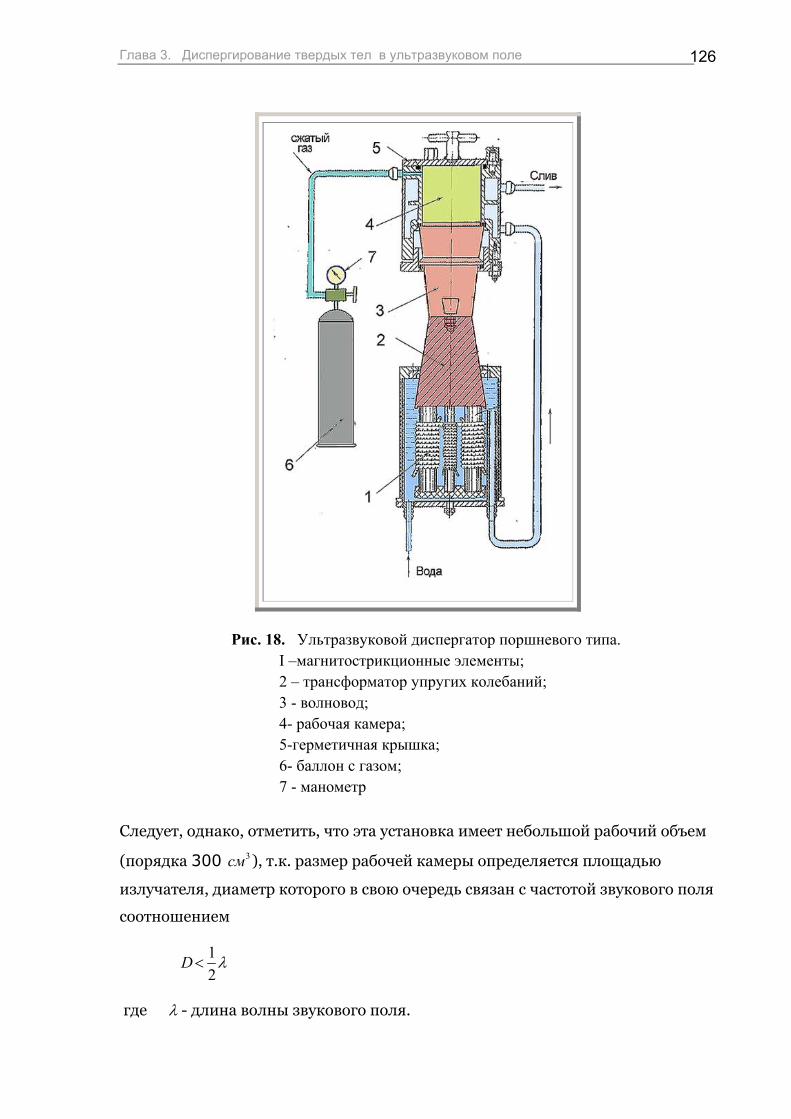
Глава 3. Диспергирование твердых тел в ультразвуковом поле
126
Рис. 18. Ультразвуковой диспергатор поршневого типа.
I –магнитострикционные элементы; 2 – трансформатор упругих колебаний; 3 - волновод; 4- рабочая камера; 5-герметичная крышка;
6- баллон с газом; 7 - манометр
Следует, однако, отметить, что эта установка имеет небольшой рабочий объем
(порядка 300 3см ), т.к. размер рабочей камеры определяется площадью
излучателя, диаметр которого в свою очередь связан с частотой звукового поля
соотношением
12
D λ<
где λ - длина волны звукового поля.
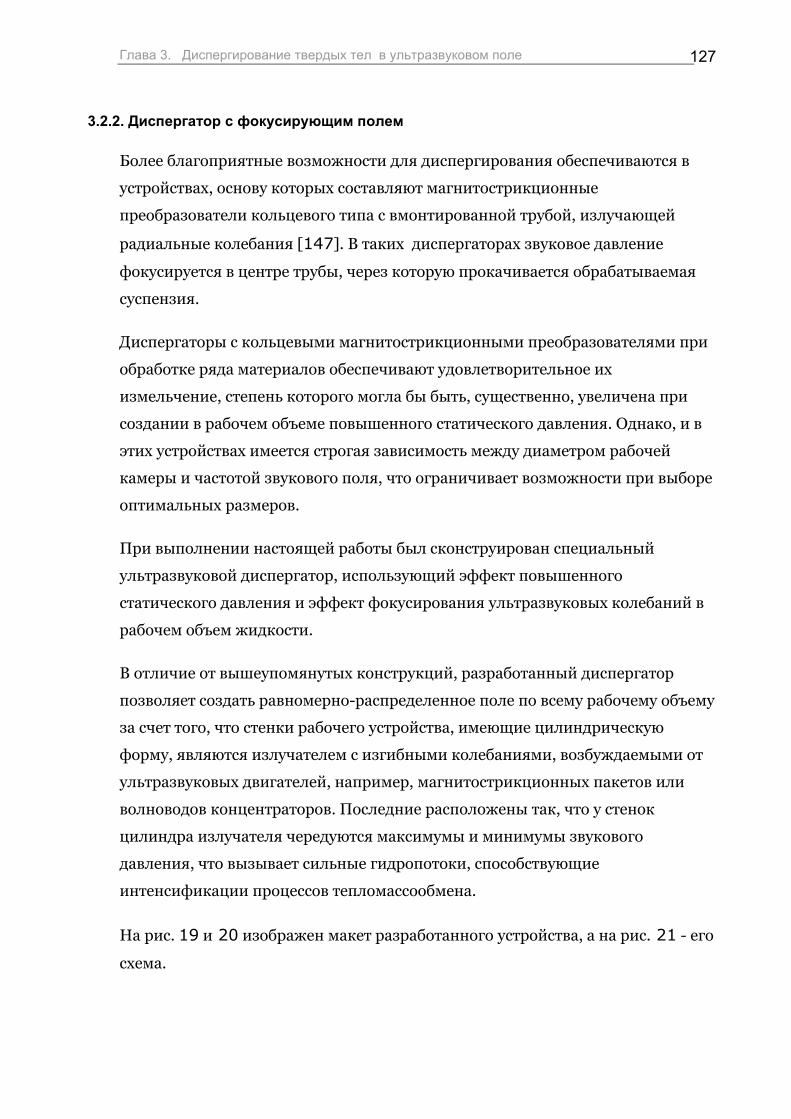
Глава 3. Диспергирование твердых тел в ультразвуковом поле
127
3.2.2. Диспергатор с фокусирующим полем
Более благоприятные возможности для диспергирования обеспечиваются в
устройствах, основу которых составляют магнитострикционные
преобразователи кольцевого типа с вмонтированной трубой, излучающей
радиальные колебания [147]. В таких диспергаторах звуковое давление
фокусируется в центре трубы, через которую прокачивается обрабатываемая
суспензия.
Диспергаторы с кольцевыми магнитострикционными преобразователями при
обработке ряда материалов обеспечивают удовлетворительное их
измельчение, степень которого могла бы быть, существенно, увеличена при
создании в рабочем объеме повышенного статического давления. Однако, и в
этих устройствах имеется строгая зависимость между диаметром рабочей
камеры и частотой звукового поля, что ограничивает возможности при выборе
оптимальных размеров.
При выполнении настоящей работы был сконструирован специальный
ультразвуковой диспергатор, использующий эффект повышенного
статического давления и эффект фокусирования ультразвуковых колебаний в
рабочем объем жидкости.
В отличие от вышеупомянутых конструкций, разработанный диспергатор
позволяет создать равномерно-распределенное поле по всему рабочему объему
за счет того, что стенки рабочего устройства, имеющие цилиндрическую
форму, являются излучателем с изгибными колебаниями, возбуждаемыми от
ультразвуковых двигателей, например, магнитострикционных пакетов или
волноводов концентраторов. Последние расположены так, что у стенок
цилиндра излучателя чередуются максимумы и минимумы звукового
давления, что вызывает сильные гидропотоки, способствующие
интенсификации процессов тепломассообмена.
На рис. 19 и 20 изображен макет разработанного устройства, а на рис. 21 - его
схема.
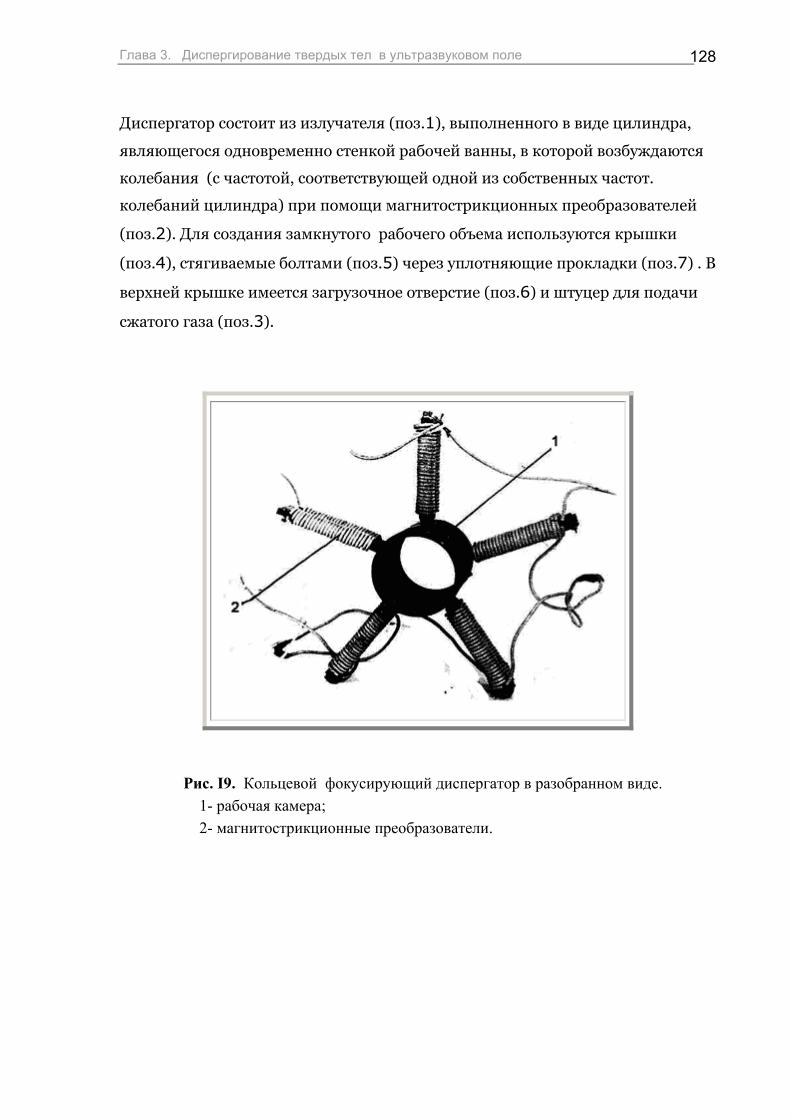
Глава 3. Диспергирование твердых тел в ультразвуковом поле
128
Диспергатор состоит из излучателя (поз.1), выполненного в виде цилиндра,
являющегося одновременно стенкой рабочей ванны, в которой возбуждаются
колебания (с частотой, соответствующей одной из собственных частот.
колебаний цилиндра) при помощи магнитострикционных преобразователей
(поз.2). Для создания замкнутого рабочего объема используются крышки
(поз.4), стягиваемые болтами (поз.5) через уплотняющие прокладки (поз.7) . В
верхней крышке имеется загрузочное отверстие (поз.6) и штуцер для подачи
сжатого газа (поз.3).
Рис. I9. Кольцевой фокусирующий диспергатор в разобранном виде. 1- рабочая камера; 2- магнитострикционные преобразователи.
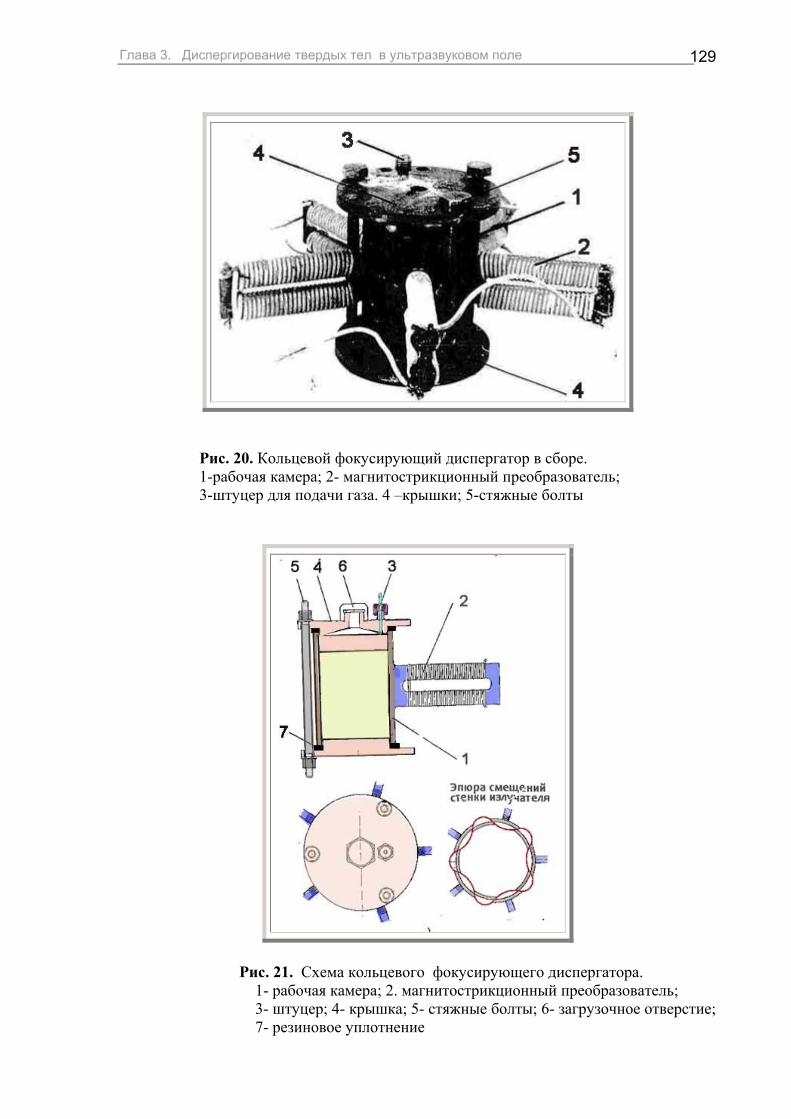
Глава 3. Диспергирование твердых тел в ультразвуковом поле
129
Рис. 20. Кольцевой фокусирующий диспергатор в сборе. 1-рабочая камера; 2- магнитострикционный преобразователь; 3-штуцер для подачи газа. 4 –крышки; 5-стяжные болты
Рис. 21. Схема кольцевого фокусирующего диспергатора. 1- рабочая камера; 2. магнитострикционный преобразователь; 3- штуцер; 4- крышка; 5- стяжные болты; 6- загрузочное отверстие; 7- резиновое уплотнение
Глава 3. Диспергирование твердых тел в ультразвуковом поле
130
Отличительной особенностью данного устройства от существующих кольцевых
радиальных излучателей является независимость поперечных размеров
устройства от рабочей частоты источника ультразвука, что позволяет
выполнить его на любой заданный объем.
3.3. Выбор материалов. Методика работы. Методы определения дисперсности конечного продукта.
Для диспергирования в ультразвуковом поле были выбраны материалы,
широко применяемые в настоящее время в порошковой металлургии: окись
алюминия, окись магния, окись свинца, двуокись циркония, хром и
нержавеющая сталь.
Выбор материалов, в основном, обуславливался задачами по практическому
использованию полученных порошков и их промышленному испытанию. При
этом учитывалось, что по большинству вышеупомянутых материалов в
литературе отсутствуют данные по диспергированию в ультразвуковом поле.
Для измельчения материалов в ультразвуковом поле были разработаны две
установки, описание которых приведено в разделе 3.2. Установка поршневого
типа (рис.18) использовалась для лабораторных исследований на первых
этапах работы, установка с фокусирующем полем (рис.21) применялась для
изготовления промышленных партий порошков.
В процессе проведения каждого опыта поддерживался одинаковый режим
работы генераторов и преобразователя. Постоянство амплитуды колебаний
обеспечивалось применением схемы с обратной акустической связью. Кроме
того, перед каждым опытом, проводилось измерение амплитуды излучателя
при помощи бесконтактного виброметра УБВ-2.
Диспергирование всех материалов проводилось в воде, температура которой в
течение опыта поддерживалась постоянной. Регулирование температуры
осуществлялось за счет изменения интенсивности циркуляции воды в водяной
рубашке диспергатора. Контроль температуры производится электронным
потенциометром ЭПВ-2.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
131
При снятии каждой зависимости проводилось 3-5 опытов. Данные
представленные в таблицах являются среднеарифметическими величинами из
всех опытов.
Для определения степени дисперсности испытываемых порошковых
материалов применялись различные методы: рассев порошка на ситах,
микроскопический анализ, а также контроль степени дисперсности порошка
по его удельной поверхности.
При ситовом методе измерение степени дисперсности материалов с размерами
несколько десятков и сотен микрон определялось на приборе ситового анализа
0-26. Навеска 100 г. порошка просеивалась через 7 сит, имеющих размеры
450, 315, 250, 150, 100, 63 и 56 мкм. После рассева получаемые
отдельные фракции взвешивались и процентное содержание каждой фракции
определялось по формуле:
1
1 2 3 7
100...
aAa a a a
⋅=
+ + + +
где 1 2 3, , ...a a a вес отдельных фракций.
График кривой распределения строился по уравнению, связывающему
относительное количество частиц данной фракции F и среднюю величину
частиц.
Величина F вычислялась по формуле:
1 2
AFd d
=−
где А - весовое содержание фракции в процентах.
1d - наибольший размер частиц в данной фракции (размер отверстии
минусового сита) в мкм.
2d - наименьший размер частиц в данной фракции (размер отверстии
плюсового сита) в мкм.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
132
При анализе гранулометрического состава порошков микроскопическим
методом использовался оптический и электронный микроскопы.
Дисперсность партий порошков, имеющих размеры более одного микрона,
определялась на оптическом микроскопе МБИ-6 при увеличении x319 в
проходящем свете. Для микроскопического анализа порошок растирался в
ступке пестиком от руки, затем добавлялся глицерин, и смесь растиралась
вновь. Полученная масса наносилась на стекло, покрывалась другим стеклом и
снова растиралась, пока под микроскопом не становились видны отдельные
частицы.
Далее просчитывалось общее количество частиц, видное в поле микроскопа, а
затем количество частиц, укладывающихся в деления окуляр-микрометра.
Данные анализа оформлялись таблицами, где записывалось процентное
содержание частиц каждой фракции.
Электронный микроскоп ЭМ-3 применялся для контроля частиц порошков,
имеющих размеры менее одного микрона. Навеска порошка смешивалась с 1%
раствора коллодия в амилацетате. После получения равномерной суспензии,
капля последней наносилась на поверхность воды, насыщенной амилацетатом.
Съемка производилась на микроскопе ЭМ-З с увеличением х4.000 с
последующим увеличением при печати до х10000. Особо мелкие частицы
некоторых партий окиси магния были исследованы на микроскопе УЭМВ-100
при увеличении x30.000.
При определении размеров частиц последние были разобраны на классы со
средним размером 0,02, 0,03, 0,05, 0,08, 0,13, 0,20, 0,30 и 0,50 мкм. На
полученных фотографиях частиц определялся размер всех видимых частиц и
суммировалось их количество по размерам. Далее вычислялся объем всех
зерен фракции по формуле
3 1100п срV nd=
Глава 3. Диспергирование твердых тел в ультразвуковом поле
133
где n - процентное содержание зерен фракции; срd - средний размер частиц
в данной фракции.
Процентное содержание каждой фракции по объему вычислялось по формуле:
nв е с
с ум
VnV
=
где сумV - суммарный объем всех фракций.
Для определения размеров частиц по их удельной поверхности применялись
два прибора: прибор ПСХ-2 и прибор Дерягина.
Прибор ПСХ-2 применялся для контроля размеров порошков, имеющих
размеры более одного микрона. Определение размеров частиц порошка на
этом приборе производилось следующим образом. Испытуемый порошок
высушивался в термостате и после охлаждения взвешивался на аналитических
весах. Навеска бралась равной 3,33в, где в - удельный вес порошка.
Навеска насыпалась в кювету, уплотнялась при помощи плунжера, после чего
измерялась высота слоя порошка . Далее, под слоем порошка, создавалось
разряжение и после отключения источника разряжения измерялась скорость
выравнивания давлений под образцом и над ним. Скорость оценивалась по
времени прохождения мениска жидкости в манометре между двумя рисками.
Удельная поверхность порошка определялась по формуле
12MtS k
E=
где k - постоянная прибора.
М - постоянная, определяемая по таблицам, прилагаемым к прибору и
являющейся функцией высоты слоя и температуры воздуха, при котором
проводилось измерение.
t - время прохождения мениска в жидкости в манометре между рисками в сек;.
Е - навеска порошка в граммах.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
134
Погрешность в определении величины S на приборе ПСХ-2 составляет не
более 3,5%.
Прибор Дерягина [178] применялся для определения гранулометрического
состава порошка размером менее одного микрона.
Для проведения измерения порошок высушивался, взвешивался и засыпался в
металлическую кювету, где утрамбовывался до определенного объема при
помощи ручного пресса, затем измерялась пористость образца δ . Для этого
вычислялся объем образца из порошка и объем твердой части образца.
0E Vρ
= 1 0
1
V VV
δ −=
где E - вес порошка;
ρ - плотность порошка;
0V - объем твердой части образца;
1V - объем образца.
После утрамбовки порошка кювету помещали в прибор и при помощи
вакуумного насоса через образец прокачивался воздух с определенной
скоростью, измеряемой реометром. Перепад давления на образце (разность
давлений над образцом и под ним) измерялась дифференциальным
манометром. Расчет удельной поверхности порошка производился по формуле
2
1м
p
E hVh Eδ
ρ=
где S - удельная поверхность порошка;
k - постоянная прибора;
мh - показания дифференциального манометра;
ph - показания реометра.
Погрешность измерения величины на приборе Дерягина составляет не более
5%.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
135
Средний размер частиц оценивался по формуле:
60000ДbS
=
Д- средний размер частиц в мкм.
S- удельная поверхность частиц в 2 /см г .
b- удельный вес в 3/г см .
3.4. Результаты экспериментов по диспергированию твердых тел в ультразвуковом поле.
Как указывалось в разделе 3.1, существуют самые различные соображения о
методах ультразвукового диспергирования, на основании которых, трудно
установить оптимальные значения технологических параметров процесса. В
связи с этим были проведены исследования по экспериментальной проверке
влияния важнейших технологических факторов на процесс ультразвукового
диспергирования.
3.4.1. О применении статического давления при диспергировании материалов Для интенсификации процесса диспергирования использовались
теоретические соображения по повышению эффективности ультразвукового
воздействия за счет применения избыточного давления, изложенные в
главе 2.
Однако, чтобы применить эффект повышения интенсивности ультразвуковой
обработки за счет использования избыточного давления надо предварительно
решить ряд практических задач, одной из которых является, каким образом
необходимо установить оптимальное значение статического давления при
котором эффективность диспергирования будет наибольшей.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
136
В разделе 2.8 было показано, что максимальная интенсивность
кавитационного воздействия будет иметь место при соотношении между
статическим давлением и амплитудой звукового давления, равным
ст
зв
P = 0,4P (3.1)
В практике работ с использованием ультразвука амплитуду звукового дав-
ления обычно определяют через амплитуду смещения излучателя А, которая в
процессе работы излучателя, может быть непосредственно измерена.
Амплитуда смещения А связана с амплитудой звукового давления
соотношением
звP (2 )f c Aπ ρ= (3.2)
Выражение, стоящее в скобках для воды при частоте 20 кГц равно
4 2 6 432 3.14 2 10 1430 10 10 1.8 10 кГ
см−⋅ ⋅ ⋅ ⋅ ⋅ ⋅ = ⋅ (3.3)
Если A измерять в мкм, то выражение (3.2) с использованием соотношения
(3.3) можно записать в виде
звP 1,8 A= ⋅ (3.4)
Подставляя значение звP из уравнения (3.4) в соотношение (3.1), получим
условие максимальной интенсивности кавитации в виде
стP = 0 , 4 1 , 8A = 0 .72 A⋅ ⋅ (3.5)
В таблице 17 приведены значения оптимальных значений стP в зависимости
от амплитуды излучателя.
Соотношение (3.5) справедливо только для воды. Для жидкостей с иным по
сравнению с водой акустическим сопротивлением оптимальная величина
статического давления, как это следует из уравнений (3.1), (3.2) и (3.5)
запишется в виде
2 2ст
1 1
ρ сР = 0, 72 Аρ с
(3.6)
Глава 3. Диспергирование твердых тел в ультразвуковом поле
137
где 1 1ρ с -акустическое сопротивление воды.
Таблица 17.
Оптимальное статическое давление при различных амплитудах излучателя для воды.
Амплитуда излучателя, мкм. 2 3 4 5 6 7 8 9 10
Статическое давление, атм. 1,4 2,2 2,9 3,6 4,3 5,0 5,8 6,5 7,2
Анализ уравнения (3.6) показывает, что при использовании рабочей жидкости
с акустическим сопротивлением 2 2 1ρ с > ρ с , например, смеси глицерина с водой,
максимум кавитационного воздействия будет иметь место при более высоких
значениях статического давления, чем это указано в табл. 17. С другой
стороны, при использовании в качестве рабочей жидкости органических
растворителей, у большинства которых 2 2 1 1ρ с ρ с< , оптимальная величина
статического давления будет меньше соответствующего значения для воды.
Экспериментальное исследование влияния избыточного статического
давления в рабочей камере диспергатора на процесс измельчения твердых тел
исследовалось на примере хрома, окиси свинца и окиси алюминия.
Полученные данные по выходу фракций хрома при разных значениях
статического давления приведены в табл. 18.
При проведении этого эксперимента продолжительность обработки каждой
партии хрома составляла 2 часа, а качестве исходного материала ис-
пользовалась партия хрома со следующим гранулометрическим составом:
фракция 16,8…21,0 мк составляла 5%, фракции 8,4…16,8 мкм и 8,4 мкм
соответственно составляли 29% и 68%.
Количество хрома и рабочей жидкости (вода) бралось в соотношении 0,4 г/мл.
Температура рабочей жидкости поддерживалась в пределах 55-60°С.
Амплитуда излучателя равнялась 6 мкм. Диспергирование производилось на
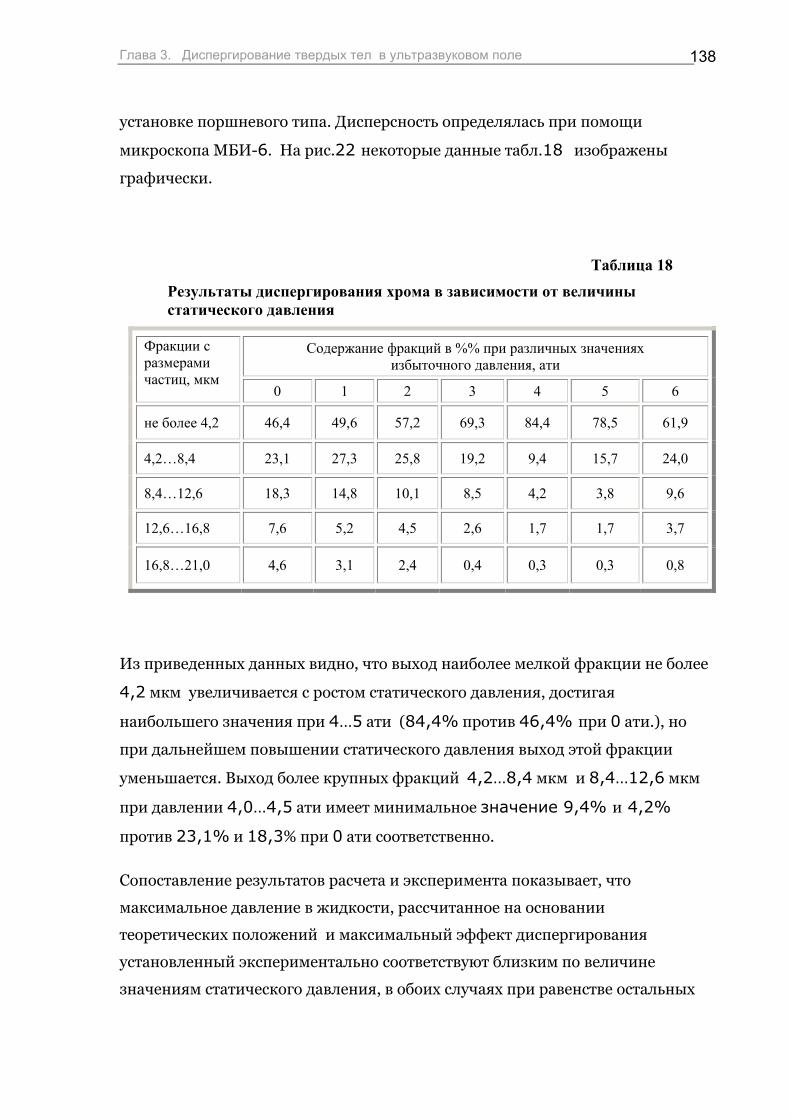
Глава 3. Диспергирование твердых тел в ультразвуковом поле
138
установке поршневого типа. Дисперсность определялась при помощи
микроскопа МБИ-6. На рис.22 некоторые данные табл.18 изображены
графически.
Таблица 18
Результаты диспергирования хрома в зависимости от величины статического давления
Содержание фракций в %% при различных значениях избыточного давления, ати
Фракции с размерами частиц, мкм 0 1 2 3 4 5 6
не более 4,2 46,4 49,6 57,2 69,3 84,4 78,5 61,9
4,2…8,4 23,1 27,3 25,8 19,2 9,4 15,7 24,0
8,4…12,6 18,3 14,8 10,1 8,5 4,2 3,8 9,6
12,6…16,8 7,6 5,2 4,5 2,6 1,7 1,7 3,7
16,8…21,0 4,6 3,1 2,4 0,4 0,3 0,3 0,8
Из приведенных данных видно, что выход наиболее мелкой фракции не более
4,2 мкм увеличивается с ростом статического давления, достигая
наибольшего значения при 4…5 ати (84,4% против 46,4% при 0 ати.), но
при дальнейшем повышении статического давления выход этой фракции
уменьшается. Выход более крупных фракций 4,2…8,4 мкм и 8,4…12,6 мкм
при давлении 4,0…4,5 ати имеет минимальное значение 9,4% и 4,2%
против 23,1% и 18,3% при 0 ати соответственно.
Сопоставление результатов расчета и эксперимента показывает, что
максимальное давление в жидкости, рассчитанное на основании
теоретических положений и максимальный эффект диспергирования
установленный экспериментально соответствуют близким по величине
значениям статического давления, в обоих случаях при равенстве остальных
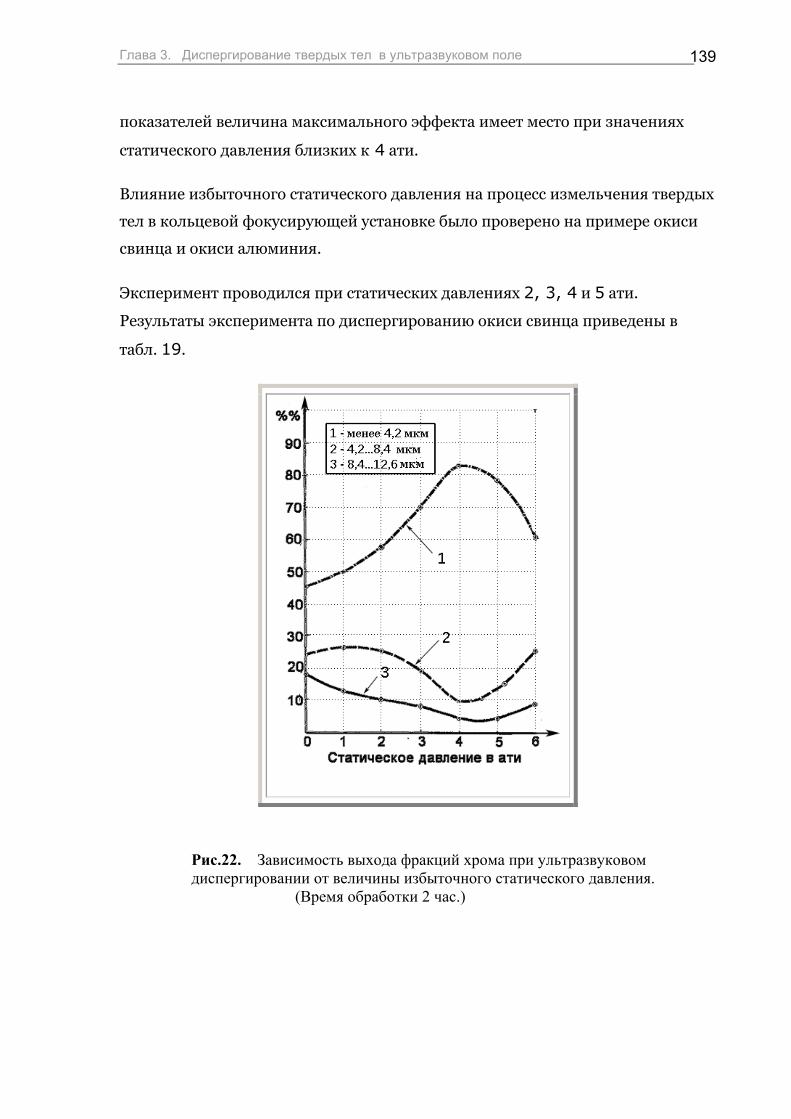
Глава 3. Диспергирование твердых тел в ультразвуковом поле
139
показателей величина максимального эффекта имеет место при значениях
статического давления близких к 4 ати.
Влияние избыточного статического давления на процесс измельчения твердых
тел в кольцевой фокусирующей установке было проверено на примере окиси
свинца и окиси алюминия.
Эксперимент проводился при статических давлениях 2, 3, 4 и 5 ати.
Результаты эксперимента по диспергированию окиси свинца приведены в
табл. 19.
Рис.22. Зависимость выхода фракций хрома при ультразвуковом диспергировании от величины избыточного статического давления.
(Время обработки 2 час.)
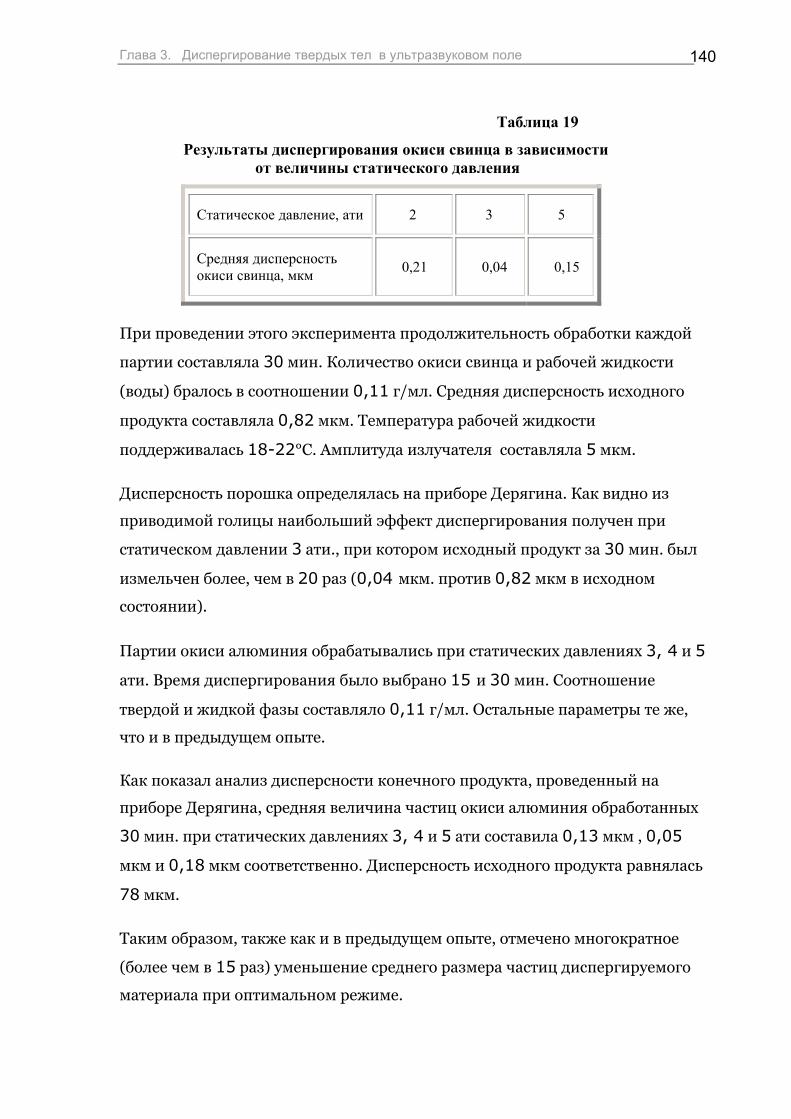
Глава 3. Диспергирование твердых тел в ультразвуковом поле
140
Таблица 19
Результаты диспергирования окиси свинца в зависимости от величины статического давления
Статическое давление, ати 2 3 5
Средняя дисперсность окиси свинца, мкм 0,21 0,04 0,15
При проведении этого эксперимента продолжительность обработки каждой
партии составляла 30 мин. Количество окиси свинца и рабочей жидкости
(воды) бралось в соотношении 0,11 г/мл. Средняя дисперсность исходного
продукта составляла 0,82 мкм. Температура рабочей жидкости
поддерживалась 18-22°С. Амплитуда излучателя составляла 5 мкм.
Дисперсность порошка определялась на приборе Дерягина. Как видно из
приводимой голицы наибольший эффект диспергирования получен при
статическом давлении 3 ати., при котором исходный продукт за 30 мин. был
измельчен более, чем в 20 раз (0,04 мкм. против 0,82 мкм в исходном
состоянии).
Партии окиси алюминия обрабатывались при статических давлениях 3, 4 и 5
ати. Время диспергирования было выбрано 15 и 30 мин. Соотношение
твердой и жидкой фазы составляло 0,11 г/мл. Остальные параметры те же,
что и в предыдущем опыте.
Как показал анализ дисперсности конечного продукта, проведенный на
приборе Дерягина, средняя величина частиц окиси алюминия обработанных
30 мин. при статических давлениях 3, 4 и 5 ати составила 0,13 мкм , 0,05
мкм и 0,18 мкм соответственно. Дисперсность исходного продукта равнялась
78 мкм.
Таким образом, также как и в предыдущем опыте, отмечено многократное
(более чем в 15 раз) уменьшение среднего размера частиц диспергируемого
материала при оптимальном режиме.
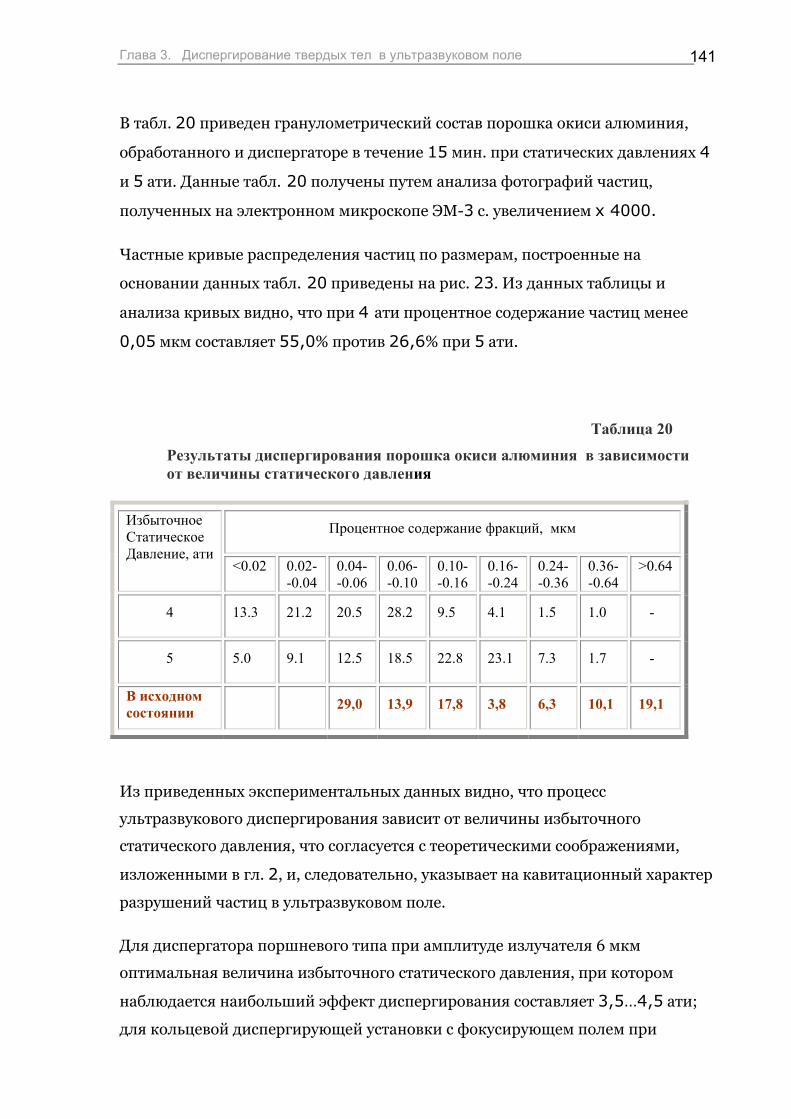
Глава 3. Диспергирование твердых тел в ультразвуковом поле
141
В табл. 20 приведен гранулометрический состав порошка окиси алюминия,
обработанного и диспергаторе в течение 15 мин. при статических давлениях 4
и 5 ати. Данные табл. 20 получены путем анализа фотографий частиц,
полученных на электронном микроскопе ЭМ-3 с. увеличением х 4000.
Частные кривые распределения частиц по размерам, построенные на
основании данных табл. 20 приведены на рис. 23. Из данных таблицы и
анализа кривых видно, что при 4 ати процентное содержание частиц менее
0,05 мкм составляет 55,0% против 26,6% при 5 ати.
Таблица 20
Результаты диспергирования порошка окиси алюминия в зависимости от величины статического давления
Процентное содержание фракций, мкм Избыточное Статическое Давление, ати
<0.02 0.02- -0.04
0.04- -0.06
0.06- -0.10
0.10- -0.16
0.16- -0.24
0.24- -0.36
0.36- -0.64
>0.64
4 13.3 21.2 20.5 28.2 9.5 4.1 1.5 1.0 -
5 5.0 9.1 12.5 18.5 22.8 23.1 7.3 1.7 -
В исходном состоянии 29,0 13,9 17,8 3,8 6,3 10,1 19,1
Из приведенных экспериментальных данных видно, что процесс
ультразвукового диспергирования зависит от величины избыточного
статического давления, что согласуется с теоретическими соображениями,
изложенными в гл. 2, и, следовательно, указывает на кавитационный характер
разрушений частиц в ультразвуковом поле.
Для диспергатора поршневого типа при амплитуде излучателя 6 мкм
оптимальная величина избыточного статического давления, при котором
наблюдается наибольший эффект диспергирования составляет 3,5…4,5 ати;
для кольцевой диспергирующей установки с фокусирующем полем при
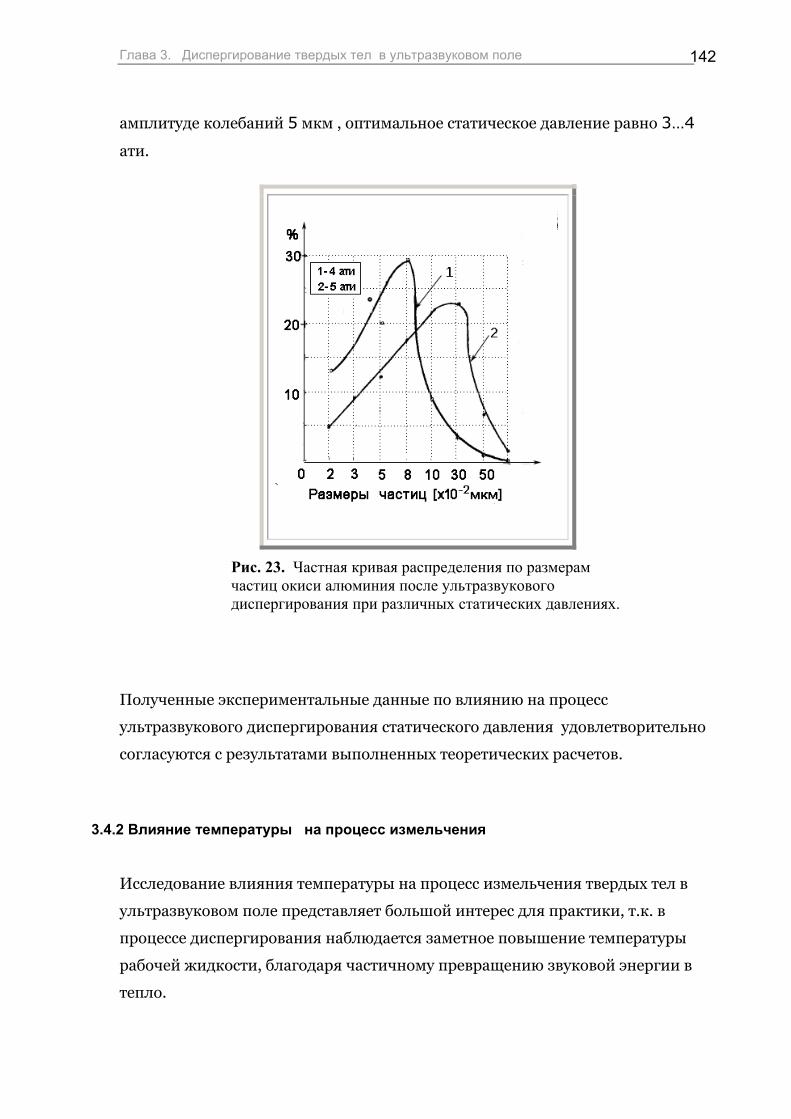
Глава 3. Диспергирование твердых тел в ультразвуковом поле
142
амплитуде колебаний 5 мкм , оптимальное статическое давление равно 3…4
ати.
