Embed Size (px)
Citation preview

Presiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BA TAN Jakarta, 19-20 Nopember 1996
ID0100116
ISSN 1410-1998
PERANCANGAN PABRIK PEMISAHAN ISOTOP URANIUM MENGGUNAKANMETODA TUKAR KIMIA
FathurrachmanPusat Elemen Bakar Nuklir
ABSTRAK
PERANCANGAN PABRIK PEMISAHAN ISOTOP URANIUM MENGGUNAKAN METODATUKAR KIMIA. Metodologi yang diperlukan untuk merancang pabrik pemisahan dengan cara tukarkimia (chemical exchange) menggunakan ekstraksi pelarut telah dilakukan. Proses ini melibatkanperhitungan jumlah stage, kapasitas, laju alir, nisbah refluks yang diperlukan baik dalam serialpengaduk-pengenap atau kolom pulsa. Umpan dimasukkan dari tengah pabrik, sedang produk danlimbah dikeluarkan dari kedua ujung-ujungnya. Sistem reaksi redoks yang dipilih adalah U(IV)-U(VI)dan data keseimbangan 40 % tri-n-oktilamin dalam benzene sebagai fasa organik dan HCI 4 Msebagai fasa air digunakan dalam perancangan pabrik sesungguhnya. Hasil analisis terhadappemisahan isotop uranium menunjukkan bahwa lebih dari 4000 stage diperlukan dengan nisbahrefluks sebanyak 700 hanya untuk mendapatkan produk 1 m3 yang mengandung 3 % U-235 dengankandungan 0,3 % U-235 dalam limbah. Diketahui pula bahwa makin besar tetapan pisah isotopuranium makin kecil jumlah stage yang diperlukan. Perancangan ini dapat pula digunakan untukpemisahan isotop yang lebih ringan daripada uranium seperti karbon dan boron.
ABSTRACT
DESIGN OF URANIUM ISOTOPE SEPARATION PLANT BY CHEMICAL EXCHANGE. Themethodology to design a solvent extraction plant for uranium isotope separation by chemicalexchange is outlined. This process involves the calculation of the number of stages, the capacity ofthe plant, the flow rates, and reflux ratios in banks of mixer settlers or pulse column used in such aplant. The feed is introduced at the middle of the plant, and the product is withdrawn at one end andthe tailings at another. The redox reaction system selected is U(IV)-U(VI) and the equilibrium data ofthe 40 % tri-n-octylamine (TOA) in benzene as the organic phase and 4 M HCI as the aqueousphase are used for the design of the real plant. The resulting analysis for the uranium isotopeseparation shows that more than 4000 number of stages are required and the reflux ratio is around700 to produce only 1 m3 of product containing 3% of U-235 and 0.3% of U-235 in the tailings. It isalso known that the larger the isotope separation constant the smaller the number of stages needed.The method of design can be used for other systems where the isotope separation constants aremore favorable.
PENDAHULUAN
Teori tukar kimia yang lebih dikenaldengan istilah Chemex_ {chemical exchange)telah sangat baik "diuraTkarf'oleh Tjrey'"cfanRittenberg pada tahun 1933111 terutamaditujukan kepada isotop ringan. Teori itu amatbermanfaat ketika dipakai untuk memroduksiair berat secara besar-besaran.
Upaya penggunaan teknik tukar kimiaterhadap pemisahan isotop uranium yangdisebut pula pengayaan uranium barudilakukan tahun limapuluhan, tetapi prosesyang ditemukan saat itu terlalu lambat danamat mahal dilaksanakan dalam skala besar,sehingga tidak mampu berkompetisi denganpabrik pengayaan uranium yang menggunakanproses difusi gas.121 Akan tetapi, beberapa
kemajuan penelitian telah menjanjikanharapan ketika ditemukan teknik barn olehpeneliti Perancis pada tahun 1968 denganmenggunakan proses ekstraksi pelarut cair-cairterhadap spesies redoks U(lll)-U(IV).[3] Awaltujuhpuluhan peneliti Jepang dari perusahaanJapanese Asahi Chemical Co. juga mengu-mumkan kesuksesan hasil penelitian mereka,kemudian mereka dapat memisahkan isotopuranium dalam skala pilot plant bahkan saat inisiap pula melaksanakannya dalam skala pabriksecara komersial.141 Mereka menggunakanresin tukar anion berkemampuan tukar amattinggi dengan memanfaatkan sistem padat cairterhadap spesies redoks U(IV)-U(VI). Keduaproses tersebut menjadi menarik perhatianpara peneliti setelah ditemukan katalis-katalisyang tepat untuk proses-proses ekstraksipelarut dan resin tukar anion sehingga dapat
123

