Upload
liliana-deza
View
223
Download
0
Embed Size (px)
Citation preview
7/30/2019 PAG 364-404.pdf
1/41
TABLE 6.2-2 Comparison of Tray Column Design Techniques for a MulticomponentHydrocarbon Absorption ProblemCalculation Techn ique Kremser Edm ister SujataAbsorption oil" A AB ABPressure (psia) 1000 1000 1000 1000 1000Theoretical trays 6 6 6 6 6Feed gas rate (mol/h) 1846 1846 1846 1846 1846Column temperatures ( 0 F )Rich gas 0 0 0 0 0Lean oil 0 0 0 0 0Product gas 40 26 26 31 39Rich oil 40 4 87 13 77Propane absorbed (%) 70 84 68 90 88aO il A is a narrow-boiling-range oil fraction typical of an absorber design using a "pure component"characterization. Oil B is a wide-boiling-range oil fraction representing an actual absorption oil after e x-tended use with a rich gas containing some heavy (C 6 4-) components .Source: Diab an d Maddox.4
for absorbers, strippers, and fractionation columns. A wide variety o f computer programs also have beenmade available to others on a reasonable-fee basis. T he ChemShare Corporation,12 for example, offers acomprehensive program that handles all equilibrium, energy, entropy, an d material balance calculations fo rabsorbers and strippers. T he co lumns can have up to 8 feed streams, 8 product streams, 8 side heaters, 8intercoolers, and 300 theoretical trays. Several equilibrium value options are available and correlations fo rthermodynamic and physical property data are updated regularly. It is claimed that th e program involvesa rigorous calculation procedure with special techniques to provide rapid convergence.6.3 DIFFERENTIAL CO NT AC TO RS6.3-1 Mass Transfer Coe fficientsTo determine the required size of an absorption or stripping unit, it is necessary to know no t only th eequilibrium solubility of the solute in the solvent and the material balance around th e column bu t also therate at which solute is transferred from on e phase to the other within th e tower. This rate directly affectsthe volume o f packing needed in a packed tower, th e degree o f dispersion required in a spray contactor,and (somewhat less directly) th e number of trays required in a tray tower. T he last effect occurs as a resultof th e influence of mass transfer rate on tray efficiency which is discussed in a later section. Because ofits direct effect on packed tower design and the importance o f this type o f contactor in absorption, thisdiscussion of mass transfer is aimed primarily at the packed tower case. A more detailed review of masstransfer theory is given in Chapter 2 .
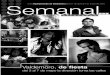
Many models have been proposed to explain an d correlate mass transfer. T he most widely acceptedare th e film theory first proposed by Whitman,1 th e penetration model suggested by Higbie ,2 th e surfacerenewal theory proposed by Danckwerts3 as an improvement to the penetration theory, and the film-penetration theory of Toor an d Marchello.4 Although th e film theory is admittedly an inexact representationof conditions at the gas-liquid interface, it has proved to be an effective correlation tool and is used mostwidely for the design of absorption an d stripping equipment. T he film theory is illustrated diagrammaticallyby Fig . 6.3-1 . It is based on the premise that the gas and liquid are in equilibrium at the interface an d thinfilms separate th e interface from th e main bodies of the two phases . T h e main bodies of the liquid and gasphases ar e assumed to be well mixed, while little or no fluid motion occurs w ithin th e films and the processof molecular diffusion becomes th e primary mechanism of mass transfer. T w o absorption coefficients aredefined then as ku the quantity o f material transferred through th e liquid film per unit time, per unit area,per unit of driving force in the liquid, an d kG, the quantity transferred through the gas film per unit time,per unit area, per unit o f gas-phase driving force. A material balance a cross th e interface yields th e followingsimple relationship:
(6.3-1)where NA = quantity o f component A transferred per unit time, per unit areap a= partial pressure of A in the main body of gasP 1 = partial pressure of A in the gas at the interface
Previous Page
http://972e623f77babe99224814cb4759c2b9.pdf/http://972e623f77babe99224814cb4759c2b9.pdf/7/30/2019 PAG 364-404.pdf
2/41
FIGURE 6.3-1 Diagram of two-film conc ept, C1 and /?, rep rese nt equilibrium conditions at the interface.
c = concentration of A in the main body of liquidc, = concentration of A in the liquid at the interfaceThe application of this equation to design requires information on concentrations at the interface whichis seldom known. As a result, absorption data frequently are correlated in terms of overall coefficients.These are based on the total driving force from the main body of the gas to the main body of the liquid.The overall coefficients KG and KL are defined by the following relationship:
(6.3-2)where p* partial pressure of A in equilibrium with a solution having the composition of the main bodyof liquidc* = concentration in a solution in equilibrium with the main body of gas
If a suitable equilibrium relationship exists for relating gas-phase partial pressures and liquid-phaseconcentrations, the overall coefficients can be expressed in terms of the individual film coefficients. Forthe case w here Henry's Law applies, the following relationsh ips hold:(6.3-3)
and(6.3-4)
When the solute is very soluble, the Henry's Law constant H is low which makes the term Hlk L muchsmaller than \lkG so that \IKC M kG. In such a case , the gas film repre sents the controlling resistance,and mass transfer data can be correlated best in terms of K c. The reverse is true with low-solubility gases;the liquid film is controlling and KL is the preferred overall coefficient.Actually, neither K c nor KL can be used alone for practical design problems because the effectiveinterfacial area per unit volume of contactor, 0, cannot be determined readily. As a result, the productsK0O or KLa are used . Th ese com bined term s re pr es en t volum e co efficients, that is , the quantity transferredper unit time, per unit of contactor volume, per unit of driving force. Then Eqs. (6.3-3) and (6.3-4) canbe written
Liquid phase Gas phase
Actual
GasfilmFilm theory
LiquidfilmoaooAnqdpec
Inen
Inen
^
PapeueoAp
7/30/2019 PAG 364-404.pdf
3/41
(6.3-5)
(6.3-6)
According to King5 the following criteria must be met for Eqs. (6.3-5) and (6.3-6) to be valid:1. H must be constant; if it is not, the value of the slope of the equilibrium curve at the properlydefined value of liquid-phase concentration must be employed.2 . There must be no significant resistance present other than those represented by k
7/30/2019 PAG 364-404.pdf
4/41
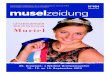
FIGURE 6.3-2 Diagram of packed absorber showing terminal streams and nomenclature.
(6.3-11)The integral in Eq . (6.3-9) is dimensionless and indicates how m any transfer units are required to accomplishthe separation. It is called the number of gas-phase transfer units, N c. Thus,
(6.3-12)and for the overall gas-phase transfer unit,
(6.3-13)where y* is the value of y in equilibrium with the main body of the liquid.
(height of packed zone)
7/30/2019 PAG 364-404.pdf
5/41
Similar equations can be developed in terms of liquid concentrations. The results for the overall liquidcase are(6.3-14)
and(6.3-15)
where x* is the value of x in equilibrium with the main body of the gas.In all cases, when consistent expressions are used, the same total height is calculated, that is, Z =HcNc; Z = HocNoc; Z H 1NL\ and Z = HOLNOL.Identical relationships hold for stripping columns. The driving forces, y y* and x* x, becomenegative, but since X2 > X 1 and y2 > y, the res ult is a positive value for Z.Equations based on overall mass transfer resistance are used more readily for design because they donot req uire knowledge of interfacial concentrations. W here data are available for H G and H L> the height o fan overall gas-phase transfer unit H 0 0 can be calculated by use of the equation
(6.3-16)where (1 y) iM = the logarithmic mean of the mole fraction of inert gas in the main gas stream and inthe gas at the interface(1 y)*M the logarithmic mean of the mole fraction of inert gas in the main gas stream and inthe gas at equilibrium with the bulk of the liquid6 3 - 3 Simplified Equations for Transfer Un itsSimplified forms of the above equations have been developed to permit them to be used more widely indesign calculations. The simplifications discussed below are based on the assumption that the followingconditions hold:
1. The equilibrium curve is linear over the ran ge of concentrations encountered (and therefore overallcoefficients can be used).
2 . The partial pressure of the inert gas is essentially constant over the length of the column.3 . The solute concentrations in the liquid and gas ph ases are sufficiently low that mole ratio and m olefraction values are approximately equal. W ith these assum ptions, the tow er height can b e estimatedby the use of one of the following equations:
(6.3-17)
(6.3-18)The calculations can be based on the volum e coefficients of mass transfer (K0Ci and KLa) or on HTU values,where H 0 C and H O L are defined by Eqs. (6.3-11) and (6.3-14). When it is necessary to estimate H oc fromvalues of H G and H u the above assumptions permit a simplification of Eq. (6.3-16) to
(6.3-19)W hether the m ass transfer coefficient or HT U approach is used for design, the value of the integral, wh ichis equal to the number of transfer units required, must be estimated. Since the equilibrium curve and theoperating line are assumed to be linear over the com position range of the colum n, it is theoretically correctto use a logarithmic mean driving force. The integral then reduces to
(6.3-20)where (y y* )M is the logarithmic mean of the overall driving force (y y*) at the top and at the bottomof the tower.
