Embed Size (px)
Citation preview
PANORAMA MATERIAŁÓW DO LUTOWANIA
• Kompletny program lutów CuP-Ag, Ag, mosiężnych, Al, etc.)
• Kontrola całego procesu wytwarzania
• Ostatnia działająca odlewnia we Francji
• Opracowywanie produktów według specyfikacji klienta
EDYCJA 1
FSH WELDING GROUP SA4, rue de la Fonderie
25220 Roche-lez-Beaupré - FranceTél: +33 3 81 60 51 72
Email: [email protected]
www.fsh-welding.com
FABRICATION FRANÇAISE
MADE IN FRANCE
JEDYNA ODLEWNIA METALI DO STOPÓW LUTOWNICZYCHWE FRANCJI I INWESTOR W
TECHNOLOGIE LUTOWANIA LUTAMI MIEDZIANO - FOSFOROWYMI!
FSH WELDING GROUPINNOVATIVE WELDING CONSUMABLES
Produkcja pod zamówienie
Innowacja Jakość
ElastycznośćOdpowiedzialność
…
FSH WELDING GROUP całkowicie angażuje się, aby nasi klienci mogli w pełni skorzystać z ich wiedzy.
Założona w 1952 roku, Selectrarc Industries, firma produkująca elektrody do spawania łukowego, posiada wysoką reputację wsród ekspertów, co plasuje ją wsród najlepszych dostawców dla przemysłu we Francji oraz na świecie. Przemysł nuklearny, przemysł motoryzacyjny, naftowy i gazowy, samolotowy oraz stoczniowy to tylko niektóre działy aktywności naszej firmy.
Znakomita jakość innowacyjnych i wysokiej jakości produktów, jak również system zarządzania jakością gwarantują zgodność z wymaganiami klienta oraz międzynarodowymi standardami.
Nasz cel jest prosty i ambitny:nieustanny rozwój w celu zapewnienia pełnej satysfakcji każdego z naszych klientów.
PRZEGLĄD SPAWANIA, LUTOWANIA I LUTO-SPAWANIA ...........................................................................................
KLASYFIKACJE I STANDARDY .................................................................................................................................
1/ ZAKRES PRODUKTÓW
STOPY MIEDZIANO - FOSFOROWE .........................................................................................................
STOPY MIEDZIABO - FOSFOROWE - LUTOWANIE PIECOWE .............................................................
STOPY MIEDZIANO - FOSFOROWE Z DODADTKIEM SREBRA...........................................................
STOPY DO LUTO - SPAWANIA................................................................................................................
STOPY NA OSNOWIE SREBRA.................................................................................................................
STOPY ALUMINIOWE .................................................................................................................................
TOPNIKI..........................................................................................................................................................
LUTY DO NAPRAW I REGENERACJI ..........................................................................................................
2/ ZASTOSOWANIA NASZYCH PRODUKTÓW
3/ POZOSTAŁE
PAKOWANIE ...............................................................................................................................................
SERWIS I JAKOŚĆ .. ...................................................................................................................................
ZAMAWIANIE: JAK TWORZYĆ SWOJE WŁASNE KODY ZAMÓWIENIOWE .......................................
TABELA ZAMIENNIKÓW, ZNAJDOWANIE ODPOWIEDNICH PRODUKTÓW ........................................
STANDARDOWE WYMIARY I MASY PRODUKTÓW .....................................................................................
SŁOWNIK ..............................................................................................................................................
TABLICA KONWERSJI WYMIARÓW ........................................................................................................
ZAWARTOŚĆ
41
49
38
48
6
23
28
30
36
16
55
12
55
54
52
50
40
21
15
Wszystkie karty katalogowe oraz karty techniczne: www.fsh-welding.com/en
SPRAWDŹ NASZ
ASORTYMENT NA WWW.TECHSPAW.C
OM.PL
3
ZAWARTOŚĆ
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!

Przy opracowywaniu naszych produktów, które dostarczamy dla naszych klientów, pierwszeństwo ma udoskonalanie ich charakterystyk oraz właściwości (jakość, koszt, etc.) !
I N N O W A C J A P R O D U K T U L A B O R A T O R I A R & D
Zawsze wyczulony na innowacje rynkowe i słuchający zapotrzebowań klientów, nasz dział R & D zawsze dokłada starań, aby dostarczać najlepsze rozwiązania dla naszych partnerów:
poprzez wychodznie na przeciw specyficznym wymogom, przygotowanie produkcji według specyfikacji i wytycznych klienta (ilość, jakość, produkcyjność, etc.) oraz tworzenie stopów i kształtów przystosowanych do potrzeb danej aplikacji.
poprzez zastosowanie naszego doświadczenia w różnych gałęziach przemysłu, mając na celu polepszanie warunków produkcji naszych klientów. Udoskonalenia, takie jak: testowanie, testy produkcyjne, podnoszenie jakości i zmniejszanie ilośc produktów niezgodnych, zawsze brane są pod uwagę jako całość.
Niedawno opracowaliśmy dwa innowacyjne produkty oferujące wysoką wartość dodaną w Państwa produkcji:
TUBULAR BRAZING WIRE (TBW): jest to unikalna, innowacyjna technologia oferująca dużą wygodę użycia dzięki rdzeniowemu topnikowi, dostarczając nieporównywalnych korzyści ekonomicznych. Ta technologia ma zastosowanie przy lutach aluminiowych i srebrnych, szczególnie w automatycznych procesach produkcyjnych (pełna lista zalet tych produktów opisana jest w broszurze “Tubular Brazing Wire-TBW” na: www.fsh-welding.com/documents-pour-le-brasage.htm).
TOTAL BRAZING MIX ™ (TBM) jest unikalną, samotopnikującą, opatentowaną technologią o wysokiej precyzji, odpowiedniej dla lutów aluminiowych, umożliwiającą kontrolę ilości lutu i nadaje lutowanym elementom odpowiednią czystość.
I N N O W A C Y J N O Ś ĆP R O D U K C J I
KONTROLA CAŁEGO PROCESU PRODUKCJI: pełna kontrola cyklu produkcji, od surowca do końcowego produktu, dała nam eleastyczność i wszechstronność, umożliwiając nam również adaptację do zapotrzebowań naszych klientów.
WYJAŚNIENIE: punkt topienia naszych lutów miedziano-fosforowych i miedziano-fosoforowo-srebrnych jest gwarantowany w odchyłce ± 3 °C poprzez termo-analizę wykonywaną przy przygotowywaniu lutu. Luty przygotowywane w ten sposób mają wysoką spójność i nadają się do lutowania piecowego.
NAGRZEWANIE INDUKCYJNE: ten proces gwarantuje najwyższą homogeniczność stopu (uzyskiwaną poprzez mieszanie kąpielowe).
ODLEWANIE CIĄGŁE WSZYSTKICH PRODUKTÓW: w odróżnieniu od odlewania statycznego, ten proces zapewnia niski poziom nieczystości w stopie!
PROSTOWANIE DRUTÓW NA WYSOKIM POZIOMIE PRECYZJI: proces zapewnia precyzyjne prostowanie drutu do celów automatyzacji podawania.
E L A S T Y C Z N O Ś Ć P R O D U K C J INiezależnie czy produkt jest standardowy czy na zamówienie oraz czy jest on w formie zwojów czy szpul lub różnych typów, mas i wykonań, “SELECTARC BRAZING” sprosta Twoim wymaganiom!
Szeroki zakres prętów gołych i otulonych topnikiem w różnych kolorach, odpowiadających różnym zawartościom topnika w otulinie, etc. (patrz str. 55).
S E R W I SSzybka odpowiedź, produkcja na zamówienie, testy lutownicze, szkolenia .
4
DZIAŁ SPRZEDAŻY:
FRANCJA, AFRYKA
MIĘDZYNARODOWY
KRAJE NIEMIECKOJĘZYCZNE
DZIAŁ TECHNICZNY:
www.fsh-welding.com
sion has developed brazing consuma-bles under “ THE SELECTARC BRAZ-ING BRAND NAME”, building a widely recognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
FRANCE) and meet the highest quality standards and latest European directives.
PRODUCT QUALITY: our products are made using selected raw materials with a high level of purity. ISO 9001 Quality Assurance
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
FABRICATION FRANÇAISE
MADE IN FRANCE
Since 1948, the Group's Brazing Divi-Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a major industrial and distribution player
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a major industrial and distribution player
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a major industrial and distribution player V
iew
ou
r fu
ll ra
ng
e o
n w
ww
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a major industrial and distribution player V
iew
ou
r fu
ll ra
ng
e o
n w
ww
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a major industrial and distribution player
The production activities
Vie
w o
ur
full
ran
ge
on
ww
w
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-, building a widely
recognized expertise and becoming a major industrial and distribution player
The production activities are located in the centre
Vie
w o
ur
full
ran
ge
on
ww
w
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-”, building a widely
recognized expertise and becoming a major industrial and distribution player
The production activities are located in the centre
Vie
w o
ur
full
ran
ge
on
ww
w
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player
The production activities are located in the centre of Europe (at Roche-lez-
Vie
w o
ur
full
ran
ge
on
ww
w
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
THE SELECTARC BRAZ-ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
Vie
w o
ur
full
ran
ge
on
ww
w
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-
“ THE SELECTARC BRAZ-ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality
V
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-bles under ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality
V
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-bles under ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
V.f
sh-w
eld
ing
.co
m!
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-bles under ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
V.f
sh-w
eld
ing
.co
m!
Since 1948, the Group's Brazing Divi-sion has developed brazing consuma-bles under ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
V.f
sh-w
eld
ing
.co
m!
sion has developed brazing consuma-bles under ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
our
V.f
sh-w
eld
ing
.co
m!
bles under ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
our
V.f
sh-w
eld
ing
.co
m!
ING BRAND NAMErecognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
PRODUCT QUALITY: our products are made using
V.f
sh-w
eld
ing
.co
m!
recognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
The production activities are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using
V.f
sh-w
eld
ing
.co
m!
recognized expertise and becoming a major industrial and distribution player in Europe and worldwide.
are located in the centre of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with
V.f
sh-w
eld
ing
.co
m!
major industrial and distribution player in Europe and worldwide.
of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with
FRANÇAISE
V.f
sh-w
eld
ing
.co
m!
in Europe and worldwide.
of Europe (at Roche-lez-Beaupré in Franche-Comté,
and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with
TION
.fsh
-wel
din
g.c
om
!
Beaupré in Franche-Comté, and meet the highest quality
standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with a high level of purity. ISO
CA
.fsh
-wel
din
g.c
om
!
and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with a high level of purity. ISO
BR
CE
) and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with a high level of purity. ISO 9001 Quality Assurance
FA
RAN
RANCE) and meet the highest quality standards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with a high level of purity. ISO 9001 Quality Assurance
E IN F
RANCEstandards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with a high level of purity. ISO 9001 Quality Assurance
MADE
RANCEstandards and latest European directives.
PRODUCT QUALITY:products are made using selected raw materials with a high level of purity. ISO 9001 Quality Assurance
System: all our products are subjected
FRANCEstandards and latest European directives.
products are made using selected raw materials with a high level of purity. ISO 9001 Quality Assurance
System: all our products are subjected
Fstandards and latest European directives.
selected raw materials with a high level of purity. ISO 9001 Quality Assurance
System: all our products are subjected to testing batteries, including thermal
standards and latest European directives.
a high level of purity. ISO 9001 Quality Assurance
System: all our products are subjected to testing batteries, including thermal
a high level of purity. ISO 9001 Quality Assurance
System: all our products are subjected to testing batteries, including thermal
9001 Quality Assurance System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
System: all our products are subjected to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.
to testing batteries, including thermal and spectrometric analysis, dimensional analysis and brazing tests.and spectrometric analysis, dimensional analysis and brazing tests.analysis and brazing tests.
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Since 1948, the Group's Brazing Divi-

PRZEMYSŁ KLUCZOWY:
KONSTRUKCJE ELEKTRO-
MECHANICZNE
ENERGIA ODNAWIALNA,
PANELE SŁONECZNE
SYSTEMY KONTROLNE I POMIAROWE
STRUKTURYRUROWE
NARZĘDZIA TNĄCE Z DIAMENTEM I WĘGLIKIEM
INSTALACJE SANITARNE
PRZEMYSŁSAMOCHODOWY
OGRZEWANIE I WENTYLACJA
KLIMATYZACJA, DOMOWE I PRZEMYSŁOWE SYSTEMY
CHŁODNICZE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
5Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
PRZEGLĄD
Lutowanie jest procesem łączenia jedno- lub różnoimiennych materiałów metalicznych (a także niektórych niemetalicznych) za pomocą dodatkowego, roztopionego metalu zwanego lutem. Lut zwilża powierzchnie stykowe złącza oraz wypełnia szczelinę między nimi, tworząc po skrzepnięciu złącze lutowane połączone trwale lutowiną.
Lutowanie jest łatwym, ekonomicznym, godnym zaufania i potwierdzonym rozwiązaniem łączenia. Umożliwia połączenie tych samych a także różnoimiennych materiałów, jak: miedź, mosiądz, stal, stal kwasoodporną, aluminium, etc.
Należy wspomnieć, że, inaczej niż w spawaniu, meteriały rodzime nie ulegają nadtopieniu. Lutowanie jest szeroko stosowaną technologią łączenia we wszystkich gałęziach przemysłu.
Typ procesu wybierany jest w zależoności od:
typu łączonych elementów, wielkości i geometrii złącza, naprężeń mechanicznych, narażeń termalnych, szczeliny pomiędzy elementami (w
temperaturze lutowania), czystości elementów, metody nagrzewania, estetycznych wymogów dla złącza, wymogów określonych ustawami (przemysł
spożywczy, gazowy, etc.), wytrzymałości mechanicznej i odporności na drgania, przewodności elektrycznej.
LUTOWANIE
6
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
PRZE
GLĄD
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

LUTO - SPAWANIE
Luto-spawanie przyjęło definicję utworzoną z dwóch różnych technologii. Lutowanie jako proces spajania, w którym nie następuje stopienie materiału rodzimego tylko lutu oraz technologii spawania MIG/MAG; wykorzystano przygotowanie brzegów jak do spawania oraz sposób nadtapiania drutu w łuku elektrycznym, w atmosferze gazów ochronnych, podawanego automatycznie ze szpuli.
Luto-spawanie jest generalnie zalecane przy spawaniu gazowym do łączenia stali o nieznanym gatunku lub słabej spawalności.
Luto-spawanie znalazło zastosowanie tam, gdzie w znaczący sposób ta technologia przeważa nad klasycznymi technologiami spawalniczymi, zachowując wymagane właściwości mechaniczne połączenia przy jednoczesnym zachowaniu właściwości antykorozyjnych.
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
7
PRZE
GLĄD
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
PRZEGLĄD
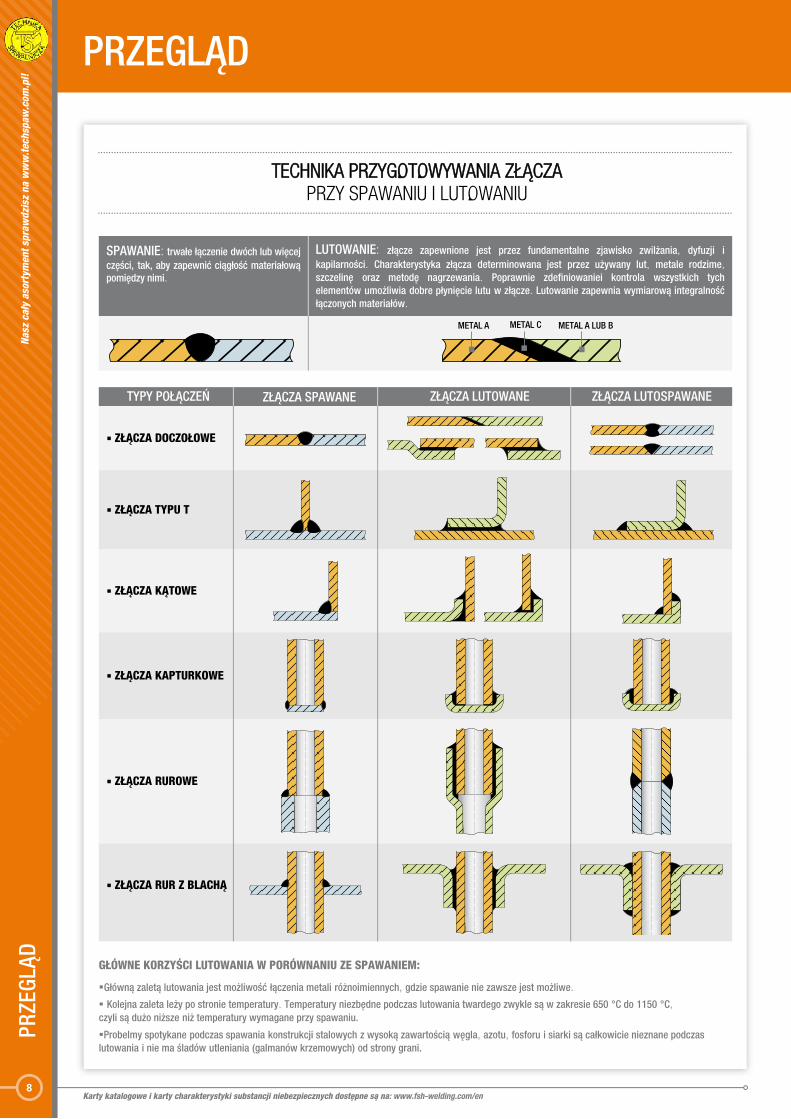
TECHNIKA PRZYGOTOWYWANIA ZŁĄCZA PRZY SPAWANIU I LUTOWANIU
TYPY POŁĄCZEŃ ZŁĄCZA SPAWANE ZŁĄCZA LUTOWANE ZŁĄCZA LUTOSPAWANE
ZŁĄCZA DOCZOŁOWE
ZŁĄCZA TYPU T
ZŁĄCZA KĄTOWE
ZŁĄCZA KAPTURKOWE
ZŁĄCZA RUROWE
ZŁĄCZA RUR Z BLACHĄ
GŁÓWNE KORZYŚCI LUTOWANIA W PORÓWNANIU ZE SPAWANIEM:
Główną zaletą lutowania jest możliwość łączenia metali różnoimiennych, gdzie spawanie nie zawsze jest możliwe.
Kolejna zaleta leży po stronie temperatury. Temperatury niezbędne podczas lutowania twardego zwykle są w zakresie 650 °C do 1150 °C,czyli są dużo niższe niż temperatury wymagane przy spawaniu.
Probelmy spotykane podczas spawania konstrukcji stalowych z wysoką zawartością węgla, azotu, fosforu i siarki są całkowicie nieznane podczaslutowania i nie ma śladów utleniania (galmanów krzemowych) od strony grani.
SPAWANIE: trwałe łączenie dwóch lub więcej części, tak, aby zapewnić ciągłość materiałową pomiędzy nimi.
LUTOWANIE: złącze zapewnione jest przez fundamentalne zjawisko zwilżania, dyfuzji i kapilarności. Charakterystyka złącza determinowana jest przez używany lut, metale rodzime, szczelinę oraz metodę nagrzewania. Poprawnie zdefiniowaniei kontrola wszystkich tych elementów umożliwia dobre płynięcie lutu w złącze. Lutowanie zapewnia wymiarową integralność łączonych materiałów.
METAL A METAL A LUB BMETAL C
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en 8
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
PRZE
GLĄD

Typ płomienia Temperatura spalania (°C)
3 100
2 870
2 830
2 800
2 770
2 400
1 980
Tlen - acetylen
Tlen - propylen
Tlen - propan
Tlen - gaz ziemny
Tlen - gaz naturalny
Acetylen - powietrze
Propan - powietrze
Gaz naturalny - powietrze 1 750
TEMPERATURYRÓŻNYCH TYPÓW PŁOMIENIA
RÓŻNE METODY NAGRZEWANIA
PŁOMIEŃ TLEN - ACETYLEN
Płomień acetylenowo-tlenowy jest mieszanką dwóch gazów: tlenu i acetylenu, i jest używany do wytwarzania bardzo wysokich temperatur.
Użycie tego typu palników jest szeroko stosowane i wykorzystywane przy większościaplikacji.
TLEN-ACETYLEN
Lutowanie indukcyjne jest najczęściej wykorzystywane przy automatyzacji i przy złączach,gdzie wymagane jest precyzyjne i szybkie nagrzewanie.
INDUKCJA
I N D U K C J A
Palniki propan-powietrze są łatwe w obsłudze i szeroko dostępne na rynku.
W odróżnieniu od palników acetyleno-tlenowych, propanowo-powietrzne wykorzystująpowietrze z atmosfery, dlatego temperatura generowana podczas spalania gazów jest niższa a palnik dostarcza mniej energii.
Metodę nagrzewania należy dobierać bardzo ostrożnie, w zależności od temperaturtopnienia lutu.
PŁOMIEŃ PROPAN - POWIETRZE
PROPAN-POWIETRZE
Jest to metoda używana w produkcji wielkoseryjnej. Lutowanie odbywa się w piecutaśmowym lub przy bardzo skomplikowanych technologicznie elementach - w piecach próżniowych.
LUTOWANIE PIECOWE
P I E C
PŁOMIEŃ
Płomień używany podczas lutowania wytwarzany jest przez mieszankę gazu palnego (acetylen, wodór, propan, etc.) z tlenem, gazem, który aktywuje spalanie.
REGULACJA PŁOMIENIA
Płomień acetylenowo - tlenowy uzyskiwany jest z mieszanki tlunu i acetylenu w proporcjach determinujących jego właściwości (normlany, uleniający lub nawęglający). W tym samym czasie należy uwzględnić wielkość dyszy gazowej,odpowiedniej do danej grubości lutowanych materiałów.
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
9
PRZE
GLĄD
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
PRZEGLĄD
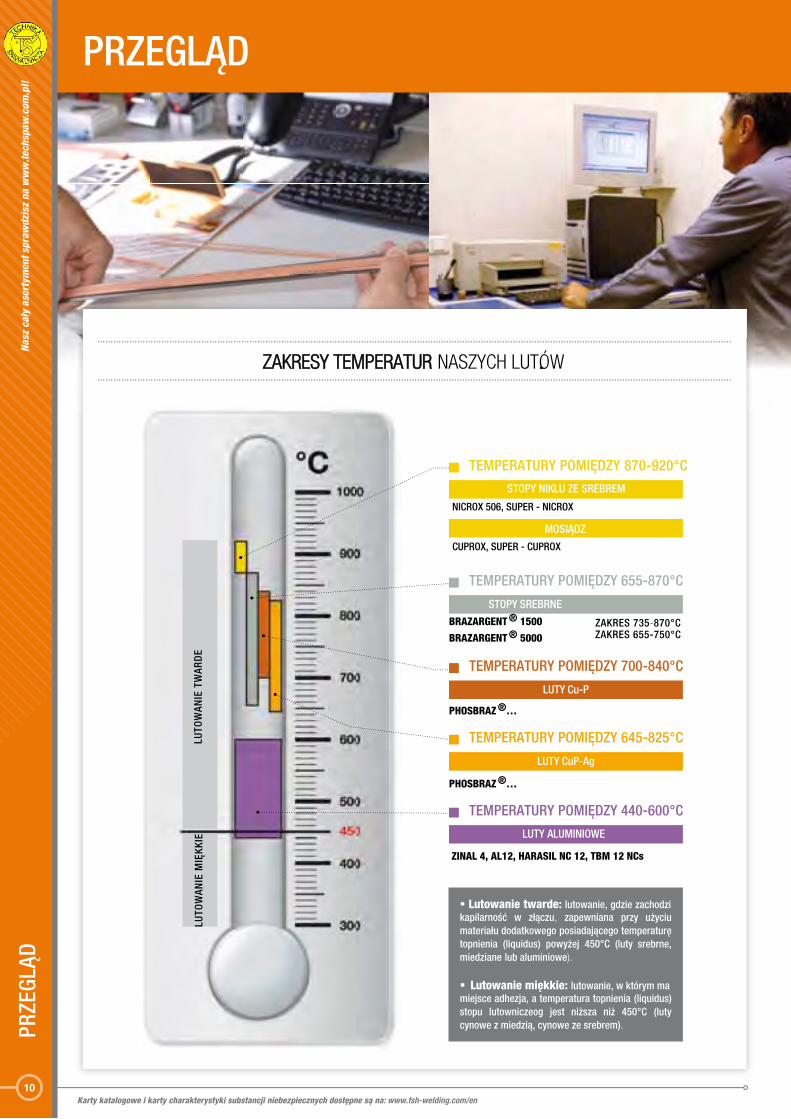
ZAKRESY TEMPERATUR NASZYCH LUTÓW
LUTO
WAN
IE T
WAR
DE
LUTO
WAN
IE M
IĘKK
IE
TEMPERATURY POMIĘDZY 870-920°C
PHOSBRAZ ®…
LUTY Cu-P
TEMPERATURY POMIĘDZY 700-840°C
PHOSBRAZ ®…
LUTY CuP-Ag
TEMPERATURY POMIĘDZY 645-825°C
Lutowanie twarde: lutowanie, gdzie zachodzi kapilarność w złączu, zapewniana przy użyciu materiału dodatkowego posiadającego temperaturę topnienia (liquidus) powyżej 450°C (luty srebrne, miedziane lub aluminiowe).
Lutowanie miękkie: lutowanie, w którym mamiejsce adhezja, a temperatura topnienia (liquidus) stopu lutowniczeog jest niższa niż 450°C (luty cynowe z miedzią, cynowe ze srebrem).
TEMPERATURY POMIĘDZY 655-870°C
STOPY SREBRNE
BRAZARGENT ® 1500
BRAZARGENT ® 5000ZAKRES 735-870°C ZAKRES 655-750°C
LUTY
ZINAL 4, AL12, HARASIL NC 12, TBM 12 NCs
TEMPERATURY POMIĘDZY 440-600°C
10
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
PRZE
GLĄD
STOPY NIKLU ZE SREBREM
NICROX 506, SUPER - NICROX
MOSIĄDZ
CUPROX, SUPER - CUPROX
LUTY ALUMINIOWE
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