Рис. 23. Частная кривая распределения по размерам частиц окиси алюминия после ультразвукового диспергирования при различных статических давлениях.
Полученные экспериментальные данные по влиянию на процесс
ультразвукового диспергирования статического давления удовлетворительно
согласуются с результатами выполненных теоретических расчетов.
3.4.2 Влияние температуры на процесс измельчения
Исследование влияния температуры на процесс измельчения твердых тел в
ультразвуковом поле представляет большой интерес для практики, т.к. в
процессе диспергирования наблюдается заметное повышение температуры
рабочей жидкости, благодаря частичному превращению звуковой энергии в
тепло.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
143
В литературе нет единой точки зрения по этому вопросу. По мнению Гартнера
[173] эффект ультразвукового диспергирования не зависит от температуры в
пределах 10-90°С и лишь при 95°С наступает некоторое ухудшение
диспергирования. Аналогичного мнения придерживается авторы работы
[174]. Бебчук [77] считает, что оптимальной температурой для разрушения
твердых тел в воде является 50°С. Температуру 50°С. как оптимальную для
ультразвукового кавитационного воздействия указывают автор работ [156,
166]. Однако, Cиротюк сопоставляя данные Бебчука и собственные
эксперименты указывает, что с повышением температуры степень разрушения
твердых тел в ультразвуковом поле должна уменьшаться [87].
Средняя дисперсность порошка хрома (с исходным размером 80 мкм) после
ультразвуковой обработки в диспергаторе поршневого типа при температурах
20°С, 45°С и 75°С. приведено в табл. 21.
Выбор температур, при которых проводился эксперимент, определялся
значениями, которые имеют место в рабочей жидкости при длительной работе
ультразвукового диспергатора.
Таблица 21
Влияние температуры на ультразвуковое диспергирование хрома
Температура, град. 20 45 75
Средняя дисперсность хрома, мкм
8,3 7,9 7,5
При этом эксперименте продолжительность обработки каждой партии
составляла 2 часа. Соотношение твердой и жидкой фазы равнялось 0,3 г/мл.
Избыточное статическое давление поддерживалось равным 4 ати. Колебания
температуры при проведении опыта составляли 05 C± . Исходная и конечная
дисперсность определялась на приборе ПСХ-2.
Глава 3. Диспергирование твердых тел в ультразвуковом поле
144
Влияние температуры на степень измельчения окиси свинца исследовалось
при температуре 20°С, 40°С и 60°С.
Для проведения эксперимента брались партии окиси свинца с начальной
дисперсностью 0,82 мкм. Обработка проводилась в кольцевом фокусирующем
диспергаторе при избыточном статическом давлении 4 ати. в течение 15 мин.
Соотношение твердой и жидкой фазы бралось 0,11 г/мл. Амплитуда
излучателя поддерживалась равной 4 мкм. Дисперсность определялась на
приборе Дерягина. Полученные экспериментальные данные сведены в табл.
22.
Таблица 22
Влияние температуры на ультразвуковое диспергирование окиси свинца
Как видно из анализа табл. 21 и 22 наблюдается некоторое увеличение
степени дисперсности с возрастанием температуры. Однако, в исследованном
интервале температур, повышение дисперсности незначительно (в 1,1…1,2
раза). Полученные результаты могут быть объяснены следующим образом.
При повышении температуры растворимость газа в воде уменьшается,
вследствие чего последний начинает выделяться из раствора с образованием
новой фазы. Одновременно, за счет повышения давления насыщенного пара и
уменьшения коэффициента поверхностного натяжения жидкости, газовые
зародыши увеличиваются в размерах, что приводит к уменьшению порога
кавитации [27] и, следовательно, при данной интенсивности звука большее
количество парогазовых пузырьков, будет принимать участие в
кавитационном процессе.
Температура, град 20 40 60
Средняя диспер-сность окиси свинца мкм.
0,34 0,30 0,28
Глава 3. Диспергирование твердых тел в ультразвуковом поле
145
Поэтому с повышением температуры, при неизменном статическом давлении,
зона кавитации должна увеличиваться, что подтверждено экспериментально
[87].
Увеличение зоны кавитации приводит к тому, что больший объем материала
подвергается кавитационному воздействию и, следовательно, выход
обработанного продукта в единицу времени увеличивается.
Однако, с увеличением температуры возрастает масса пара в кавитационной
полости. Это, в свою очередь, приводит к уменьшению интенсивности
кавитационного воздействия, т.к. для сжатия возросшей массы пара до тех же
значений давления, что имели место при более низких температурах,
требуется уже большие затраты акустической энергии.
Таким образом, повышение температуры рабочей жидкости увеличивает зону
кавитации, что несколько увеличивает выход обработанного продукта в
единицу времени, т.е. приводит к увеличению скорости диспергирования. Но с
другой стороны, вследствие увеличения массы пара в полости, интенсивность
кавитационного воздействия должна уменьшаться.
Оптимальной температурой, при которой первый фактор превалирует над
вторым, как установлено в многочисленных, упомянутых выше исследованиях
является температура 55… 60°С, если процесс кавитационного воздействия
происходит при атмосферном давлении.
При повышенных статических давлениях следует ожидать иной зависимости
кавитационного воздействия от температуры. В этом случае увеличение массы
пара в полости с возрастанием температуры будет происходить в меньшей
степени, чем при атмосферном давлении. Для доказательства этого
утверждения, введем в рассмотрение коэффициент паросодержания β
равный
0
MM
β =
где M - масса пара в полости максимального радиуса МАКСR для данной температуры и давления;
Глава 3. Диспергирование твердых тел в ультразвуковом поле
146
0M - масса пара в полости максимального радиуса 0МАКСR для температуры
20°С при статическом давлении равном 0 ати.
Выражение для β можно преобразовать к виду
0
3
30
t макс
макс
RR
ρβρ
= ⋅
где tρ и 0ρ - плотность пара для данной температуры и t = 20°С
соответственно;
МАКСR и 0МАКСR - максимальный радиус кавитационной полости для данной
температуры и данном статическом давлении и температуры t = 20°С и
атмосферном давлении стP =0 ати. соответственно.
Используя соотношение (2.80), определяющее величину максимального радиуса,
последнее выражение можно записать в виде
3
t
30
(1 )β = 1(1 )
ст
зв
зв
PР
Р
ρρ
−
−
Анализ этого выражения показывает, что при более высоких значениях
статического давления коэффициент паросодержания при повышении
температуры будет принимать меньшее значения.
На рис. 24 показано изменение коэффициента паросодержания
кавитационной полости β при повышении температуры для двух значений
статического давления 0 и 4 ати при звP =10 атм.
Из анализа графика видно, что при атмосферном давлении коэффициент
паросодержания при температуре 60°С, оптимальной для кавитационного
разрушения твердых тел, равен β =7,5. С повышением статического давления,
при этой же температуре, коэффициент паросодержания имеет меньшее
значение. Так, для 5 ати коэффициент паросодержания β = 1,25.
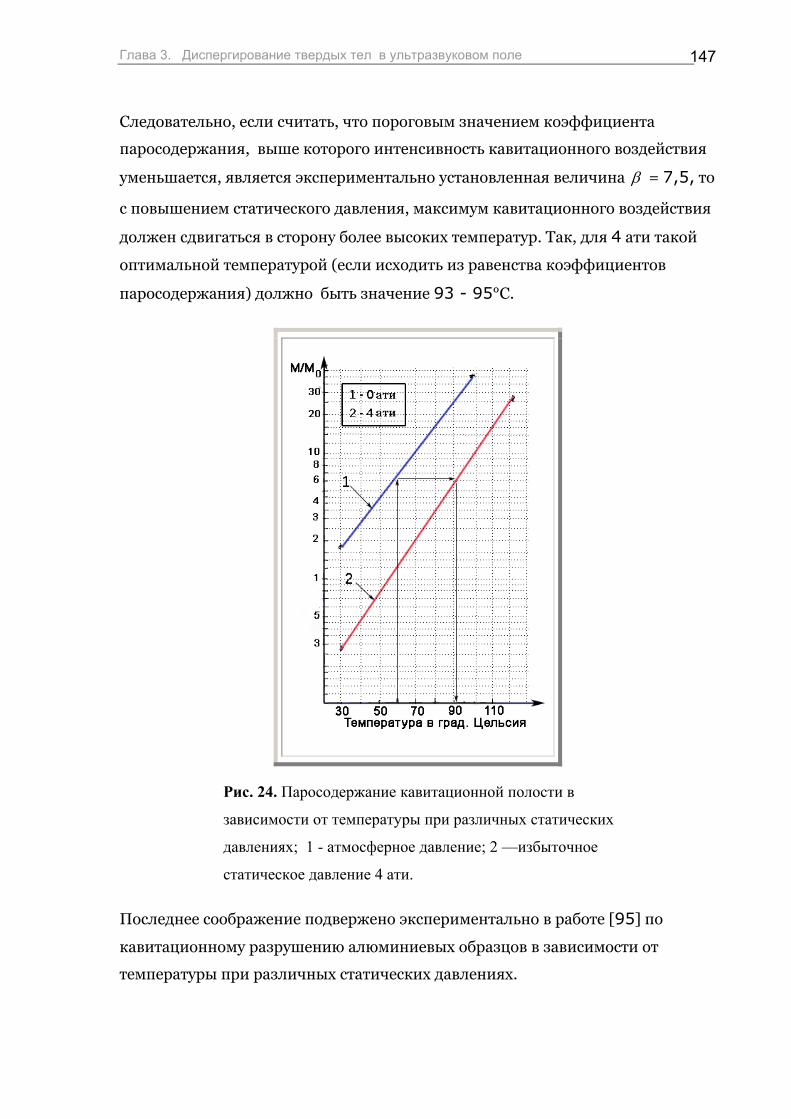
Глава 3. Диспергирование твердых тел в ультразвуковом поле
147
Следовательно, если считать, что пороговым значением коэффициента
паросодержания, выше которого интенсивность кавитационного воздействия
уменьшается, является экспериментально установленная величина β = 7,5, то
с повышением статического давления, максимум кавитационного воздействия
должен сдвигаться в сторону более высоких температур. Так, для 4 ати такой
оптимальной температурой (если исходить из равенства коэффициентов
паросодержания) должно быть значение 93 - 95°С.
Рис. 24. Паросодержание кавитационной полости в
зависимости от температуры при различных статических
давлениях; 1 - атмосферное давление; 2 —избыточное
статическое давление 4 ати.
Последнее соображение подвержено экспериментально в работе [95] по
кавитационному разрушению алюминиевых образцов в зависимости от
температуры при различных статических давлениях.
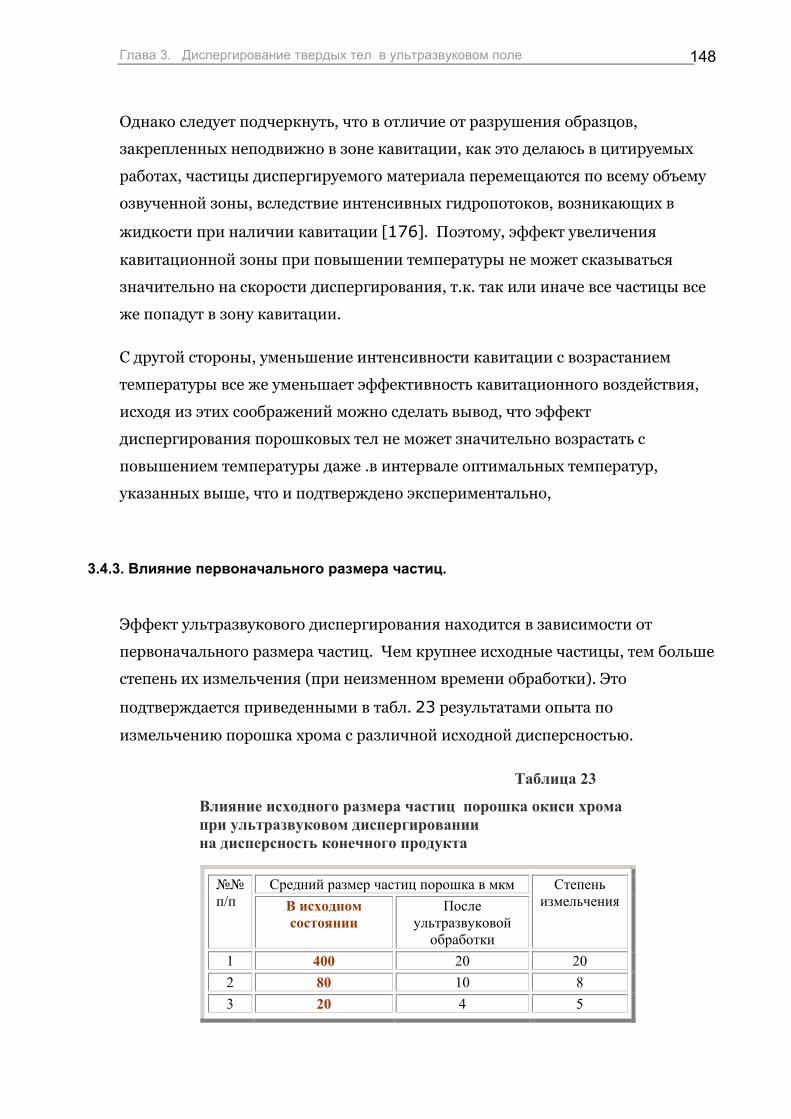
Глава 3. Диспергирование твердых тел в ультразвуковом поле
148
Однако следует подчеркнуть, что в отличие от разрушения образцов,
закрепленных неподвижно в зоне кавитации, как это делаюсь в цитируемых
работах, частицы диспергируемого материала перемещаются по всему объему
озвученной зоны, вследствие интенсивных гидропотоков, возникающих в
жидкости при наличии кавитации [176]. Поэтому, эффект увеличения
кавитационной зоны при повышении температуры не может сказываться
значительно на скорости диспергирования, т.к. так или иначе все частицы все
же попадут в зону кавитации.
С другой стороны, уменьшение интенсивности кавитации с возрастанием
температуры все же уменьшает эффективность кавитационного воздействия,
исходя из этих соображений можно сделать вывод, что эффект
диспергирования порошковых тел не может значительно возрастать с
повышением температуры даже .в интервале оптимальных температур,
указанных выше, что и подтверждено экспериментально,
3.4.3. Влияние первоначального размера частиц.
Эффект ультразвукового диспергирования находится в зависимости от
первоначального размера частиц. Чем крупнее исходные частицы, тем больше
степень их измельчения (при неизменном времени обработки). Это
подтверждается приведенными в табл. 23 результатами опыта по
измельчению порошка хрома с различной исходной дисперсностью.
Таблица 23
Влияние исходного размера частиц порошка окиси хрома при ультразвуковом диспергировании на дисперсность конечного продукта
Средний размер частиц порошка в мкм №№ п/п В исходном
состоянии После
ультразвуковой обработки
Степень измельчения
1 400 20 20 2 80 10 8 3 20 4 5
Глава 3. Диспергирование твердых тел в ультразвуковом поле
149
При проведении данного эксперимента продолжительность обработки каждой
партии составляла 2 часа. Обработка проводилась в диспергаторе поршневого
типа. Избыточное статическое давление поддерживалось равным 4 ати.
Соотношение твердой и жидкой фазы равнялось 0,3 г/мл. Амплитуда
излучателя и температура рабочей жидкости равнялись соответственно 6 мкм
и 60°С. Дисперсность продукта определялась прибором ПСХ-2.
Как видно из приведенных данных, с уменьшением исходного размера частиц
уменьшается средний размер частиц конечного продукта, однако,
пропорциональности между отношениями размеров исходного и конечного
продукта не наблюдается. Это указывает на возможность получения любой
степени дисперсности конечного продукта, (которая может быть достигнута
для данной установки) за счет изменения времени обработки, независимо от
первоначального размера частиц. Последнее соображение было проверено
экспериментально на примере карбида циркония.
Для эксперимента были выбраны порошки двуокиси циркония с исходной
дисперсностью 1мм и 80 мкм. Режимы поршневого диспергатора соответство-
вали указанным выше. В обеих случаях был получен конечный продукт с
дисперсностью 1-1,2 мкм. Однако, в первом случае, время обработки
составило 8 час., а во втором - 2 часа. Полученные результаты находятся в
согласии с данными, приведенными в работах [152, 174].
3.4.4. Влияние соотношения твердой и жидкой фазы.
Исследования влияния соотношения твердой и жидкой фазы на степень
измельчения конечного продукта проводилось на примере порошка хрома.
Полученные результаты сведены в табл. 24.
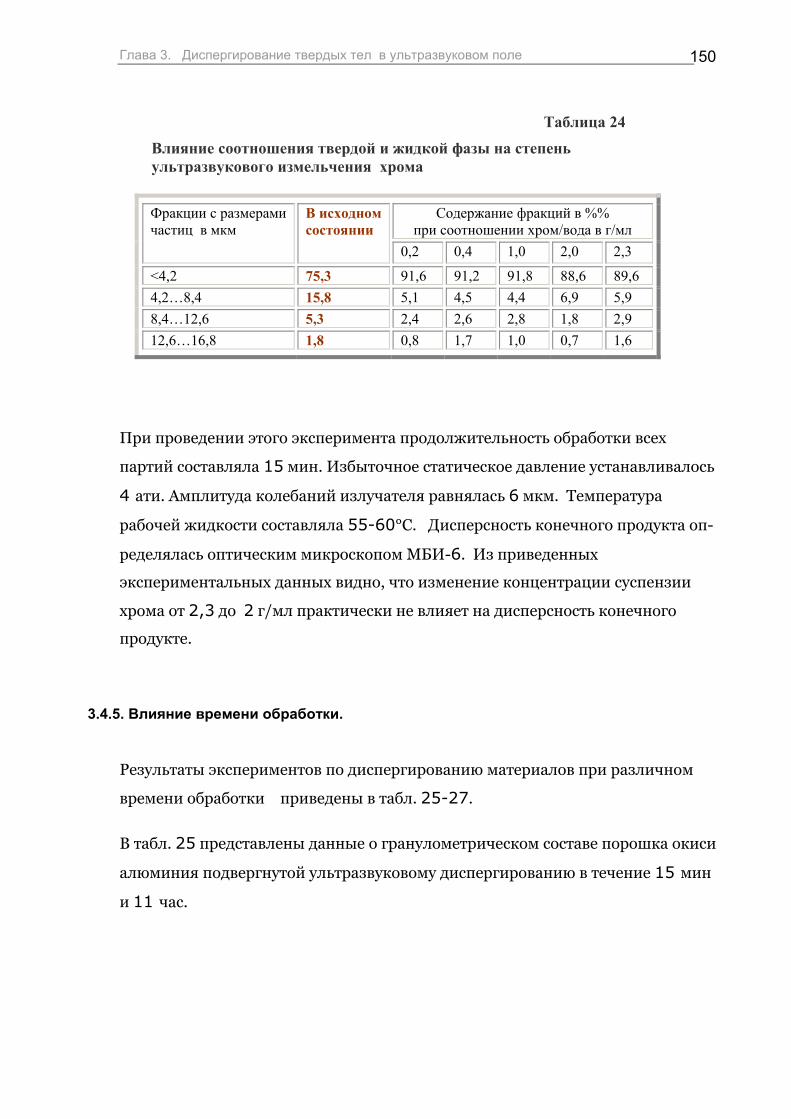
Глава 3. Диспергирование твердых тел в ультразвуковом поле
150
Таблица 24
Влияние соотношения твердой и жидкой фазы на степень ультразвукового измельчения хрома
Содержание фракций в %% при соотношении хром/вода в г/мл
Фракции с размерами частиц в мкм
В исходном состоянии
0,2 0,4 1,0 2,0 2,3
<4,2 75,3 91,6 91,2 91,8 88,6 89,6 4,2…8,4 15,8 5,1 4,5 4,4 6,9 5,9 8,4…12,6 5,3 2,4 2,6 2,8 1,8 2,9 12,6…16,8 1,8 0,8 1,7 1,0 0,7 1,6
При проведении этого эксперимента продолжительность обработки всех
партий составляла 15 мин. Избыточное статическое давление устанавливалось
4 ати. Амплитуда колебаний излучателя равнялась 6 мкм. Температура
рабочей жидкости составляла 55-60°С. Дисперсность конечного продукта оп-
ределялась оптическим микроскопом МБИ-6. Из приведенных
экспериментальных данных видно, что изменение концентрации суспензии
хрома от 2,3 до 2 г/мл практически не влияет на дисперсность конечного
продукте.
3.4.5. Влияние времени обработки.
Результаты экспериментов по диспергированию материалов при различном
времени обработки приведены в табл. 25-27.
В табл. 25 представлены данные о гранулометрическом составе порошка окиси
алюминия подвергнутой ультразвуковому диспергированию в течение 15 мин
и 11 час.
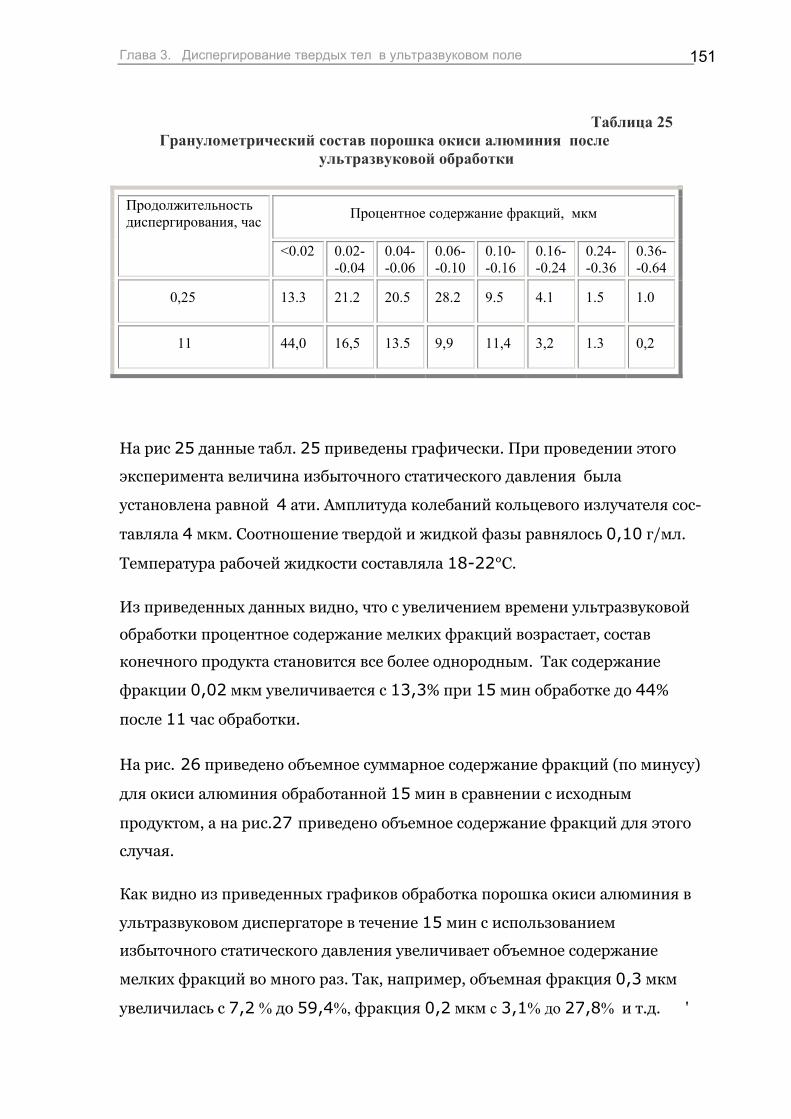
Глава 3. Диспергирование твердых тел в ультразвуковом поле
151
Таблица 25 Гранулометрический состав порошка окиси алюминия после
ультразвуковой обработки
Процентное содержание фракций, мкм Продолжительность диспергирования, час
<0.02 0.02- -0.04
0.04- -0.06
0.06- -0.10
0.10- -0.16
0.16- -0.24
0.24- -0.36
0.36- -0.64
0,25 13.3 21.2 20.5 28.2 9.5 4.1 1.5 1.0
11 44,0 16,5 13.5 9,9 11,4 3,2 1.3 0,2
На рис 25 данные табл. 25 приведены графически. При проведении этого
эксперимента величина избыточного статического давления была
установлена равной 4 ати. Амплитуда колебаний кольцевого излучателя сос-
тавляла 4 мкм. Соотношение твердой и жидкой фазы равнялось 0,10 г/мл.
Температура рабочей жидкости составляла 18-22°С.
Из приведенных данных видно, что с увеличением времени ультразвуковой
обработки процентное содержание мелких фракций возрастает, состав
конечного продукта становится все более однородным. Так содержание
фракции 0,02 мкм увеличивается с 13,3% при 15 мин обработке до 44%
после 11 час обработки.
На рис. 26 приведено объемное суммарное содержание фракций (по минусу)
для окиси алюминия обработанной 15 мин в сравнении с исходным
продуктом, а на рис.27 приведено объемное содержание фракций для этого
случая.
Как видно из приведенных графиков обработка порошка окиси алюминия в
ультразвуковом диспергаторе в течение 15 мин с использованием
избыточного статического давления увеличивает объемное содержание
мелких фракций во много раз. Так, например, объемная фракция 0,3 мкм
увеличилась с 7,2 % до 59,4%, фракция 0,2 мкм с 3,1% до 27,8% и т.д. '
Глава 3. Диспергирование твердых тел в ультразвуковом поле
152
В табл. 26 приведены данные по диспергированию порошка нержавеющей
стали X 23 Н 28 при разном времени обработки. Диспергирование
проводилось в диспергаторе поршневого типа при избыточном статическом
давлении 4 ати. Амплитуда излучателя равнялась 6 мкм. Соотношение
твердой и жидкой фазы бралось 0,3 г/мл. Температура поддерживалась 55…
60° С.
Как видно из таблицы с увеличением времени ультразвукового
диспергирования наиболее мелкая фракция 56 мкм увеличивается с 17,6% в
исходном продукте до 53,0 % после 2-х часовой обработки.
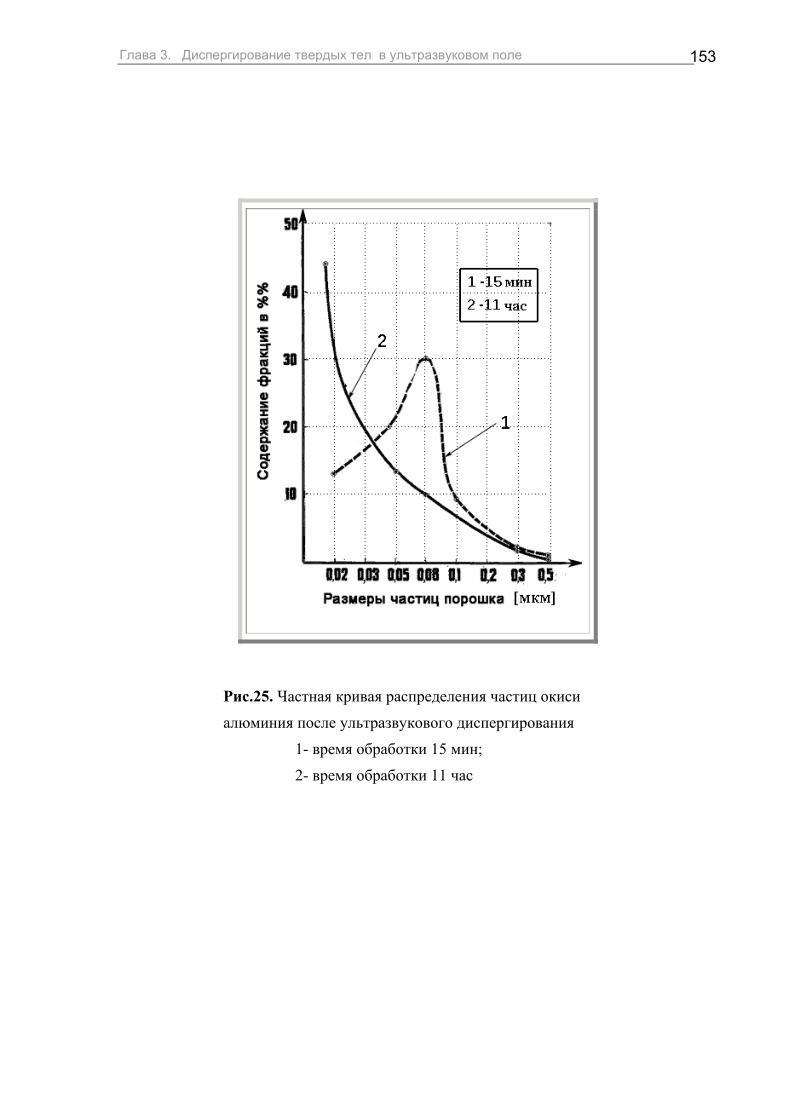
Глава 3. Диспергирование твердых тел в ультразвуковом поле
153
Рис.25. Частная кривая распределения частиц окиси
алюминия после ультразвукового диспергирования
1- время обработки 15 мин;
2- время обработки 11 час
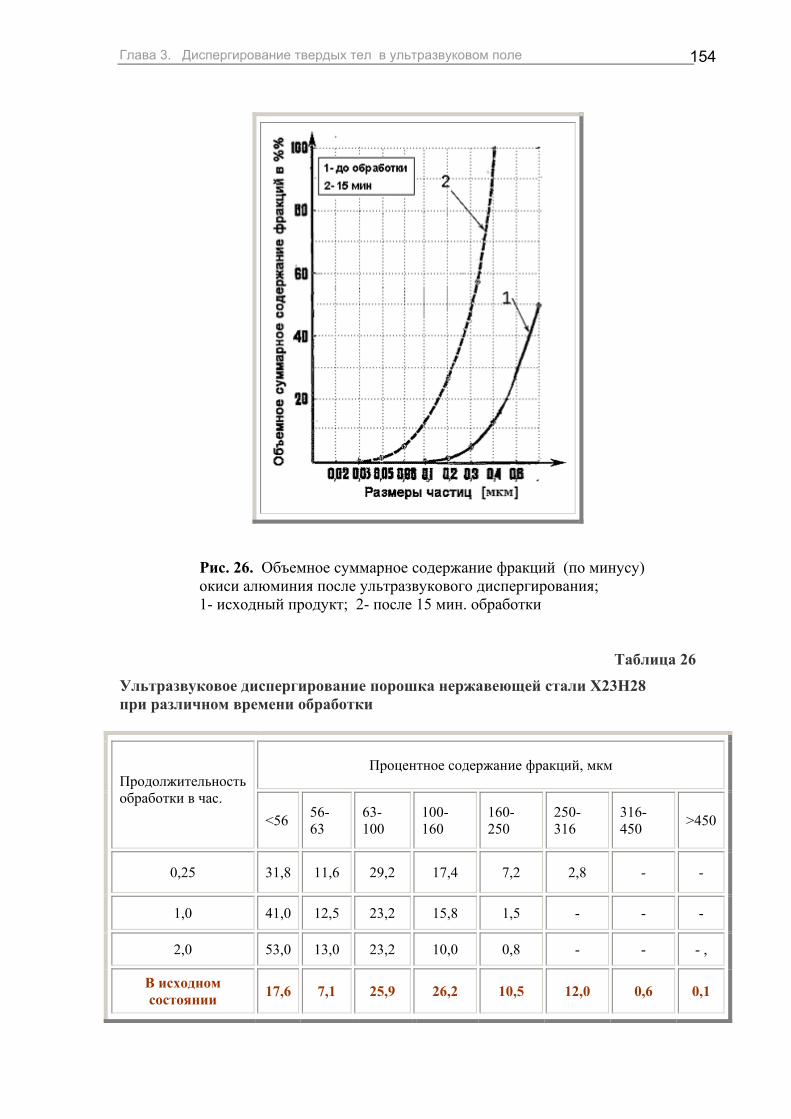
Глава 3. Диспергирование твердых тел в ультразвуковом поле
154
Рис. 26. Объемное суммарное содержание фракций (по минусу) окиси алюминия после ультразвукового диспергирования; 1- исходный продукт; 2- после 15 мин. обработки
Таблица 26
Ультразвуковое диспергирование порошка нержавеющей стали Х23Н28 при различном времени обработки
Процентное содержание фракций, мкм Продолжительность обработки в час.
<56 56-63
63-100
100-160
160-250
250-316
316-450 >450
0,25 31,8 11,6 29,2 17,4 7,2 2,8 - -
1,0 41,0 12,5 23,2 15,8 1,5 - - -
2,0 53,0 13,0 23,2 10,0 0,8 - - - ,
В исходном состоянии 17,6 7,1 25,9 26,2 10,5 12,0 0,6 0,1
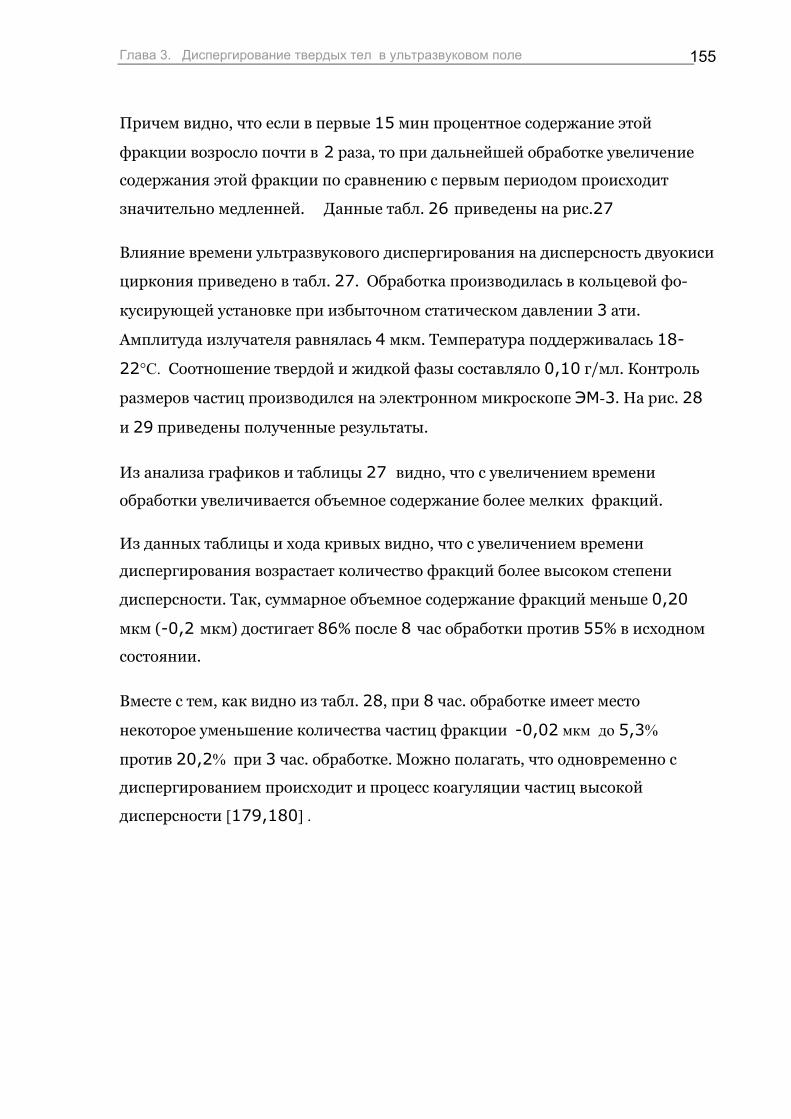
Глава 3. Диспергирование твердых тел в ультразвуковом поле
155
Причем видно, что если в первые 15 мин процентное содержание этой
фракции возросло почти в 2 раза, то при дальнейшей обработке увеличение
содержания этой фракции по сравнению с первым периодом происходит
значительно медленней. Данные табл. 26 приведены на рис.27
Влияние времени ультразвукового диспергирования на дисперсность двуокиси
циркония приведено в табл. 27. Обработка производилась в кольцевой фо-
кусирующей установке при избыточном статическом давлении 3 ати.
Амплитуда излучателя равнялась 4 мкм. Температура поддерживалась 18-
22°С. Соотношение твердой и жидкой фазы составляло 0,10 г/мл. Контроль
размеров частиц производился на электронном микроскопе ЭМ-3. На рис. 28
и 29 приведены полученные результаты.
Из анализа графиков и таблицы 27 видно, что с увеличением времени
обработки увеличивается объемное содержание более мелких фракций.
Из данных таблицы и хода кривых видно, что с увеличением времени
диспергирования возрастает количество фракций более высоком степени
дисперсности. Так, суммарное объемное содержание фракций меньше 0,20
мкм (-0,2 мкм) достигает 86% после 8 час обработки против 55% в исходном
состоянии.
Вместе с тем, как видно из табл. 28, при 8 час. обработке имеет место
некоторое уменьшение количества частиц фракции -0,02 мкм до 5,3%
против 20,2% при 3 час. обработке. Можно полагать, что одновременно с
диспергированием происходит и процесс коагуляции частиц высокой
дисперсности [179,180] .
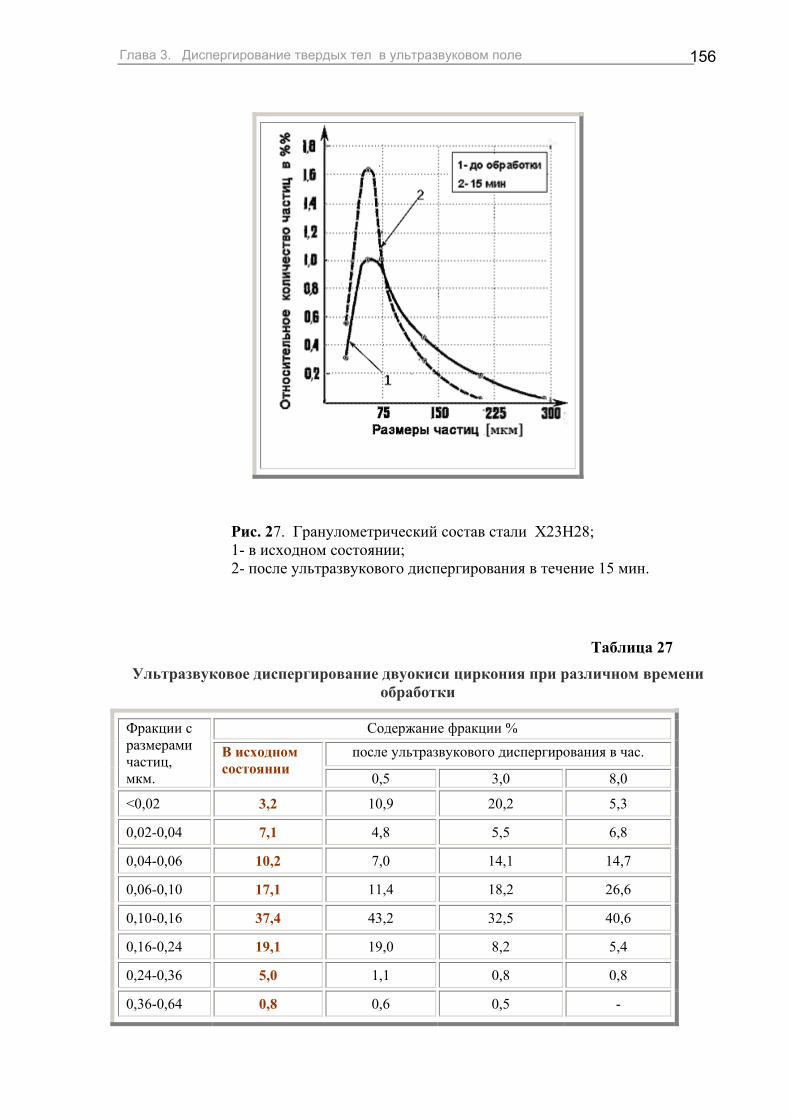
Глава 3. Диспергирование твердых тел в ультразвуковом поле
156
Рис. 27. Гранулометрический состав стали Х23Н28; 1- в исходном состоянии; 2- после ультразвукового диспергирования в течение 15 мин.
Таблица 27
Ультразвуковое диспергирование двуокиси циркония при различном времени обработки
Содержание фракции % после ультразвукового диспергирования в час.
Фракции с размерами частиц, мкм.
В исходном состоянии
0,5 3,0 8,0
<0,02 3,2 10,9 20,2 5,3
0,02-0,04 7,1 4,8 5,5 6,8
0,04-0,06 10,2 7,0 14,1 14,7
0,06-0,10 17,1 11,4 18,2 26,6
0,10-0,16 37,4 43,2 32,5 40,6
0,16-0,24 19,1 19,0 8,2 5,4
0,24-0,36 5,0 1,1 0,8 0,8
0,36-0,64 0,8 0,6 0,5 -
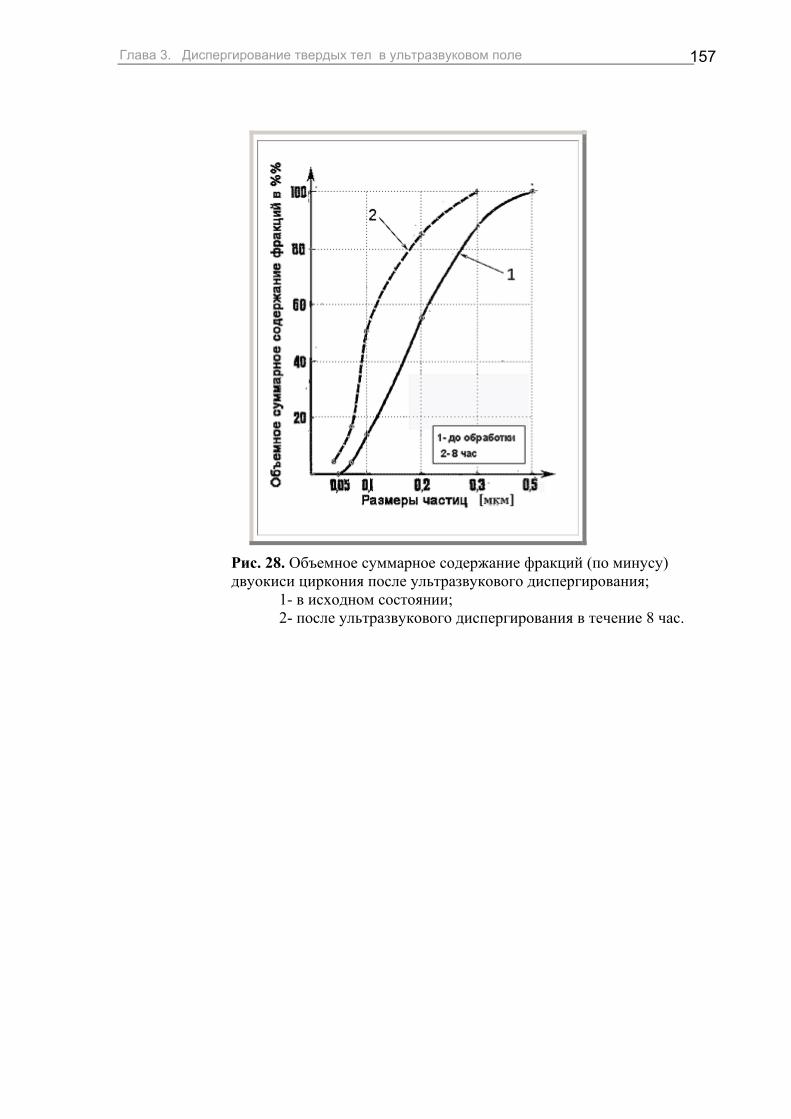
Глава 3. Диспергирование твердых тел в ультразвуковом поле
157
Рис. 28. Объемное суммарное содержание фракций (по минусу) двуокиси циркония после ультразвукового диспергирования;
1- в исходном состоянии; 2- после ультразвукового диспергирования в течение 8 час.
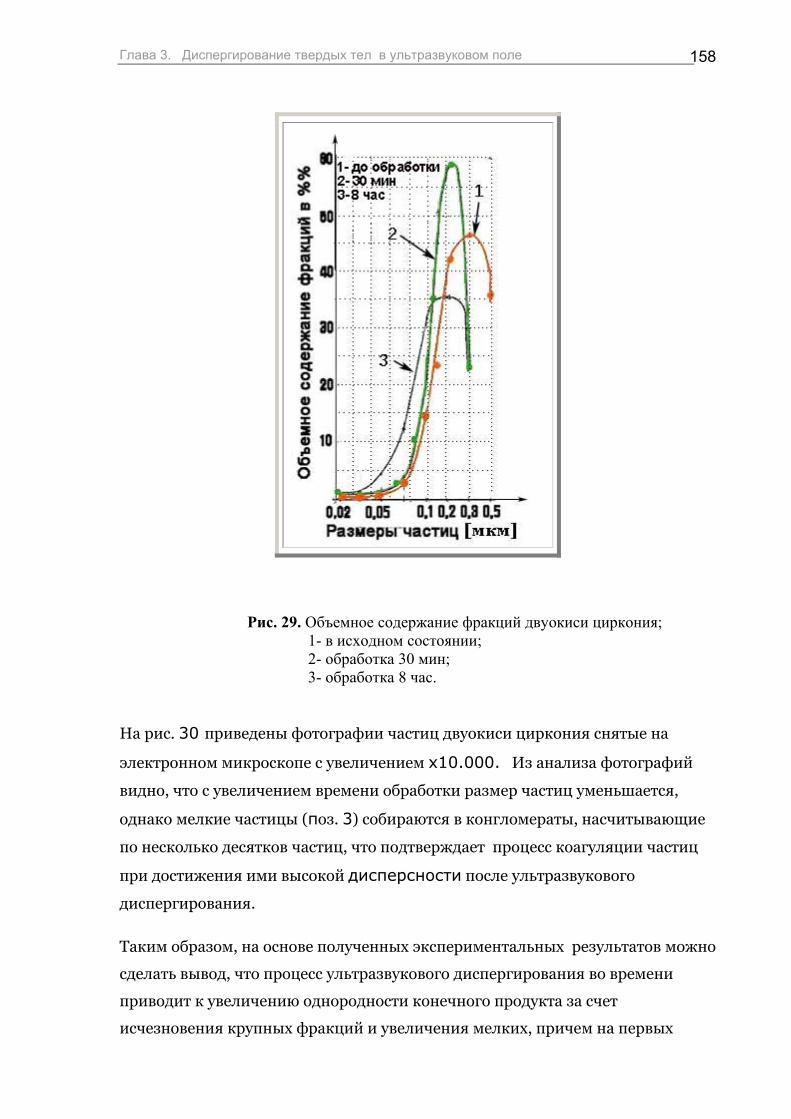
Глава 3. Диспергирование твердых тел в ультразвуковом поле
158
Рис. 29. Объемное содержание фракций двуокиси циркония;
1- в исходном состоянии; 2- обработка 30 мин; 3- обработка 8 час.