7/30/2019 PAG 364-404.pdf
6/41
The equation is simple to use but requires a computation of the exit liquid composition and y* at bothends of the column. This can be avoided by use of an equation developed by Colburn6 which incorporatesthe equilibrium relationship y* = mx and the material balance expression L^xx x) = G^y yx) toeliminate the need for y*. This equation is for absorption:
(6.3-21)
and for stripping (based onNOL)
(6.3-22)
In these expressions the term LMlm GM is called the absorption factor Ay and its reciprocal is called thestripping factor S. A graphical solution to Eqs. (6.3-21) and (6.3-22) is presented in Fig. 6.3-3.6.3-4 Graphical Determ ination of Transfer UnitsThe number of transfer units can be calculated by a graphical technique developed by Baker.8 Theprocedureresembles that used for the determination of the number of stages in a tray column in that it involves aplot of the operating line and the equilibrium curve on a diagram with liquid and gas compositions as thecoordinates. The technique is based on Eq. (6.3-20 ) w hich indicates that one overall gas transfer unit resultswhen the change in gas composition equals the average overall driving force causing the change.Referring to Fig. 6.3-4, a line is drawn vertically halfway between the operating and equilibrium linesas shown by the dashed line. Starting at point A on the operating line, a line is drawn horizontally towardthe equilibrium line and extending to point C such that AB = AC. A vertical line is then drawn from pointC to the operating line to the point marked D. The step ACD represents one overall gas transfer unit. In asimilar manner, additional transfer units are stepped off from the exit gas to the inlet gas composition toyield the total number of transfer units, N009 required. If NOL is desired, the dashed line would be drawnhalfway horizontally between the operating and equilibrium lines, and the steps would be constructed sothat their vertical lin es are divided into equal segments by the dashed line.6.3-5 Correction for Curved Operat ing and Equilibrium LinesEquations (6.3-21) and (6.3-22) cannot be used for systems in which the operating and equilibrium linesare curved becau se theabsorption factor w ill vary from point topoint in the tower. However, anapproximatesolution can be determined by finding effective average values for m and for LMIG M and using these in theabsorption factor term. Sherwood et al.9 found approximate effective average values based on an evaluationof numerous hypothetical absorber designs. It was found that the LMIG M ratio could be correlated best asa function of values of the ratio at each end of the tower, the ratio of the mole fraction of solute in theinlet gas to its mole fraction in the outlet gas, and the fractional approach to equilibrium at the bottom ofthe tower. The resulting correlation, which is applicable only for cases in which LMIG M > 1, is reproducedin Fig. 6.3-5. The correlation for the effective average slope is shown in Fig. 6.3-6.In the recommended design procedure, values for (L M/G M)av and m (= Mav) from Figs. 6.3-5 and 6.3-6 arc used in Eq. (6.3-21) to give an approximate value of N00. Since the equation for N00 is based onthe assumption of very dilute solutions, a further correction can be made to account for errors introducedby this assumption. For cases where (1 y)*M can be represented adequately by an arithmetic mean,Wiegand" has shown that a correction AN00 should be added to the Noc calculated by Eq. (6.3-21) asfollows:
(6.3-23)
The final design equation then becomes
(6.3-24)
7/30/2019 PAG 364-404.pdf
7/41
Number of transfer units,N00 (absorption) or NOL '(stripping)FIGURE 6.3-3 Chart for calculating the number of transfer units in a packed absorber or stripper. (FromTreybal,7 copyright 1980. Used with permission of McGraw-Hill Book Company, New York.)
(obsorpfion^or[(Stripping);
(absorpton)or
(stpping)
7/30/2019 PAG 364-404.pdf
8/41
FIGURE 6.3- 5 Chart for estimating average flow ra tio: Rx = LMIG M at gas inlet; R 2 = LMIG M at gasoutlet; v, = mole fraction in inlet gas; y 2 = m ole fraction in outlet gas; /?av = effective average LMIG M\f - yfly\ = fractional approach to equilibrium. (From Wilke and von Stockar,10 copyright 1978. Usedwith permission of John Wiley & Sons, New York.)
x = m ole fraction of solute in liquidFIGURE 6.3 -4 Graphical determination of the number of transfer un its.
Topoftowery=moeaoosoueng
Bottomoftower
7/30/2019 PAG 364-404.pdf
9/41
(o ) _FIGURE 6.3-6 Correlation of the effective average slope m of the equilibrium curve. Chart (a ) equilibriumcurve concave upward; chart (b ) equilibrium curve concave downward. (From Wilke and von Stockar,10copyright 1978. Used with permission of John Wiley & Sons, New York.)
6.3-6 HETP ConceptTo relate packed tower performance to trays, packing performance is defined occasionally in terms of theheight equivalent to a theoretical plate (H ET P). The HTU concept is theoretically more correct for packedtowers, in w hich m ass transfer is accom plished by a differential action rath er than a series of discretestages. However, some data still are presented as HETPs. When the operating and equilibrium lines arestraight, the two concepts can be related as follows:
(6.3-25)For the special case where the equilibrium and operating lines are parallel, that is, mGMIL M = 1, HETPand HTU values are equal. The height of the packing zone, Z, may be estimated using either HTU orHETP concepts; that is,
(6.3-26)where N oc is the number of overall gas units and N is the number of theoretical plates.6.3-7 Heat Effects in Packed Tow ersAbsorbers and strippers are very seldom isothermal. In the case o f absorbers, the heat of solution or rea ctionof the solute with the solvent tends to increase the temperature, while partial evaporation of the solventprovides some cooling. In the case of strippers, the decomposition of solvent-solute compounds and therelea se of solute from the solvent are usually end othermic, w hile heat often is provided by the cond ensationof stripping vapor within the tower. In both cases, heat is transferred between the gas and liquid streams
7/30/2019 PAG 364-404.pdf
10/41
ft)FIGURE 6.3-6 {Continued)
and from both streams to the shell of the tower or to cooling coils. The resulting temperature changeswithin the tower affect performance by altering equilibrium relationships and physical properties.The simplest approach to the problem is to assume that tower operation is isothermal at a temperaturethat is estimated on the basis of the temperatures of the feed streams; however, this approach is valid forrelatively few systems (such as those involving the physical solution of low-solubility solutes). A somewhatmore accurate approach is to assume that all the heat of reaction appears as an increase in temperature ofthe liquid stream. This "adiabatic" procedure requires relating the temperature increase of the liquid tothe increase in concentration of solute in the liquid by a simple enthalpy balance and then adjusting theequilibrium line on an x-y diagram so that it corresponds to the estimated temperature at several selectedincrements of liquid composition.Neither of the above two simplifying assumptions yields satisfactory results for the large number ofabsorption problems in which heat effects are significant, and considerable effort has gone into the devel-opment of more precise representations of nonisothermal operations. Because of the complexity of theproblem, such solutions have required the use of computer models.von Stockar and Wilke12 developed a computer algorithm with very stable convergence behavior basedon simulating the startup procedure of the column dynamically. The procedure requires that the differentialunsteady-state mass and enthalpy balances be formulated and integrated with respect to time up to thesteady state. To simulate the accumulation rates at various locations in the tower in a digital computer, itis necessary to divide the packed zone into an arbitrary number of segments. A large number of segmentsprovides more accuracy but requires more computer time. The recommended procedure is to start with asmall number of segments (e.g., 25) then refine ttoe initially calculated tower profile by using a largernumber. The computer algorithms used for the von Stockar and Wilke procedure are shown in Figs.6.3-7 and 6.3-8.
7/30/2019 PAG 364-404.pdf
11/41
As indicated in Fig. 6.3-7, the computations are done at a single (estimated) column height hT. If thisheight does not give the required recovery, it is adjusted iteratively. When the required recovery is obtained,the value of hT is checked by numerical integration of the rigoro us expression for colum n height using thecalculated comp osition profile. This procedure results in convergence to the true solution as the number ofsegments is increased.A somewhat similar approach has been proposed by Feintuch and Treybal13 for the design of complexmulticomponent adiabatic systems. This work is an extension of a previously developed method of esti-mating heat effects for simple three-component systems and takes into account the mass and heat transferresistances of both the liquid and gas phases.14The proposed method for multicomponent systems involves the use of a computer program to calculateheat and m ass balances rigorou sly for a preselected number of packing incremen ts, reiterating the calculationuntil satisfactory convergence is obtained. Details of the physical property correlations used in the program,as well as a summary of the equations used, are given in Feintuch 1S thesis. IS The overall program requires20 calculation steps per iteration and includes a main program together with a set of IS subroutines.Feintuch and T reybal13 also compared shortcut calculation methods, based on Eq. (6.3-21), against therigoro us computer program for a four-component system . T w o shortcut methods w ere useda sim pleapproach and an Edmister-type approach. In the simple approach, G and L values are used w hich correspondto the conditions of the inlet gas and liquid streams, and the equilibrium constants used are based on thetemperature of the inlet liquid. In the Edmister-type approach, G, L, and m are evaluated separately at thetop and bottom of the tower. The Edmister equation [Eq. (6.2-10)] is used, except that Ax corresponds tothe absorption factor at the top of the packing and AN to the factor at the bottom of the packing instead ofabsorption factors for the top and bottom trays, resp ective ly.The results of the comparison, with regard to the required packing height, are given in Table 6.3-1.Four cases are presented covering recoveries of the key component, propane, ranging from 10 to 90%.The simple shortcut method is seen to give a rea son able estimate of p acking height for all except the 90%propane recovery case.It is concluded that the simp le shortcut method w ill provide rea son ab ly clos e agreement to a rigor ous lycalculated solution of packing height and outlet composition for problems that do not involve a high
recovery. For a high-recovery case (approximately 90%), the packing height can be estimated by anEdmister-type approach. However, neither shortcut approach provides a good evaluation of product com-positions, and a rigorous calculation procedure is necessary to provide these data when high recovery isrequired.A shortcut method capable of handling nonisothermal systems, which produce a temperature bulge inthe tower, has been developed by von Stockar and W ilke. 16 A review of the method also is given by thesame authors in the Encyclopedia of Chemical Technology however, the original paper presents a moredetailed discussion and includes an illustrative example. The method is based on the empirical correlationof rigorously calculated results for a selected set of over 90 hypothetical design cases. The study waslimited to solute concentrations in the gas below 15 mol % and to rec ove ries ran ging from 90 to 99%.Water was considered to be the most important solvent, although the effects of solvent properties wereincorporated into the correlation to a limited e xtent. Atmospheric pressure w as assumed in all calculations;however, no significant effect of pressure would be expected below 10 atm.The method is based on the development of a mathematical expression to correlate the temperatureprofile; using this temperature profile to establish a revised equilibrium curve; breaking the equilibriumcurve into two segments; and finally using the average slopes of the two segments in conjunction with theColburn equation [Eq. (6.3-21)] to determine the necessary number of transfer units.The following specific steps are req uire d to estimate the packing height by the von Stockar-W ilkeshortcut p rocedure.1. Estimate the temperature of the product gas by use of the following semiempirical equations:
(6.3-27)
(6.3-28)
where TQ = gas temperature ( 0C )T1 = liquid temperature ( 0C )HGQ ~ GMCplk
7/30/2019 PAG 364-404.pdf
12/41
START
Read n run number, physical data,specifications, estimation for hT,control parameters
No furtherw data? ^ -Yes
Fill column up with solvent feed
Perform ntegrationsee Fig.6.3-8NoSteadystate?