Presiding Pesentasi llmiab Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
mempercepat proses tukar isotop uranium.Namun, katalis-katalis yang dimaksud masihdirahasiakan dan belum terlihat dalam publikasimereka.
Secara teori proses tukar kimia dipimpinoleh tetapan pisah isotop, epsilon (s). Tetapanini menurun bila berat molekul isotop menaik.Harga epsilon adalah 0,52 untuk pemisahandeuterium,151 0,05 untuk pemisahan lithium,'61
0,0013 untuk uranium menggunakan sistemredoks U(VI)-U(IV),m dan 0,0026 untukuranium menggunakan sistem redoks
!3)
Bagan sederhana proses pemisahanisotop uranium dapat dilihat dalam gambar 1,sedang diagram alir prosesnya terlihat dalamgambar 2.
Seksi Tukar Isotop
Gambar 1. Bagan sederhana proses pemi-sahan isotop uranium.
Aliran fasa organik
w
U(VI)OksidasiT Reduksi
Membran Tukar Ration dalam sel elektrolitik
Aliran fasaair (asam)
Gambar 2. Diagram alir pabrik pemisahanisotop uranium.
Diagram alir tersebut terdiri atas tiga alirantertutup, yaitu : aliran fasa organik, aliranuranium, dan aliran fasa air. Umpan fasa airyang mengandung campuran tertentu U(IV)dan U(VI) dimasukkan di tengah kaskade.
Aliran U(IV) ditunjukkan dengan garis tebal.U(VI) dalam fasa air diekstraksi oleh campuranzat organik dan bercampur dengan U(IV)dalam seksi tukar isotop secara lawan-arah. Diseksi ini terjadi pertukaran isotop antara U-235dan U-238. Karena tetapan pisah isotop begiturendah, U(VI) dalam fasa organik harusdikontakkan berkali-kali dalam ribuan stagedengan U(IV) dalam fasa air. U(VI) yangmeninggalkan seksi tukar isotop dikenai prosesstripping menggunakan larutan asam panas,kemudian direduksi menjadi U(IV) dan dikirimkembali ke seksi tukar isotop. Proses reduksidan oksidasi dilakukan dalam sel elekrolitikyang berisi membran tukar kation. IsotopU-235 cenderung diperkaya dalam bentuk ionU(VI) yang berada dalam fasa organik, sedangisotop U-238 berada dalam bentuk ion U(IV) difasa air yang berupa larutan asam HCli81
Tulisan ini mengungkapkan teknikperhitungan sederhana untuk memisahkanisotop uranium menggunakan sistem redoksU(IV)-U(VI) dan pemanfaatan data labo-ratorium yang berupa data kesetimbangan dankonsentrasi maksimum kedua spesies uraniumdalam fasa organik (TOA-benzene) dan fasaair (Larutan HCI 4 M) untuk mencari jumlahstage sesungguhnya dengan cara kedua fasadikontakkan berkali-kali secara lawan arahguna mendapatkan konsentrasi U-235 sebesar3%.
TATA PERHITUNGAN
A. MODEL KONTAKTOR IDEAL PABRIKPEMISAHAN ISOTOP URANIUM
Asumsi utama yang diambil dalam modelini adalah semua U(VI) dalam bentuk ion UO2
2+
berada di fasa organik dan semua U(IV) dalambentuk ion U4+ berada di fasa air. Keduanyaberkonsentrasi c (kg/m3) dalam setiap fasa.Multistage ini beroperasi terus menerus dankedua fasa bercampur lawan-arah dari satustage ke stage lainnya dan dibiarkansetimbang. Bila x„ adalah fraksi mol U-235dalam fasa air, maka yn adalah komposisiisotopik dalam fasa organik yangbersetimbangan dengan xn. Setelah beberaparatus kali berkontak dan kondisi ajeg diperoleh,konsentrasi uranium akan sama. Dengan teoritukar kimia, yn dan xn mengikuti hubungankesetimbanganI91 sebagai berikut:
124

ISSN 1410-1998 Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
(1)
Dalam hubungan ini epsilon adalah tetapanpisah isotopik sama dengan 0,0013 untukreaksi tukar UO2
2+ dan U4+. Karena nilai epsilonsangat kecil, persamaan di atas dapatdisederhanakan dengan mengekspansiekspresi itu menggunakan theorema Binomialdan membuang semua suku mengandung e2
dan selebihnya. Persamaan (1) menjadi,
yn = xn + sx„(l-x„) (2)
(3)
Pers. 2 dapat disederhanakan lagi denganmengabaikan s x2 yang nilainya juga masihkecil bila ingin mendapatkan uraniumberpengayaan rendah yang biasa dipakaidalam reaktor daya jenis PWR. Pers. 2menjadi,
y„ = (4)
Konfigurasi pabrik ideal untuk pemisahanisotop uranium yang terdiri atas stage identiksejumlah N tertera dalam gambar 3. Pabriktersebut terdiri atas seksi stripping (dari stage1 hingga f) dan enriching (dari stage 1 hinggaN-f). Jumlah stage yang diperlukan dilabeldari kiri ke kanan untuk seksi stripping, tetapidari kanan ke kiri untuk seksi enriching gunamempermudah pemberian kondisi batas.
Produk Pditarik dari fasa organik yang ke luardari stage 1 seksi enriching, limbah W dalamfasa air dikeluarkan dari stage 1 seksistripping, dan umpan F dimasukkan ke stage fyang membatasi seksi stripping dan enriching.Juga diasumsi bahwa konsentrasi limbah xw,umpan xf, dan produk yp telah diketahui, danP sama dengan 1 m3 per tahun, maka neracamassa total dan neraca massa komponenadalah,
F = W + 1 dan W.xw + yp = F.xf
Dari kedua persamaan di atas dapat diketahuibahwa laju alir umpan hanya bergantungpada komposisi isotopik limbah, umpan, danproduk, seperti berikut ini,
F p w ( 5 )
SEKSI STRIPPING
Stage ke n menerima umpan fasaorganik dari stage ke (n-1) yang mempunyaikomposisi isotopik yn. 1 dan umpan fasa airdari stage ke (n + 1) yang berkomposisi xn + , .Laju alir fasa organik (R+1) dan fasa air (R+F)dianggap konstan di seluruh kontaktor.Setelah mereka dicampur dan sampai padakeadaan setimbang, maka neraca massa disekitar stage n adalah,
R+1 R+1Stripping }>p
"Oksidasi -*1 xl xf~\
R+F
U(IV)I—
•^0 Reduksi
R
SEKSI STRIPPING SEKSI ENRICHING
Gambar 3. Konfigurasi pabrik ideal untuk pemisahan isotop uranium.
125

Presiding Pesentasi llmiab Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
(6)
Menurut pers. 4, yn dapat diganti menjadifungsi x„, kemudian diatur supaya sisi kanansama dengan nol, maka pers. 6 menjadi,
F)x„+I -
., =0
Pers. 7 dapat diselesaikan menggunakancara normal finite difference sedemikian rupasehingga,
xn = A. a" + B. P" (8)
a dan (3 adalah akar-akar dari persamaankuadrat
(R+F)x2 -
(i?+lXl+e) = 0(9)
Persamaan terakhir ini dapat dimodifikasimenjadi,
(R + F),
(R + F)(10)
sehingga pers. 10 dapat diselesaikan denganrumus ABC biasa dan akar-akar persamaantersebut untuk seksi stripping adalah,
a = 1 dan(R + F)
(11)
Langkah perhitungan berikutnya adalahmencari konstanta A dan B guna mencarijumlah stage yang diperlukan dalam seksistripping dengan memanfaatkan kondisi batasyang ada.
Untuk n = 0 (stage 0), y0 = xw. Dengananalogi menggunakan pers. 4, x0 = y0 / (1+8),maka pers. 8 menjadi,
(1+6)= A +B (12)
Untuk stage 1, n = 1, x, = xw. Denganmemasukkan harga-harga ini ke pers. 8diperoleh,
w(13)
Dengan mengurangkan pers. 12 dari pers. 13,maka harga B adalah,
B = ex w (14)
Harga A dapat diperoleh denganmemasukkan harga B ke pers. 12 sehingga,
(15)
Bila harga A dan B dimasukkan ke pers. 8kembali, dan xn = xf untuk n = f, makakomposisi isotopik dalam stage umpan xf
menjadi,
Jika (Ps-1)(1 + e) disederhanakan menjadi 6S
dan persamaan terakhir ini diatur, makajumlah stage seksi stripping adalah,
(16)'«P,
SEKSI ENRICHING
Arah teknik perhitungan jumlah stagepada seksi ini adalah dari kanan ke kiri yangberlawanan arah dengan perhitungan di seksistripping yang dari kiri ke kanan. Jadi, stageke n menerima umpan fasa organik dari stageke (n+1) yang mempunyai komposisi isotopikyn + ! dan umpan fasa air dari stage ke (/7-1)yang berkomposisi x ^ . Laju alir fasa organiktetap (R+1) dan fasa air R yang keduanyadianggap konstan di seluruh kontaktor.Setelah mereka dicampur dan sampai padakeadaan setimbang, neraca massa di sekitarstage n dan sekaligus memasukkan pers.4 kedalam persamaan neraca massa tersebut,maka akan diperoleh persamaan seperti,
Rx . =0M - l
Pers. 17 mempunyai bentuk yang samadengan pers. 7, maka pers. 17 dapat diubah
126