LUTY ZAWIERAJĄCE KADM (Cd) ZAKRES NASZYCH PRODUKTÓW ALTERNATYWNYCH
Melting temperature (°C)
Wybór 1: Temperatura topnienia (°C)
Temperaturatopnienia (°C)STOP
BRAZARGENT 2017 610-780 1
STOP ALTERNATYWNY
BRAZARGENT 1520 Si 690-810
Wybór 2: STOP ALTERNATYWNY-
-
BRAZARGENT 2020 610-780 1 BRAZARGENT 5025 680-760 2 BRAZARGENT 1520 Si 690-810
BRAZARGENT 2021 610-750 1 BRAZARGENT 5030 665-755 2 BRAZARGENT 5025 680-760
BRAZARGENT 2025 605-720 1 BRAZARGENT 5034 630-730 2 BRAZARGENT 5030 665-755
BRAZARGENT 2030 610-690 1 BRAZARGENT 5040 650-710 2 BRAZARGENT 5034 630-730
BRAZARGENT 2034 610-670 1 BRAZARGENT 5045 640-680 2 BRAZARGENT 5038 660-700
BRAZARGENT 2035 610-700 1 BRAZARGENT 5045 640-680 2 BRAZARGENT 5040 650-710
BRAZARGENT 2040 595-6301 BRAZARGENT 5055 630-660
2 BRAZARGENT 5045 640-680or 1 BRAZARGENT 5056 620-655
BRAZARGENT 2042 610-6201 BRAZARGENT 5056 620-655
2 BRAZARGENT 5045 640-680or 1 BRAZARGENT 5055 630-660
BRAZARGENT 2045 605-620 1 BRAZARGENT 5056 620-655 2 BRAZARGENT 5055 630-660
BRAZARGENT 2050 625-635 1 BRAZARGENT 5056 620-655 2 BRAZARGENT 5055 630-660
BRAZARGENT 2550 635-660 1 BRAZARGENT 3049+ 680-705 - -
Szczegółowe informacje, prosimy o kontakt z Działem Technicznym: [email protected]
ALTERNATYWNYCH PRODUKTÓW BEZ KADMU!
STOPY LUTOWNICZE ZAWIERAJĄCE KADM ZOSTAŁY ZAKAZANE W UNII EUROPEJSKIEJ W GRUDNIU 2011 (USTAWA (EU) NO. 494/2011) I JEGO UŻYCIE NIE JEST JUŻ MOŻLIWE.
KRYTERIA WYBORU ZAMIENNYCH MATERIAŁÓW DODATKOWYCH
1 Wybór 1: stop, który jest zamiennikiem do lutów zawierających kadm2 Wybór 2: inny, możliwy do wykorzystania stop
ZAKAZ UŻYWANIA KADMUW STOPACH DO LUTOWANIA
ODKRYJNASZ PEŁNY ZAKRES
FABRICATION FRANÇAISE
MADE IN FRANCE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
LUTY
SRE
BRNE
11
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
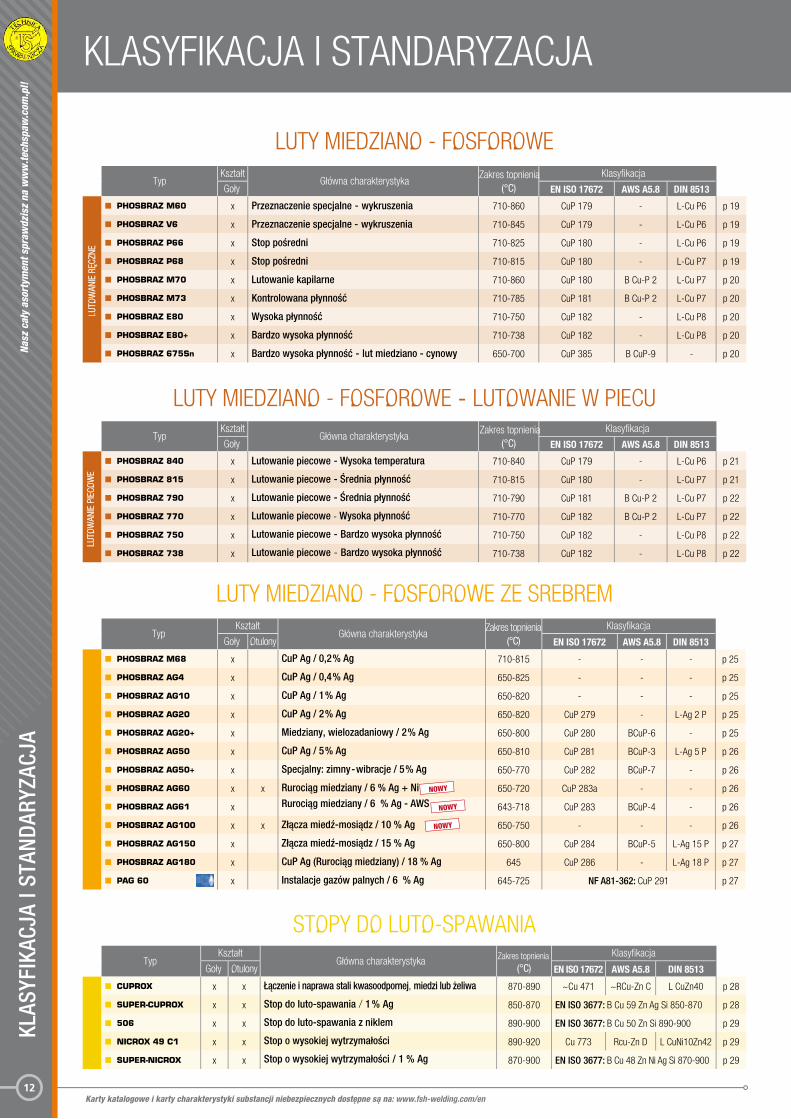
KLASYFIKACJA I STANDARYZACJA
STOPY DO LUTO-SPAWANIA Typ
KształtGłówna charakterystyka Zakres topnienia
(°C)
Klasyfikacja
Goły Otulony EN ISO 17672 AWS A5.8 DIN 8513
CUPROX x x 870-890 ~Cu 471 ~RCu-Zn C L CuZn40 p 28
SUPER-CUPROX x x 850-870 EN ISO 3677: B Cu 59 Zn Ag Si 850-870 p 28
506 x x 890-900 EN ISO 3677: B Cu 50 Zn Si 890-900 p 29
NICROX 49 C1 x x 890-920 Cu 773 Rcu-Zn D L CuNi10Zn42 p 29
SUPER-NICROX x x
Łączenie i naprawa stali kwasoodpornej, miedzi lub żeliwa
Stop do luto-spawania / 1 % Ag
Stop do luto-spawania z niklem
Stop o wysokiej wytrzymałości
Stop o wysokiej wytrzymałości / 1 % Ag 870-900 EN ISO 3677: B Cu 48 Zn Ni Ag Si 870-900 p 29
LUTY MIEDZIANO - FOSFOROWE
TypKształt
Główna charakterystykaZakres topnienia
(°C)Klasyfikacja
Goły EN ISO 17672 AWS A5.8 DIN 8513
LUTO
WAN
IE R
ĘCZN
E
PHOSBRAZ M60 x 710-860 CuP 179 - L-Cu P6 p 19
PHOSBRAZ V6 x 710-845 CuP 179 - L-Cu P6 p 19
PHOSBRAZ P66 x 710-825 CuP 180 - L-Cu P6 p 19
PHOSBRAZ P68 x 710-815 CuP 180 - L-Cu P7 p 19
PHOSBRAZ M70 x 710-860 CuP 180 B Cu-P 2 L-Cu P7 p 20
PHOSBRAZ M73 x 710-785 CuP 181 B Cu-P 2 L-Cu P7 p 20
PHOSBRAZ E80 x 710-750 CuP 182 - L-Cu P8 p 20
PHOSBRAZ E80+ x 710-738 CuP 182 - L-Cu P8 p 20
PHOSBRAZ 675Sn x
Przeznaczenie specjalne - wykruszenia
Przeznaczenie specjalne - wykruszenia
Stop pośredni
Stop pośredni
Lutowanie kapilarne
Kontrolowana płynność
Wysoka płynność
Bardzo wysoka płynność
Bardzo wysoka płynność - lut miedziano - cynowy 650-700 CuP 385 B CuP-9 - p 20
LUTY MIEDZIANO - FOSFOROWE ZE SREBREM
TypKształt
Główna charakterystykaZakres topnienia
(°C)
Klasyfikacja
Goły Otulony EN ISO 17672 AWS A5.8 DIN 8513
PHOSBRAZ M68 x 710-815 - - - p 25
PHOSBRAZ AG4 x 650-825 - - - p 25
PHOSBRAZ AG10 x 650-820 - - - p 25
PHOSBRAZ AG20 x 650-820 CuP 279 - L-Ag 2 P p 25
PHOSBRAZ AG20+ x 650-800 CuP 280 BCuP-6 - p 25
PHOSBRAZ AG50 x 650-810 CuP 281 BCuP-3 L-Ag 5 P p 26
PHOSBRAZ AG50+ x 650-770 CuP 282 BCuP-7 - p 26
PHOSBRAZ AG60 x x NOWY 650-720 CuP 283a - - p 26
PHOSBRAZ AG61 x NOWY 643-718 CuP 283 BCuP-4 - p 26
PHOSBRAZ AG100 x x NOWY 650-750 - - - p 26
PHOSBRAZ AG150 x 650-800 CuP 284 BCuP-5 L-Ag 15 P p 27
PHOSBRAZ AG180 x 645 CuP 286 - L-Ag 18 P p 27
PAG 60 x
CuP Ag / 0,2 % Ag
CuP Ag / 0,4 % Ag
CuP Ag / 1 % Ag
CuP Ag / 2 % Ag
Miedziany, wielozadaniowy / 2 % Ag
CuP Ag / 5 % Ag
Specjalny: zimny - wibracje / 5 % Ag
Rurociąg miedziany / 6 % Ag + Ni
Rurociąg miedziany / 6 % Ag - AWS
Złącza miedź-mosiądz / 10 % Ag
Złącza miedź-mosiądz / 15 % Ag
CuP Ag (Rurociąg miedziany) / 18 % Ag
Instalacje gazów palnych / 6 % Ag 645-725 NF A81-362: CuP 291 p 27
LUTY MIEDZIANO - FOSFOROWE - LUTOWANIE W PIECUTyp
KształtGłówna charakterystyka
Zakres topnienia(°C)
Klasyfikacja
Goły EN ISO 17672 AWS A5.8 DIN 8513
LUTO
WAN
IE P
IECO
WE
PHOSBRAZ 840 x 710-840 CuP 179 - L-Cu P6 p 21
PHOSBRAZ 815 x 710-815 CuP 180 - L-Cu P7 p 21
PHOSBRAZ 790 x 710-790 CuP 181 B Cu-P 2 L-Cu P7 p 22
PHOSBRAZ 770 x 710-770 CuP 182 B Cu-P 2 L-Cu P7 p 22
PHOSBRAZ 750 x 710-750 CuP 182 - L-Cu P8 p 22
PHOSBRAZ 738 x
Lutowanie piecowe - Wysoka temperatura
Lutowanie piecowe - Średnia płynność
Lutowanie piecowe - Średnia płynność
Lutowanie piecowe - Wysoka płynność
Lutowanie piecowe - Bardzo wysoka płynność
Lutowanie piecowe - Bardzo wysoka płynność 710-738 CuP 182 - L-Cu P8 p 22
KLAS
YFIK
ACJA
I ST
ANDA
RYZA
CJA
12
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
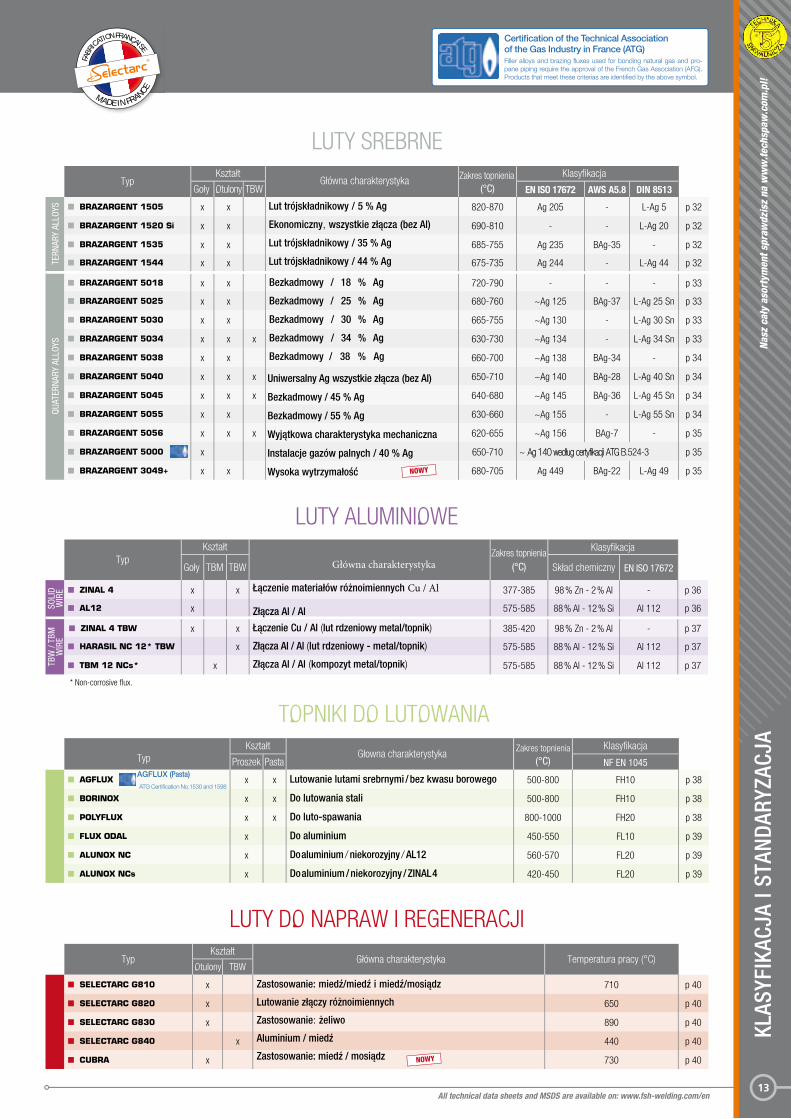
LUTY SREBRNE
TypKształt
Główna charakterystyka Zakres topnienia (°C)
Klasyfikacja
Goły Otulony TBW EN ISO 17672 AWS A5.8 DIN 8513
TER
NARY
ALL
OYS BRAZARGENT 1505 x x 820-870 Ag 205 - L-Ag 5 p 32
BRAZARGENT 1520 Si x x 690-810 - - L-Ag 20 p 32
BRAZARGENT 1535 x x 685-755 Ag 235 BAg-35 - p 32
BRAZARGENT 1544 x x
Lut trójskładnikowy / 5 % Ag
Ekonomiczny, wszystkie złącza (bez Al)
Lut trójskładnikowy / 35 % Ag
Lut trójskładnikowy / 44 % Ag 675-735 Ag 244 - L-Ag 44 p 32
QUAT
ERNA
RY A
LLOY
S
BRAZARGENT 5018 x x 720-790 - - - p 33
BRAZARGENT 5025 x x 680-760 ~Ag 125 BAg-37 L-Ag 25 Sn p 33
BRAZARGENT 5030 x x 665-755 ~Ag 130 - L-Ag 30 Sn p 33
BRAZARGENT 5034 x x x 630-730 ~Ag 134 - L-Ag 34 Sn p 33
BRAZARGENT 5038 x x
Bezkadmowy / 18 % Ag
Bezkadmowy / 25 % Ag
Bezkadmowy / 30 % Ag
Bezkadmowy / 34 % Ag
Bezkadmowy / 38 % Ag 660-700 ~Ag 138 BAg-34 - p 34
BRAZARGENT 5040 x x x 650-710 ~Ag 140 BAg-28 L-Ag 40 Sn p 34
BRAZARGENT 5045 x x x 640-680 ~Ag 145 BAg-36 L-Ag 45 Sn p 34
BRAZARGENT 5055 x x 630-660 ~Ag 155 - L-Ag 55 Sn p 34
BRAZARGENT 5056 x x x 620-655 ~Ag 156 BAg-7 - p 35
BRAZARGENT 5000 x 650-710 ~ Ag 140 według certyfikacji ATG B.524-3 p 35
BRAZARGENT 3049+ x x
Uniwersalny Ag wszystkie złącza (bez Al)
Bezkadmowy / 45 % Ag
Bezkadmowy / 55 % Ag
Wyjątkowa charakterystyka mechaniczna
Instalacje gazów palnych / 40 % Ag
Wysoka wytrzymałość NOWY 680-705 Ag 449 BAg-22 L-Ag 49 p 35
LUTY ALUMINIOWE
TypKształt
Zakres topnienia(°C)
Klasyfikacja
Goły TBM TBW Skład chemiczny EN ISO 17672
SOLI
D W
IRE ZINAL 4 x x 377-385 98 % Zn - 2 % Al - p 36
AL12 x
Główna charakterystyka
Łączenie materiałów różnoimiennych Cu / Al
Złącza Al / Al 575-585 88 % Al - 12 % Si Al 112 p 36
TBW
/ TB
M
WIR
E
ZINAL 4 TBW x x 385-420 98 % Zn - 2 % Al - p 37
HARASIL NC 12* TBW x 575-585 88 % Al - 12 % Si Al 112 p 37
TBM 12 NCs* x
Łączenie Cu / Al (lut rdzeniowy metal/topnik)
Złącza Al / Al (lut rdzeniowy - metal/topnik)
Złącza Al / Al (kompozyt metal/topnik) 575-585 88 % Al - 12 % Si Al 112 p 37
* Non-corrosive fl ux.
LUTY DO NAPRAW I REGENERACJI
TypKształt
Główna charakterystyka Temperatura pracy (°C)Otulony TBW
SELECTARC G810 x 710 p 40
SELECTARC G820 x 650 p 40
SELECTARC G830 x 890 p 40
SELECTARC G840 x 440 p 40
CUBRA x
Zastosowanie: miedź/miedź i miedź/mosiądz
Lutowanie złączy różnoimiennych
Zastosowanie: żeliwo
Aluminium / miedź
Zastosowanie: miedź / mosiądz NOWY 730 p 40
FABRICATION FRANÇAISE
MADE IN FRANCE
TOPNIKI DO LUTOWANIAKształt
Głowna charakterystyka Zakres topnienia(°C)
Klasyfikacja
Proszek Pasta NF EN 1045
AGFLUX
TypAGFLUX (Pasta)
ATG Certifi cation No.1530 and 1598x x 500-800 FH10 p 38
BORINOX x x 500-800 FH10 p 38
POLYFLUX x x 800-1000 FH20 p 38
FLUX ODAL x 450-550 FL10 p 39
ALUNOX NC x 560-570 FL20 p 39
ALUNOX NCs x
Lutowanie lutami srebrnymi / bez kwasu borowego
Do lutowania stali
Do luto-spawania
Do aluminium
Do aluminium / niekorozyjny / AL12
Do aluminium / niekorozyjny / ZINAL 4 420-450 FL20 p 39
Certifi cation of the Technical Association of the Gas Industry in France (ATG) Filler alloys and brazing fl uxes used for bonding natural gas and pro-pane piping require the approval of the French Gas Association (AFG). Products that meet these criterias are identifi ed by the above symbol.
All technical data sheets and MSDS are available on: www.fsh-welding.com/en
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
13
KLAS
YFIK
ACJA
I ST
ANDA
RYZA
CJA

14
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
HJA
K W
YBIE
RAĆ
Z GA
MY
NAS
ZYCH
PRO
DUKT
ÓW?
JAK WYBIERAĆ?
WYBÓR PRODUKTÓWW ZALEŻNOŚCI OD MATERIAŁÓW RODZIMYCH
PRODUKTY ZGODNE Z DYREKTYWĄ O SUBSTANCJACH NIEBEZPIECZNYCH (RoHS)
MATERIAŁY
RODZIME STAL ALUMINIUM MIEDŹŻELIWO
(PODGRZEWANIE I WOLNE CHŁODZENIE)
STAL
KWASOODPORNAMOSIĄDZ
STAL GALWANICZNA
NIKIEL
BRAZARGENT 5040*
BRAZARGENT 5056*-
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5040*
BRAZARGENT 5056*
CUPROX ENROBÉ
BRAZARGENT 1520Si*
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5040*
BRAZARGENT 5056*
CUPROX ENROBÉ
BRAZARGENT 1520Si*ZINAL 4 TBW
CUPROX ENROBÉ
BRAZARGENT 5034*
CUPROX ENROBÉ
BRAZARGENT 5034*
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5034*
BRAZARGENT 5040*
CUPROX ENROBÉ
BRAZARGENT 5034*
BRAZARGENT 5034*
BRAZARGENT 5040*ZINAL 4 TBW
PHOSBRAZ AG100ENROBÉ
BRAZARGENT 5034*
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5040*
BRAZARGENT 5056*
PHOSBRAZ AG100ENROBÉ
BRAZARGENT 5034*
BRAZARGENT 5040*
BRAZARGENT 5056*ZINAL 4 TBW
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5040*
BRAZARGENT 5056*
BRAZARGENT 5040*
BRAZARGENT 5056*
CUPROX ENROBÉ
BRAZARGENT 5040*-
CUPROX ENROBÉ
BRAZARGENT 5040*
CUPROX ENROBÉ
BRAZARGENT 5040*
CUPROX ENROBÉ
BRAZARGENT 1520Si*ZINAL 4 TBW
PHOSBRAZ M73(złącza standard)
PHOSBRAZ M60(wykruszenia)
ZINAL 4 TBWHARASIL NC 12 TBW
TBM 12 NCs
CUPROX ENROBÉ
BRAZARGENT 1520Si*
Ref. *: do użycia w połączeniu z topnikiem AGFLUX, lub Kształt luty otulone lub TBW. Ref.: topnik w składzie lub luty samotopnikujące.Ref.: ENROBE - luty otulone topnikiem
1wszy WYBÓR “STANDARD”:Najlepsze rozwiązanie w znaczeniu jakość-koszt.
2gi WYBÓR “WŁAŚCIWOŚCI TECHNICZNE”: Rozwiązanie umożliwiające łatwe zastosowanie i optymalny efekt końcowy.
MOŻEMY TWORZYĆ LUTY WEDŁUG TWOJEJ
SPECYFIKACJI
SKONTAKTUJ SIĘ Z NAMI!!
NIKIEL
STAL
GALWANI-CZNA
MOSIĄDZ
STAL
KWASO-ODPORNA
MIEDŹ
ŻELIWO (PODGRZEWANIE
I WOLNECHŁODZENIE)
ALUMINIUM
STAL
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
NASZE PRODUKTY
HOW TO CHOOSE?
LUTY
MIED
ZIANO -
FOSFO
ROWE
LUTY
MIED
ZIANO -
FOSFO
ROWE
DO LUTO
WANIA PIEC
OWEGO
LUTY
MIED
ZIANO -
FOSFO
ROWE ZE S
REBREM
STOPY
DO LUTO
-SPA
WANIA
LUTY
NA OSNOWIE SREB
RA
LUTY
ALUMINIOWE
TOPN
IKI
LUTY
DO NAPRAW I R
EGEN
ERACJI

STOPY CuP+ ZALETY PRODUKTU: fosfor, który jest obecny w stopach miedziano - fosforowych
nadaje stopowi właściwości samotopnikujących przy lutowaniu elementów miedzianych. Lut stosuje się przy łączeniu elementów miedzianych oraz miedzianych i mosiężnych przy użyciu topnika. Główne zastosowanie znajduje przy rurociągach wykonanych z miedzi.
Nazwa lutu Płynność Charakterystyka
PHOSBRAZ E80+BARDZO WYSOKA Stopy niskotemperaturowe.
Złącza o ciasnych szczelinach.PHOSBRAZ 675Sn
PHOSBRAZ E80 WYSOKA
PHOSBRAZ M70DOBRA
Ten gatunek jest przeznaczony do lutowania złączek i końcówek.
Standardowe szczeliny.PHOSBRAZ M73
PHOSBRAZ P66ŚREDNIA Lutowanie sczepne
PHOSBRAZ P68
PHOSBRAZ M60PÓŁSTAŁE Zalecany do połączeń rurowych, wykruszenia.
PHOSBRAZ V6
KRYTERIA WYBORU - PŁYNNOŚĆ LUTÓW Z GAMY CuP
PUNKTY TOPIENIA NASZYCH STOPÓW GWARANTOWANE SĄ W ZAKRESIE ± 3 °C, CO ZAPEWNIA SPÓJNOŚĆ PRZY TWOJEJ PRODUKCJI.
W odróżnieniu od większości lutów w tym katalogu, nasze stopy PHOSBRAZ ®
posiadają wysatrczającą płynność lutowniczą w temperaturach znacznie poniżej punktu liquidus.
PHOSBRAZ ® jest zarejestrowanym znakiem towarowym oznaczającym najbardziej wyczerpującą gamę stopów fosforowych z REBOUD - ROCHE.
Luty PHOSBRAZ ® są wyłącznie przeznaczone do pracy z miedzią i jej stopami.
STOP
Y M
IEDZ
IAN
O -
FOSF
OROW
E
16
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
WYBÓRWYBÓRstopy półstałeduże szczeliny, do 2 mm
standardowa płynnośćstandardowe szczeliny
wysoka płynnośćciasne szczeliny
PHOSBRAZ E80+PHOSBRAZ M73PHOSBRAZ M60
Stopy niskotemperaturowe.Złącza o ciasnych szczelinach.
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

KRYTERIA WYBORU - PUNKT TOPNIENIA / TEMPERATURA LUTOWANIA
Charakterystyki techniczne Skład chemiczny
Typ Solidus (°C)
Liquidus(°C)
Temperaturalutowania (°C) Rm (MPa) A (%) P (%) Sn (%) Cu (%)
LUTO
WAN
IE R
ĘCZN
E
PHOSBRAZ M60 710 860 760 550 6 6 - Reszta
PHOSBRAZ V6 710 845 760 550 5 6.3 - Reszta
PHOSBRAZ P66 710 825 730 500 4 6.6 - Reszta
PHOSBRAZ P68 710 815 730 450 4 6.8 - Reszta
PHOSBRAZ M70 710 805 730 450 4 7 - Reszta
PHOSBRAZ M73 710 785 730 450 4 7.3 - Reszta
PHOSBRAZ E80 710 750 720 450 3 7.8 - Reszta
PHOSBRAZ E80+ 710 738 720 400 2 8 - Reszta
PHOSBRAZ 675Sn 650 700 700 350 2 6.75 7 Reszta
Punkt topnienia (°C)
650
880
860
840
820
800
780
760
740
720
700
680
660
640
LUTOWANIE RĘCZNE
V6 P66 P68 M70 M73 E80 E80+ 675SnM60 PHOSBRAZ ®
Produkt
710
860
710 710 710 710 710
710 710
738
845
825815
805
785
750
700
720
760 760
730 730 730 730720
Solidus (°C) Liquidus (°C) Tempeartura lutowania°C)
STOP
Y M
IEDZ
IAN
O -
FOSF
OROW
ENa
sz c
ały
asor
tym
ent s
praw
dzis
z na
ww
w.te
chsp
aw.c
om.p
l!
17
STOPY MIEDZIANO - FOSFOROWE
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
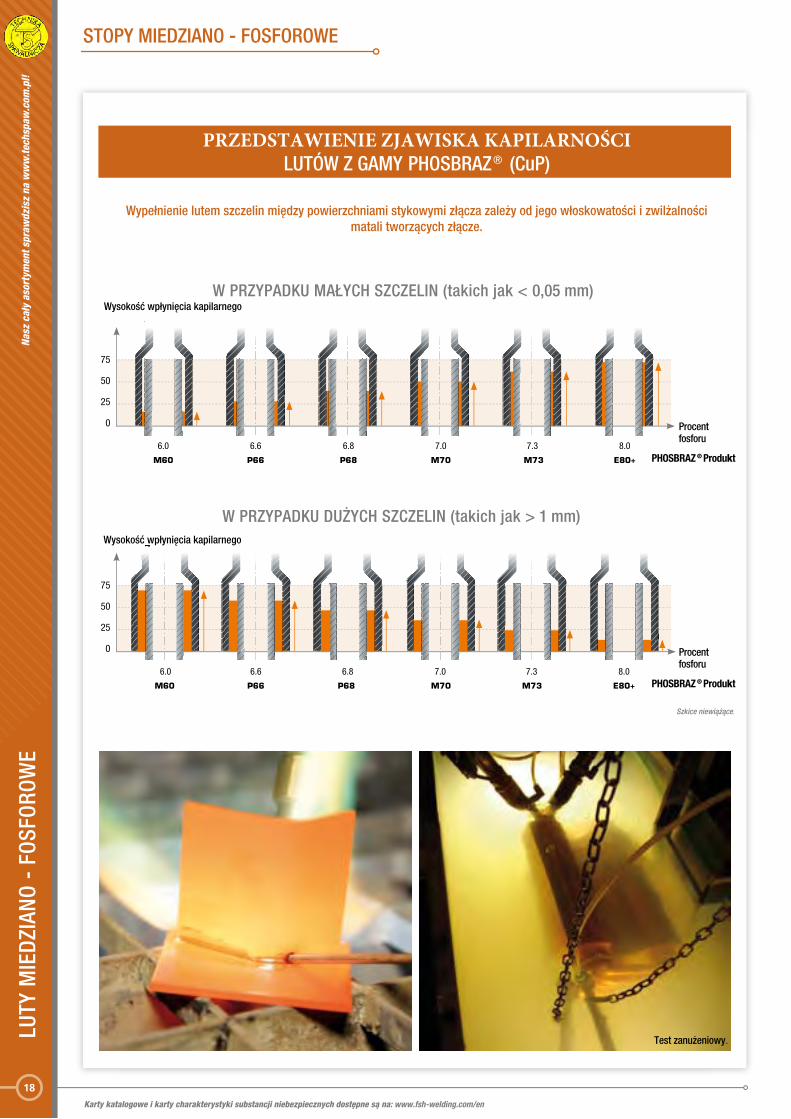
PRZEDSTAWIENIE ZJAWISKA KAPILARNOŚCI LUTÓW Z GAMY PHOSBRAZ ® (CuP)
Wypełnienie lutem szczelin między powierzchniami stykowymi złącza zależy od jego włoskowatości i zwilżalności matali tworzących złącze.
75
50
25
0 Procent
W PRZYPADKU MAŁYCH SZCZELIN (takich jak < 0,05 mm)Wysokość wpłynięcia kapilarnego
fosforu
PHOSBRAZ ® Produkt6.0
M60
Capillary riseCapillary rise
6.6
P66
6.8
P68
7.0
M70
7.3
M73
8.0
E80+
75
50
25
0 Procent
W PRZYPADKU DUŻYCH SZCZELIN (takich jak > 1 mm)
6.8
P68
fosforu
PHOSBRAZ ® Produkt8.0
E80+
7.3
M73
7.0
M70
6.6
P66
6.0
M60
Capillary riseCapillary rise
Szkice niewiążące.
Test zanużeniowy.LUTY
MIE
DZIA
NO
- FO
SFOR
OWE
18
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
STOPY MIEDZIANO - FOSFOROWE
Wysokość wpłynięcia kapilarnego