YesPrint results
specified recovery*obtained onperformancecalculation wanted?No Yes
Guess newhTvalueCompute hf
^ Result ^ saccurate enough^ ? ^ Yes-No
Increase number of segments.Adapt profiles to new numberof segmentsFIGURE 6.3-7 Computer flow diagram for packed absorber design by the method o f von Stockar andWilke.12 (Reprinted with permission from Industrial Engineering Fundam entals, Vol. 16, No. 1, copyright1977 by Am erican Chem ical Soc iety.)
No
STOP
7/30/2019 PAG 364-404.pdf
13/41
START
Start at foot of column
Compute interfacial concentrationsand temperature in segment.Compute rates of mass and heattransfer in segment
Compute composition, temperature,and flow rate of gas streamleaving segmentNo Allsegmentsconsidered?
YesCalculate liquid flow rates leavingeach segment
Calculate time derivatives for eachsegmentPerform integration over step At.Compute new state vector
ENDFIGURE 6.3- 8 Algorithm for integrating unsteady-state m ass and enthalpy balance s. The state vector isan array of numbers representing the liquid compositions and enthalpies in all the segments. (From vonStockar and Wilke.12 Reprinted with permission from Industrial E ngineering Fundam entals, Vol. 16, No.1, copyright 1977 by American Chemical Society.)
TABLE 6.3-1 Comparison of Calculation Methods for Four-Component Adiabatic AbsorptionSystemCase
1 2 3 4Recovery of C 3(%) 10 50 60 90Calculated packing height (ft)Method A 0.507 0.554 0.636 0.423Method B 0.471 0.540 0.665 0.750Method C 0.539 0.480 0.555 0.446Note: Method A = rigorous computer calculation.Method B = simple approach.Method C = Edmister-type approach.
Source: Feintuch and Treybal.13
7/30/2019 PAG 364-404.pdf
14/41
temperature coefficient of m B at the top of the towermean molar heat capacity of gas at top of column (kJ/mol-K)mean molar heat capacity of liquid at top of column (kJ/mol K)The temperature o f the product liquid can then be estimated by an enthalpy balance around the column :
(6.3-29)
where C p = mean molar heat capacity of the gas averaged over the tower (kJ/mol*K)C q = mean molar heat capacity of the liquid averaged over the tower (kJ/m ol-K)2. Estimate the maximum temperature ATn^x of the convex portion of the liquid temperature profileby the use of Fig. 6.3-9. The nomenclature for this figure is as follows:Al - >>A2
slope of equilibrium line for solute at liquid feed temperatureslope of equilibrium line for solvent, ;yg/(l -JCA) at liquid feed temperaturefraction saturation of solvent in feed gasH 0C f r solventHQ + (m GM/L M)H L with m evaluated at the temperature of the liquid feed
FIGURE 6.3 -9 Correlation for determ ining A r013x. Numbers on the lines represent recoveries; the pointsare for the 99% recovery case. (From W ilke and von Stockar,10 copyright 1978. Used with permission ofJohn Wiley & Sons, New York.)
7/30/2019 PAG 364-404.pdf
15/41
FIGURE 6.3 -10 Correlation for determining the liquid concentration at which the inflection point of thenonisothermal equilibrium occurs. (From Wilke and von Stockar,10 copyright 1978. Used with permissionof John Wiley & Sons, New Yoric.)
3. Determine the inflection point by the use of Fig. 6.3-10. In this figure (x A - xA2)(jrAi - -*A2)iPcorresponds to the inflection point and represents the normalized concentration at which the highest tem-perature occurs. The temperature at the inflection point is calculated by use of the following empiricalequation which defines the liquid temperature at any point in the column:(6.3-30)
where
Once the temperature and liquid composition are known for the inflection point, the equilibrium gascomposition, y*, can be determined from the appropriate equilibrium relationship. These calculations canbe rep eate d at other liquid concentrations to establish the entire temperature profile for the colum n alongwith the temperature-corrected equilibrium curve as a function of liquid concentration. The required columnheight can be determined by conventional graphical integration. As an alternative to graphical integration,von Stockar and W ilke propose an analytical approach as defined in the next step.4. Determine the effective average slopes for the two sections of the equilibrium curve by the use ofFigs. 6.3-11 and 6.3-12. The various slopes used in these figures (m, m c, /W2, and m ip) are defined in Fig.6.3-13. It is not necessary to calculate the entire column profile for the analytical approach; however, it isnecessary to calculate y* at the inflection point, at the bottom and top of the column, and at one otherpoint with a value of JC A slightly higher than the inflection point to permit m ip to be estimated. The gascom position at the inflection point, y jp , ca nb e calculated on the basis of the liquid comp osition by assuminga straight operating line. The values of m for each section are used in Eq. (6.3-21) to determine thenecessary number of transfer units. The overall height of a transfer unit is evaluated using the effectiveaverage slopes and E q. (6 .3-1 9). The total number of transfer units and the total height of packing req uire dare obtained finally by adding the respective values for the two sections together.von Stockar and Wilke state that no serious temperature bulge will occur if (T u - T12)ZTn^x > 4 .3 ,in which case the simple model of adiabatic gas absorption m ay be used to determine the req uire d packingheight. Figure 6.3- 11, wh ich provides a correlation of the effective ave rag ejlo pe for the dilute (top) portion
of the absorber, may be used for the entire absorber and the predicted m used in conjunction with Eqs.(6.3-21) and (6.3-19) to estimate the number of transfer units required and the total height of packing.
7/30/2019 PAG 364-404.pdf
16/41
FIGURE 6.3-11 Correlation for determining the effective average slope of the equilibrium line in theportion of the absorber with a concave-upward equilibrium line (dilute region). (From Wilke and vonStockar,10 copyright 1978. Used with permission of John Wiley & Sons, New York.)
6.4 PREDICTING CONT ACT OR PERFORMANCE6.4-1 Physical Absorption in Packed TowersNumerous experimental and theoretical studies have been made relative to m ass transfer in packed tow ers.The results usually are presented in terms of the mass transfer coefficients, K 0 0 or K O L, HT Us, or HETPs.In general, the preferred basis for design is experimental data on the specific solute-solvent system andpacking type, and such data are available for a large number of cases. Perry's Chemical Engineers'Handbook,1 Section 18, is a good source of specific mass transfer data. Such data are also available fromthe manufacturers of packing and from specialized texts, such as K ohl and Riesen feld2 and Astarita et al.3Reliable correlations for predicting the mass transfer performance of any absorption system and towerpacking from basic physical data are not yet available. However, this situation is improving steadily. Thepreferred approach is to develop correlations for the individual heights of transfer units, H c and HL> thento combine these by Eq. (6.3-19) to determine H 0 0 , the height of an overall transfer unit. Of course,experimental data or correlations expressed in terms of m ass transfer coefficients can be converted to heightsof transfer units by equations such as (6.4-1) and (6.4-2):
(6.4-1)
(6.4-2)
7/30/2019 PAG 364-404.pdf
17/41
FIGURE 6.3-1 2 Correlation for determining the effective average slope of the equilibrium line in theportion of the absorber with a concave-dow nw ard equilibrium line (concentrated region). (From W ilke andvon Stockar,10 copyright 1978. Used with permission of John Wiley & Sons, New York.)
w h e r e t h e e ffective in terfacia l area for mass transfer (f t2/ftJ or In 1Im 5)molecular weight of the gasmass flow rate of gas (lb m /s ft 2 or kg/s m 2)mass flow rate of liquid (lb m /s-ft2 or kg/s-m 2)pressure (atm or Pa)gas-phase m ass transfer coefficient (Ib m ole/s ft2 atm or kmol/N s)liquid-phase mass transfer coefficient (ft/s or m/s)density of liquid (Ibjft 3 or kg/m 3)
See also Eq. (6.3-10) and the accompanying discussion. Generalized correlations, based on the individualtransfer units, have been proposed by Cornell et al., 4 Onda et al. ,5 Bolles and Fair,6 and Bravo and Fair.7The correlations have covered such comm on packings as R aschig rings, Berl sad dles, Pall rings, and relatedconfigurations. The key element in the development of generalized correlations has been the definition ofa, the effective interfacial area. This value is equal for the gas and liquid phases, since it represents theinterfacial area for mass transfer between the two phases. It includes not only the wetted area of the packingbut also any area provided by droplets, gas bubbles w ithin the liquid stream, ripples on the liquid surface,and liquid film on the walls of the tower. In the Onda model, the individual mass transfer coefficients aregiven by the following dimensionally consistent equations:
7/30/2019 PAG 364-404.pdf
18/41
Jt , m o l e f r o c f i o n i n l i q u i dFIGURE 6.3-13 Diagram of curved equilibrium line show ing inflection point and effective average slope sfor both sections. (From Wilke and von Stockar,10 copyright 1978. Used with permission of John Wiley& Sons, New York.)