ISSN 1410-1998 Presiding Pesentasi llrniah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
seperti halnya pada pers. 9, sehingga akar-akar persamaan tersebut menjadi,
a=1dan s) (18)
Konstanta A dan B pada pers. 8 untuk seksienriching dapat pula dicari menggunakankondisi batas sebagai berikut:
Untuk n = 0 (stage 0), xn - x0 = yp, sedangn=1, Xi=yp/ (1+e), maka dengan memasukkankondisi batas ini ke pers. 8, harga B dan Aakan diperoleh.
B = - dan A =e
Dalamhalini,
Dengan memasukkan kembali harga A dan 8ke pers. 8 disertai kondisi batas x„ = xf untukn = N-f, maka komposisi isotopik dalam stageumpan xf adalah,
e. e.atau,
Jumlah stage seksi enriching adalah,
(19)
B. MODEL KONTAKTOR NYATAMENGGUNAKAN DATA LAB
Pada penurunan teori sederhana yangdijelaskan di muka, asumsi mendasar telahdibuat, bahwa semua U(VI) berada dalamfasa organik dan semua U(IV) berada di fasaair. Hal itu tentu saja tidak benar, karena datalaboratorium yang pada perhitungan inimenggunakan TOA-benzene sebagai fasaorganik mengungkapkan bahwa keduaspesies U itu ternyata terabsorsi oleh fasaorganik dan membentuk kompleks dalam
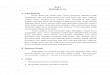
suasana asam HCI. U(VI) lebih kuatterabsorsi dalam fasa organik daripada U(IV),tetapi U(IV) akan makin banyak terserab bilakonsentrasi asam dinaikkan [101. Oleh karenaitu, gambar 4 dan 5 memberikan gambaranyang lebih realistik dari situasi kimia dalamplant ekstraksi pelarut. Tulisan ini akan lebihmengarah kepada gambar 5 yangmenjelaskan bahwa hanya sedikit U(IV) terse-rab dalam fasa organik supaya dapatmendekatkan batasan yang telah dipasang dimuka.
120 -j
1.1100-8U •
60-
40 1
20 •
n i
as—•—I
A Ah
i—.—.—,—,—
—H m.
BU(VI)
>• 0 20 40 60 80 100 120 140 160 180
x (U fasa air), kg/m3
Gambar 4. Kurva kesetimbangan U(VI) dan U(IV)dalam TOA 40 % (HCI 6 M)[10).
2
croS>oTOv>•S
120 i
100-
80-
60 •
40-
20 •
C) 20 40
X
60 80
(U fasa
100
air),
»
BU(VI)
©U(IV)
120 140 160 1£
kg/m3
Gambar 5. Kurva kesetimbangan U(VI) dan U(IV)dalam TOA 40 % (HCI 4 M) M°l
Berikut didefinisikan konsentrasi uraniumyang berada di dua fasa dengan satuankg/m3.
U = konsentrasi U(VI)/UO22+ dim fasa organik
u'= konsentrasi U(VI)/UO22 +dalam fasa air
Z = konsentrasi U(IV)/U4+ dalam fasa organikz'= konsentrasi U(IV)/U4+ dalam fasa air
Dalam hal ini komposisi isotopik UO22+ adalah
yn yang berada di fasa organik dan fasa airdan xn adalah komposisi iotopik U4+ dalamkedua fasa tersebut Karena plant beroperasimendekati refluks total, dianggap bahwakonsentrasi uranium total pada fasa organik
127

Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
dan fasa air adalah sama, sehinggahubungan berikut dapat dipakai,
U + Z = <j> (u' + z') atauU + Z = u + z (20)
O adalah volume fasa air dibagi volume fasaorganik. Untuk setiap harga O>, harga u dan zmenjadi u - <t> u' dan z = <X> z'. Kuantitas Udengan u' dan Z dengan z' salingberhubungan satu sama lain seperti yangditunjukkan dalam gambar 5. Hubunganantara U dan u' untuk UO2
2+ diberikanmenuruti Langmuir Isotherm seperti:
U =Cx.u'
(21)
dan hubungan Z dan z' untuk U4+ adalahlinear,
Z = C, + O, . z' (22)
Bila pers. 21 dan 22 dimasukkan ke pers. 20diperoleh hubungan antara z'dan u',
C3 + C4.Z — <p w
atau
z = • C 3 - <|) « ' (23)
Harga z' dapat diderivatifkan ke u' untukmencari harga maksimum z' atau hargamaksimum U + di fasa air, maka
~du'
1 C1.<-\2
Harga maksimum z' terjadi bila dz'ldu'= 0,
sehingga atau
(24)
Dari data Lab |10', untuk UO22+ dalam 40 %
TOA-benzene dan HCI 4 M, harga C, dan C2
masing-masing sebesar 16,91 dan 0,161.Untuk volume fasa organik dan fasa airyang sama, maka <|> = 1, dan dengansendirinya u = u' dan z = z'. Hal inimemberikan,
U =16,91M
1 + 0,16«(25)
14+Sifat ion U dalam gambar 5 kenyataannyadari data lab tidak mengikuti LangmuirIsotherm, maka diestimasi mengikutipersamaan garis lurus, dan konstanta C3 danC4 yang diperoleh seperti dalam persamaan26 berikut,
Z= 0,0000462 +0,00909 z (26)
Setelah dilakukan perhitungan, diperolehangka-angka (satuan kg/m3) sebagai berikut:u' = 19,33.; z' (maksimum) = 60,71; Z = 0,55;dan U = 79,49.
Bagan pabrik nyata yang memanfaatkan datalab terlihat dalam gambar 6.
Pada stage n, konsentrasi isotopikUO2
2+ adalah yn dan U4+ adalah xn beradadalam kedua fasa. Dengan menggunakannotasi seperti yang disebutkan di muka, makakonsentrasi U-235 dalam fasa organik adalah{U.yn + Z.xn) dan dalam fasa air adalah (u.yn +z.xn). Di samping itu, persyaratan reaksiredoks untuk mengubah U(VI) menjadi U(IV)atau sebaliknya pada konfigurasi plant nyataadalah tidak semua umpan aktinida yangmasuk ke sel elektrolitik diubah sempurna,karena pada fasa air boleh ada U(VI) danU(IV). Hal ini dapat menghemat listrik yangdigunakan. Pada gambar 6 terlihat bahwaneraca massa di sekitar sel elektrolitikmemberikan,
(U+Z)xw= Uyo + Zxo (sel oksidasi) (27)
(u + z) yp = u y0 + z x0 (sel reduksi) (28)
Neraca massa overall dan komponen sekitarplant adalah,
=F
(u + z).xw.W + (U + Z).yp = (u.yf + z.xf).F
Bila menggunakan pers. 20 dan 4, keduapers. terakhir ini menjadi,
xw.W +[u(l+e)+z].xf.F
(U + Z)
128

