Embed Size (px)
Citation preview

www.elceegroup.com
Zandgieten is een van de meest gebruikte technieken, die zowel handmatig als automatisch toegepast wordt (bijvoorbeeld een semi-automatische gietvorm en een automatische gietvorm), afhankelijk van de benodigde aantallen. Het wordt meestal gebruikt voor grijs, of nodulair gietijzer, maar ook voor aluminium, staal en roestvast staal soorten.
De matrijzen worden meestal gemaakt uit aluminium of composiet materialen, dit garandeert een lange levensduur. Gereedschappen kunnen echter ook uit hout worden gemaakt, om de kostprijs te reduceren. Dit wordt vaak gekozen bij kleine en/of eenmalige series. Het nadeel hiervan is dat de oppervlakteruwheid hoger is dan bij een aluminium of composiet matrijs.
Het productieproces is vrij eenvoudig, alhoewel kernen gebruikt kunnen worden om meer complexe vormen te realiseren. Er moet rekening worden gehouden met de lossingshoeken en de wijze waarop gereedschapsdelingen zijn opgebouwd. Deze techniek is voor zowel kleine als grote series geschikt, variërend van ca. 200 gram tot meerdere tonnen.
• Nodulair gietijzer (ook ADI kwaliteiten)
• Grijs gietijzer
• (Roestvast) staal
• Non-ferro metaal
Mogelijke materialen
Voordelen
• Hoge productie flexibiliteit
• Lage aantallen zijn mogelijk
• Grote componenten kunnen worden gemaakt
Omschrijving
Zandgieten

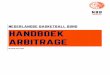
1. Malplaten 2. Zand vullen 3. Samen- persen
4. Omdraaien 6. Verwijderen
• De gebruikelijke giettolerantie tabel voor lineaire afmetingen is CT10, volgens ISO 8062 (wanddikte afmetingen CT11)
• Gewicht: Vanaf ca. 0,2 kg
• Maximale afmetingen: 2.000 mm
• Gietwanddikte: ≥ 6-8 mm. Kleiner is mogelijk, mits het ontwerp het toelaat
• Lossingshoek: min. ± 1.5°
• Geometrische toleranties die benodigd zijn voor de functie, dienen gespecificeerd te worden op de tekening
• Uniforme wanddiktes toepassen, voor gelijkmatige stolling van het materiaal. Bij ongelijkmatige wanddiktes kunnen insluitingen, scheuren, maar ook porositeit ontstaan
• Elektrolytisch verzinken• Stralen• KTL (Kataforese)
• Primer, natlakken en poedercoaten• Thermisch verzinken
5. Verwijderen van de
bekisting
Afmetingen (mm) CT10 CT11
- ≤ 10 ± 1 ± 1,4
> 10 ≤ 16 ± 1,1 ± 1,5
> 16 ≤ 25 ± 1,2 ± 1,6
> 25 ≤ 40 ± 1,3 ± 1,8
> 40 ≤ 63 ± 1,4 ± 2
> 63 ≤ 100 ± 1,6 ± 2,2
> 100 ≤ 160 ± 1,8 ± 2,5
> 160 ≤ 250 ± 2 ± 2,8
> 250 ≤ 400 ± 2,2 ± 3,1
> 400 ≤ 630 ± 2,5 ± 3,5
> 630 ≤ 1000 ± 3 ± 4
> 1000 ≤ 1600 ± 3,5 ± 4,5
> 1600 ≤ 2500 ± 4 ± 5
> 2500 ≤ 4000 ± 4,5 ± 6
>4000 ≤ 6300 ± 5 ± 7
>6300 ≤ 10000 ± 5,5 ± 8
7. Box montage (met
kern)
8. Gieten 9. Zand verwijderen
10. Aangietingen verwijderen
11. Controle
Proces
Technische specificaties
Design, vermijdt abrupte overgangen en pas radii toe
Mogelijke afwerkingen