Embed Size (px)
DESCRIPTION
research papers
Citation preview

Advanced Powder Technology 25 (2014) 1748–1753
Contents lists available at ScienceDirect
Advanced Powder Technology
journal homepage: www.elsevier .com/locate /apt
Original Research Paper
Particle size measurement of reference particle candidates anduncertainty region of count and mass based cumulative distribution
http://dx.doi.org/10.1016/j.apt.2014.07.0010921-8831/� 2014 The Society of Powder Technology Japan. Published by Elsevier B.V. and The Society of Powder Technology Japan. All rights reserved.
⇑ Corresponding author. Tel.: +81 82 424 7853; fax: +81 82 424 5494.E-mail address: [email protected] (H. Yoshida).
Hideto Yoshida a,⇑, Tetsuya Yamamoto a, Yasushige Mori b, Hiroaki Masuda c, Kenji Okazaki a,Hirosuke Sugasawa d
a Department of Chemical Engineering, Hiroshima University, 1-4-1, Kagamiyama, Higashi-Hiroshima, Hiroshima 739-8527, Japanb Department of Chemical Engineering and Materials Science, Doshisha University, 1-3 Tatara Miyakodani, Kyotanabe, Kyoto 630-0321, Japanc Kyoto University, Invited Special Research Fellow, Cooperative Research Center of Life Sciences, Kobe Gakuin University, Minatojima, Chuou-ku, Kobe 650-8586, Japand Horiba, Co., Ltd., 2 Miyanohonmachi, Kisshoin, Minami-ku, Kyoto 601-8510, Japan
a r t i c l e i n f o a b s t r a c t
Article history:Received 10 March 2014Received in revised form 28 June 2014Accepted 1 July 2014Available online 25 July 2014
Keywords:Particle sizeReference particleUncertainty regionLog-normal distributionSize measurement
In order to confirm reliable particle size measurement technique and to prepare standard reference par-ticles for calibrating particle size measurement devices, uncertainty region of count and mass based sizedistribution have been theoretically examined. The uncertainty region of count base cumulative size dis-tribution is smaller than that of the mass base cumulative distribution.
The uncertainty region of count base cumulative size distribution is nearly constant over wide range ofparticle diameter and the region is nearly constant for sample size greater than about 20,000.
On the other hand, the uncertainty region of mass base cumulative distribution increases with theincrease of particle diameter.
The reliability of theoretical uncertainty region is confirmed by the experimental data of particle sizemeasurement.� 2014 The Society of Powder Technology Japan. Published by Elsevier B.V. and The Society of Powder
Technology Japan. All rights reserved.
1. Introduction
Particle size distribution is measured by various methods suchas microscopy method, laser diffraction and scattering method,dynamic light scattering method, electrical sensing zone methodand liquid sedimentation method. Though the laser diffractionand scattering method, dynamic light scattering method and elec-trical sensing zone method have the advantage of shorter measure-ment time and good repeatability, but they need complicatedcalibration by direct method [1,2]. In order to calibrate particle sizemeasurement devices, it is necessary to prepare standard referenceparticles. For the reference particles, mono-disperse and poly-dis-perse particles are proposed. For the poly-disperse reference parti-cles, Yoshida et al. measured particle size distribution of threekinds of spherical glass beads by use of improved type sedimenta-tion balance and microscopic methods with sample size less thanabout 20,000 particles [3,4]. Mori et al. reported the results ofthe round robin test for the two kinds of particles (MBP1–10, 10–100) [5]. This paper newly discusses the uncertainty region for
count and mass based particle size distribution due to limited par-ticle count number, measurement scale error and uncertainty offinite dot size in a screen.
In order to represent particle size distribution measured bymicroscopic method, uncertainty region must be estimated. Onthis purpose, Masuda et al. derived analytical equation of the nec-essary sample size with any uncertainty region at mass mediandiameter [6,7]. However, in order to know better information ofparticle size distribution by microscopic method, it is necessaryto estimate uncertainty region over all the range of particlediameter.