EN ISO 17672 CuP 180 710 730 P 6.6 Rm (MPa) 500 Goły - -
AWS A5.8 - 825 Cu Reszta A (%) 4
DIN 8513 L-Cu P6 d (g/cm) 8.1
PHOSBRAZ P66 z zawartością fosforu 6,8 %, jest stopem o średniej płynności, umożliwiający pracę ze złączami o źle przygotowanych szczelinach, o zmiennej szerokości pomiędzy 0,5 mm i 1 mm. ZASTOSOWANIE: lutowanie połączeń w rurociągach miedzianych. Roboty instalacyjne.
EN ISO 17672 CuP 180 Solidus 710 730 P 6.8 Rm (MPa) 450 Goły - -
AWS A5.8 - Liquidus 815 Cu Reszta A (%) 4
DIN 8513 L-Cu P7 d (g/cm) 8
PHOSBRAZ P68, z zawartością fosforu 6,8 %, jest stopem o "standardowej" płynności, umożliwiającej pracę ze złączami o znormalizowanych szczelinach, ale niskiej jakości, z odchyłkami w tolerancjach (takimi jak połączenia miedziane wykonane z najtańszych materiałów). Lutowanie materiałów ze szczelinami do 1 mm. ZASTOSOWANIE: Połączenia miedź - miedź. Roboty instalacyjne.
Klasyfikacja
EN ISO 17672 CuP 179 710 760 P 6.3 Rm (MPa) 550 Goły - -
AWS A5.8 - 845 Cu Reszta A (%) 5
DIN 8513 L-Cu P6 d (g/cm) 8.1
PHOSBRAZ V6 zawartością fosforu 6.3 % jest lutem półpłynnym, który może być użyty do regeneracji elementów ukruszonych, z dużymi szczelinami. Używając tego lutu, w jego fazie półpłynnej podczas podgrzewania, można układać warstwy pomiędzy ściankami elementów oddalonych od siebie na odległość od 1 do 2 mm. ZASTOSOWANIE:lutowanie połączeń w rurociągach miedzianych. Roboty instalacyjne.
PHOSBRAZ V6
LUTOWANIE RĘCZNE
Zakrestopnienia (°C)
Temperaturapracy (°C)
Skład chemiczny (%)Właściwościmechaniczne Kształt
PRZEZNACZENIE SPECJALNE - WYKRUSZENIAA
EN ISO 17672 CuP 179 710 760 P 6 Rm (MPa) 550 Goły - -
AWS A5.8 - 860 Cu Reszta A (%) 6
DIN 8513 L-Cu P6 d (g/cm) 8.1
PHOSBRAZ M60 with 6 % phosphorus content is a thick alloy that allows brazing of tappings with large clearances. By maintaining this alloy in a viscous state during heating, you can build bridges between two walls located at a distance of 1 to 2 mm. APPLICATIONS: Brazing of copper-copper connecting pipes. Plumbing.
LUTY
MIE
DZIA
NO
- FO
SFOR
OWE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
19
LUTY MIEDZIANO - FOSFOROWE
PHOSBRAZ M60
Klasyfikacja
Klasyfikacja
PHOSBRAZ P66
PHOSBRAZ P68
Klasyfikacja
Zalecana metoda grzania
PRZEZNACZENIE SPECJALNE - WYKRUSZENIAA
Zalecana metoda grzaniaZakrestopnienia (°C)
Temperaturapracy (°C) Skład chemiczny (%)
Właściwościmechaniczne
Kształt
PÓŁSTAŁY
PÓŁSTAŁY
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny (%)
Skład chemiczny (%)
Właściwościmechaniczne
Właściwościmechaniczne
Kształt
Kształt
Zalecana metoda grzania
Zalecana metoda grzania
Solidus
Liquidus
Solidus
Liquidus
Solidus
Liquidus
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
EN ISO 17672 CuP 182 Solidus 710 720 P 7.8 Rm (MPa) 450 Goły -
AWS A5.8 - Liquidus 750 Cu Reszta A (%) 3
DIN 8513 L-Cu P8 d (g/cm) 8
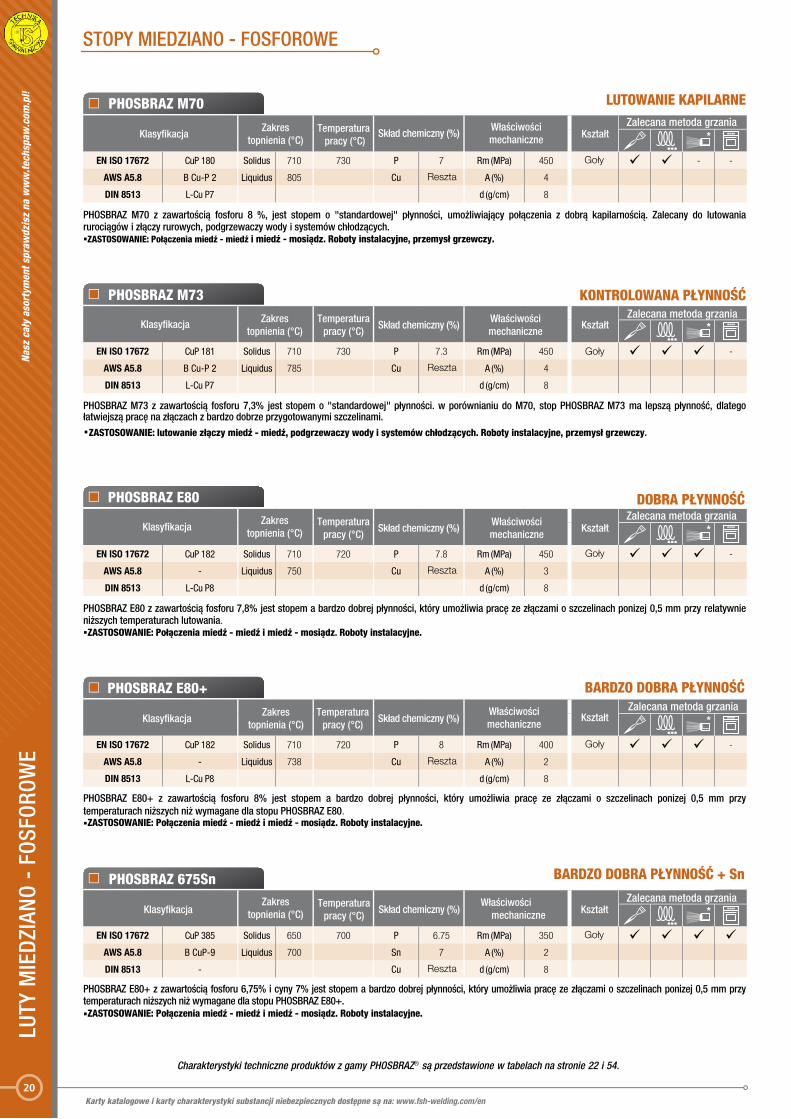
PHOSBRAZ E80 z zawartością fosforu 7,8% jest stopem a bardzo dobrej płynności, który umożliwia pracę ze złączami o szczelinach ponizej 0,5 mm przy relatywnie niższych temperaturach lutowania. ZASTOSOWANIE: Połączenia miedź - miedź i miedź - mosiądz. Roboty instalacyjne.
EN ISO 17672 CuP 385 Solidus 650 700 P 6.75 Rm (MPa) 350 Goły AWS A5.8 B CuP-9 Liquidus 700 Sn 7 A (%) 2
DIN 8513 - Cu Reszta d (g/cm) 8
PHOSBRAZ E80+ z zawartością fosforu 6,75% i cyny 7% jest stopem a bardzo dobrej płynności, który umożliwia pracę ze złączami o szczelinach ponizej 0,5 mm przy temperaturach niższych niż wymagane dla stopu PHOSBRAZ E80+. ZASTOSOWANIE: Połączenia miedź - miedź i miedź - mosiądz. Roboty instalacyjne.
EN ISO 17672 CuP 182 Solidus 710 720 P 8 Rm (MPa) 400 Goły -
AWS A5.8 - Liquidus 738 Cu Reszta A (%) 2
DIN 8513 L-Cu P8 d (g/cm) 8
PHOSBRAZ E80+ z zawartością fosforu 8% jest stopem a bardzo dobrej płynności, który umożliwia pracę ze złączami o szczelinach ponizej 0,5 mm przy temperaturach niższych niż wymagane dla stopu PHOSBRAZ E80. ZASTOSOWANIE: Połączenia miedź - miedź i miedź - mosiądz. Roboty instalacyjne.
EN ISO 17672 CuP 180 Solidus 710 730 P 7 Rm (MPa) 450 Goły - -
AWS A5.8 B Cu-P 2 Liquidus 805 Cu Reszta A (%) 4
DIN 8513 L-Cu P7 d (g/cm) 8
PHOSBRAZ M70 z zawartością fosforu 8 %, jest stopem o "standardowej" płynności, umożliwiający połączenia z dobrą kapilarnością. Zalecany do lutowania rurociągów i złączy rurowych, podgrzewaczy wody i systemów chłodzących. ZASTOSOWANIE: Połączenia miedź - miedź i miedź - mosiądz. Roboty instalacyjne, przemysł grzewczy.
EN ISO 17672 CuP 181 Solidus 710 730 P 7.3 Rm (MPa) 450 Goły -
AWS A5.8 B Cu-P 2 Liquidus 785 Cu Reszta A (%) 4
DIN 8513 L-Cu P7 d (g/cm) 8
PHOSBRAZ M73 z zawartością fosforu 7,3% jest stopem o "standardowej" płynności. w porównianiu do M70, stop PHOSBRAZ M73 ma lepszą płynność, dlatego łatwiejszą pracę na złączach z bardzo dobrze przygotowanymi szczelinami. ZASTOSOWANIE: lutowanie złączy miedź - miedź, podgrzewaczy wody i systemów chłodzących. Roboty instalacyjne, przemysł grzewczy.
Charakterystyki techniczne produktów z gamy PHOSBRAZ® są przedstawione w tabelach na stronie 22 i 54.
LUTY
MIE
DZIA
NO
- FO
SFOR
OWE
20
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
STOPY MIEDZIANO - FOSFOROWE
Klasyfikacja
Klasyfikacja
Klasyfikacja
Zakrestopnienia (°C)
Temperaturapracy (°C)
Skład chemiczny (%)Właściwościmechaniczne Kształt
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny (%)
Skład chemiczny (%)
Właściwościmechaniczne
Właściwościmechaniczne
Kształt
Kształt
Klasyfikacja
Klasyfikacja
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny (%)
Skład chemiczny (%)
Właściwościmechaniczne
Właściwościmechaniczne
LUTOWANIE KAPILARNEA
KONTROLOWANA PŁYNNOŚĆ
DOBRA PŁYNNOŚĆ
BARDZO DOBRA PŁYNNOŚĆ
BARDZO DOBRA PŁYNNOŚĆ + Sn
Kształt
Kształt
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
PHOSBRAZ M70
PHOSBRAZ M73
PHOSBRAZ E80
PHOSBRAZ E80+
PHOSBRAZ 675Sn
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

EN ISO 17672 CuP 180 Solidus 710 730 P 6.8 Rm (MPa) 450 Goły - - - AWS A5.8 - Liquidus 815 Cu Reszta A (%) 4
DIN 8513 L-Cu P7 d (g/cm) 8
Ten lut został opracowany do lutowania piecowego, zapewniając brak zjawiska likwacji. Samotopnikujący na miedzi. Punkt topienia: 840 °C ± 3 °C. ZASTOSOWANIE: lutowanie rurek miedzianych, elementów grzewczych, boilerów, oraz miedzianych wymienników ciepła.
EN ISO 17672 CuP 179 Solidus 710 730 P 6.4 Rm (MPa) 520 Goły - - - AWS A5.8 - Liquidus 840 Cu Reszta A (%) 5
DIN 8513 L-Cu P6 d (g/cm) 8.1
Ten lut został opracowany do lutowania piecowego, zapewniając brak zjawiska likwacji, będąc również odpowiednim stopem przy powolnym wzroście temperatury. Lut samotopnikujący przy miedzi. Gwaracja punktu topenia przy 815 °C (± 3 °C) daje całkowitą kontrolę nad powtarzalnością procesu. ZASTOSOWANIE: lutowanie rurek miedzianych, elementów grzewczych, boilerów, oraz miedzianych wymienników ciepła.
SELECTION CRITERIASMELTING POINT / WORKING TEMPERATURE
Charakterystyki techniczne Skład chemiczny
Typ Solidus(°C)
Liquidus(°C)
Temperatura pracy(°C) Rm (MPa) A (%) P (%) Cu (%)
LUTO
WAN
IE P
IECO
WE PHOSBRAZ 840 710 840 730 520 5 6.4 Reszta
PHOSBRAZ 815 710 815 730 450 4 6.8 Reszta
PHOSBRAZ 790 710 790 730 450 4 7.2 Reszta
PHOSBRAZ 770 710 770 730 450 4 7.5 Reszta
PHOSBRAZ 750 710 750 720 450 3 7.8 Reszta
PHOSBRAZ 738 710 738 720 400 2 8 Reszta
Punkt topienia (°C)
840
815
790
770
750
738
840
820
800
780
760
740
720
700
680
840 815 790 770 750 738 PHOSBRAZ ®
Produkt
710 710 710 710
730 730 730 730720 720
710
Luty z gamy PHOSBRAZ ® Oven gwarantują określone temperatury topienia, umożliwiając symultaniczne lutowanie kompleksowych elementów z punktami o różnych temperaturach. Typowo, gdy element przechodzi przez komorę pieca, jego wnętrze jest chłodniejsze, niż część zewnętrzna, dlatego temperatury lutowania są inne.
PUNKT TOPIENIA NASZYCH STOPÓW SĄ ZAGWARANTOWANE W TOLERANCJI ±3°C. TE LUTY ZOSTAŁY OPRACOWANE ABY ZAPOBIEGAĆ WYSTĘPOWANIU ZJAWISKA LIKWACJI METALU PODCZAS WZROSTU TEMPERATURY. 710
Solidus (°C) Liquidus (°C) Temperatura pracy (°C)
Charakterystyki techniczne produktów z gamy PHOSBRAZ® przedstawione są w tabeli na stronie 22 i 54.
LUTY
MIE
DZIA
NO-
FOSF
OROW
E -
LUTO
WAN
IE P
IECO
WE
21
STOPY MIEDZIANO-FOSFOROWE - LUTOWANIE PIECOWE
PHOSBRAZ 840
PHOSBRAZ 815
Klasyfikacja
Klasyfikacja
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny (%)
Skład chemiczny (%)
Właściwościmechaniczne
Właściwościmechaniczne
Kształt
Kształt
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
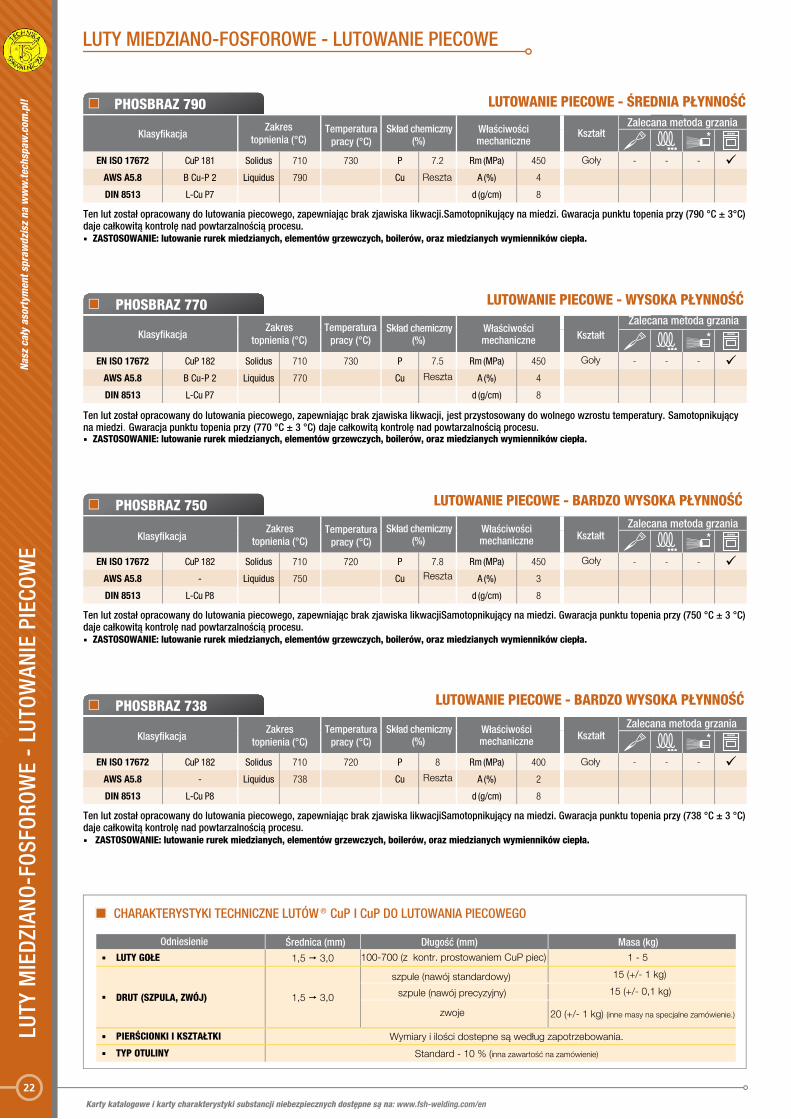
LUTOWANIE PIECOWE - WYSOKA TEMPERATURA
LUTOWANIE PIECOWE - ŚREDNIA PŁYNNOŚĆ
Zalecana metoda grzania
Zalecana metoda grzania
EN ISO 17672 CuP 182 Solidus 710 720 P 8 Rm (MPa) 400 - - - AWS A5.8 - Liquidus 738 Cu A (%) 2
DIN 8513 L-Cu P8 d (g/cm) 8
Ten lut został opracowany do lutowania piecowego, zapewniając brak zjawiska likwacjiSamotopnikujący na miedzi. Gwaracja punktu topenia przy (738 °C ± 3 °C) daje całkowitą kontrolę nad powtarzalnością procesu. ZASTOSOWANIE: lutowanie rurek miedzianych, elementów grzewczych, boilerów, oraz miedzianych wymienników ciepła.
EN ISO 17672 CuP 182 Solidus 710 720 P 7.8 Rm (MPa) 450 - - - AWS A5.8 - Liquidus 750 Cu A (%) 3
DIN 8513 L-Cu P8 d (g/cm) 8
Ten lut został opracowany do lutowania piecowego, zapewniając brak zjawiska likwacjiSamotopnikujący na miedzi. Gwaracja punktu topenia przy (750 °C ± 3 °C) daje całkowitą kontrolę nad powtarzalnością procesu. ZASTOSOWANIE: lutowanie rurek miedzianych, elementów grzewczych, boilerów, oraz miedzianych wymienników ciepła.
EN ISO 17672 CuP 182 Solidus 710 730 P 7.5 Rm (MPa) 450 - - - AWS A5.8 B Cu-P 2 Liquidus 770 Cu A (%) 4
DIN 8513 L-Cu P7 d (g/cm) 8
Ten lut został opracowany do lutowania piecowego, zapewniając brak zjawiska likwacji, jest przystosowany do wolnego wzrostu temperatury. Samotopnikujący na miedzi. Gwaracja punktu topenia przy (770 °C ± 3 °C) daje całkowitą kontrolę nad powtarzalnością procesu. ZASTOSOWANIE: lutowanie rurek miedzianych, elementów grzewczych, boilerów, oraz miedzianych wymienników ciepła.
EN ISO 17672 CuP 181 Solidus 710 730 P 7.2 Rm (MPa) 450 - - - AWS A5.8 B Cu-P 2 Liquidus 790 Cu A (%) 4
DIN 8513 L-Cu P7 d (g/cm) 8
Ten lut został opracowany do lutowania piecowego, zapewniając brak zjawiska likwacji.Samotopnikujący na miedzi. Gwaracja punktu topenia przy (790 °C ± 3°C) daje całkowitą kontrolę nad powtarzalnością procesu. ZASTOSOWANIE: lutowanie rurek miedzianych, elementów grzewczych, boilerów, oraz miedzianych wymienników ciepła.
CHARAKTERYSTYKI TECHNICZNE LUTÓW ® CuP I CuP DO LUTOWANIA PIECOWEGO
LUTY
MIE
DZIA
NO-
FOSF
OROW
E -
LUTO
WAN
IE P
IECO
WE
22
LUTY MIEDZIANO-FOSFOROWE - LUTOWANIE PIECOWE
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl! PHOSBRAZ 790
PHOSBRAZ 770
PHOSBRAZ 750
PHOSBRAZ 738
Klasyfikacja
Klasyfikacja
Klasyfikacja
Klasyfikacja
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Zakrestopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny (%)
Właściwości
Skład chemiczny (%)
Skład chemiczny (%)
Skład chemiczny (%)
mechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
LUTOWANIE PIECOWE - ŚREDNIA PŁYNNOŚĆ
LUTOWANIE PIECOWE - WYSOKA PŁYNNOŚĆ
LUTOWANIE PIECOWE - BARDZO WYSOKA PŁYNNOŚĆ
LUTOWANIE PIECOWE - BARDZO WYSOKA PŁYNNOŚĆ
Kształt
Kształt
Kształt
Kształt
Reszta
Reszta
Reszta
Reszta
Goły
Goły
Goły
Goły
LUTY GOŁE 1,5 3,0 100-700 (z kontr. prostowaniem CuP piec)
DRUT (SZPULA, ZWÓJ) 1,5 3,0
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
Średnica (mm)Odniesienie Długość (mm) Masa (kg)
szpule (nawój standardowy)
szpule (nawój precyzyjny)
zwoje
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 10 % (inna zawartość na zamówienie)
1 - 5
15 (+/- 1 kg)
15 (+/- 0,1 kg)
20 (+/- 1 kg) (inne masy na specjalne zamówienie.)