На рис. 30 приведены фотографии частиц двуокиси циркония снятые на
электронном микроскопе с увеличением x10.000. Из анализа фотографий
видно, что с увеличением времени обработки размер частиц уменьшается,
однако мелкие частицы (поз. 3) собираются в конгломераты, насчитывающие
по несколько десятков частиц, что подтверждает процесс коагуляции частиц
при достижения ими высокой дисперсности после ультразвукового
диспергирования.
Таким образом, на основе полученных экспериментальных результатов можно
сделать вывод, что процесс ультразвукового диспергирования во времени
приводит к увеличению однородности конечного продукта за счет
исчезновения крупных фракций и увеличения мелких, причем на первых
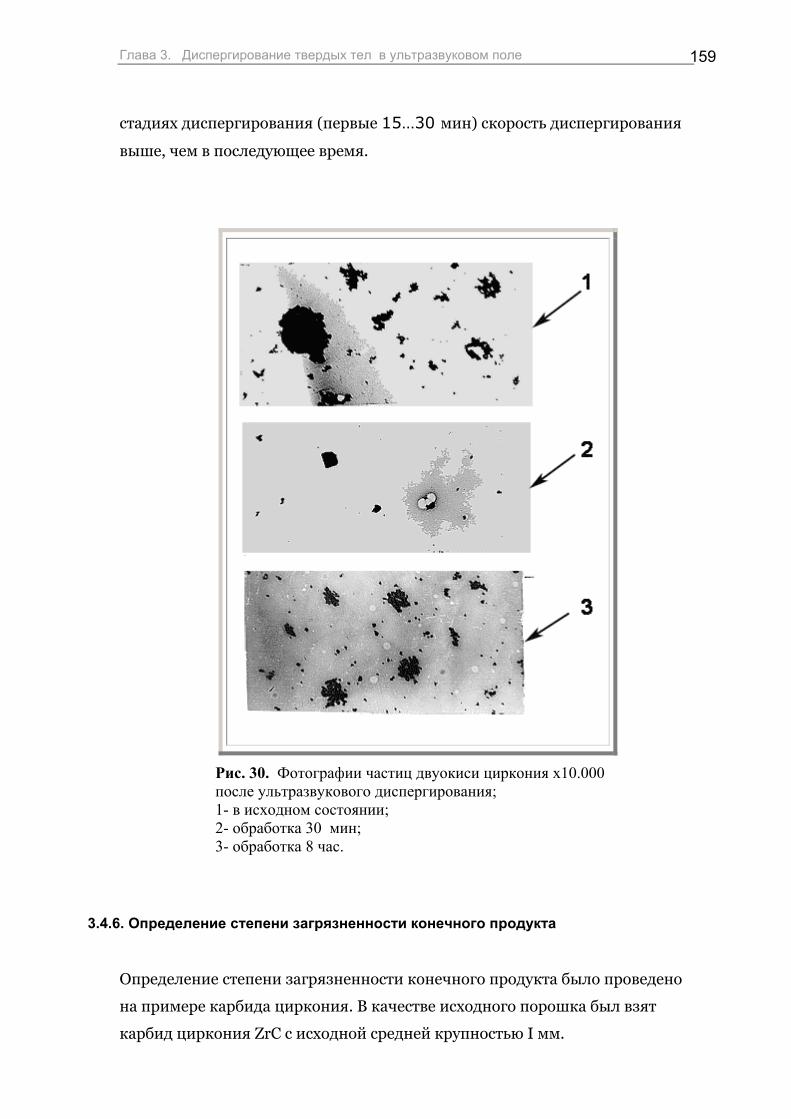
Глава 3. Диспергирование твердых тел в ультразвуковом поле
159
стадиях диспергирования (первые 15…30 мин) скорость диспергирования
выше, чем в последующее время.
Рис. 30. Фотографии частиц двуокиси циркония х10.000 после ультразвукового диспергирования; 1- в исходном состоянии; 2- обработка 30 мин; 3- обработка 8 час.
3.4.6. Определение степени загрязненности конечного продукта
Определение степени загрязненности конечного продукта было проведено
на примере карбида циркония. В качестве исходного порошка был взят
карбид циркония ZrC с исходной средней крупностью I мм.
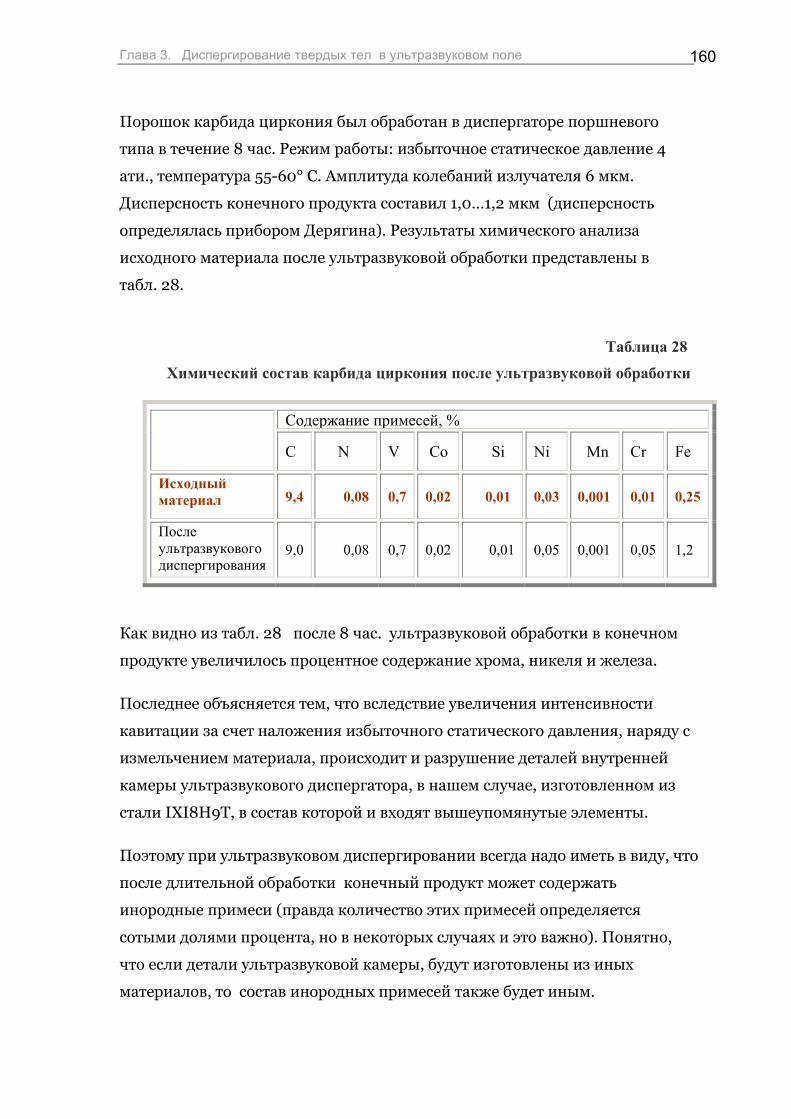
Глава 3. Диспергирование твердых тел в ультразвуковом поле
160
Порошок карбида циркония был обработан в диспергаторе поршневого
типа в течение 8 час. Режим работы: избыточное статическое давление 4
ати., температура 55-60° С. Амплитуда колебаний излучателя 6 мкм.
Дисперсность конечного продукта составил 1,0…1,2 мкм (дисперсность
определялась прибором Дерягина). Результаты химического анализа
исходного материала после ультразвуковой обработки представлены в
табл. 28.
Таблица 28
Химический состав карбида циркония после ультразвуковой обработки
Содержание примесей, %
С N V Со Si Ni Mn Cr Fе
Исходный материал 9,4 0,08 0,7 0,02 0,01 0,03 0,001 0,01 0,25
После ультразвукового диспергирования
9,0 0,08 0,7 0,02 0,01 0,05 0,001 0,05 1,2
Как видно из табл. 28 после 8 час. ультразвуковой обработки в конечном
продукте увеличилось процентное содержание хрома, никеля и железа.
Последнее объясняется тем, что вследствие увеличения интенсивности
кавитации за счет наложения избыточного статического давления, наряду с
измельчением материала, происходит и разрушение деталей внутренней
камеры ультразвукового диспергатора, в нашем случае, изготовленном из
стали IXI8H9T, в состав которой и входят вышеупомянутые элементы.
Поэтому при ультразвуковом диспергировании всегда надо иметь в виду, что
после длительной обработки конечный продукт может содержать
инородные примеси (правда количество этих примесей определяется
сотыми долями процента, но в некоторых случаях и это важно). Понятно,
что если детали ультразвуковой камеры, будут изготовлены из иных
материалов, то состав инородных примесей также будет иным.
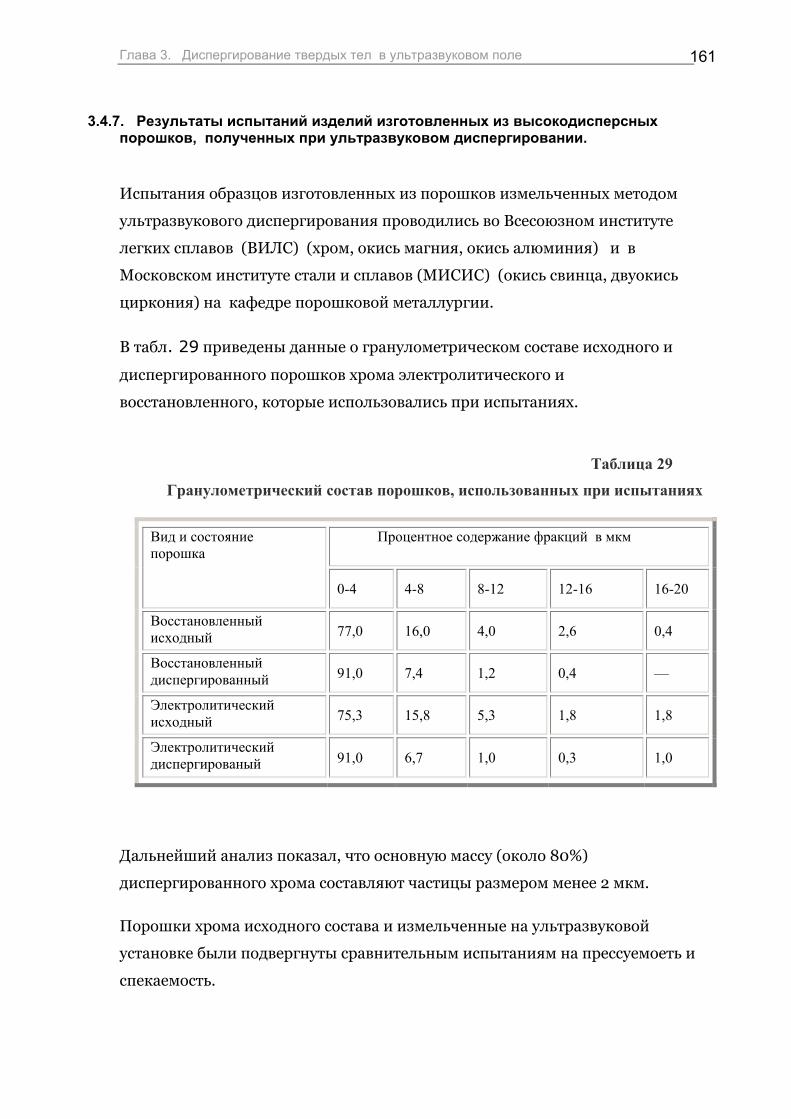
Глава 3. Диспергирование твердых тел в ультразвуковом поле
161
3.4.7. Результаты испытаний изделий изготовленных из высокодисперсных порошков, полученных при ультразвуковом диспергировании.
Испытания образцов изготовленных из порошков измельченных методом
ультразвукового диспергирования проводились во Всесоюзном институте
легких сплавов (ВИЛС) (хром, окись магния, окись алюминия) и в
Московском институте стали и сплавов (МИСИС) (окись свинца, двуокись
циркония) на кафедре порошковой металлургии.
В табл. 29 приведены данные о гранулометрическом составе исходного и
диспергированного порошков хрома электролитического и
восстановленного, которые использовались при испытаниях.
Таблица 29
Гранулометрический состав порошков, использованных при испытаниях
Процентное содержание фракций в мкм Вид и состояние порошка
0-4 4-8 8-12 12-16 16-20
Восстановленный исходный 77,0 16,0 4,0 2,6 0,4
Восстановленный диспергированный 91,0 7,4 1,2 0,4 —
Электролитический исходный 75,3 15,8 5,3 1,8 1,8
Электролитический диспергированый 91,0 6,7 1,0 0,3 1,0
Дальнейший анализ показал, что основную массу (около 80%)
диспергированного хрома составляют частицы размером менее 2 мкм.
Порошки хрома исходного состава и измельченные на ультразвуковой
установке были подвергнуты сравнительным испытаниям на прессуемоеть и
спекаемость.
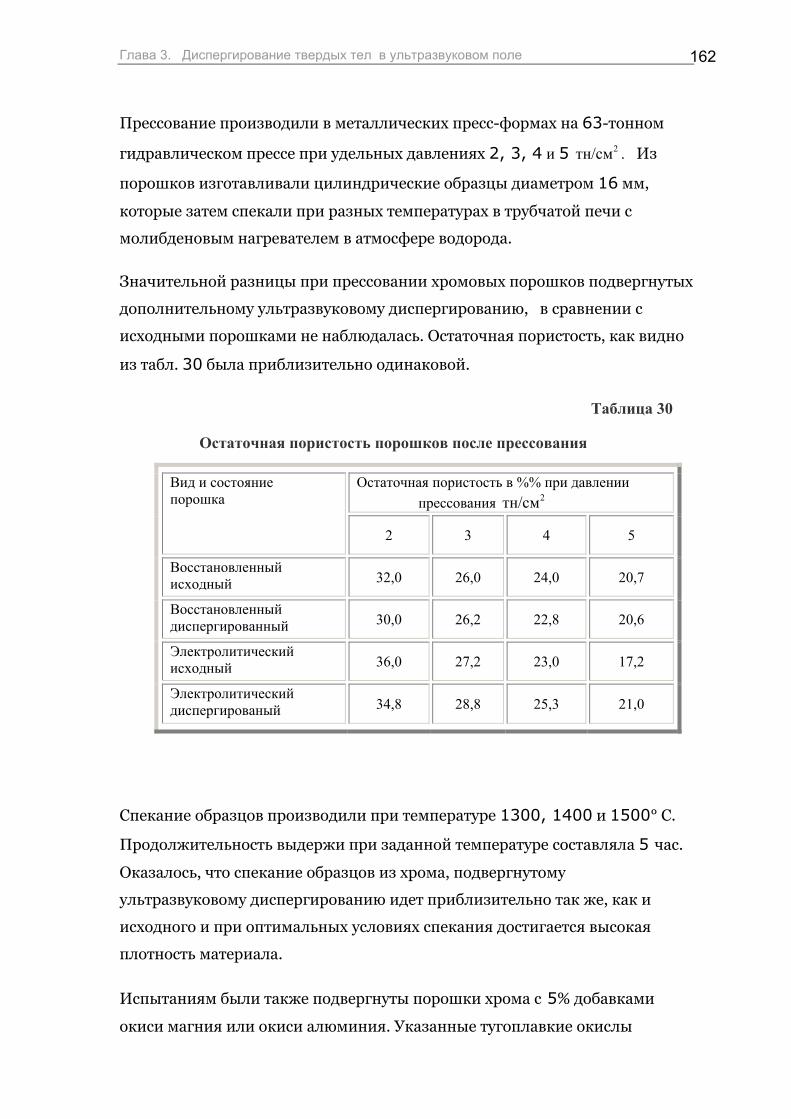
Глава 3. Диспергирование твердых тел в ультразвуковом поле
162
Прессование производили в металлических пресс-формах на 63-тонном
гидравлическом прессе при удельных давлениях 2, 3, 4 и 5 2тн/см . Из
порошков изготавливали цилиндрические образцы диаметром 16 мм,
которые затем спекали при разных температурах в трубчатой печи с
молибденовым нагревателем в атмосфере водорода.
Значительной разницы при прессовании хромовых порошков подвергнутых
дополнительному ультразвуковому диспергированию, в сравнении с
исходными порошками не наблюдалась. Остаточная пористость, как видно
из табл. 30 была приблизительно одинаковой.
Таблица 30
Остаточная пористость порошков после прессования
Спекание образцов производили при температуре 1300, 1400 и 1500° С.
Продолжительность выдержи при заданной температуре составляла 5 час.
Оказалось, что спекание образцов из хрома, подвергнутому
ультразвуковому диспергированию идет приблизительно так же, как и
исходного и при оптимальных условиях спекания достигается высокая
плотность материала.
Испытаниям были также подвергнуты порошки хрома с 5% добавками
окиси магния или окиси алюминия. Указанные тугоплавкие окислы
Остаточная пористость в %% при давлении прессования 2тн/см
Вид и состояние порошка
2 3 4 5
Восстановленный исходный 32,0 26,0 24,0 20,7
Восстановленный диспергированный 30,0 26,2 22,8 20,6
Электролитический исходный 36,0 27,2 23,0 17,2
Электролитический диспергированый 34,8 28,8 25,3 21,0
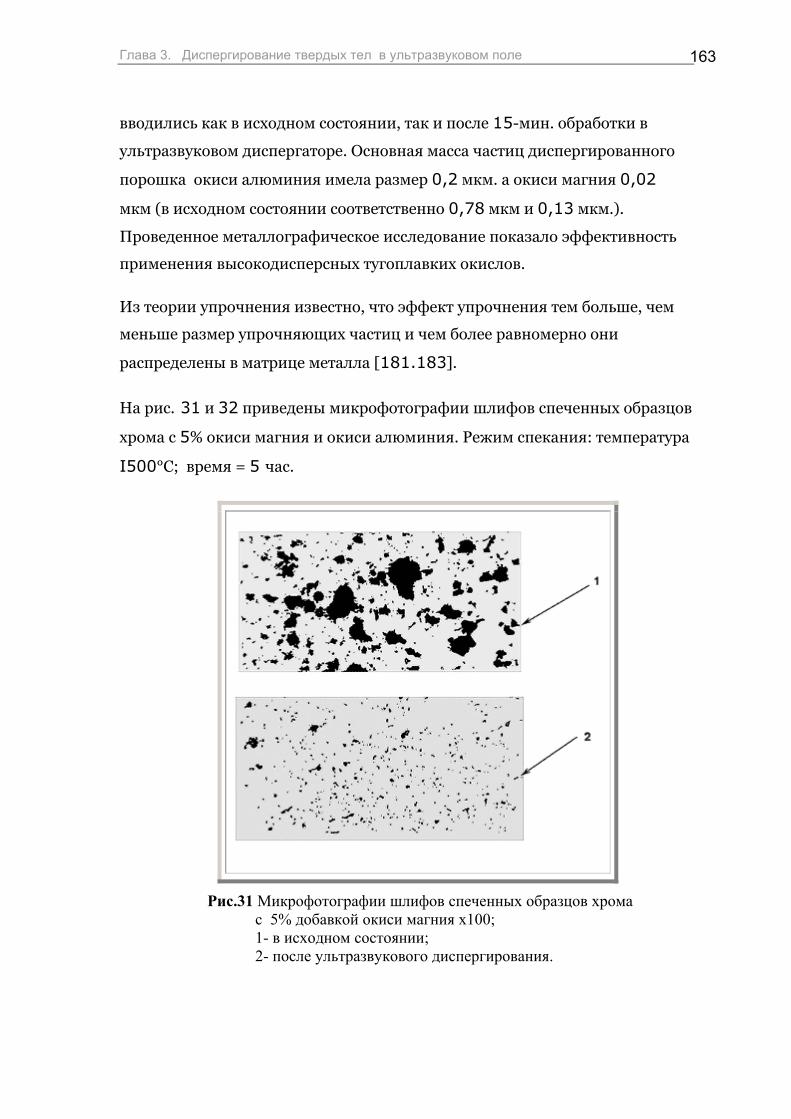
Глава 3. Диспергирование твердых тел в ультразвуковом поле
163
вводились как в исходном состоянии, так и после 15-мин. обработки в
ультразвуковом диспергаторе. Основная масса частиц диспергированного
порошка окиси алюминия имела размер 0,2 мкм. а окиси магния 0,02
мкм (в исходном состоянии соответственно 0,78 мкм и 0,13 мкм.).
Проведенное металлографическое исследование показало эффективность
применения высокодисперсных тугоплавких окислов.
Из теории упрочнения известно, что эффект упрочнения тем больше, чем
меньше размер упрочняющих частиц и чем более равномерно они
распределены в матрице металла [181.183].
На рис. 31 и 32 приведены микрофотографии шлифов спеченных образцов
хрома с 5% окиси магния и окиси алюминия. Режим спекания: температура
I500°С; время = 5 час.
Рис.31 Микрофотографии шлифов спеченных образцов хрома с 5% добавкой окиси магния х100; 1- в исходном состоянии; 2- после ультразвукового диспергирования.
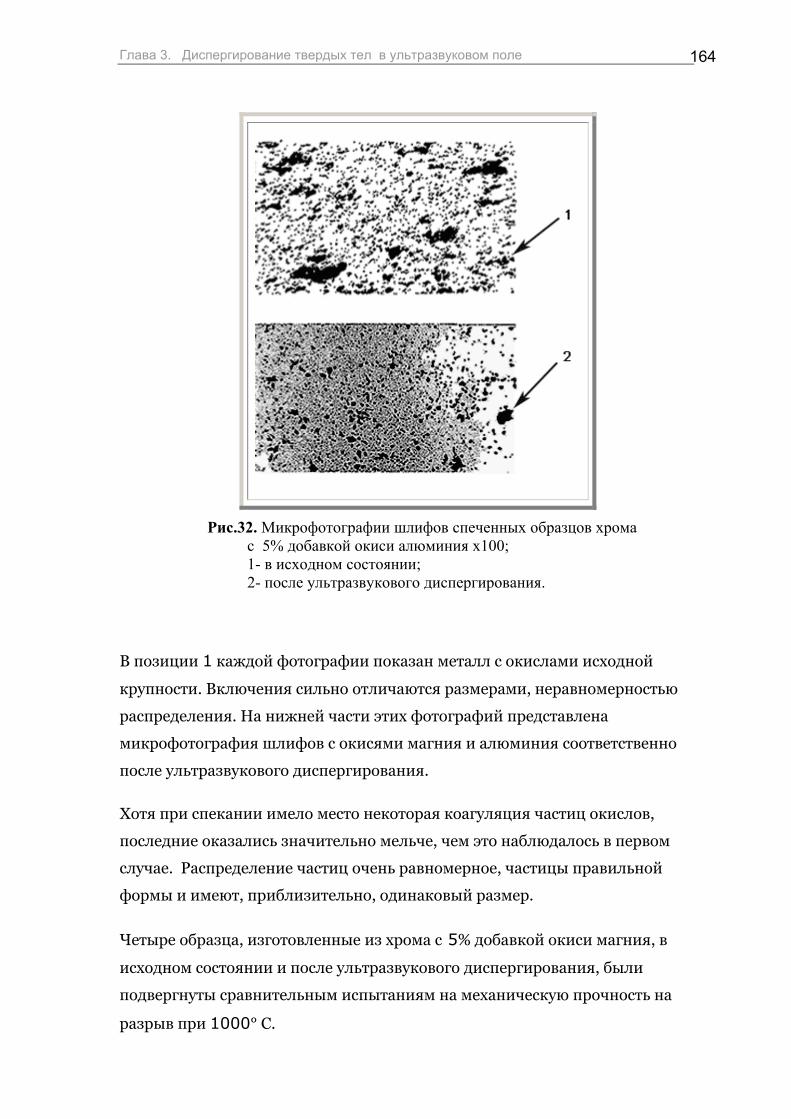
Глава 3. Диспергирование твердых тел в ультразвуковом поле
164
Рис.32. Микрофотографии шлифов спеченных образцов хрома с 5% добавкой окиси алюминия х100; 1- в исходном состоянии; 2- после ультразвукового диспергирования.
В позиции 1 каждой фотографии показан металл с окислами исходной
крупности. Включения сильно отличаются размерами, неравномерностью
распределения. На нижней части этих фотографий представлена
микрофотография шлифов с окисями магния и алюминия соответственно
после ультразвукового диспергирования.
Хотя при спекании имело место некоторая коагуляция частиц окислов,
последние оказались значительно мельче, чем это наблюдалось в первом
случае. Распределение частиц очень равномерное, частицы правильной
формы и имеют, приблизительно, одинаковый размер.
Четыре образца, изготовленные из хрома с 5% добавкой окиси магния, в
исходном состоянии и после ультразвукового диспергирования, были
подвергнуты сравнительным испытаниям на механическую прочность на
разрыв при 1000° С.
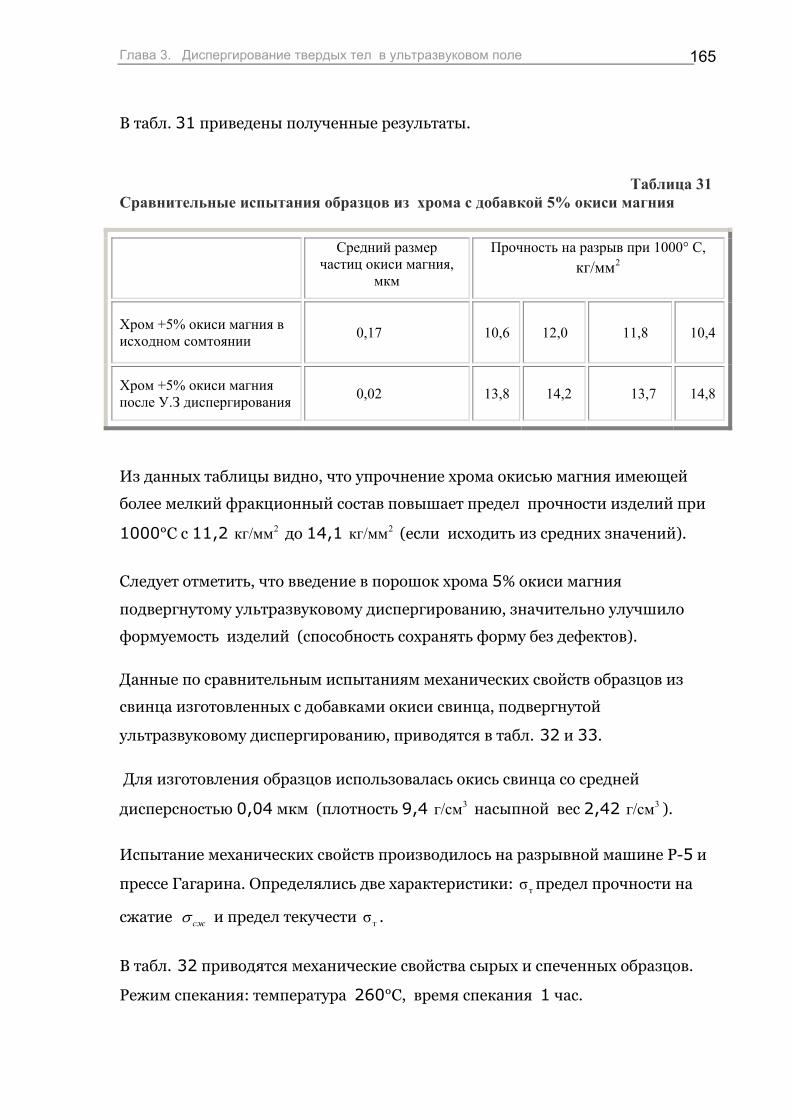
Глава 3. Диспергирование твердых тел в ультразвуковом поле
165
В табл. 31 приведены полученные результаты.
Таблица 31
Сравнительные испытания образцов из хрома с добавкой 5% окиси магния
Средний размер частиц окиси магния,
мкм
Прочность на разрыв при 1000° С, 2кг/мм
Хром +5% окиси магния в исходном сомтоянии 0,17 10,6 12,0 11,8 10,4
Хром +5% окиси магния после У.З диспергирования 0,02 13,8 14,2 13,7 14,8
Из данных таблицы видно, что упрочнение хрома окисью магния имеющей
более мелкий фракционный состав повышает предел прочности изделий при
1000°С с 11,2 2кг/мм до 14,1 2кг/мм (если исходить из средних значений).
Следует отметить, что введение в порошок хрома 5% окиси магния
подвергнутому ультразвуковому диспергированию, значительно улучшило
формуемость изделий (способность сохранять форму без дефектов).
Данные по сравнительным испытаниям механических свойств образцов из
свинца изготовленных с добавками окиси свинца, подвергнутой
ультразвуковому диспергированию, приводятся в табл. 32 и 33.
Для изготовления образцов использовалась окись свинца со средней
дисперсностью 0,04 мкм (плотность 9,4 3г/см насыпной вес 2,42 3г/см ).
Испытание механических свойств производилось на разрывной машине Р-5 и
прессе Гагарина. Определялись две характеристики: тσ предел прочности на
сжатие сжσ и предел текучести тσ .
В табл. 32 приводятся механические свойства сырых и спеченных образцов.
Режим спекания: температура 260°С, время спекания 1 час.
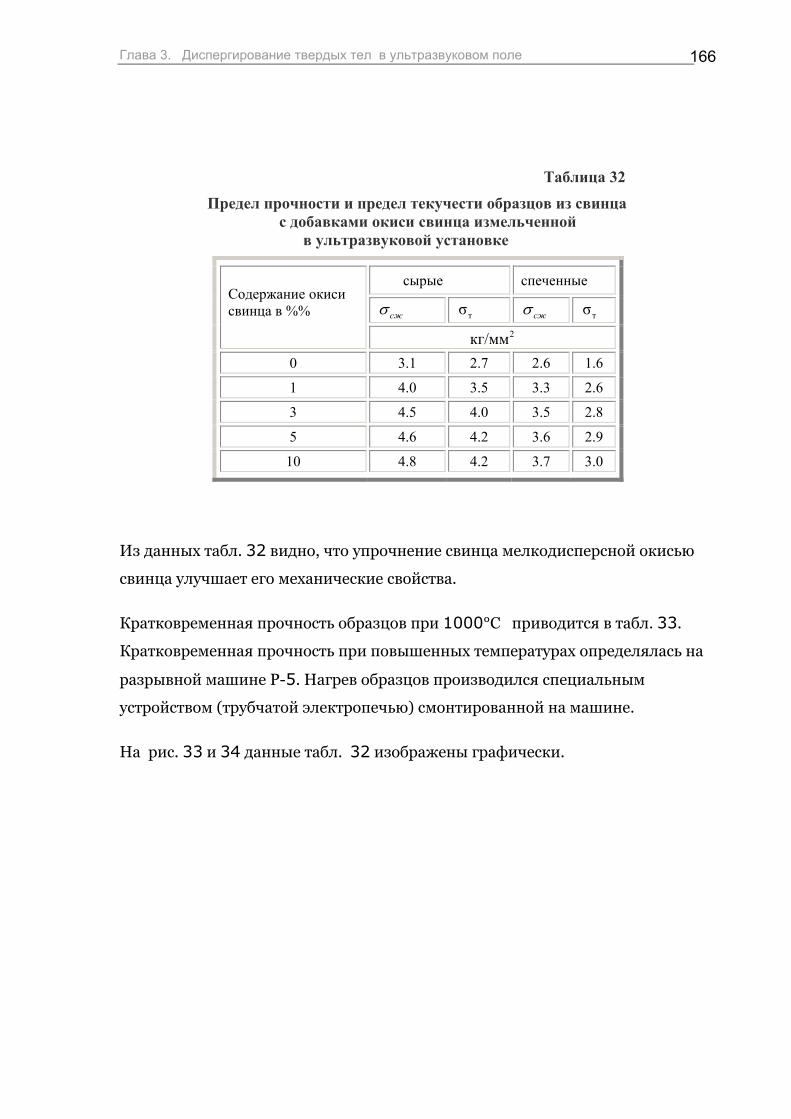
Глава 3. Диспергирование твердых тел в ультразвуковом поле
166
Таблица 32
Предел прочности и предел текучести образцов из свинца с добавками окиси свинца измельченной
в ультразвуковой установке
Из данных табл. 32 видно, что упрочнение свинца мелкодисперсной окисью
свинца улучшает его механические свойства.
Кратковременная прочность образцов при 1000°С приводится в табл. 33.
Кратковременная прочность при повышенных температурах определялась на
разрывной машине Р-5. Нагрев образцов производился специальным
устройством (трубчатой электропечью) смонтированной на машине.
На рис. 33 и 34 данные табл. 32 изображены графически.
сырые спеченные
сжσ тσ сжσ тσ Содержание окиси свинца в %%
2кг/мм 0 3.1 2.7 2.6 1.6
1 4.0 3.5 3.3 2.6
3 4.5 4.0 3.5 2.8
5 4.6 4.2 3.6 2.9
10 4.8 4.2 3.7 3.0
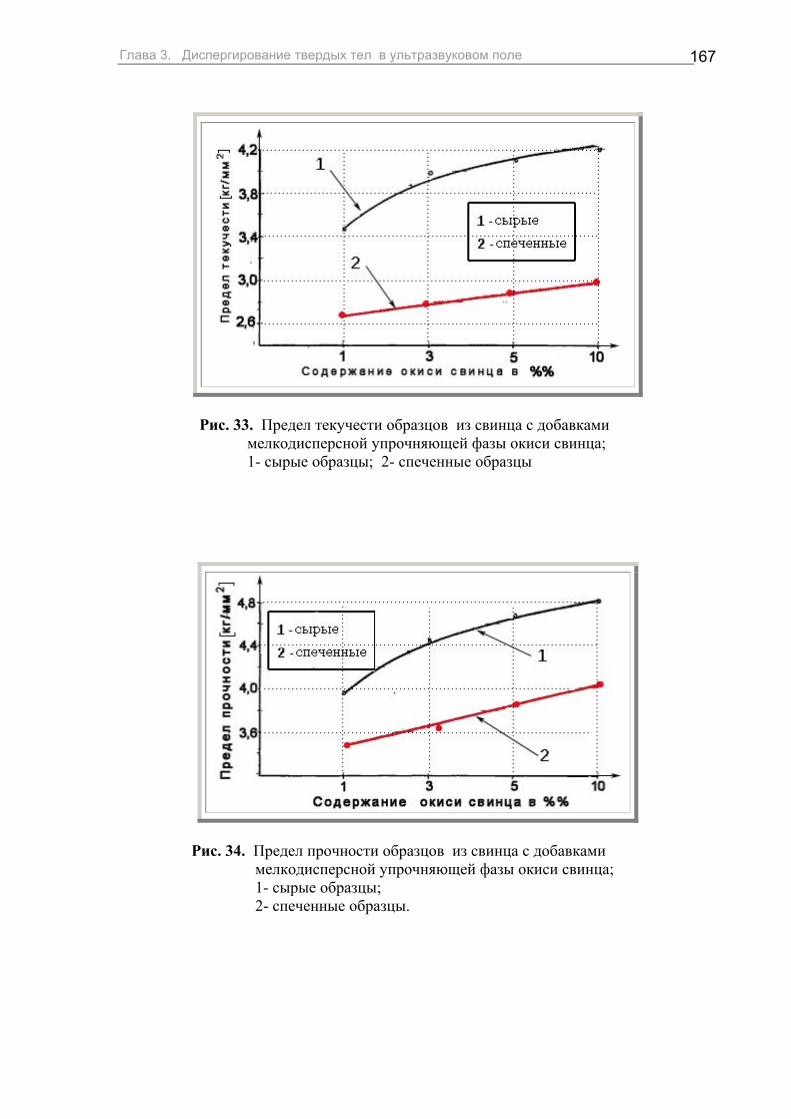
Глава 3. Диспергирование твердых тел в ультразвуковом поле
167
Рис. 33. Предел текучести образцов из свинца с добавками мелкодисперсной упрочняющей фазы окиси свинца; 1- сырые образцы; 2- спеченные образцы
Рис. 34. Предел прочности образцов из свинца с добавками мелкодисперсной упрочняющей фазы окиси свинца; 1- сырые образцы; 2- спеченные образцы.
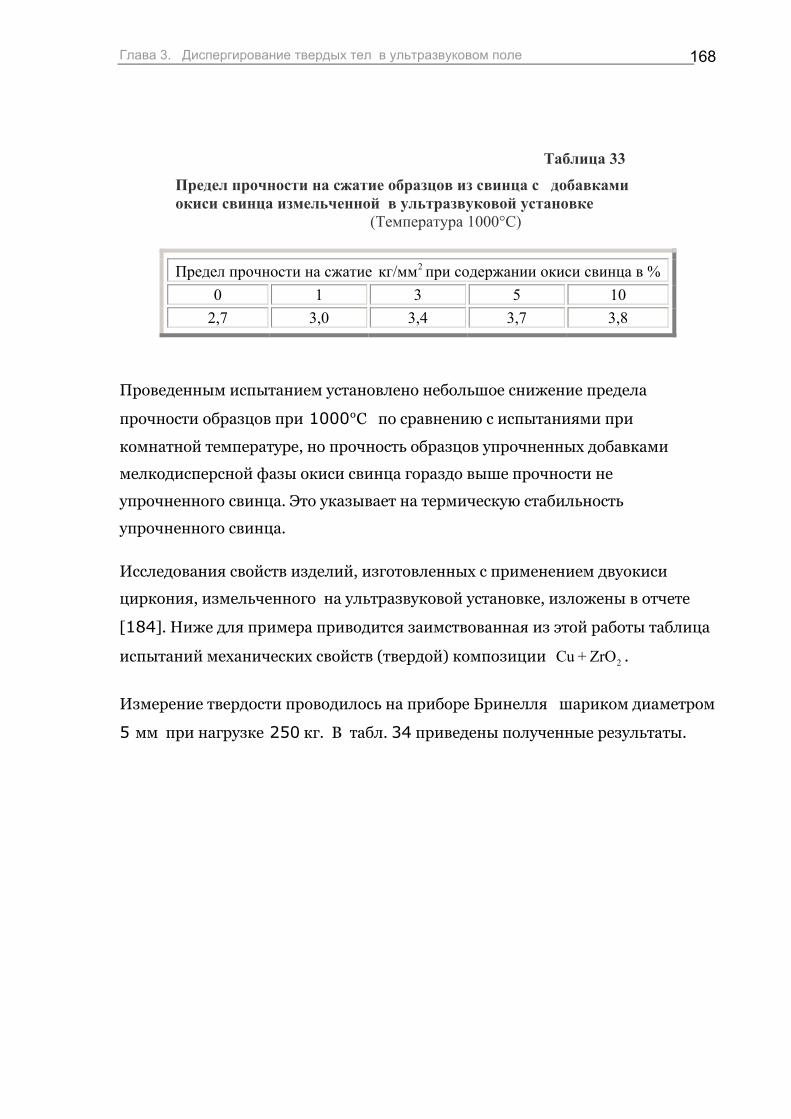
Глава 3. Диспергирование твердых тел в ультразвуковом поле
168
Таблица 33
Предел прочности на сжатие образцов из свинца с добавками окиси свинца измельченной в ультразвуковой установке
(Температура 1000°С)
Предел прочности на сжатие 2кг/мм при содержании окиси свинца в % 0 1 3 5 10
2,7 3,0 3,4 3,7 3,8
Проведенным испытанием установлено небольшое снижение предела
прочности образцов при 1000°С по сравнению с испытаниями при
комнатной температуре, но прочность образцов упрочненных добавками
мелкодисперсной фазы окиси свинца гораздо выше прочности не
упрочненного свинца. Это указывает на термическую стабильность
упрочненного свинца.
Исследования свойств изделий, изготовленных с применением двуокиси
циркония, измельченного на ультразвуковой установке, изложены в отчете
[184]. Ниже для примера приводится заимствованная из этой работы таблица
испытаний механических свойств (твердой) композиции 2Cu + ZrO .
Измерение твердости проводилось на приборе Бринелля шариком диаметром
5 мм при нагрузке 250 кг. В табл. 34 приведены полученные результаты.
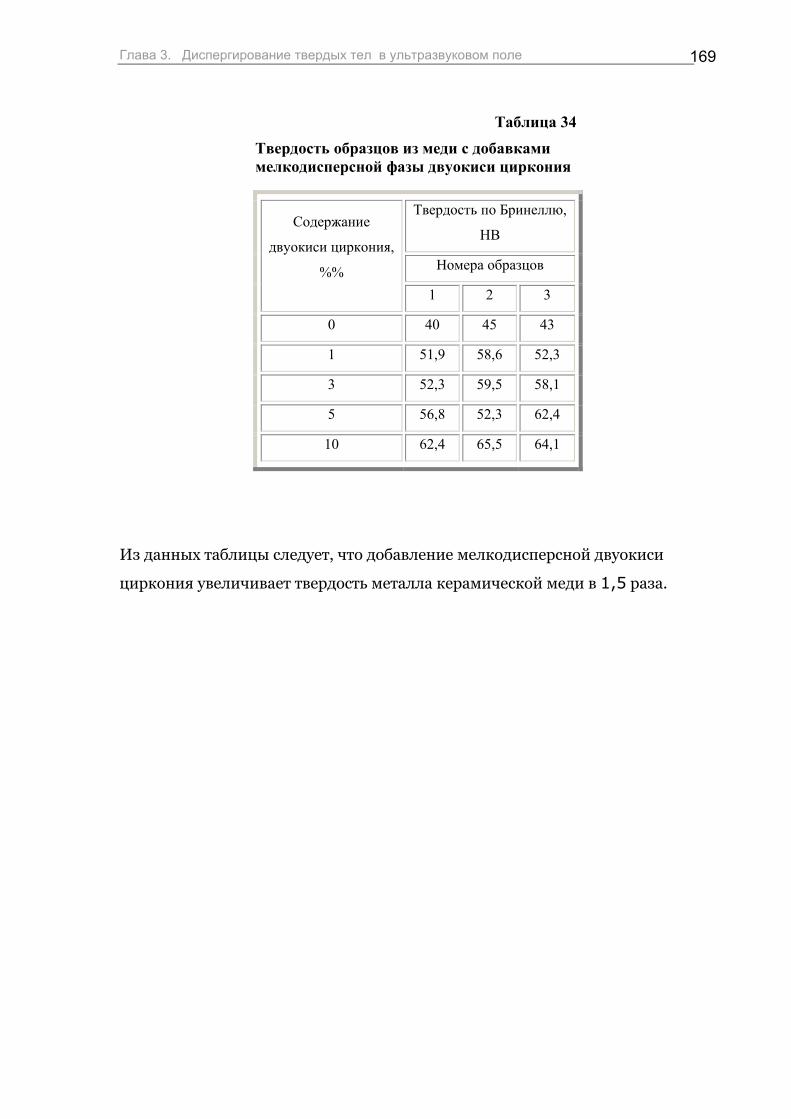
Глава 3. Диспергирование твердых тел в ультразвуковом поле
169
Таблица 34
Твердость образцов из меди с добавками мелкодисперсной фазы двуокиси циркония
Из данных таблицы следует, что добавление мелкодисперсной двуокиси
циркония увеличивает твердость металла керамической меди в 1,5 раза.
Твердость по Бринеллю,
HB
Номера образцов
Содержание
двуокиси циркония,
%% 1 2 3
0 40 45 43
1 51,9 58,6 52,3
3 52,3 59,5 58,1
5 56,8 52,3 62,4
10 62,4 65,5 64,1
Глава 3. Диспергирование твердых тел в ультразвуковом поле
170
Выводы по главе 3
1. Процесс ультразвукового диспергирования твердых материалов в
жидкой среде определяется интенсивностью волн давления возникающих при
захлопывании кавитационной полости. Аналитически показано и
экспериментально подтверждено, что конкретному значению звуковому
давлению соответствует строго определенная величина статического давления,
при котором достигается наибольший эффект ультразвукового
диспергирования.
2. Разработана ультразвуковая аппаратура, предусматривающая эффект
интенсификации процесса диспергирования за счет избыточного статического
давления. Технологические эксперименты по диспергированию тугоплавких
материалов (хрома, окиси алюминия, окиси магния и др.) показали
целесообразность разработанных конструкций аппаратуры для
промышленного использования.
З. В результате изучения влияния различных технологических факторов
на процесс ультразвукового диспергирования выявлено, что оптимальное
статическое давление при амплитуде торца волновода 6 мкм составляет
3,5…4,5 ати., повышение температуры до 75°С интенсифицирует процесс
ультразвукового диспергирования незначительно; изменение соотношения
твердой и жидкой фазы в пределах от 0,2 до 2,3 г/мл не влияет существенно
на дисперсность обработанного материала, с уменьшением первоначального
размера частиц при постоянном времени обработки размер частиц конечного
продукта имеет более мелкодисперсный состав; с увеличением времени
обработки увеличивается фракционная однородность конечного продукта.