(6.4-3)
(6.4-4)
In this model, a is assumed to be equal to aw, the wetted area of the packing, and is calculated by theequation
(6.4-5)
where dp - effective packing diameter (the diameter of a sphere with equal surface area)< * P = dry outside surface area of packingaw = wetted area of packingac = a critical surface tension = 61 dyn/cm for ceramic packing, 75 dyn/cm for steel packing, and33 dyn/cm for polyethylene packing(6.4-6)(6.4-7)(6.4-8)(6.4-9)
(6.4-10)Bolles and Fair6 evaluated a large data base of published tests on the performance of co lumns containingrandom packing and developed a mass transfer model that appears to be superior to those previously
/molefractoningas
Infectonpoint
7/30/2019 PAG 364-404.pdf
19/41
published. Their model, which actually represents an improved version of the earlier Cornell-Knapp-Fair 4approach, is general w ith regard to fluid properties and flow rates but req uire s two specific inputs: (1) priorvalidation for the specific packing type and size and (2) a consistent method for predicting flooding con-ditions for the system and packing under study. The Bravo-Fair model7 rep rese nts an attempt to avoid thelimitations of the Bolles-Fair approach and to develop a completely general design model. Although theBravo-Fair approach is more fundamental and ultimately may provide the basis for an excellent designcorrelation for absorbers and strippers, it was developed and tested primarily for distillation and thereforewill not be described in this chapter.In the Bolles-Fair model, the height of a gas-phase transfer unit is given by
(6.4-11)w h e r e p a c k i n g param eter for vap or-p hase m ass tran sfer (ft)diameter of column (ft) (adjusted; the lesser of the actual diameter, dc, or 2)height of each packed bed (ft)viscosity (lbm /ft*s or N # s /m 2)
density (lb m /ft3 or kg/m 3)surface tension (lb m /s 2 or dyn/cm)Schmidt number for gas = v^dPcPcdiffusion coefficient for key component (ft2/s or m 2/s )1.24 for rings; 1.11 for saddles0.6 for rings; 0.5 for saddlesand the height of a liquid-phase transfer unit is given by
(6.4-12)w h e r e p a c k i n g facto r fo r liq uid -p ha se m a ss transfer (ft)coefficient for effect of approach to flood point on liquid-phase mass transferSchmidt number for liquid = Pi)PiPiThe subscripts in both of the above equations are L = liquid, G = gas, W = water.Graphicalrepresentationsof packing parameters \j/ and are given in Figs. 6.4-1 and 6.4-2. The vapor-load coefficient, wh ich accounts for the effect o f approach to flood point on H L, is plotted as a function ofthe flood ratio F r in Fig. 6.4-3. As used in Figs. 6.4-1, 6.4-2, and 6.4-3, L is the mass velocity of theliquid (lb m /h-ft2) and F r is the flood ratio at constant LJG = UcJUCsf, where UGs is the velocity (ft/s) ofvapor based on superficial area and UGsf is the velocity (ft/s) of vapor based on superficial area at floodpoint (from Eckert model8).Since Eqs. (6.4-11) and (6.4-12) are not dimensionally consistent, they cannot be used directly in SIunits. However, SI units may be used in all dimensionless numbers and ratios. The final values for H G orH L will be in feet, which then of course can be converted to meters. In using the Bolles-Fair model fortower design, the individual heights of transfer units are estimated separately by Eqs. (6.4-11) and (6.4-12), then combined to yield the overall HTU by Eq. (6.3-19). The height equivalent to a theoretical plate,HETP, can be calculated, if desired, by Eq. (6.3-25).Bolle s and Fair tested their correlation against a data bank com prising 54 5 obse rvations from 13 originalsources covering column diameters from 0.82 to 4.0 ft (0.25 to 1.2 m), packing sizes from 0.6 to 3.0 in.(0.015 to 0.076 m ), pressures from 0.97 to 315 psia (6.7 to 2.17 x 103 kPa), and a wide range ofdistillation, absorption, and stripping regimes. It was found to fit the data better than previously availablemodels and to have a safety factor of 1.7 (based on a 95% probability of success).Generalized correlations are not available for predicting absorption coefficients for ordered packings;however, test data have been published which can be used to evaluate specific types. A comparison of asieve tray column, a packed column, and a column packed with Sulzer BX gauze packing is given in Fig.6.4-4.9 In this figure, F s (the gas load factor) = U c pip, and AP/TP refers to the pressure drop pertheoretical plate. HETP for the Sulzer packing is indicated to be less than half that of the other two types.Very-high-efficiency ordered packings, such as Goodloe and Sulzer, which are based on mesh or gauzematerials, generally are employed for difficult distillation separations, particularly under vacuum conditions,and more open, low-cost structures are preferred for commercial absorption applications.
Ordered packings, which appear suitable for general-purpose absorption and stripping towers, havebeen developed based on the use of perforated sheetmetal instead of wire mesh or gauze. These materialsexhibit properties intermediate betwe en the very-high-efficiency mesh packings and ran dom packings. Onesuch material is Mellapak developed by Sulzer Brothers, Ltd. 10 The Mellapak packing has the samegeometrical structure as Sulzer gauze pack ing. It is m ade up of elem ents that occupy the entire cross section
7/30/2019 PAG 364-404.pdf
20/41
Percent floodFIGURE 6.4-1 Packing parameters for the Bolles-F air gas-phase m ass transfer mod el. (From Bolles andFair,6 excerpted by special permission from Chemical Engineering, July 12, 1982. Copyright 1982 byMcGraw-Hill, New York.)
of the tower and that are fabricated from perforated, corrugated sheetmetal or plastic sheets. The individualsheets are aligned vertically in the tower and are corrugated at an angle. Adjacent sheets have oppositecorrugation an gles to produce intersecting flow passages and enhance the m ixing o f gas and liquid flow ingthrough the tower. There are several types of Mellapak differing in both the hydraulic diameter of thechannels and the angle of inclination of the flow channels. Absorption data for Type 250Y are presentedin Fig. 6.4-5.9 This type has a surface area of 250 m 2 /m \ a corrugation depth of approximately 12 mm ,and an angle of inclination of 45 from the vertical. The data were obtained in an 8-in. (0.2 m) diameterabsorber operating at atmospheric pressur e. F resh w ater was fed to the top o f the tow er and dry air containingeither S O 2 or NH 3 was fed to the bottom. N 0 0 values were calculated using Eq. (6.3-20) and HTU (HQC)values w ere determined from the rela tionsh ip H 0 0 - TJN 0Q. Pressure drop data also are included in thefigure . Data for 2 in. (0.05 m) Pall rings obtained in the same manner are included for comparison.
i iMetal Pall rings
Ceramic Berl saddlesPanpamee
Metal Raschig rings
Ceramic Raschig rings
7/30/2019 PAG 364-404.pdf
21/41
Massvelocity,L(lbm/h-ft2)FIGURE 6.4-2 Packing parameters for the Bolles-Fair liquid-phase mass transfer model. (From Bollesand Fair,6 excerpted by special permission from Chemical Engineering, July 12,1982.Copyright 1982 byMcGraw-Hill, NewYork.)
P
npamee
Ceramc Raschg rings
Metal Raschg rings
Ceramc Berl saddes
Metal Patt rings
7/30/2019 PAG 364-404.pdf
22/41
Floodratio, FrFIGURE 6.4-3 Vapor load coefficient for the Bolles-Fair liquid-phase mass transfer model. (From Bollesand F air,6 excerpted by special permission from Chemical Engineering, July 12, 1982.Copyright 1982 byMcGraw-Hill, New York.)
6.4-2 Absorption inSpray ContactorsSpray contactors are particularly important for the absorption of impurities from large volumes of fluegas where lowpressure drop is of key importance. They areused where materials in the liquid phase (e.g.,particles of limestone) or in the gas phase (e.g., droplets of tar) may cause plugging of packing or trays.Other important applications of spray contactors (which are outside the scope of this discussion) includepaniculate removal and hot gas quenching. When used for absorption, spray devices are not applicable to
difficult separations and generally are limited to about four transfer units even with countercurrent spraycolumn designs. The low efficiency of spray columns is believed to be due to entrainment of droplets inthe gas andbackmixing of the gas induced by the sprays.
Tray Random Orderedcolumn packing packingsieve 2 n. pa ll Koch Sultz ertrays rings BX packingF 5 f a c t o r 2 2 2
2 . 4 4 2.44 2.44HETP (in.) 26 4 0 - 2 0 8 - 6.5
(m ) 0.7 1.0 - 0.5 0.20 - 0.161.5 - 6 0.3 - 1.6 0.04 - 0.2375 - 1500 75 - 400 10 - 50
FIGURE 6.4-4 Simplified comparison of sieve trays, rand om packing, and high-efficiency ordered pack-ing. (From Meier et al.,9 reprinted w ith perm ission from Chem ical Engineering Pro gress, November 1977.)
i*'uapyacopo-oA
7/30/2019 PAG 364-404.pdf
23/41
F8 factor (ft/s)(lbm/ft3)V2FIGURE 6.4-5 Com parison of the performance of M ellapak Ty pe 250Y ordered packing with 2 in. Pallrings for absorption OfS O 2 (and N H 3) in water. / = liquid flow rate, gpm/ft2. (From M eier et al. , 9 reprintedwith permission from Chemical Engineering Progress, Novemb er 1977.) SI conversions: 1 gpm/ft2 = 6.78x 10"4 m 3/ (s-m 2); 1 in. 0.0254 m ; 1 in. H 2O/ft = 816 (N/m 2)/m; 1 (ft/s)(lb m /f t3)I/ 2 = 1.22 (m/s)(kg/m 3)1/ 2.Many different types o f spray device have been develop ed and no generalized correlations are availablefor predicting performance. They can be categorized into two basic types: (1) preformed spray, whichincludes countercurrent, cocurrent, and crosscurrent spray towers, spray dryers, cyclonic spray devices,and injector Venturis; and (2) gas atomized spray, which consists primarily of venturi scrubbers and relateddesigns.It is not unusual for exhaust gas scrubber systems to incorporate more than one type of spray contactor.In fact, combinations with trays and packed sections are used extensively. Figure 6.4-6 shows diagramsfor four typical scrubber systems used for removing HF and SiF 4 from phosphoric acid plants.11 Thefollowing systems are illustrated.1. Venturi Cyclonic. This system consists of a venturi followed by a cyclonic spray scrubber. A low-pressure pump circulates scrubber liquid to the venturi where it becomes atomized and thoroughly mixedwith the gas by the extremely high velocity in the throat. G as from the venturi enters the cyc lonic scrubber
Peuedo(nH2O/)
7/30/2019 PAG 364-404.pdf
24/41
VELOCITY(ft/s ) of 70 F A PQ nH 2O )3. CYCLONIC - AVG. 10-13 44. mCKEO TOWER-AVG(3U1.S.) 8 -1 0 45. STACK 50 -60 IS. CROSS FLOW SCRUBBER( T I. S.) - 9 47. SPRAY CHAMBER 4 - 5 2FIGURE 6.4-6 Typical atmospheric pressure scrubber designs sho wing approximate gas velocities and
pressure drops in key zones. (From Hansen and Danos,11 reprinted with permission from Chemical Engi-neering Progress, March 1982.) SI conv ersions: 1 ft/s (fps) = 0.305 m /s; 1 in. H2O = 249 N/m 2.