In this report, three kinds of particle size measurement of microbeads barium titanate glass particles (MBP1–10, 3–30, 10–100)was conducted. The melted high temperature liquid solution oflod shape was subjected into water–air jet and particles about1 mm size were dried. Then particles were grinded and classified.For the MBP1–10 particles, particles greater than 10 lm were clas-sified by air-cyclone and sieve. For the MBP10–100 particles, theparticles were grinded by vibrating mill and then classified bysieve. Particle shape for the three kinds of particles is almost spher-ical shape and the aspect ratio is greater than about 0.99.
The previous report discusses particle size distribution withsample size less than about 20,000 [3,4]. In order to increase the

Nomenclature
m, b parameter used in Eq. (3)n sample size (–)q(b)(x) size frequency distribution of parameter b (–/lm)q0, q3 size frequency distribution based on count and mass,
respectively (–/lm)Q0, Q3 cumulative distribution based on count and mass,
respectively (–)u reliability parameter (–)x particle diameter (lm)x50,0, x50,0
⁄ count median diameter and true count median diam-eter, respectively (lm)
x50,3, x50,3⁄ mass median diameter and true mass median diame-
ter, respectively (lm)
�x ðm; bÞ mean particle diameter defined by Eq. (3) (lm)dx(0), dx(3) uncertainty of particle diameter based on count and
mass based cumulative distribution (lm)a parameter used in Eq. (4) (–)r, rg standard deviation of log-normal distribution and geo-
metric standard deviation, respectively (–)dQ0, dQ3 uncertainty region of count and mass cumulative dis-
tribution dut to limited sample size (-)d0, d3 total uncertainty region of count and mass based
cumulative distribution (lm)dp, dd uncertainty due to measuring scale error and dot size
on screen, respectively (lm)
H. Yoshida et al. / Advanced Powder Technology 25 (2014) 1748–1753 1749
reliability of particle size distribution, sample size greater thanabout 20,000 is necessary. This report presents the measurementresults with sample size about 50,000. The uncertainty region forcount and mass based size distribution is newly shown in the data.Theoretical equation of uncertainty region over all particle diame-ter range is proposed and the reliability of uncertainty region isnewly confirmed by use of experimental data.
2. Microscopic method
Measurement of particle size distribution was carried out forMBP1–10, 3–30 and 10–100 particles. The size range of these par-ticles are ranged from 1 to 10, 3 to 30 and 10 to 100 lm, respec-tively. Size measurement of the MBP particles was carried out byscanning microscope (JSM-5600, Hitachi, Co., Ltd.).
In order to measure the length of particle size accurately, a cer-tified scale shown in Fig. 1 (MRS-4.1, Geller Microanalytical Labo-ratory, Boston) was used for the measurement. The measuringconditions of the three kinds of particles are as follows:
MBP1� 10 mag: X1500 Sample size n ¼ 55728
MBP3� 30 mag: X500 Sample size n ¼ 50685
MBP10� 100 mag: X200 Sample size n ¼ 51002
Fig. 2 shows photographs taken by SEM and the size of each par-ticle in these photographs was measured manually by marking asuitable sized circle on the particle. In order to eliminate countingerror near the frames, size measurement was carried out only tothe particles having the center positions inside the screen. Forthe overlapping particles on the counting process, the overlapped
Fig. 1. Certified scale for SEM measurement.
particle is divided into its original particles and size measurementwas carried out only for the original particles. For the measure-ment, the limitation of focus depth is considered as a dot size. Thenreliability of this measurement is considered to be high level.
3. Uncertainty region based on limited sample size
3.1. Uncertainty region of count base cumulative distribution
In the case that total number of particles counted is equal to n,the uncertainty of count base cumulative size distribution is calcu-lated by the following equation [8].
d Q 0 ¼ u
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiQ 0ðxÞ ð1� Q0ðxÞÞ
n
rð1Þ
By use of Tschebyscheff theory which can be applied to generalfrequency distribution, the parameter u is set to be 4.47 for 95%reliability level. The uncertainty of particle size is calculated asfollows.
d xð0Þ ¼ d Q 0ðxÞq0ðxÞ
ð2Þ
where q0(x) is the density distribution by count.