ISSN 1410-1998 Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
R+l R+lU= 79,49 Uy0 UyxUyf_2 Uyf.x UyN.fUy2 Uyx
Z= 0,55 Zx0 ZxxZxf_2 Zxf.x ZxN.f Zx2 Zxx (U+Z)ypEkstraksi Stripping
(U+ZpC»U(VI)
R+l
Oksidasi
(u+z)xw uyx uy2 uyf.x uyf
zxx zx2 zxf.x zxf
R+F 1SEKSI STRIPPING
Z = 60,71
SEKSI ENRICHING
Gambar6. Konfigurasi pabrik nyata untuk pemisahan isotop uranium.
atau
Bila
_
3 F
Z)
persamaan terakhir dapat disederhanakan,dan akhirnya harga Fadalah,
F = y(29)
• x
k J
Pers. 29 ini mirip dengan pers. 5.
SEKSI STRIPPING UNTUK PABRIK NYATA
Neraca massa stage n,
F).u.yn+l +
.x + (30)F).u.yn + (R+F).z.xn
rs (R + F)Tahap berikutnya adalah mencari harga Adan 8 menggunakan kondisi batas yang ada,sehingga jumlah stage seksi stripping untukpabrik nyata adalah,
(32)
SEKSI ENRICHING UNTUK PABRIKNYATA
Neraca massa stage n,
+ (R+i).Z.xm.\ + Ru.ylt
(R+l).U.y„ +(/?+l).Z^ +Ru.y„ + Rz.x„
Akar-akar dari pers. 33 adalah,
R
(33)
a = 1 danre (R + \)k
(34)
Dengan cara seperti yang diuraikan dimuka, D e n 9 f t e k n i J Perhitungan yang sama sepertimaka akar-akar persamaan 30 adalah, di muka, maka jumlah stage seksi enriching
untuk pabrik nyata adalah,
129

Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
(N-f)r =- (35)
HASIL DAN BAHASAN
Basis semua perhitungan adalah produkP sebesar 1 m3 per tahun dan uranium alamsebagai umpan mengandung U-235berkomposisi 0,0071, sementara limbahmengandung U-235 sebesar 0,003 danproduk bervariasi dari 0,01 hingga 0,03.Harga epsilon diambil 0,0013 untuk sistemredoks U(IV)-U(VI). Optimasi ini dilakukanmenggunakan perhitungan iterasi untuk lajualir fasa organik dan fasa air menggunakanprogram FORTRAN dalam PC saja.Optimasi tersebut bertujuan untukmeminimalkan total laju alir fasa air yangbesarnya adalah Q = (R+F)x/Vs + RxNe.Dalam hal ini R adalah laju refiuks, F laju alirumpan, Ns dan Ne adalah masing-masingjumlah stage dalam seksi stripping danenriching. Karena harga R sangat besardibanding F, maka kapasitas pabrik dapatdisederhanakan menjadi Q = RxW. Disini Nadalah jumlah stage total dalam pabrik.Besaran Q yang minimum mendapatkan R,Ns, Ne, N, dan R/F yang optimum, karenaterbukti dalam perhitungan bahwa bila Rmenaik, maka harga Ns, Ne, dan N menurundan begitu sebaliknya. Tabel 1 menunjukkancontoh hasil perhitungan untuk plant ideal dannyata. Nilai minimum Q dicetak-tebalkandalam tabel itu. Hasil perhitunganmenunjukkan bahwa untuk mendapatkanhanya 1 m3 produk mengandung U-235 3%memerlukan kapasitas minimum sekitar 10juta m3 (ideal) dan 18 juta m3 (nyata), danjumlah stage sebesar 3035 (ideal) dan 4040(nyata). Hasil perhitungan itu mengasumsikanbahwa ukuran setiap kontaktor adalah sama.
Gambar 7 menunjukkan hubunganantara komposisi produk dan kapasitas pabrikideal dan nyata. Pada gambar itu terlihat jelasbahwa dengan menaikkan komposisi produk,nilai Qjuga menaik.
Gambar 8 menunjukkan nisbah refiuks(R/F) sebagai fungsi komposisi produk yp. Halini menunjukkan bahwa laju alir refiuks (R)
adalah lebih dari 500 kali dibandingkandengan laju alir umpan bahkan lebih besarlagi (sekitar 700 kali) pada pabrik nyatasebagai akibat dari spesies uranium yangbercampur dalam kedua fasa. Pada gambaritu terlihat bahwa nisbah refiuks meningkattajam pada awal kenaikan yp tetapi kenaikanitu kemudian menurun ketika yp terus menaik.
Gambar 9 menunjukkan jumlah stagetotal sebagai fungsi yp. Beberapa ribu stagediperlukan untuk memisahkan isotop uraniumdan angka itu terus menaik bila yp dinaikkan.Jumlah itu akan lebih besar untuk pabriknyata dengan alasan seperti disebutterdahulu.
Jumlah stage sebagai fungsi xw dari 0,1hingga 0,7 % dapat diiihat dalam gambar 10.Makin rendah xw, makin besar jumlah stageyang diperlukan. Hal ini menunjukkan bahwamakin sulit untuk memperkecil kadar U-235atau mendapatkan kadar U-238 murni dalamlimbah/ hasil bawah.
Parameter yang amat menarik perhatianadalah variasi epsilon untuk angka ypi xw, danxf yang konstan. Angka epsilon untuk isotopuranium terbukti rendah dalam kondisi prosestukar kimia normal dan dapat dinaikkandengan jalan mengganti sistem tukar kimiadan pemberian katalis [3'41. Hasil perhitunganhubungan antara epsilon dan jumlah stagemenunjukkan bahwa makin tinggi angkaepsilon, makin rendah jumlah stage yangdiperlukan. Kenaikan harga epsilon dua kalilipat dari 0,0013 menjadi 0,0026 temyatamenurunkan jumlah stage setengahnya.Naiknya angka epsilon itu juga dapatmenurunkan laju refiuks dan kapasitas plantcukup besar, sehingga dapat pulamenurunkan ukuran pabrik yang diperlukan.Hal itu dapat diiihat dalam gambar 11, 12, dan13. Telah disinggung di muka bahwa angkaepsilon makin besar bila isotop yang diguna-kan makin kecil berat moiekulnya. Apabilapemisahan isotop ringan seperti boron,karbon, nitrogen dan Iain-Iain dapat dilakukanmenggunakan proses ekstraksi pelarut, makamodel perhitungan ini dapat membantumemperkirakan parameter-parameter prosesyang diperlukan seperti yang telah dijeiaskandalam tulisan ini.
130