tangentially with a high spin velocity as indicated. Typically, additional liquor is sprayed into the gas byhigh-pressure spray noz zles [e .g. , 60 psig (413 kP a)] aimed radially inward or outward within the cyclo ne.2. Packed Tow er.~A conventional countercurrent packed tow er is show n for comparison. W hen usedfor flue gas scrubbing, a short section o f low-pressure-drop packing (e .g. , 3 in. Intalox saddles) is em ployedwith a mist eliminator above the liquid feed point.3. Crosscurrent Packed Scrubber. T ypically, this type of scrubber includes a spray chamber followed
by one or more thin beds of packing with the final bed designed as a mist eliminator. For efficientperformance, high-pressure sprays are required in the spray section and efficient coverage of the packingwith scrubber liquid must be maintained, although low-pressure sprays can be used for packing irrigation.4. Countercurrent Spray Chamber. This is the simplest design and the least subject to plugging orerosion problems due to dust in the gas stream. However, as indicated by the low gas velocity range givenin Fig. 6.4-6 , spray chambers tend to b e larger than the other des igns, and since h igh pressure sprays plusa large volume of liquid are required, energy requirements are not insignificant.For many spray scrubber applications, a large excess of water is used to absorb a very soluble gas(such as HF, SiF 4, HCl, and NH 3) from a dilute gas stream. In such cases, the equilibrium concentrationin the gas phase y* can be neglected and Eq. (6.3-13) can be simplified to
(6.4-13)
7/30/2019 PAG 364-404.pdf
25/41
Since the absorption efficiency E is relate d directly to v, and y2, E = [Cy, - y2Vyi) x 100, the number oftransfer units can be estimated based on the req uire d efficiency from the following equation:(6.4-14)
In accordance w ith this equation, an absorption efficiency of 95% req uire s three transfer u nits, w hile 99%requires about five transfer units.Spray contactor performance cannot be predicted by analogy to packed or tray systems because offundamental differences in the contact m echa nism , particularly in re gar d a, the effective area for masstransfer. In spray contactors, a is not a simple function of contactor height or volume but is related moreclosely to the number and diameter of liquid droplets in contact with the gas at any time. Since in manyspray devices these values are determined largely by the liquid flow rate and the pressure drop across thespray nozzles, it is not surprising that attempts have been made to correlate spray system performance withpower consumed by the contactor. Such a correlation was proposed originally by Lunde. 12 Data on severaltypes of spray contactor correlated in this m anner are presented in Fig. 6.4-7 . On the basis of the data usedin this plot, it appears that the spray tower is the most energy efficient system and the venturi scrubber isthe least efficient with spray cyclonic scrubbers and crosscurrent contactors falling in between. Efficiencywith rega rd to the scrubber volum e required is in approximately the rev erse order, that is , the spray chamberreq uire s the greatest volum e. T he energy req uire m ent for spray towers is divided be tween the gas and liquidpumping req uire m ents , w hile for both packed tow ers and venturi scrubbers, most of the energy is req uire dto overcome the gas-phase pressure drop through the apparatus. Although not shown in the chart, gridpacked towers are rep orte d to have an even lower pow er req uire m ent than spray tow ers, primarily beca usethe liquid is distributed without the req uire m ent for high-pressure-drop spray noz zles. Venturi ejectors havea relatively high power requirement, in the same range as gas atomized Venturis; however, in their case,all the power must be supplied to the liquid which provides the energy to move the gas through the device.
Attempts have been made to develop design equations for preformed spray contactors on the basis ofa more fundamental approach by considering m ass transfer to individual drops. H owe ver, this req uire s acharacterization of the drop size distribution, time of flight, and other factors. The approach is useful whentest data are not available but cannot be expected to provide accurate results for commercial equipmentbecause the effects o f drop agglomeration, entrainment, w all contact, gas rec ircu lation, drop velocitychanges, and other factors are very difficult to model analytically.Approximate drop size distributions from spray nozzles usually can be obtained from the manufacturers.Drop diameters are typically in the range from 10 to 600 pm. Hobbler13 suggests that a 600-^m drop sizebe assumed as a conservative value for approximate calculations.The gas-film mass transfer coefficient to a drop can be estimated on the basis of the followin g sem iem-pirical equation:14
(6.4-15)where kG = gas-film mass transfer coefficient (mol/cm s * atm)R = ideal gas constant (82.06 atnvcm 3/mo l -K)
NumboaeusN0G
Total power introduced (hp/1000 scfm)FIGURE 6.4- 7 Correlation of NO G with total horsepow er req uire d by typical atmospheric pressure scrub-bers. SI conversions: 1 hp/1000 scf = 27.8 W /m 3 at STP.
7/30/2019 PAG 364-404.pdf
26/41
Drop diameter (/mm)FIGURE 6.4- 8 Gas-film m ass transfer rate per gram of w ater for drops falling through air. (From C alverte ta l .1 5)
T = absolute temperature (K)d - diameter (cm)D Q = diffusivity of the solute in the gas (cm 2/s )Re = Reynolds number for the gas flowing past the dropSc = Schmidt number for the gasThe velocity to be used in Re is the relative velocity between the drop and the gas stream.Calvert et al. fS have used the above equation to calculate k^' for water drops falling through air attheir terminal velo city, where a! is equal to the surface area per unit weight of water. The result, which isuseful for crosscurrent contactors where droplets may fall at their terminal velocity, is shown in Fig. 6.4-8. For purposes of this plot, a solute diffusivity of 0 .1 cm 2/s in air and a temperature of 25 C were assum ed.Terminal settling velocities and Reynolds numbers for water drops in air are given in Fig. 6.4-9 from thesame source. Calvert and coworkers suggest the following equations for estimating the liquid-side masstransfer coefficient:
for short contact times . , . . , .(penetration theory)for long contact times (6.4-17)
where kL = liquid-film mass transfer coefficient (cm/s)D L - diflusivity of the solute in the liquid (cm 2/s )9 = time of exposure of the drop to the gas stream (s)dd the drop diameter (cm )
Values of 0 for water drops falling through air at their terminal velocity are shown in Fig. 6.4-10 for severalheights as a function of drop diameter. Calvert et al.15 have calculated kLa' using the above equationstogether with calculated values for a', the surface area per unit weight of water, to produce Fig. 6.4-11.A representative value of diffusivity, D L , of 2 x 10~ 5 cnr/s at 25C was used for the calculations onwhich the plot is based.Spray dryer absorbers represent a spec ial c ase o f preformed spray con tactor. Th ey are find ing increasinguse in SO 2 absorption because of their low-gas side pressure drop, freedom from wet scrubber problemsof corrosion and plugging, production of spent absorbent in a dry form, and production of a purified gasthat is not completely saturated with water. The design of this type of unit is complicated by dual require-ments: a dry flowable solid must be produced and the desired SO 2 absorption efficiency must be attained.The two do not necessarily go together. Highly efficient drying may not result in good SO 2 absorption
kGa(mo/sam-gdo
7/30/2019 PAG 364-404.pdf
27/41
Drop radius, rd (cm)FIGURE 6.4-9 Terminal settling velocity and Reynolds number for water drops in air at 20 0 C and 1 atm.(FromCalverte ta l . 1 5)efficiency. In fact, the most efficient SO 2 absorption is attained when the droplets remain moist until theyarc very close to the dryer wall at which point they should be dry enough to flow out of the dryer withoutsticking but should retain some moisture to aid in the further absorption of SO 2 in the particle collectionapparatus.The basic concepts of spray dryer design with regard to the drying requirements have been describedadequately by Gauvin and Katta,16* l7 Masters,18 and others and are not described here. The absorption ofgases in spray dryers has not yet been modeled adequately analytically although numerous plant descriptionshave appeared in the literature. A qualitative model of the phenom ena occurring in a spray dryer em ployinglime slurry to absorb SO 2 has been described by Getler et al.19 They studied a unit that used a rota ry
Tminvoy(cm/s
DoRednmbR
Falling distance
Fnme(s
Drop diam eter G*m)Fig. 6.4- 10 Exposure time for water drops falling in air. (From CaIvert et al.15 )
7/30/2019 PAG 364-404.pdf
28/41
Drop diameter Gum)FIGURE 6.4- 11 Liquid-film m ass transfer rate per gram of w ater for drops falling in air. (From CaIvertet al.15 )
atomizer to create droplets in the 50 -8 pm mean diameter ran ge and concluded that the operation proceedsin two phases. During phase I, the droplets leaving the atomizer wheel decelerate to velocities below 30ft/s in less than 0.1 s. The liquid represents the continuous phase in each droplet during this period andthe liquid, ga s, and so lid are mixed intimately. Chem ical reactions in the liquid phase are very rap id andthe rate -con trolling step is either gas-phase diffusion or dissolution of the solid lime particles. Rapidevaporation occurs until the solid particles touch each other, restricting the remaining moisture paths.During phase II, evaporation of water continues and SO 2 is absorbed by the moist particle which iscomposed of a number of the elementary solid particles. The rate of absorption is determined by thediffusion of SO 2 through the interstices between elementary particles and through the layer of spent reactant(CaSO 3-0.5 H 2O) which builds up on each elementary particle. Although a quantitative model for spraydryer absorption has not been d evelop ed, it has been observed that SO 2 absorption efficiency increases withincreased lim e/S 02 ratio , reduced drop siz e, and reduced approach to water saturation o f the outlet ga s. Aplot of absorption efficiency as a function of lime/S0 2 m ole ratio for a typical spray dryer SO 2 absorptionsystem is given in Fig. 6.4-12.^
6.4-3 Tray EfficiencyThe number of actual trays required in a tow er to attain the p erformance of a calculated num ber of theoreticalstages is determined by the tray efficiency. Several types of tray efficiency have been proposed; however,the two most widely used are the Murphree vapor efficiency M V , defined in Section 6.2 [Eq. (6.2-1)] ,which refers to individual trays, and the overall column efficiency E 0 , which is defined simply as
(6.4-18)where N is the total number of equilibrium stages and JV7- is the total number of actual sta ges.A third type of tray efficienc y, the M urphree point efficiency, is used som etim es in attempts to correlateefficiency with fundamental mechanisms occurring on the tray. The point efficiency E 0 0 , is defined asfollows:
(6.4-19)
"Long-time"solution
"Short-time"solution
Fall through
gdo
7/30/2019 PAG 364-404.pdf
29/41
Mole ratio CaO/SO2FIGURE 6.4-1 2 Effect of Ca O /SO 2 m ole ratio on efficiency of SO 2 absorption in a spray diyer. Inlet SO 2concentration 740-1640 ppm. (From Gehri et al. 20 )
where y im and y in refer to the mole fraction of solute in the gas leaving and entering the tray at a specificpoint on the tray, and ^*,, is the mole fraction of solute gas in equilibrium with the liquid on the tray atthe specific point.Numerous attempts have been made to dev elop useful correlations for predicting the efficiency of traytowers. The most comprehensive study was carried out under sponsorship of the American Institute ofChemical Engineers (AIChE) and resulted in the publication of the AIChE bubble tray design manual.21The AIChE prediction method, which is aimed primarily at bubble-cap trays, involves first estimating thenumber of gas-phase and liquid-phase transfer units, N c and NL, for the specific conditions on the tray,combining these to obtain the number of overall gas transfer units NO G, and predicting the point efficiencyby the relationship(6.4-20)
A value for the Murphree vapor-phase efficiency M V is then calculated for the overall tray by adjustingthe point efficiency E 0 0 to take into account the effects of liquid mixing and entrainment. A summary ofthe AIChE design procedure for bubble-cap trays and an example of its application are given by King. 22A very approximate estimate of the overall efficiency of bubble-cap columns used for absorption canbe obtained from Fig. 6.4-13. This simple correlation was proposed by O'Connell. 23Properly designed perforated trays (also called sieve trays) are generally somewhat more efficient thanbubble-cap trays. A comprehensive review of sieve tray performance is given by Zuiderweg. 24 He proposesa fundamental but highly simplified approach for predicting M V for perforated trays which includes thefollowing steps:1. Estimate the gas-phase mass transfer coefficient by the equation
(6.4-21)where kG = gas-phase mass transfer coefficient (m/s)p G = the gas density (kg/m 3)
2. Estimate the liquid-phase mass transfer coefficient by the equation(6.4-22)
SO2emoece
(%)
7/30/2019 PAG 364-404.pdf
30/41
~ (English units)HfiFIGURE 6.4 -13 Correlation of overall tray efficiency for absorption colu m ns. H - Henry's Law coeffi-cient, atm/flb-mole/ft3) or (N/m 2) /(mol/m 3), P = total pressure (atm or N /m 2), and ^ = viscosity (cP orN-s/m 2. (From O'Connell,23 reprinted with permission from Trans. AlChE.)