3.2. Uncertainty region of mass base cumulative distribution
In order to obtain accurate particle size distribution, it is neces-sary to indicate uncertainty region over all particle size range.Assuming particle size distribution follows a log-normal distribu-tion, the following equation is obtained to the mean particlediameter [6].
�x ðm; bÞ ¼Z 1
0xmqðbÞðxÞ dx
� �1m
¼ x50;b expm r2
2
� �ð3Þ
In the above equation, r which equals to lnrg, indicates stan-dard deviation of log-normal distribution.
For the size frequency distribution of q(b)(x), the parameter bequal to 0 and 3 means count or volume based distributions,respectively.
Let b equal to 0 in Eq. (3), the following equation is obtained.
�x ðm;0Þ ¼ x50;0 expm r2
2
� �¼ x50;3 exp
m2� 3
� �r2 ¼ a x50;3 ð4Þ
a ¼ expm2� 3
� �r2 ð5Þ
The uncertainty region for a particle diameter at a times of massmedian diameter is calculated by the following equation [9].

Fig. 2. Photographs of MBP particles (SEM).
Table 1.1Count base cumulative distribution for MBP1–10 particle.
x (lm) Q0 (–) x � d0 (lm) x + d0 (lm) d0 (lm)
1.75 0.10 1.62 1.88 0.132.05 0.20 1.91 2.19 0.142.30 0.30 2.16 2.44 0.142.60 0.40 2.46 2.74 0.142.85 0.50 2.71 2.99 0.143.20 0.60 3.06 3.34 0.143.60 0.70 3.46 3.74 0.144.15 0.80 4.01 4.29 0.145.00 0.90 4.85 5.15 0.15
1750 H. Yoshida et al. / Advanced Powder Technology 25 (2014) 1748–1753
ð1� d1Þ a x�50;3 6 a x50;3 6 ð1þ d1Þ a x�50;3 ð6Þ
d1 ¼ u rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffim2 ð 1þ 0:5 m2 r2Þ
n
rð7-1Þ
d xð3Þ ¼ d1 a x�50;3 ð7-2Þ
The uncertainty region of the median diameter �xðm;0Þ can becalculated by the Eqs. (6) and (7).
Uncertainty region for any particle diameter can be calculatedfrom Eq. (7).
3.3. Total uncertainty region
In this research, the following factors are considered to calcu-late the total uncertainty region.
(1) Uncertainty due to sample size.(2) Uncertainty due to measuring scale.(3) Uncertainty due to finite dot size in a screen.
The uncertainty of measuring scale is indicated by the certifica-tion of scale measurement data. The 95% confidence level of 2 lmpitch is as follows:
dp ¼ 0:01 lm ð8Þ
Next, the uncertainty due to finite dot size on a screen is alsoconsidered. It is considered that each particle size includes uncer-tainty region of one dot size. This value depends on the SEM mag-nification and the following results are obtained from theperformance data.
MBP1� 10 dd ¼ 0:133 lm ð9-1Þ
MBP3� 30 dd ¼ 0:40 lm ð9-2Þ
MBP10� 100 dd ¼ 1:00 lm ð9-3Þ
When the SEM magnification and total dot number in a screenare determined, the uncertainty region due to dot size is uniquelydetermined. Then the values indicated in Eqs. (9-1)-(9-3) aretraceable.
The total uncertainty region of count base cumulative distribu-tion is calculated from the following equation.
d0 ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiðd xð0ÞÞ2 þ d2
p þ d2d
q 2
ð10Þ
where dx(0) is calculated by Eq. (2).On the other hand, the total uncertainty region of mass base
cumulative distribution is shown in the following equation.
d3 ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiðd xð3ÞÞ2 þ d2
p þ d2d
q 2
ð11Þ
where dx(3) is calculated by Eq. (7).
4. The uncertainty region of MBP particles
The uncertainty region for the three kinds of MBP particles byuse of Eqs. (10) and (11) are shown in Tables 1.1–2.3. The uncer-tainty region of count and mass base cumulative distribution areshown in Tables 1.1–2.3, respectively.