STOPY CuP - Ag+ ZALETY PRODUKTU: dodanie srebra do lutów miedziano - fosforowych spowodowało
obniżenie ich temperatury topnienia. Ten pierwiastek udoskonalił także strukturę stopu, polepszył właściwości przewodności elektrycznej oraz zwiększył plastyczność lutu.
Przykłady zastosowania: produkcja silników elektrycznych, klimatyzacji, etc.
Nazwa lutu Płynność Charakterystyka
PHOSBRAZ AG180
WYSOKATe stopy topią się przy niskiej
temperaturze. Złącza z wąskimi szczelinami.
PAG 60
PHOSBRAZ AG60
PHOSBRAZ AG61
PHOSBRAZ M68
DOBRAStopy do używania przy lutowaniu złączy w
systemach pracujących przy niskich temperaturach (jak np klimatyzacja).
PHOSBRAZ AG20+
PHOSBRAZ AG50+
PHOSBRAZ AG100
PHOSBRAZ M68
ŚREDNIA
Standardowe szczeliny. AG150 jest odpowiedni przy złączach wymagających dobrej przewodności
elektrycznej.
PHOSBRAZ AG4
PHOSBRAZ AG10
PHOSBRAZ AG20
PHOSBRAZ AG50
PHOSBRAZ AG150
KRYTERIA WYBORU - ZAKRES PŁYNNOŚCI LUTÓW Z ZAKRESU CuP-Ag
LUTY
MIE
DZIA
NO-
FOSF
OROW
E ZE
SRE
BREM
23
WYBÓRWYBÓRPHOSBRAZ AG20+ wielozadaniowyekonomiczny
PHOSBRAZ AG50+ łatwy w dozowaniudobra odporność na wibrację
PHOSBRAZ AG100 złącza miedź - mosiądzszczególnie dobry stosunek cena / jakość
PHOSBRAZ AG150 złącza elektrycznestandard przy dużych szczelinach
PHOSBRAZ AG60 rurociągi miedzianebardzo wąskie szczeliny
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
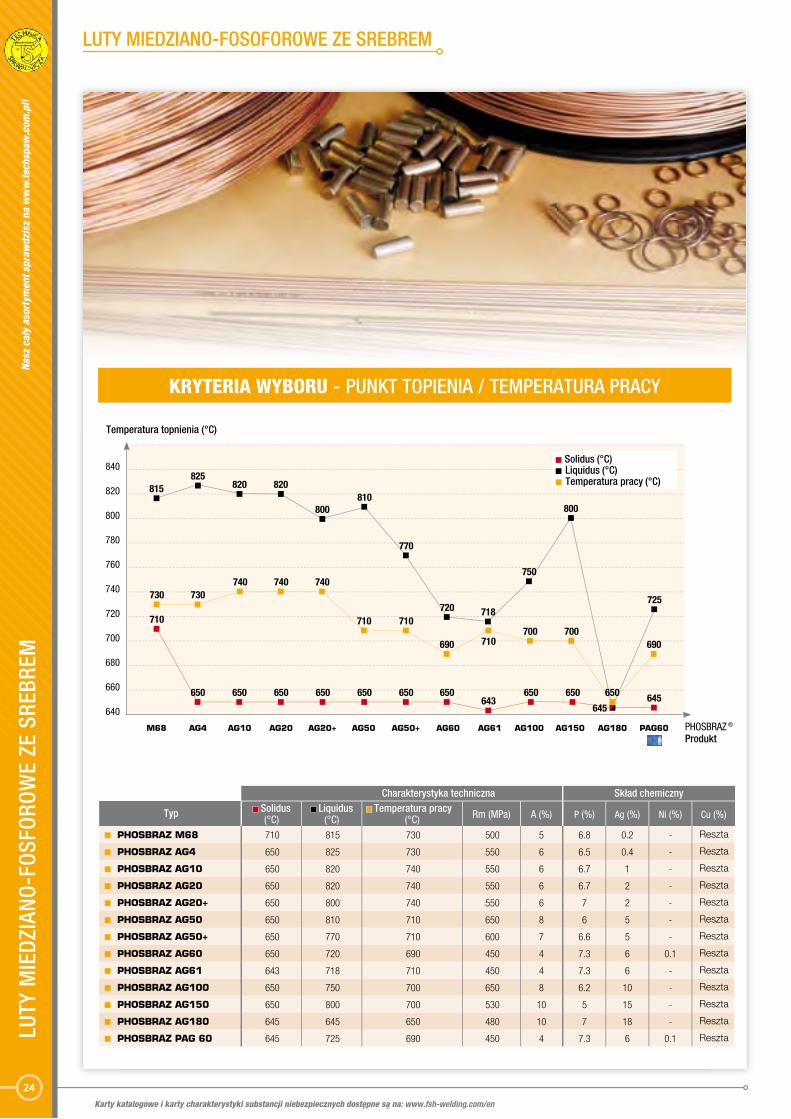
Charakterystyka techniczna Skład chemiczny
Typ Solidus(°C)
Liquidus(°C)
Temperatura pracy(°C) Rm (MPa) A (%) P (%) Ag (%) Ni (%) Cu (%)
PHOSBRAZ M68 710 815 730 500 5 6.8 0.2 - Reszta
PHOSBRAZ AG4 650 825 730 550 6 6.5 0.4 - Reszta
PHOSBRAZ AG10 650 820 740 550 6 6.7 1 - Reszta
PHOSBRAZ AG20 650 820 740 550 6 6.7 2 - Reszta
PHOSBRAZ AG20+ 650 800 740 550 6 7 2 - Reszta
PHOSBRAZ AG50 650 810 710 650 8 6 5 - Reszta
PHOSBRAZ AG50+ 650 770 710 600 7 6.6 5 - Reszta
PHOSBRAZ AG60 650 720 690 450 4 7.3 6 0.1 Reszta
PHOSBRAZ AG61 643 718 710 450 4 7.3 6 - Reszta
PHOSBRAZ AG100 650 750 700 650 8 6.2 10 - Reszta
PHOSBRAZ AG150 650 800 700 530 10 5 15 - Reszta
PHOSBRAZ AG180 645 645 650 480 10 7 18 - Reszta
PHOSBRAZ PAG 60 645 725 690 450 4 7.3 6 0.1 Reszta
KRYTERIA WYBORU - PUNKT TOPIENIA / TEMPERATURA PRACY
M68 PHOSBRAZ ®
Produkt
Temperatura topnienia (°C)
AG4 AG10 AG20 AG20+ AG50 AG50+ AG100 AG150 AG180 PAG60AG60 AG61
840
820
800
780
760
740
720
700
680
660
640
710
650
720
820825
820
800810
770
815
650 650 650 650 650643
650 650
645645
718
800
725
750
730 730740 740 740
710 710
710690700 700
690
650
Solidus (°C) Liquidus (°C) Temperatura pracy (°C)
650
LUTY
MIE
DZIA
NO-
FOSF
OROW
E ZE
SRE
BREM
24
LUTY MIEDZIANO-FOSOFOROWE ZE SREBREM
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Klasyfikacja
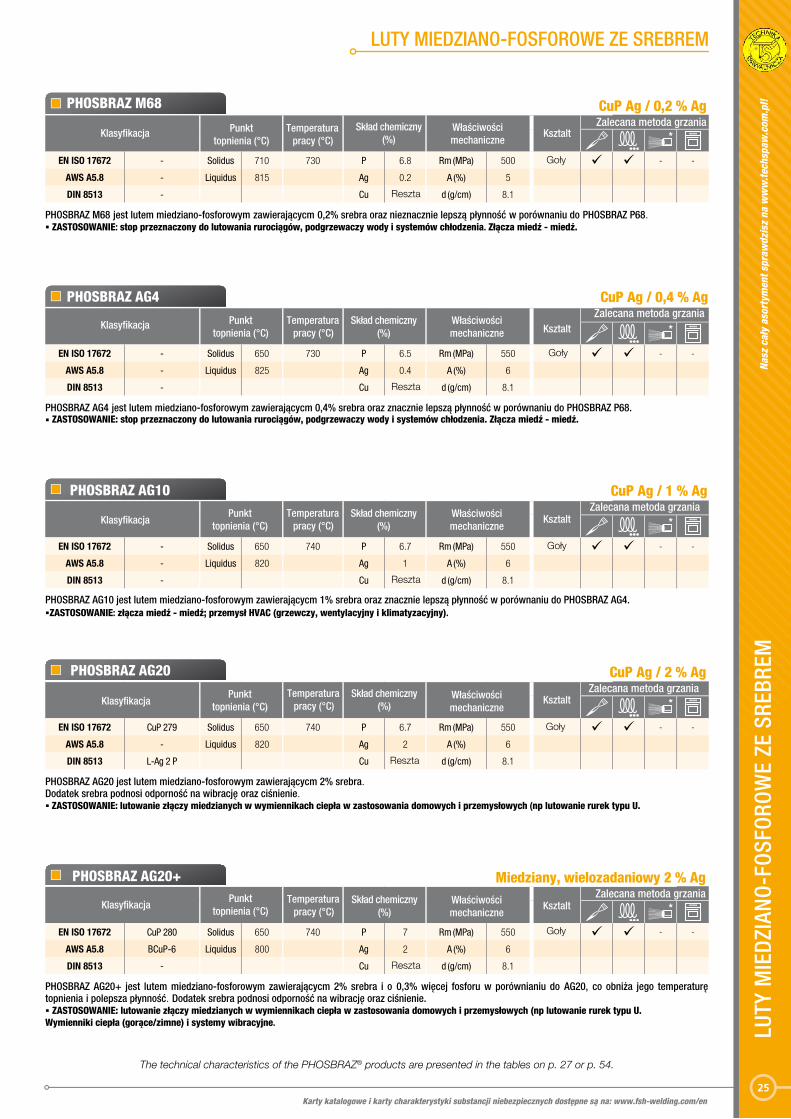
EN ISO 17672 CuP 280 Solidus 650 740 P 7 Rm (MPa) 550 Goły - -
AWS A5.8 BCuP-6 Liquidus 800 Ag 2 A (%) 6
DIN 8513 - Cu Reszta d (g/cm) 8.1
PHOSBRAZ AG20+ jest lutem miedziano-fosforowym zawierającycm 2% srebra i o 0,3% więcej fosforu w porównianiu do AG20, co obniża jego temperaturę topnienia i polepsza płynność. Dodatek srebra podnosi odporność na wibrację oraz ciśnienie. ZASTOSOWANIE: lutowanie złączy miedzianych w wymiennikach ciepła w zastosowania domowych i przemysłowych (np lutowanie rurek typu U.Wymienniki ciepła (gorące/zimne) i systemy wibracyjne.
EN ISO 17672 CuP 279 Solidus 650 740 P 6.7 Rm (MPa) 550 Goły - -
AWS A5.8 - Liquidus 820 Ag 2 A (%) 6
DIN 8513 L-Ag 2 P Cu Reszta d (g/cm) 8.1
PHOSBRAZ AG20 jest lutem miedziano-fosforowym zawierającycm 2% srebra. Dodatek srebra podnosi odporność na wibrację oraz ciśnienie. ZASTOSOWANIE: lutowanie złączy miedzianych w wymiennikach ciepła w zastosowania domowych i przemysłowych (np lutowanie rurek typu U.
EN ISO 17672 - Solidus 650 740 P 6.7 Rm (MPa) 550 Goły - -
AWS A5.8 - Liquidus 820 Ag 1 A (%) 6
DIN 8513 - Cu Reszta d (g/cm) 8.1
PHOSBRAZ AG10 jest lutem miedziano-fosforowym zawierającycm 1% srebra oraz znacznie lepszą płynność w porównaniu do PHOSBRAZ AG4. ZASTOSOWANIE: złącza miedź - miedź; przemysł HVAC (grzewczy, wentylacyjny i klimatyzacyjny).
EN ISO 17672 - Solidus 650 730 P 6.5 Rm (MPa) 550 Goły - -
AWS A5.8 - Liquidus 825 Ag 0.4 A (%) 6
DIN 8513 - Cu Reszta d (g/cm) 8.1
PHOSBRAZ AG4 jest lutem miedziano-fosforowym zawierającycm 0,4% srebra oraz znacznie lepszą płynność w porównaniu do PHOSBRAZ P68. ZASTOSOWANIE: stop przeznaczony do lutowania rurociągów, podgrzewaczy wody i systemów chłodzenia. Złącza miedź - miedź.
Punkttopnienia (°C)
Temperaturapracy (°C)
Skład chemiczny(%)
Ksztalt
EN ISO 17672 - Solidus 710 730 P 6.8 Rm (MPa) 500 Goły - -
AWS A5.8 - Liquidus 815 Ag 0.2 A (%) 5
DIN 8513 - Cu Reszta d (g/cm) 8.1
PHOSBRAZ M68 jest lutem miedziano-fosforowym zawierającycm 0,2% srebra oraz nieznacznie lepszą płynność w porównaniu do PHOSBRAZ P68. ZASTOSOWANIE: stop przeznaczony do lutowania rurociągów, podgrzewaczy wody i systemów chłodzenia. Złącza miedź - miedź.
The technical characteristics of the PHOSBRAZ® products are presented in the tables on p. 27 or p. 54.
LUTY
MIE
DZIA
NO-
FOSF
OROW
E ZE
SRE
BREM
25
LUTY MIEDZIANO-FOSFOROWE ZE SREBREM
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
PHOSBRAZ M68
PHOSBRAZ AG4
PHOSBRAZ AG10
PHOSBRAZ AG20
PHOSBRAZ AG20+
Klasyfikacja
Klasyfikacja
Klasyfikacja
Klasyfikacja
Punkttopnienia (°C)
Punkttopnienia (°C)
Punkttopnienia (°C)
Punkttopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny(%)
Skład chemiczny(%)
Skład chemiczny(%)
Skład chemiczny(%)
Właściwościmechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Ksztalt
Ksztalt
Ksztalt
Ksztalt
CuP Ag / 0,2 % Ag Zalecana metoda grzania
CuP Ag / 0,4 % Ag Zalecana metoda grzania
CuP Ag / 1 % Ag Zalecana metoda grzania
CuP Ag / 2 % Ag Zalecana metoda grzania
Właściwościmechaniczne
Miedziany, wielozadaniowy 2 % Ag Zalecana metoda grzania
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
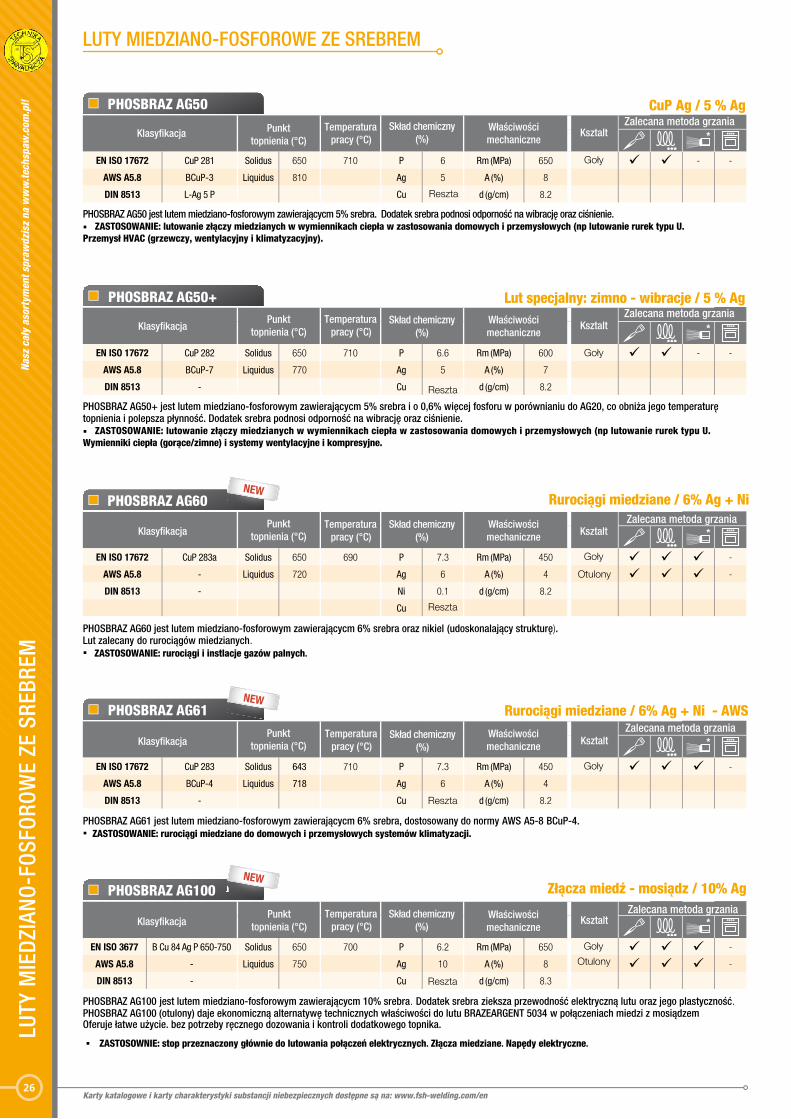
EN ISO 3677 B Cu 84 Ag P 650-750 Solidus 650 700 P 6.2 Rm (MPa) 650 -
AWS A5.8 - Liquidus 750 Ag 10 A (%) 8 -
DIN 8513 - Cu d (g/cm) 8.3
PHOSBRAZ AG100 jest lutem miedziano-fosforowym zawierającycm 10% srebra. Dodatek srebra zieksza przewodność elektryczną lutu oraz jego plastyczność.PHOSBRAZ AG100 (otulony) daje ekonomiczną alternatywę technicznych właściwości do lutu BRAZEARGENT 5034 w połączeniach miedzi z mosiądzem Oferuje łatwe użycie. bez potrzeby ręcznego dozowania i kontroli dodatkowego topnika.
ZASTOSOWNIE: stop przeznaczony głównie do lutowania połączeń elektrycznych. Złącza miedziane. Napędy elektryczne.
EN ISO 17672 CuP 282 Solidus 650 710 P 6.6 Rm (MPa) 600 - -
AWS A5.8 BCuP-7 Liquidus 770 Ag 5 A (%) 7
DIN 8513 - Cu d (g/cm) 8.2
PHOSBRAZ AG50+ jest lutem miedziano-fosforowym zawierającycm 5% srebra i o 0,6% więcej fosforu w porównianiu do AG20, co obniża jego temperaturę topnienia i polepsza płynność. Dodatek srebra podnosi odporność na wibrację oraz ciśnienie. ZASTOSOWANIE: lutowanie złączy miedzianych w wymiennikach ciepła w zastosowania domowych i przemysłowych (np lutowanie rurek typu U. Wymienniki ciepła (gorące/zimne) i systemy wentylacyjne i kompresyjne.
EN ISO 17672 CuP 281 Solidus 650 710 P 6 Rm (MPa) 650 Goły - -
AWS A5.8 BCuP-3 Liquidus 810 Ag 5 A (%) 8
DIN 8513 L-Ag 5 P Cu Reszta d (g/cm) 8.2
PHOSBRAZ AG50 jest lutem miedziano-fosforowym zawierającycm 5% srebra. Dodatek srebra podnosi odporność na wibrację oraz ciśnienie. ZASTOSOWANIE: lutowanie złączy miedzianych w wymiennikach ciepła w zastosowania domowych i przemysłowych (np lutowanie rurek typu U. Przemysł HVAC (grzewczy, wentylacyjny i klimatyzacyjny).
EN ISO 17672 CuP 283a Solidus 650 690 P 7.3 Rm (MPa) 450 -
AWS A5.8 - Liquidus 720 Ag 6 A (%) 4 Otulony -
DIN 8513 - Ni 0.1 d (g/cm) 8.2
Cu
PHOSBRAZ AG60 jest lutem miedziano-fosforowym zawierającycm 6% srebra oraz nikiel (udoskonalający strukturę). Lut zalecany do rurociągów miedzianych. ZASTOSOWANIE: rurociągi i instlacje gazów palnych.
EN ISO 17672 CuP 283 Solidus 643 710 P 7.3 Rm (MPa) 450 -
AWS A5.8 BCuP-4 Liquidus 718 Ag 6 A (%) 4
DIN 8513 - Cu d (g/cm) 8.2
PHOSBRAZ AG61 jest lutem miedziano-fosforowym zawierającycm 6% srebra, dostosowany do normy AWS A5-8 BCuP-4. ZASTOSOWANIE: rurociągi miedziane do domowych i przemysłowych systemów klimatyzacji.
LUTY
MIE
DZIA
NO-
FOSF
OROW
E ZE
SRE
BREM
26
LUTY MIEDZIANO-FOSFOROWE ZE SREBREM
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
NEW
NEW
100NEW
Punkttopnienia (°C)
Punkttopnienia (°C)
Punkttopnienia (°C)
Punkttopnienia (°C)
Punkttopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny(%)
Właściwościmechaniczne
Ksztalt
Skład chemiczny(%)
Skład chemiczny(%)
Skład chemiczny(%)
Skład chemiczny(%)
Właściwościmechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Ksztalt
Ksztalt
Ksztalt
Ksztalt
PHOSBRAZ AG50
PHOSBRAZ AG50+
PHOSBRAZ AG60
PHOSBRAZ AG61
PHOSBRAZ AG100
Klasyfikacja
Klasyfikacja
Klasyfikacja
Klasyfikacja
Klasyfikacja
CuP Ag / 5 % Ag Zalecana metoda grzania
Lut specjalny: zimno - wibracje / 5 % Ag Zalecana metoda grzania
Rurociągi miedziane / 6% Ag + Ni Zalecana metoda grzania
Rurociągi miedziane / 6% Ag + Ni - AWS
Złącza miedź - mosiądz / 10% Ag
Zalecana metoda grzania
Zalecana metoda grzania
Reszta
Reszta
Reszta
Reszta
Goły
Goły
Goły
Goły
Otulony
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!

LUTY GOŁE 1,5 3,0 500
DRUT (SZPULA, ZWÓJ) 1,5 3,0
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
CHARAKTERYSTYKI TECHNICZNE LUTÓW PHOSBRAZ® i CuP-Ag
EN ISO 17672 CuP 286 Solidus645
650 P 7 Rm (MPa) 480 -
AWS A5.8 - Liquidus Ag 18 A (%) 10
DIN 8513 L-Ag 18 P Cu d (g/cm) 8.4
PHOSBRAZ AG150 jest lutem miedziano-fosforowym zawierającycm 18% srebra i jest stopem eutektycznym (645 °C), oferującycm wysoką rzadkopłynność. Głównie używany do lutowania złączy o dużym znaczeniu. Ma również zastosowanie przy pracach niskiej temperatury topnienia i zalecany jest do złączy precyzyjnych miedź - miedź.. ZASTOSOWANIE: Napędy elektryczne.
PHOSBRAZ AG180
PHOSBRAZ AG150
EN ISO 17672 CuP 284 Solidus 650 700 P 5 Rm (MPa) 530 -
AWS A5.8 BCuP-5 Liquidus 800 Ag 15 A (%) 10
DIN 8513 L-Ag 15 P Cu d (g/cm) 8.4
PHOSBRAZ AG150 jest lutem miedziano-fosforowym zawierającycm 15% srebra, przeznaczony głównie do produkcji napędów elektrycznych silników klatkowych i peryferiów). Jego skład nadaje mu elastyczność, bardzo odbrą płynność, niski punkt topnienia i bardzo dobrą odporność na wibrację. ZASTOSOWANIE: Zalecany przy pracach precyzyjnych, złącza miedź - miedź. Napędy i złącza elektryczne.
PAG 60
EN ISO 3677 B Cu 87 P Ag (Ni) 645-725 Solidus 645 690 P 7.3 Rm (MPa) 450
(Ø 2 x 500mm) NF A81-362 CuP 291 Liquidus 725 Ag 6 A (%) 4
Ni 0.1 d (g/cm) 8.2
Cu
PAG60 uzyskał certyfikację ATG (French Ministry of Industry) do zastosowania z topnikiem AGFLUX 1530. Zalecany jest do lutowania rurociągów miedzianych i opcjonalnie miedziano-mosiężnych w instalacjach gazów palnych, oraz do prac precyzyjnych przy niskich temperaturach. ZASTOSOWANIE: Rurociągi i instalacje gazów palnych.
No.1539
LUTY
MIE
DZIA
NN
O-FO
SFOR
OWE
ZE S
REBR
EM
27
LUTY MIEDZIANO-FOSFOROWE ZE SREBREM
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Klasyfikacja
Klasyfikacja
Klasyfikacja
Punkttopnienia (°C)
Punkttopnienia (°C)
Punkttopnienia (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Temperaturapracy (°C)
Skład chemiczny(%)
Skład chemiczny(%)
Skład chemiczny(%)
Właściwościmechaniczne
Właściwościmechaniczne
Właściwościmechaniczne
Ksztalt
Ksztalt
Ksztalt
Złącza miedź - mosiądz / 15% Ag
Złącza miedź - mosiądz / 18% Ag
Instalacja gazów palnych / 6 % Ag
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Reszta
Reszta
Reszta
Goły
Goły
Goły
Odniesienie Średnica (mm) Długość (mm) Masa (kg)
szpule (nawój standardowy)
szpule (nawój precyzyjny)
zwoje
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 10 % (inna zawartość na zamówienie)
1 - 5
15 (+/- 1 kg)
15 (+/- 0,1 kg)
20 (+/- 1 kg) (inne masy na specjalne zamówienie.)
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
800
750
700
650
600
550
500
450
400
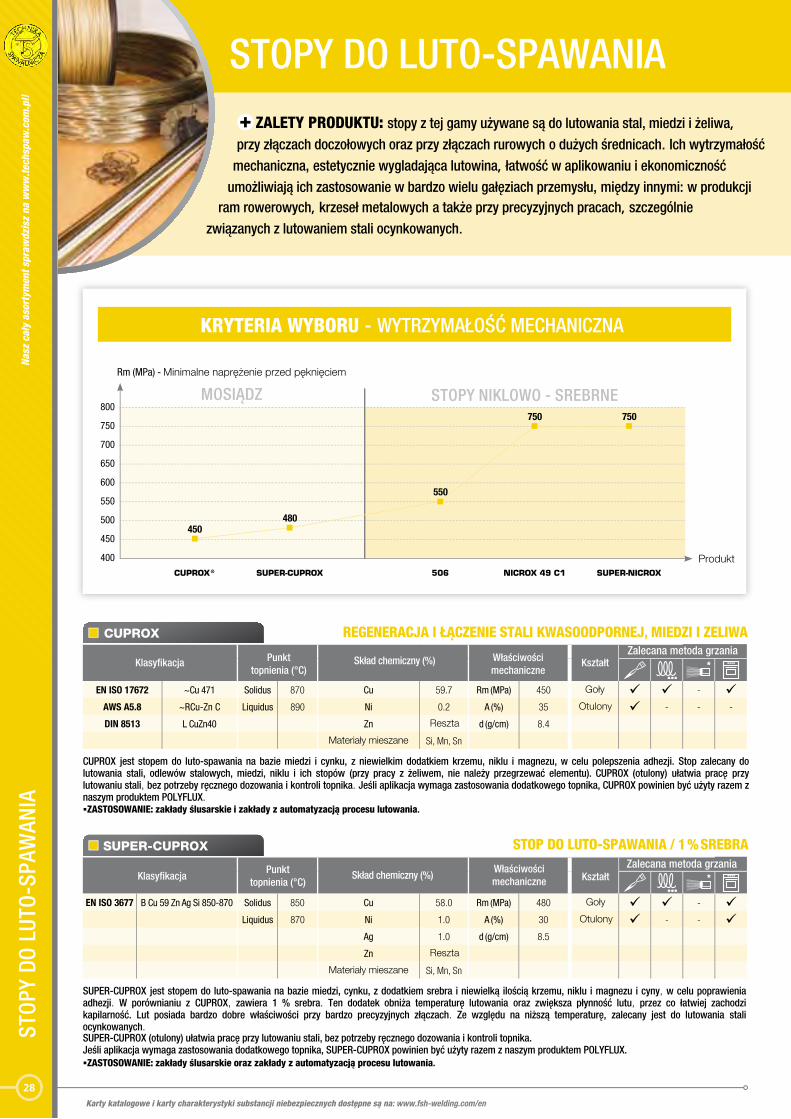
CUPROX ® SUPER-CUPROX 506 NICROX 49 C1 SUPER-NICROX
Produkt
Rm (MPa) - Minimalne naprężenie przed pęknięciem
MOSIĄDZ
450480
550
750 750
STOPY NIKLOWO - SREBRNE
KRYTERIA WYBORU - WYTRZYMAŁOŚĆ MECHANICZNA
Klasyfikacja Punkttopnienia (°C)
Skład chemiczny (%) Właściwościmechaniczne
Kształt
REGENERACJA I ŁĄCZENIE STALI KWASOODPORNEJ, MIEDZI I ZELIWA
EN ISO 17672 ~Cu 471 Solidus 870 Cu 59.7 Rm (MPa) 450 Goły - AWS A5.8 ~RCu-Zn C Liquidus 890 Ni 0.2 A (%) 35 Otulony - - -
DIN 8513 L CuZn40 Zn Reszta d (g/cm) 8.4
Materiały mieszane Si, Mn, Sn
CUPROX jest stopem do luto-spawania na bazie miedzi i cynku, z niewielkim dodatkiem krzemu, niklu i magnezu, w celu polepszenia adhezji. Stop zalecany do lutowania stali, odlewów stalowych, miedzi, niklu i ich stopów (przy pracy z żeliwem, nie należy przegrzewać elementu). CUPROX (otulony) ułatwia pracę przy lutowaniu stali, bez potrzeby ręcznego dozowania i kontroli topnika. Jeśli aplikacja wymaga zastosowania dodatkowego topnika, CUPROX powinien być użyty razem z naszym produktem POLYFLUX. ZASTOSOWANIE: zakłady ślusarskie i zakłady z automatyzacją procesu lutowania.
CUPROX
STOP DO LUTO-SPAWANIA / 1 % SREBRA
EN ISO 3677 B Cu 59 Zn Ag Si 850-870 Solidus 850 Cu 58.0 Rm (MPa) 480 Goły - Liquidus 870 Ni 1.0 A (%) 30 Otulony - -
Ag 1.0 d (g/cm) 8.5
Zn Reszta
Materiały mieszane Si, Mn, Sn
SUPER-CUPROX jest stopem do luto-spawania na bazie miedzi, cynku, z dodatkiem srebra i niewielką ilością krzemu, niklu i magnezu i cyny, w celu poprawienia adhezji. W porównianiu z CUPROX, zawiera 1 % srebra. Ten dodatek obniża temperaturę lutowania oraz zwiększa płynność lutu, przez co łatwiej zachodzi kapilarność. Lut posiada bardzo dobre właściwości przy bardzo precyzyjnych złączach. Ze względu na niższą temperaturę, zalecany jest do lutowania stali ocynkowanych. SUPER-CUPROX (otulony) ułatwia pracę przy lutowaniu stali, bez potrzeby ręcznego dozowania i kontroli topnika. Jeśli aplikacja wymaga zastosowania dodatkowego topnika, SUPER-CUPROX powinien być użyty razem z naszym produktem POLYFLUX. ZASTOSOWANIE: zakłady ślusarskie oraz zakłady z automatyzacją procesu lutowania.
SUPER-CUPROX
STOPY DO LUTO-SPAWANIA
+ ZALETY PRODUKTU: stopy z tej gamy używane są do lutowania stal, miedzi i żeliwa,
przy złączach doczołowych oraz przy złączach rurowych o dużych średnicach. Ich wytrzymałośćmechaniczna, estetycznie wygladająca lutowina, łatwość w aplikowaniu i ekonomiczność
umożliwiają ich zastosowanie w bardzo wielu gałęziach przemysłu, między innymi: w produkcjiram rowerowych, krzeseł metalowych a także przy precyzyjnych pracach, szczególnie
związanych z lutowaniem stali ocynkowanych.
STOP
Y DO
LUT
O-SP
AWAN
IA
28
KlasyfikacjaPunkt
topnienia (°C)Skład chemiczny (%)
Właściwościmechaniczne Kształt
Zalecana metoda grzania
Zalecana metoda grzania
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
STOP DO LUTO-SPAWANIA Z NIKLEM
EN ISO 3677 B Cu 50 Zn Ni Si 890-900 Solidus 890 Cu 51.0 Rm (MPa) 550 Goły - Liquidus 900 Ni 6.0 A (%) 30 Otulony - -
Zn Reszta d (g/cm) 8.5
Materiały mieszane Si
506 jest stopem do luto-spawania z zawartością 6 % niklu, który zwiększa wytrzymałość mechaniczną w porównianiu z CUPROX. Używany jest przy złączach obciążonych mechanicznie a także przy platerowaiu chromem lub niklem. 506 (otulony) ułatwia pracę przy lutowaniu stali, bez potrzeby ręcznego dozowania i kontroli topnika. Jeśli aplikacja wymaga zastosowania dodatkowego topnika, 506 powinien być użyty razem z naszym produktem POLYFLUX. ZASTOSOWANIE: głównie w zakładach ślusarskich, przy produkcji mebli metalowych oraz ram rowerowych.
506
STOP O BARDZO DUŻEJ WYTRZYMAŁOŚCI
EN ISO 17672 Cu 773 Solidus 890 Cu 48.0 Rm (MPa) 750 Goły - AWS A5.8 Rcu-Zn D Liquidus 920 Ni 10.0 A (%) 25 Otulony - - -
DIN 8513 L CuNi10Zn42 Reszta d (g/cm) 8.7Zn
Materiały mieszane Si
NICROX 49 C1 jest stopem do luto-spawania z zawartością niklu 10 %, który zwiększa wytrzymałość mechaniczną złącza w porównianiu z 506. 49 C1 (otulony) ułatwia pracę przy lutowaniu stali, bez potrzeby ręcznego dozowania i kontroli topnika. Jeśli aplikacja wymaga zastosowania dodatkowego topnika, 49 C1 powinien być użyty razem z naszym produktem POLYFLUX. ZASTOSOWANIE: złącza bardzo obciążone mechanicznie, zakłady ślusarskie, ramy rowerów górskich, meble metalowe, wkładki węglikowe.
NICROX 49 C1
STOP O BARDZO DUŻEJ WYTRZYMAŁOŚCI / 1 % SREBRA
EN ISO 3677 B Cu 48 Zn Ni Ag Si 870-900 Solidus 870 Cu 49.0 Rm (MPa) 750 Goły - Liquidus 900 Ni 9.0 A (%) 25 Otulony - -
Ag 1.0 d (g/cm) 8.7
Zn Reszta
Materiały mieszane Si, Mn, Sn
SUPER-NICROX jest najwyższej jakości stopem do luto-spawania z zawartością 1 % srebra w porównianiu do NICROX 49 C1. Ten dodatek obniża temperaturę pracy,dając idealną płynność, przez co łatwiej zachodzi kapilarność. Lut posiada bardzo dobre właściwości przy bardzo precyzyjnych złączach. .SUPER-NICROX (otulony) ułatwia pracę przy lutowaniu stali, bez potrzeby ręcznego dozowania i kontroli topnika. Jeśli aplikacja wymaga zastosowania dodatkowego topnika, SUPER-NICROX powinien być użyty razem z naszym produktem POLYFLUX. ZASTOSOWANIE: prace precyzyjne, złącza bardzo obciążone mechanicznie, wkładki węglikowe.
SUPER-NICROX
Odniesienie Średnica (mm) Długość (mm) Masa (kg)
LUTY GOŁE 1,5 3,0 500 - 1000 1 - 5
LUTY OTULONE TOPNIKIEM 1,5 3,0 500 - 1000 1 - 5
DRUT (SZPULA, ZWÓJ) 1,5 3,0
szpule (nawój standardowy) 15 (+/- 1 kg)
szpule (nawój precyzyjny) 15 (+/- 0,1 kg)
zwoje 20 (+/- 1 kg) (inne masy na specjalne zamówienie.)
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 10 % (inna zawartość na zamówienie)
CHARAKTERYSTYKA TECHNICZNA LUTÓW MOSIĘŻNYCH / MOSIĘŻNYCH Z NIKLEM I SREBREM
STOP
Y DO
LUT
O-SP
AWAN
IA
29
STOPY DO LUTO-SPAWANIA
KlasyfikacjaPunkt
topnienia (°C)Skład chemiczny (%) Właściwości
mechaniczneKształt
Klasyfikacja Punkttopnienia (°C)
Skład chemiczny (%) Właściwościmechaniczne Kształt
KształtWłaściwościmechaniczne
Skład chemiczny (%)Punkttopnienia (°C)
Klasyfikacja
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