where kL = liquid-phase mass transfer coefficient (m/s)Hi = viscosity of the liquid (N s/m 2)3. Calculate the overall gas mass transfer coefficient
(6.4-23)where m is the distribution coefficient,
(6.4-24)and K = equilibrium constant expressed in mole fractionp = density (kg/m 3)M = molecular weight (g/mol)
4. Determine the point efficiency(6.4-25)
where a = effective interfacial area per unit of bubbling areaUQ vapor velocity in the bubbling area (m /s)
The value of a is a function of the flow re gim e on the tray. The tray is said to operate in the sprayregim e when the liquid is dispersed almost co m pletely into small droplets by the action of the gasjets . This occurs at high gas velocities and low liquid loads. In the spray regime
(SI units)
ACommercial hydrocarbon absorbersBLaboratory absorption of carbondioxide in water and glycerol solutionCLaboratory absorption of hydrocarbonsDLaboratory absorption of ammonia
Plaeece
%)
7/30/2019 PAG 364-404.pdf
31/41
(6.4-26)
The tray operates in the "emulsion flow regime" when transport across the tray and over the weiris mainly by continuous flow of liquid containing emulsified vapor. This regime exists at highliquid loads and relatively low gas rates and is probably the dominant regime for high-pressure gasabsorbers. For the em ulsion flow regime and for mixed regime s
(6.4-27)
The operating regime can be determined by the parameter P/bhL. When this parameter is belowabout 3- 4, the tray w ill operate in the spray or m ixed regim e. W hen it is above this ran ge, the traywill operate in the emulsion regime. In the above equations,F = fraction hole area per unit bubb ling area
F1,, = vapor F factor on bubbling area (m /s) (k g/m 3)0 5F b . - ucp0c5FP = flow parameter = (u L/u c) (pJfief'5 (6.4-28)a = surface tension (N/m)hL = liquid holdup (m) = 0.6 H w5 p 0 2 5 b^0 25(??)0 25 (6.4-29)H w = weir height (m)p = pitch of holes in perforated area (m)b - weir length per unit bubbling area (m"1)
5. Determine the Murphree vapor-phase efficiency(6.4-30)
where 5 is the stripping factor, mGMIL M .In the development of the above series of equations, Zuiderweg has used the work of many priorinvestigators and relied heavily on the data recently released by Fractionation Research, Inc. (FRI), asreported by Sakata and Yanagi25*26 on the performance of two types of commercial perforated tray. Zui-derweg also presents correlations that define the flow re gim e transitions, pressure drop , entrainment, colum ncapacity, and other operating parameters of sieve trays.
6.4-4 Absorption w ith Ch em ical ReactionsMany commercial absorption processes involve a chemical reaction between the solute and the solvent.The occurrence of a rea ction affects not only gas-liquid equilibrium relation ship s but also the rate of masstransfer. Since the reaction occurs in the s olvent, only the liquid mass transfer rate is affected. Norm ally,the effect is an increase in the liquid mass transfer coefficient kL. The development of correlations forpredicting the degree of enhancement for various types of chemical reaction and system configuration hasbeen the subject of numerous studies. Comprehensive discussions of the theory of mass transfer withchemical reaction are presented in recent books by Astarita,27 Danckwerts,28 and Astarita et al.3In the presence o f chemical re actio n, the mass transfer coefficient kL is affected by reaction kinetics aswell as by all factors affecting physical mass transfer in the area of the interface. As a result of thecomplexities of the combined effects, little progress has been made toward the prediction of kL from fir stprinciples. An approach that has proved successful is based on the use of the ratio of the actual masstransfer coefficient kL to the mass transfer coefficient that would be experienced under the same circum-stances if no rea ction occurred, designated k[. This ratio is called the enhancement factor E and is definedas follows:
(0.4-31)When the chemical Teaction is very slow, the absorbed component A will diffuse into the bulk of theliquid before reaction occurs. As a result of the reaction, the concentration of A in the bulk of the liquidis kept low, and the driving force for transfer from the interface remains higher than it would be in theabsence of chemical reaction. In this case, called "the slow reaction regime," kL = k[ and E - 1. Thereis no enhancement effect, and the only effect of the chemical reaction is its effect on the driving force.
7/30/2019 PAG 364-404.pdf
32/41
At the other extreme, when the chemical reaction is extremely fast, molecules of the solute react withmolecules o f the rea ctan t wh enever both are present at the same point in the liquid. C hemical equilibriumtherefore exists everywhere in the liquid phase and further increases in the reaction rate would have noeffect. In this situation, designated the "instantaneous reaction regime," the rate of mass transfer is in-dependent of chemical kinetics and dependent only on factors affecting the physical transfer of reactantsand rea ction products. The enhancement factor can b e very large in this regim e, particularly when theconcentration of reactant in the liquid is high. According to Astarita et al., 3 the values of E for theinstantaneous reaction regim e can be on the order of IO^IO 4.The broad range of conditions between the slow reaction regime in which E = I and the instantaneousreaction regime in which E is very large but independent of reactio n rate is classified generally as the "fastrea ction regim e.'* In this regim e, the mass transfer coefficient kL is a function of the rea ction rate. Both kLand k[ are affected also by fluid mechanics, but, fortunately, their ratio E has been found to be relativelyindependent of these factors.The enhancement of mass transfer due to chemical reaction depends on the order of the reaction aswell as its rate. Order is defined as the sum of ail the exponents to which the concentrations in the rateequation are raised. In elementary reactions, this number is equal to the number of molecules involved inthe reaction; however, this is only true if the correct reaction path has been assum ed. Danck werts28 presentsa review of many cases of importance in gas absorption operations. He compares the results of using thefilm model and the Higbie and Danckwerts surface-renewal models and concludes that, in general, thepredictions based on the three m odels are quite similar. M ass transfer rate equations for a few of the casesencountered in a gas absorption operation are summarized in the following paragraphs, which are basedprimarily on discussions presented by Danckwerts.28FIRST-ORDER IRREVERSIBLE REACTION
The following expression for this case was first derived by Hatta29 based on the film model:(6.4-32)
where NA = rate of absorption per unit area (m ol/cm 2 s)kx = first-or der reac tion rate constant (s" 1)cA / = concentration of A at interface (mol/cm 3)CM - concentration of A in the bulk liquid (m ol/cm 3)M = chemical reaction parameter = D Akxl(kl)2 (forfirst-orderreactions)D A = diffiisivity of A in the liquid (cm 2/s )
When the factor VA / is m uch greater than 1, tanh 4M is equal to 1 and the solute rea cts before rea chin gthe bulk of the liquid. In this case, C M = 0 and Eq. (6.4-32) becomes(6.4-33)
and, since NA = k[c Ai if no reaction occurs,
(6.4-34)
INSTANTANEOUS IRREVERSIBLE REACTION
(6.4-35)
(6.4-36)where CM = concentration of B in the bulk liquid (mol/cm 3)
D B = diffiisivity of B in the liquid (cm 2/s )Ej = enhancement factor for instantaneous rea ctionb = number of m oles of B reacting with 1 mol of A
7/30/2019 PAG 364-404.pdf
33/41
For the case when the concentration of A at the interface, cAh is much smaller than the concentration ofB in the bulk of the liquid, C 8*, Eq. (6.4-35) reduces to(6.4-37)
In this cas e, the rate of absorption is independent o f cAi and is controlled by the rate at which B can diffuseto the surface.IRREVERSIBLE SE CO ND -OR DE R REA CTIO N
The pioneering work on this case was done by van Krevelen and Hoftijzer in 1948 based on the filmmodel .30 They computed an approximate solution to the mass transfer chemical reaction equations for thecase of cAh - 0 and showed that the results could be represented with an accuracy of about 10% by theequation
(6.4-38)
where M, the chemical reaction parameter, is
(for second-order reactions)and
A graphical representation o f these equ ations is given in Fig. 6.4-1 4. van Krevelen and Hoftijzer originallydeveloped their correlation only for irreversible second-order reactions (first-order in each reactant) and forequal diffusivities of the two reactants. Danckwerts 28 pointed out that the results also are applicable to thecase where D A is not equal to D B . Decoursey31 developed an approximate solution for absorption withirreversible second-order reaction based on the Danckwerts surface-renewal model. The resulting expres-sion, which is somewhat easier to use than the van Krevelen-Hoftijzer approach, is
(6.4-39)
where E 1 = enhancement factor for instantaneous irreversible reactionM = DAk2chhl{kL)2
Matheron and Sandall32 solved the equations describing gas absorption accompanied by a second-orderchemical reaction numerically and found the results to be in good agreement with the approximate analyticalformula of Decoursey. They also calculated a range of values for E 1 and presented a table showing thevalue o f this parameter for various ratios of c^lcKi and D B /D A. They proposed that, for large values of EhE 1 can be estimated by the equation
(6.4-40)
When D A = >, E1- has the same form for the film and surface-renewal models [i.e., Eq. (6.4-36) withD A = >B; , = 1 + CuJbc^l
7/30/2019 PAG 364-404.pdf
34/41
FIGURE 6.4-14 Enhancement factor for second-order rea ction based on Eq. (6 .4-38) . (From Danck-werts,28 copyright 1970. Reprinted with permission of McGraw-Hill Book Company, New York.)