ISSN 1410-1998 Pmsiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BA TAN Jakarta, 19-20 Nopember 1996
1.85E+07 i
T 1.55E+07 •
~ 1.25E+07 •
9.50E+06 •co
% 6.50E+06 •
§• 3.50E+06
5.00E+051.4 1.8 2.2 2.6 3
Komposisi Produk (yp), %
Gambar 7. Hubungan antara kapasitas(Q) dengan komposisi produk.
3 2000
10000.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5 0.55 0.6
Kadar U-235 dalam limbah (xw),%
Gambar 10. Hubungan antara kadar U-235dalam limbah dengan jumlahstage.
200
-Nyata
- Ideal
1 1.2 1.4 1.6 1.8 2 2.2 2.4 2.6 2.8 3
Komposisi Produk (yp), %
Gambar 8. Hubungan antara nisbah refluksdan komposisi produk.
1o
tas
i
toCOQ .
3.50E+07 -,• 6 =
2.80E+07 -ft 1
2.10E+07 | W
1.40E+07 T \ \
7.00E+06 1 te^
nnnF+nn
10
0,0013 —•-- » •
c = 0,0026
30 50
Epsilon, 1.0 x 10"4
-Nyata- Ideal
m
70
Gambar 11. Kapasitas (Q) pada harga epsilonbervariasi.
1 1.2 1.4 1.6 1.8 2 2.2 2.4 2.6 2.8 3
Komposisi Produk (yp), %
Gambar 9. Hubungan antara jumlah stagedengan komposisi produk.
10
Epsilon, 1.0x10"
Gambar 12. Nisbah refluks pada hargaepsilon bervariasi.
131

Pmsiding Pesentasi llmiab Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
500
30 50
Epsilon, 1.0x10"4
70
Gambar 13. Jumlah stage pada harga epsilonbervariasi.
SIMPULAN
Perhitungan untuk memperkirakanjumlah stage pada pabrik pengayaan uraniummenggunakan sistem tukar kirrtia (chemex)adalah cukup sederhana bahkan dapatdilakukan menggunakan kalkulator biasa.
Peneliti Perancis yang menggunakansistem U(III)-U(IV), dalam publikasi mereka|11'hanya menyebutkan bahwa jumlah stageyang diperlukan sekitar 2000 atau 3000 tanpamenunjukkan rincian perhitungannya danangka itu ternyata tidak jauh berbeda denganhasil perhitungan menggunakan model di atas(Gambar 13).
Untuk memroduksi U-235 3% denganlimbah mengandung U-235 0,3% memerlukanjumlah sfage lebih dari 4000 (sistemU(IV)-U(VI)) dan nisbah refluks sekitar 700.Parameter ini akan lebih besar bila U-235dalam limbah lebih kecil dari 0,3%. Dapatdiperkirakan bahwa jumlah stage yangdiperlukan adalah sekitar 6800 untukmemroduksi U-235 kurang dari 20% dan15000 bila ingin memroduksi U-235 untukmaksud senjata nuklir.
Aspek lain yang dapat dilakukan dimasa depan adalah mengadakan simulasimenggunakan alat pengaduk-pengenap ataukolom pulsa. Jumlah stage yang tinggimenyebabkan proses pengayaan uraniumakan sangat lama. Peneliti Perancis(menggunakan kolom pulsa) dan Jepang(menggunakan kolom tukar anion)mengungkapkan bahwa diperlukan 4 bulan
terus menerus untuk mendapatkan produkU-235 sebesar 3 % I7'4>.
Pencarian sistem tukar kimia untukmenaikkan harga epsilon bagi isotop uraniumPerlu dilakukan di masa datang. Perhatianperlu dikonsentrasikan kepada penemuankatalis-katalis yang cocok untuk sistemtersebut. Hal itu dimaksudkan untukmenurunkan jumlah stage, laju refluks, dankapasitas plant, sehingga pada gilirannyamenurunkan biaya kapital pabrik.
Teori ini dapat pula digunakan untukmemodelkan proses tukar kimia terhadapisotop lain yang lebih ringan daripada uraniumyang angka tetapan pisah isotopnya jauhlebih besar daripada 0,0013 seperti yangditinjau dalam tulisan ini.
UCAPAN TERIMAKASIH
Ucapan terimakasih disampaikankepada Dr. David A. White, ChemicalEngineering and Chemical TechnologyDepartment, Imperial College, University ofLondon, London, UK atas segala saran-saranyang bermanfaat dalam penyusunan tulisan,dan penyediaan peralatan dan bahanpercobaan untuk mendukung kesempurnaantulisan ini.
DAFTAR PUSTAKA
[1]. UREY H. C. dan RITTENBERG, D.,"Some Thermodynamic Properties of theH1H2, H2H2 Molecules, and CompoundsContaining the H Atom", J. Chem. Phys.,1 (1933) 137.
[2]. HUTCHINSON, C. A.,"ChemicalSeparation of the Uranium Isotopes",TID-5224, USAEC Rep., (1952,declasified Feb. 1957).
[3]. CEA, "Isotopic Enrichment of Uraniumwith respect to an Isotope", FrenchPatent No. 1,467,174, (1977).
[4]. SEKO, M. dan TAKEDA, K., "Separationof Uranium by the Chemical ExchangeMethod", Sep. Sci. Technol., 28 (1-3)(1993)487-505.
[5]. KIRK, R. E. dan OTHMER, D. F.,"Deuterium-tritium" Encyclopedia of
132

