Embed Size (px)
Citation preview

OTĚRUVZDORNÉ POVLAKY VYTVÁŘENÉ METODAMI ŽÁROVÉHO NÁSTŘIKU
Ing. Alexander SedláčekS.A.F. Praha, spol. s r.o.

1. Úvod, princip 2. Přehled metod vytváření ochranných
povlaků3. Použití technologií žárového nástřiku4. Přídavné materiály5. Technologie6. Vlastnosti žárově stříkaných povlaků a
jejich zkoušení7. Aplikace a příklady

1. ÚVOD
Česká republika patřila v minulosti k velkým průkopníkům žárového stříkání. Již od 60. let 20. století byla technologie vytváření povlaků pomocí plamene a elektrického oblouku rozvíjena nejenom teoreticky, ale byla aplikována v nejrůznějších odvětvích průmyslu.
Žárové stříkání dělíme hlavně podle vlastní aplikace povlaku, tj. podle funkce vytvořené vrstvy na:
antikorozní žárové nástřiky technické nástřiky

Antikorozní žárové nástřiky
Do první skupiny antikorozních žárově stříkaných povlaků patří povlaky hliníku, zinku včetně jejich slitin a kombinací.
Technické nástřiky
Druhou skupinou technických povlaků jsou nástřiky, které mají jiný než antikorozní účel. Jsou to např. kluzné vrstvy, otěruvzdorné povlaky, povlaky odolné teplotám.

Žárové stříkání, jinak nazývané též metalizace nebo šopování, dovoluje vytvářet vrstvy na čistém zdrsněném podkladě téměř ze všech kovů.
Při metalizaci je třeba přesně dodržovat provozně ověřené parametry.
I malá odchylka od těchto hodnot může mít za následek nejakostní povlak z hlediska struktury a přilnavosti k základnímu materiálu.
Je možné nanášet kovy i nekovy na nekovové materiály, např. plastické hmoty, keramiku, dřevo, případně i na papírovou lepenku.

1.1 Princip metody Při metalizaci dochází
nejprve k natavení povlakového kovu a pak k jeho rozstřiku stlačeným vzduchem nebo inertním plynem na upravované předměty.

Schema struktury žárově stříkaného povlaku

2. Přehled metod vytváření ochranných povlaků
Podle toto, jakým způsobem dochází k natavení přídavného stříkaného materiálu, rozdělujeme žárové stříkání na:

2.1 nástřik drátu plamenem (plynová metalizace)
2.2 nástřik prášku plamenem2.3 nástřik pomocí elektrického oblouku
(elektrooblouková metalizace)2.4 nástřik plazmou2.5 vysokorychlostní nástřik plamenem2.6 detonační nástřik2.7 nanášení vrstev pomocí laseru

2.1 Nástřik drátu plamenem (plynová metalizace)
Patří k nejstarším metodám žárového nástřiku vůbec.
Začátek používání spadá do 30. let 20.století.
Zde dochází k tavení přídavného materiálu ve formě drátu v plameni.
Nejčastěji se používá jako zdroje tepla chemické reakce hoření KYSLÍKOACETYLÉNOVÉHO plamene nebo směsi KYSLÍK - PROPANBUTAN.

Výstupní rychlost plamene a jeho výstupní energie neumožňuje natavené částice nanášeného materiálu urychlovat na takové hodnoty, které by zaručovaly dobré vlastnosti nanesené vrstvy, hlavně přilnavost.
Proto se pro urychlování částic nataveného přídavného materiálu používá stlačený vzduch.

Schéma principu nástřiku plamenem

Teplota plamene 3160 °C, Výkon cca 10kg/hod u Zn. Přídavný materiál ve formě drátu (kovy) nebo
trubičky Jako přídavný materiál se používá pro
antikorozní metalizaci: Al, Zn, ZnAl 85/15apod., pro funkční povlaky: Cu, bronz, mosaz, Mo, Ni, slitiny NiAl, NiCr a v omezené míře keramiky v trubičkových či bužírkových obalech tzv. cordony.