REVERSIBLE FIRST-OR DER RE AC TIO N
The forward rate constant for the reaction is kx, and the rate constant for the reve rse reac tion is fc_t.For the case of equal diffusivities of A and P, the rate of mass transfer is given by the following equationproposed by Danckwerts and Kennedy:33
(6.4-41)where
A s K -> oo, CM, -+ 0 and Eq. (6.4-41) reduces to(6.4-42)
which is the same as the expression for a first-or der irreversible reac tion [Eq. (6.4-32) with cAh = O].I N STAN TAN EOU S REV ERSI BLE REACTI ON
7/30/2019 PAG 364-404.pdf
35/41
A method of solution for several types of reaction which fall into this category has been developed byOlander.34 Danckwerts28 has generalized his conclusions to yield the equation
(6.4-43)
When the diffusivities of A and P are equal, the equation simplifies to
(6.4-44)or
(6.4-45)where c*, = the total concentration of A at the interface, including both reacted and unreacted forms
c*6 the total concentration of A in the bulk, including both reacted and unreacted formsc = the number of molecules of P formed in the chemical reaction equation
In the above equations, cA(, cAh, and cPb are known, but cP/ is not. According to Danckwerts,28 cP/ is,in fact, the concentration of P which would be obtained by saturating a liquid of the bulk concentration withthe gas, the resulting concentration of unreacted gas being cA/. The driving force (c% - cXt) is the totalamount of A in both reacted and unreacted forms which can be taken up by the liquid having the initialbulk concentration of cAh, C8 , and cPh if it is saturated with A at a sufficient pressure to give a concentrationcAi of unreacted A in equilibrium with the products of reaction.
For the limiting case of a reversible reaction where the reaction rate approaches infinity and the diffu-sivities of all species are assumed to be equal,
(6.4^6)
APPLICATIONSThe equations covering mass transfer with chemical reaction are not yet widely used in the design ofabsorbers and strippers. More commonly, designs are based on experimental data obtained with the samechemical system and similar equipment. However, examples have been worked out for a number ofcommercially important cases, and these are described in the recent literature.
A methodology for predicting the performance of an isothermal packed tower used for chemical ab-sorption has been developed by Joshi et al.35 The study was based on the absorption of CO in a hotaqueous solution of potassium carbonate; however, the general approach is applicable to other chemicalabsorption processes.
For the case of mass transfer with chemical reaction, the local flux of component A per unit volumeof packing becomes
(6.4^7)
where NA = quantity of component A transferred per unit time per unit areaa = interfacial area per unit volume of packingkc - individual gas-phase mass transfer coefficientP = total pressurey = mole fraction of A in bulk of the gasyt - mole fraction of A in the gas at the interfacey* = mole fraction of A in the gas corresponding to equilibrium with the bulk liquid composition
kl = individual liquid-phase mass transfer coefficient in the absence of chemical reactionH = Henry's Law constantE mass transfer enhancement factor = kjkl
A local overall gas-phase coefficient for mass transfer with chemical reaction may be defined by theequation
(6.4-48)
7/30/2019 PAG 364-404.pdf
36/41
From Eqs. (6.4-47) and (6.4-48) and the definition of the overall physical mass transfer coefficient, itcan be shown that(6.4-49)
where B - kcHlklKQ overall physical mass transfer coefficientCom bining the above equations with a mass balance for a differential section o f the colum n and integrating,w e obtain
(6.4-50)Equation (6.4-50) is a general design equation for calculating packing height. The equation bears asuperficial resemblance to Eq. (6.3-9) for physical absorption. G'lKcaP is the height of a transfer unit forphysical absorption and the integral can be considered to be the number of transfer units. However, Eq.(6.4-50) differs from the physical absorption case in that the value of the integral is a function of theindividual mass transfer coefficients kG and kL and of the enhancement factor E. As a result, the use of alogarithmic mean driving force as in Eq. (6.3-20) is not even approximately valid for absorption withchemical reaction.It should be noted that much of the absorption and stripping data available in the literature for systemsinvolving chemical reaction have been correlated using logarithmic mean driving forces over the length ofthe column. The result is that the reported values of K ca are observed to vary widely with partial pressureof the reactant gas. This correlation technique has the advantage of simplicity, but great care must be usedin applying it to con ditions outside the range of experimental data becau se it is theoretically incorrect andmay lead to significant errors.The derivation of the above design equation [Eq. (6.4-50)] is presented in more detail by Joshi et al. 35and Astarita et al.3 Joshi et al. point out that its use to predict the performance of a packed tower has thefollowing requirements:1. Overall vapor-liquid equilibrium data, y* ver sus Jt.2 . Physical solubility of the solute in the liquid, H.3 . Mass transfer enhancement factor E.4 . Individual mass transfer coefficients kG and kl (and also the interfacial area per unit volume ofpacking, a).They describe the development of the required information for the system CO 2-K 2C O 3-H 2O and itsuse to predict absorber performance. They conclude that an equation o f the form proposed by Dec oursey 31[Eq. (6.4-39)] for a bimolecular irreversible reaction provides a satisfactory approximation of rate enhance-ment for this system . Pilot plant data originally p ublished by Ben son et a l.36 are compared to va lues predictedby the proposed m ethodology. The correlations of O nda et al.5 [Eqs. (6.4-3) and (6.4-4)] are used to predictvalues for k[a for the Benson -Field-Jimeson pilot plant.36 The final results show good agreem ent, indicatingthat the approach has promise for the design of comm ercial absorbers.The simultaneous absorption of two gases that react with the solvent at different rates has been studiedby Ouwerkerk.37 The specific system which he selected for analysis was the selective absorption of H 2Sin the presence of CO 2 into amine solutions . T his operation is a feature of several comm ercially importantgas purification processes. Bench scale experiments were conducted to collect the necessary physico-
chemical data. An absorption rate equation was developed for H2S based on the assumption of instantaneousreaction. For CO 2 it was found that the rate of absorption into diisopropanolamine (DIPA) solution at lowCO 2 partial pressures can best be correlated on the basis of a fast pseudo-first-order reaction. A computerprogram was developed which took into account the competition between H 2S and CO 2 when absorbedsimultaneously, and the computer predictions w ere verified by experiments in a pilot scale absorber. F inally,the methodology was employed successfully to design a large commercial plant absorber.Stripping in the presence of chemical reaction has only recently been considered in detail. The mostcomprehensive treatment appears in the papers by Astarita and Savage 38 and by Savage et al.39 In the firstpaper, it is concluded that if the reaction rate is first order with regard to the solute, the theory of chemicalabsorption can also be used for chemical d esorption . Sp ecifically, the absorption theory is directly applicableat reaction rates up to the fast reactio n regim e. At higher rates, the m athematical procedure is the sam e forabsorption and stripping; however, the results are different because of different ranges in the parametersinvolved. In the case of desorption, it is alwa ys necessary to consider the rev ersib ility of the rea ction s.In the second paper, absorption and desorption rate data for the system CO 2-hot potassium carbonate
7/30/2019 PAG 364-404.pdf
37/41
solution are interpreted on the basis of the film theory model described in the first paper. The agreementis very satisfactory. Both absorption and desorption were found to take place under fast reaction conditionswith occasional occurrence in the fast-to-instantaneous transition region at low values of k[.A com prehensive study of the stripping of carbon dioxide from monoethanolamine solutions in a packedcolumn is described by Weiland et al. 4 0 These investigators developed a design approach that uses onlyfundamental physicochemical data and tested the approach against 173 experiments on the mass transferperformance of a pilot scale stripping column. Predicted mass transfer coefficients agreed with observedvalues within 25%.The design approach is based on the film model in combination with an enhancement factor to accountfor the effect of liquid-phase chemical reaction. Because of the high temperature involved in stripping, itwas assumed that reaction rates would be high enough to permit the equations for a reversible instantaneousreaction to be used . For column design , the approach invo lves selecting a sm all incremental packing height;calculating mass transfer, gas and liquid flow rates, compositions, and heat balances in this section; usingthe results to evaluate the next low er sec tion; and continuing se ction-to-section calculations until co nditionscorresponding to the desired column bottom conditions are reached. The sum of the incremental heightsrepresents the required total column height. The results indicate that stripping columns can be designedfrom first principles and also provide useful insight with regard to the effect of liquid rate, stripping steamrate, operating pressure, CO 2 to amine ratio, and amine concentration on the stripping of CO 2 frommonoethanolamine solutions in a packed column.