4. Исследование процесса ультразвукового диспергирования хрома и
тугоплавких окислов в жидкой среде с применением повышенного
статического давления показали эффективность данного способа
измельчения, для получения ультратонких порошков (размером до 0,02-0,04
мкм) из исходных материалов уже достаточно мелких. На примере окиси
алюминия, окиси магния, окиси свинца и двуокиси циркония (с исходным
размером частиц менее одного микрона) показано, что при ультразвуковом
Глава 3. Диспергирование твердых тел в ультразвуковом поле
171
диспергировании под избыточным статическим давлением за 10…15 мин
обработки достигается степень измельчения материала в 20… 30 раз.
5. Проведенные металлографические исследования спеченных образцов
показали, что при введении в порошок хрома подвергнутой ультразвуковой
обработке окиси алюминия или окиси магния в количестве до 5% достигается
равномерное распределение в матрице тугоплавких включений минимальных
размеров, что способствует повышению прочностных и эксплуатационных
характеристик полученного материала.
6. Проведенные технологические испытания готовых изделий
указывают на перспективность применения метода ультразвукового
диспергирования для изготовления упрочняющих добавок (тугоплавкие
окислы и соединения), используемых в производстве дисперсно-упрочненных
жаропрочных материалов типа САП.
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
172
4
Разработка Сплавов с Повышенной Кавитационной Стойкостью ___________________________________________________________________
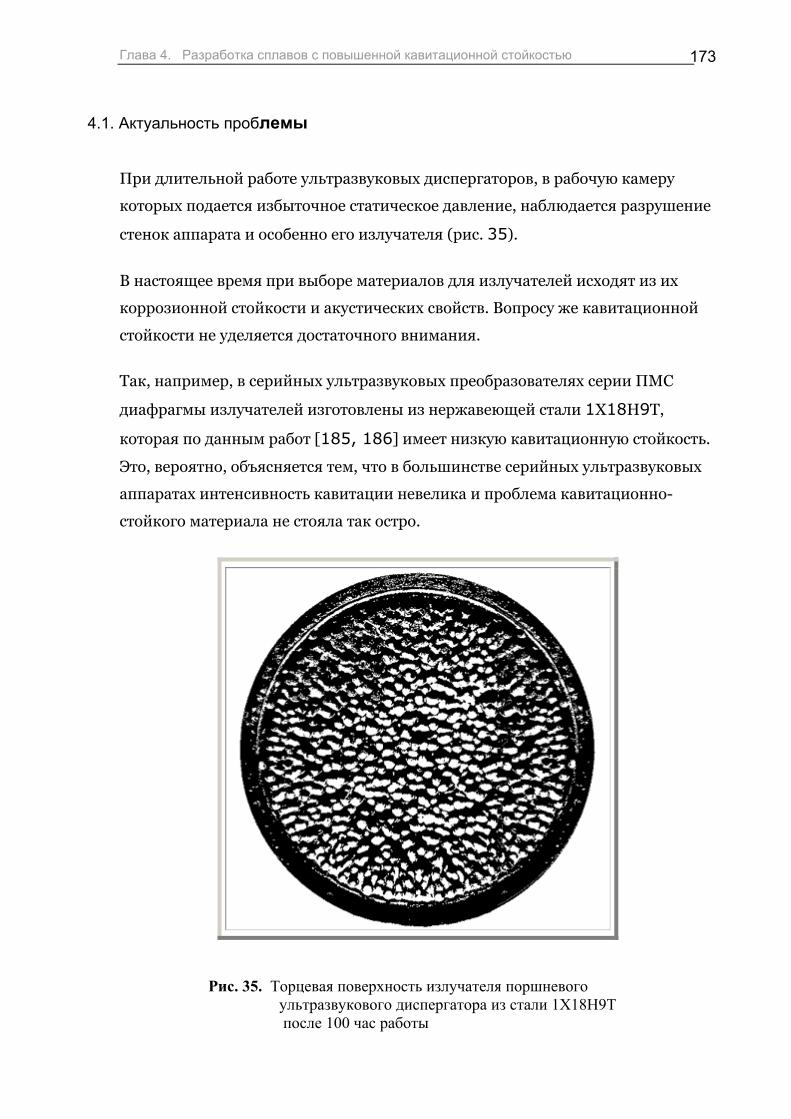
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
173
4.1. Актуальность проблемы
При длительной работе ультразвуковых диспергаторов, в рабочую камеру
которых подается избыточное статическое давление, наблюдается разрушение
стенок аппарата и особенно его излучателя (рис. 35).
В настоящее время при выборе материалов для излучателей исходят из их
коррозионной стойкости и акустических свойств. Вопросу же кавитационной
стойкости не уделяется достаточного внимания.
Так, например, в серийных ультразвуковых преобразователях серии ПМС
диафрагмы излучателей изготовлены из нержавеющей стали 1Х18Н9Т,
которая по данным работ [185, 186] имеет низкую кавитационную стойкость.
Это, вероятно, объясняется тем, что в большинстве серийных ультразвуковых
аппаратах интенсивность кавитации невелика и проблема кавитационно-
стойкого материала не стояла так остро.
Рис. 35. Торцевая поверхность излучателя поршневого
ультразвукового диспергатора из стали 1Х18Н9Т после 100 час работы
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
174
Однако, использование избыточного статического давления значительно
повысило интенсивность кавитации, и поэтому выбор кавитационно-стойкого
материала стал первоочередной задачей.
Цель исследований, изложенных в настоящем разделе диссертации, состояла в
выборе кавитационностойкого материала пригодного для изготовления
деталей ультразвуковых диспергаторов, работающих в режиме интенсивной
кавитации.
4.2. Кавитационная эрозия и факторы ее обуславливающие. Роль структуры сплава.
Существует несколько гипотез о природе кавитационного разрушения.
Многочисленными исследованиями было установлено, что в кавитационной
зоне поверхность металла подвергается механическому, коррозионному,
электрическому и тепловому воздействию. Однако металлографический и
рентгеноструктурный анализ показал, что главным фактором является
механическое воздействие [52, 67, 70, 187, 188].
Так, металлографическим методом была обнаружена пластическая
деформация поверхностного слоя [186, 189], а рентгеновским анализом
выявлены изменения в структуре металлов, которые обуславливаются
наклепом [189-192]. О наклепе свидетельствует также повышение
микротвердости сплавов на первых этапах кавитационного воздействия [193].
Ряд авторов пытались выяснить причины появления пластической
деформации и наклепа металлов при кавитации. Л.А.Гликман [189] дает
следующее представление о физической природе кавитационного
воздействия: " Каждый гидравлический удар (под гидравлическим ударом
автор понимает механическое воздействие на поверхность металла вследствие
захлопывания одиночного кавитационного пузырька) охватывает очень малую
область. Зона максимальных напряжений в этой области соизмерима с
размерами отдельных структурных составляющих. Величина напряжений
значительна и превышает уровень предела текучести. Гидравлические удары
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
175
приводят к пластической деформации, наклепу поверхности. Толщина
наклепанного слоя соизмерима с размерами зоны действия максимальных
напряжений и растет со временем. В пределах этой толщины начинается
кавитационная эрозия, распространяющаяся в глубину".
Теория микроударного воздействия получила дальнейшее развитие в работах
Богачева Н.И. и Минца Р.И. [194]. Исследованиями было установлено, что
при кавитационной воздействии, напряжения, возникающие в результате
захлопывания кавитационных пузырьков, приходятся на относительно малую
площадь поверхности металла. Кавитационная стойкость металлов и сплавов,
по данным авторов, определяется свойствами микроскопических объемов, т.е.
прочностью отдельных структурных составляющих.
Особенно влияет на кавитационную стойкость металла и сплава его природа и
структура. Различные фазы и структурные составляющие по-разному
воспринимают пластическую деформацию, по-разному упрочняются. Поэтому
при выборе кавитационно-стойкого сплава, как указывают авторы,
обязательно надо учитывать структуру сплава и способность отдельных
структурных составляющих противостоять кавитационному воздействию.
Изучение поведения сплавов при воздействии кавитации без учета
структурных особенностей позволило ряду авторов утверждать о
существовании зависимости между кавитационной стойкостью и
механическими свойствами сплавов – твердостью [ 195-197], пределом
прочности [195], ударной вязкостью [196,198] отношением предела
прочности к пределу текучести [199].
Другие исследователи считают, что зависимости между твердостью и
кавитационной стойкостью нет [186,189], а если и есть, то только в
однотипных системах находящихся в одинаковом структурном состоянии
[206].
Обоснование положения, что механические свойства металла или сплава не
могут служить критерием оценки его кавитационной стойкости, изложено в
работе [201], где авторы указывают, что механические свойства - усредненные
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
176
характеристики материала, в то время как кавитационная стойкость материала
зависит от механических свойств отдельных структурных составляющих.
Различие во взглядах авторов по-видимому вызвано тем, что в приведенных
работах не учитывалось соотношение между размерами зерен и размерами
максимально напряженных при эрозии областей. Макромеханические
свойства (предел прочности, предел текучести твердость и т.д.) отражают
сопротивление металлов и сплавов разрушению лишь в том случае, если в
процессе нагружения размеры максимально напряженных зон более чем в 10
раз превосходят размеры областей структурной неоднородности (зерен) [202].
Поэтому следует полагать, что макромеханические свойства могут
характеризовать кавитационную стойкость только достаточно мелкозернистых
материалов.
Таким образом, исходя из вышеизложенного, можно считать, что при выборе
кавитационностойких материалов следует исходить из структуры сплава и
отдавать предпочтение тем материалам, которые характеризуются высокой
прочностью отдельных структурных составляющих, т.е. высоким
сопротивлением микрообъемов пластической деформации при микроударном
воздействии.
4.3. Алюминиевые бронзы - кавитационно-стойкий материал
Из литературы известно, что алюминиевые бронзы находят широкое
применение в аппаратах и конструкциях, где требуется высокая стойкость
материалов к кавитационному износу [203],
Кроме того алюминиевые бронзы имеют достаточные упругие свойства, что
указывает на возможность их применения для изготовления излучателей
магнитострикционных преобразователей [204],
Ниже приводятся, заимствованные из последней работы, некоторые данные
по свойствам алюминиевых бронз.
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
177
Плотность - 8,5 3г/см Скорость звука - 4070 м/сек Предел выносливости (усталости) при циклической переменной нагрузке - 18,5 2кг мм Максимально возможная скорость смещения частиц материала - 1680 см/сек.
Из анализа приведенных значений следует, что предел выносливости
алюминиевых бронз (т.е. наибольшее максимальное напряжение цикла, при
осевом нагружении, при котором материал не разрушается при практически
неограниченно большем числе перемен напряжений ) равен аналогичному
показателю большинства конструкционных сталей, анализ свойств которых
имеется в работе [205].
Не уступая значительно сталям по упругим свойствам, алюминиевые бронзы
значительно превосходят их по кавитационной стойкости. Так в работе [206]
указывается, что литые отожженные алюминиевые бронзы с содержанием
алюминия 11,6% и 12,5 % превосходят кавитационную стойкость стали 1Х13
в 4,3 и 7,0 раз соответственно.
Еще более высокую кавитационную стойкость имеют закаленные
алюминиевые бронзы. Так согласно вышеупомянутой работе В.В Гавранека
[206], алюминиевые бронзы в закаленном состоянии в 2,5-3 раза превосходят
по кавитационной стойкости алюминиевые бронзы в литом или отожженном
состоянии. Аналогичный вывод получен в совместной работе М.В. Степановой,
Б.А. Аграната и В.И. Башкирова [207].
Полученные результаты можно объяснить, используя соображения,
изложенные в работе [208]. Сплавы на медной основе представлены двумя
основными группами: это α - фазные и β - фазные сплавы. Кроме того,
имеются еще обширная группа сплавов, состоящая из смеси этих двух фаз
(α + β ) либо α + продукты распада β - фазы (α + 2γ ) или β ′ . Каждая их
этих структурных составляющих обладает различными механическими
свойствами α - фаза относительно мягкая, пластичная характеризуется
низкими значениями сопротивлению отрыву и предела текучести, β - фаза
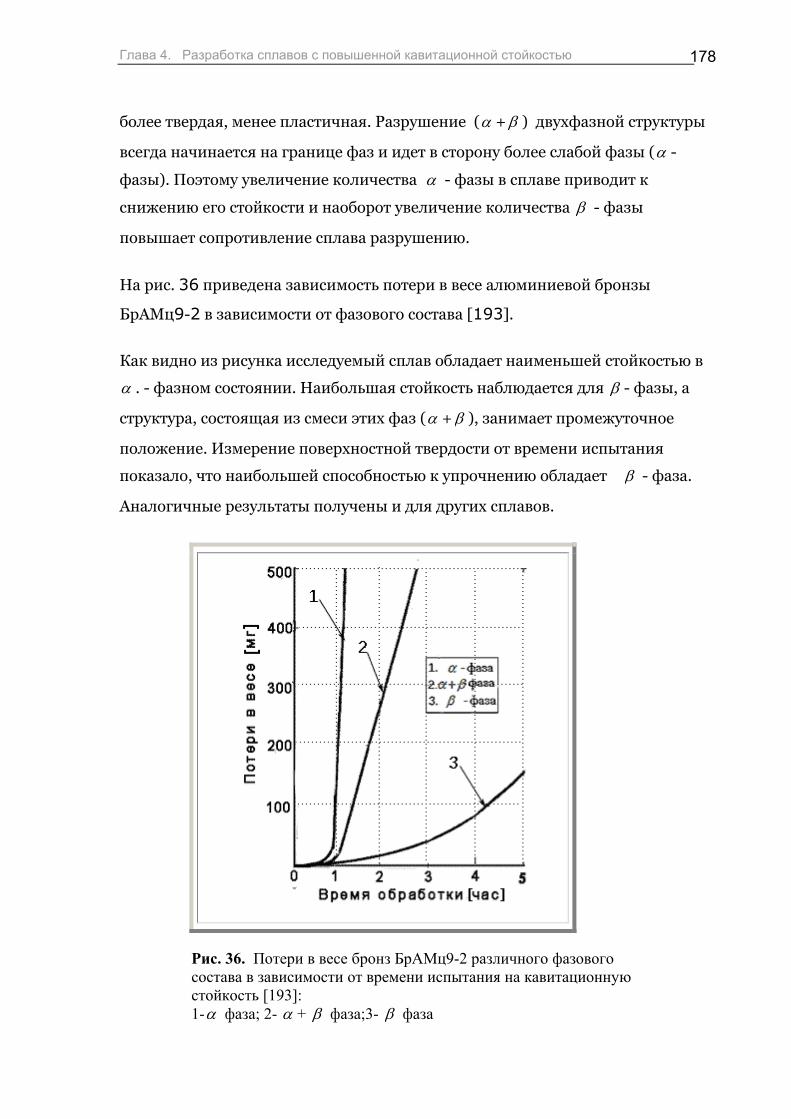
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
178
более твердая, менее пластичная. Разрушение (α + β ) двухфазной структуры
всегда начинается на границе фаз и идет в сторону более слабой фазы (α -
фазы). Поэтому увеличение количества α - фазы в сплаве приводит к
снижению его стойкости и наоборот увеличение количества β - фазы
повышает сопротивление сплава разрушению.
На рис. 36 приведена зависимость потери в весе алюминиевой бронзы
БрАМц9-2 в зависимости от фазового состава [193].
Как видно из рисунка исследуемый сплав обладает наименьшей стойкостью в
α . - фазном состоянии. Наибольшая стойкость наблюдается для β - фазы, а
структура, состоящая из смеси этих фаз (α + β ), занимает промежуточное
положение. Измерение поверхностной твердости от времени испытания
показало, что наибольшей способностью к упрочнению обладает β - фаза.
Аналогичные результаты получены и для других сплавов.
Рис. 36. Потери в весе бронз БрАМц9-2 различного фазового состава в зависимости от времени испытания на кавитационную стойкость [193]: 1-α фаза; 2- α + β фаза;3- β фаза
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
179
Если рассмотреть равновесную диаграмму состояний Cu-Al [209], то видно,
что бронзы с содержанием алюминия менее 9,8% являются однофазными,
состоящими из α - раствора и следовательно имеют малую кавитационную
стойкость. Дальнейшее повышение содержания алюминия приводит к
появлению β - фазы и бронза с содержанием алюминия 12% является
полностью β фазной.
Но β - твердый раствор в алюминиевой бронзе не существует при комнатной
температуре. Уже при температуре 565°С β -твердый раствор претерпевает
эвтектоидное превращение по схеме β → α + 2γ .
Если же применить закалку для сплавов с содержанием алюминия 10…16%, то
как следует из диаграммы метастабильных состояний сплавов Cu-Al [210] для
больших скоростей охлаждения в воде β - раствор при содержании алюминия
до 12,8% образует β ′ - фазу, в области c содержанием алюминия
12,8…13,3% образует β ′+γ ′ фазу, а при содержании алюминия 13,3% и
выше - γ ′ -фазу. β ′ - фаза носит название превращенной β - фазы. Эта
фаза отличается от обычной β - фазы только тем, что имеет пластинчатую
форму, но сохраняет все механические свойства β - фазы [208].
Таким образом, применяя закалку в алюминиевых бронзах с содержанием
алюминия 9,8…12,8% можно вместо α - фазных бронз получить более
кавитационно-стойкие β ′ - фазные бронзы.
В работе [207] было показано, что наиболее кавитационно-стойкими из всех
алюминиевых бронз являются сплавы эвтектоидного состава (с содержанием
алюминия 11,8…12,3 %).
Однако еще больше увеличить кавитационную стойкость алюминиевых бронз
вышеупомянутого состава можно, если применять наряду с закалкой
легирование их другими элементами.
В настоящем разделе изложены результаты исследований по определению
кавитационной стойкости новых композиций алюминиевых бронз системы
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
180
Cu-Al-Ti. Обоснованием применения титана для повышения кавитационной
стойкости алюминиевых бронз может служить работа [211], где показано, что
добавление титана в алюминиевые бронзы позволят фиксировать β - фазу
при комнатной температуре.
Кроме титана, алюминиевые бронзы легировались никелем и кобальтом, и
совместно никелем и железом и кобальтом и железом. Стимулом к
проведению такого рода исследований явились данные приведенные в работах
[212-214], где указывается, что добавление в алюминиевые бронзы
вышеупомянутых элементов повышает их кавитационную стойкость. Но в
отличие от исследований, изложенных в этих работах, проведена попытка
замены железа титаном в алюминиевых бронзах композиций Cu-Al-Ni-Fe b Cu-
Al-Co-Fe.
Также проведено исследование замены железа титаном в сплаве БрАЖМц9-4-
2. Для сравнения испытанию были подвергнуты двойные алюминиевые
бронзы с содержанием 10 и 12% Al , а также две стандартные алюминиевые
бронзы БрAЖM10-4-4 и БрАЖМц10-3-1,5, которые по данным работы[215]
имеют высокую кавитационную стойкость.
Cоставы сплавов, подвергнутых испытанию на кавитационную стойкость,
приведены в табл. 35.
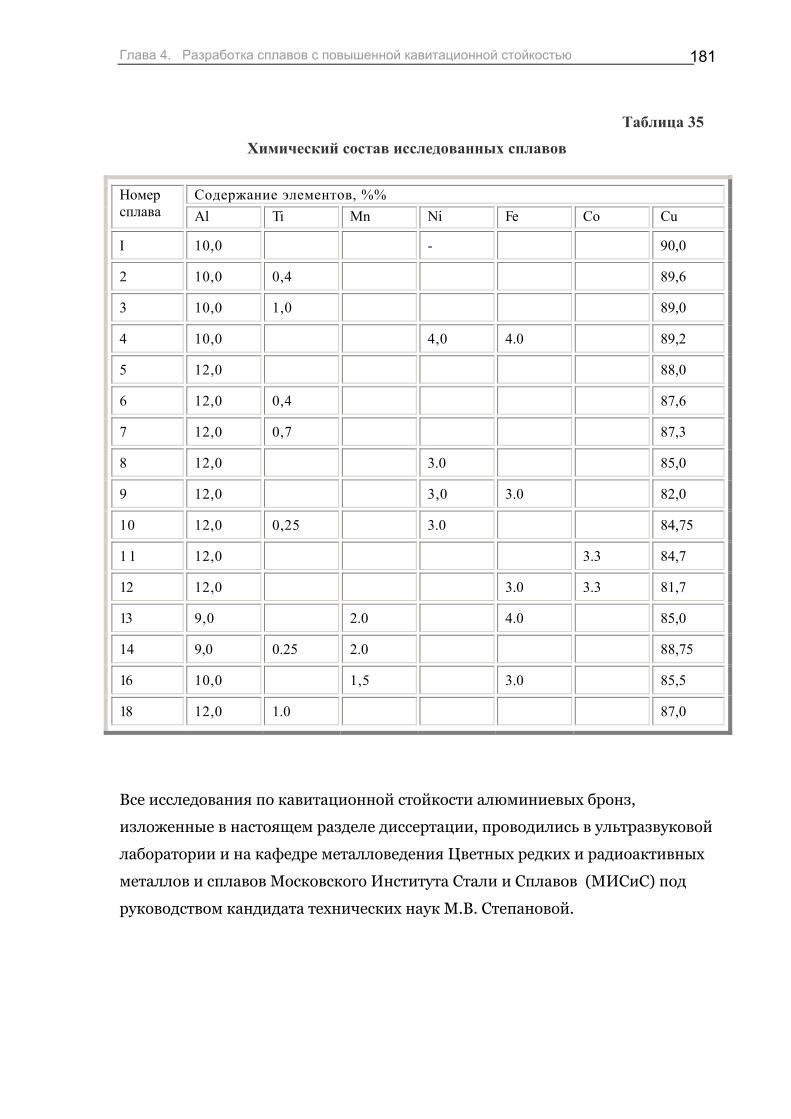
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
181
Таблица 35
Химический состав исследованных сплавов
Содержание элементов, %% Номер сплава Al Ti Mn Ni Fe Co Cu
I 10,0 - 90,0
2 10,0 0,4 89,6
3 10,0 1,0 89,0
4 10,0 4,0 4.0 89,2
5 12,0 88,0
6 12,0 0,4 87,6
7 12,0 0,7 87,3
8 12,0 3.0 85,0
9 12,0 3,0 3.0 82,0
10 12,0 0,25 3.0 84,75
1 1 12,0 3.3 84,7
12 12,0 3.0 3.3 81,7
13 9,0 2.0 4.0 85,0
14 9,0 0.25 2.0 88,75
16 10,0 1,5 3.0 85,5
18 12,0 1.0 87,0
Все исследования по кавитационной стойкости алюминиевых бронз,
изложенные в настоящем разделе диссертации, проводились в ультразвуковой
лаборатории и на кафедре металловедения Цветных редких и радиоактивных
металлов и сплавов Московского Института Стали и Сплавов (МИСиС) под
руководством кандидата технических наук М.В. Степановой.
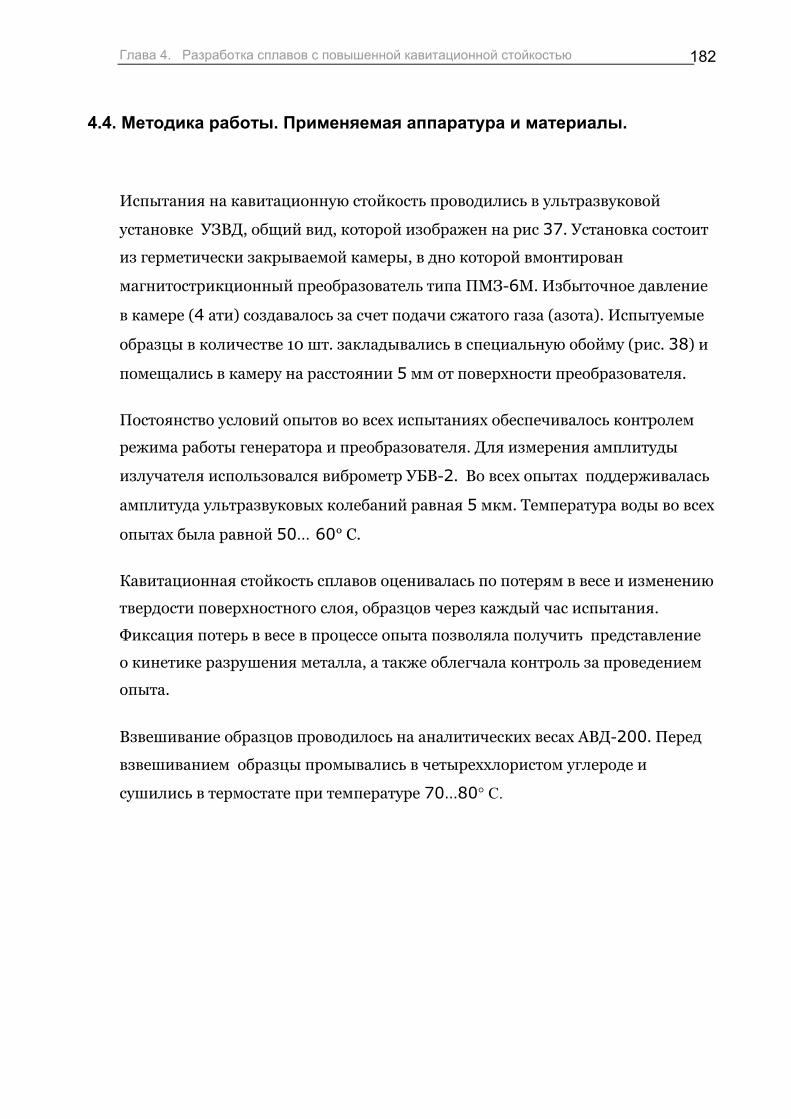
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
182
4.4. Методика работы. Применяемая аппаратура и материалы.
Испытания на кавитационную стойкость проводились в ультразвуковой
установке УЗВД, общий вид, которой изображен на рис 37. Установка состоит
из герметически закрываемой камеры, в дно которой вмонтирован
магнитострикционный преобразователь типа ПМЗ-6М. Избыточное давление
в камере (4 ати) создавалось за счет подачи сжатого газа (азота). Испытуемые
образцы в количестве 10 шт. закладывались в специальную обойму (рис. 38) и
помещались в камеру на расстоянии 5 мм от поверхности преобразователя.
Постоянство условий опытов во всех испытаниях обеспечивалось контролем
режима работы генератора и преобразователя. Для измерения амплитуды
излучателя использовался виброметр УБВ-2. Во всех опытах поддерживалась
амплитуда ультразвуковых колебаний равная 5 мкм. Температура воды во всех
опытах была равной 50… 60° С.
Кавитационная стойкость сплавов оценивалась по потерям в весе и изменению
твердости поверхностного слоя, образцов через каждый час испытания.
Фиксация потерь в весе в процессе опыта позволяла получить представление
о кинетике разрушения металла, а также облегчала контроль за проведением
опыта.
Взвешивание образцов проводилось на аналитических весах АВД-200. Перед
взвешиванием образцы промывались в четыреххлористом углероде и
сушились в термостате при температуре 70…80° С.
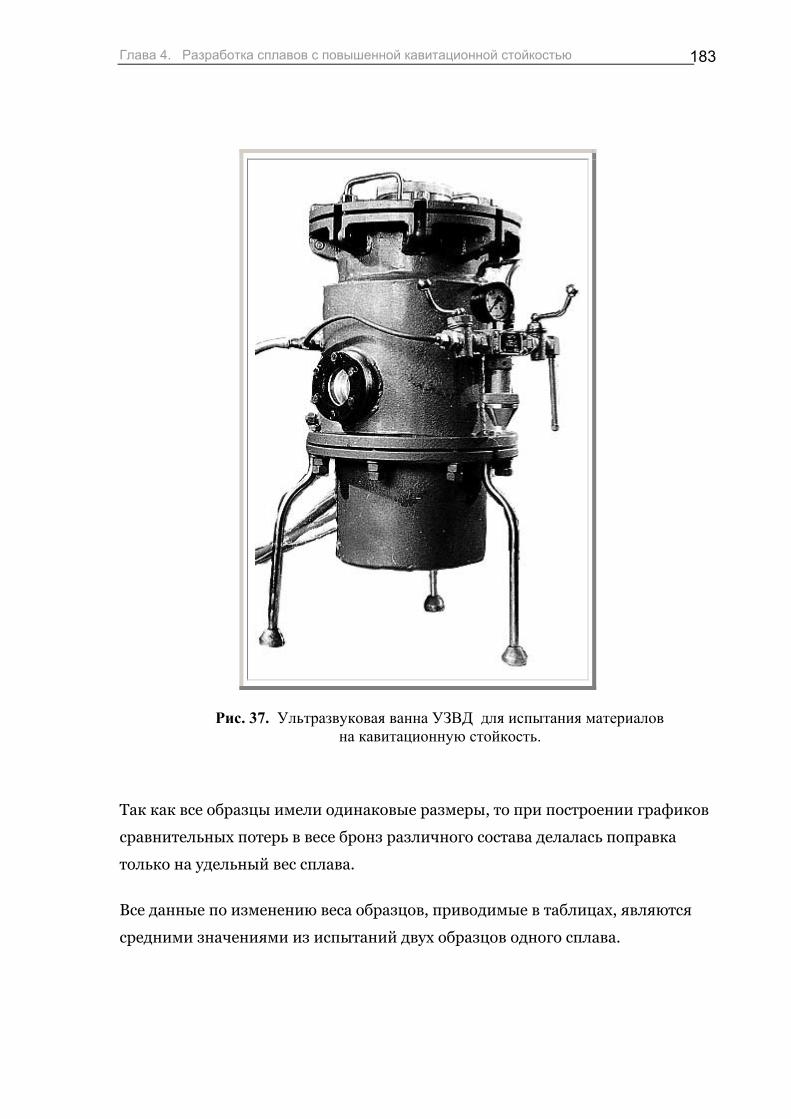
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
183
Рис. 37. Ультразвуковая ванна УЗВД для испытания материалов
на кавитационную стойкость.
Так как все образцы имели одинаковые размеры, то при построении графиков
сравнительных потерь в весе бронз различного состава делалась поправка
только на удельный вес сплава.
Все данные по изменению веса образцов, приводимые в таблицах, являются
средними значениями из испытаний двух образцов одного сплава.
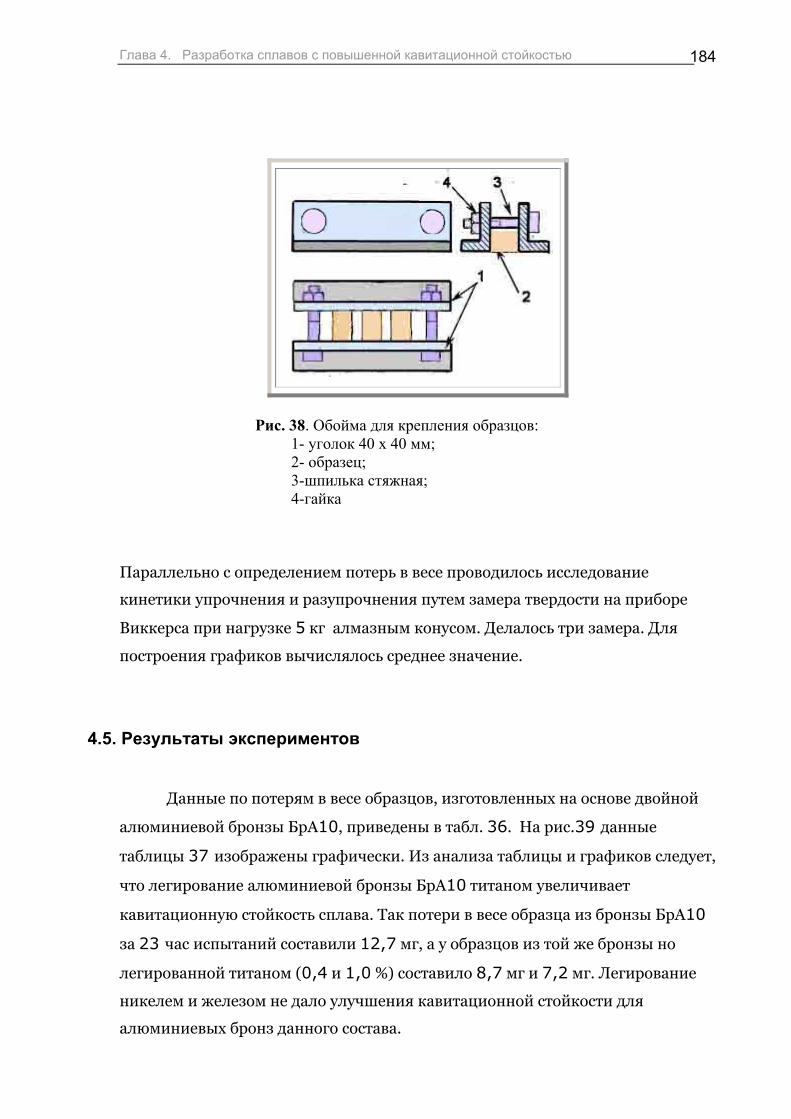
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
184
Рис. 38. Обойма для крепления образцов:
1- уголок 40 х 40 мм; 2- образец; 3-шпилька стяжная;
4-гайка
Параллельно с определением потерь в весе проводилось исследование
кинетики упрочнения и разупрочнения путем замера твердости на приборе
Виккерса при нагрузке 5 кг алмазным конусом. Делалось три замера. Для
построения графиков вычислялось среднее значение.
4.5. Результаты экспериментов
Данные по потерям в весе образцов, изготовленных на основе двойной
алюминиевой бронзы БрА10, приведены в табл. 36. На рис.39 данные
таблицы 37 изображены графически. Из анализа таблицы и графиков следует,
что легирование алюминиевой бронзы БрА10 титаном увеличивает
кавитационную стойкость сплава. Так потери в весе образца из бронзы БрА10
за 23 час испытаний составили 12,7 мг, а у образцов из той же бронзы но
легированной титаном (0,4 и 1,0 %) составило 8,7 мг и 7,2 мг. Легирование
никелем и железом не дало улучшения кавитационной стойкости для
алюминиевых бронз данного состава.
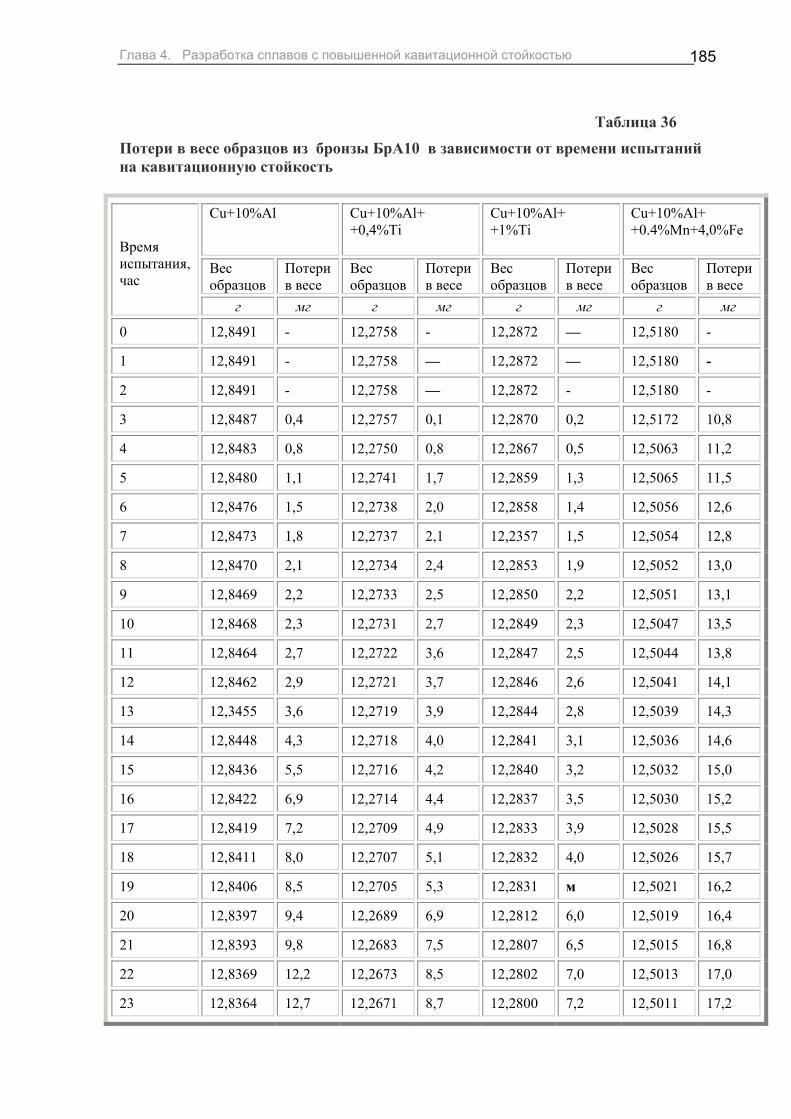
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
185
Таблица 36
Потери в весе образцов из бронзы БрА10 в зависимости от времени испытаний на кавитационную стойкость
Cu+10%Al Cu+10%Al+ +0,4%Ti
Cu+10%Al+ +1%Ti
Cu+10%Al+ +0.4%Mn+4,0%Fe
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Время испытания, час
г мг г мг г мг г мг
0 12,8491 - 12,2758 - 12,2872 — 12,5180 -
1 12,8491 - 12,2758 — 12,2872 — 12,5180 -
2 12,8491 - 12,2758 — 12,2872 - 12,5180 -
3 12,8487 0,4 12,2757 0,1 12,2870 0,2 12,5172 10,8
4 12,8483 0,8 12,2750 0,8 12,2867 0,5 12,5063 11,2
5 12,8480 1,1 12,2741 1,7 12,2859 1,3 12,5065 11,5
6 12,8476 1,5 12,2738 2,0 12,2858 1,4 12,5056 12,6
7 12,8473 1,8 12,2737 2,1 12,2357 1,5 12,5054 12,8
8 12,8470 2,1 12,2734 2,4 12,2853 1,9 12,5052 13,0
9 12,8469 2,2 12,2733 2,5 12,2850 2,2 12,5051 13,1
10 12,8468 2,3 12,2731 2,7 12,2849 2,3 12,5047 13,5
11 12,8464 2,7 12,2722 3,6 12,2847 2,5 12,5044 13,8
12 12,8462 2,9 12,2721 3,7 12,2846 2,6 12,5041 14,1
13 12,3455 3,6 12,2719 3,9 12,2844 2,8 12,5039 14,3
14 12,8448 4,3 12,2718 4,0 12,2841 3,1 12,5036 14,6
15 12,8436 5,5 12,2716 4,2 12,2840 3,2 12,5032 15,0
16 12,8422 6,9 12,2714 4,4 12,2837 3,5 12,5030 15,2
17 12,8419 7,2 12,2709 4,9 12,2833 3,9 12,5028 15,5
18 12,8411 8,0 12,2707 5,1 12,2832 4,0 12,5026 15,7
19 12,8406 8,5 12,2705 5,3 12,2831 м 12,5021 16,2
20 12,8397 9,4 12,2689 6,9 12,2812 6,0 12,5019 16,4
21 12,8393 9,8 12,2683 7,5 12,2807 6,5 12,5015 16,8
22 12,8369 12,2 12,2673 8,5 12,2802 7,0 12,5013 17,0
23 12,8364 12,7 12,2671 8,7 12,2800 7,2 12,5011 17,2
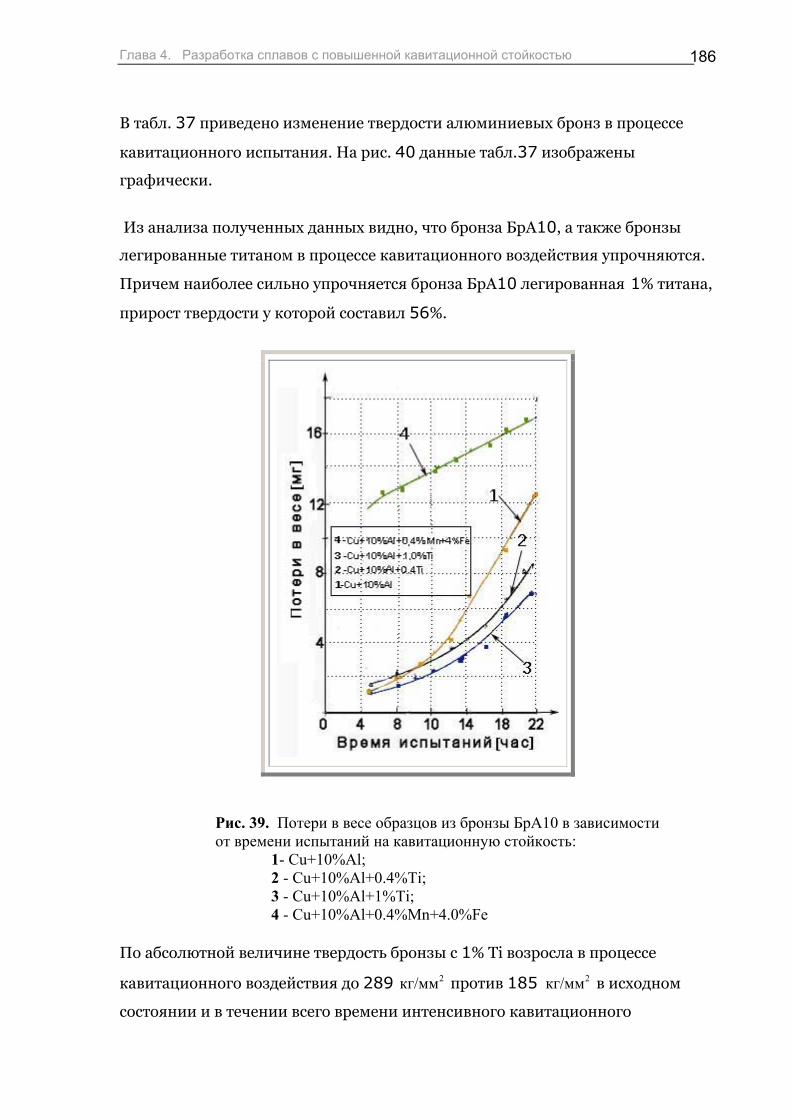
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
186
В табл. 37 приведено изменение твердости алюминиевых бронз в процессе
кавитационного испытания. На рис. 40 данные табл.37 изображены
графически.
Из анализа полученных данных видно, что бронза БрА10, а также бронзы
легированные титаном в процессе кавитационного воздействия упрочняются.
Причем наиболее сильно упрочняется бронза БрА10 легированная 1% титана,
прирост твердости у которой составил 56%.
Рис. 39. Потери в весе образцов из бронзы БрА10 в зависимости от времени испытаний на кавитационную стойкость:
1- Cu+10%Al; 2 - Cu+10%Al+0.4%Ti; 3 - Cu+10%Al+1%Ti; 4 - Cu+10%Al+0.4%Mn+4.0%Fe
По абсолютной величине твердость бронзы с 1% Тi возросла в процессе
кавитационного воздействия до 289 2кг/мм против 185 2кг/мм в исходном
состоянии и в течении всего времени интенсивного кавитационного
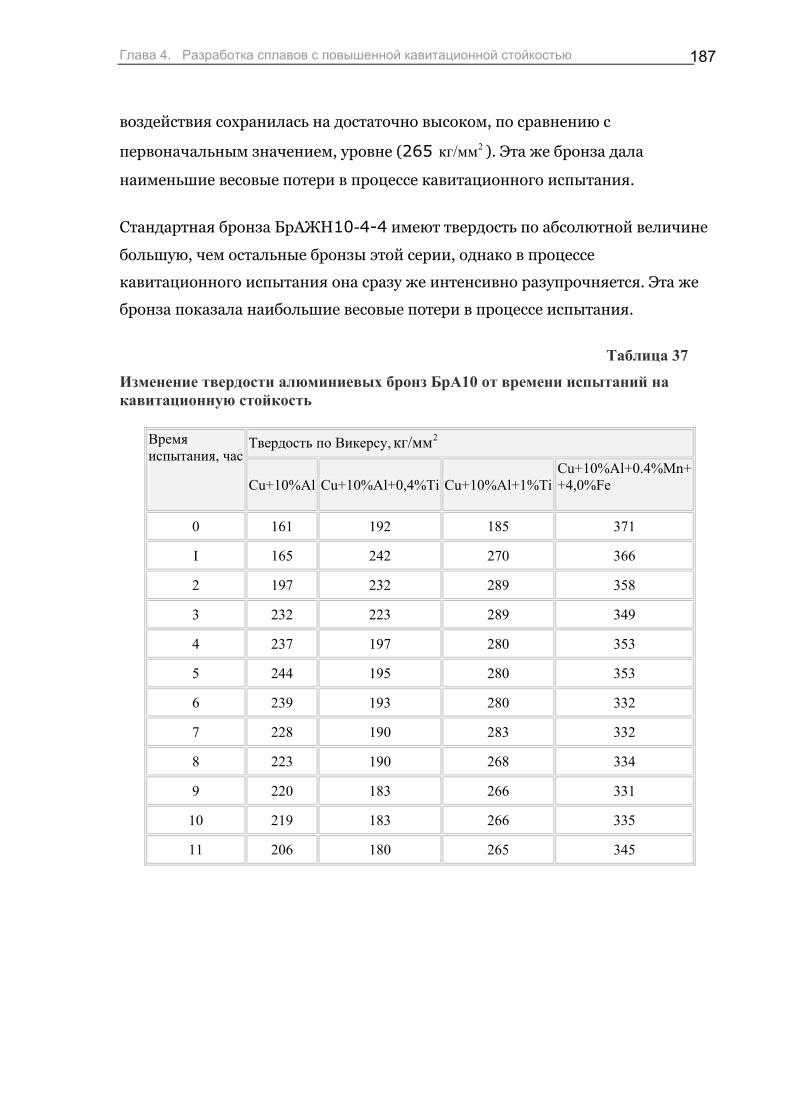
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
187
воздействия сохранилась на достаточно высоком, по сравнению с
первоначальным значением, уровне (265 2кг/мм ). Эта же бронза дала
наименьшие весовые потери в процессе кавитационного испытания.