Figs. 3.1–3.3 shows cumulative size distribution based on countand mass. The uncertainty regions are also indicated in the cumu-lative distribution. The uncertainty region of count base size distri-bution is smaller than that of the mass base size distribution. Forthe count base size distribution, the uncertainty region is nearlyconstant over wide range of particle diameter. But, the uncertaintyregion of mass base size distribution increases as particle diameterincreases. In order to examine the reliability of uncertainty regionshown in Figs. 3.1–3.3, distribution of 50% count median diameteris examined by use of experimental data.
Fig. 4.1 shows the effect of sample size on 50% count mediandiameter for MBP1–10 particles. The upper and lower line indicateuncertainty region calculated by Eq. (10). The uncertainty region isnearly constant for sample size greater than about 20,000. The truecount median diameters are determined based on the data of max-imum sample size and determined as follows for the threeparticles.
MBP1� 10 x�50;0 ¼ 2:86 lm
MBP3� 30 x�50;0 ¼ 8:55 lm
MBP10� 100 x�50;0 ¼ 21:00 lm
Figs. 4.2 and 4.3 shows the effect of sample size on 50% countmedian diameter for MBP3–30 and MBP10–100 particles, respec-tively. The all data is inside the uncertainty region, then reliabilityof the theoretical calculated uncertainty region based on Eq. (10) isconfirmed. The effect of sample size on x10,0 and x90,0 is alreadyexamined and it is confirmed that experimental data is inside thetheoretically calculated uncertainty region.
Fig. 5.1 shows the effect of sample size on 50% mass mediandiameter for MBP1–10 particles. The upper and lower line indicatethe uncertainty region calculated by Eq. (11). The uncertainty
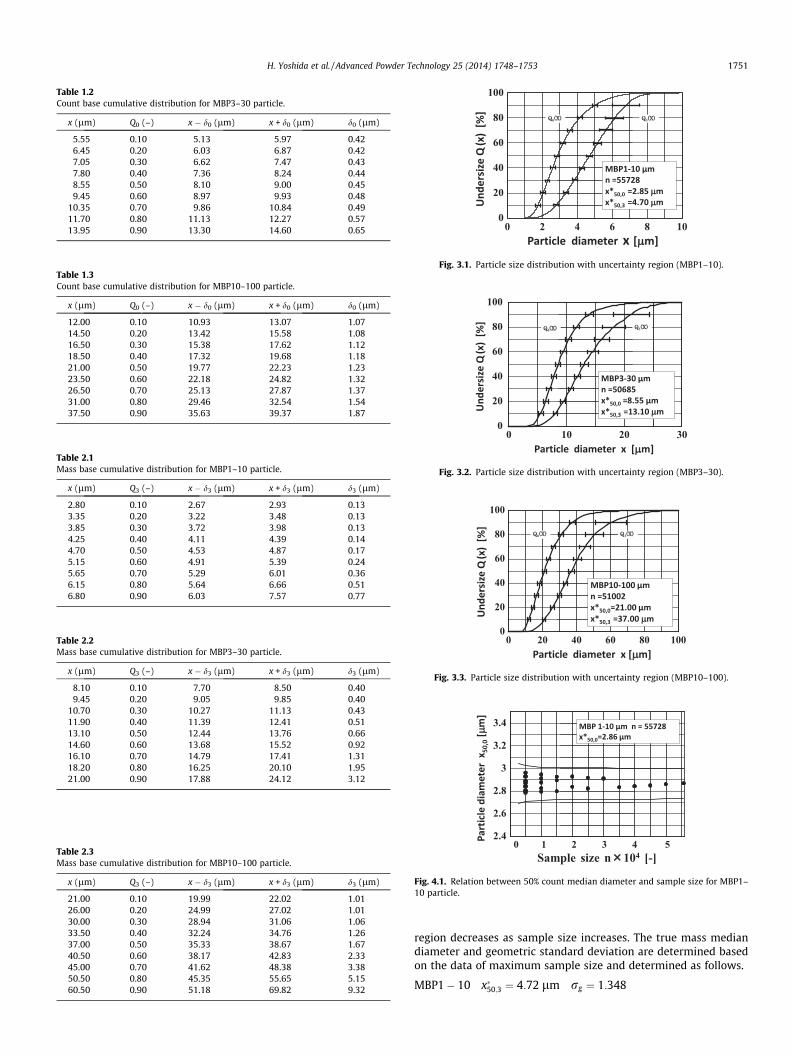
Table 1.2Count base cumulative distribution for MBP3–30 particle.