N O T A T I O Nabsorption factoreffective interfacial area per packed volum e (m 2/m 3 or ft2/f t3) (or per unit of bubbling area of sieveplate)surface area of dry packing (m 2/m 3 or ft2/ft3)interfacial area of wetted packing (m 2/m 3 or ft/Vft3)weir length per unit bubbling area of sieve tray, (m/m 2 or ft/ft2)specific heat of gas (kJ/mol-K or Btu/lb-mole- 0F )specific heat of liquid, same units as Cnconcentration of solute in liquid, various units (typically mol/m 3 or lb-mole/ft3)concentration of solute in liquid at interface, same units as cdiffusion coefficient (m 2/s or ft2/h )diameter of column (m or ft)diameter of drops (m or ft)diameter of packing (m or ft)enhancement factor for absorption with chemical reactionenhancement factor for instantaneous reactionMurphree vapor tray efficiencyoverall column efficiencyfraction hole area in bubbling area of sieve platemass flow rate of gas (kg/h m 2 or lbm/h ft 2gas flow rate (mol/h-m 2 or lb-m ole/h ft2flow rate of inert gas, same units as GMHenry's Law constant (typically kPa or atm)height of a gas-phase transfer unit (m or ft)height of a liquid-phase transfer unit (m or ft)height of an overall gas-phase transfer unit (m or ft)height of an overall liquid-phase transfer unit (m or ft)height of a gas-phase heat transfer unit (m or ft)integral heat of solution for the solute (kJ/mol or Btu/lb-mole)latent heat of pure solvent, same units as H osheight of weir on sieve tray (m or ft)height equivalent to a theoretical plate (m or ft)liquid holdup on tray (m or ft)total height of packing (von Stockar-Wilke correlation)
7/30/2019 PAG 364-404.pdf
38/41
equilibrium constant, ylx at equilibriumoverall gas-phase mass transfer coefficient (m/s, mol/N-s, or Ib-mole/h-ft 2-atm)overall liquid-phase mass transfer coefficient (m 3/s-m 2 or ft/h)gas-phase mass transfer coefficient (m/s, mol/N-s, or Ib-mole/h ft 2 atm)liquid-phase mass transfer coefficient (m 3/s-m 2 or ft/h)liquid-phase mass transfer coefficient experienced if no ch emical reaction occurred, sam e units askLreaction ra te for first order reaction (s" 1)reaction rate for secon d order reaction (m 3/mol-s or ft3/lb-mole-h)mass flow rate of liquid (kg/h -m 2 or lbm /h ft 2)molar flow rate of liquid (mol/h-nr 4 or lb-mole/h*ft*)flow rate of solute-free solvent, same units as LMslope of equilibrium linemolecular weightchemical reaction parameternumber of theoretical stages in a columnflux of solute A through interface (mol/s m 2 or lb-m ole/h ft 2)number of actual trays in a colum nnumber of gas-phase transfer unitsnumber of overall gas-phase transfer unitsnumber of liquid-phase transfer unitsnumber of overall liquid-phase transfer unitspressure (kPa, atm, or psi)pitch of holes in sieve tray (m or ft)partial pressure of A (kPa, atm, or psi)partial pressure of solute at the interface (kPa atm, or psi)stripping factortemperature (K or 0R )vapor velocity in bubbling area of sieve traymole fraction in liquidmole ratio in liquid = xAl{ \ xA)mole fraction in gasmole ratio in gas = yA/(\ - vA) (also, moles per mole of rich gas in Kremser equations)packing height (m or ft)viscosity (Pa-s, cP, or Ibn, ft s)density (g/cm 3 or lbm/ft3)surface tension (N/m, dyn/cm, or lb m /s 2)Subscriptsaveragecomponent A (solute)component B (usually the solvent)ga sliquidat gas-liquid interface (or instantaneous)molar (or logarithmic mean)bottom tray of column with N traysfrom /ith traypackingwaterliquid feed to tray columnstop tray of tray column (or bottom of column for overall heat and material balances)second tray from top in tray column (or top of column for overall heat and material balances)
7/30/2019 PAG 364-404.pdf
39/41
7/30/2019 PAG 364-404.pdf
40/41
Section 6.36.3-1 W . G. W hitman, Chem. Met. Eng., 24, 147 (1923).6.3-2 R. Higbie, Trans. Am. Inst. Chem . Eng., 31, 365 (1935).6.3-3 P. V. Danc kweits, lnd. Eng. Chem., 43, 1460 (1951).6.3-4 H. L. Toor and J. M . M archello, AIChE J., 4 , 9J (1958).6.3-5 C. J. King, Separation Processes, McGraw-Hill, New York, 1971.6.3-6 A . P. Colburn, Trans. Am. Inst. Chem. Eng., 35, 211 (1939).6.3-7 R. E. Treybal, Mass Transfer O perations, McGraw-Hill, New York, 1968.6.3-8 T. C . Baker, lnd. Eng. Chem., 27, 977 (1935).6.3-9 T. K. Sherwood, R. L. Pigford, and C . R. W ilke, Mass Transfer, McGraw-Hill, New York,1975.6.3-10 C. R. Wilke and U. von Stockar, Absorption, in Encyclopedia of Chemical Technology, Vol. 1,
3ixl eds., Kirk-Othmer (Eds.), Wiley, New York, 1978.6.3-11 J. H. Wiegand, Trans. Am. Inst. Chem. Eng., 36, 679 (1940).6.3-12 U. von Stockar and C. R. Wilke, lnd. Eng. Chem. Fundam., 16, 88 (1977).6.3-13 H. M. Feintuch and R. E. Treybal, lnd. Eng. Chem. Process D es. D ev., 17, 505 (1978).6.3-14 R. E. Treybal, lnd. Eng. Chem., 61(7), 36 (1969).6.3-15 H. M. Feintuch, Ph.D. thesis, New York University, New York, 1973.6.3-16 U. von Stockar and C. R. Wilke, lnd. Eng. Chem. Fundam., 16, 94 (1977).Section 6.46.4-1 R. H. Perry and D . W . Green (E ds .), Perry's Chemical Engineers' Handbo ok, 6th ed ., M cGraw-Hill, New York, 1984.6.4-2 A . L. Kohl and F. C . Riesenfeld, Gas P urification, 4th ed., Gulf Publishing, Houston, TX, 1985.6.4-3 G. Astarita, D . W . Savage, and A . Basio, Gas Treating with Chemical Solvents, Wiley, NewYork, 1983.6.4-4 D . Corn ell, W . G. Knapp, and J. R. Fair, Chem. Eng. Progr., 56, 68 (1960).6.4-5 K. Onda, H. Takeuch i, and Y. Oku moto, J. Chem. Eng. Jpn., 1, 56 (1968).6.4-6 W . L. Bolles and J. R. Fair, Chem. Eng., 89, 109 (July 12, 1982).6.4-7 J. L. Bravo and J. R. Fair, lnd. Eng. Chem. Process D es. D ev., 21, 162 (1982).6.4-8 J. S. Eckert, Chem. Eng. Progr., 66, 39 (1970).6.4-9 W . M eier, W . D . Stoecker, and B. W einstein, Chem. Eng. Progr., 73, 71 (1977).6.4-10 W . M eier, R. Hunkeler, and W . D . Stoecker, "Performance of New Regular Tow er Packing/M ellapak," presented at 3rd International Sym posium on D istillation, L ondon, England, April 3 -6, 1979.6.4-11 A. O. Hansen and R. J. Danos, Chem. Eng. Progr., 78, 40 (1982).6.4-12 K. E. Lunde, lnd. Eng. Chem., 50, 243 (1953).6.4-13 T. Hobbler, Mass Transfer and Absorbers, Pergamon, New York, 1966.6.4-14 T. K. Sherwood and R. L. Pigford, Absorption and E xtraction, McGraw-Hill, New York, 1952.6.4-15 S. Calvert, J. Goldschmid, D. Leith, and D. Mehta, Wet Scrubber System Study, Vol. 1, ScrubberHandbook, prepared for Environmental Protection Agency, NTIS No. PB-213-106, 1972.6.4-16 W. H. Gauvin and S. Katta, AIChEJ., 22, 713 (1976).6.4-17 S. Katta and W. H. Gauvin, AIChEJ., 21, 143 (1975).6.4-18 K. Masters, Spray D rying, An Introduction to Principles, O perating Practices, and Applications,2nd ed., Halsted, New York, 1976.6.4-19 J. L. Getler, H. L. Shelton, and D. A. Furlong, J. Air Pollut. Assoc, 29, 1270 (1979).6.4-20 D. C. Gehri, R. L. Adams, and J. H. Phelan, U.S. P atent 4,197,278, April 8, 1980.6.4-21 Am erican Institute of C hemical Engineers, Bubble Tray D esign Manual, AlChE, New York, 1958.6.4-22 C. J. King, Separation Processes, McGraw-Hill, New York, 1971.6.4-23 H. E. O'Connell, Trans. Am. Inst. Chem . Eng., 42, 741 (1946).6.4-24 F. J. Zuiderweg, Chem. Eng. S ci., Review Article No. 9, 37, 1441 (1982).6.4-25 M. Sakata and T. Yanagi, AIChE Symp . Ser., 56, 121 (1979).6.4-26 T. Yanagi and M. Sakata, 90th National AIChE Meeting, Symp. 44, Houston, TX, April 1981.
7/30/2019 PAG 364-404.pdf
41/41
6.4-27 G. Astarita, Mass Transfer with Chem ical Reaction, Elsevier, Amsterdam, 1967.6.4-28 P. V. Danckwerts, Gas-Liquid Reactions, McGraw-Hill, New York, 1970.6.4-29 S. Hatta, Techno l Rept. (Tohoku Imp. U niv.), 10, 119 (1932).6.4-30 D . W . van Krevelen and P. J. Hoftijzer, Chem. Eng. Progr., 44, 529 (1948).6.4-31 W . J. Decoursey, Chem. Eng. Sci., 29, 1867 (1974).6.4-32 E. R. Matheron and O. C. Sandall, AlChEJ., 24, 552 (1978).6.4-33 P. V. Danckwerts and A . M. Kennedy, Trans. Inst. Chem. Eng., 32, 549 (1954).6.4-34 D . R. Olander, AIChEJ., 6, 233 (1960).6.4-35 S. V. Joshi, G. Astarita, and D . W. Sava ge, "Transport with Chem ical R eac tion s," AIChE Symp.
Ser., No. 202, 77, 63 (1981).6.4-36 H. E. Benson, J. H. Field, and R. M . Jimeson, Chem. Eng. Prog., 50, 356 (1954).6.4-37 C. Ouwerkerk, Hydrocarbon Processing, 57, 89 (1978).6.4-38 G. Astarita and D . W . Sava ge, Chem. Eng. ScL, 35, 649 (1980).6.4-39 D . W . Sava ge, G. Astarita, and S. Joshi, Chem. Eng. S ci., 35, 1513 (1980).6.4-40 R. H. Weiland, M . Raw al, and R. G. R ice, AIChE J., 28, 963 (1982).



![S~PT~MÂNAL FINANCIAR - ECONOMIC nr. 404 anul IX … · Lumea cu ochii pe pia]a de turism din China continuare ^n pag. 4-5 continuare ^n pag. 2 continuare ^n pag. 5 continuare ^n](https://img.pdfslide.tips/doc/110x75/5b1436667f8b9a257c8be8c3/sptmanal-financiar-economic-nr-404-anul-ix-lumea-cu-ochii-pe-piaa-de.jpg)