Стандартная бронза БрАЖН10-4-4 имеют твердость по абсолютной величине
большую, чем остальные бронзы этой серии, однако в процессе
кавитационного испытания она сразу же интенсивно разупрочняется. Эта же
бронза показала наибольшие весовые потери в процессе испытания.
Таблица 37
Изменение твердости алюминиевых бронз БрА10 от времени испытаний на кавитационную стойкость
Твердость по Викерсу, 2кг/мм Время испытания, час
Cu+10%Al Cu+10%Al+0,4%Ti Cu+10%Al+1%TiCu+10%Al+0.4%Mn++4,0%Fe
0 161 192 185 371
I 165 242 270 366
2 197 232 289 358
3 232 223 289 349
4 237 197 280 353
5 244 195 280 353
6 239 193 280 332
7 228 190 283 332
8 223 190 268 334
9 220 183 266 331
10 219 183 266 335
11 206 180 265 345
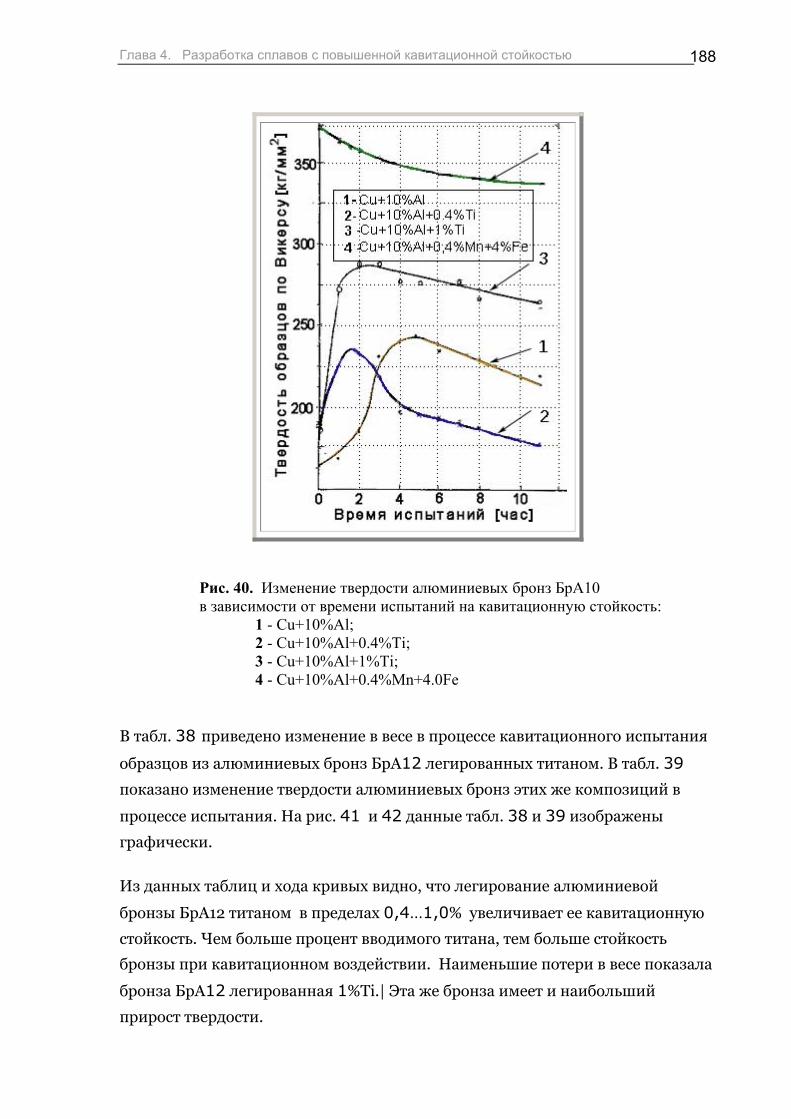
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
188
Рис. 40. Изменение твердости алюминиевых бронз БрА10 в зависимости от времени испытаний на кавитационную стойкость:
1 - Cu+10%Al; 2 - Cu+10%Al+0.4%Ti; 3 - Cu+10%Al+1%Ti; 4 - Cu+10%Al+0.4%Mn+4.0Fe
В табл. 38 приведено изменение в весе в процессе кавитационного испытания
образцов из алюминиевых бронз БрА12 легированных титаном. В табл. 39 показано изменение твердости алюминиевых бронз этих же композиций в
процессе испытания. На рис. 41 и 42 данные табл. 38 и 39 изображены
графически.
Из данных таблиц и хода кривых видно, что легирование алюминиевой
бронзы БрА12 титаном в пределах 0,4…1,0% увеличивает ее кавитационную
стойкость. Чем больше процент вводимого титана, тем больше стойкость
бронзы при кавитационном воздействии. Наименьшие потери в весе показала
бронза БрА12 легированная 1%Ti.| Эта же бронза имеет и наибольший
прирост твердости.
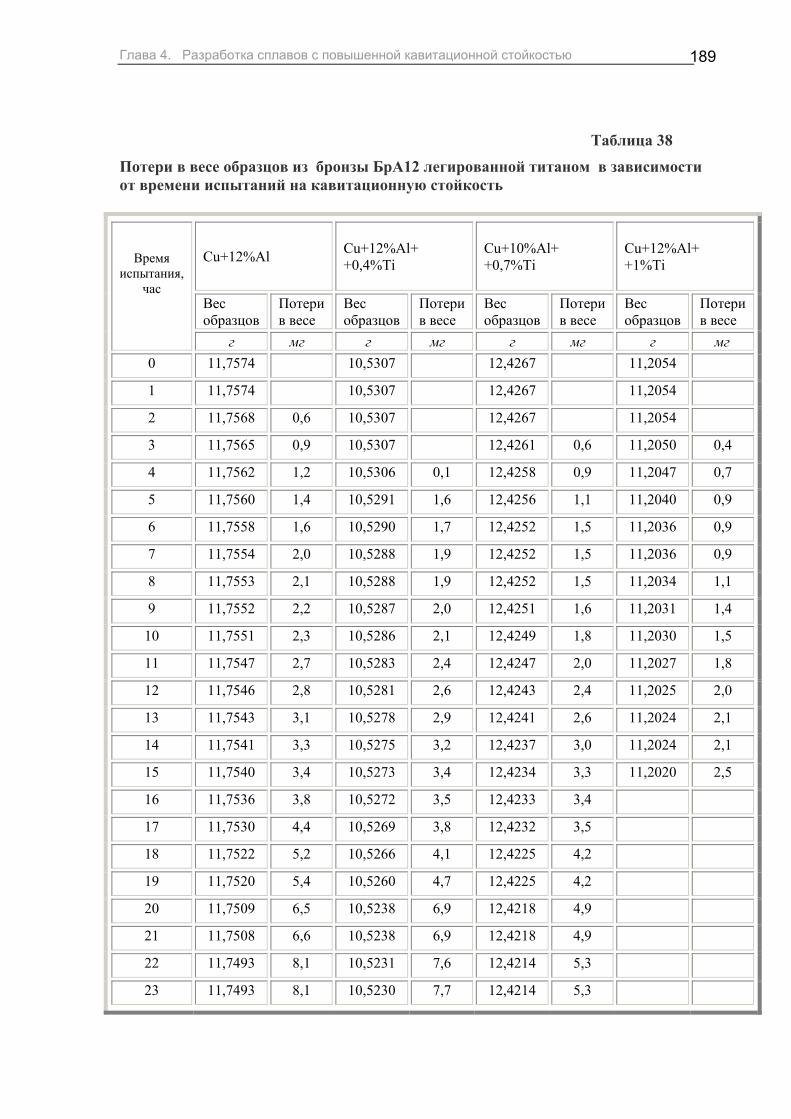
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
189
Таблица 38
Потери в весе образцов из бронзы БрА12 легированной титаном в зависимости от времени испытаний на кавитационную стойкость
Cu+12%Al Cu+12%Al+ +0,4%Ti
Cu+10%Al+ +0,7%Ti
Cu+12%Al+ +1%Ti
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Время
испытания, час
г мг г мг г мг г мг 0 11,7574 10,5307 12,4267 11,2054
1 11,7574 10,5307 12,4267 11,2054
2 11,7568 0,6 10,5307 12,4267 11,2054
3 11,7565 0,9 10,5307 12,4261 0,6 11,2050 0,4
4 11,7562 1,2 10,5306 0,1 12,4258 0,9 11,2047 0,7
5 11,7560 1,4 10,5291 1,6 12,4256 1,1 11,2040 0,9
6 11,7558 1,6 10,5290 1,7 12,4252 1,5 11,2036 0,9
7 11,7554 2,0 10,5288 1,9 12,4252 1,5 11,2036 0,9
8 11,7553 2,1 10,5288 1,9 12,4252 1,5 11,2034 1,1
9 11,7552 2,2 10,5287 2,0 12,4251 1,6 11,2031 1,4
10 11,7551 2,3 10,5286 2,1 12,4249 1,8 11,2030 1,5
11 11,7547 2,7 10,5283 2,4 12,4247 2,0 11,2027 1,8
12 11,7546 2,8 10,5281 2,6 12,4243 2,4 11,2025 2,0
13 11,7543 3,1 10,5278 2,9 12,4241 2,6 11,2024 2,1
14 11,7541 3,3 10,5275 3,2 12,4237 3,0 11,2024 2,1
15 11,7540 3,4 10,5273 3,4 12,4234 3,3 11,2020 2,5
16 11,7536 3,8 10,5272 3,5 12,4233 3,4
17 11,7530 4,4 10,5269 3,8 12,4232 3,5
18 11,7522 5,2 10,5266 4,1 12,4225 4,2
19 11,7520 5,4 10,5260 4,7 12,4225 4,2
20 11,7509 6,5 10,5238 6,9 12,4218 4,9
21 11,7508 6,6 10,5238 6,9 12,4218 4,9
22 11,7493 8,1 10,5231 7,6 12,4214 5,3
23 11,7493 8,1 10,5230 7,7 12,4214 5,3
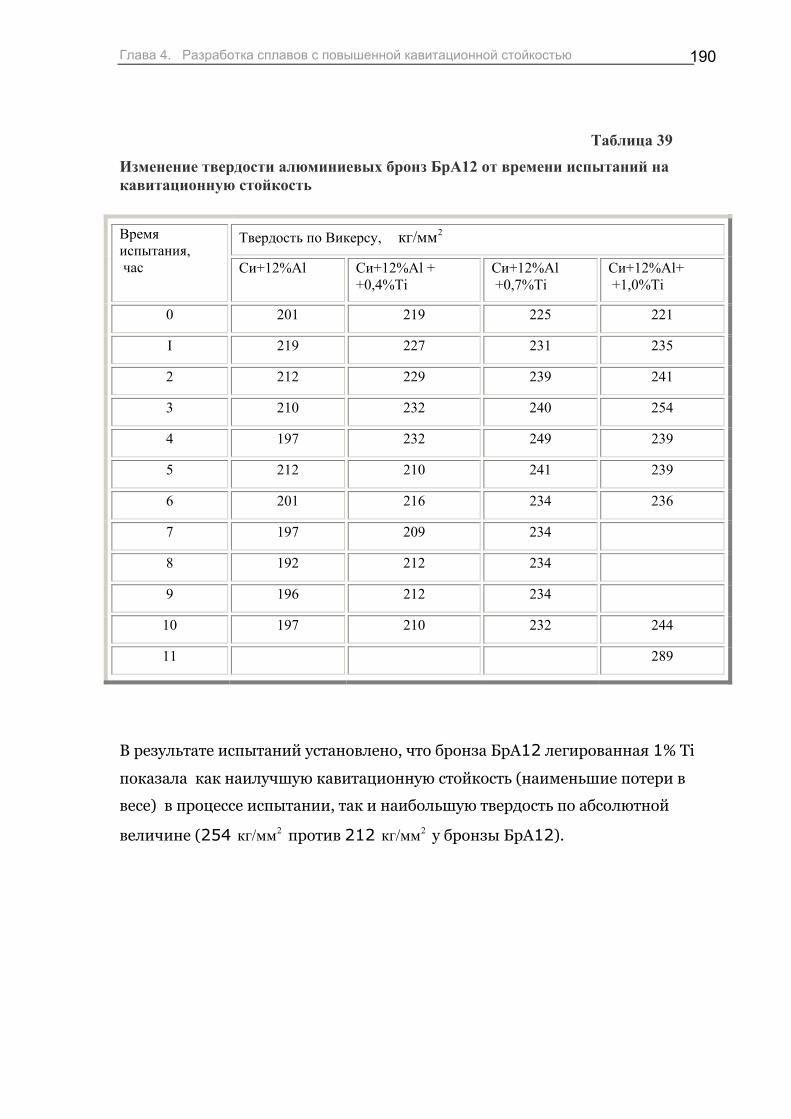
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
190
Таблица 39
Изменение твердости алюминиевых бронз БрА12 от времени испытаний на кавитационную стойкость
Твердость по Викерсу, 2кг/мм Время испытания, час Си+12%Al Си+12%Al +
+0,4%Ti Си+12%Al +0,7%Ti
Си+12%Al+ +1,0%Ti
0 201 219 225 221
I 219 227 231 235
2 212 229 239 241
3 210 232 240 254
4 197 232 249 239
5 212 210 241 239
6 201 216 234 236
7 197 209 234
8 192 212 234
9 196 212 234
10 197 210 232 244
11 289
В результате испытаний установлено, что бронза БрА12 легированная 1% Ti
показала как наилучшую кавитационную стойкость (наименьшие потери в
весе) в процессе испытании, так и наибольшую твердоcть по абсолютной
величине (254 2кг/мм против 212 2кг/мм у бронзы БрA12).
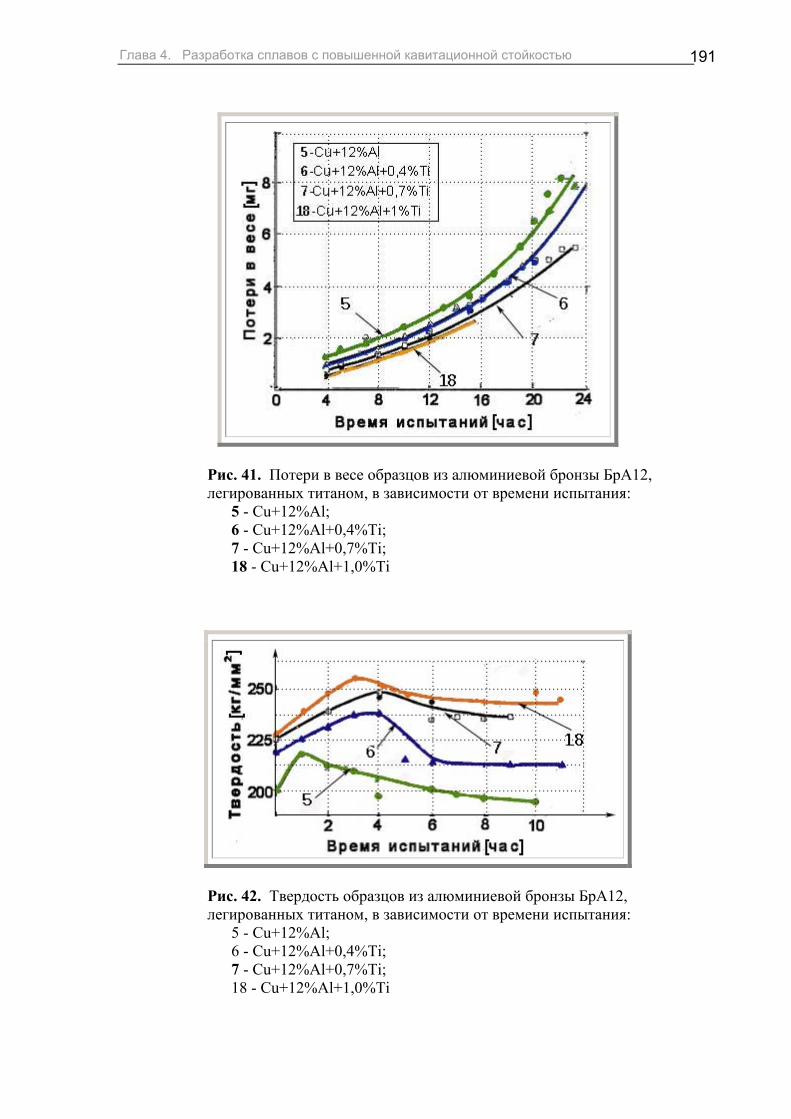
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
191
Рис. 41. Потери в весе образцов из алюминиевой бронзы БрА12, легированных титаном, в зависимости от времени испытания:
5 - Cu+12%Al; 6 - Cu+12%Al+0,4%Ti; 7 - Cu+12%Al+0,7%Ti; 18 - Cu+12%Al+1,0%Ti
Рис. 42. Твердость образцов из алюминиевой бронзы БрА12, легированных титаном, в зависимости от времени испытания:
5 - Cu+12%Al; 6 - Cu+12%Al+0,4%Ti; 7 - Cu+12%Al+0,7%Ti; 18 - Cu+12%Al+1,0%Ti
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
192
Следует отметить, что бронзы БрА12 легированные титаном, имеют большую
протяженность упрочнения. Так нарастание твердости этих бронз имеет место
в течение первых 4-х час испытания, в то время как у бронзы БрА12 уже после
первого час испытания наблюдается интенсивное разупрочнение. Кроме того у
бронз БрА12 легированных титаном твердость в процессе испытания
стабилизируется и не опускается ниже исходного значения.
В таблице 40 приведены данные по изменению в весе образцов из
алюминиевых бронз с содержанием алюминия 12% легированных никелем и
железом и никелем и титаном. В таблице 41 показано изменение твердости
указанных бронз в процессе испытаний.
Из анализа хода кривых на рис. 43 (данные табл. 40 и 41) видно, что
легирование бронзы БрА12 указанными выше элементами улучшает ее
кавитационную стойкость. Причем наименьшие потери в весе получены для
бронзы БрА12 с 3% Ni, и 3%Fe. Эта же бронза имеет и более высокую
твердость (233 2кг/мм ) в исходном состоянии, которая в процессе испытания
нарастает до 306 2кг/мм , а затем стабилизируется.
Легирование бронзы БрА12 никелем и титаном (3%Ni+0,25%Ti|) дает более
кавитационно стойкий сплав, чем в случае бронзы БрАН12-3. или бронзы
БрА12. Как видно из графика на рис. 43 потери в весе у этой бронзы в
процессе кавитационного испытания меньше чем у бронз вышеупомянутого
состава. Кроме того твердость у этой бронзы, также выше чем у бронзы БрА12
и БрАН12-3.
В табл. 42 приведены данные по потерям в весе алюминиевых бронз БрА12
легированных кобальтом (3%) и кобальтом с железом. (3% Со + 3%Fe ). В
табл.43 показано изменение твердости этих бронз в процессе кавитационного
испытания.
Из данных таблиц следует, что потери в весе в процессе испытания у этих
бронз примерно аналогичны потерям в весе для исходной бронзы БрА12 (8,5
и 8,4 мг против 8,1 мг у БрА12). Так же как и в исходной бронзе БрА12 у
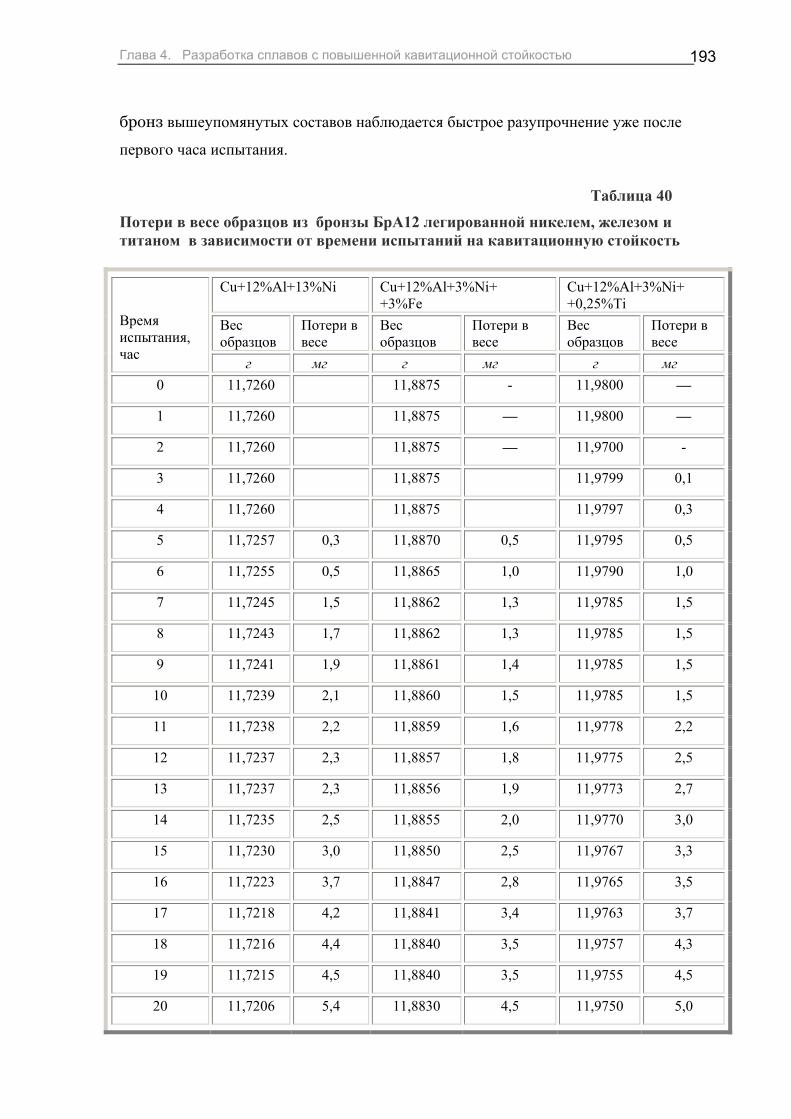
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
193
бронз вышеупомянутых составов наблюдается быстрое разупрочнение уже после
первого часа испытания.
Таблица 40
Потери в весе образцов из бронзы БрА12 легированной никелем, железом и титаном в зависимости от времени испытаний на кавитационную стойкость
Cu+12%Al+13%Ni Cu+12%Al+3%Ni+ +3%Fe
Cu+12%Al+3%Ni+ +0,25%Ti
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Время испытания, час г мг г мг г мг
0 11,7260 11,8875 - 11,9800 —
1 11,7260 11,8875 — 11,9800 —
2 11,7260 11,8875 — 11,9700 -
3 11,7260 11,8875 11,9799 0,1
4 11,7260 11,8875 11,9797 0,3
5 11,7257 0,3 11,8870 0,5 11,9795 0,5
6 11,7255 0,5 11,8865 1,0 11,9790 1,0
7 11,7245 1,5 11,8862 1,3 11,9785 1,5
8 11,7243 1,7 11,8862 1,3 11,9785 1,5
9 11,7241 1,9 11,8861 1,4 11,9785 1,5
10 11,7239 2,1 11,8860 1,5 11,9785 1,5
11 11,7238 2,2 11,8859 1,6 11,9778 2,2
12 11,7237 2,3 11,8857 1,8 11,9775 2,5
13 11,7237 2,3 11,8856 1,9 11,9773 2,7
14 11,7235 2,5 11,8855 2,0 11,9770 3,0
15 11,7230 3,0 11,8850 2,5 11,9767 3,3
16 11,7223 3,7 11,8847 2,8 11,9765 3,5
17 11,7218 4,2 11,8841 3,4 11,9763 3,7
18 11,7216 4,4 11,8840 3,5 11,9757 4,3
19 11,7215 4,5 11,8840 3,5 11,9755 4,5
20 11,7206 5,4 11,8830 4,5 11,9750 5,0
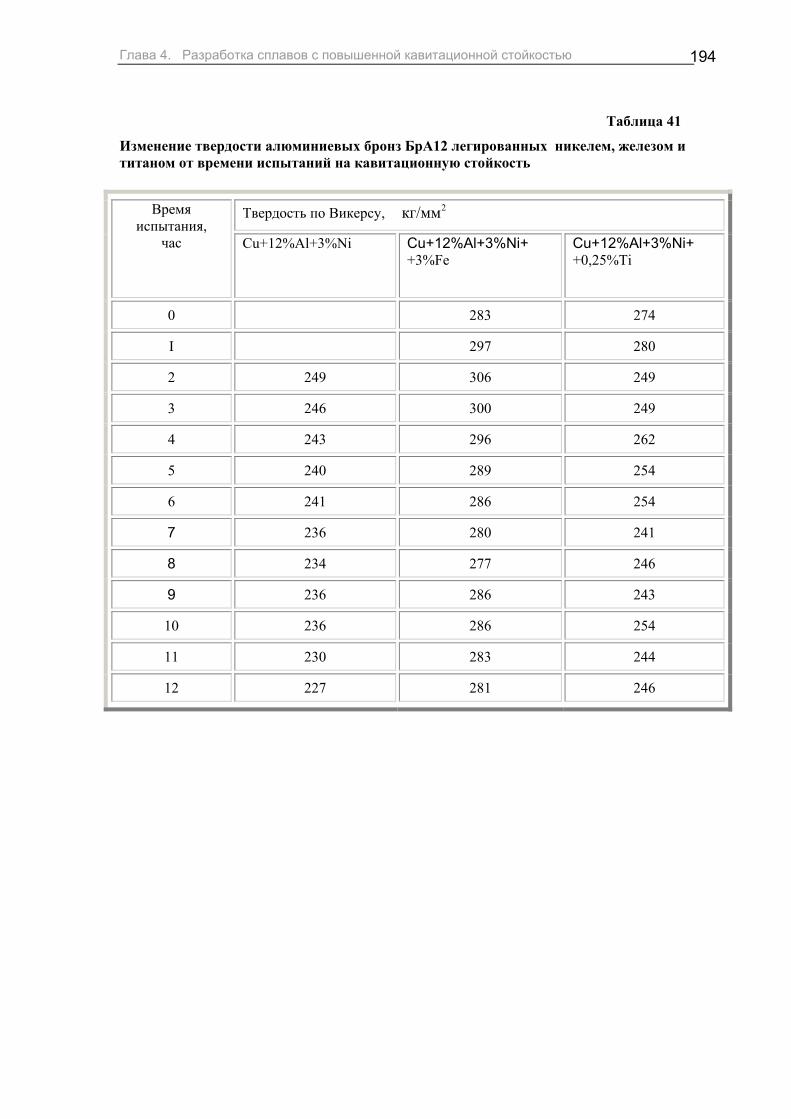
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
194
Таблица 41
Изменение твердости алюминиевых бронз БрА12 легированных никелем, железом и титаном от времени испытаний на кавитационную стойкость
Твердость по Викерсу, 2кг/мм Время испытания,
час Cu+12%Al+3%Ni Cu+12%Al+3%Ni+ +3%Fe
Cu+12%Al+3%Ni+ +0,25%Ti
0 283 274
I 297 280
2 249 306 249
3 246 300 249
4 243 296 262
5 240 289 254
6 241 286 254
7 236 280 241
8 234 277 246
9 236 286 243
10 236 286 254
11 230 283 244
12 227 281 246
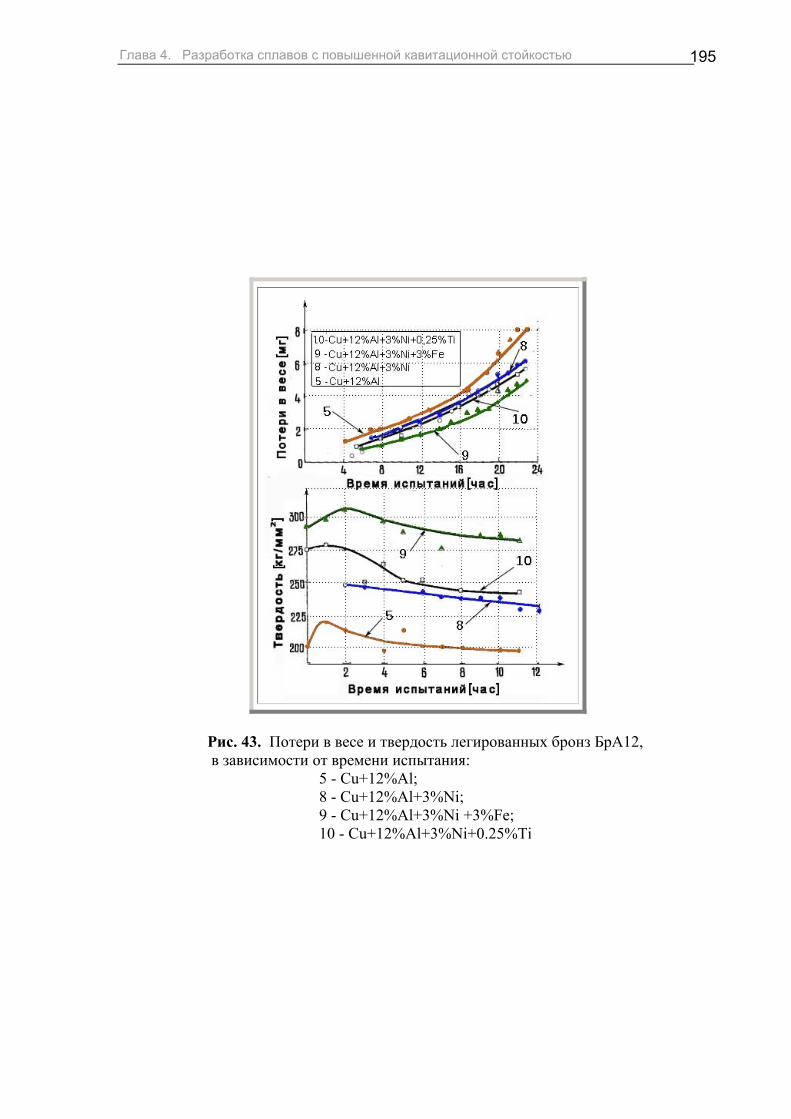
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
195
Рис. 43. Потери в весе и твердость легированных бронз БрА12, в зависимости от времени испытания:
5 - Cu+12%Al; 8 - Cu+12%Al+3%Ni; 9 - Cu+12%Al+3%Ni +3%Fe; 10 - Cu+12%Al+3%Ni+0.25%Ti
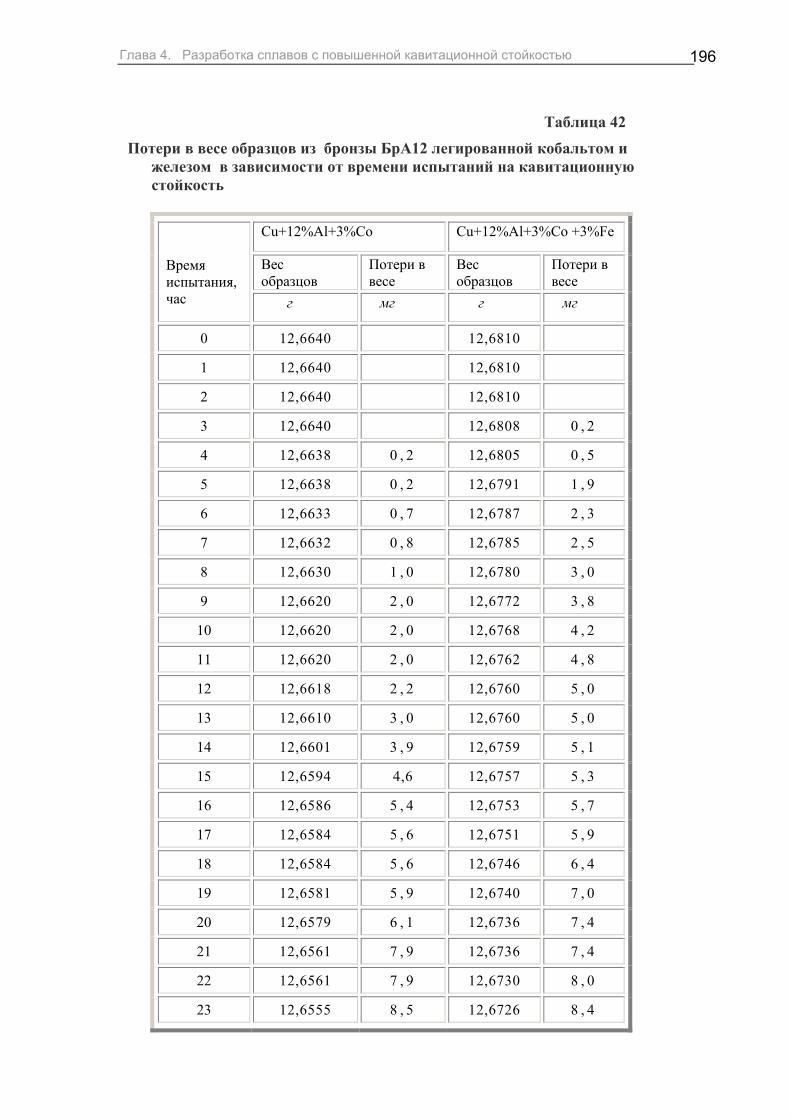
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
196
Таблица 42
Потери в весе образцов из бронзы БрА12 легированной кобальтом и железом в зависимости от времени испытаний на кавитационную стойкость
Cu+12%Al+3%Co Cu+12%Al+3%Co +3%Fe
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Время испытания, час г мг г мг
0 12,6640 12,6810
1 12,6640 12,6810
2 12,6640 12,6810
3 12,6640 12,6808 0 , 2
4 12,6638 0 , 2 12,6805 0 , 5
5 12,6638 0 , 2 12,6791 1 , 9
6 12,6633 0 , 7 12,6787 2 , 3
7 12,6632 0 , 8 12,6785 2 , 5
8 12,6630 1 , 0 12,6780 3 , 0
9 12,6620 2 , 0 12,6772 3 , 8
10 12,6620 2 , 0 12,6768 4 , 2
11 12,6620 2 , 0 12,6762 4 , 8
12 12,6618 2 , 2 12,6760 5 , 0
13 12,6610 3 , 0 12,6760 5 , 0
14 12,6601 3 , 9 12,6759 5 , 1
15 12,6594 4,6 12,6757 5 , 3
16 12,6586 5 , 4 12,6753 5 , 7
17 12,6584 5 , 6 12,6751 5 , 9
18 12,6584 5 , 6 12,6746 6 , 4
19 12,6581 5 , 9 12,6740 7 , 0
20 12,6579 6 , 1 12,6736 7 , 4
21 12,6561 7 , 9 12,6736 7 , 4
22 12,6561 7 , 9 12,6730 8 , 0
23 12,6555 8 , 5 12,6726 8 , 4
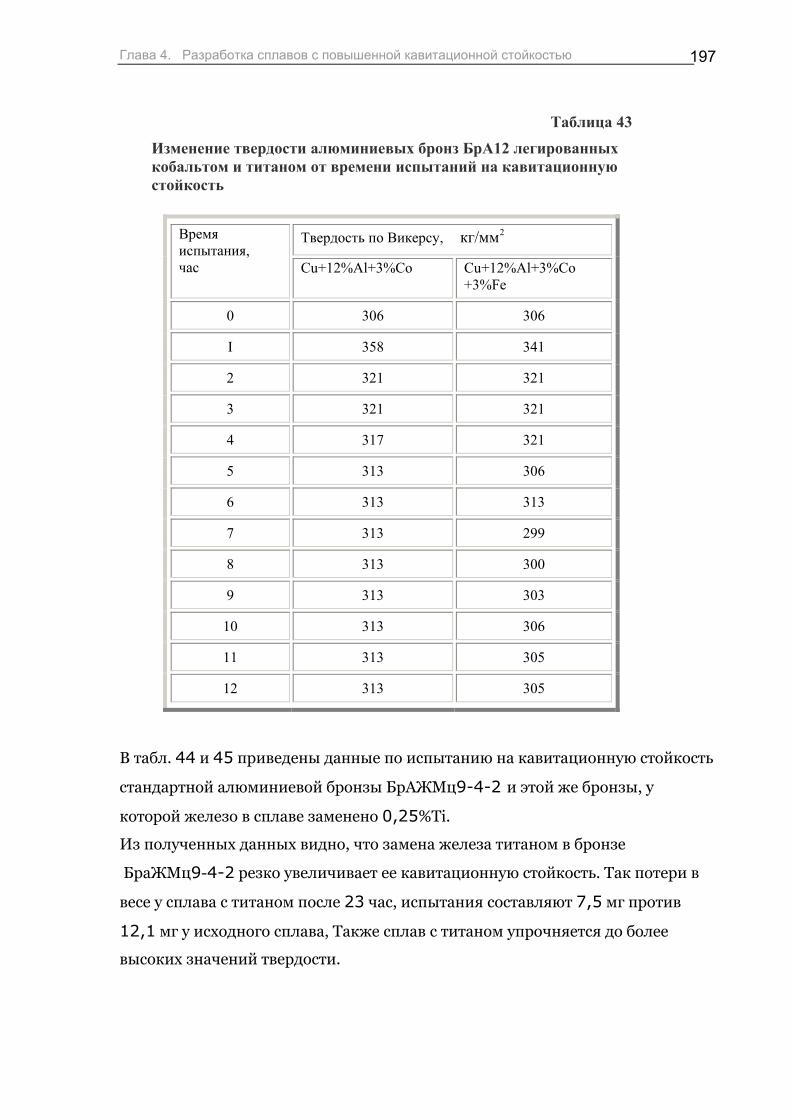
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
197
Таблица 43
Изменение твердости алюминиевых бронз БрА12 легированных кобальтом и титаном от времени испытаний на кавитационную стойкость
Твердость по Викерсу, 2кг/мм Время испытания, час Cu+12%Al+3%Co Cu+12%Al+3%Co
+3%Fe
0 306 306
I 358 341
2 321 321
3 321 321
4 317 321
5 313 306
6 313 313
7 313 299
8 313 300
9 313 303
10 313 306
11 313 305
12 313 305
В табл. 44 и 45 приведены данные по испытанию на кавитационную стойкость
стандартной алюминиевой бронзы БрАЖМц9-4-2 и этой же бронзы, у
которой железо в сплаве заменено 0,25%Ti.
Из полученных данных видно, что замена железа титаном в бронзе
БраЖМц9-4-2 резко увеличивает ее кавитационную стойкость. Так потери в
весе у сплава с титаном после 23 час, испытания составляют 7,5 мг против
12,1 мг у исходного сплава, Также сплав с титаном упрочняется до более
высоких значений твердости.
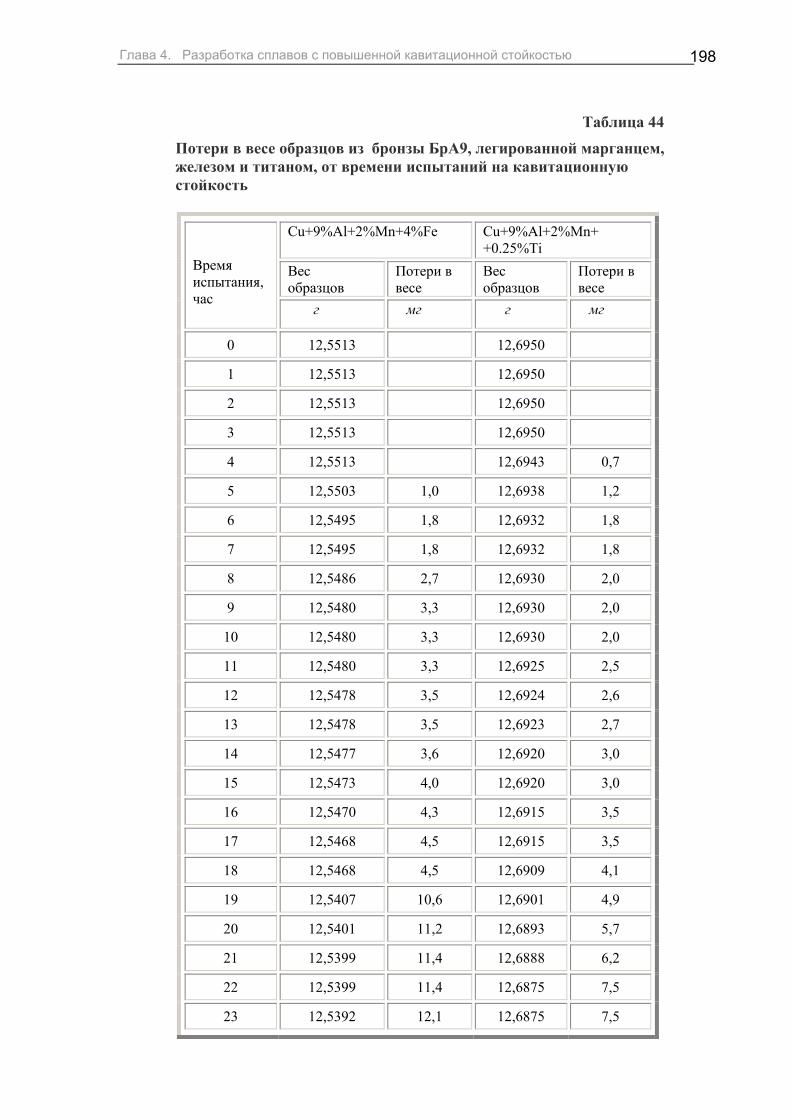
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
198
Таблица 44
Потери в весе образцов из бронзы БрА9, легированной марганцем, железом и титаном, от времени испытаний на кавитационную стойкость
Cu+9%Al+2%Mn+4%Fe Cu+9%Al+2%Mn+ +0.25%Ti
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Время испытания, час
г мг г мг
0 12,5513 12,6950
1 12,5513 12,6950
2 12,5513 12,6950
3 12,5513 12,6950
4 12,5513 12,6943 0,7
5 12,5503 1,0 12,6938 1,2
6 12,5495 1,8 12,6932 1,8
7 12,5495 1,8 12,6932 1,8
8 12,5486 2,7 12,6930 2,0
9 12,5480 3,3 12,6930 2,0
10 12,5480 3,3 12,6930 2,0
11 12,5480 3,3 12,6925 2,5
12 12,5478 3,5 12,6924 2,6
13 12,5478 3,5 12,6923 2,7
14 12,5477 3,6 12,6920 3,0
15 12,5473 4,0 12,6920 3,0
16 12,5470 4,3 12,6915 3,5
17 12,5468 4,5 12,6915 3,5
18 12,5468 4,5 12,6909 4,1
19 12,5407 10,6 12,6901 4,9
20 12,5401 11,2 12,6893 5,7
21 12,5399 11,4 12,6888 6,2
22 12,5399 11,4 12,6875 7,5
23 12,5392 12,1 12,6875 7,5
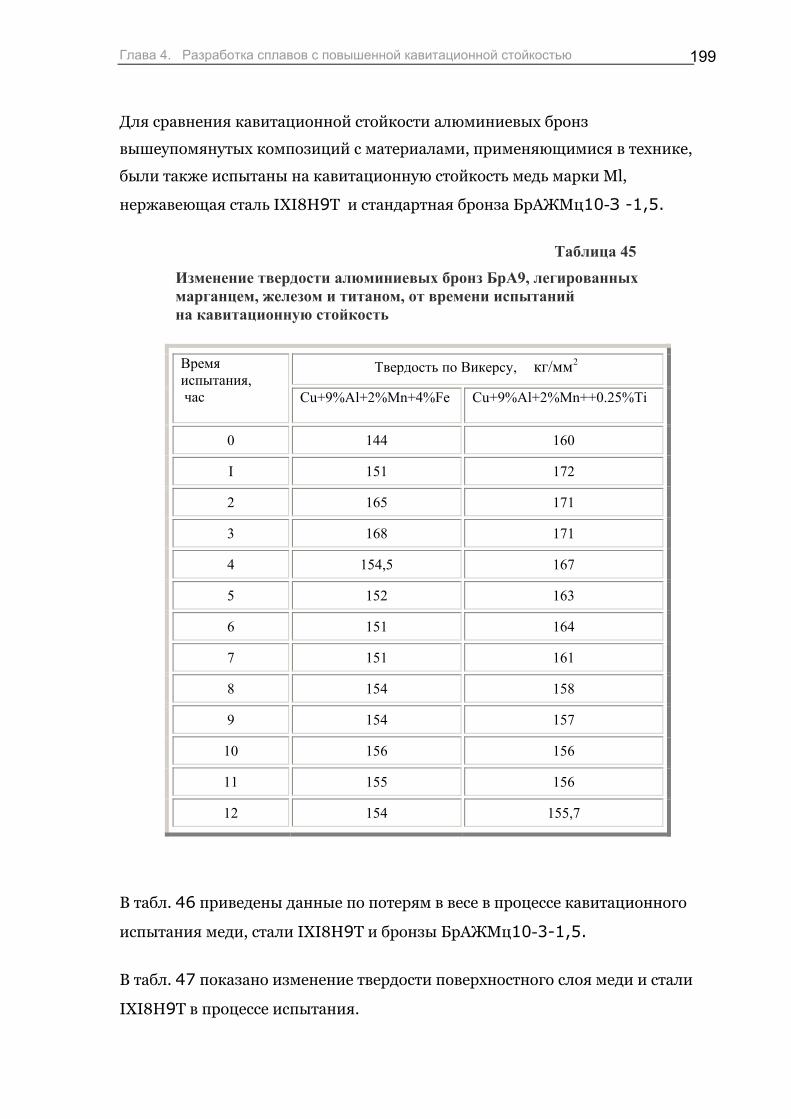
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
199
Для сравнения кавитационной стойкости алюминиевых бронз
вышеупомянутых композиций с материалами, применяющимися в технике,
были также испытаны на кавитационную стойкость медь марки Ml,
нержавеющая сталь IXI8H9T и стандартная бронза БрAЖМц10-З -1,5.