Plynová metalizace

Struktura stříkaného povlaku plamenem – Mo, tloušťka 100μm

Struktura stříkaného povlaku plamenem – NiAl

2.2 Nástřik prášku plamenem I zde dochází k tavení přídavného materiálu
tentokrát ve formě prášku v plameni. Nejčastěji se používá jako zdroje tepla
chemické reakce hoření KYSLÍKOACETYLÉNOVÉHO plamene nebo ojediněle směsi KYSLÍK - PROPANBUTAN.
Výstupní rychlost plamene a jeho výstupní energie neumožňuje natavené částice nanášeného materiálu urychlovat na takové hodnoty, které by zaručovaly dobré vlastnosti nanesené vrstvy, hlavně přilnavost. Proto se pro urychlování částic nataveného přídavného materiálu používá stlačený vzduch.

Nástřik prášku plamenem –mechanizované nanášení

Strojní nanášení prášku 1. operace

Strojní nanášení prášku 2. operace - přetavení

Typický příklad struktury nástřiku prášku NiAl

2.3 Elektrooblouková metalizace
Žárový nástřik elektrickým obloukem patří rovněž mezi metody, které jsou známy více jak 60 let.
Princip metody je založen na tavení dvou vodivých materiálů teplem vznikajícím při hoření elektrického oblouku mezi těmito vodivými materiály.

Schéma principu elektroobloukové metalizace

Teplota oblouku dosahuje 4000 °C, Pro rozstřik nataveného materiálu se opět
používá stlačeného vzduchu, který uděluje nanášeným částicím vysokou rychlost. Toto se projevuje především ve vyšší přilnavosti a menší porezitě povlaku ve srovnání s plynovou metalizací.
Výkon až 60kg/hod u Zn, běžný výkon ručních pistolí je 8kg/hod u Al a 25kg/hod u Zn.
Používá se pro antikorozní i technické nástřiky

Elektrooblouková metalizace – ruční nanášení

Elektrooblouková metalizace – strojní nanášení mezivrstvy (Ni-Al)

Struktura elektroobloukově stříkaného povlaku – Ni slitina

Struktura elektroobloukově stříkaného povlaku – trubičkový drát nerez+karbid chromu

Struktura elektroobloukově stříkaného povlaku – trubičkový drát NiCrBSi

2.4 Nástřik plazmou
Využívá elektrického oblouku k vytvoření plazmatického prostředí.
Plazmatickým obloukem se dociluje až pětkrát vyšších teplot než dává kyslíko-acetylénový plamen.
Předností této technologie termických nástřiků je přizpůsobivost technologického procesu fyzikálně – chemickým vlastnostem nanášených práškových materiálů, možnost nanášení povlaků na drobné součásti i na rozměrné plochy.

Žádným jiným způsobem nelze nanášet povlaky z tak různých materiálů jako jsou kovy a jejich slitiny, oxidy, karbidy, nitridy, boridy, silicidy a směsi keramické a kovokeramické (cermety).
V závislosti na technologických požadavcích lze značně měnit energetické charakteristiky plazmatu a volbou plazmotvorného plynu přizpůsobovat prostřední chemické reaktivitě nanášených matriálů.

Schéma principu žárového nástřiku
plazmou

Elektrický oblouk hoří v plazmovém plynu (obvykle argon nebo jiný inertní plyn s několika procenty plynu zvyšujícího entalpii plazmatu, např. H2, He, N2).
Plazmový plyn je napouštěn axiálně do hořáku, na jehož druhém konci vystupuje plazma s vysokou teplotou (až 20 000 K)
V praxi se používají dva principy plazmových hořáků:- s plynovou stabilizací plazmového oblouku- s kapalinovou stabilizací plazmového oblouku

Plasmový nástřik (Al2O3)

Hotový nastříkaný povlak na součásti

2.5 vysokorychlostní nástřik plamenem Vedle běžného žárového nástřiku plamenem je
vysokorychlostní (hypersonický) další variantou žárového nástřiku plamenem.
V zařízení se používají tyto plyny:- hořlavý plyn směs methyl-acetylen-propadien (C3 H 4 )- kyslík- dusík jako dopravní plyn přídavného materiálu- vodík jako řídící plyn plamene
Zařízení dosahuje při provozu značné hladiny hluku, až 114 dB při frekvenci 8000 Hz.