+ ZALETY PRODUKTU: stopy używane do lutowania stali, mosiądzów, bronzów,stopów niklu i miedzi jak również stopów żelaznych i nieżelaznych (z wyjątkiem
(stopów aluminiowych i magnezowych). Obecność srebra w dużych ilościach umożliwia przygotowanie stopów z relatywnie niską temperaturą lutowania. Luty na osnowie srebra
umożliwiają zastosowanie ich we wszystkich metodach tego typu łączenia.
Przy lutowaniu w atmosferze niezbędne jestużycie topnika. Luty otulone z typoszeregu BRAZEARGENT ®ułatwiają użycie stopu lutowniczego, bez konieczności ręcznego dozowania i
kontroli topnika.
LUTY NA OSNOWIE SREBRALU
TY S
REBR
NE
30
REBOUD-ROCHE ciągle rozwija i rozszerza swoją gamę stopów lutowniczych bazując na stopach srebra a BRAZARGENT ® jest jednym z jego zastrzeżonych marek.
1
Nasze produkty gamy BRAZEARGENT® “Seria 15” są lutami trójskładnikowymi (zawierają srebro, miedź i cynk) z punktem topnienia powyżej 720°C, umożliwiając lutowanie krokowe.
Nasz zakres lutów trójskładnikowych BRAZARGENT ®:
w porównianiu z lutami czteroskładnikowymi, zapewnia wyższąplastyczność i jest półstały,
umożliwia lutowanie krokowe przy temperaturach topnieniapowyżej 720 °C,
umożliwia lutowanie elementów z wiekszymi tolerancjami,
zapewnia dobre utworzenie menisku złącza.
2
Nasze produkty gamy BRAZARGENT® “Serii 50” i “Serii 30” są lutami czteroskładnikowymi zawierającymi srebro, miedź, cynk i cynę. Zwiększanie zawartości srebra w tej gamie powoduje obniżenie punktu topnienia i polepsza płynność. Te stopy używane są do łączenia stopów miedzi jak również stali stopowych i niestopowych.
Są wysoko cenione w produkcji urządzeń, narzędzi, systemów mechanicznych, biżuterii i oprawek do okularów, w przemyśle lotniczym, spożywczym, medycznym, etc.
Nasz zakres lutów czteroskładnikowych BRAZARGENT®:
ma wysoką odporność mechaniczną i dobrą płynność,
umożliwia lutowanie większości metali w atmosferze przyzastosowaniu topników
wymaga ostrożnego chłodzenia w celu uniknięcia osłąbieniazłącza lutowanego,
złącza lutowane są praktycznieniewidoczne, luty nadają siędo prac bardzo precyzyjnych z wąskimi szczelinami pomiędzy 0,05 do 0,15 mm,
do zastosowania przy łączeniu części nowych i regenerowanych.
1
® “Series 15”®
2
NASZ ZAKRES TOPÓWZAWIERA DWIE DUŻE RODZINY PRODUKTÓW
STOPY TRÓJSKŁADNIKOWE STOPY CZTEROSKŁADNIKOWEZ CYNĄ
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
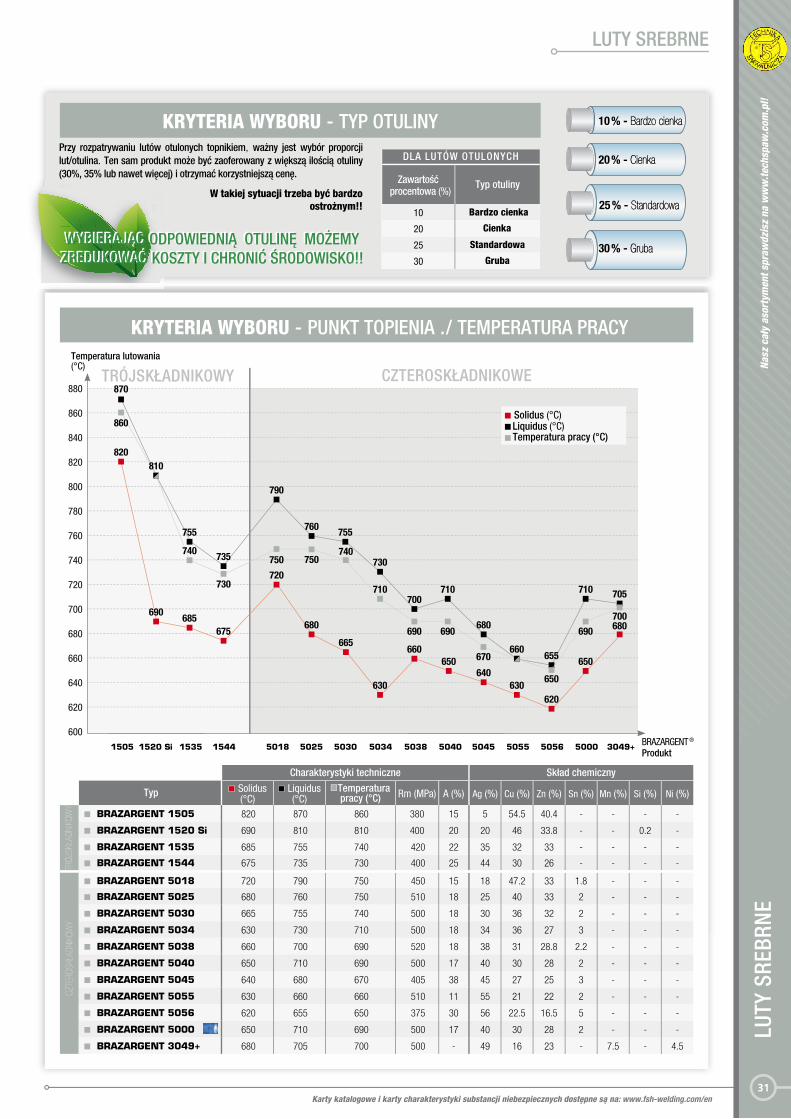
KRYTERIA WYBORU - PUNKT TOPIENIA ./ TEMPERATURA PRACY
Charakterystyki techniczne Skład chemiczny
Typ Solidus (°C)
Liquidus (°C)
Temperaturapracy (°C) Rm (MPa) A (%) Ag (%) Cu (%) Zn (%) Sn (%) Mn (%) Si (%) Ni (%)
TRÓJ
SKŁA
DNIKO
WY
BRAZARGENT 1505 820 870 860 380 15 5 54.5 40.4 - - - -
BRAZARGENT 1520 Si 690 810 810 400 20 20 46 33.8 - - 0.2 -
BRAZARGENT 1535 685 755 740 420 22 35 32 33 - - - -
BRAZARGENT 1544 675 735 730 400 25 44 30 26 - - - -
CZTE
ROSK
ŁADN
IKOWY
BRAZARGENT 5018 720 790 750 450 15 18 47.2 33 1.8 - - -
BRAZARGENT 5025 680 760 750 510 18 25 40 33 2 - - -
BRAZARGENT 5030 665 755 740 500 18 30 36 32 2 - - -
BRAZARGENT 5034 630 730 710 500 18 34 36 27 3 - - -
BRAZARGENT 5038 660 700 690 520 18 38 31 28.8 2.2 - - -
BRAZARGENT 5040 650 710 690 500 17 40 30 28 2 - - -
BRAZARGENT 5045 640 680 670 405 38 45 27 25 3 - - -
BRAZARGENT 5055 630 660 660 510 11 55 21 22 2 - - -
BRAZARGENT 5056 620 655 650 375 30 56 22.5 16.5 5 - - -
BRAZARGENT 5000 650 710 690 500 17 40 30 28 2 - - -
BRAZARGENT 3049+ 680 705 700 500 - 49 16 23 - 7.5 - 4.5
1505 BRAZARGENT ®
Produkt1520 Si 1535 1544 5018 5025 5030 5034 5038 5040 5045 5055 5056 5000 3049+
880
860
840
820
800
780
760
740
720
700
680
660
640
620
600
CZTEROSKŁADNIKOWETRÓJSKŁADNIKOWY
820
870
690685
675
720
680
665
630
660650
640
680
650
630620
710 705
655660
680
710700
730
755760
790
735
Temperatura lutowania(°C)
730
740
650
700
810
860
750 750
710
690 690
670
690
W takiej sytuacji trzeba być bardzo ostrożnym!!
DLA LUTÓW OTULONYCH
Zawartość procentowa (%)
Typ otuliny
10 Bardzo cienka
20 Cienka
25 Standardowa
30 Gruba
10 % - Bardzo cienka
20 % - Cienka
25 % - Standardowa
30 % - Gruba
KRYTERIA WYBORU - TYP OTULINY
Solidus (°C) Liquidus (°C) Temperatura pracy (°C)
740
755
LUTY
SRE
BRN
E
31
LUTY SREBRNE
Przy rozpatrywaniu lutów otulonych topnikiem, ważny jest wybór proporcji lut/otulina. Ten sam produkt może być zaoferowany z większą ilością otuliny (30%, 35% lub nawet więcej) i otrzymać korzystniejszą cenę.
WYBIERAJĄC ODPOWIEDNIĄ OTULINĘ MOŻEMYZREDUKOWAĆ KOSZTY I CHRONIĆ ŚRODOWISKO!!WYBIERAJĄC ODPOWIEDNIĄ OTULINĘ MOŻEMY
ZREDUKOWAĆ KOSZTY I CHRONIĆ ŚRODOWISKO!!
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

1 LUTY TRÓJSKŁADNIKOWE
EN ISO 17672 Ag 205 Solidus 820 860 Ag 5.0 Rm (MPa) 380 - AWS A5.8 - Liquidus 870 Cu 54.5 A (%) 15 - - DIN 8513 L-Ag 5 Zn 40.4 d (g/cm) 8.4
Stop trójskładnikowy z zawartością 5% Ag. Najwyższa temperatura topnienia z gamy BRAZEARGENT®. Lut do zastosowania z topnikiem POLYFLUX lub w formie lutu otulonego. ZASTOSOWANIE: Lutowanie elementów stalowych.
BRAZARGENT 1505
EN ISO 17672 - Solidus 690 810 Ag 20.0 Rm (MPa) 400 - AWS A5.8 - Liquidus 810 Cu 46.0 A (%) 20 - DIN 8513 L-Ag 20 Zn 33.8 d (g/cm) 8.4
Si 0.2
Stop trójskładnikowy z zawartością 20% Ag ze średnią płynnością, bardzo dobry do połączeń pojedynczych i złożonych. Jego struktura umożliwia lutowanie krokowe (wstępne podgrzanie) oraz trudnych złączy stalowych, gdzie standardowe lutowanie mosiężne nie tworzy właściwie ukształtowanej lutowiny. Lut występuje w formie z topnikiem oraz bez otuliny w połączeniu z naszym AGFLUX. ZASTOSOWANIE: złącza skomplikowane, przemysł spożywczy.
BRAZARGENT 1520 Si
EN ISO 17672 Ag 235 Solidus 685 740 Ag 35.0 Rm (MPa) 420 - AWS A5.8 BAg-35 Liquidus 755 Cu 32.0 A (%) 22 - DIN 8513 - Zn 33.0 d (g/cm) 9.0 -
Stop trójskładnikowy z zawartością 35% Ag. Lut do zastosowania z topnikiem POLYFLUX lub w formie lutu otulonego. ZASTOSOWANIE: Lutowanie systemów klimatyzacji w zastosowaniach domowych i przemysłowych.
BRAZARGENT 1535
EN ISO 17672 Ag 244 Solidus 675 730 Ag 44.0 Rm (MPa) 400 AWS A5.8 - Liquidus 735 Cu 30.0 A (%) 25 - DIN 8513 L-Ag 44 Zn 26.0 d (g/cm) 8.9
TStop trójskładnikowy z zawartością 44% Ag. Większe wydłużenie niz lut BRAZEARGENT 1520 Si. Lut do zastosowania z topnikiem POLYFLUX lub w formie lutu otulonego. ZASTOSOWANIE: stop odpowiedni przy szerokich szczelinach. Używany w przemyśle elektrycznym i lutowania mosiądzu.
BRAZARGENT 1544
LUTY
SRE
BRN
E
32
LUTY SREBRNE
WYBÓRWYBÓRBRAZEARGENT 1520 Si lut półpłynnyekonomiczny / lutowanie krokowe
BRAZEARGENT 5034polepszone właściwości techniczne / cena standardowa płynność
BRAZEARGENT 5040lutowanie standardowedobra płynność
BRAZEARGENT 5056wysokie właściwości mechanicznebardzo dobra płynność
KształtWłaściwościmechaniczne
Skład chemiczny (%)Punkttopnienia (°C)
Klasyfikacja Temperaturapracy (°C)
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
LUT TRÓJSKŁADNIKOWY / 5 % AgA
EKONOMICZNY - WSZYSTKIE ZŁĄCZA (Z WYJĄTKIEM ALUMINIUM)A
LUT TRÓJSKŁADNIKOWY / 35 % AgA
LUT TRÓJSKŁADNIKOWY / 44 % AgA
Goły
Otulony
Goły
Otulony
Goły
Otulony
TBW
Goły
Otulony
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
2 LUTY BEZKADMOWE, CZTEROSKŁADNIKOWE, Z DODATKIEM CYNY
EN ISO 3677 B Cu 47 Zn Ag Sn 720-790 Solidus 720 750 Ag 18.0 Rm (MPa) 450 - AWS A5.8 - Liquidus 790 Cu 47.2 A (%) 15 - - DIN 8513 - Zn 33.0 d (g/cm) 8.4
Sn 1.8
Lut czteroskładnikowy z zawartością 18% Ag. Minimalna płynność umożliwia lutowanie elementów na małych powierzchniach. Posiada dobrą zdolność wypełniania szczeliny. Zalecane jest połączenie zakładkowe. Możliwe jest wykonywanie złączy doczołowych, jeśli warunki pracy złącza będą niewymagające. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego. ZASTOSOWANIE: lutowanie stali, elementów miedzianych i mosiężnych, które nie mają okreslonych specyfikacji i obostrzeń.
BRAZARGENT 5018
EN ISO 17672 ~Ag 125 Solidus 680 750 Ag 25.0 Rm (MPa) 510 - AWS A5.8 BAg-37 Liquidus 760 Cu 40.0 A (%) 18 - - DIN 8513 L-Ag 25 Sn Zn 33.0 d (g/cm) 8.5
Sn 2.0
Lut czteroskładnikowy z zawartością 25% Ag. Minimalna płynność umożliwia lutowanie elementów na małych powierzchniach. Posiada dobrą zdolność wypełniania szczeliny. Zalecane jest połączenie zakładkowe. Możliwe jest wykonywanie złączy doczołowych, jeśli warunki pracy złącza będą niewymagające. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego. ZASTOSOWANIE: lutowanie stali, elementów miedzianych i mosiężnych, które nie mają okreslonych specyfikacji i obostrzeń.
BRAZARGENT 5025
EN ISO 17672 ~Ag 130 Solidus 665 740 Ag 30.0 Rm (MPa) 500 - AWS A5.8 - Liquidus 755 Cu 36.0 A (%) 18 - - DIN 8513 L-Ag 30 Sn Zn 32.0 d (g/cm) 8.8
Sn 2.0
Lut czteroskładnikowy z zawartością 30% Ag. Minimalna płynność umożliwia lutowanie elementów na małych powierzchniach. Posiada dobrą zdolność wypełniania szczeliny. Zalecane jest połączenie zakładkowe. Możliwe jest wykonywanie złączy doczołowych, jeśli warunki pracy złącza będą niewymagające. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego. ZASTOSOWANIE: lutowanie stali, elementów miedzianych i mosiężnych, które nie mają okreslonych specyfikacji i obostrzeń.
BRAZARGENT 5030
EN ISO 17672 ~Ag 134 Solidus 630 710 Ag 34.0 Rm (MPa) 500 AWS A5.8 - Liquidus 730 Cu 36.0 A (%) 18 DIN 8513 L-Ag 34 Sn Zn 27.0 d (g/cm) 8.8 - - -
Sn 3.0
Wielozadaniowy lut czteroskładnikowy z zawartością 34% srebra bardzo, dobry do połączeń pojedynczych i złożonych. Bardzo odbre właściwości lutowania. Bardzo dobry stosunek jakości do ceny.Produkty BRAZEARGENT 5034 (goły, otulony, TBW) posiadają najlpesze właściwości techniczne/ceny ze wszystkich lutów BRAZEARGENT®. Ten stop oferuje dobre właściwości zdolności lutowniczych (temperatura topnienia/płynność) i dobre właściwości mechaniczne.Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego a także w formie TBW. ZASTOSOWANIE: wyposażenie przemysłowe (zimne/gorące - HVAC), zastosowania domowe i różne gałęzie segmentu spożywczego i medycznego.
BRAZARGENT 5034
LUTY
SRE
BRN
E
33
LUTY SREBRNE
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
KształtWłaściwościmechaniczneSkład chemiczny (%)Klasyfikacja
Punkttopnienia (°C)
Temperaturapracy (°C)
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
LUT BEZKADMOWY / 18 % AgA
LUT BEZKADMOWY / 25 % AgA
LUT BEZKADMOWY / 30 % AgA
LUT BEZKADMOWY / 34 % AgA
Goły
Otulony
Goły
Otulony
Goły
Otulony
Goły
Otulony
TBW
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Charakterystyki techniczne produktów z gamy BRAZEARGENT® są przedstawione w tabelach na stronie 35 i 54.
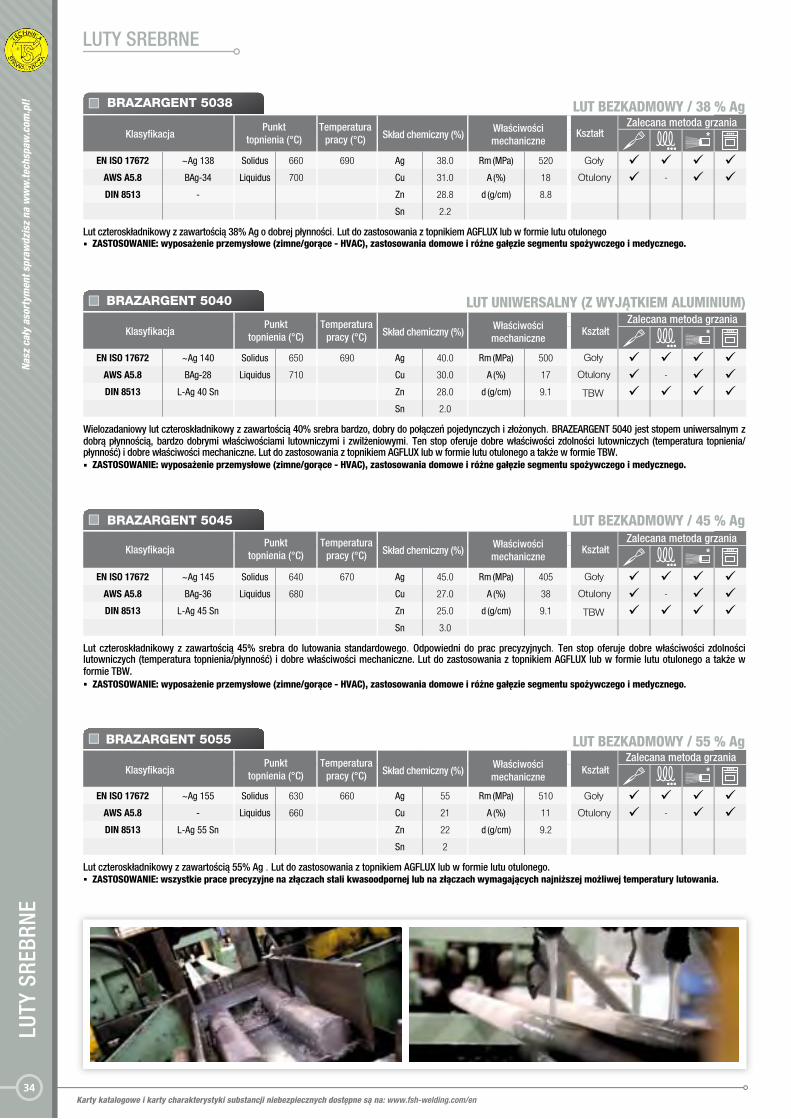
EN ISO 17672 ~Ag 138 Solidus 660 690 Ag 38.0 Rm (MPa) 520 AWS A5.8 BAg-34 Liquidus 700 Cu 31.0 A (%) 18 - DIN 8513 - Zn 28.8 d (g/cm) 8.8
Sn 2.2
Lut czteroskładnikowy z zawartością 38% Ag o dobrej płynności. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego ZASTOSOWANIE: wyposażenie przemysłowe (zimne/gorące - HVAC), zastosowania domowe i różne gałęzie segmentu spożywczego i medycznego.
BRAZARGENT 5038
EN ISO 17672 ~Ag 155 Solidus 630 660 Ag 55 Rm (MPa) 510 AWS A5.8 - Liquidus 660 Cu 21 A (%) 11 - DIN 8513 L-Ag 55 Sn Zn 22 d (g/cm) 9.2
Sn 2
Lut czteroskładnikowy z zawartością 55% Ag . Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego. ZASTOSOWANIE: wszystkie prace precyzyjne na złączach stali kwasoodpornej lub na złączach wymagających najniższej możliwej temperatury lutowania.
BRAZARGENT 5055
EN ISO 17672 ~Ag 140 Solidus 650 690 Ag 40.0 Rm (MPa) 500 AWS A5.8 BAg-28 Liquidus 710 Cu 30.0 A (%) 17 - DIN 8513 L-Ag 40 Sn Zn 28.0 d (g/cm) 9.1
Sn 2.0
Wielozadaniowy lut czteroskładnikowy z zawartością 40% srebra bardzo, dobry do połączeń pojedynczych i złożonych. BRAZEARGENT 5040 jest stopem uniwersalnym z dobrą płynnością, bardzo dobrymi właściwościami lutowniczymi i zwilżeniowymi. Ten stop oferuje dobre właściwości zdolności lutowniczych (temperatura topnienia/płynność) i dobre właściwości mechaniczne. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego a także w formie TBW. ZASTOSOWANIE: wyposażenie przemysłowe (zimne/gorące - HVAC), zastosowania domowe i różne gałęzie segmentu spożywczego i medycznego.
BRAZARGENT 5040
EN ISO 17672 ~Ag 145 Solidus 640 670 Ag 45.0 Rm (MPa) 405 AWS A5.8 BAg-36 Liquidus 680 Cu 27.0 A (%) 38 - DIN 8513 L-Ag 45 Sn Zn 25.0 d (g/cm) 9.1
Sn 3.0
Lut czteroskładnikowy z zawartością 45% srebra do lutowania standardowego. Odpowiedni do prac precyzyjnych. Ten stop oferuje dobre właściwości zdolności lutowniczych (temperatura topnienia/płynność) i dobre właściwości mechaniczne. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego a także w formie TBW. ZASTOSOWANIE: wyposażenie przemysłowe (zimne/gorące - HVAC), zastosowania domowe i różne gałęzie segmentu spożywczego i medycznego.
BRAZARGENT 5045
LUTY
SRE
BRN
E
34
LUTY SREBRNE
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
LUT BEZKADMOWY / 38 % AgA
LUT UNIWERSALNY (Z WYJĄTKIEM ALUMINIUM)Y)
LUT BEZKADMOWY / 45 % AgA
LUT BEZKADMOWY / 55 % AgA
Goły
Otulony
Goły
Otulony
Goły
Otulony
TBW
Goły
Otulony
TBW
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
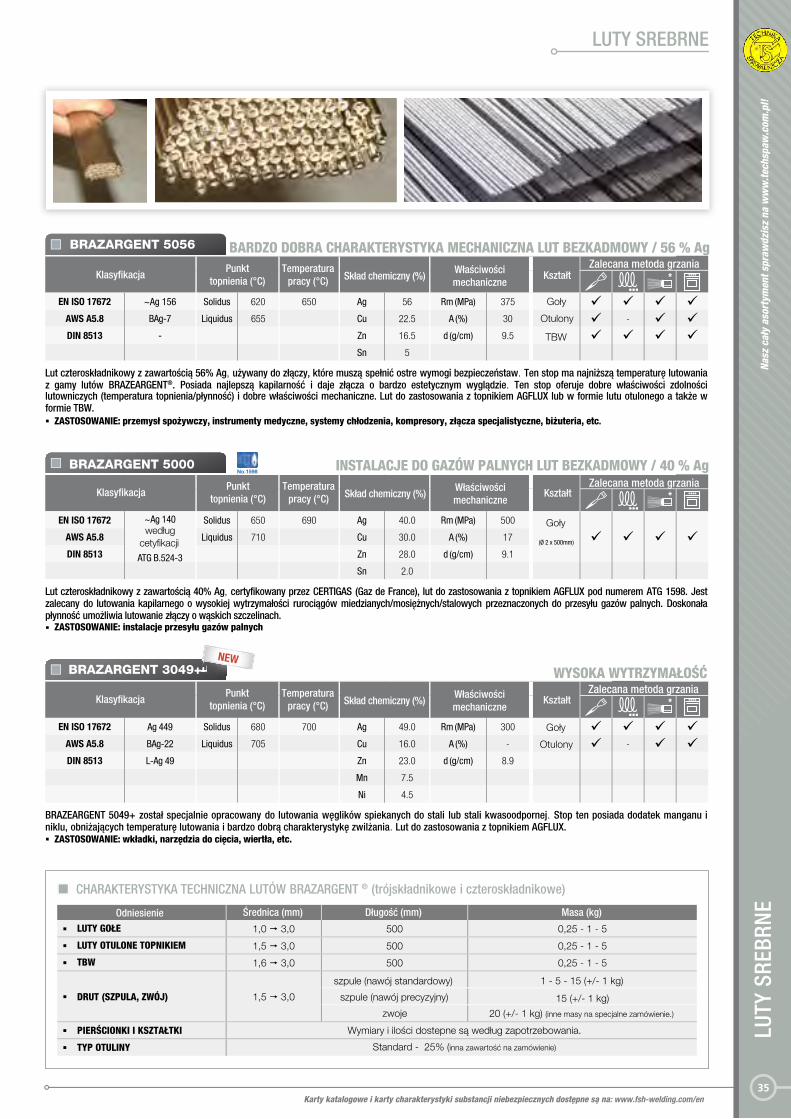
EN ISO 17672 ~Ag 156 Solidus 620 650 Ag 56 Rm (MPa) 375 AWS A5.8 BAg-7 Liquidus 655 Cu 22.5 A (%) 30 - DIN 8513 - Zn 16.5 d (g/cm) 9.5
Sn 5
Lut czteroskładnikowy z zawartością 56% Ag, używany do złączy, które muszą spełnić ostre wymogi bezpieczeństaw. Ten stop ma najniższą temperaturę lutowania z gamy lutów BRAZEARGENT®. Posiada najlepszą kapilarność i daje złącza o bardzo estetycznym wyglądzie. Ten stop oferuje dobre właściwości zdolności lutowniczych (temperatura topnienia/płynność) i dobre właściwości mechaniczne. Lut do zastosowania z topnikiem AGFLUX lub w formie lutu otulonego a także w formie TBW. ZASTOSOWANIE: przemysł spożywczy, instrumenty medyczne, systemy chłodzenia, kompresory, złącza specjalistyczne, biżuteria, etc.
BRAZARGENT 5056
EN ISO 17672 Ag 449 Solidus 680 700 Ag 49.0 Rm (MPa) 300 AWS A5.8 BAg-22 Liquidus 705 Cu 16.0 A (%) - - DIN 8513 L-Ag 49 Zn 23.0 d (g/cm) 8.9
Mn 7.5
Ni 4.5
BRAZEARGENT 5049+ został specjalnie opracowany do lutowania węglików spiekanych do stali lub stali kwasoodpornej. Stop ten posiada dodatek manganu i niklu, obniżających temperaturę lutowania i bardzo dobrą charakterystykę zwilżania. Lut do zastosowania z topnikiem AGFLUX. ZASTOSOWANIE: wkładki, narzędzia do cięcia, wiertła, etc.
BRAZARGENT 3049+
LUTY GOŁE 1,0 3,0 500 0,25 - 1 - 5
LUTY OTULONE TOPNIKIEM 1,5 3,0 500 0,25 - 1 - 5
TBW 1,6 3,0 500 0,25 - 1 - 5
DRUT (SZPULA, ZWÓJ) 1,5 3,0
CHARAKTERYSTYKA TECHNICZNA LUTÓW BRAZARGENT ® (trójskładnikowe i czteroskładnikowe)
EN ISO 17672 ~Ag 140 według
ATG B.524-3
cetyfikacji
Solidus 650 690 Ag 40.0 Rm (MPa) 500
(Ø 2 x 500mm) AWS A5.8 Liquidus 710 Cu 30.0 A (%) 17
DIN 8513 Zn 28.0 d (g/cm) 9.1
Sn 2.0
Lut czteroskładnikowy z zawartością 40% Ag, certyfikowany przez CERTIGAS (Gaz de France), lut do zastosowania z topnikiem AGFLUX pod numerem ATG 1598. Jest zalecany do lutowania kapilarnego o wysokiej wytrzymałości rurociągów miedzianych/mosiężnych/stalowych przeznaczonych do przesyłu gazów palnych. Doskonała płynność umożliwia lutowanie złączy o wąskich szczelinach. ZASTOSOWANIE: instalacje przesyłu gazów palnych
BRAZARGENT 5000No.1598
LUTY
SRE
BRN
E
35
LUTY SREBRNE
BRAZARGENT 3049+NEW
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
KształtWłaściwościmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Temperatura
pracy (°C)
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
BARDZO DOBRA CHARAKTERYSTYKA MECHANICZNA LUT BEZKADMOWY / 56 % AgA
INSTALACJE DO GAZÓW PALNYCH LUT BEZKADMOWY / 40 % AgA
WYSOKA WYTRZYMAŁOŚĆ A
Goły
Otulony
Goły
Goły
Otulony
TBW
Odniesienie Średnica (mm) Długość (mm) Masa (kg)
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 25% (inna zawartość na zamówienie)
szpule (nawój standardowy) 1 - 5 - 15 (+/- 1 kg)
szpule (nawój precyzyjny)
zwoje 20 (+/- 1 kg) (inne masy na specjalne zamówienie.)
15 (+/- 1 kg)
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