x (lm) Q0 (–) x � d0 (lm) x + d0 (lm) d0 (lm)
5.55 0.10 5.13 5.97 0.426.45 0.20 6.03 6.87 0.427.05 0.30 6.62 7.47 0.437.80 0.40 7.36 8.24 0.448.55 0.50 8.10 9.00 0.459.45 0.60 8.97 9.93 0.48
10.35 0.70 9.86 10.84 0.4911.70 0.80 11.13 12.27 0.5713.95 0.90 13.30 14.60 0.65
Table 1.3Count base cumulative distribution for MBP10–100 particle.
x (lm) Q0 (–) x � d0 (lm) x + d0 (lm) d0 (lm)
12.00 0.10 10.93 13.07 1.0714.50 0.20 13.42 15.58 1.0816.50 0.30 15.38 17.62 1.1218.50 0.40 17.32 19.68 1.1821.00 0.50 19.77 22.23 1.2323.50 0.60 22.18 24.82 1.3226.50 0.70 25.13 27.87 1.3731.00 0.80 29.46 32.54 1.5437.50 0.90 35.63 39.37 1.87
Table 2.1Mass base cumulative distribution for MBP1–10 particle.
x (lm) Q3 (–) x � d3 (lm) x + d3 (lm) d3 (lm)
2.80 0.10 2.67 2.93 0.133.35 0.20 3.22 3.48 0.133.85 0.30 3.72 3.98 0.134.25 0.40 4.11 4.39 0.144.70 0.50 4.53 4.87 0.175.15 0.60 4.91 5.39 0.245.65 0.70 5.29 6.01 0.366.15 0.80 5.64 6.66 0.516.80 0.90 6.03 7.57 0.77
Table 2.2Mass base cumulative distribution for MBP3–30 particle.
x (lm) Q3 (–) x � d3 (lm) x + d3 (lm) d3 (lm)
8.10 0.10 7.70 8.50 0.409.45 0.20 9.05 9.85 0.40
10.70 0.30 10.27 11.13 0.4311.90 0.40 11.39 12.41 0.5113.10 0.50 12.44 13.76 0.6614.60 0.60 13.68 15.52 0.9216.10 0.70 14.79 17.41 1.3118.20 0.80 16.25 20.10 1.9521.00 0.90 17.88 24.12 3.12
Table 2.3Mass base cumulative distribution for MBP10–100 particle.
x (lm) Q3 (–) x � d3 (lm) x + d3 (lm) d3 (lm)
21.00 0.10 19.99 22.02 1.0126.00 0.20 24.99 27.02 1.0130.00 0.30 28.94 31.06 1.0633.50 0.40 32.24 34.76 1.2637.00 0.50 35.33 38.67 1.6740.50 0.60 38.17 42.83 2.3345.00 0.70 41.62 48.38 3.3850.50 0.80 45.35 55.65 5.1560.50 0.90 51.18 69.82 9.32
Fig. 3.1. Particle size distribution with uncertainty region (MBP1–10).
Fig. 3.2. Particle size distribution with uncertainty region (MBP3–30).
Fig. 3.3. Particle size distribution with uncertainty region (MBP10–100).
Fig. 4.1. Relation between 50% count median diameter and sample size for MBP1–10 particle.
H. Yoshida et al. / Advanced Powder Technology 25 (2014) 1748–1753 1751
region decreases as sample size increases. The true mass mediandiameter and geometric standard deviation are determined basedon the data of maximum sample size and determined as follows.
MBP1� 10 x�50;3 ¼ 4:72 lm rg ¼ 1:348

Fig. 4.2. Relation between 50% count median diameter and sample size for MBP3–30 particle.
Fig. 4.3. Relation between 50% count median diameter and sample size for MBP10–100 particle.
Fig. 5.1. Relation between 50% mass median diameter and sample size for MBP1–10 particle.
Fig. 5.2. Relation between 50% mass median diameter and sample size for MBP3–30 particle.