Schéma principu vysokorychlostního
žárového nástřiku

Vysokorychlostní nástřik – oxid chromu

Struktura HVOF stříkaného povlaku –Oxid chromu

Struktura HVOF stříkaného povlaku –WC/Co (83/17), tloušťka 100μm

2.6 Nanášení vrstev pomocí laseru
Jedná se vlastně o nejmladší technologii v oblasti nanášení povlaků.
Její možnosti spadají do několika oborů jako je - materiálové inženýrství, - tepelné zpracování
V závislosti na výkonu laserového svazku, koncentraci tepla a množství přídavného materiálu je možné povrchově legovat až navařovat

Vytváření vrstvy pomocí laseru

Povlak vytvořený pomocí laserumateriál povlaku: Stellit 6, tloušťka 2mm

Detail povlaku vytvořeného pomocí laserumateriál povlaku: Stellit 6, tloušťka 2mm

Dendritická struktura povlaku vytvořeného pomocí laserumateriál povlaku: Stellit 6, tloušťka 2mm

3. Použití technologií žárového nástřiku žárové stříkání ochranných vrstev proti korozi. žárové stříkání funkčních povlaků pro opravu
opotřebených dílců (hřídelí a ložisek). zhotovení nových hřídelí s metalizovanými
vrstvami opravy odlitků, utěsňování a odstranění závad
na odlitcích metalizace nových ložisek metalizace hliníku s následujícím tepelným
zpracováním (alumetace) vytváření dekorativních povlaků žárové stříkání ochranných povlaků odolných
opotřebení žárové stříkání teplotě odolných povlaků

nevýhody žárově stříkaných povlaků
není vždy dokonalé spojení vrstvy metalizovaného kovu se základním materiálem
nehodí se pro součásti namáhané rázy rozstřik metalizovaného kovu činí 80 až 50% metalizovaná vrstva nezvyšuje celkovou
pevnost součástí při metalizaci je nutné odsávání metalizace vyžaduje kvalifikované pracovníky je nutné zdrsnění povrchu před metalizací a
takto vytvořené vruby snižují mez únavy součástí
povrch musí být dokonale čistý a odmaštěný

porovnání metod žárového nástřiku - teplota
Metoda žárového nástřiku Max. teplota [°C]
Žárový nástřik plamenem(kyslík + acetylen)
3000 až 3160
Žárový nástřik elektrickýmobloukem
5000 až 6000
Žárový nástřik plazmou
s plynovou stabilizací(argon + vodík)
19000 až 20000
Žárový nástřik plazmous plynovou stabilizací(dusík)
15000 až 16000
Žárový nástřik plazmous vodní stabilizací
35000 až 50000

4. Přídavné materiály přídavné materiály na bázi čistých kovů přídavné materiály na bázi slitin kovů přídavné materiály na keramické bázi přídavné materiály s exotermickým
účinkem přídavné materiály speciální přídavné materiály na bázi plastů