LUTY ALUMINIOWE
+ ZALETY PRODUKTU: nasze stopy (aluminium-krzem i cynk-aluminium), mogą byćużyte do lutowania większości aplikacji aluminiowych, gdzie łączy się aluminium z aluminium
oraz innymi materiałami. Znaczący wkład w uproszczenie i optymalizację tej klasy stopówlutowniczych (jak technologie TBW i TMB) zaowocował wzrostem stabilności, powtarzalności i
wzrostem opłacalności podczas lutowania.
ŁĄCZENIE MATERIAŁÓW RÓŻNOIMIENNYCH Cu/Al
EN ISO 17672 - Solidus 377 Zn 98.0 Rm (MPa) - AWS A5.8 - Liquidus 385 Al 2.0 A (%) -
DIN 8513 - d (g/cm) -
ZINAL 4 jest stopem aluminium z cynkiem. Opracowany został głównie do łączenia elementów aluminiowych bez dodatku magnezu z innymi materiałami, typowo aluminium/miedź. Lut przeznaczony do stosowania z topnikiem ALUNOX NCs (niekorozyjny). ZASTOSOWANIE: wymienniki ciepła, systemy domowe, stal - aluminium i galwanizowane złącza elektryczne stal - aluminium.
ZINAL 4
Złącza Al/Al
EN ISO 17672 Al112 Solidus 575 Si 12.0 Rm (MPa) 140 Goły AWS A5.8 - Liquidus 585 Al 88.0 A (%) 20
DIN 8513 - d (g/cm) -
Stop aluminiowy AlSi12. Lut przeznaczony do stosowania z topnikiem ALUNOX NC (niekorozyjny) lub FLUX-ODAL (korozyjny). ZASTOSOWANIE: systemy klimatyzacji w przemyśle samochodowym, wymienniki ciepła, systemy domowe.
AL12
DRUTY PEŁNE
LUTY
ALU
MIN
IOW
E
36
Zalecana metoda grzaniaKształtmechaniczne
Skład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Właściwości
KształtmechaniczneSkład chemiczny (%)KlasyfikacjaPunkt
topnienia (°C)Właściwości Zalecana metoda grzania
Goły
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
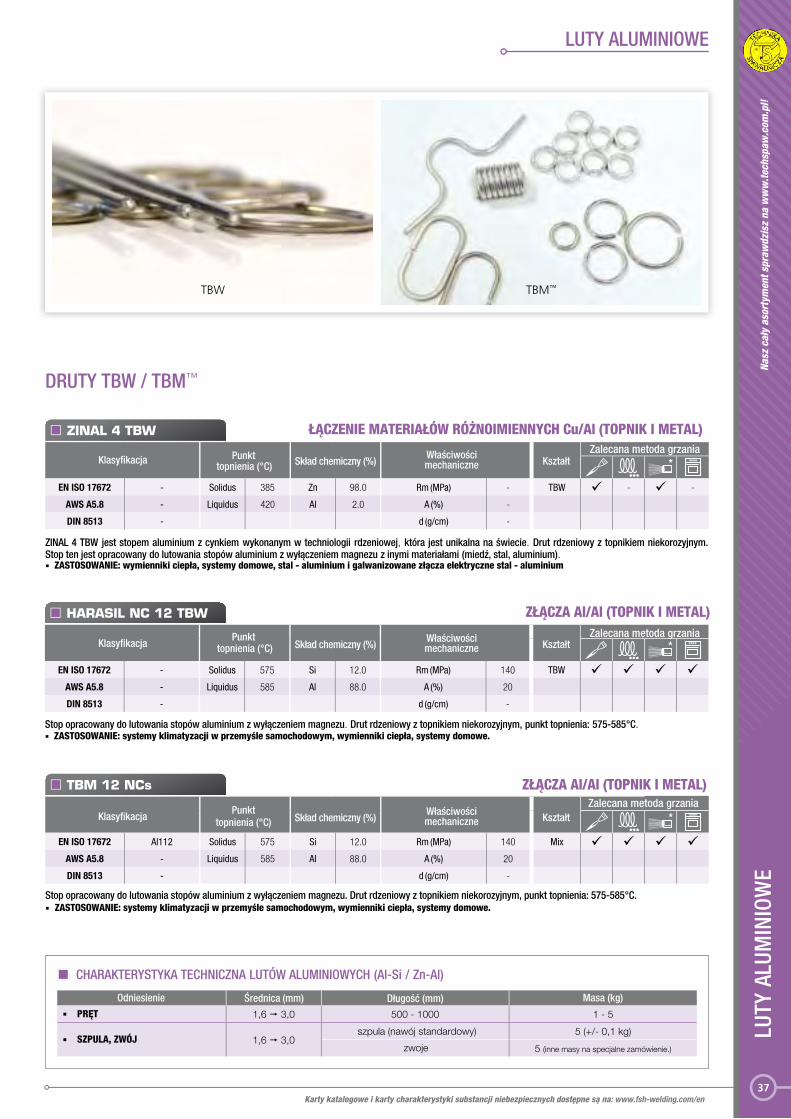
ZŁĄCZA Al/Al (TOPNIK I METAL)
EN ISO 17672 - Solidus 575 Si 12.0 Rm (MPa) 140 TBW AWS A5.8 - Liquidus 585 Al 88.0 A (%) 20
DIN 8513 - d (g/cm) -
Stop opracowany do lutowania stopów aluminium z wyłączeniem magnezu. Drut rdzeniowy z topnikiem niekorozyjnym, punkt topnienia: 575-585°C. ZASTOSOWANIE: systemy klimatyzacji w przemyśle samochodowym, wymienniki ciepła, systemy domowe.
HARASIL NC 12 TBW
EN ISO 17672 Al112 Solidus 575 Si 12.0 Rm (MPa) 140 Mix AWS A5.8 - Liquidus 585 Al 88.0 A (%) 20
DIN 8513 - d (g/cm) -
Stop opracowany do lutowania stopów aluminium z wyłączeniem magnezu. Drut rdzeniowy z topnikiem niekorozyjnym, punkt topnienia: 575-585°C. ZASTOSOWANIE: systemy klimatyzacji w przemyśle samochodowym, wymienniki ciepła, systemy domowe.
TBM 12 NCs
Odniesienie Średnica (mm) Długość (mm) Masa (kg)
PRĘT 1,6 3,0 500 - 1000 1 - 5
SZPULA, ZWÓJ 1,6 3,0szpula (nawój standardowy) 5 (+/- 0,1 kg)
zwoje 5 (inne masy na specjalne zamówienie.)
CHARAKTERYSTYKA TECHNICZNA LUTÓW ALUMINIOWYCH (Al-Si / Zn-Al)
DRUTY TBW / TBM™
ŁĄCZENIE MATE IAŁ W NOIMIENN C C /Al (TOPNIK I METAL) d
EN ISO 17672 - Solidus 385 Zn 98.0 Rm (MPa) - TBW - -
AWS A5.8 - Liquidus 420 Al 2.0 A (%) -
DIN 8513 - d (g/cm) -
ZINAL 4 TBW jest stopem aluminium z cynkiem wykonanym w techniologii rdzeniowej, która jest unikalna na świecie. Drut rdzeniowy z topnikiem niekorozyjnym. Stop ten jest opracowany do lutowania stopów aluminium z wyłączeniem magnezu z inymi materiałami (miedź, stal, aluminium). ZASTOSOWANIE: wymienniki ciepła, systemy domowe, stal - aluminium i galwanizowane złącza elektryczne stal - aluminium
ZINAL 4 TBW
TBW TBM™
LUTY
ALU
MIN
IOW
E
37
LUTY ALUMINIOWE
Zalecana metoda grzania
Zalecana metoda grzania
ZŁĄCZA Al/Al (TOPNIK I METAL) Zalecana metoda grzania
KształtmechaniczneSkład chemiczny (%)Klasyfikacja Punkttopnienia (°C)
Właściwości
KształtmechaniczneSkład chemiczny (%)KlasyfikacjaPunkt Właściwości
topnienia (°C)
KształtmechaniczneSkład chemiczny (%)KlasyfikacjaPunkt Właściwości
topnienia (°C)
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

TOPNIKI LUTOWNICZE
+ ZALETY PRODUKTU: zadanie topnika to rozpuszczanie pozostałości oraznieczystości, zwiększając płynność i wspomaga operatora w określeniu momentu,
stop lutowniczy musi być dodany. Dobry topnik opóźnia wydostawanie się lotnychelementów i powinien być łatwo zamieniany poprzez lutowie, zaraz po jego stopieniu.
Po procesie lutowania, topnik jest usuwany ze złączonych powierzchni, za pomocą gorącej wody lub mechanicznie. Tam, gdzie jest to dopuszczalne można wykorzystać szok termiczny
poprzez zanurzenie gorących części w zimnej wodzie, powodując rozrywanie topnika.
EN 1045 FH10Solidus 500 400 Liquidus 800 200
Ten topnik używany jest w połączeniu z lutami gamy BRAZEARGENT ® (lutowanie lutami na osnowie srebra w temperaturach 590-730 °C). Topnik w postaci proszku lub pasty, gotowy do użycia. ZASTOSOWANIE: topnik bardzo mocno czyszczący powierzchnię
BORINOX
EN 1045 FH20Solidus 800 300 Liquidus 1000 150
Topnik do ogólnego użycia podczas lutospawania, jak również przy płomieniowym lutowaniu żeliwa. POLYFLUX jest bardzo wydajnym topnikiem umożliwiającym lutowanie nawet na nieoczyszczonych wstępnie powierzchniach. Topnik w pstaci proszku lub pasty, gotowy do użycia. ZASTOSOWANIE: do wykorzystania przy lutospawaniu stopami takimi jak CUPROX ®, NICROX i BRAZEARGENT 1505.
POLYFLUX
AGFLUX
EN 1045 FH10Pasta Solidus 500 Zbiornik plastykowy
(z mechanizmem ochrony dzieci i indykatorem dotykowym)
60-200-400-1000 Proszek Liquidus 800 200-400-1000
Ten topnik używany jest w połączeniu z lutami gamy BRAZEARGENT ® (lutowanie lutami na osnowie srebra poniżej temperatury 800 °C). Topnik bez kwasu borowego. Topnik w pstaci proszku lub pasty, gotowy do użycia. Wysoka wydajność przy minimalnym zastosowaiu. ZASTOSOWANIE: AGFLUX (pasta) przy instalacjach do gazów palnych. Zostałzatwierdzony przy użyciu razem z lutem PAG 60 pod numerem ATG 1530 oraz w połączeniu z naszym stopem BRAZARGENT 5000, zarejestrowanym pod numerem ATG 1598.AGFLUX (proszek): topnik przeznaczony do lutowania stali oraz połączeń miedź - mosiądz. Ten, wysokiej jakości, topnik daje perfekcyjne rezultataty nawet na nieoczyszczonych wstępnie powierzchniach.
AGFLUX (Pasta) No.1598No.1530
TOPN
IKI L
UTOW
NIC
ZE
38
KształtPakowanieKlasyfikacjaPunkt
Masa (g)topnienia (°C)
Typ
Pasta
Proszek
KształtPakowanieKlasyfikacjaPunkt
Masa (g)topnienia (°C)
Typ
KształtPakowanieKlasyfikacjaPunkt Masa (g)
topnienia (°C)Typ
Pasta
Proszek
Pasta
Proszek
Pasta
Proszek
Pasta
Proszek
Zbiornik plastykowy (z mechanizmem ochrony dzieci i
indykatorem dotykowym)
Zbiornik plastykowy (z mechanizmem ochrony dzieci i
indykatorem dotykowym)
LUTOWANIE LUTAMI SREBRNYMI / BEZ KWASU BOROWEGO
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
LUTOWANIE STALI
LUTOSPAWANIE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
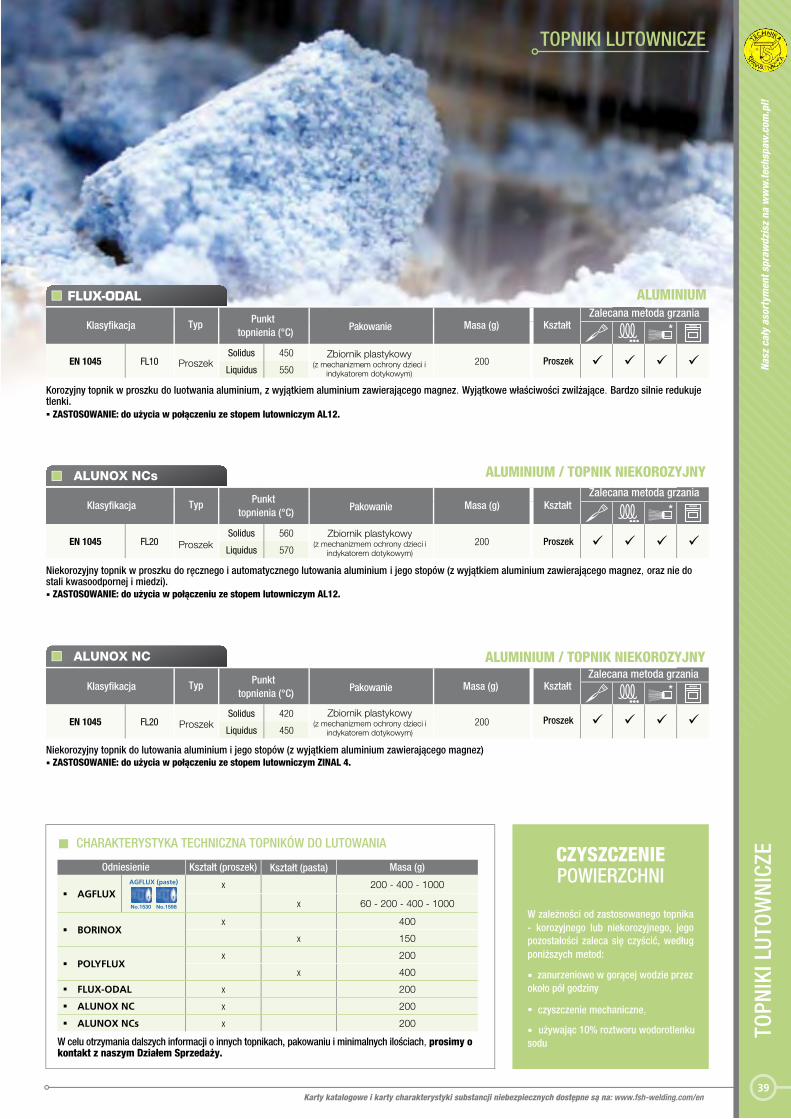
EN 1045 FL20Solidus 560
200 Proszek Liquidus 570
Niekorozyjny topnik w proszku do ręcznego i automatycznego lutowania aluminium i jego stopów (z wyjątkiem aluminium zawierającego magnez, oraz nie do stali kwasoodpornej i miedzi). ZASTOSOWANIE: do użycia w połączeniu ze stopem lutowniczym AL12.
EN 1045 FL20Solidus 420
200Liquidus 450
Niekorozyjny topnik do lutowania aluminium i jego stopów (z wyjątkiem aluminium zawierającego magnez) ZASTOSOWANIE: do użycia w połączeniu ze stopem lutowniczym ZINAL 4.
Kształt (proszek)Odniesienie Masa (g)
AGFLUXAGFLUX (paste)
No.1598No.1530
x 200 - 400 - 1000
x 60 - 200 - 400 - 1000
BORINOXx 400
x 150
POLYFLUXx 200
x 400
FLUX-ODAL x 200
ALUNOX NC x 200
ALUNOX NCs x 200
W celu otrzymania dalszych informacji o innych topnikach, pakowaniu i minimalnych ilościach, prosimy o kontakt z naszym Działem Sprzedaży.
CHARAKTERYSTYKA TECHNICZNA TOPNIKÓW DO LUTOWANIA
EN 1045 FL10Solidus 450
200Liquidus 550
Korozyjny topnik w proszku do luotwania aluminium, z wyjątkiem aluminium zawierającego magnez. Wyjątkowe właściwości zwilżające. Bardzo silnie redukuje tlenki. ZASTOSOWANIE: do użycia w połączeniu ze stopem lutowniczym AL12.
FLUX-ODAL
CZYSZCZENIE POWIERZCHNI
W zależności od zastosowanego topnika - korozyjnego lub niekorozyjnego, jego pozostałości zaleca się czyścić, według poniższych metod:
zanurzeniowo w gorącej wodzie przezokoło pół godziny
czyszczenie mechaniczne,
używając 10% roztworu wodorotlenkusodu
TOPN
IKI L
UTOW
NIC
ZE
39
TOPNIKI LUTOWNICZE
ALUNOX NCs
ALUNOX NC
KształtPakowanieKlasyfikacjaPunkt
Masa (g)topnienia (°C)
Typ
KształtPakowanieKlasyfikacjaPunkt
Masa (g)topnienia (°C)
Typ
KształtPakowanieKlasyfikacjaPunkt
Masa (g)topnienia (°C)
Typ
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
ALUMINIUM
ALUMINIUM / TOPNIK NIEKOROZYJNY
ALUMINIUM / TOPNIK NIEKOROZYJNY
Zbiornik plastykowy (z mechanizmem ochrony dzieci i
indykatorem dotykowym)
Zbiornik plastykowy (z mechanizmem ochrony dzieci i
indykatorem dotykowym)
Zbiornik plastykowy (z mechanizmem ochrony dzieci i
indykatorem dotykowym)
Proszek
Proszek
Proszek Proszek
Proszek
Kształt (pasta)
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
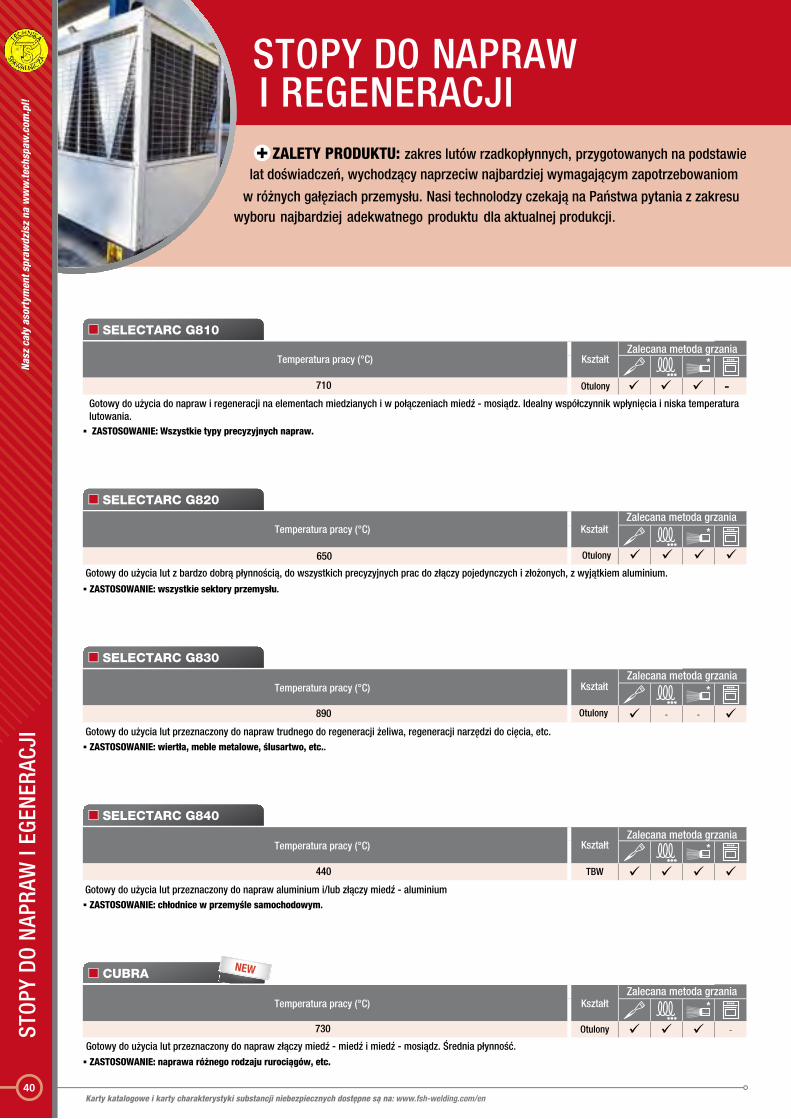
STOPY DO NAPRAW I REGENERACJI+ ZALETY PRODUKTU: zakres lutów rzadkopłynnych, przygotowanych na podstawie
lat doświadczeń, wychodzący naprzeciw najbardziej wymagającym zapotrzebowaniom
w różnych gałęziach przemysłu. Nasi technolodzy czekają na Państwa pytania z zakresu wyboru najbardziej adekwatnego produktu dla aktualnej produkcji.
Temperatura pracy (°C)
ZASTOSOWANIE: Wszystkie typy precyzyjnych napraw.
SELECTARC G810
ZASTOSOWANIE: wszystkie sektory przemysłu.
SELECTARC G820
- -
ZASTOSOWANIE: wiertła, meble metalowe, ślusartwo, etc..
SELECTARC G830
TBW
ZASTOSOWANIE: chłodnice w przemyśle samochodowym.
SELECTARC G840
-
ZASTOSOWANIE: naprawa różnego rodzaju rurociągów, etc.
CUBRANEW
40
STOP
Y DO
NAP
RAW
I EG
ENER
ACJI
Temperatura pracy (°C)
Temperatura pracy (°C)
Temperatura pracy (°C)
Temperatura pracy (°C)
Kształt
Kształt
Kształt
Kształt
Kształt
Otulony -
Otulony
Otulony
Otulony
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
Zalecana metoda grzania
710
650
890
440
730
Gotowy do użycia do napraw i regeneracji na elementach miedzianych i w połączeniach miedź - mosiądz. Idealny współczynnik wpłynięcia i niska temperatura lutowania.
Gotowy do użycia lut z bardzo dobrą płynnością, do wszystkich precyzyjnych prac do złączy pojedynczych i złożonych, z wyjątkiem aluminium.
Gotowy do użycia lut przeznaczony do napraw trudnego do regeneracji żeliwa, regeneracji narzędzi do cięcia, etc.
Gotowy do użycia lut przeznaczony do napraw aluminium i/lub złączy miedź - aluminium
Gotowy do użycia lut przeznaczony do napraw złączy miedź - miedź i miedź - mosiądz. Średnia płynność.
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
APPLICATI
OM
EA
ELEC
TRO
GRZANIE
I WEN
TYLA
CJA
SYSTE
MY CHŁO
DZENIA
PRZE
MYSŁ S
AMOCHODOWY
PRACE I
NSTALA
CYJNE I
SANITARNE
ENER
GIA ODNAWIALNA, P
ANELE S
ŁONEC
ZNE
NARZĘDZIA
DIAMENTO
WE I W
ĘGLIK
OWE
URZĄDZE
NIA KONTROLN
O - PO
MIAROWE
KONSTRUKCJE
ELEK
TRO -
MECHANICZN
E
STRUKTU
RY RUROWE
ZASTOSOWANIA