Fig. 5.3. Relation between 50% mass median diameter and sample size for MBP10–100 particle.
1752 H. Yoshida et al. / Advanced Powder Technology 25 (2014) 1748–1753
MBP3� 30 x�50;3 ¼ 13:06 lm rg ¼ 1:483
MBP10� 100 x�50;3 ¼ 36:85 lm rg ¼ 1:450
The uncertainty region decreases as the sample size increases. Itis also found that all the data is included inside the upper andlower region calculated by Eq. (11).
Figs. 5.2 and 5.3 shows the effect of sample size on 50% massmedian diameter for MBP3–30 and MBP10–100 particles, respec-tively. It is also found that all the data is inside the upper and lowercalculated lines, then reliability of the theoretical uncertaintyregion based on Eq. (11) is also confirmed.
The effect of sample size on x10,3 and x90,3 is already examinedand it is confirmed that experimental data is inside the theoreti-cally calculated uncertainty region.
In order to evaluate particle size distribution, the uncertaintyestimation method proposed in this research is reliable. The threekinds of MBP particles examined in this research are considered assuitable reference particle candidates for the size measurement
apparatus and will be expected to use widely in various powderhandling process.
5. Conclusion
The uncertainty region of particle size distribution over all par-ticle size range for three kinds of MBP particles is examined andthe following conclusions are obtained.
(1) The uncertainty region of count base cumulative size distri-bution is smaller than that of the mass base cumulativedistribution.
(2) The uncertainty region of count base cumulative distributionis nearly constant over wide range of particle diameter andthe region is nearly constant for sample size greater thanabout 20,000.
(3) The uncertainty region of mass base cumulative size distri-bution increases with the increase of particle diameter.
(4) The reliability of the theoretical uncertainty region used inthis research is confirmed by the experimental data of parti-cle size measurement.
References
[1] ISO 13320, Particle size analysis, Laser diffraction method, 2009.[2] W. Witt, T. Stubinger, U. Kohler, J. List, J. Jordan, Chem. Ing. Technol. 84 (2012)
211–222.[3] H. Yoshida, H. Masuda, K. Fukui, Tokunaga, Particle size measurement with an
improved sedimentation balance method and microscopic method togetherwith computer simulation of necessary sample size, Adv. Powder Technol. 12(1) (2001) 79–94.
[4] H. Yoshida, H. Masuda, K. Fukui, Tokunaga, Particle size measurement ofstandard reference particle candidates with improved size measurementdevices, Adv. Powder Technol. 14 (1) (2003) 17–31.

H. Yoshida et al. / Advanced Powder Technology 25 (2014) 1748–1753 1753
[5] Y. Mori, H. Yoshida, H. Masuda, Characterization of reference particles oftransparent glass by laser diffraction method, Part. Part. Syst. Charact. 24 (2007)91–96.
[6] H. Masuda, K. Iinoya, Theoretical study of the scatter of experimentaldata due to particle size distribution, J. Chem. Eng. Japan 4 (1) (1971)60–67.
[7] H. Masuda, K. Gotoh, Study on the sample size required for the estimation ofmean particle diameter, Adv. Powder Technol. 10 (2) (1999) 159–173.
[8] H. Yoshida, T. Yamamoto, K. Fukui, H. Masuda, Theoretical calculation ofuncertainty region based on general size distribution in the preparation fstandard reference particles for particle size measurement, Adv. PowderTechnol. 23 (2012) 185–190.
[9] H. Yoshida, T. Igushi, T. Yamamoto, H. Masuda, Theoretical calculation offundamental uncertainty region based on the maximum and/or minimum sizein the preparation of standard reference particles for particle size measurement,Adv. Powder Technol. 22 (2011) 43–49.









![Cumulative Advantage in Online Markets - uni-muenchen.de · Cumulative Advantage (CA) "Cumulative advantage [...] refers to the social process through which various kinds of opportunities](https://img.pdfslide.tips/doc/110x75/5f1b6ac764c7a6690f5135c5/cumulative-advantage-in-online-markets-uni-cumulative-advantage-ca-cumulative.jpg)



