ISSN 1410-1998 Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
Chemical Technology, John Wiley &Sons, New York, 7, (1979) 548.
[6]. BENEDICT, M., PIGFORD, T. H., danLEWI, H. W., "Nuclear ChemicalEngineering", Edisi 2, McGraw-hill BookCo., New York, (1981) 800-801.
[7J. KRASS, A. S., BOSKMA, P., ELZEN, B.,dan SMIT, W. A., "Uranium Enrichmentand Nuclear Weapon Proliferation",Stockhlom International Peace ResearchInstitute (SIPRI), Taylor & Francis Ltd.,London and New York, (1983) 154-155.
[8]. FLORENCE, T. M., BATLEY, G. E.,EKSTROM, A., FARDY, J. J., danFARRAR, Y.r J., "Separation of UraniumIsotope by Uranium(IV)-Uranium(VI)Chemical Exchange", J. Inorg. Nucl.Chem., 37 (1975) 1961-1966.
[9]. WHITE, D. A. dan FATHURRACHMAN,"Design of Mixer Settler Plant for IsotopeSeparation by Chemical Exchange",Nucl. Techno!., 110 (2) (1995) 220-227.
[10]. WHITE, D. A. dan FATHURRACHMAN,"Extraction of Uranium(VI) andUranium(IV) from Hydrochloric AcidUsing Tri-n-octylamine in a BenzeneDiluent", Hydrometallurgy, 36 (1994)161-168.
[11]. LERAT, J. M., LORRAIN, C, SAUZAY,G., dan VENOT, P., "Improving theCommercial Competitiveness ofChemex", Nucl. Eng. Inter., 29 (250)(1984)25-26.
NOTASI
A.B
Ff.N,
Konstanta pada normal finitedifference (pers. 8)Konstanta pada persamaanLangmuir (pers.21)Konstanta pada persamaan linear(pers. 22)Konsentrasi U dalam fasa air danfasa organikLaju alir umpanJumlah stage dalam seksistripping
A
NN-f,Ne
PQR
U
u'
WX
y
zz'
[w(l + e)+z]Jumlah stage seluruh kaskadeJumlah stage dalam seksienrichingLaju alir produkKapasitas pabrik minimumLaju alir antar stage di seluruhkontaktorKonsentrasi UO2
2+ dalam fasaorganikKonsentrasi UO2
2+ dalam fasa airuntuk setiap harga fLaju alir limbah (produk bawah)kelimpahan isotop U-235 dalamU(IV) atau U4+
Kelimpahan isotop U-235 dalamU(VI) atau UO2
2+
Konsentrasi U4+ dalam fasaorganikKonsentrasi U4+ dalam fasa airuntuk setiap harga f
Huruf Yunani
a, P
E
*
a\j
CT
Akar-akar dari persamaan kuadrat(pers. 10, 11, 18, 31 dan 34)Konstanta pisah isotopVolume fasa air/volume fasaorganik
[(1+e)U + Z]/(U + Z)
Subscripts
efnPrsw0
1
enrichingumpannomor stageproduknyatastrippinglimbahStage nomor 0 pada seksistripping dan enrichingStage nomor 1 pada seksistripping dan enriching
133

Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
Tabel 1. Data Iterasi untuk kontaktor umpan tengah
PABRIK IDEALR
419640963996389637963696359634963396329631963096
29962896279626962596
Ns10711090111211351162119112251263130813601423150015961723189721622648
Ate j N1519153715561577160016261656168917271771182218841960
2057
2186
2375
2702
25902627266727122762281828802952303531313245^33843557
3779
4083
4537
5349
R x N J R/F10868073107601901065904310566808104843731041373310358047103206991030541210319968103723641047663510655399
10945061
11417327
12232530
13886259
637622607592576561546531516501485470455440425409394
PABRIK NYATAR | Afe | A/e
5315521551155015491548154715461545154415431542154115
4015
3915
3815
3715
1479150315281556158616191655169617421794185219201999
2094
2208
2350
2535
2070209121142138216421932225226022982342239024462509
2584
2672
2780
2916
N3550359436423693375038123881395640404135424343664509
4678
4880
5130
5450
RXN18866622187412571862704418522562184314811835555718296930182582391824229918256579183069761840399618553322
18781006
19104623
19571417
20248381
R/F808792777762747732716701686671656640625610595580564
TANYA JAWAB
1. Gunanjar
• Gambar 4 dan 5 dalam makalah iniapakah diperoleh dari pustaka (penelitianorang lain) atau hasil penelitian saudarasendiri ? Kalau diambil/dikutip daripustaka (hasil penelitian orang lain) mohondicantumkan nomor pustaka padaketerangan gambar 4 dan 5.
• Bapak mengatakan U-235 cenderungpada U(VI) dan U-238 pada U(IV) apakahitu tidak terbalik (karena massa yang lebihbesar lebih kuat menahan elektronterluarnya) ?
• Mengapa sistem U(VI)-U(IV) dipilih ?
Fathurrachman
• Gambar 4 dan 5 adalah hasil penelitiansaya sendiri yang telah dipublikasikan danterdapat pada pustaka 10. Usulpencantuman nomor pustaka padagambar itu saya bersetuju.
Ikatan yang kuat antara oksigen danuranium dalam ion U(VI), O = U = Oz+,mestinya menyarankan bahwa 238Udiperkaya dalam ion U(VI). Akan tetapi,percobaan membuktikan bahwa isotop
235U diperkaya dalam bentuk O = U = O2+
atau ion U(VI) dan 23aU diperkaya dalamion U(IV). Penemuan ini masih belumdapat diterangkan hingga saat ini.Informasi rinci pada frekuensi vibrasikompleks uranium perlu digali lebih lanjut.Proses pertukaran kimia dalam tulisan iniberlangsung menggunakan fasa air danfasa organik. Densitas fasa organik kira-kira 0,9 kg/m3 yang lebih rendah daridensitas air. Pada sistem redoks U(VI)-U(IV), U(VI) yang berada di fasa organikakan cenderung kaya U-235 yangmassanya lebih rendah dari U-238, karenaberada di atas fasa air, sementara U(IV)yang berada di fasa air akan cenderungdiisi oleh U-238. Hal itu dipertegas olehpustaka 8 yang menjelaskan bahwa U-235 cenderung berada dalam bentukU(VI). Begitu juga untuk sistem redoksU(IV)-U(III), U-235 cenderung masuk kefasa organik dalam bentuk U(IV) dan U-238 cenderung ke fasa air yang beradadalam bentuk U(lll).[31
• Percobaan di lab membuktikan bahwapembuatan U(IV) cukup sulit karena iamudah teroksidasi menjadi U(VI).Pembuatan U(lll) lebih sulit lagi karenamemerlukan suasana percobaan yanginert (tidak ada gas O2) dalam boks
134