Таблица 45
Изменение твердости алюминиевых бронз БрА9, легированных марганцем, железом и титаном, от времени испытаний на кавитационную стойкость
Твердость по Викерсу, 2кг/мм Время испытания, час Cu+9%Al+2%Mn+4%Fe Cu+9%Al+2%Mn++0.25%Ti
0 144 160
I 151 172
2 165 171
3 168 171
4 154,5 167
5 152 163
6 151 164
7 151 161
8 154 158
9 154 157
10 156 156
11 155 156
12 154 155,7
В табл. 46 приведены данные по потерям в весе в процессе кавитационного
испытания меди, стали IXI8H9T и бронзы БрАЖМц10-3-1,5.
В табл. 47 показано изменение твердости поверхностного слоя меди и стали
IXI8H9T в процессе испытания.
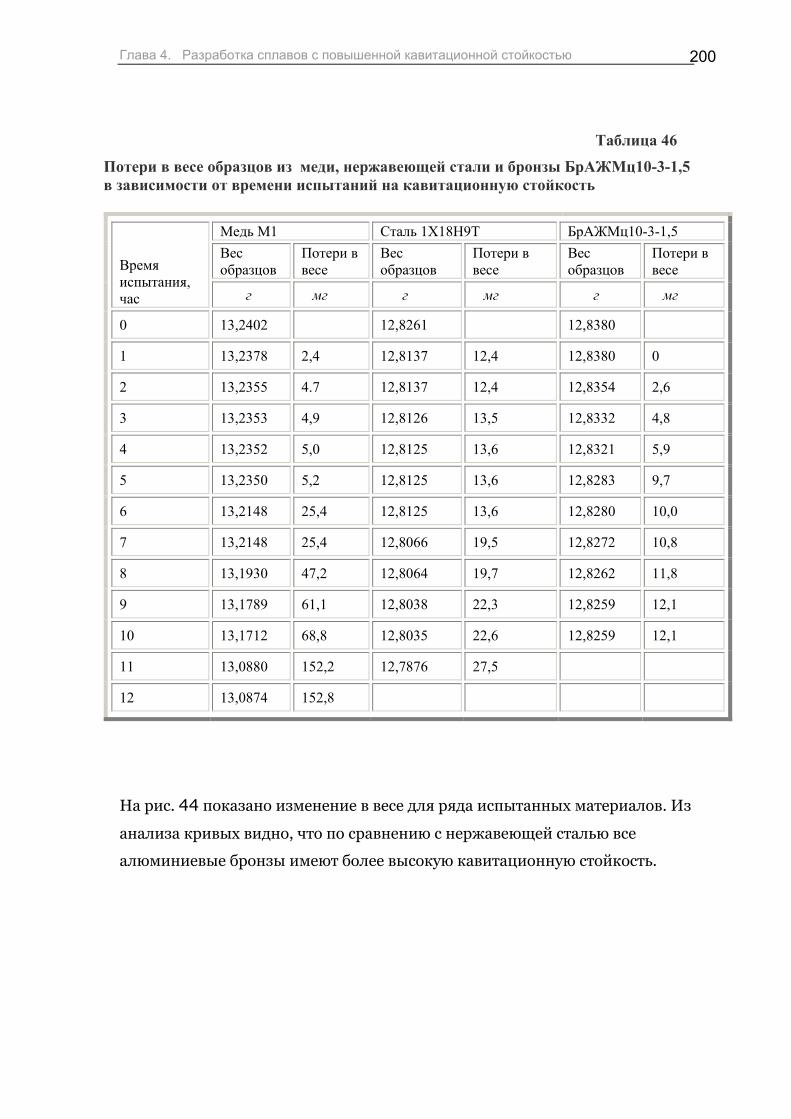
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
200
Таблица 46
Потери в весе образцов из меди, нержавеющей стали и бронзы БрАЖМц10-3-1,5 в зависимости от времени испытаний на кавитационную стойкость
Медь М1 Сталь 1Х18Н9Т БрАЖМц10-3-1,5 Вес образцов
Потери в весе
Вес образцов
Потери в весе
Вес образцов
Потери в весе
Время испытания, час г мг г мг г мг
0 13,2402 12,8261 12,8380
1 13,2378 2,4 12,8137 12,4 12,8380 0
2 13,2355 4.7 12,8137 12,4 12,8354 2,6
3 13,2353 4,9 12,8126 13,5 12,8332 4,8
4 13,2352 5,0 12,8125 13,6 12,8321 5,9
5 13,2350 5,2 12,8125 13,6 12,8283 9,7
6 13,2148 25,4 12,8125 13,6 12,8280 10,0
7 13,2148 25,4 12,8066 19,5 12,8272 10,8
8 13,1930 47,2 12,8064 19,7 12,8262 11,8
9 13,1789 61,1 12,8038 22,3 12,8259 12,1
10 13,1712 68,8 12,8035 22,6 12,8259 12,1
11 13,0880 152,2 12,7876 27,5
12 13,0874 152,8
На рис. 44 показано изменение в весе для ряда испытанных материалов. Из
анализа кривых видно, что по сравнению с нержавеющей сталью все
алюминиевые бронзы имеют более высокую кавитационную стойкость.
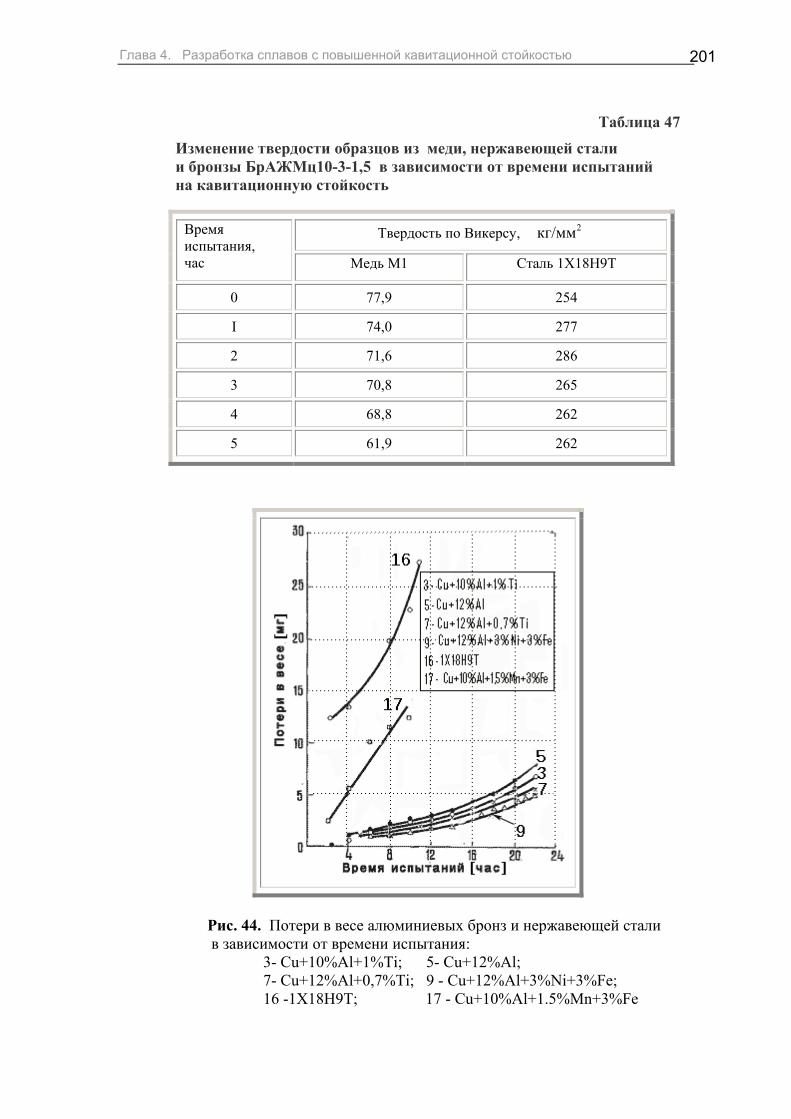
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
201
Таблица 47
Изменение твердости образцов из меди, нержавеющей стали и бронзы БрАЖМц10-3-1,5 в зависимости от времени испытаний на кавитационную стойкость
Рис. 44. Потери в весе алюминиевых бронз и нержавеющей стали в зависимости от времени испытания:
3- Cu+10%Al+1%Ti; 5- Cu+12%Al; 7- Cu+12%Al+0,7%Ti; 9 - Cu+12%Al+3%Ni+3%Fe; 16 -1X18H9T; 17 - Cu+10%Al+1.5%Mn+3%Fe
Твердость по Викерсу, 2кг/мм Время испытания, час Медь М1 Сталь 1Х18Н9Т
0 77,9 254
I 74,0 277
2 71,6 286
3 70,8 265
4 68,8 262
5 61,9 262
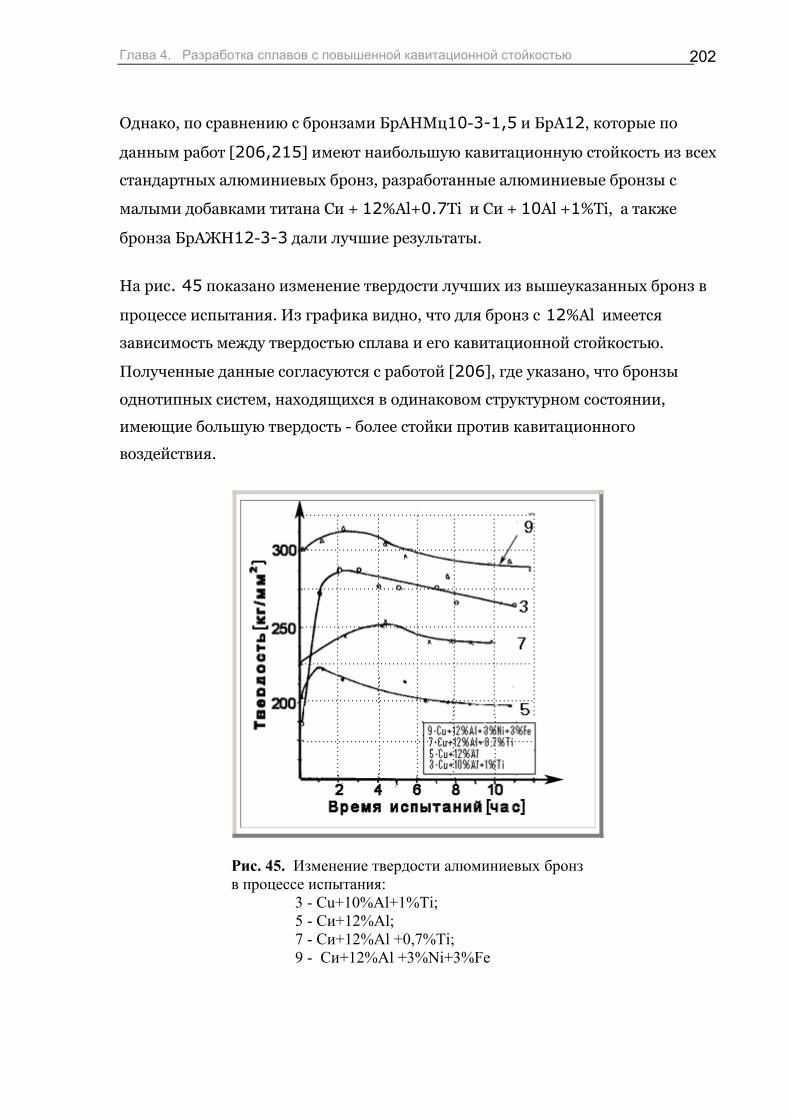
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
202
Однако, по сравнению с бронзами БрАНМц10-3-1,5 и БрА12, которые по
данным работ [206,215] имеют наибольшую кавитационную стойкость из всех
стандартных алюминиевых бронз, разработанные алюминиевые бронзы с
малыми добавками титана Си + 12%Al+0.7Ti и Си + 10Al +1%Тi, а также
бронза БpАЖН12-3-3 дали лучшие результаты.
На рис. 45 показано изменение твердости лучших из вышеуказанных бронз в
процессе испытания. Из графика видно, что для бронз с 12%Al имеется
зависимость между твердостью сплава и его кавитационной стойкостью.
Полученные данные согласуются с работой [206], где указано, что бронзы
однотипных систем, находящихся в одинаковом структурном состоянии,
имеющие большую твердость - более стойки против кавитационного
воздействия.
Рис. 45. Изменение твердости алюминиевых бронз в процессе испытания:
3 - Cu+10%Al+1%Ti; 5 - Си+12%Al; 7 - Си+12%Al +0,7%Ti; 9 - Си+12%Аl +3%Ni+3%Fe
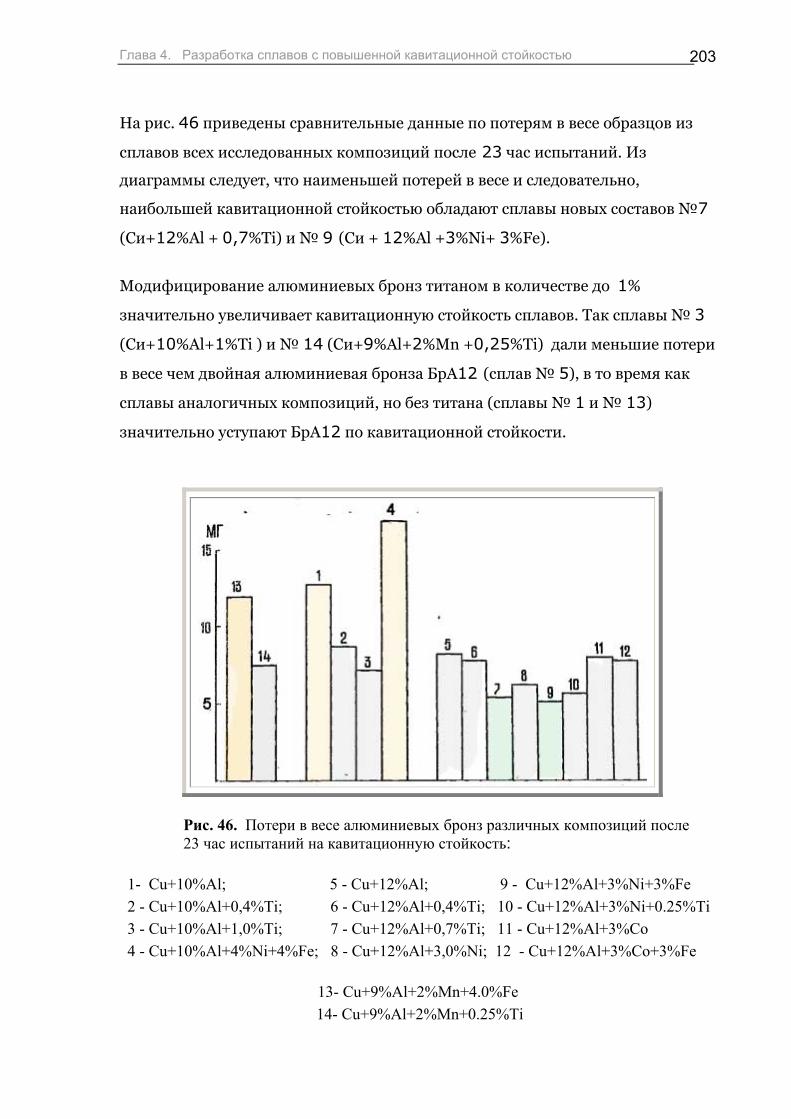
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
203
На рис. 46 приведены сравнительные данные по потерям в весе образцов из
сплавов всех исследованных композиций после 23 час испытаний. Из
диаграммы следует, что наименьшей потерей в весе и следовательно,
наибольшей кавитационной стойкостью обладают сплавы новых составов №7
(Си+12%Al + 0,7%Ti) и № 9 (Си + 12%Al +3%Ni+ 3%Fe).
Модифицирование алюминиевых бронз титаном в количестве до 1%
значительно увеличивает кавитационную стойкость сплавов. Так сплавы № 3
(Си+10%Al+1%Ti ) и № 14 (Си+9%Аl+2%Мn +0,25%Ti) дали меньшие потери
в весе чем двойная алюминиевая бронза БрА12 (сплав № 5), в то время как
сплавы аналогичных композиций, но без титана (сплавы № 1 и № 13)
значительно уступают БрА12 по кавитационной стойкости.
Рис. 46. Потери в весе алюминиевых бронз различных композиций после 23 час испытаний на кавитационную стойкость:
1- Сu+10%Al; 5 - Сu+12%Al; 9 - Сu+12%Al+3%Ni+3%Fe 2 - Сu+10%Al+0,4%Ti; 6 - Сu+12%Al+0,4%Ti; 10 - Сu+12%Al+3%Ni+0.25%Ti 3 - Сu+10%Al+1,0%Ti; 7 - Сu+12%Al+0,7%Ti; 11 - Сu+12%Al+3%Co 4 - Сu+10%Al+4%Ni+4%Fe; 8 - Сu+12%Al+3,0%Ni; 12 - Сu+12%Al+3%Co+3%Fe
13- Cu+9%Al+2%Mn+4.0%Fe
14- Cu+9%Al+2%Mn+0.25%Ti
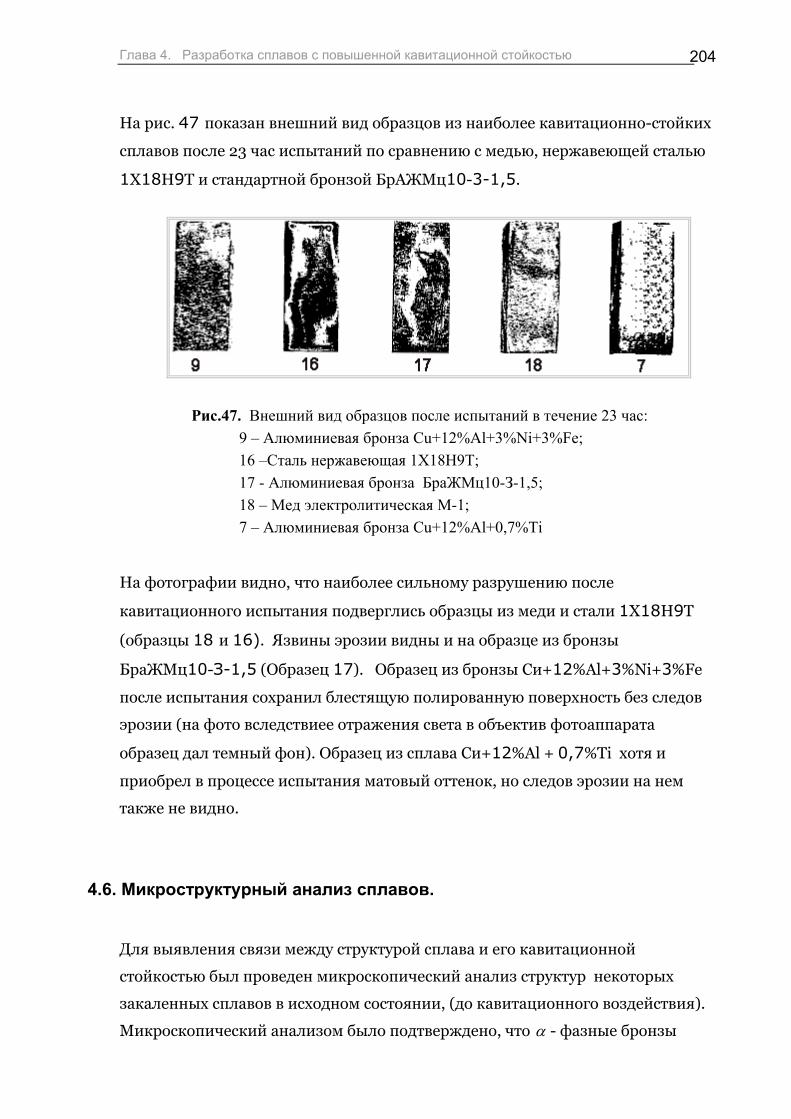
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
204
На рис. 47 показан внешний вид образцов из наиболее кавитационно-стойких
сплавов после 23 час испытаний по сравнению с медью, нержавеющей сталью
1Х18Н9Т и стандартной бронзой БрАЖМц10-3-1,5.
Рис.47. Внешний вид образцов после испытаний в течение 23 час: 9 – Алюминиевая бронза Сu+12%Al+3%Ni+3%Fe; 16 –Сталь нержавеющая 1Х18Н9Т; 17 - Алюминиевая бронза БраЖМц10-З-1,5; 18 – Мед электролитическая М-1; 7 – Алюминиевая бронза Сu+12%Al+0,7%Ti
На фотографии видно, что наиболее сильному разрушению после
кавитационного испытания подверглись образцы из меди и стали 1Х18Н9Т
(образцы 18 и 16). Язвины эрозии видны и на образце из бронзы
БраЖМц10-З-1,5 (Образец 17). Образец из бронзы Си+12%Al+3%Ni+3%Fe
после испытания сохранил блестящую полированную поверхность без следов
эрозии (на фото вследствиеe отражения света в объектив фотоаппарата
образец дал темный фон). Образец из сплава Си+12%Al + 0,7%Ti хотя и
приобрел в процессе испытания матовый оттенок, но следов эрозии на нем
также не видно.
4.6. Микроструктурный анализ сплавов.
Для выявления связи между структурой сплава и его кавитационной
стойкостью был проведен микроскопический анализ структур некоторых
закаленных сплавов в исходном состоянии, (до кавитационного воздействия).
Микроскопический анализом было подтверждено, что α - фазные бронзы
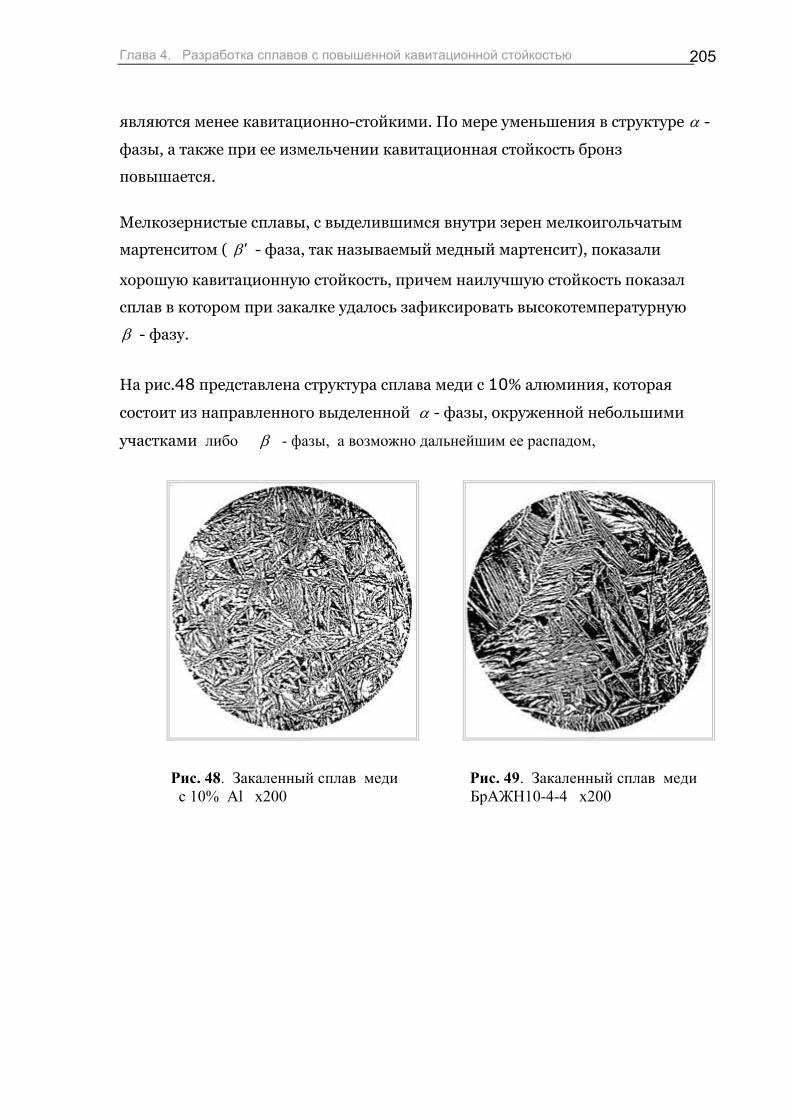
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
205
являются менее кавитационно-стойкими. По мере уменьшения в структуре α -
фазы, а также при ее измельчении кавитационная стойкость бронз
повышается.
Мелкозернистые сплавы, с выделившимся внутри зерен мелкоигольчатым
мартенситом ( β ′ - фаза, так называемый медный мартенсит), показали
хорошую кавитационную стойкость, причем наилучшую стойкость показал
сплав в котором при закалке удалось зафиксировать высокотемпературную
β - фазу.
На рис.48 представлена структура сплава меди с 10% алюминия, которая
состоит из направленного выделенной α - фазы, окруженной небольшими
участками либо β - фазы, а возможно дальнейшим ее распадом,
Рис. 48. Закаленный сплав меди Рис. 49. Закаленный сплав меди с 10% Аl x200 БрАЖН10-4-4 x200
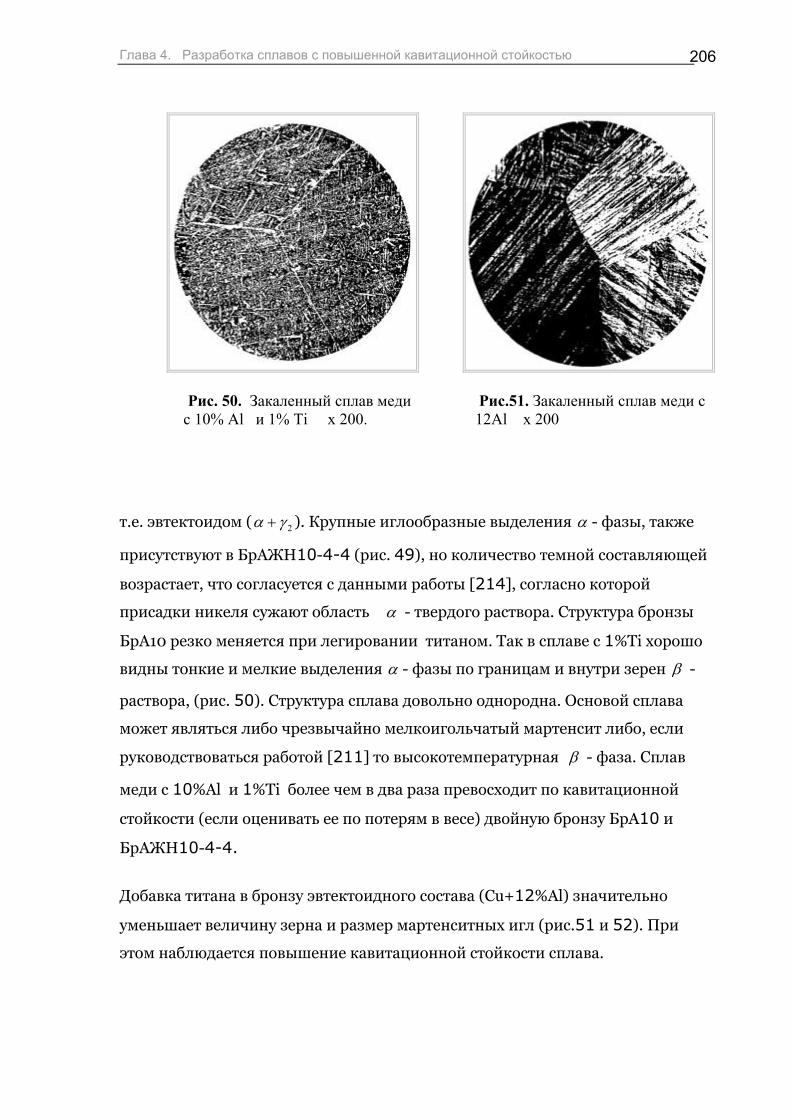
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
206
Рис. 50. Закаленный сплав меди Рис.51. Закаленный сплав меди с с 10% Аl и 1% Тi х 200. 12Al х 200
т.е. эвтектоидом ( 2α γ+ ). Крупные иглообразные выделения α - фазы, также
присутствуют в БрАЖН10-4-4 (рис. 49), но количество темной составляющей
возрастает, что согласуется с данными работы [214], согласно которой
присадки никеля сужают область α - твердого раствора. Структура бронзы
БрА10 резко меняется при легировании титаном. Так в сплаве с 1%Тi хорошо
видны тонкие и мелкие выделения α - фазы по границам и внутри зерен β -
раствора, (рис. 50). Структура сплава довольно однородна. Основой сплава
может являться либо чрезвычайно мелкоигольчатый мартенсит либо, если
руководствоваться работой [211] то высокотемпературная β - фаза. Сплав
меди с 10%Al и 1%Ti более чем в два раза превосходит по кавитационной
стойкости (если оценивать ее по потерям в весе) двойную бронзу БрА10 и
БрАЖН10-4-4.
Добавка титана в бронзу эвтектоидного состава (Cu+12%Al) значительно
уменьшает величину зерна и размер мартенситных игл (рис.51 и 52). При
этом наблюдается повышение кавитационной стойкости сплава.
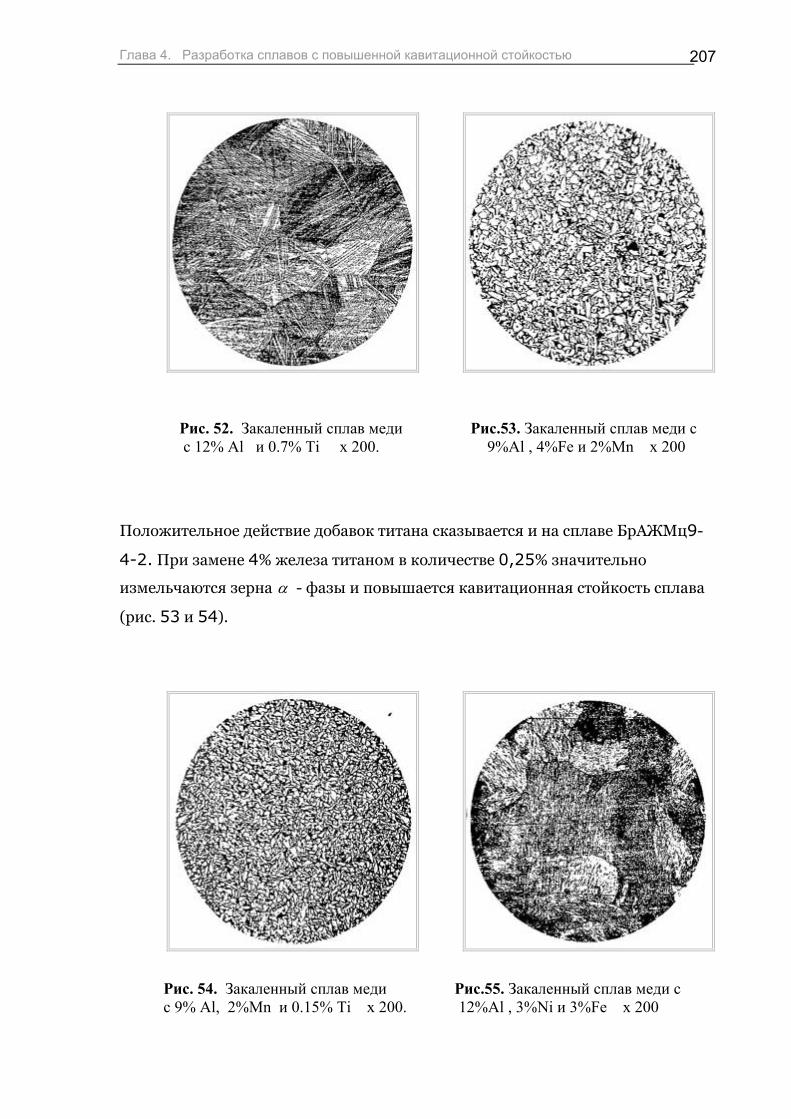
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
207
Рис. 52. Закаленный сплав меди Рис.53. Закаленный сплав меди с с 12% Аl и 0.7% Тi х 200. 9%Al , 4%Fe и 2%Mn х 200
Положительное действие добавок титана сказывается и на сплаве БрАЖМц9-
4-2. При замене 4% железа титаном в количестве 0,25% значительно
измельчаются зерна α - фазы и повышается кавитационная стойкость сплава
(рис. 53 и 54).
Рис. 54. Закаленный сплав меди Рис.55. Закаленный сплав меди с с 9% Аl, 2%Mn и 0.15% Тi х 200. 12%Al , 3%Ni и 3%Fe х 200
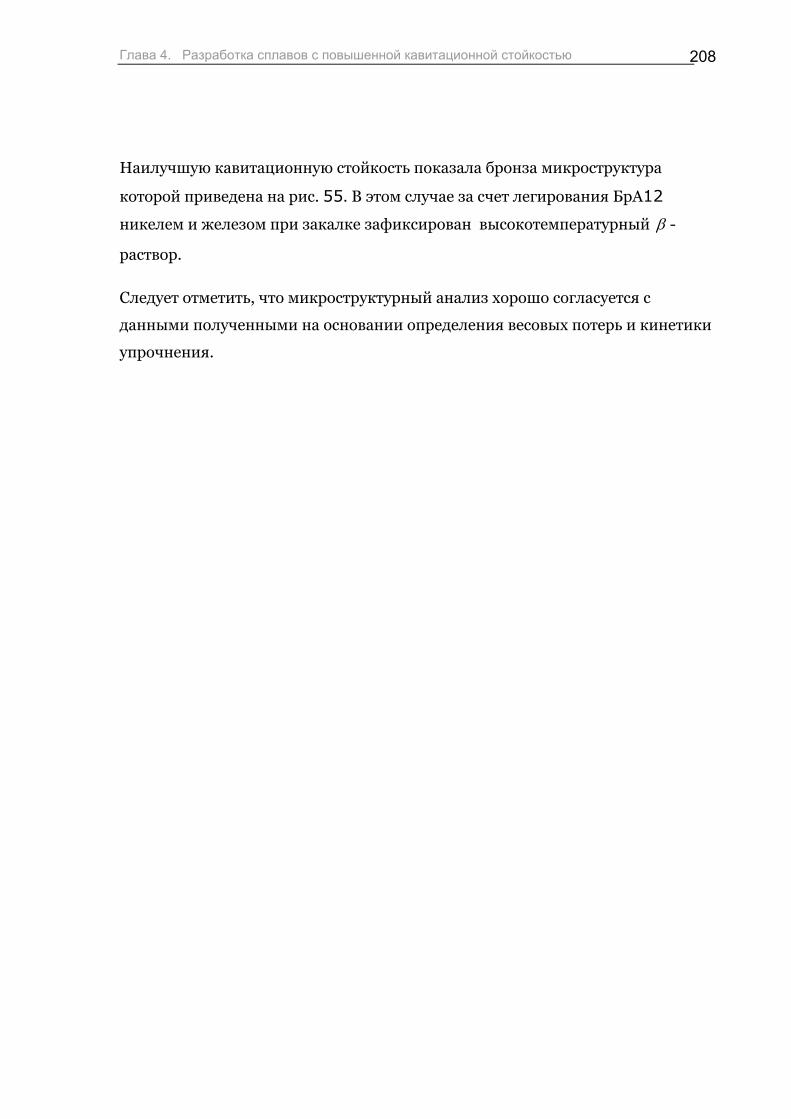
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
208
Наилучшую кавитационную стойкость показала бронза микроструктура
которой приведена на рис. 55. В этом случае за счет легирования БрА12
никелем и железом при закалке зафиксирован высокотемпературный β -
раствор.
Следует отметить, что микроструктурный анализ хорошо согласуется с
данными полученными на основании определения весовых потерь и кинетики
упрочнения.
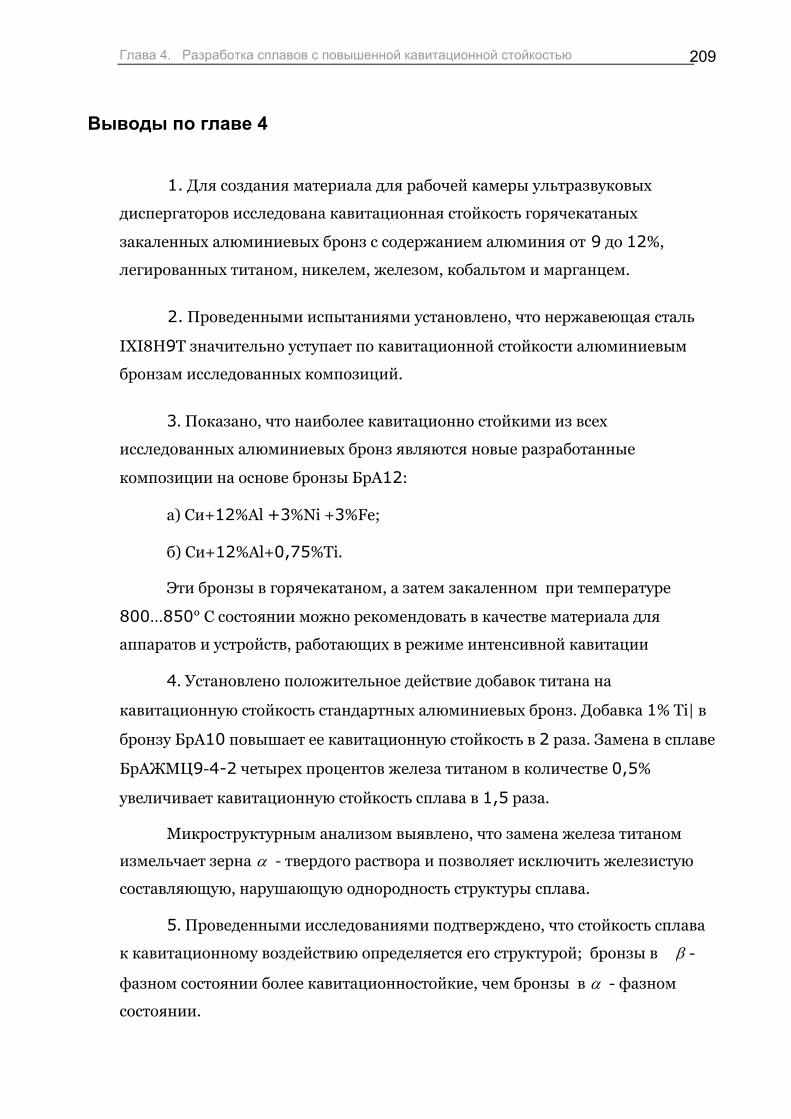
Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
209
Выводы по главе 4
1. Для создания материала для рабочей камеры ультразвуковых
диспергаторов исследована кавитационная стойкость горячекатаных
закаленных алюминиевых бронз с содержанием алюминия от 9 до 12%,
легированных титаном, никелем, железом, кобальтом и марганцем.
2. Проведенными испытаниями установлено, что нержавеющая сталь
IXI8H9T значительно уступает по кавитационной стойкости алюминиевым
бронзам исследованных композиций.
3. Показано, что наиболее кавитационно стойкими из всех
исследованных алюминиевых бронз являются новые разработанные
композиции на основе бронзы БрА12:
а) Си+12%Al +3%Ni +3%Fe;
б) Си+12%Al+0,75%Ti.
Эти бронзы в горячекатаном, а затем закаленном при температуре
800…850° С состоянии можно рекомендовать в качестве материала для
аппаратов и устройств, работающих в режиме интенсивной кавитации
4. Установлено положительное действие добавок титана на
кавитационную стойкость стандартных алюминиевых бронз. Добавка 1% Ti| в
бронзу БрА10 повышает ее кавитационную стойкость в 2 раза. Замена в сплаве
БрАЖМЦ9-4-2 четырех процентов железа титаном в количестве 0,5%
увеличивает кавитационную стойкость сплава в 1,5 раза.
Микроструктурным анализом выявлено, что замена железа титаном
измельчает зерна α - твердого раствора и позволяет исключить железистую
составляющую, нарушающую однородность структуры сплава.
5. Проведенными исследованиями подтверждено, что стойкость сплава
к кавитационному воздействию определяется его структурой; бронзы в β -
фазном состоянии более кавитационностойкие, чем бронзы в α - фазном
состоянии.

Глава 4. Разработка сплавов с повышенной кавитационной стойкостью
210
6. Исследованием кинетики упрочнения и разупрочнения сплавов в
процессе кавитационного воздействия показано, что для сплавов однотипных
систем находящихся в одинаковом структурном состоянии имеются
зависимость между твердостью сплава и его кавитационной стойкостью.
Сплавы более твердые имеют большую кавитационную стойкость.
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
211
5
Разрушение Лаковых и Полимерных Пленок в Ультразвуковом Поле
___________________________________
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
212
5.1. Актуальность задачи. Обоснование метода ультразвуковой очистки
Диспергирующее действие ультразвука совместно с химическим воздействием
было использовано для удаления лаковых и полимерных пленок с
поверхности твердых тел.
В качестве объекта изучения были выбраны пленки загрязнений, обладающие
высокой адгезией к поверхности металла.
Цель исследования состояла в разработке метода и оборудования для
эффективной очистки деталей эмалировочных станков, применяющихся для
нанесения лаковой пленки на поверхность проволоки.
Процесс эмалирования занимает важное место в производстве медной и
алюминиевой проволоки для электротехнической промышленности. Высокие
требования предъявляются к качеству эмалевого покрытия. Эмаль должна
иметь высокую электрическую прочность, термостойкость и противостоять
растворителям и кислотам. Наиболее часто для эмалирования проволоки
используется лак Винифлекс [221].
Однако в процессе эмалирования проволоки металлические калибры,
регулирующие толщину слоя лака, а также ролики и другие детали
эмалировочных станков загрязняются лаком и поэтому загрязненные детали
периодически снимают и подвергают очистке. Число таких деталей в условиях
современного производства достигает несколько тысяч шт.
Снятие лаковых пленок при существующей технологии производится
химическими методами. Мелкие детали (калибры) выдерживаются в раст-
ворителе лака Винифлекс в течение 10-15 часов. Затем остатки лака
снимаются механическим путем. Крупные детали (ролики) кипятятся 2- 3 час.
в растворе каустической соды, а затем очищаются от пленок] лака вручную.
Применение ультразвуковых колебаний позволяет значительно ускорить
процесс очистки деталей эмалировочных станков от лаковых пленок.
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
213
Интенсифицирующее действие ультразвуковых колебаний на процессы
очистки основано на явлении кавитации.
При захлопывании кавитационных полостей в жидкости, как было показано в
гл. 2, возникают давления, величина которых может составлять тысячи
атмосфер. Волны давлений разрушают сплошность пленки на поверхности
деталей [121,41] ,образуя в последней многочисленные поры и трещины,
через которые растворитель проникает в толщу загрязнения. Благодаря этому,
площадь поверхности соприкосновения растворителя и растворяемого лака
увеличивается. К тому же интенсивные колебания частиц среды способствуют
ускорению процессов диффузии одного вещества в другое.
Одновременно, вследствие, возникающих при кавитации интенсивных
гидропотоков, к границе раздела на смену насыщенному раствору постоянно
подается свежий растворитель или менее насыщенный раствор, что также
значительно ускоряет процессы растворения.
На заводе " Москабель" проведена работа по исследованию влияния
ультразвука на ускорение процесса очистки деталей от лака Винифлекс.
5.2. Методика работы. Применяемая аппаратура и оборудование. Предварительные исследования выполнялись в лабораторных условиях. Для
этой цели была изготовлена специальная ванна, в дно которой был
вмонтирован магнитострикционный преобразователь ПМС-6, выполненный в
виде магнитострикционного элемента закрепленного на диафрагме. Питание
преобразователя осуществлялось от серийного ультразвукового генератора
типа УЗГ-10М.
В качестве объекта исследований использовались детали (калибры)
загрязненные пленками лака. Несколько калибров помещалась в химический
стакан с моющим раствором. Стакан устанавливался в ванну, рабочая емкость
которой заполнялась водой. Во время испытаний температура воды
поддерживалась в пределах 20…25° С.
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
214
Перед испытанием образцы взвешивались на аналитических весах АДВ-200.
После каждого испытания калибры в течении 20 мин. выдерживались в
сушильном шкафу при температуре 70… 80°С и вновь взвешивались.
Постоянство условий для всех опытов обеспечивалось поддержанием
неизменной амплитуды излучателя. Контроль амплитуды производился при
помощи бесконтактного виброметра модели УБВ-2.
Оценка степени очистки поверхностей деталей производилась оптическим и
электрическим методом, а также по изменению веса деталей в процессе
очистки их от лака.
При оптическом методе измерялось изменение оптической плотности
растворителя в процессе ультразвуковой очистки. Для этой цели
использовался фотоколориметр типа ФЭК-М.
Электрическим методом определялось загрязненность рабочей жидкости по
изменению ее диэлектрической проницаемости. Для этого испытуемая
жидкость заливалась между обкладками конденсатора, емкость которого
измерялась при помощи высокочастотного измерителя емкости типа «КИЕВ-
1».
В процессе всех испытаний брались детали одинаковых размеров и одинаковое
количество моющего раствора (150 мл). Каждый опыт проводился 3 раза.
Приводимые данные являются средними из всех опытов.
После проведения предварительных испытаний была сконструирована и
изготовлена механизированная ультразвуковая установка для очистки деталей
от лака, описание которой приведено разделе 5.4. Полное описание
установки также приводится в работе [219].
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
215
5.3. Выбор состава рабочей жидкости для ультразвуковой очистки деталей от лаковых пленок Для успешного сочетания химического и ультразвукового действия для
удаления лаковых пленок необходимо иметь, с одной стороны, рабочую
жидкость хорошо растворяющую соответствующее загрязнения, а с другой
стороны, эта жидкость должна иметь такие физические параметры, чтобы в
ней было возможно осуществить наиболее интенсивное кавитационное
воздействие на обрабатываемое загрязнение.