4.1 Přídavné materiály na bázi čistých kovů
Typ Teplota tavení [°C]
Tvrdost Použití
Molybden 2620 600 HV dobrá přilnavost otěruvzdornost
Wolfram 3380 800 HV odolnost proti vysokým teplotám, tvrdost
Chrom 1875 -
Nikl 1453 80 až 200 HB dobrá přilnavost
Měď 1083 85 až 130 HB dobré kluzné vlastnosti
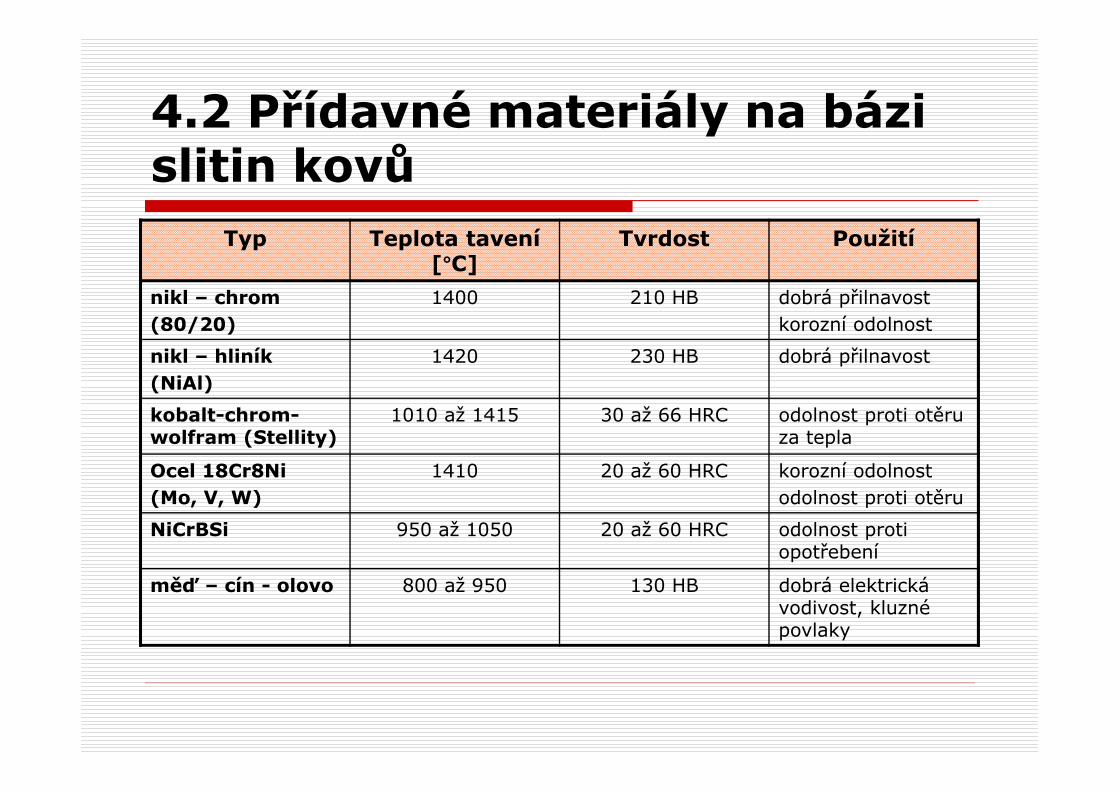
4.2 Přídavné materiály na bázi slitin kovů
Typ Teplota tavení [°C]
Tvrdost Použití
nikl – chrom(80/20)
1400 210 HB dobrá přilnavostkorozní odolnost
nikl – hliník(NiAl)
1420 230 HB dobrá přilnavost
kobalt-chrom-wolfram (Stellity)
1010 až 1415 30 až 66 HRC odolnost proti otěru za tepla
Ocel 18Cr8Ni (Mo, V, W)
1410 20 až 60 HRC korozní odolnostodolnost proti otěru
NiCrBSi 950 až 1050 20 až 60 HRC odolnost proti opotřebení
měď – cín - olovo 800 až 950 130 HB dobrá elektrická vodivost, kluzné povlaky

4.3 Přídavné materiály na keramické bázi
Typ Teplota tavení [°C]
Tvrdost Použití
oxid hliníkuAl2O3
2050 2300 HV odolnost proti opotřebení
oxid titanuTiO 2
1840 1600 HV pro hladké povlaky, jako přísada pro oxid hliníku
oxid chromuCr2O3
2340 2000 až 2500 HV odolnost proti opotřebení, proti korozi, dobrá teplotní vodivost
karbid wolframuWC
2867 3300 HV přísada do přídavných materiálů odolných proti opotřebení
karbid křemíkuSiC
2700 vysoká tvrdost žáruvzdornost do 1500°C

4.4 Přídavné materiály s exotermickým účinkem
Typ Teplota tavení [°C]
Tvrdost Použití
nikl – hliník95/5
1420 230 HB vazná mezivrstva
nikl – hliník70/30
1600 odolnost proti abrazi, erozi a korozi
nikl – titan60/30
1200 odolnost proti opotřebení a abrazi, aplikace na vazné mezivrstvy

4.5 Přídavné materiály speciální
Typ Teplota tavení [°C]
Tvrdost Použití
karbid wolframu(WC)+kobalt Co94/6
odolnost proti opotřebení
karbid wolframu(WC)+kobalt Co88/12, 83/1780/20
odolnost proti opotřebení a abrazi, erozi, kavitaci apod.
karbid wolframu(WC) + nikl (Ni)92/8, 88/1285/15,83/17
odolnost proti opotřebení
















![Kvalita elektrickej siete - Power Grid · Frequency [Harmonics] rezonan čnou frekvenciou. Typické hodnoty ochranných tlmiviek Power Grid Príklad: 7% tlmivka : naladená na 189](https://img.pdfslide.tips/doc/110x75/5f5f3dc710d7f45db572024b/kvalita-elektrickej-siete-power-frequency-harmonics-rezonan-nou-frekvenciou.jpg)