ZASTOSOWANIA
OFERUJE ODPOWIEDNIE ROZWIĄZANIA DLA WSZYSTKICH GAŁĘZI PRZEMYSŁU ORAZ POMOC W ICH DOBORZE!!
PRZEMYSŁ SAMOCHODOWY
GRZANIE I WENTYLACJA
KLIMATYZACJA, DOMOWE I PRZEMYSŁOWE SYSTEMY
CHŁODZENIA
KONSTRUKCJE ELEKTRO-MECHANICZNE
SYSTEMY KONTROLNO-POMIAROWE
STRUKTURYRUROWE
PRACE INSTALATORSKIEI SANITARNE
ENERGIA ODNAWIALNA PANELE SŁONECZNE
NARZĘDZIA DIAMENTOWE I WĘGLIKOWE
42
APLIKACJE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

PRZEMYSŁ SAMOCHODOWY
KLIMATYZACJA, DOMOWE I PRZEMYSŁOWE SYSTEMY CHŁODZENIA
GRZANIE I WENTYLACJA
G ŁOWNE APL IKACJE
chłodnice samochodowe,
klimatyzacja,
sysytemy hamulcowe,
systemy sterowania,
etc..
G ŁÓWNE APL IKACJE
systemy klimatyzacji, wymienniki ciepła,
systemy grzewcze,
ogrzewanie podłogowe,
systemy transportu (woda, gaz, para)
etc.
G ŁOWNE APL IKACJE
systemy chłodzenia,
lodówki przemysłowe idomowe, chłodnie
aplikacje domowe,
parowniki
etc.
43
APLIKACJE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

APLIKACJE
PRACE INSTALATORSKIE I SANITARNE
ENERGIA ODNAWIALNA, PANELE SŁONECZNE
NARZĘDZIA DIAMENTOWE I WĘGLIKOWE
G ŁÓWNE APL IKACJE
panele słoneczne
wymienniki ciepła paneli
energia pływowa,
turbiny wiatrowe
alternatory
etc..
G ŁÓWNE APL IKACJE
narzędzia diamentowe
noże do cięcia skóry i platyku
narzędzia chirurgiczne
piły, wiertła, narzędzia do mielenia,
cement, narzędzia do cięcia kamienia i drewna
etc.
G ŁOWNE APL IKACJE
domy prywatne i budynki
przemysłowe:
- instalacje wodne
- rurociągi gazowe,
etc.
44
APLIKACJE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
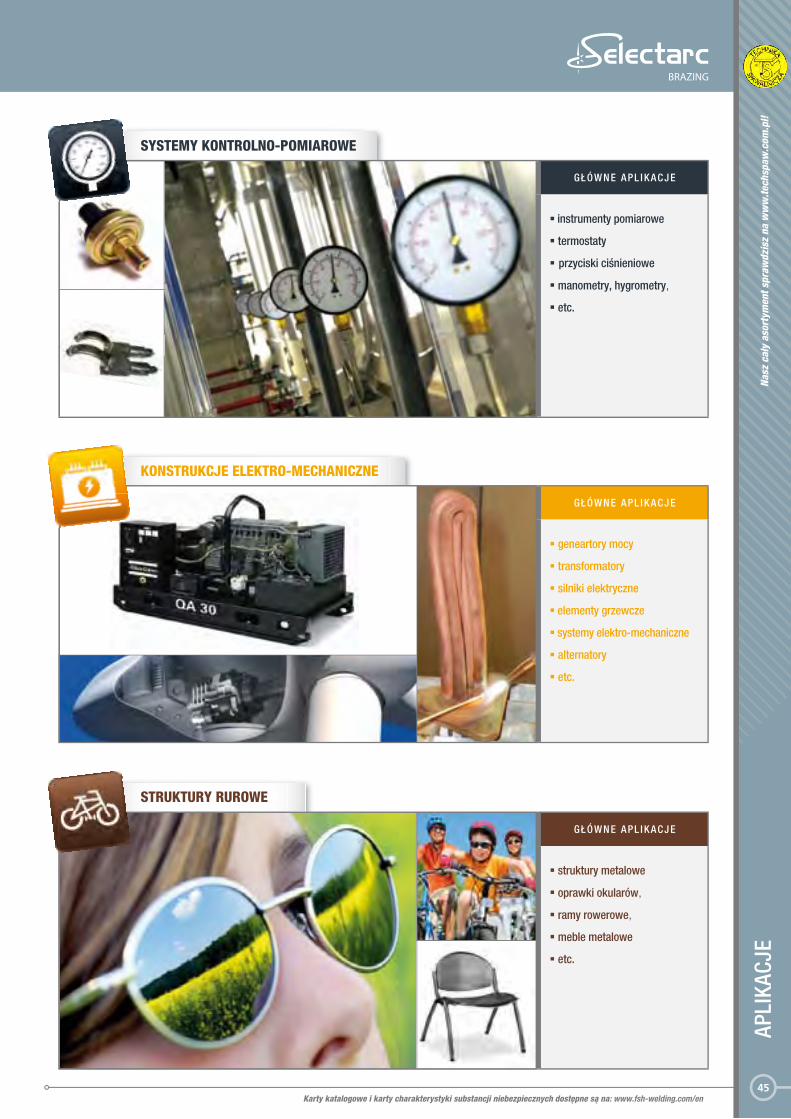
SYSTEMY KONTROLNO-POMIAROWE
KONSTRUKCJE ELEKTRO-MECHANICZNE
STRUKTURY RUROWE
G ŁÓWNE APL IKACJE
instrumenty pomiarowe
termostaty
przyciski ciśnieniowe
manometry, hygrometry,
etc.
G ŁÓWNE APL IKACJE
struktury metalowe
oprawki okularów,
ramy rowerowe,
meble metalowe
etc.
G ŁÓWNE APL IKACJE
geneartory mocy
transformatory
silniki elektryczne
elementy grzewcze
systemy elektro-mechaniczne
alternatory
etc.
45
APLIKACJE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
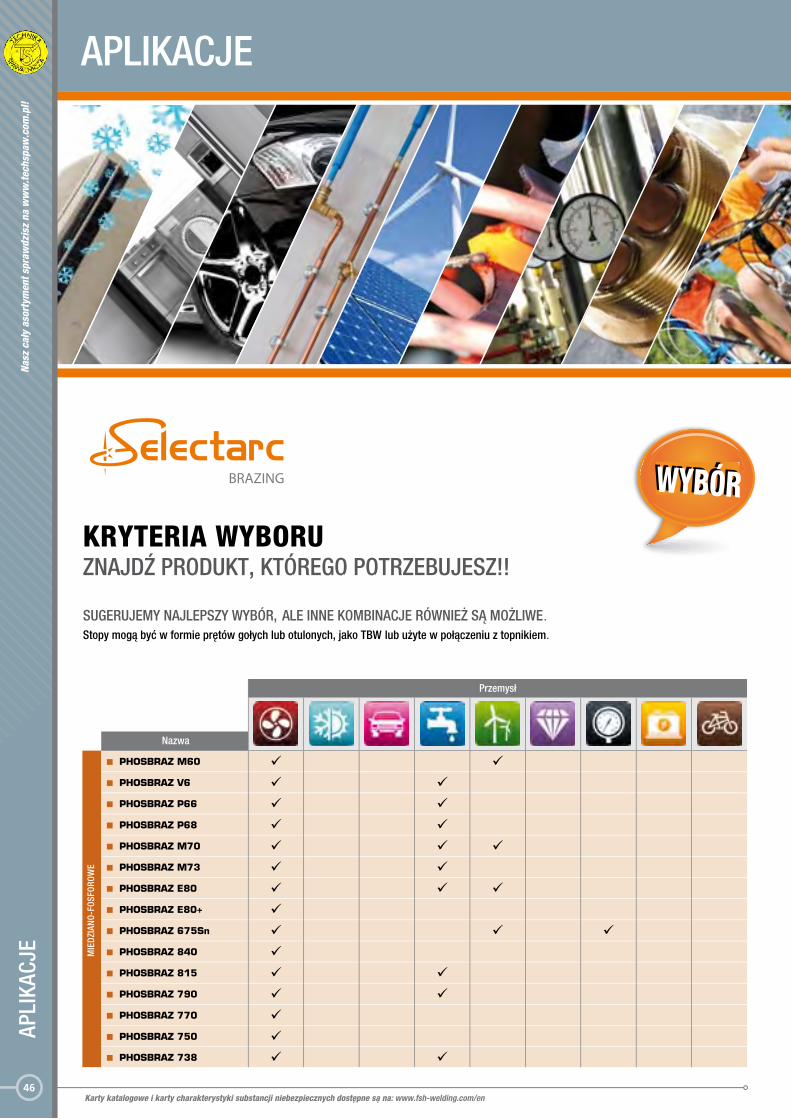
APLIKACJE
Przemysł
Nazwa
MIE
DZIA
NO-
FOSF
OROW
E
PHOSBRAZ M60 PHOSBRAZ V6 PHOSBRAZ P66 PHOSBRAZ P68 PHOSBRAZ M70 PHOSBRAZ M73 PHOSBRAZ E80 PHOSBRAZ E80+ PHOSBRAZ 675Sn PHOSBRAZ 840 PHOSBRAZ 815 PHOSBRAZ 790 PHOSBRAZ 770 PHOSBRAZ 750 PHOSBRAZ 738
KRYTERIA WYBORU ZNAJDŹ PRODUKT, KTÓREGO POTRZEBUJESZ!!
SUGERUJEMY NAJLEPSZY WYBÓR, ALE INNE KOMBINACJE RÓWNIEŻ SĄ MOŻLIWE. Stopy mogą być w formie prętów gołych lub otulonych, jako TBW lub użyte w połączeniu z topnikiem.
46
APLI
KACJ
E
WYBÓRWYBÓR
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
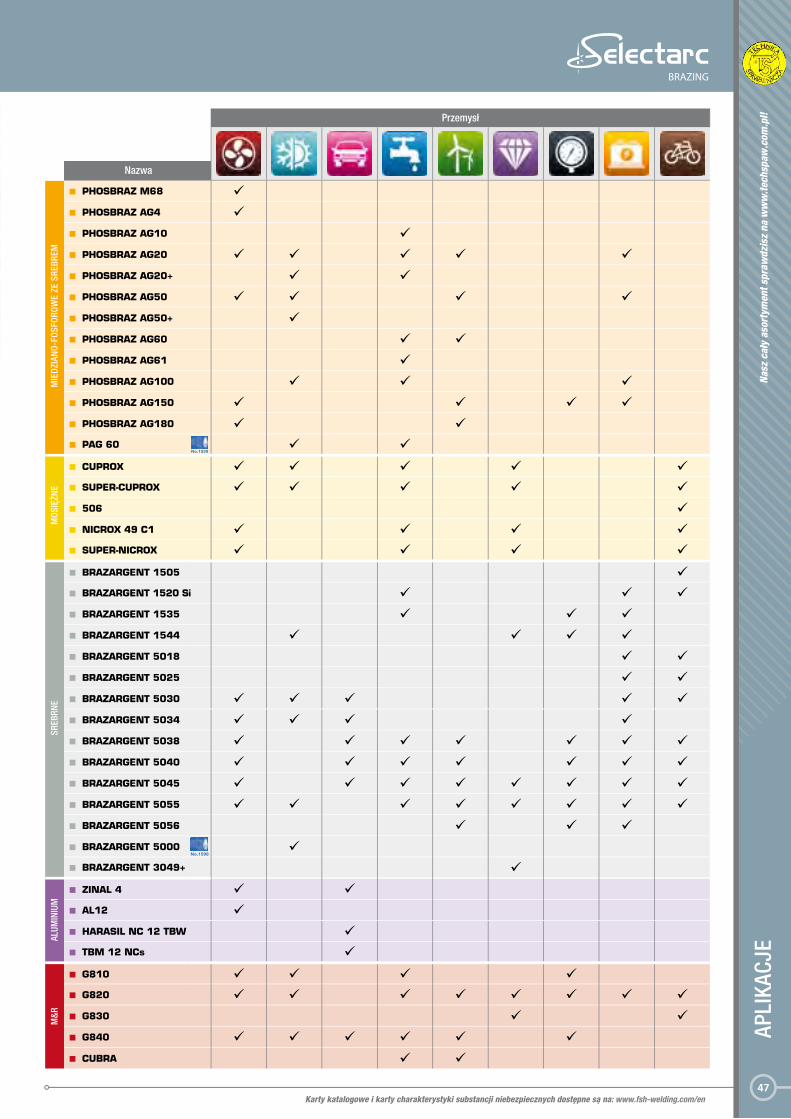
Przemysł
Nazwa
MIE
DZIA
NO-
FOSF
OROW
E ZE
SRE
BREM
PHOSBRAZ M68 PHOSBRAZ AG4 PHOSBRAZ AG10 PHOSBRAZ AG20 PHOSBRAZ AG20+ PHOSBRAZ AG50 PHOSBRAZ AG50+ PHOSBRAZ AG60 PHOSBRAZ AG61 PHOSBRAZ AG100 PHOSBRAZ AG150 PHOSBRAZ AG180 PAG 60
No.1539
MOS
IĘŻN
E
CUPROX SUPER-CUPROX 506 NICROX 49 C1 SUPER-NICROX
SREB
RNE
BRAZARGENT 1505 BRAZARGENT 1520 Si
BRAZARGENT 1535 BRAZARGENT 1544 BRAZARGENT 5018 BRAZARGENT 5025 BRAZARGENT 5030 BRAZARGENT 5034 BRAZARGENT 5038 BRAZARGENT 5040 BRAZARGENT 5045 BRAZARGENT 5055 BRAZARGENT 5056 BRAZARGENT 5000
No.1598
BRAZARGENT 3049+
ALUM
INIU
M
ZINAL 4 AL12 HARASIL NC 12 TBW TBM 12 NCs
M&R
G810 G820 G830 G840 CUBRA
47
APLI
KACJ
ENa
sz c
ały
asor
tym
ent s
praw
dzis
z na
ww
w.te
chsp
aw.c
om.p
l!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
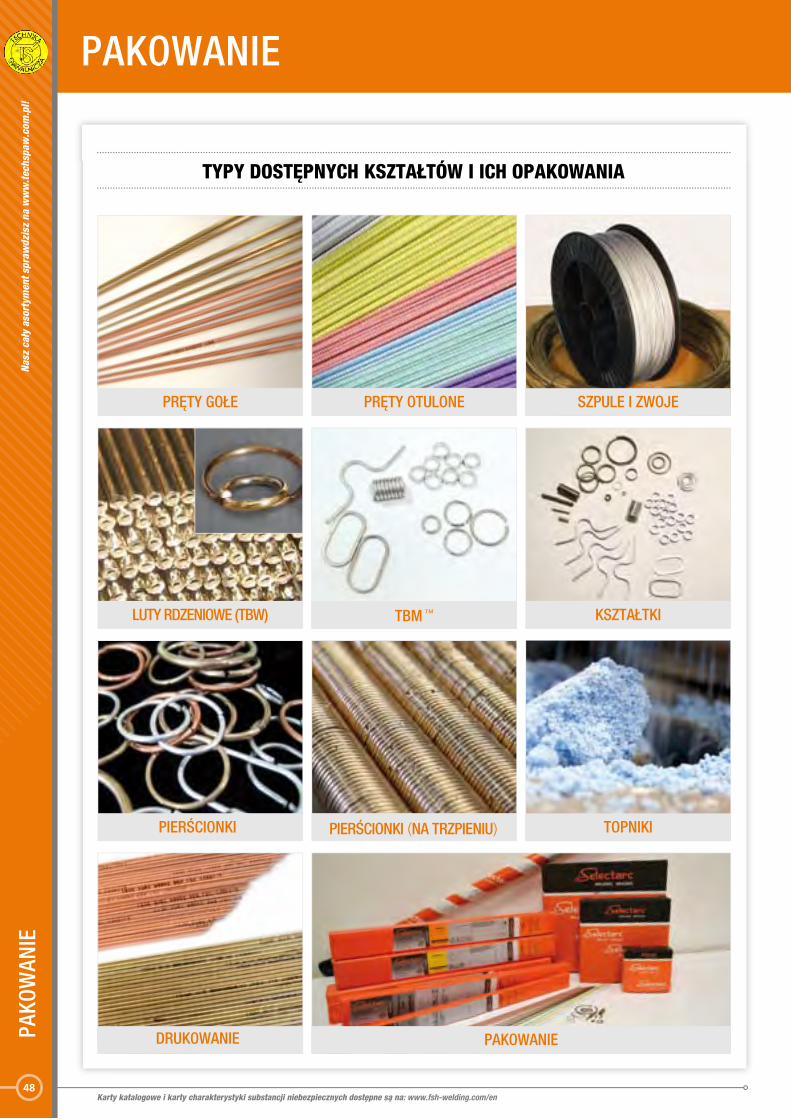
PAKOWANIE
TYPY DOSTĘPNYCH KSZTAŁTÓW I ICH OPAKOWANIA
PRĘTY GOŁE
KSZTAŁTKI
SZPULE I ZWOJE
DRUKOWANIE
LUTY RDZENIOWE (TBW)
PIERŚCIONKI (NA TRZPIENIU)
TBM ™
PRĘTY OTULONE
PIERŚCIONKI TOPNIKI
PAKOWANIEPAKO
WAN
IE
48
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

SERWIS I JAKOŚĆ
DZIAŁY• Porady i wsparcie klientaW naszym dziale pracują doświadczeni inżynierowie, którzy służą pomocą naszym klientom w wyborze najbardziej odpowiednich materiałów do konkretnego zapotrzebowania.
• Badania i rozwój (R&D)Dział R&D prowadzi rozwój stopów lutowniczych, ich kształtów oraz procedur wykonywania testów (analiz chemicznych i termicznych, testów mechanicznych) według wymagań klientów.
• Wsparcie klientaDział Sprzedaży szybko odpowiada na wszystkie zapytania.
• Pytania technologiczneluty nietypowe: kolor, nadruk, pakowanie, pokazy lutowania, szkolenia techniczne na miejscu i u klienta, etc.
ZAPEWNIENIE JAKOŚCI ICertyfikat ISO 9001
ZNAJDŹ NASZĄ GAMĘ
PRODUKTÓW NA
WWW.SELECTARC-BRAZING.COM
49
SERW
IS I
JAKO
ŚĆNa
sz c
ały
asor
tym
ent s
praw
dzis
z na
ww
w.te
chsp
aw.c
om.p
l!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
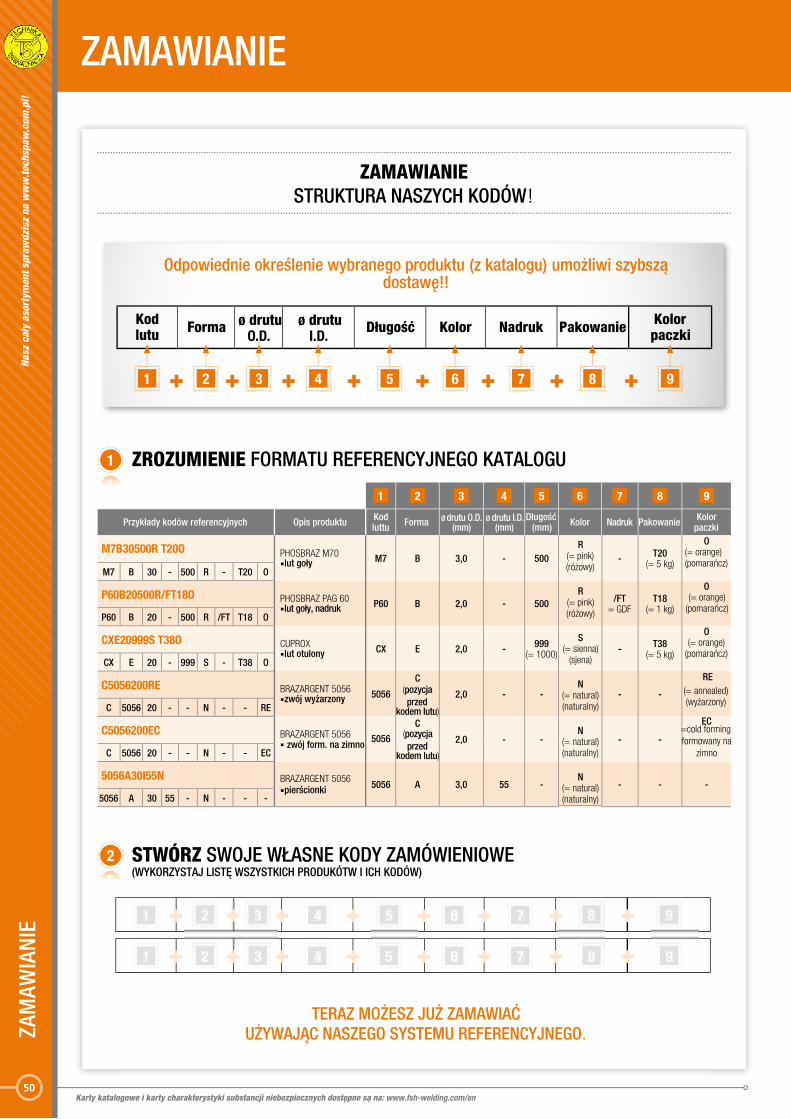
ZAMAWIANIE
TERAZ MOŻESZ JUŻ ZAMAWIAĆUŻYWAJĄC NASZEGO SYSTEMU REFERENCYJNEGO.
ZAMAWIANIESTRUKTURA NASZYCH KODÓW!
Kodlutu Forma ø drutu
O.D.ø drutu
I.D.Długość Kolor Nadruk Pakowanie Kolor
paczki
6 7 83 4 521 + + + + + + + 9+
Odpowiednie określenie wybranego produktu (z katalogu) umożliwi szybszą dostawę!!
CREATE YOUR OWN CODES!
1 2 3 4 5 6 7 8 9
Opis produktu Kodluttu Forma ø drutu O.D.
(mm)ø drutu I.D.
(mm)Długość
(mm) Kolor Nadruk Pakowanie Kolorpaczki Przykłady kodów referencyjnych
M7B30500R T20O PHOSBRAZ M70 lut goły M7 B 3,0 - 500
R(= pink)(różowy)
- T20(= 5 kg)
O (= orange)(pomarańcz)
M7 B 30 - 500 R - T20 O
P60B20500R/FT18O PHOSBRAZ PAG 60 lut goły, nadruk P60 B 2,0 - 500
R(= pink)(różowy)
/FT= GDF
T18(= 1 kg)
O (= orange)(pomarańcz)
P60 B 20 - 500 R /FT T18 O
CXE20999S T38O CUPROX lut otulony CX E 2,0 - 999
(= 1000)
S (= sienna)(sjena)
- T38(= 5 kg)
O (= orange)(pomarańcz)
CX E 20 - 999 S - T38 O
C5056200RE BRAZARGENT 5056 zwój wyżarzony 5056
C(pozycjaprzed
kodem lutu)
2,0 - -N
(= natural)(naturalny)
- -
RE (= annealed)(wyżarzony)
C 5056 20 - - N - - RE
C5056200EC BRAZARGENT 5056
C
2,0 - -N
(= natural)(naturalny)
- -
EC=cold formingformowany na
zimnoC 5056 20 - - N - - EC
5056A30I55N BRAZARGENT 5056 pierścionki 5056 A 3,0 55 -
N(= natural)(naturalny)
- - -5056 A 30 55 - N - - -
11
ZROZUMIENIE FORMATU REFERENCYJNEGO KATALOGU
+ + + + + + +6 741 +
+ + + + + + +6 7 83 4 521 9+
22
STWÓRZ SWOJE WŁASNE KODY ZAMÓWIENIOWE(WYKORZYSTAJ LISTĘ WSZYSTKICH PRODUKÓTW I ICH KODÓW)
50
ZAM
AWIA
NIE
zwój form. na zimno5056 (pozycja
przedkodem lutu)
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
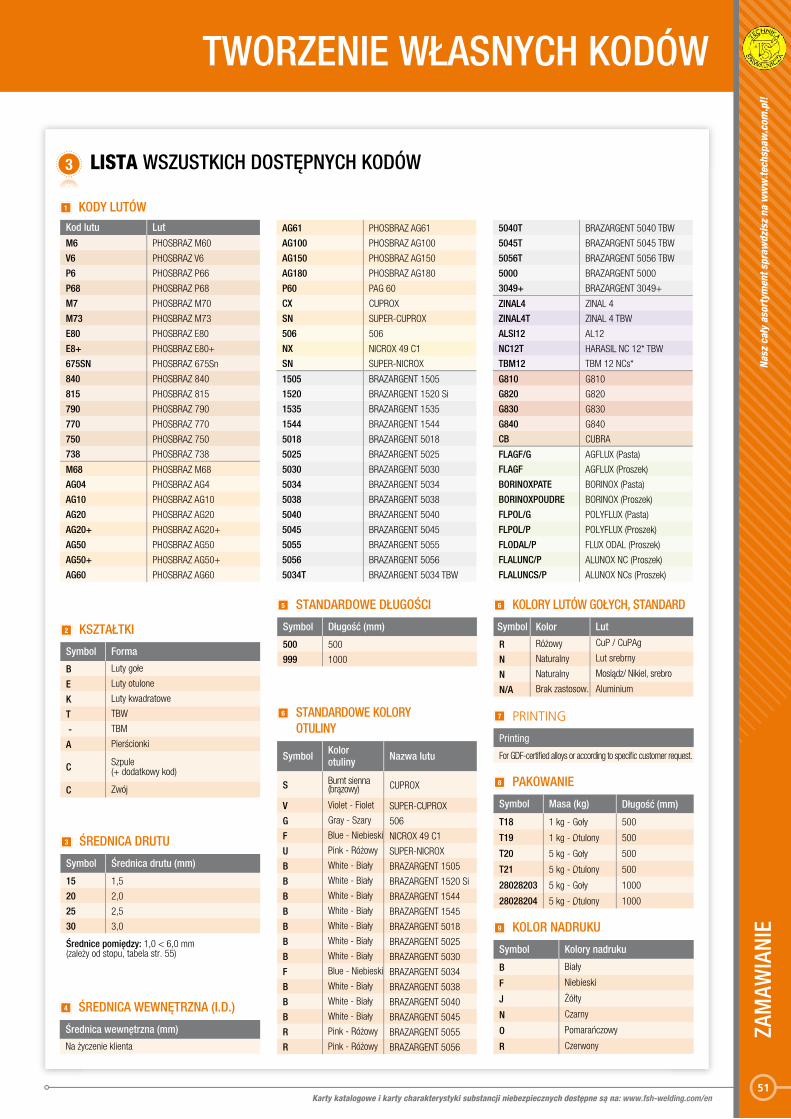
TWORZENIE WŁASNYCH KODÓW
Kod lutu LutM6 PHOSBRAZ M60
V6 PHOSBRAZ V6
P6 PHOSBRAZ P66
P68 PHOSBRAZ P68
M7 PHOSBRAZ M70
M73 PHOSBRAZ M73
E80 PHOSBRAZ E80
E8+ PHOSBRAZ E80+
675SN PHOSBRAZ 675Sn
840 PHOSBRAZ 840
815 PHOSBRAZ 815
790 PHOSBRAZ 790
770 PHOSBRAZ 770
750 PHOSBRAZ 750
738 PHOSBRAZ 738
M68 PHOSBRAZ M68
AG04 PHOSBRAZ AG4
AG10 PHOSBRAZ AG10
AG20 PHOSBRAZ AG20
AG20+ PHOSBRAZ AG20+
AG50 PHOSBRAZ AG50
AG50+ PHOSBRAZ AG50+
AG60 PHOSBRAZ AG60
AG61 PHOSBRAZ AG61
AG100 PHOSBRAZ AG100
AG150 PHOSBRAZ AG150
AG180 PHOSBRAZ AG180
P60 PAG 60
CX CUPROX
SN SUPER-CUPROX
506 506
NX NICROX 49 C1
SN SUPER-NICROX
1505 BRAZARGENT 1505
1520 BRAZARGENT 1520 Si
1535 BRAZARGENT 1535
1544 BRAZARGENT 1544
5018 BRAZARGENT 5018
5025 BRAZARGENT 5025
5030 BRAZARGENT 5030
5034 BRAZARGENT 5034
5038 BRAZARGENT 5038
5040 BRAZARGENT 5040
5045 BRAZARGENT 5045
5055 BRAZARGENT 5055
5056 BRAZARGENT 5056
5034T BRAZARGENT 5034 TBW
5040T BRAZARGENT 5040 TBW
5045T BRAZARGENT 5045 TBW
5056T BRAZARGENT 5056 TBW
5000 BRAZARGENT 5000
3049+ BRAZARGENT 3049+
ZINAL4 ZINAL 4
ZINAL4T ZINAL 4 TBW
ALSI12 AL12
NC12T HARASIL NC 12* TBW
TBM12 TBM 12 NCs*
G810 G810
G820 G820
G830 G830
G840 G840
CB CUBRA
FLAGF/G AGFLUX (Pasta)
FLAGF AGFLUX (Proszek)
BORINOXPATE BORINOX (Pasta)
BORINOXPOUDRE BORINOX (Proszek)
FLPOL/G POLYFLUX (Pasta)
FLPOL/P POLYFLUX (Proszek)
FLODAL/P FLUX ODAL (Proszek)
FLALUNC/P ALUNOX NC (Proszek)
FLALUNCS/P ALUNOX NCs (Proszek)
1 KODY LUTÓW
2 KSZTAŁTKI
Symbol Forma
B Luty gołe
E Luty otulone
K Luty kwadratowe
T TBW
- TBM
A Pierścionki
C Szpule (+ dodatkowy kod)
C Zwój
Symbol Kolorotuliny Nazwa lutu
S Burnt sienna (brązowy) CUPROX
V Violet - Fiolet SUPER-CUPROX
G Gray - Szary 506
F Blue - Niebieski NICROX 49 C1
U Pink - Różowy SUPER-NICROX
B White - Biały BRAZARGENT 1505
B White - Biały BRAZARGENT 1520 Si
B White - Biały BRAZARGENT 1544
B White - Biały BRAZARGENT 1545
B White - Biały BRAZARGENT 5018
B White - Biały BRAZARGENT 5025
B White - Biały BRAZARGENT 5030
F Blue - Niebieski BRAZARGENT 5034
B White - Biały BRAZARGENT 5038
B White - Biały BRAZARGENT 5040
B White - Biały BRAZARGENT 5045
R Pink - Różowy BRAZARGENT 5055
R Pink - Różowy BRAZARGENT 5056
6 STANDARDOWE KOLORYOTULINY
Symbol Masa (kg) Długość (mm)
T18 1 kg - Goły 500
T19 1 kg - Otulony 500
T20 5 kg - Goły 500
T21 5 kg - Otulony 500
28028203 5 kg - Goły 1000
28028204 5 kg - Otulony 1000
8 PAKOWANIE
Symbol Średnica drutu (mm)
15 1,5
20 2,0
25 2,5
30 3,0
Średnice pomiędzy: 1,0 < 6,0 mm(zależy od stopu, tabela str. 55)
3 ŚREDNICA DRUTU
Symbol Długość (mm)
500 500
999 1000
5 STANDARDOWE DŁUGOŚCI
Printing
For GDF-certifi ed alloys or according to specifi c customer request.
7 PRINTING
Symbol Kolory nadruku
B Biały
F Niebieski
J Żółty
N Czarny
O Pomarańczowy
R Czerwony
9 KOLOR NADRUKU
Średnica wewnętrzna (mm)
Na życzenie klienta
4 ŚREDNICA WEWNĘTRZNA (I.D.)
Symbol Kolor
R Różowy
N Naturalny
N Naturalny
N/A Brak zastosow.
Lut
CuP / CuPAg
Lut srebrny
Mosiądz/ Nikiel, srebro Aluminium
6 KOLORY LUTÓW GOŁYCH, STANDARD
33
LISTA WSZUSTKICH DOSTĘPNYCH KODÓW
51
ZAM
AWIA
NIE
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