Интенсивность волн давления, возникающих в жидкости при захлопывании
кавитационной полости, как было показано в пункте 2.5 главы 2,
определяется динамическим давлением радиального потока ДР и давлением
парогазовой смеси внутри полости ПР .
Максимальная величина ДР определяется выражением
Д по вн
γγ γγ- -P1 γ-1 γ-1 γ-1 γ-1по(макс) = γ (γ -1+ )6 Pвн
P P P
Максимальную величину давления парогазовой смеси можно представить в
виде
П по вн
γ γγ-P γ-1 γ-1 γ-1по(макс) = ( )Pвн
P γ-1+ P P
Из анализа приведенных уравнений видно, что величина давлений
возникающих при захлопывании кавитационной полости зависит от давления
пара и газа в жидкости поР . Чем меньше эта величина, тем больше
интенсивность волн давления, возникающих при захлопывании
кавитационной полости.
Поэтому при выборе рабочей жидкости для ультразвуковой очистки основные
требования сводятся к наличию наименьшего давления насыщенных паров и
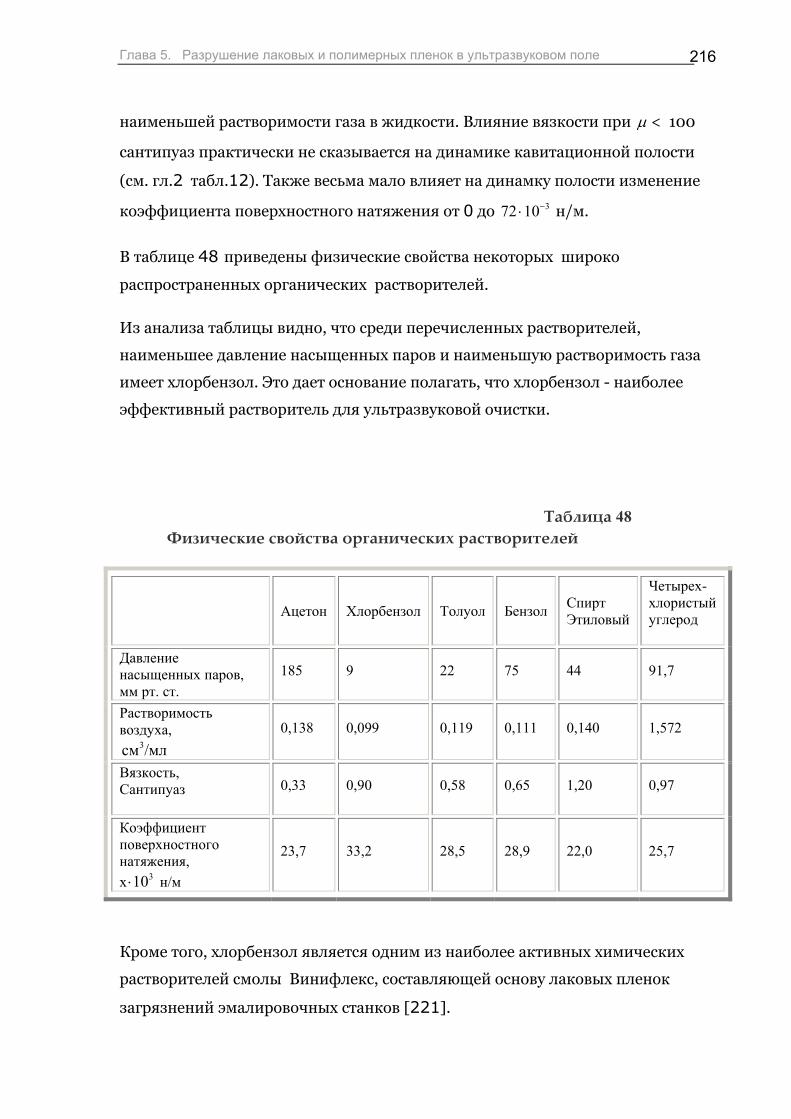
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
216
наименьшей растворимости газа в жидкости. Влияние вязкости при μ < 100
сантипуаз практически не сказывается на динамике кавитационной полости
(см. гл.2 табл.12). Также весьма мало влияет на динамку полости изменение
коэффициента поверхностного натяжения от 0 до 372 10−⋅ н/м.
В таблице 48 приведены физические свойства некоторых широко
распространенных органических растворителей.
Из анализа таблицы видно, что среди перечисленных растворителей,
наименьшее давление насыщенных паров и наименьшую растворимость газа
имеет хлорбензол. Это дает основание полагать, что хлорбензол - наиболее
эффективный растворитель для ультразвуковой очистки.
Таблица 48
Физические свойства органических растворителей
Ацетон
Хлорбензол
Толуол Бензол Спирт Этиловый
Четырех- хлористый углерод
Давление насыщенных паров, мм рт. ст.
185 9 22 75 44 91,7
Растворимость воздуха,
3см /мл
0,138 0,099 0,119 0,111 0,140 1,572
Вязкость, Сантипуаз
0,33 0,90 0,58 0,65 1,20 0,97
Коэффициент поверхностного натяжения, х 310⋅ н/м
23,7 33,2 28,5 28,9 22,0 25,7
Кроме того, хлорбензол является одним из наиболее активных химических
растворителей смолы Винифлекс, составляющей основу лаковых пленок
загрязнений эмалировочных станков [221].
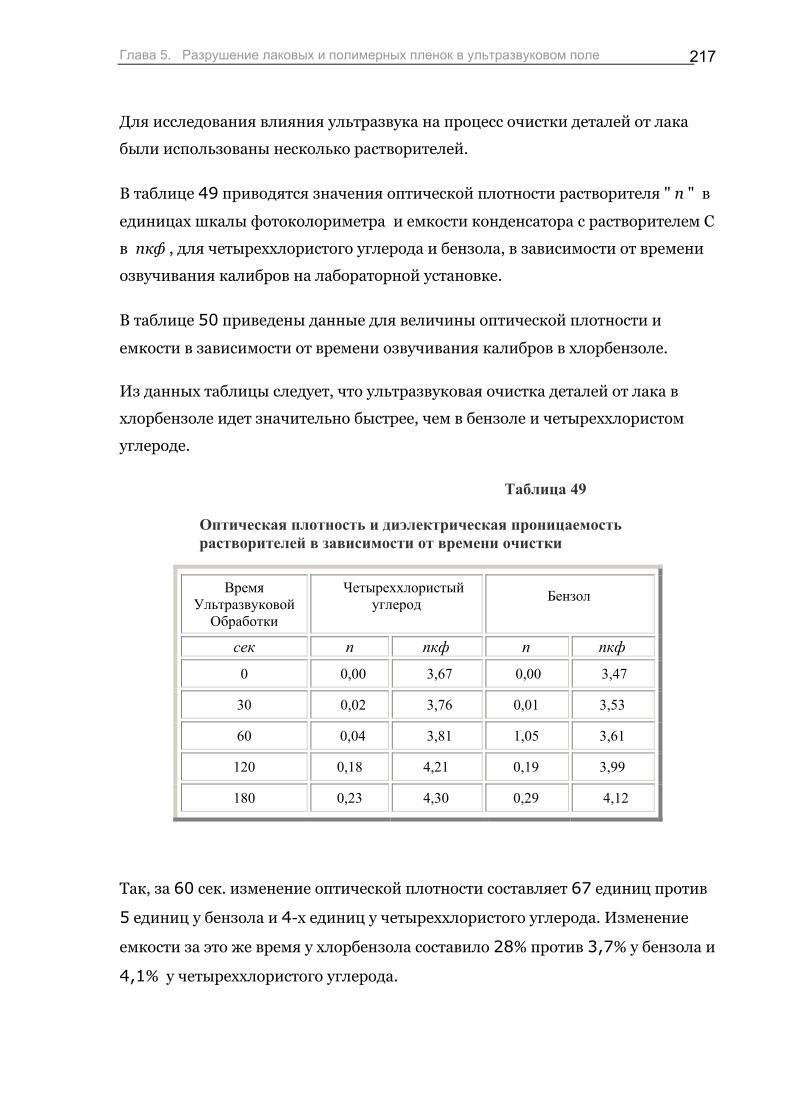
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
217
Для исследования влияния ультразвука на процесс очистки деталей от лака
были использованы несколько растворителей.
В таблице 49 приводятся значения оптической плотности растворителя " n " в
единицах шкалы фотоколориметра и емкости конденсатора с растворителем С
в пкф , для четыреххлористого углерода и бензола, в зависимости от времени
озвучивания калибров на лабораторной установке.
В таблице 50 приведены данные для величины оптической плотности и
емкости в зависимости от времени озвучивания калибров в хлорбензоле.
Из данных таблицы следует, что ультразвуковая очистка деталей от лака в
хлорбензоле идет значительно быстрее, чем в бензоле и четыреххлористом
углероде.
Таблица 49
Оптическая плотность и диэлектрическая проницаемость растворителей в зависимости от времени очистки
Так, за 60 сек. изменение оптической плотности составляет 67 единиц против
5 единиц у бензола и 4-х единиц у четыреххлористого углерода. Изменение
емкости за это же время у хлорбензола составило 28% против 3,7% у бензола и
4,1% у четыреххлористого углерода.
Время Ультразвуковой
Обработки
Четыреххлористый углерод
Бензол
сек n пкф n пкф
0 0,00 3,67 0,00 3,47
30 0,02 3,76 0,01 3,53
60 0,04 3,81 1,05 3,61
120 0,18 4,21 0,19 3,99
180 0,23 4,30 0,29 4,12
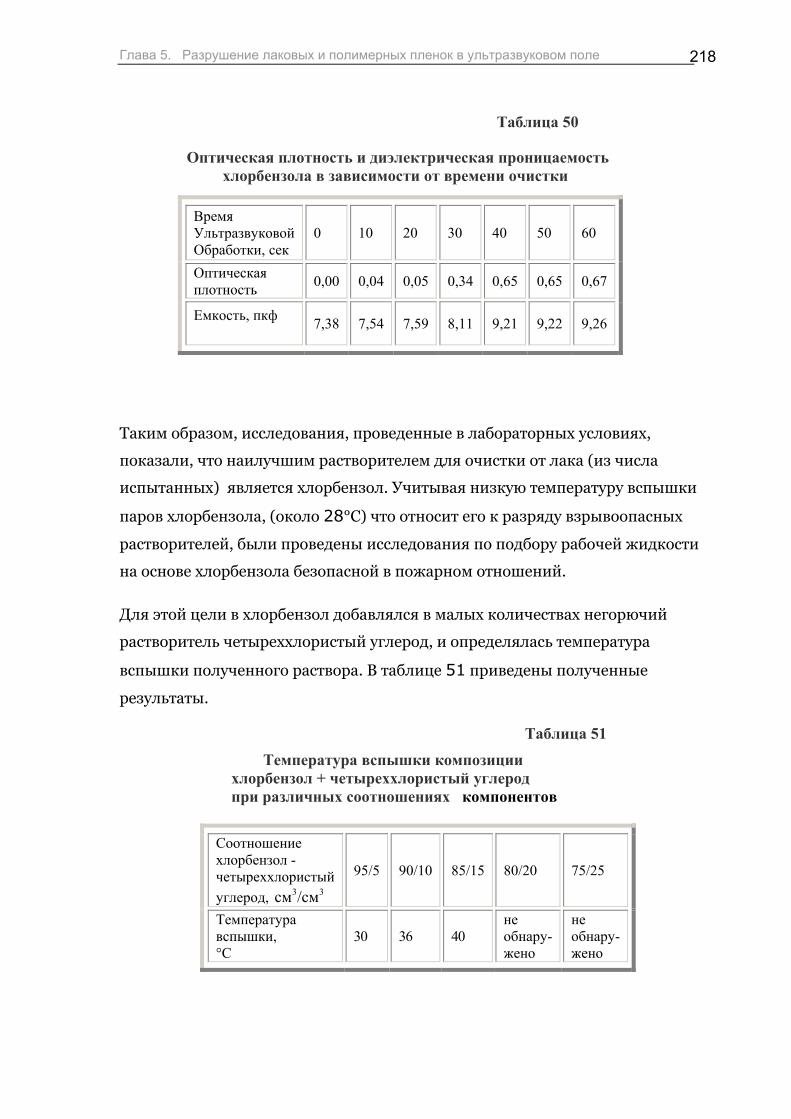
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
218
Таблица 50
Оптическая плотность и диэлектрическая проницаемость хлорбензола в зависимости от времени очистки
Таким образом, исследования, проведенные в лабораторных условиях,
показали, что наилучшим растворителем для очистки от лака (из числа
испытанных) является хлорбензол. Учитывая низкую температуру вспышки
паров хлорбензола, (около 28°С) что относит его к разряду взрывоопасных
растворителей, были проведены исследования по подбору рабочей жидкости
на основе хлорбензола безопасной в пожарном отношений.
Для этой цели в хлорбензол добавлялся в малых количествах негорючий
растворитель четыреххлористый углерод, и определялась температура
вспышки полученного раствора. В таблице 51 приведены полученные
результаты.
Таблица 51
Температура вспышки композиции хлорбензол + четыреххлористый углерод при различных соотношениях компонентов
Соотношение хлорбензол - четыреххлористый углерод, 3 3см /см
95/5 90/10 85/15 80/20 75/25
Температура вспышки, °С
30 36 40 не обнару- жено
не обнару- жено
Время Ультразвуковой Обработки, сек
0
10 20 30 40 50 60
Оптическая плотность 0,00 0,04 0,05 0,34 0,65 0,65 0,67
Емкость, пкф 7,38 7,54 7,59 8,11 9,21 9,22 9,26
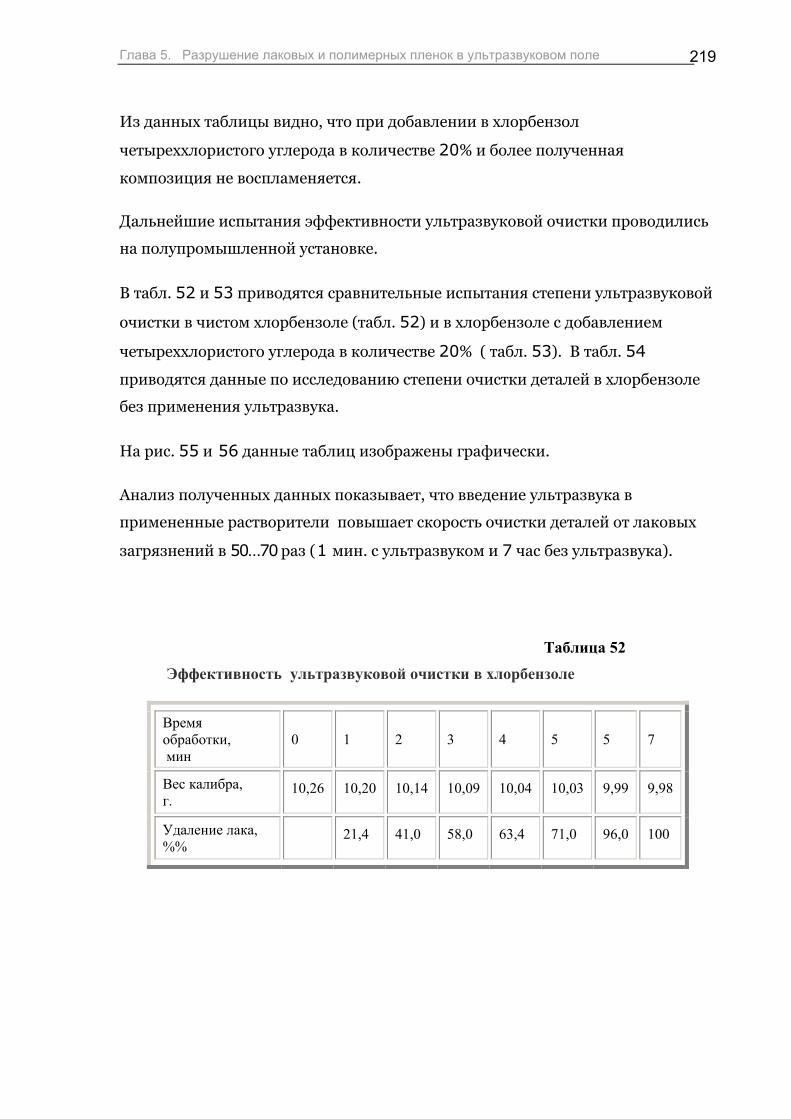
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
219
Из данных таблицы видно, что при добавлении в хлорбензол
четыреххлористого углерода в количестве 20% и более полученная
композиция не воспламеняется.
Дальнейшие испытания эффективности ультразвуковой очистки проводились
на полупромышленной установке.
В табл. 52 и 53 приводятся сравнительные испытания степени ультразвуковой
очистки в чистом хлорбензоле (табл. 52) и в хлорбензоле с добавлением
четыреххлористого углерода в количестве 20% ( табл. 53). В табл. 54
приводятся данные по исследованию степени очистки деталей в хлорбензоле
без применения ультразвука.
На рис. 55 и 56 данные таблиц изображены графически.
Анализ полученных данных показывает, что введение ультразвука в
примененные растворители повышает скорость очистки деталей от лаковых
загрязнений в 50…70 раз (1 мин. с ультразвуком и 7 час без ультразвука).
Таблица 52
Эффективность ультразвуковой очистки в хлорбензоле
Время обработки, мин
0 1 2 3 4 5 5 7
Вес калибра, г.
10,26 10,20 10,14 10,09 10,04 10,03 9,99 9,98
Удаление лака, %%
21,4 41,0 58,0 63,4 71,0 96,0 100
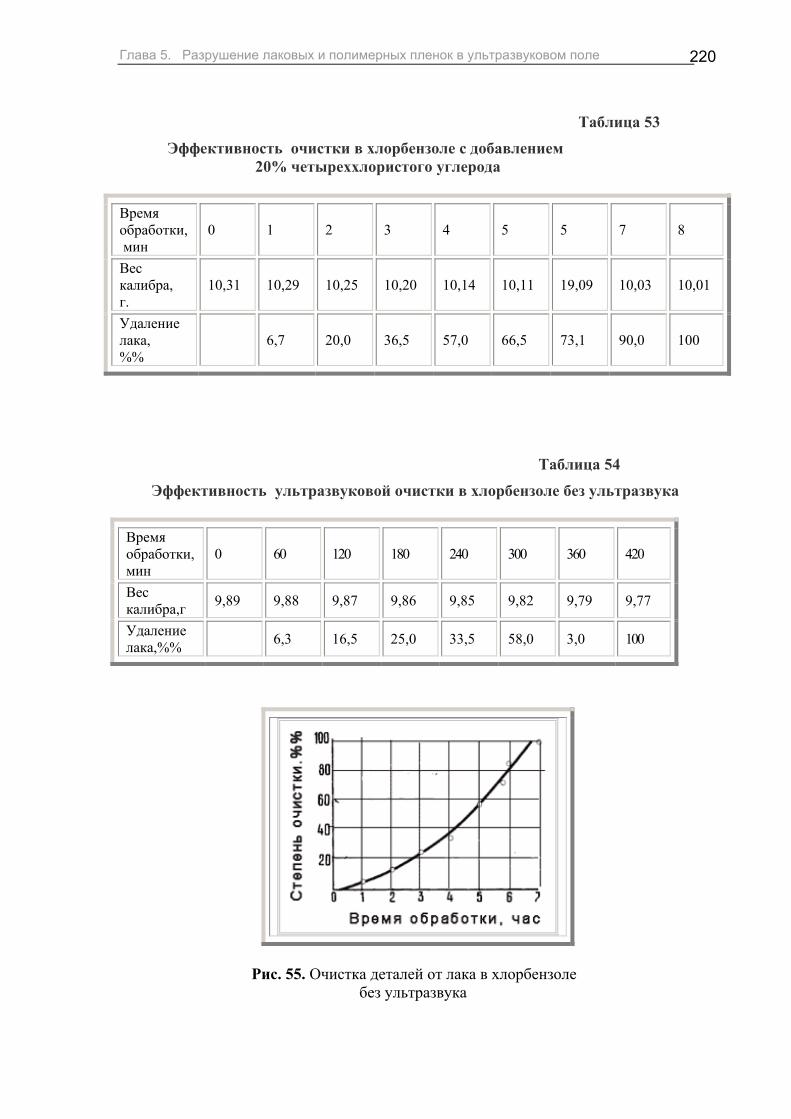
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
220
Таблица 53
Эффективность очистки в хлорбензоле с добавлением 20% четыреххлористого углерода
Время обработки, мин
0 1 2 3 4 5 5 7 8
Вес калибра, г.
10,31 10,29 10,25 10,20 10,14 10,11 19,09 10,03 10,01
Удаление лака, %%
6,7 20,0 36,5 57,0 66,5 73,1 90,0 100
Таблица 54
Эффективность ультразвуковой очистки в хлорбензоле без ультразвука
Время обработки, мин
0 60 120 180 240 300 360 420
Вес калибра,г 9,89 9,88 9,87 9,86 9,85 9,82 9,79 9,77
Удаление лака,%% 6,3 16,5 25,0 33,5 58,0 3,0 100
Рис. 55. Очистка деталей от лака в хлорбензоле без ультразвука
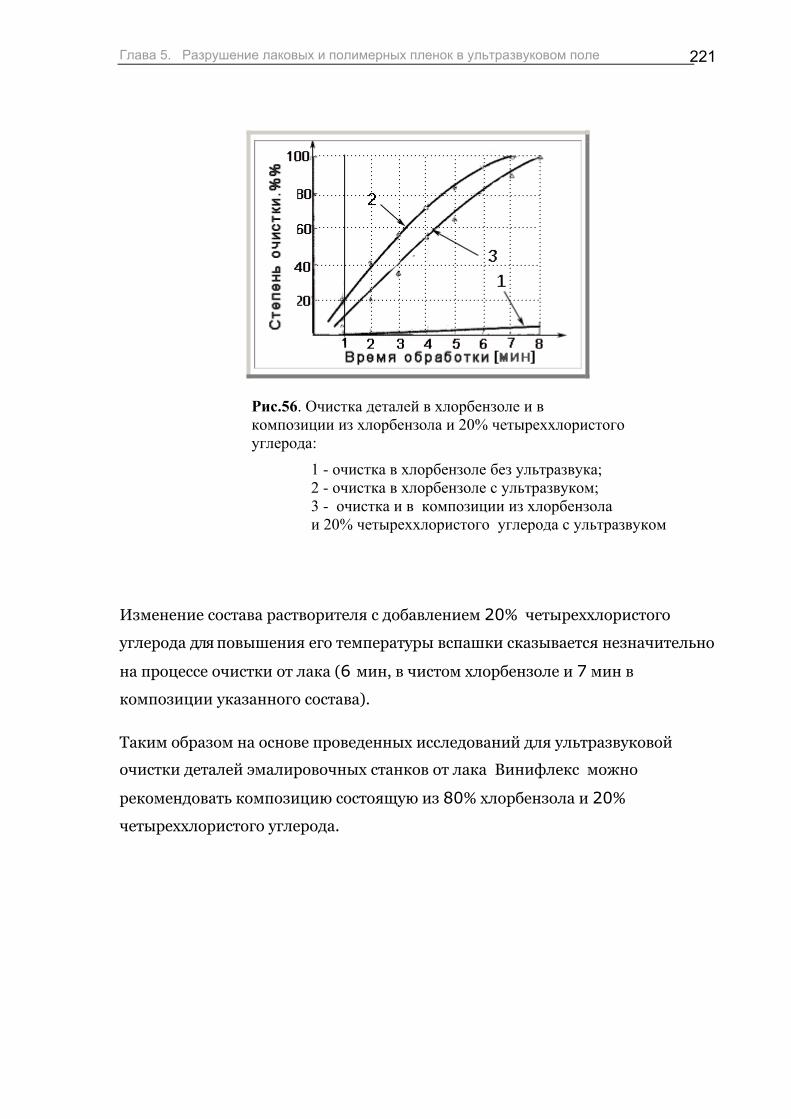
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
221
Рис.56. Очистка деталей в хлорбензоле и в композиции из хлорбензола и 20% четыреххлористого углерода:
1 - очистка в хлорбензоле без ультразвука; 2 - очистка в хлорбензоле с ультразвуком; 3 - очистка и в композиции из хлорбензола и 20% четыреххлористого углерода с ультразвуком
Изменение состава растворителя с добавлением 20% четыреххлористого
углерода для повышения его температуры вспашки сказывается незначительно
на процессе очистки от лака (6 мин, в чистом хлорбензоле и 7 мин в
композиции указанного состава).
Таким образом на основе проведенных исследований для ультразвуковой
очистки деталей эмалировочных станков от лака Винифлекс можно
рекомендовать композицию состоящую из 80% хлорбензола и 20%
четыреххлористого углерода.
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
222
5.4. Ультразвуковая установка для очистки деталей от лака промышленного типа.
Ультразвуковая установка для очистки деталей эмалировочных станков была
сконструирована коллективом ультразвуковой лаборатории Московского
института Стали и Сплавов.
Установка состоит из генератора ультразвуковых колебаний УЗГ-I0M,
ультразвуковом ванны и пульта управления.
На рис. 57 показана схема ультразвуковой ванны. Корпус ванны (2)
изготовлен из нержавеющей стали и имеет сварную конструкцию.
Электрические колебания высокой частоты подаются через клеммную колодку
(6) на четыре ультразвуковых магнитострикционных преобразователя ПМС-
6М (9), расположенных на дне рабочей ванны. Подлежащие очистке мелкие
детали загружаются в четыре цилиндрических контейнера (3). На поверхности
контейнеров имеются отверстия, через которые рабочая жидкость попадает в
контейнер и омывает очищаемые детали.
Для обеспечения равномерной очистки всей поверхности деталей контейнеры
приводятся во вращение от электропривода (12). Скорость вращения
составляет 4…5 об/мин. Пуск электропривода и его остановка производятся с
пульта управления.
По мере работы ультразвуковых преобразователей энергия механических
колебаний частично переходит в тепло, в результате чего температура моющей
жидкости повышается до 70…80°С.
Конструкция установки позволяет очищать и целые блоки, состоящие из
50…60 роликов диаметром от 300 до 500 мм. Для этой цели ванна снабжена
сменными кронштейнами, которые устанавливают на требуемую глубину и
соответствующую длину блока.
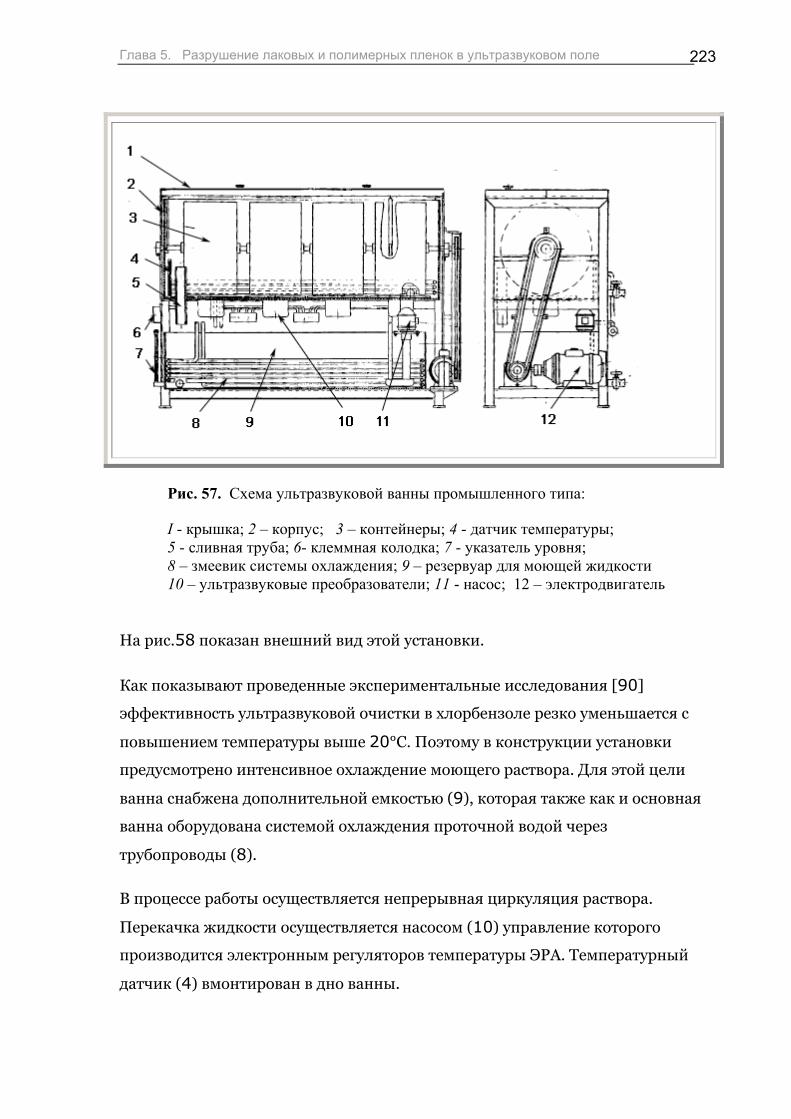
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
223
Рис. 57. Схема ультразвуковой ванны промышленного типа:
I - крышка; 2 – корпус; 3 – контейнеры; 4 - датчик температуры; 5 - сливная труба; 6- клеммная колодка; 7 - указатель уровня; 8 – змеевик системы охлаждения; 9 – резервуар для моющей жидкости 10 – ультразвуковые преобразователи; 11 - насос; 12 – электродвигатель
На рис.58 показан внешний вид этой установки.
Как показывают проведенные экспериментальные исследования [90]
эффективность ультразвуковой очистки в хлорбензоле резко уменьшается с
повышением температуры выше 20°С. Поэтому в конструкции установки
предусмотрено интенсивное охлаждение моющего раствора. Для этой цели
ванна снабжена дополнительной емкостью (9), которая также как и основная
ванна оборудована системой охлаждения проточной водой через
трубопроводы (8).
В процессе работы осуществляется непрерывная циркуляция раствора.
Перекачка жидкости осуществляется насосом (10) управление которого
производится электронным регуляторов температуры ЭРА. Температурный
датчик (4) вмонтирован в дно ванны.
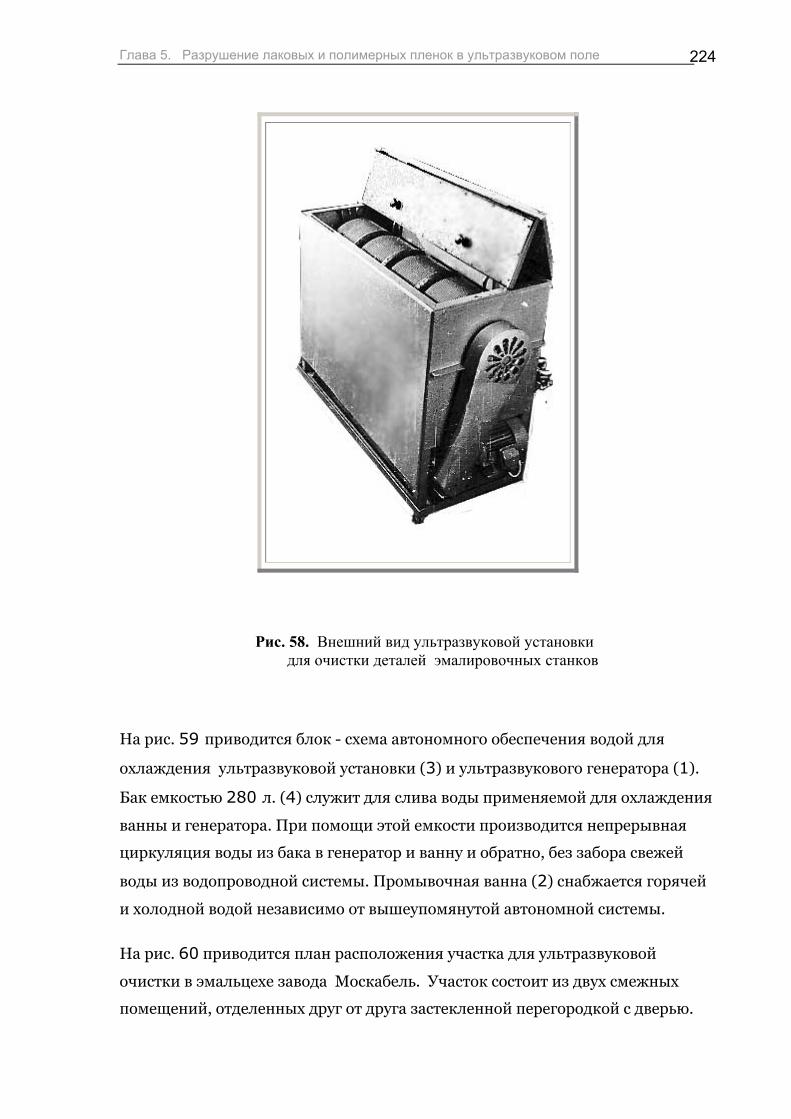
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
224
Рис. 58. Внешний вид ультразвуковой установки для очистки деталей эмалировочных станков
На рис. 59 приводится блок - схема автономного обеспечения водой для
охлаждения ультразвуковой установки (3) и ультразвукового генератора (1).
Бак емкостью 280 л. (4) служит для слива воды применяемой для охлаждения
ванны и генератора. При помощи этой емкости производится непрерывная
циркуляция воды из бака в генератор и ванну и обратно, без забора свежей
воды из водопроводной системы. Промывочная ванна (2) снабжается горячей
и холодной водой независимо от вышеупомянутой автономной системы.
На рис. 60 приводится план расположения участка для ультразвуковой
очистки в эмальцехе завода Москабель. Участок состоит из двух смежных
помещений, отделенных друг от друга застекленной перегородкой с дверью.
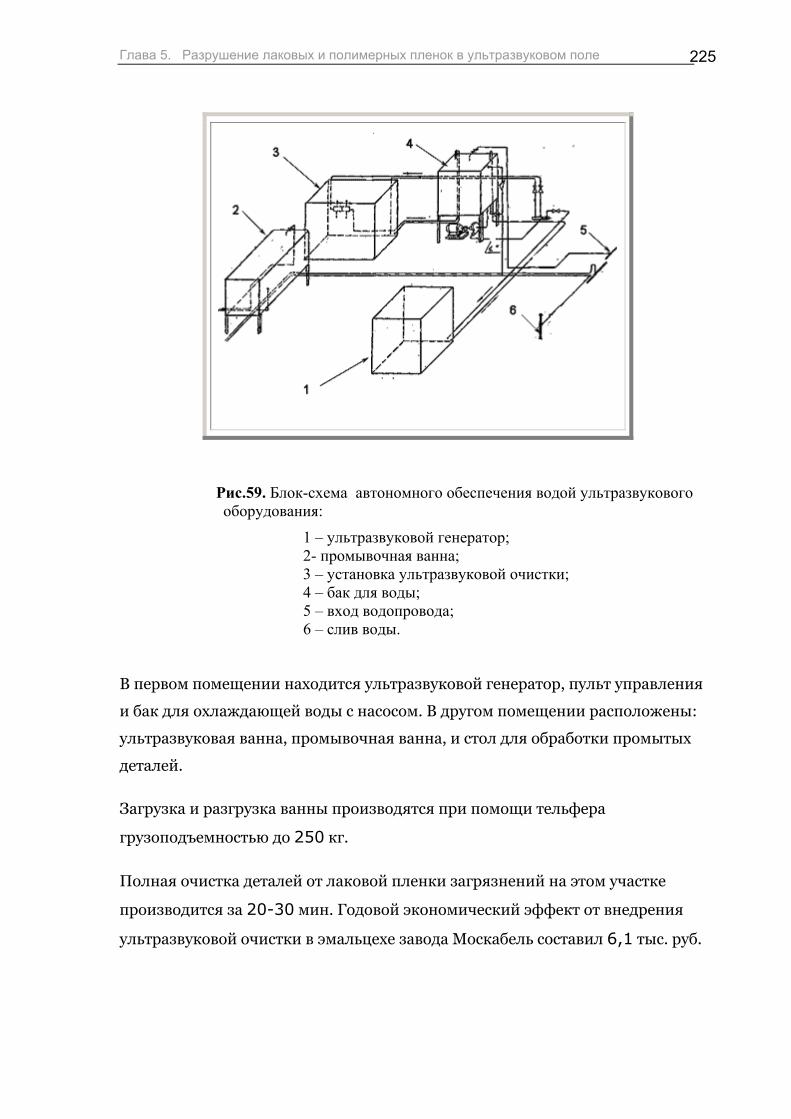
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
225
Рис.59. Блок-схема автономного обеспечения водой ультразвукового оборудования:
1 – ультразвуковой генератор; 2- промывочная ванна; 3 – установка ультразвуковой очистки; 4 – бак для воды; 5 – вход водопровода; 6 – слив воды.
В первом помещении находится ультразвуковой генератор, пульт управления
и бак для охлаждающей воды с насосом. В другом помещении расположены:
ультразвуковая ванна, промывочная ванна, и стол для обработки промытых
деталей.
Загрузка и разгрузка ванны производятся при помощи тельфера
грузоподъемностью до 250 кг.
Полная очистка деталей от лаковой пленки загрязнений на этом участке
производится за 20-30 мин. Годовой экономический эффект от внедрения
ультразвуковой очистки в эмальцехе завода Москабель составил 6,1 тыс. руб.
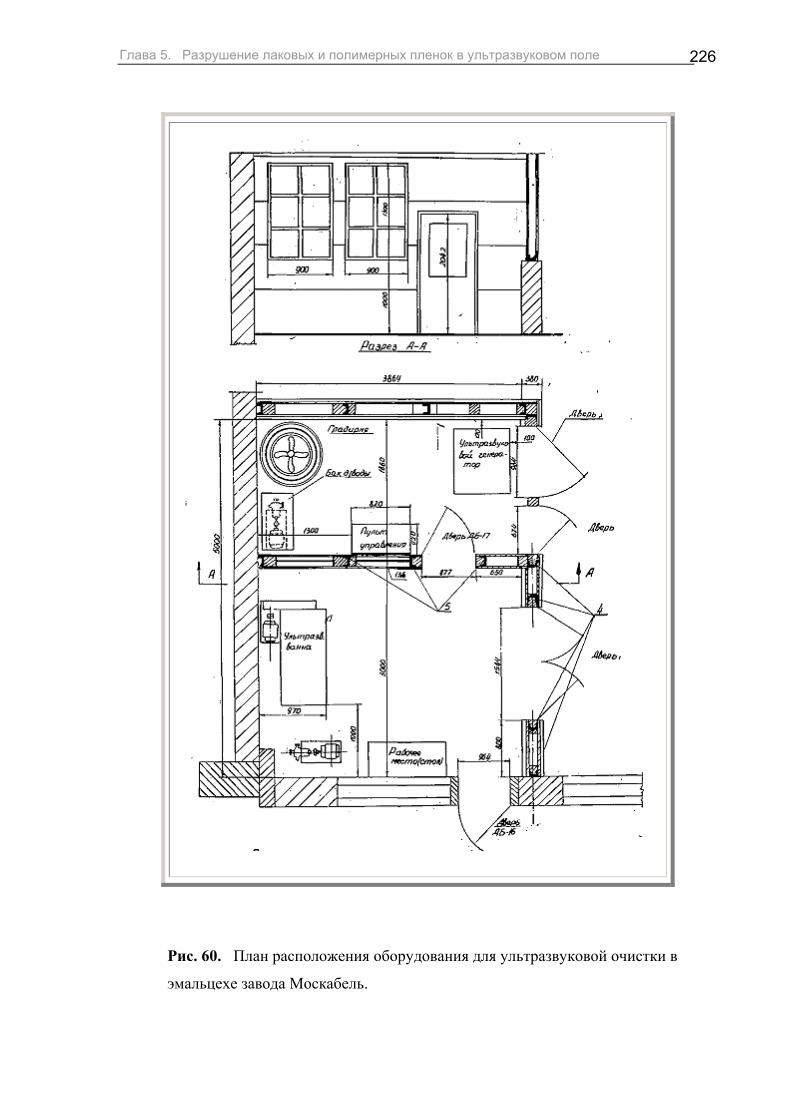
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
226
Рис. 60. План расположения оборудования для ультразвуковой очистки в
эмальцехе завода Москабель.
Глава 5. Разрушение лаковых и полимерных пленок в ультразвуковом поле
227
Выводы по главе 5
1. Исследован в лабораторных условиях процесс очистки деталей
эмалировочных станков (калибров и роликов) в различных растворителях при
воздействии ультразвуковых колебаний. Установлено, что в ультразвуковом
поле удаление лаковых пленок ускоряется в 50-70 раз по сравнению с
очисткой без ультразвука.
2. Предложен растворитель являющейся весьма эффективным в
процессе очистки деталей от лаковых пленок и взрывобезопасным. Состав
растворителя: 80% хлорбензола и 20% четыреххлористого углерода.
3. Разработана и внедрена в заводских условиях ультразвуковая
установка для диспергирования и удаления лаковых пленок с поверхности
металлов. Годовой экономический эффект от внедрения одной установки
составил 6120 руб.
Общие выводы
228
ОБЩИЕ ВЫВОДЫ
__________________
1. Для определения основных параметров, влияющих на процессы
диспергирования и кавитационного разрушения, использованы
дифференциальные уравнения динамики кавитационной полости в звуковом
поле. Учтена вязкость жидкости и изменение давления насыщенного пара.
Разработана структура уравнений для программирования на вычислительных
машинах.
2. В результате анализа решений, полученных на вычислительных
машинах, выяснен механизм воздействия избыточного статического давления
на интенсивность ультразвуковой кавитации. Определены параметры
звукового поля, физико-химические свойства жидкости и внешние условия,
оказывающие наиболее существенное влияние на процессы диспергирования
и кавитационного разрушения.
3. Разработаны технологические режимы получения материалов
высокой дисперсности. Определено оптимальное соотношение между
величинами звукового и статического давления, при котором наблюдается
наибольший эффект диспергирования и кавитационного разрушения.
4. На основании проведенных исследований разработана конструкция
ультразвукового диспергатора с фокусирующим полем (получено авторское
свидетельство).
5. Исследован процесс диспергирования тугоплавких и жаропрочных
материалов в звуковом поле. Установлено, что использование избыточного
статического давления для интенсификации процессов ультразвуковой
кавитации значительно увеличивает эффект диспергирования. На примере
окиси алюминия, окиси магния, окиси свинца и двуокиси циркония (с
исходным средним размером частиц менее одного микрона) показано, что при
ультразвуковом диспергировании под избыточным статическим давлением за
10-15 мин обработки достигается степень измельчения материала в 20-30
Общие выводы
229
раз. Полученные экспериментальные данные согласуются с результатами
расчетов, полученных на вычислительных машинах.
6. На основе технологических испытаний показано, что использование
высокодисперсных тугоплавких окислов, обработанных в ультразвуковом
поле, повышает механические свойства изделий при высоких температурах.
7. В целях повышения стойкости ультразвуковых излучателей
диспергирующих устройств разработаны новые кавитационностойкие сплавы
на основе алюминиевых бронз эвтектоидного состава. Полученные сплавы
значительно превышают кавитационную стойкость применяемых в настоящее
время металлов и сплавов.
8. Разработана и внедрена в заводских условиях ультразвуковая
установка для диспергирования и удаления лаковых пленок с поверхности
металлов. Годовой экономический эффект от внедрения одной установки
составил 6120 руб.
Литература
230
Литература
___________________________ 1. Рой Н.А.
Возникновение и протекание ультразвуковой кавитации.
Акустический журнал, 1957, т.3, вып.1, 3-18.
2. Сиротюк М.Г.
Ультразвуковая кавитация.
Акустический журнал, 1962, т.8, вып.3, 255-272.
3. Флин Г.
Физика акустической кавитации в жидкостях.
в кн. Физическая акустика (под ред. У. Мэзона), пер. с анг., М, Мир, 1967, т.1Б,
7-128.
4. Noltingk B.E.
The Effects of intense Ultrasonic in Liquids.
Handbuch der Physik (Encyclopedia of Physics edited Flugge S.),
Published by Springer - Verlag, Berlin, 1962, Bd.11, 259-287.
5. Lord Rayleigh
On pressure developed in a liquid during the collapse of a spherical cavity.
Philosophical Magazine, ser 6, August 1917, vol.34, n.200, 94-98.
6. Cook S.S.
Erosion by water hammer.
Proceedings of the Royal Society of London, 1928, ser.A, vol.119, n.783, 481-
488.
7. Parson C.A., Cook S.S.
Investigations into the causes of corrosion or erosion of propellers.
Engineering, 1919, vol.107, n.278, 501-502, 515-519.
Литература
231
8. Kornfeld M., Suvorov L.
On the destructive action of cavitation.
Journal of Applied Physics, 1944, vol.15, n.3, 495-497.
9. Корнфельд М.
Упругость и прочность жидкостей.
ГИТТЛ, 1951, 107с.
10. Engel B.
Hydraulic fluids: research and practice.
Engineering, 1962, n.5033, 459-460.
11. Haller P.
Untersuchung von Korrosion durch Kavitation.
Schweizerische Bauzeitung (Switzerland), 1933, Bd.101, n.21-22, 243-246,
264-266.
12. Thoma D.
Experimental research in the field of water power.
Transaction First World Power Conference, London, 1924, vol.2, 536-551.
13. Poulter T.C.
The mechanism of cavitation erosion.
Journal of Applied Mechanics, 1942, vol.9, n.1, 31-37.
14. Фрид А.М.
К вопросу о физической сущности кавитационного разрушения материалов.
Известия высших учебных заведений, авиационная техника, 1963, вып.1,
126-130.
15. Smith F.D.
On the destructive mechanical effects of the gas bubbles liberated by the passage of
intense sound through a liquid.
Philosophical Magazin, ser.7, June 1935, vol.19, n.130, 1147-1151.
Литература
232
16. Козырев С.П.
Кавитация в гидроабразивном потоке и кавитационное абразивное
изнашивание.
Известия АН СССР, ОТН, 1962, №2, 65-74.
17. Howkins S.D.
Solid erosion in low-amplitude sound fields.
Journal of the Acoustical Society of America, 1966, vol.39, n.1, 55-61.
18. Hasmukh P.
On the collapse of a Hemispherical Cavity seated on a surface.
Journal of Applied Mechanics, 1947, vol.14, n.1, 39-42.
19. Node S.F., Ellis A.T.
К механизму кавитационного разрушения несферическими пузырьками,
захлопывающимися в контакте с твердой поверхностью.
Transaction of the ASME, ser.E, Journal of Applied Mechanics (USA), Труды
американского общества Инженеров механиков (русский перевод), серия Е,
Техническая механика, 1961, №4, 204-212.
20. Knapp R.T.
Recent investigation of mechanics of cavitation and cavitation damage.
Transaction of the ASME, ser.D, Journal of Basic Engineering, 1955, vol.77, n.7,
1045-1054.
21. Ellis А.Т., Slator М.Е., Fourney Н.
Some new approaches to the study of cavitation.
Proceedings Symposium on cavitations and hydraulic machines, Sendai, Japan,
1962, Publisher: Tohoku University, January 1963, 55-69.
Литература
233
22. Шатлер Н.Д., Меслер Р.Б.
Исследование с помощью фотосъемки динамики и разрушающей способности
газовых пузырьков, смыкающихся вблизи твердой стенки.
Transaction of the ASME, ser.D, Journal of Basic Engineering . (USA), Труды
американского общества Инженеров механиков (русский перевод) серия Д,
1965, №2. 290-298.
23. Bowden F.P., Brunton J.H.
Damage to solids by liquid impact at supersonic speeds.
Nature, 1958, vol. 181, n. 4613, 873-875.
24. Семерчан А.А., Верещагин Л.Ф. и др.
К вопросу о теории разрушающего действия кавитации.
Инженерно-Физический журнал, 1960, т.73, вып.3, 87-90.
25. Nolting B.E., Neppiras E.A.
Cavitation produced by ultrasonic.
Proceeding of the Physical Society of London, Section B, 1950, vol.63, 674-685.
26. Guth W.
Zur Entstehung der Stosswellen bei der Kavitation.
Acustica, 1956, vol.6, n.6, 526-531.
27. Перник Л.Д.
Проблемы кавитации.
Л, Судпромгиз, 1963, 335с.
28. Marinesco N.
Deflagration of explosive substances by ultrasonic waves.
Comptes Rendus Academie Sciences, Paris, 1935, vol.201, 1187-1199.
29. Кружилин В.Г., Савельев Б.А.
О кавитации в некоторых узлах авиационных двигателей
Труды Московского авиационного института, 1956, вып.64.
Литература
234
30. Гавранек В.В., Большуткин Д.Н., Зельдович В.И.
Тепловое и механическое воздействие кавитационной зоны на поверхность
металла.
Физика металлов и металловедение, 1960, т.10, вып.2, 262-268.
31. Knapp R.T.
Recent investigation of mechanics of cavitation and cavitation damage.
Transaction of the ASME, ser.D, Journal of Basic Engineering, 1955, vol.77, n.7,
1045-1054.
32. Wheeler W.H.
Indentation of mettals by cavitation.
Transaction of the ASME, ser. D, 1960, vol.82, n.1, 184-194.
33. Nowotny Hans,
Werkstoffzerstorung durch Kavitation,
VDI-Verlag GMBH, Berlin, 1942 (Published in U-S, by Edwards Brothers, Inc.,
Ann Arbor, Michigan, 1946).
34. Остроумов Г.А.
О механизме кавитационного разрушения.
Акустический журнал, 1963, т.9, вып.2, 198-204.
35. Коробейников В.П., Остроумов Г.А.
Еще о кавитационном разрушении.
Акустический журнал, 1965, т.11, вып.4, 458-462.
36. Hickling R., Plesset M.S.
Collapse and rebound of a spherical bubbles in water.
Physical Fluids, 1964, vol.7, n.1, 7-14.
Литература
235
37. Brooke Benjamin T.
Pressure waves from collapsing cavities.
Second Symposium on Naval Hydrodynamics, Washington, 1958.
Proceedings National Academy of Science, 515, 207-233.
38. Brand R. S.
Shock waves generated by cavity collapse.
Developments in Mechanics, Volume 2, part 1, Fluid mechanics:
Proceedings of the Eight Midwestern Mechanics Conference Held at Case Institute
of Technology, April 1 - 3, 1963, Simon Ostrach; Robert H Scanlan; (Editors)
N-Y, 1965, Pergamon Press, 507-524.
39. Наугольных К.A.
Волна сжатия, излучаемая расширяющейся сферой.
Акустический журнал, 1965, т.11, вып.3, 351-358.
40. Айвени, Хэмит Численный анализ явления захлопывания кавитационного пузырька в вязкой сжимаемой жидкости. Transaction of the ASME, ser.D, Journal of Basic Engineering (USA), Труды американского общества Инженеров механиков, Теоретические основы инженерных расчетов (русский перевод), сер.Д, 1965, №4, 140-150.
41. Оsborne M.F.M.
Shock produced by collapsing cavity in water.
Transaction of the American Society of Mechanical Engineers, April 1947, vol.69,
n.3, 253-266.
42. Chesterman W.D.
The Dynamics of Small Transient Cavities.
Proceedings of the Physical Society, 1952, Section B, vol.65, n.11, 846-858.
43. Harrison M.
Experimental study of single bubbles cavitation noise.
Journal of the Acoustical Society of America, 1952, vol.24, n.6, 776-782.
Литература
236
44. Mellen R.H.
An Experimental Study of Collapse of a Spherical Cavity in Water.
Journal of the Acoustical Society of America, 1956, vol.28, n.3, 447-454.
45. Ellis А.Т.
Observation on cavitation bubble collapse.
Proceedings of the Symposium on Cavitation in Hydrodynamics, NPL (Teddington),
London, 1955, HMSO, Paper No. 8 (Publication 1956).
Ellis А.Т.
Observation on cavitation bubble collapse.
Dissertation, 1953, California Institute of Technology.
Электронный документ
http://resolver.caltech.edu/CaltechETD:etd-05142003-140023
46. Sutton G.W.
A photo - elastic study of strain waves caused by cavitation
Journal of Applied Mechanics, 1957, vol.24, n.3, 340-348.
47. Jones J.R. Edwards D.N.
An experimental study of the forses generated by the collapse of transient cavities in
water.
Journal of Fluids Mechanics, 1960, vol.7, n.04, 596-609.
48. Нумачи Ф.
Экспериментальное исследование кавитации, возбуждаемой ультразвуком
Transaction of the ASME, ser.D, Journal of Basic Engineering (USA), Труды
американского общества Инженеров механиков, Теоретические основы
инженерных расчетов (русский перевод), сер.Д, 1965, №4, 128-139.
49. Bohn L.
Schalldruckverlauf und Spektrum bei der Schwingungskavitation.
Acustica, 1957, vol.7, n.4, 201-216.
Литература
237
50. Mundry E. Guth W.
Kinematographische Untersuchungen der Schwingungskavitation
Acustica, 1957, vol.7, n.4, 241-250.
51. Schmid J.
Kinematographische Untersuchung der Einzelblasen-Kavitation.
Acustica, 1959, vol.9, n.4, 321–326.
52. Константинов В.А.
Вопросы физической природы кавитации и эрозии.
Известия АН СССР, ОТН, 1947, вып.6, 657-667.
53. Рудашевский Г.Е., Скоробогатов В.И.
Гидроэлектрическая гипотеза природы разрушения металлов при кавитации.
Бюро технической информации АН СССР, фил. ВИНИТИ, М, 1957, 3-16.
54. Френкель Я.И.
Об электрических явлениях, связанных с кавитацией, обусловленной
ультразвуковыми колебаниями в жидкости.
Журнал физической химии, 1940, т.14, вып.3, 305-308.
55. Натансон Т.Л.
О величине электрического поля в полостях, образуемых при кавитации
жидкости ультразвуком.
Доклады Академии наук СССР, 1948, т.59, вып.1, 83-87.
56. Лазаренко Б.Р. Болога М.К. Пауков Ю.Н.
К вопросу о кавитации и вызываемой ею эрозии.
Известия АН Молд. ССР, сер. физ-техн. и матем. наук , 1964, т.5, вып.3, 3-20.
57. Grewdson E.
Cavitation damage of solid surface.
Engineer (The Metallurgist), 1953, vol.195, n.5061, 122-123.
Литература
238
58. Wheller W.H.
Mechanism of cavitation erosion.
Proceedings of the Symposium on Cavitation in Hydrodynamics, NPL (Teddington)
London, 1955, HMSO, Paper No. 21. (Publication 1956).
59. Носкиевич Я.
Исследования в Чехословакии электрических явлений при кавитации и
электрических средств защиты от кавитационной эрозии.
Теплоэнергетика, 1959, вып.7, 84-86.
60. Гликман Л.А., Зобачев Ю.Е.
Влияние катодной поляризации на кавитационную стойкость углеродистой
стали.
Труды Всероссийской научно-практической конференции, Свердловск, 1966,
18-24
61. Plesset M.S.
On cathodes protection in cavitation damage.
Transaction of the ASME, ser.D, Journal of Basic Engineering, 1960, vol. 82, n.4,
808-820.
62. Эльпинер М.Е.
О механизме химического действия ультразвуковых волн.
Акустический журнал, 1955, т.5, вып.2, 133-145.
63. Taylor J.
Discussion of paper "On the mechanism of cavitation Damage" by Wheeler.
Transaction of the ASME, ser.D, Journal of Basic Engineering, 1955, vol.77, n.7,
1065.
64. Крянин И.Р.
Лопасти гидротурбин. Кавитационные разрушения, изыскание и исследование
материалов.
М, Машгиз, 1958, 208с.
Литература
239
65. Erdman-Jonitzer F.
Werkstoffverhalten bei Kavitation.
Werkstoffe und Korrosion, 1955, vol.6, n.5, 249-251.
66. Matting A.
Werkstoffzerstõrung durch Kavitation.
Schweiss Technic (Germany) 1955, Bd.5, n.2, 48-53.
67. Гавранек В.В. Большуткин Д.Н.
Рентгенографическое исследование кавитационной эрозии монокристалов
алюминия.
Труды Харьковского политехнического института им Ленина, 1959, т.21,
вып.4, сер. металлургия, 17-24.
68. Богачев И.Н.
Некоторые законы, описывающие поверхностное разрушение металлов,
благодаря кавитации.
Физика металлов и металловедение, 1964, т.18, вып.4, 725-757.
69. Plesset M.S. Ellis A.T.
On mechanism of cavitation damage.
Transaction of the ASME, ser.D, Journal of Basic Engineering, 1955, vol.77, n.7,
1055-1064.
70. Гликман Л.А. Тэхт В.П. Зобачев Ю.Е.
К вопросу о физической природе кавитационного разрушения.
Журнал Технической Физики, 1955, т.25, вып.2, 280-298.
71. Ржевкин С.Н. Островский Е.Л.
Получение эмульсий при помощи ультразвука.
Журнал Физической Химии, 1935, т.6, вып.11, 13-15.
Литература
240
72. Thieme E.
Über die Einwirkung von Ultrashallwellen auf Lõsungenhochpolymerer Substanzen
Physikalische Zeitschrift, 1938, vol.39, 384-388.
73. Schmid H.G..
Zerreiben von Makromolekulen versuch einer Erklärung der depolymerisierendet
Wirkung von Ultraschallwellen.
Physikalische Zeitschrift , 1940, Bd.41, 326-337.
74. Escher Wenk
Moderne Ultrashhallanlagen für Reinigung, Entgasung und Disperegierung.
Elektrotechnische Zeitschrift ETZ, 1960, Bd.12, n.5, 97-104.
75. Меттер И.
Физическая природа кавитации и механизм кавитационных повреждений.
Успехи физических наук, 1948 , т. 35, вып.5, 52-78, 82.
76. Wilson R.W.
Influence of physical properties of Liquids on severity of cavitation damage.
Compressed Air and Hydraulics, 1962, vol.7, n.319, 382-385.
77. Бебчук А.С.
К вопросу о механизме разрушения твердых тел.
Акустический журнал, 1957, т.3, вып.1, 90-91.
78. Бебчук А.С.
К вопросу о механизме кавитационного разрушения твердых тел.
Акустический журнал, 1957,. т.3, вып.4, 369-371.
79. Образцов В.И.
К вопросу о связи эффективности ультразвуковой эрозии с параметрами
рабочей среды.
Сб. Применение ультраакустики к исследованию вещества,
под ред. Ноздрева В.Ф.,М, МОПИ, 1961, вып.15, 165-178.
Литература
241
80. Antony O.A.
Technical aspects of ultrasonic cleaning,
Ultrasonics, 1963, vol.1, n.4, 194–198.
81. Хорошев Г.A.
О захлопывании паровоздушных кавитационных полостей.
Акустический журнал, 1963, т.9, вып.3, 340-346.
82. Бебчук А.С. Розенберг Л.Д.
О зависимости кавитационной эрозии от растворимости газа, находящегося
над жидкостью.
Акустический журнал, 1960, т.6, вып.4, 498-499.
83. Башкиров В.И., Качеровская Н.Д.
Выбор растворов для ультразвуковой очистки от загрязнений, прочно
связанных с очищаемой поверхностью.
Ультразвуковая техника, ЦИНТИАМ, 1964, вып 4. 28-30.
84. Schumb W.S. Peters H. Milligan L.H.
A new method for studying cavitation erosion on metals.
Metals and alloys, 1937, May, vol.8, n.5, 126-132.
85. Hickling R.
Nucleation of freezing by cavity collapse and its relation to cavitation damage.
Nature, 1965, 29 May, vol.206, n.4987, 915-917.
86. Hickling R.
Some physical effects of cavity collapse in liquids.
Transaction of the ASME, ser.D, Journal of Basic Engineering, 1966, vol.88, n.1,
229-235.
87. Сиротюк М.Г.
Влияние температуры и газосодержания жидкости на кавитационные
процессы.
Акустический журнал, 1966, т.12, вып.1, 87-92.
Литература
242
88. Розенберг Л.Д., Сиротюк М.Г.
Об излучении звука в жидкости при наличии кавитации .
Акустический журнал, 1960, т.6, вып.4, 478-481.
89. Непайрас Е.А.
Некоторые вопросы техники ультразвуковой очистки.
Акустический журнал, 1962, т.8, вып.1, 7-25.
90. Образцов В.И.
Некоторые замечания о физико-химических основах
процесса ультразвуковой очистки.
Труды 1-й межвузовской научной конференции по применению
молекулярной акустики к исследованию вещества в народном
хозяйстве, Ташкент, 1964, 253-258.
91. Rozenberg L.D.
Untersuchungen der Physikalischen Prozesse bei
einigen industriellen Anwendungen der Ultrashall .
Proceedings of the third international congress on acoustics (held in Stuttgart,
Germany, 1959), L. Cremer (Editor), Elsevier. Publ. Co., Amsterdam, 1961, vol.2,
1271-1276.
92. Агранат Б.А., Башкиров В.И., Израилович Я.И., Китайгородский Ю.И., Кутузов А.В.
А.с. 170435, Способ измельчения материалов.
Бюллетень изобретений, 1965, вып.9, 200.
93. Агранат, Б.А., Башкиров В.И., Китайгородский Ю.И.
Способ повышения эффективности воздействия ультразвука на процессы
протекающие в жидкостях.
Ультразвуковая техника. ЦИНТИАМ, 1964, вып.3, 28-35.
94. Агранат Б.А., Башкиров В.И., Китайгородский Ю.И.
Использование избыточного статического давления для управления
процессом ультразвуковой кавитации.
Ультразвуковая техника, ЦИНТИАМ, 1966, вып.1, 6-14.
Литература
243
95. Башкиров В.И.
Эффективный метод управления процессом ультразвуковой кавитации.
Сб. Промышленное применение ультразвука, ВНИИЭМ, M. 1965, 3-14.
96. Сиротюк М.Г.
Протекание процессов ультразвуковой кавитации при повышенных
гидростатических давлениях.
Акустический журнал, 1966, т.12, вып.2, 231-238.
97. Sirotyuk M.G..
Ultrasonic cavitation processes at elevated hydrostatical pressure.
Proceedings of the Fifth International Congress on Acoustics, Liege, Belgium
(1965).
98. Finch, R. D.
The dependence of sonoluminescence on static pressure.
British Journal of Applied Physics, 1965, vol.16, n.10, 1543-1553.
99. Воротникова И.П. Солоухин P.M.
Расчет пульсаций газовых пузырьков в несжимаемой жидкости под действием
периодически изменяющегося давления.
Акустический журнал, 1964, т.10, вып.1, 34-39.
100. Портнов И.Г.
Учет конденсации и теплопроводности пара при исследовании угасания
сферического пузырька.
Вестник МГУ, сер.1,1960, вып.6, 84-93.
101. Баканов С.П. Рухадзе А. А. Сандомирский В.Б.
К теории расширения газового пузырька в вязкой жидкости.
Инженерно-физический журнал, июль 1961, т. 4, вып.7, I09-111.
Литература
244
102. Си Дин-Ю.
Некоторые аналитические аспекты динамики пузырьков
Transaction of the ASME, ser.D, Journal of Basic Engineering (USA), Труды
американского общества Инженеров механиков, Теоретические основы
инженерных расчетов (русский перевод), сер.Д, 1965, вып.4, 157-174.
103. Akiyama М.
Spherical bubble collapse in uniformly subcooled liquids.
Bulletin of JSME, The Japan Society of Mechanical Engineers,
1965, vol.8, n.32, 683-694.
104. Flynn G.G.
Growth of gas nuclei in water under negative pressure pulses.
Proceedings of the third international congress on acoustics in Stuttgard 1959,
L. Cremer (Editor), Elsevier. Publ. Co., Amsterdam, 1961.
105. Nolting B.E. Neppiras E.A.
Cavitation produced by ultrasonics.
Proceeding of the Physical Society of London, Section B, 1950, vol.63, 674-685. Cavitation produced by ultrasonics. Theoretical Condition for the onset of cavitation.
Proceeding of the Physical Society of London, Section B, 1951, vol.64, part 2, n.384B, 1032-1038.
106. Okuyama M. Hirose T.
Bubble pulsation and cavitation in viscoelastic liquids
Journal of the Acoustic Society of Japan, 1957, vol.13, n.1, 7-13.
107. Holt M. Schwartz N.
Cavitation Bubble Collapse in Water with Finite Density behind the Interface
Physics of Fluids, 1963, vol.6, n.4, 521-525.
108. Houghton G.
Theory of bubble pulsation and cavitation.
Journal of the Acoustical Society of America, 1963, vol.35, n.9, 1387-1393.
109. Macleay E. Horold L.
Space-time analysis of the sonoluminscence emitted by cavitated water.
Journal of Applied Physics, 1961, vol.32, n.3, 449-453.
Литература
245
110. Marique L. A. Houghton G.
Analog computer solution of the modified Rayleigh equation and parameters
affecting cavitation.
Canadian Journal of Chemical Engineering 1962, vol.40, n.3, 122-126.
111. Poritsky H.
The collapse or growth of a spherical bubble or cavity on a viscous fluid.
Proceedings of the First U.S. National Congress of Applied Mechanics, held at
Illinois Institute of Technology, Chicago, June 11-16, 1951, publ. 1952,
Eli Sternberg (Editor), (Am.Soc.Mech.Eng.), 813-821.
112. Scriven L.E.
On the dynamics of phase growth.
Chemical Engineering Science 1959, vol.10, n.1, 1-13.
113. Shy S.S.
Note on the collapse of a spherical cavity in a viscous incompressible fluids.
Proceedings of the First U.S. National Congress of Applied Mechanics, held at
Illinois Institute of Technology, Chicago, June 11-16, 1951, publ. 1952,
Eli Sternberg (Editor), (Am.Soc.Mech.Eng.), 823-825.
114. Silver R.S.
The theory stress due to collapse of vapor bubbles in liquids .
Engineering, 1942, vol.154, n.4015, 501-503.
115. Zwick S. A. Plesset M. S.
On the dynamics of small vapor bubbles in liquids.
Journal of Mathematics and Physics, 1955, vol.33, n.4, 308-329.
Zwick Sandly Alan
The growth and collapse of cavitation bubbles. Dissertation (Ph.D.), 1955, California
Institute of Technology.
http://thesis.library.caltech.edu/163/
Литература
246
116. Zwick S.A.
Behavior of small permanent gas bubbles in liquid.
Journal of Mathematics and Physics, 1958, vol.37, n.3, 246-268.
117. Gilmore F.R.
The growth or collapse of a spherical bubble in a
viscous compressible liquid.
Proceedings of Heat Transfer and Fluid Mechanics. Institute,
University of California, Los Angeles, June 24-26, 1952, 53-63.
118. Trilling L.
The collapse and rebound of a gas bubble.
Journal of Applied Physics, 1952, vol.23, n.1, 14-17.
119. Hunter C.
On the collapse of an empty cavity in water.
Journal of Fluid Mechanics, June 1960, vol. 8, part.2, 241-263
Хантер С, О захлопывании пустой полости в воде, Механика, Периодический
сборник переводов иностранных статей, 1961, вып.3, 77–100.
120. Florschuetz L. W. Chao B. T.
On the Mechanics of Vapor Bubble Collapse.
Transaction of the ASME, J. Heat Transfer, ser.C, 1965 May, vol.87, n.2, 209-220. Флочуетз, Чао.
Механизм схлопывания парового пузырька.
Transaction of the ASME, C, J. Heat Transf. (USA), Труды американсккого
общества инженеров механиков. сер.С, Теплопередача (русский перевод).
1965, вып.2.
121. Забабахин Е.И.
Заполнение пузырьков в вязкой жидкости.
Прикладная математика и механика, 1960, т.24, вып.6, 1129-1131.
Литература
247
122. Plesset M.S.
Dinamics of cavitation bubles.
Journal of Applied Mechanics, 1949, vol.16, n.3, 277-282.
123. Зельдович Я.Б.
К теории образования новой фазы, кавитация.
Журнал экспериментальной и технической физики, 1942, т.12, вып.11-12, 525-538.
124. Акуличев В.А.
Гидратация ионов и кавитационная прочность воды
Акустический журнал 1966, т.12, вып.2, 160-166.
125. Сиротюк М.Г.
Экспериментальное исследование процесса ультразвуковой кавитации
на частоте 500 кГц.
Акустический журнал, 1962, т.8, вып.2, 216-218.
126. Strasberg M.
Onset on ultrasonic cavitation in tap water.
Journal of the Acoustical Society of America, vol. 31, n.2, 163-176.
127. Сиротюк М.Г.
Кавитационная прочность воды и распределение в ней газовых зародышей.
Акустический журнал, 1965, т.11, вып.3, 380-386.
128. Harvey E.N. at all.
Removal of gas nuclei from the mass of liquid and its surface.
Journal of the American Chemistry Society, 1945, vol.67, n.1, 150-158.
129. Daily J.W. Johnson V.E.
Turbulence and Boundary Layer Effects on Cavitation Inspection from gas Nuclei.
Transactions of the ASME, Ser. D, Journal of Basic Engineering, 1956, vol.78, 1695-1697.
Литература
248
130. Messino D. Sette D. Wanderlingh F.
On the stabilization of nuclei responsible for ultrasonic cavitation in water.
Proceedings of the Fifth International Congress on Acoustics, Liege, Belgium, 1965,
vol.1, paper E62.
131. Eller A. Flynn H.G.
Rectified diffusion during nonlinear pulsation of cavitation bubbles.
Journal of the Acoustical Society of America, 1965, vol.37, n.3, 493-503.
132. Hsieh D.Y. Plesset M.S.
Theory of rectified diffusion of mass into gas bubble.
Journal of the Acoustical Society of America, 1961, vol.33, n.2, 206-216.
133. Eller A. Flynn H.G.
Rectified diffusion during nonlinear pulsation of cavitation bubbles.
Journal of the Acoustical Society of America, 1965, vol.37, n.3, 493-503.
134. Капустина O.A.
О кинетике процесса ультразвуковой дегазации жидкости в докавитационном
режиме. Акустический журнал, 1964, т.10, вып.4, 440-443.
135. Бебчук А.С, Макаров Л.О., Розенберг Л.Д.
О механике кавитационного разрушения поверхностных
пленок в звуковом поле.
Акустический журнал, 1956, т.2, вып.2, 113-117.
136. Plesset M.S.
Bubble dynamics in book
“Cavitation in real liquid”, Davies Robert (Editor), Elsevier Publishing
Company, New-York, N-Y, 1964, 1-18.
137 Тимирязев А.К.
Кинетическая теория материи.
М. Учпедгиз, 3-е изд. 1956, стр. 48.
Литература
249
138. Paul B.
Compilation of Evaporation coefficients.
ARS Journal 1962, vol.32, n.9, 1321-1328.
Пол, Коэффициенты испарения жидкостей.
Ракетная техника и космонавтика, Журнал Американского ракетного
общества (русский перевод), 1962, вып.9.
139. Радченко И.В.
Молекулярная физика.
М, 1965, стр. 495.
140. Карслоу Г и Егер Д.
Теплопроводность твердых тел.
М, 1964, стр. 242.
141. Kuttruff H.
Über allen Zusammenhang zwischen der Sonolumineszeun und der
Schwingungskavitation in Flüssigkeiten.
Akustiche Beihefte, 1962, vol.12, n.1, 230-254.
142. Hickling R.
Effect of thermal conduction in sonoluminescence.
Journal of the Acoustical Society of America, 1963, vol.37, n.7, 967-974.
143. Кочин Н.Е., Кибель Н.А., Розе Н.В.
Теоретическая гидромеханика.
М. 1963, ч.II, стр. 386, 396.
144. Ландау Л.Д., Лифшиц Е.М.
Механика сплошных сред.
М. ГИТТЛ, 1953, 788с.
145. Демидович Б.П., Марон И.А., Шувалова Э.З.
Численные методы анализа
М. Физматгиз,1962, стр. 160.
Литература
250
146. Розенберг Л.Д.
Об оценке кавитационной эффективности акустической энергии.
Акустический журнал 1965, т.11, вып.1, 121-124.
147. Образцов В.И.
К вопросу о механизме ультразвуковой очистки. Кавитация.
Сб. Применение ультраакустики к исследованию вещества, под ред. Ноздрева
В.Ф.,1961, МОПИ, вып.13, 343-356.
148. Scruggs D.M.
Chromium composites are ductile.
Materials in Design Engineering, December 1962,
Reinhold Publishing Corporation, vol.56, 115–117.
149. Reed, G. C. Schalliol, W. L.
Chromium-Magnesia Composites.
Journal of Metals, 1964, vol.16. n.2, 175-179.
150. Бергман Л.,
Ультразвук и его применение в науке и технике.
пер. с нем., 2 изд., M, Издательство иностранной литературы, стр.469-478.
151. Эльпинер И.Э.
Ультразвук. Физико-химическое и биологическое действие.
М, Физматгиз, 1963, стр. 273-274.
152. Зезюлинский В.М., Туманский С.С.
Диспергирование идантренового красителя в поле ультразвуковых волн.
Журнал технической физики, 1937, т.7, вып.18-19, 1922-1923.
153. Зезюлинский В.М., Туманский С.С.
Диспергирование красителей в У.З. поле.
Журнал физической химии, 1938, т.11,12, вып.5, 801-804.
154. Кац М.Я.
Кавитационная прочность некоторых минералов.
Акустический журнал, 1961, т.7, вып.1. 47-52.
Литература
251
155. Косолапов А.Т.
Влияние гидростатического давления и содержания газа в жидкости на
процесс разрушения фольги ультразвуком.
Ученые записки Мордовского Государственного Университета, 1964, вып.36, 118-I22.
156. Косолапов А.Т.
Диспергирование твердых тел в ультразвуковом поле.
Сб. Применение ультраакустики к исследованию вещества,
под ред. Ноздрева В.Ф., МОПИ, 1957, вып.4, 71-81.
157. Новицкий Б.Г., Фридман В.М.
Исследование механизма ультразвукового диспергирования.
Ультразвуковая техника, ЦИНТИАМ, 1964, вып. 5, 52-60.
158. Островский Е.
Мощные магнитострикционные колебания.
Журнал технической физики, 1937, т.7, вып.20-21, 2059-2066.
159. Соловьева Л.И.
Диспергирование металлов в жидкостях под
влиянием ультразвукового поля.
Коллоидный журнал, 1939, т.5, вып.4, 289-291.
160. Полоцкий И.Г.
Роль кавитации в процессе образования эмульсии масло-вода и
диспергирования металлов ультразвуком.
Труды Всесоюзной конференции по использованию ультразвуковой техники в
промышленности. Изд. МДНТП, М.,1957.
161. Гинберг А. М., Наишуллер М. А.,
Ультразвуковое изготовление суспензии окиси магния в четыреххлористом
углероде. Журнал прикладной химии, I960, т.33, вып.8.
Литература
252
162. Уразовский С.С, Полоцкий И.Г.
О диспергирования ультразвуком.
Коллоидный журнал, 1940, т.6, вып.9, 779-785.
163. Морозов А.А.
Применение ультразвуковой энергии для процессов диспергирования.
Бюл. Ивановского НИТИ, 1938, вып.4-5, 105-109.
164. Туманский С.С.
Влияние газов на диспергирование красителей
в поле ультразвуковых волн.
Коллоидный журнал, 1940, т.6, вып.7, 603-606.
165. Edwards A.P. Bremener J. W.
Dispersion of soil particles by sonic vibration.
Journal of Soil Science (UK) , vol.15, n.1, 47-63.
166. Фридман В.М.
Звуковые и ультразвуковые колебания и их применение в легкой
промышленности.
М, Гизлегпром, 1956, с. 284.
167. Капустин А.П.
Получение суспензии высокой концентрации лития, калия и натрия в
ультразвуковом поле.
Коллоидный журнал, 1959, т. 21, вып. 3, 289-291.
168. Gaines N.
A magnetestriction oscillator producting intense audible sound and some effects
obttained.
Physics (Journal of Applied Physics), 1932, vol.3, n.5, 209-212.
169. Claus В. Schmidt E.
Über die Erzeugung disperser Metall-Zustande durch Ultraschall.
Kolloid-Beihefte, 1936, vol.45, 41-46.
Литература
253
170. Sollner K.
Notes on the dispersion of solids in liquids by ultrasonic waves.
Transaction of the Faraday Society, 1938, vol.34, 1170-1174.
171. Mathieu-Sigaud A. , Levavasseur G.
Action des ultrasons sur Irs suspension aquenses sulfate de barium.
Comptes Rendus Academie Sciences, Paris, 1948, vol.227, 196-198.
172. Mathieu-Sigaud A. , Levavasseur G
Dispersion des suspension argileuseaux ultrasons.
Comptes Rendus Academie Sciences, Paris, 1949, vol.228, 393-296.
173. Garther W.
Über die Moglichkeit der Zerkleinerung suspendierter Stoffe durch Ultraschall.
Acustica, 1953, vol.3, 124-128.
174. Bernard M., Donald M.
A study of dispersion with ultrasound.
Journal of the American Pharmaceutical association, 1958, vol.47, n.1, 36-39.
175. Tarpley W.B., Bromberg M.L.,Thomas J.G.
Ultrasonic energy in producing finely dispersed thorium bismuthid.
Industrial and Engineering Chemistry (US), 1959, vol.51, n.2, 174-176.
176. Сиротюк М.Г.
Баланс энергии звукового поля при наличии кавитации.
Акустический журнал, 1964, т.10, вып.4, 465-469.
177. Фридман В.М., Котляревский Л.Б., Новицкий Б.Г.
Ультразвуковая химико-технологическая аппаратура.
М, ЦИНТИАМ,1964, 262с.
178. Дерягин Б.В., Захаваева Н.Н., Талаев М.В.
Прибор для определения удельной поверхности порошков и дисперсных тел.
М, Изд. АН СССР, 1953, 24с.
Литература
254
179. Harmans J.J.
Charged colloid particles in an ultrasonic fields.
Philosophical Magazine, 1938, ser.7, vol. 25 n.168, 426-438.
Philosophical Magazine, 1938, ser.7, vol. 26, n.177, 674-683.
180. Prakash S., Ghosh A.K.
Ultrasonics and Colloids.
Asia Publishing House, London, 1962.
181. Келли А., Николсон Р.
Дисперсионное твердение.
Пер. с англ. М., Металлургия, 1966, 599с.
182. Кларк Ф.
Новейшие методы порошковой металлургии.
М, Атомиздат, 1965, 223c.
183. Власов А.Н.,
Исследование условий изготовления и свойства металлокерамической меди
упрочненной дисперсионными включениями тугоплавких
соединений.
Автореферат диссертации на соискание к.т.н., Москва, МИСиС, 1964, 22с.
184. Отчет № 396. Изыскание и разработка новых термически и механически, стойких контактов
для электроконтактных установок различных типов.
Московский институт стали и сплавов (МИСиС), Кафедра порошковой
металлургии, 1966.
185. О стойких против кавитационной эрозии материалов для турбомашин.
Экспресс-информация ВИНИТИ АНСССР. Серия энергетического
машиностроения, IV, вып.13, ЭМ-59.
186. Богачев И.Н. ,Минц Р.И.
Кавитационное разрушение железо-углеродистых сплавов.
М-Свердловск, Машгиз, 1959, 111с.
Литература
255
187. Константинов В.А.
Об электрических разрядах при кавитации.
Доклады Академии Наук СССР, Новая серия, 1947, т.56, вып.3, 259-260.
188. Большуткин Д.Н.
Исследование кинетики и механизма кавитационной эрозии металлических
сплавов.
Автореферат диссертации на соискание к.т.н. , Свердловск, 1962. 17с.
189. Гликман Л.А.
Корозионно-механическая прочность металлов.
М-Л, Машгиз, 1955. 175c.
190. Богачев И.Н., Шкляр Р. Ш., Слюсарева Л. Д., Минц Р. И., Сюткин Н. Н.
Изменение структуры и фазового состава некоторых аустенитовых сталей при
начальных стадиях кавитационного разрушения,
Физика металлов и металловедение, 1961, т.2, вып.1, 86-93.
191. Чормонов Т.Х.
Кавитация и ее влияние на физические характеристики алюминия.
Труды Казанского Политехнического института, 1965, сб.25, 44-53.
192. Plesset M.S.
On physical effects is cavitation damage
In book Grammel R. (editor) "Defermation and
flow of solids", Springer-Verlag, Berlin, 1956, 218-235.
193. Богачев И.Н., Минц Р.И.
Повышение кавитационно-эрозионной стойкости деталей машин.
М, Машгиз, 1964, 143с.
194. Богачев И.Н., Минц Р.И.
Упрочнение никелевого и марганцевого аустенита при ударном воздействии.
Сб. Упрочнение сталей. Материалы конференции металловедов и термистов.
Металлургиздат, 1960.
Литература
256
195. Ряжская И.Л.
Кавитационная стойкость сплавов.
Металлург, 1964, вып.8.
196. Крянин И.Р. ,Тимербулатов М.Г., Бабушкина Г.И.
Исследование кавитационной стойкости сталей для лопаток турбин.
Труды ЦНИИТМАШ, М. Машгиз, 1953.
197. Тимербулатов М.Г., Бабушкина Г.И.
Кавитационная стойкость различных сталей.
Металловедение и термическая обработка металлов, 1959, вып. 8, 5-12.
198. Моисеев А.Д.
Влияние поверхностной твердости на эрозийную стойкость сталей.
Теплоэнергетика, 1954, вып.4, 9-13.
199. Тимербулатов М.Г., Крянин И.Р., Бабушкина Г.И.
Исследование кавитационной стойкости стали для лопастей гидротурбин.
Сб. Влияние коррозионных средств на прочность стали. М, Машгиз, 1955,
147-158.
200. Гавранек В.В.
Изучение кавитационной эрозии металлических материалов на
магнитострикционном вибраторе.
Труды Харьковского Политехнического института им. Ленина,1957, т.9, вып.1, 67-70.
201. Богачев И.Н., Минц Р.И.
Принцип выбора аустенитовых сталей для деталей, работающих в условиях
кавитационного разрушения.
Известия ВУЗов, Энергетика, 1962, вып.2, 97-102.
202. Фридман Я.Б.
Диаграмма относительной неоднородности материалов.
Доклады Академии Наук СССР, 1956, т.106, вып.2, 259-261.
Литература
257
203. Воскресенский И.Н.
Коррозия и эрозия судовых гребных винтов.
Л, Судпромгиз, 1949, 148с.
204. Neppiras E.A.
Very high energy ultrasonics.
British Journal of Applied Physics, 1960, vol.11, n.4, 143-150.
205. Силин Л.Л., Баландин Г.Ф., Коган М.Г.
Ультразвуковая сварка
М. Машгиз,1962, стр. 172-176.
206. Гавранек В.В.
Изучение кавитационной эрозии алюминиевых бронз на
магнитострикционном вибраторе.
Труды Харьковского Политехнического института им. Ленина, 1959, т.21,
вып.4, 3-16.
207. Степанова М.В., Агранат Б.А., Башкиров В.И.
Разработка сплавов, обладающих повышенной кавитационно-коррозионной
стойкостью.
Сб. Развитие теории и практики внедрения прогрессивной ультразвуковой
технологии в машиностроении. ОКТБ Мосгорсовнархоза, М, ЦНИИПИ, 1965,
279-283.
208. Петухова Т.М.
Изучение закономерностей разрушения медных сплавов при микроударном
воздействии.
Автореферат диссертации на соискание к.т.н., Свердловск, 1964, 19c.
209. Хансен М., Андерко К.
Структуры двойных сплавов.
Справочник, М, Металлургиздат, 1962, т.1, стр.102.
Литература
258
210. Курдюмов Г.В.
Фазовые превращения в сплавах.
Сб. Рентгенография в применении к исследованию материалов. М-Л, 1936,
173-192.
211. Вигдорович В.Н.
Исследование структуры и свойств сплавов системы медь - алюминий - титан.
Автореферат на соискание ученой степени к.т.н. М, МИСИС, 1952, 23с.
Вигдорович B.H. и др.
Исследование структуры и свойств сплавов тройной системы медь-алюминий-
титан.
Известия высших учебных заведений. Цветная металлургия, 1958, вып.2, 142-
152.
212. Williams W.L.
Aluminum Bronzes for Marine Application
Journal of the American Society of Naval Engineers, August 1957, vol.69, n.3, 453-461.
213. Rachinger W.A.
A super elastic alloy based on the martensite transformation.
Journal of the Australian Institute of Metals 1960, vol.5, n.2, 114-116.
214. Алюминиево-никелевые бронзы.
( ред. Е. Туши)
М, Металлургиздат, 1966, 15-23.
215. Агранат Б.А., Башкиров В.И., Китайгородский Ю.И.
Кавитационное разрушение металлов и сплавов в ультразвуковом поле.
Сб. Применение ультразвука в машиностроении.
Минск, Наука и техника, 1964, 89-93.
Литература
259
216. Агранат Б.А., Башкиров В.И., Китайгородский Ю.И.
Кавитационное разрушение поверхностных пленок в акустическом поле при
повышенном статическом давлении.
Акустический журнал, 1967, т.13, вып.2, 283-285.
217. Агранат Б.А., Кондратьева А.С.
Очистка калибров кабельного производства с помощью ультразвука.
Металлургия и технология цветных металлов, Сб. науч. трудов, МИЦМиЗ, М-
Л, Металлургиздат, 1960, 432с.
218. Бронин Ф.А., Камбалов B.C.
Ультразвуковая очистка деталей эмалировочных станков.
Сб. Промышленное применение ультразвука, ред. Китайгородский Ю.И., М,
Изд-во отдел. ВНИИЭМ по НТИ, стандартизации и нормализации в
электротехнике, 1966, 10-12.
219. Агранат Б.А.
Механизированная ультразвуковая установка для снятия лаковых пленок с
поверхности металлических изделий.
Ультразвуковая техника, ЦИНТИАМ, 1964, вып.3, 36-39.
220. Агранат Б.А.
Ультразвуковая очистка
Энциклопедия Автоматизация производства и промышленная электроника,
Изд-во Советская энциклопедия, 1965, т. 4.
221. ГОСТ 10402-63.
Лак электроизоляционный ВЛ-931.
222.Агранат Б.А.
Опыт использования ультразвука для удаления с поверхности металлов
жировых, лаковых и окисных пленок.
Сб. Применение ультразвука в машиностроении. М, МДНТП, 1963, вып.2,
56-68.
Литература
260
223. Образцов В.И.
К вопросу о механизме ультразвуковой очистки.
Сб. Применение ультраакустики к исследованию вещества, под ред. Ноздрева В.Ф.,
МОПИ, I960, вып.12. 46-52.
224.Агранат Б.А., Башкиров В.И.
Ультразвуковая очистка (обзор).
Ультразвуковая техника, ЦИНТИАМ, 1965, вып.1, 5-14.
225. Бронин Ф.А.
Применение ультразвука для удаления лаковых и полимерных пленок с
поверхности металла.
Сб. Развитие теории и практики внедрения прогрессивной ультразвуковой
технологии в машиностроении. ОКТБ Мосгорсовнархоза, М, ЦНИИПИ, 1965,
264-266.
Приложение
261
Приложение
__________________
Приложение
262
о т з ы в н а н а у ч н о - и с с л е д о в а т е л ь с к у ю р а б о т у
" ВНЕДРЕНИЕ УЛЬТРАЗВУКОВОГО УЧАСТКА
ДЛЯ ОЧИСТКИ ДЕТАЛЕЙ ЭМАЛИРОВОЧНЫХ
СТАНКОВ"
Ультразвуковая лаборатория Московского Института Стали и Сплавов в
течение двух лет проводила работы по отработке технологического процесса
удаления с поверхности деталей эмалировочных станков лаковых пленок,
обладающих высокой адгезией к поверхности металлов.
В течение указанного периода ультразвуковой лабораторией проведена
большая работа по исследованию в лабораторных условиях процесса очистки
деталей эмалировочных станков и по подбору взрывобезопасных
растворителей, являющихся весьма эффективными в процессе очистки
деталей.
В результате исследований достигнуто ускорение процесса очистки в
10… 12 раз при высоком качестве.
Для внедрения в эмальцехе завода разработано техническое задание для
проектирования установки промышленного типа, на основании которого
сконструирована и собрана ультразвуковая установка с пультом управления
промышленного типа. В декабре 1965 года установка внедрена в цехе 02.
Внедрение установки дает значительный технико-экономический
эффект.
Завод выражает благодарность коллективу ультразвуковой лаборатории
института стали за их плодотворную работу.
Гл.инженер завода "МОСКАБЕЛЬ" /В.И. РОМАНОВ/
Приложение 263
- 1 -
" УТВЕРЖДАЮ"
ЗАМ. ДИРЕКТОРА - ГЛАВНЫЙ ЭКОНОМИСТ КРАЙНОВ Н.А.
16 октября 1965 г.
Р А С Ч Е Т
Экономической эффективности по теме: " Разработка и
внедрение технологии очистки деталей эмальстанков от
лаковых пленок и других загрязнений, накапливающихся в
процессе эмалирования с помощью ультразвука" /13 упр.
заданий по механизации, автоматизации, производствен-
ных процессов и внедрение передовой технологии на
19 6 5 год/.
В 3 квартале с.г. в цехе эмальпроводов установлена, опробована и введена
в действие ультразвуковая установка для очистки деталей эмальстанков от
лаковых пленок и других загрязнении, накапливающихся в процессе
эмалирования.
До внедрения такой установки очистка деталей эмальстанков
производилась вручную работницами цеха в растворителе РВЛ с кипячением в
каустике.
Для очистки периодически останавливались эмальстанки на 24 часа.
Чистка производилась в цехе 2-мя эмалировщицами при 3-х сменной работе.
Затраты по зарплате на очистку деталей эмальстанков составили за год:
93 х 2 х 3 х 12 х 1,276= 8540 руб.,
где
93 руб. - средняя зарплата эмалировщиков;
1,276 - коэф. дополнительной зарплаты
21% начислений соцстраха - 6,6 %.
Приложение 264
- 2 - Время на очистку деталей с помощью ультразвуковой установки
значительно сокращается, станок для чистки останавливается на 6 часов
и всю необходимую очистку установка осуществляет работая в одну
смену.
Обслуживать установку будет один рабочий с зарплатой 100
ру б л ей . Затраты по зарплате на очистку деталей эмальстанков с
помощью ультразвука составят:
100 х 12 х 1 , 276 = 1530 рублей.
Затраты на электроэнергию для чистки составят:
26 х 6 х 300 х 0 , 6 х 0 , 75 х 1,05 = 220 р у б . , где
26 квт - установленная мощность электродвигателей;
6 х 300 - количество часов работы установки в г о д у ;
0 ,6 и 0 , 75 - коэффициенты спроса и загрузки по мощности;
1 ,05 - стоимость 2 к в т . - часа в руб.
Затраты по амортизационные отчисления с о с т а в я т :
8000 х 0 , 084 = 670 р у б , где
8000 руб. - стоимость ультразвуковой установки /в т .ч . 2900 - монтаж
ее/.
8 , 4 - средний % амортизационных отчислений по силовому
оборудованию
ГОДОВОЙ ЭКОНОМИЧЕСКИЙ ЭФФЕКТ НА ЗАВОДЕ
от внедрения ультразвуковой очистки деталей эмальстанков в цехе 02
составил:
8450 - /1530 + 220 + 670/ = 6120 руб.
Начальник планового отдела БАКАНОВ И.Г.
Руководитель темы
- зам. начальника цеха 02 РОЗВАЖЕВСКАЯ Н.М
Начальник сектора
экономических исследований ЛОБЗИНА И.С.