TABELA ZAMIENNIKACH
LUTO-SPAWANIEKlasyfikacja - standardy
TWÓJ ZAMIENNIKTyp EN ISO 3677 EN ISO 17672 NF EN 1044 AWS A5.8 DIN 8513
CUPROX B Cu 60 Zn Si 870-890 ~Cu 471 ~CU304 ~RCu-Zn C L CuZn40
SUPER-CUPROX B Cu 59 Zn Ag Si 850-870 - - - -
506 B Cu 50 Zn Ni Si 890-900 - - - -
NICROX 49 C1 B Cu 48 Zn Ni Si 890-920 Cu 773 CU305 Rcu-Zn D L CuNi10Zn42
SUPER-NICROX B Cu 48 Zn Ni Ag Si 870-900 - - - -
LUTY MIEDZIANO-FOSFOROWEKlasyfikacja - standardy
TWÓJ ZAMIENNIKTyp EN ISO 3677 EN ISO 17672 NF EN 1044 AWS A5.8 DIN 8513
LUTO
WAN
IE R
ĘCZN
E
PHOSBRAZ M60 B Cu 94 P 710-860 CuP 179 CP 203 - L-Cu P6
PHOSBRAZ V6 B Cu 94 P 710-845 CuP 179 CP 203 - L-Cu P6
PHOSBRAZ P66 B Cu 93 P 710-825 CuP 180 CP 202 - L-Cu P6
PHOSBRAZ P68 B Cu 93 P 710-815 CuP 180 CP 202 - L-Cu P7
PHOSBRAZ M70 B Cu 93 P 710-805 CuP 180 CP 202 B Cu-P 2 L-Cu P7
PHOSBRAZ M73 B Cu 93 P 710-785 CuP 181 CP 202 B Cu-P 2 L-Cu P7
PHOSBRAZ E80 B Cu 92 P 710-750 CuP 182 CP 201 - L-Cu P8
PHOSBRAZ E80+ B Cu 92 P 710-738 CuP 182 CP 201 - L-Cu P8
PHOSBRAZ 675Sn B Cu 86 Sn Si P 650-700 CuP 385 - B CuP-9 -
LUTO
WAN
IE P
IECO
WE
PHOSBRAZ 840 B Cu 94 P 710-840 CuP 179 CP 203 - L-Cu P6
PHOSBRAZ 815 B Cu 93 P 710-815 CuP 180 CP 202 - L-Cu P7
PHOSBRAZ 790 B Cu 93 P 710-790 CuP 181 CP 202 B Cu-P 2 L-Cu P7
PHOSBRAZ 770 B Cu 93 P 710-770 CuP 182 - B Cu-P 2 L-Cu P7
PHOSBRAZ 750 B Cu 92 P 710-750 CuP 182 CP 201 - L-Cu P8
PHOSBRAZ 738 B Cu 92 P 710-738 CuP 182 CP 201 - L-Cu P8
LUTY MIEDZIANO-FOSFOROWE ZE SREBREMKlasyfikacja - standardy
TWÓJ ZAMIENNIKTyp EN ISO 3677 EN ISO 17672 NF EN 1044 AWS A5.8 DIN 8513
PHOSBRAZ M68 B Cu 93 P Ag 710-815 - - - -
PHOSBRAZ AG4 B Cu 93 P Ag 650-825 - - - -
PHOSBRAZ AG10 B Cu 93 P Ag 650-825 - - - -
PHOSBRAZ AG20 B Cu 91 P Ag 650-820 CuP 279 CP 105 - L-Ag 2 P
PHOSBRAZ AG20+ B Cu 91 P Ag 650-800 CuP 280 - BCuP-6 -
PHOSBRAZ AG50 B Cu 89 P Ag 650-810 CuP 281 CP 104 BCuP-3 L-Ag 5 P
PHOSBRAZ AG50+ B Cu 88 P Ag 650-770 CuP 282 - BCuP-7 -
PHOSBRAZ AG60 B Cu 87 P Ag (Ni) 650-720 CuP 283a CP 103 - -
PHOSBRAZ AG61 B Cu 87 P Ag 643-718 CuP 283 - BCuP-4 -
PHOSBRAZ AG100 B Cu 84 Ag P 650-750 - - - -
PHOSBRAZ AG150 B Cu 80 Ag P 650-800 CuP 284 CP102 BCuP-5 L-Ag 15 P
PHOSBRAZ AG180 B Cu 75 Ag P 645-650 CuP 286 CP101 - L-Ag 18 P
PAG 60 B Cu 87 P Ag (Ni) 645-725 NF A81-362: CuP 291 - - -
BRAZARGENT ®, CUPROX ®, PHOSBRAZ ® SĄ MARKAMI ZAREJESTROWANYMI.
Certifi cation of the Technical Association of the Gas Industry in France (ATG) Filler alloys and brazing fl uxes used for bonding natural gas and pro-pane piping require the approval of the French Gas Association (AFG). Products that meet these criterias are identifi ed by the above symbol.
52
TABE
LA Z
AMIE
NN
IKÓW
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
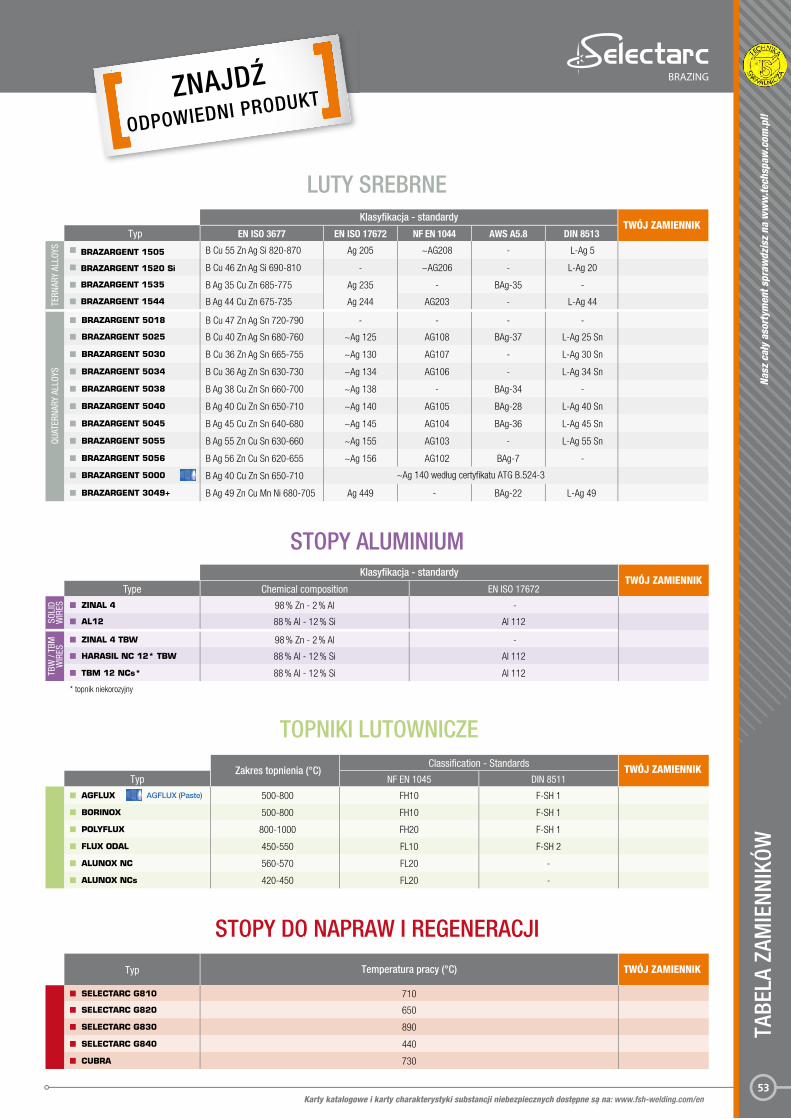
TABLE OF EQUIVALENCES
LUTY SREBRNEKlasyfikacja - standardy
TWÓJ ZAMIENNIKEN ISO 3677 EN ISO 17672 NF EN 1044 AWS A5.8 DIN 8513
TERN
ARY
ALLO
YS B Cu 55 Zn Ag Si 820-870 Ag 205 ~AG208 - L-Ag 5
B Cu 46 Zn Ag Si 690-810 - ~AG206 - L-Ag 20
B Ag 35 Cu Zn 685-775 Ag 235 - BAg-35 -
Typ
BRAZARGENT 1505
BRAZARGENT 1520 Si
BRAZARGENT 1535
BRAZARGENT 1544 B Ag 44 Cu Zn 675-735 Ag 244 AG203 - L-Ag 44
QUAT
ERNA
RY A
LLOY
S
BRAZARGENT 5018 B Cu 47 Zn Ag Sn 720-790 - - - -
BRAZARGENT 5025 B Cu 40 Zn Ag Sn 680-760 ~Ag 125 AG108 BAg-37 L-Ag 25 Sn
BRAZARGENT 5030 B Cu 36 Zn Ag Sn 665-755 ~Ag 130 AG107 - L-Ag 30 Sn
BRAZARGENT 5034 B Cu 36 Ag Zn Sn 630-730 ~Ag 134 AG106 - L-Ag 34 Sn
BRAZARGENT 5038 B Ag 38 Cu Zn Sn 660-700 ~Ag 138 - BAg-34 -
BRAZARGENT 5040 B Ag 40 Cu Zn Sn 650-710 ~Ag 140 AG105 BAg-28 L-Ag 40 Sn
BRAZARGENT 5045 B Ag 45 Cu Zn Sn 640-680 ~Ag 145 AG104 BAg-36 L-Ag 45 Sn
BRAZARGENT 5055 B Ag 55 Zn Cu Sn 630-660 ~Ag 155 AG103 - L-Ag 55 Sn
BRAZARGENT 5056 B Ag 56 Zn Cu Sn 620-655 ~Ag 156 AG102 BAg-7 -
BRAZARGENT 5000 B Ag 40 Cu Zn Sn 650-710 ~Ag 140 według certyfikatu ATG B.524-3
BRAZARGENT 3049+ B Ag 49 Zn Cu Mn Ni 680-705 Ag 449 - BAg-22 L-Ag 49
STOPY ALUMINIUM Klasyfikacja - standardy
TWÓJ ZAMIENNIKType Chemical composition EN ISO 17672
SOLI
D W
IRES ZINAL 4 98 % Zn - 2 % Al -
AL12 88 % Al - 12 % Si Al 112
TBW
/ TB
M
WIR
ES
ZINAL 4 TBW 98 % Zn - 2 % Al -
HARASIL NC 12* TBW 88 % Al - 12 % Si Al 112
TBM 12 NCs* 88 % Al - 12 % Si Al 112
* topnik niekorozyjny
STOPY DO NAPRAW I REGENERACJI
Typ Temperatura pracy (°C) TWÓJ ZAMIENNIK
SELECTARC G810 710
SELECTARC G820 650
SELECTARC G830 890
SELECTARC G840 440
CUBRA 730
TOPNIKI LUTOWNICZE
Zakres topnienia (°C)Classifi cation - Standards TWÓJ ZAMIENNIK
Typ NF EN 1045 DIN 8511
AGFLUX AGFLUX (Paste) 500-800 FH10 F-SH 1
BORINOX 500-800 FH10 F-SH 1
POLYFLUX 800-1000 FH20 F-SH 1
FLUX ODAL 450-550 FL10 F-SH 2
ALUNOX NC 560-570 FL20 -
ALUNOX NCs 420-450 FL20 -
ZNAJDŹ
ODPOWIEDNI PRODUKT
53
TABE
LA Z
AMIE
NN
IKÓW
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

DANE TECHNICZNE
STANDARDOWE WYMIARY I MASY WEDŁUG KLASYFIKACJI LUTÓW
DAN
E TE
CHN
ICZN
E
54
CHARAKTERYSTYKI TECHNICZNE LUTÓW ® CuP, CuP DO LUTOWANIA PIECOWEGO I CuP-Ag
LUTY GOŁE 1,5 3,0 100-700 (z kontr. prostowaniem CuP piec)
DRUT (SZPULA, ZWÓJ) 1,5 3,0
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
Średnica (mm)Odniesienie Długość (mm) Masa (kg)
szpule (nawój standardowy)
szpule (nawój precyzyjny)
zwoje
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 10 % (inna zawartość na zamówienie)
1 - 5
15 (+/- 1 kg)
15 (+/- 0,1 kg)
20 (+/- 1 kg) (inne masy na specjalne zamówienie.)
Odniesienie Średnica (mm) Długość (mm) Masa (kg)
LUTY GOŁE 1,5 3,0 500 - 1000 1 - 5
LUTY OTULONE TOPNIKIEM 1,5 3,0 500 - 1000 1 - 5
DRUT (SZPULA, ZWÓJ) 1,5 3,0
szpule (nawój standardowy) 15 (+/- 1 kg)
szpule (nawój precyzyjny) 15 (+/- 0,1 kg)
zwoje 20 (+/- 1 kg) (inne masy na specjalne zamówienie.)
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 10 % (inna zawartość na zamówienie)
CHARAKTERYSTYKA TECHNICZNA LUTÓW MOSIĘŻNYCH / MOSIĘŻNYCH Z NIKLEM I SREBREM
LUTY GOŁE 1,0 3,0 500 0,25 - 1 - 5
LUTY OTULONE TOPNIKIEM 1,5 3,0 500 0,25 - 1 - 5
TBW 1,6 3,0 500 0,25 - 1 - 5
DRUT (SZPULA, ZWÓJ) 1,5 3,0
CHARAKTERYSTYKA TECHNICZNA LUTÓW BRAZARGENT ® (trójskładnikowe i czteroskładnikowe)
Średnica (mm)Odniesienie Długość (mm) Masa (kg)
PIERŚCIONKI I KSZTAŁTKI
TYP OTULINY
Wymiary i ilości dostepne są według zapotrzebowania.
Standard - 25% (inna zawartość na zamówienie)
szpule (nawój standardowy) 1 - 5 - 15 (+/- 1 kg)
szpule (nawój precyzyjny)
zwoje 20 (+/- 1 kg) (inne masy na specjalne zamówienie.)
15 (+/- 1 kg)
Odniesienie Średnica (mm) Długość (mm) Masa (kg)
PRĘT 1,6 3,0 500 - 1000 1 - 5
SZPULA, ZWÓJ 1,6 3,0szpula (nawój standardowy) 5 (+/- 0,1 kg)
zwoje 5 (inne masy na specjalne zamówienie.)
CHARAKTERYSTYKA TECHNICZNA LUTÓW ALUMINIOWYCH (Al-Si / Zn-Al)
Kształt (proszek) Masa (g)
AGFLUXAGFLUX (paste)
No.1530 No.1598
x 200 - 400 - 1000
x 60 - 200 - 400 - 1000
BORINOXx 400
x 150
POLYFLUXx 200
x 400
FLUX-ODAL x 200
ALUNOX NC x 200
ALUNOX NCs x 200
W celu otrzymania dalszych informacji o innych topnikach, pakowaniu i minimalnych ilościach, prosimy o kontakt z naszym Działem Sprzedaży.
CHARAKTERYSTYKA TECHNICZNA TOPNIKÓW DO LUTOWANIA
Odniesienie Kształt (pasta)
Nasz
cał
y as
orty
men
t spr
awdz
isz
na w
ww
.tech
spaw
.com
.pl!
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en

SŁOWNIK
LUT: metal lub stop metali, przeznaczony do utworzenia lutowiny
LUT BINARNY: stop dwóch metali, przeznaczony do utworzenia lutowiny wprocesie lutowania
LUT TRÓJSKŁADNIKOWY: stop trzech metali, przeznaczony do utworzenia lutowiny w procesie lutowania
LUT CZTEROSKŁADNIKOWY: stop czterech metali, przeznaczony do utworzenia lutowiny w procesie lutowania
LUTOWANIE: metoda łączenia materiałów spoiwem (lutem) o temperaturze topnienia niższej niż temperatura topnienia materiałów łączonych. Ciekły lut wypełnia szczelinę między łączonymi powierzchniami i po jego zakrzepnięciu powstaje złącze lutowane zapewniające ciągłość fizyczną łączonych części.
LUTOWANIE TWARDE: lutowanie w temperaturze powyżej 450 °C, łącznie z lutospawaniem.
LUTOWANIE MIĘKKIE: lutowanie w temperaturze poniżej 450 °C.
KAPILARNOŚĆ: kapilarność charakteryzuje zachowanie cieczy w bardzo wąskich rurkach, a dzięki zjawisku włosowatości i odpowiednio małej szczeliny, ciecz dociera na adekwatną wysokość bez stosowania bardzo wysokich ciśnień.
GRZANIE INDUKCYJNE: Źródłem ciepła są prądy wirowe indukowane w przedmiocie za pomocą układów wielkiej częstotliwości. Urządzenie do lutowania składa się z generatora prądów oraz wzbudnika (cewki indukcyjnej) dopasowanej kształtem do postaci konstrukcyjnej złącza.
HARTOWANIE: Chłodzenie poprzez nagłą redukcję temperatury metali i stopów poniżej temperatury krytycznej w celu ich utwardzenia.
FORMOWANIE NA ZIMNO: mechaniczne utwardzanie struktury.
TOPNIK: substancja niemetaliczna, która w procesie lutowania zapewnia
wymaganą zwilżalność i rozpływność lutu na materiale lutowanym przez redukcję
tlenków występujących na powierzchniach materiału lutowanego i lutu oraz
zapobieganie ponownemu ich utlenianiu się.
LIQUIDUS: Temperatura, w której lut jest w stanie ciekłym w całej objętości.
MATERIAŁY RODZIME: Materiały, które będą łączone.
ZWILŻANIE: The wetting of a liquid (melted fi ller metal) on a solid (the
parts to be joined) is the degree of spread of the liquid on the solid.
KSZTAŁTKI: Różne kształty produktu, takie jak igły, kołnierze w kształcie litery U
lub pierścionki.
GŁĘBOKOŚĆ WPŁYNIĘCIA: głębokość wnikniecia lutu do szczeliny kapilarnej
złącza.
TEMPERATURA LUTOWANIA: jest to wymagana temperatura nagrzania
łączonych części i lutu dla uzyskania połączenia lutowanego. Na ogół jest wyższa
o 30 - 50 °C od temperatury topnienia lutu.
LUTOWINA: część złącza lutowanego utworzonego przez zakrzepnięty lut.
PROCESY POKREWNE LUTOWANIU:
- lutospawanie
- lutozgrzewanie
SOLIDUS: temperatura, poniżej której lut staje się ciałem stałym w całej
objętości.
TYP OTULINY DLA LUTÓW OTULONYCH
Zawartośćprocentowa (%)
Typ otuliny
10 Bardz cienka
20 Cienka
25 Standard
30 Gruba
PRZELICZNIK ŚREDNIC
1” = 1 cal = 25,4mmø w mm ø w ułamku cala ø w calach
0.6 1/44 0.0236
0.8 1/32 0.0315
1.0 1/26 0.0393
1.2 3/64 0.0472
1.6 1/16 0.0629
2.0 5/64 0.0781
2.4 3/32 0.0945
3.2 1/8 0.1259
4.0 5/32 0.1574
4.572 6/32 0.1800
5.208 7/32 0.2000
9.144 11/32 0.3600
10 % - Bardzo cienka
20 % - Cienka
25 % - Standard
30 % - Gruba30 Thick
55
DAN
E TE
CHN
ICZN
ENa
sz c
ały
asor
tym
ent s
praw
dzis
z na
ww
w.te
chsp
aw.c
om.p
l!
WYBIERAJĄC ODPOWIEDNIĄ OTULINĘ MOŻEMY
ZREDUKOWAĆ KOSZTY I CHRONIĆ ŚRODOWISKO
WYBIERAJĄC ODPOWIEDNIĄ OTULINĘ MOŻEMY
ZREDUKOWAĆ KOSZTY I CHRONIĆ ŚRODOWISKO
Karty katalogowe i karty charakterystyki substancji niebezpiecznych dostępne są na: www.fsh-welding.com/en
FSH Welding Kanada
FSH Welding UK
Westbrook
FSH WeldingFrancja
FSH WeldingIndie
FSH WeldingAzja
FSH WeldingWłochy
FSH Welding Argentyna
Soldaduras Centro
Francuska grupa przemysłowa specjalizująca sie w produkcji i marketingu innowacyjnych materiałów dodatkowych dospawania i lutowania (luty, elektrody do spawania łukowego, druty TIG oraz MIG/MAG, druty z topnikiem oraz topniki).
Dzięki trzem zakładom produkcyjnym we Francji, własnej sieci dystrybucji na wszystkich kontynentach i ponaddwustu - letniemu doświadczeniu, FSH Welding Group oferuje jedną z najszerszych gam materiałów dodatkowych do każdego
rodzaju aplikacji (energia, transport, zakłady petrochemiczne, HVAC, M&R, etc.) pod marka SELECTARC
Nasze zakłady produkcyjne we Francji:
SELECTARCWELDING
SELECTARCBRAZING
WYŁĄCZNYPRZEDSTAWICIELFABRICATION FRANÇAISE
MADE IN FRANCE
REBOUD-ROCHE: 4 rue de la Fonderie - 25220 Roche-lez-Beaupré - FranceTél: +33 3 81 60 51 72 - Fax: +33 3 81 57 02 75
[email protected] (France, Africa) - [email protected] (International sales)
Gra
phi
cs:
Ale
xand
ra P
AU
LY
Pano
bras
2014
04EN
TECHNIKA SPAWALNICZA Sp. z o.o.ul. Babimojska 1160 - 161 Poznań
tel. (+4861) 8628171 faks (+4861) 6618711www.technika-spawalnicza.pl