ISSN 1410-1998 Prosiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
bersarung tangan. Hal ini amat mahal danmenemui kegagalan dalam pelak-sanaannya. Oleh karena itu, sistem U(VI)-U(IV) saya pilih dalam percobaan di labsekaligus teori perhitungan mencari jumlahstage yang diperlukan. Disamping itu,data untuk sistem U(VI)-U(IV) cukuptersedia.
2. Asmedi Suripto
• Bila prinsip pemisahan isotopik 235U dan238U adalah preferensi valensi, bagaimanapendapat saudara, apakah carapertukaran ion dengan resin juga dapatdigunakan sama seperti ekstraksi pelarut ?
Fathurrachman
• Tentu saja dapat bahkan peneliti Jepangmengaku bahwa proses pertukaran iondengan resin milik mereka sangat efisien.Sistem redoks dengan preferensi valensiyang populer saat ini adalah sistem padat-cair dan cair-cair. Sistem cair-cair secaragaris besar telah dijelaskan dalammakalah ini. Sistem padat-cair untukredoks U(Vl)-U(IV) yang menggunakanresin berupa pengontakan fasa airberasam khlorida dengan resin tukar anionbasa kuat berukuran 20-200 mesh. Hal inididiskusikan dalam pustaka 4. Seko dkktelah menemukan adsorben yangberkemampuan serap-lepas amat tinggisejak ditemukannya katalis yang mampumempercepat laju reaksi tukar elektrondalam sistem U(VI)-U(IV). Di samping itu,mereka juga mampu memroduksiadsorben yang sangat efisien denganmengatur bentuk porinya sehingga lajureaksi tukar elektron overall dapatmeningkat ribuan lipat. Mereka mengakubahwa waktu tinggal untuk tiap stagekurang dari satu detik bahkan hingga 0.1detik, sementara pada proses ekstraksipelarut waktu tinggal paling cepat 20 detik(pustaka 3, 7, 11). Waktu yang cukup'lama' itu digunakan untuk mendispersikanfasa organik agar menjadi tetesan amatkecil hingga mirip butiran resin berukuran20-200 mesh dan hal itu dapatdilaksanakan oleh pengaduk dalam alatpengaduk-pengenap atau pengaturanlubang pada sieve tray dalam kolom pulsa,agar proses pertukaran elektron dalam ionU(VI) dan U(IV) dapat terjadi dengan baik.
• Pabrik semikomersial menggunakan resintukar anion telah dibangun dan telahberoperasi sejak tahun 1986 di HyugaCity, Jepang yang mempunyai tinggi kolom3 m dengan diameter 1 m dan ditaksirmemuat kira-kira 6500 stage dalam kolomitu. Pabrik itu menghasilkan 17 kg denganpengayaan U-235 sedikit lebih dari 3 %dalam waktu 4 bulan terus menerus dansekaligus memperoleh data proses lainyang diperlukan sehingga peneliti AsahiChemical Co. berani mengatakan bahwaproses pengayaan uranium dengan sistemtukar kimia adalah layak diproduksi secarakomersial.
• Proses tukar kimia dengan bantuan resinanion sebenarnya agak kompleks. Resindikondisikan dengan asam khlorida yangsuhunya dijaga 70°C, zat pengoksidasi(ferri khlorida) diumpankan ke kolommelalui katup pilih dari atas sampai bawahkemudian umpan uranil khloridadikontakkan dengan resin. Ion U4+ dalamlarutan teroksidasi menjadi UO2
2+ oleh zatpengoksidasi dan terserap resin, danterbentuklah batas antara zona zatpengoksidasi dan zona serapan UO2
2+.Bila laju serapan dan oksidasi cukuptinggi, batas tersebut akan sempit danjelas terlihat. Jika pemasokan U telahdianggap cukup untuk membentuk zonaserapan UO2
2\ zar pereduksi (titaniumkhlorida) diumpankan melalui puncakkolom untuk mereduksi UO2
2+ menjadi U4+
di bagian atas zona serapan. ion uraniumlepas dari resin menjadi U4+ dan batas lainterbentuk antara zona reduksi dan zonaserapan UO2
2+. Bila pengumpanan zatpereduksi dilanjutkan, zona UO2
2+ menjaditurun dan reaksi tukar isotop terjadiberkali-kali antara ion U yang terserap danyang ada dalam larutan. Bila kondisitersebut terus menerus dilakukan makalarutan dengan U-235 yang sedikitdiperkaya muncul di belakang.
• Selain menggunakan resin tukar anion,memang ada penelitian menggunakanresin tukar kation asam kuat. tetapi bukansistem redoks, yaitu U(lV) dengan U(IV)dengan epsilon 0,00005. Dalam hal ini U-235 diperkaya pada akhir kurvabreakthrough dan U-238 diperkaya didepan kurva (Sakuma Y. et al., "Uraniumisotope separation by cation exchange
135

Presiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
chromatography using uranous sulfatecomplexes", J. Nucl. Sci. Technol., 18 (10)(1981) 793-801). Adapula sistem U(VI)dengan U(VI) menggunakan resin tukarkation asam kuat yang harga epsilonnyaditemukan bermacam-macam tergantungkepada asam yang digunakan. Hargaepsilon mereka adalah 0,000088 untuk ionasetat, 0,000142 untuk ion laktat, 0,00018untuk ion sitrat dan 0,000218 untuk ionmalat. U(VI) tertangkap di fasa resin/padat(Kim H. Y. et al., "Uranium isotope effeectsin some ion exchange systems involvinguranyil-carboxylate complexes", J. Chem.Phys., 81 (12), Pt II (1984) 6266-6271).Kedua sistem ini untuk sementaraditinggalkan, karena harga epsilon yangditemukan sangat rendah.
3. Bambang Herutomo
• Bagaimana nilai ekonomis pabrik tukarkimia Bapak dengan pabrik perkayaan235U dengan difusi gas maupun sentrifugalgas?
Keuntungan yang diperoleh dari prosestukar kimia dibanding metoda difusi dansentrifugal ?
Fathurrachman
Saya hanya menghitung ongkospemisahan isotop U menggunakan alatpengaduk-pengenap yang berukuransama dan membandingkan dengan difusigas yang paling mahal saat ini. Di lainpihak, proses pemisahan isotop uraniummenggunakan cara sentrifugal itudianggap sangat ideal untuk pemisahanisotop uranium saat ini karena rendahnyadaya listrik yang dikonsumsi. Kelemahan
menggunakan alat pengaduk-pengenapadalah waktu tinggal yang digunakanuntuk mengontak U(VI) dengan U(IV)dalam pengaduk dan dibiarkan mengenapmemerlukan waktu sekitar 1 menit. Waktutinggal ini 'amat lama'. Akibatnya, untukmemperoleh U-235 3 % dalam produk,pabrik tersebut harus dijalankan 3 tahunterus menerus. Waktu yang lama akanmenaikkan ongkos-ongkos inventoriuranium, bahan kimia, listrik untuk reaksiredoks dan menjalankan pengaduk-pengenap. Akibatnya pabrik tersebutmenjadi dua kali lipat lebih mahal daripabrik pengayaan uranium dengan metodadifusi gas yang sudah mahal itu. Untukmenurunkan biaya tersebut, maka waktutinggal harus diturunkan serendah-rendahnya, harga epsilon harus sebesar-besarnya sehingga ongkos-ongkos yangdiperlukan menjadi turun pula. Kondisitersebut telah dipenuhi oleh pabrikrancangan Jepang yang menggunakanresin penukar anion (t = 0.1 detik, epsilon= 0.0013) dan rancangan Perancis yangmenggunakan kolom pulsa (t = 20-30detik, epsilon = 0.0026). Mereka berduamengaku ongkos operasi dapat ditekansampai sepersepuluh lebih rendahdaripada ongkos yang dikeluarkan olehdifusi gas.[4'1T]
• Keuntungan yang diperoleh bilamenggunakan proses tukar kimiadibandingkan dengan metoda difusi gasdapat dilihat dalam tabel. Metodasentrifugal berbeda dengan difusi gasdalam beberapa hal, misalnya rendahnyadaya listrik = 100-300 kWh/SWU, epsilon =0,3-0,6, waktu tinggal 10-15 detik. Yangsama adalah bahan kerja yang dipakai,yaitu berupa gas UF6.
Metoda Tukar Kimia1. Memerlukan teknologi rendah sehingga pabrik ini dapat
diperlakukan sama dengan pabrik kimia biasa dan tidakada bahaya kritikalitas, karena kadar U-235 yangdiproduksi cukup rendah (3 %).
2. Untuk sistem cair-cair, menggunakan fasa air berasam (4atau 9 M tergantung sistem redoks yang digunakan) danfasa organik dengan solven konvensional (TBP-kerosinpun boleh). Untuk sistem padat-cair cukup menggunakanresin tukar ion.
Metoda difusi gas1. Memerlukan teknologi tinggi yang membutuhkan
penanganan khusus terhadap bahaya lepasan gas dankritikalitas. Seluruh pabrik harus betul-betul suasanavakum tinggi yang ketat terutama pada sambunganpipa-pipa, gas UF6 dapat bereaksi dengan metalmenjadi metal fluorida, dengan air membentuk gas HFyang amat korosif. Membran diffuser untuk memisahkanU-235 dan U-238 terbuat dari bahan Nikel oksida ataualumina yang porinya harus tahan aus.
2. Menggunakan gas UF6 yang korosif.
136

ISSN 1410-1998 Presiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
Metoda Tukar Kimia3. Cukup menggunakan pipa konvensional untuk pabrik
kimia. Hanya pada seksi tukar isotop memerlukan bahanpolimer fluorokarbon dan bahan plastik untuk pompa-pompa.
4. Hanya untuk memroduksi U dengan pengayaan rendah,misalnya untuk konsumsi reaktor PWR/BWR
5. Daya listrik hanya untuk menggerakkan pompa-pompa,kolom pulsa, dan proses elektrolisis untuk mengubahspesies U. Konsumsi energi spesifik < 600 kWh/SWU.
6. Daya listrik hanya untuk menggerakkan pompa-pompa,kolom pulsa, dan proses elektrolisis untuk mengubahspesies U. Konsumsi energi spesifik < 600 kWh/SWU.
7. Harga epsilon (tetapan pisah isotop)= 0,0026 [U(lll)-U(IV)l0,0013 [U(VI)-U(IV)]
Metoda difusi gas3. Menggunakan pipa mengandung bahan kadar Ni dan Cr
yang tinggi untuk menahan serangan korosi sepertimonel, inconel dll.
4. Dapat memroduksi U dengan pengayaan tinggi untuktujuan senjata nuklir
5. Daya listrik yang diperiukan untuk difusi gas amat tinggi,yang sebagian besar digunakan untuk menjalankankompresor dan pendinginan gas sebelum umpanmemasuki stage berikutnya. Konsumsi energi spesifiksekitar 2300-3000 kWh/SWU. Kasamya, perlu dayalistrik dari satu PLTN 1000 MWth untuk memroduksi U-235 berderajad senjata nuklir.
6. Waktutinggal5-10detik.
7. Harga epsilon = 0,0040 - 0,0045
4. Sudarmadi
• Dari pabrik yang saudara rancang, berapacost/ biaya yang diperiukan untuk produksi1 m3 3 % 2*U ?
Fathurrachman
• Ongkos yang diperiukan untukmemroduksi 1 m3 U-235 3% telahdisinggung sedikit pada jawaban PakBambang Herutomo. Ongkos yangdiperiukan untuk pengayaan uraniumdengan teknik tukar kimia danmenggunakan pengaduk - pengenapadalah:• Ongkos inventori uranium yang ada
hubungannya dengan kapasitas pabrikdan konsentrasi uranium dalam aliranproses.
• Inventori bergantung pada waktutinggal (60 detik) dalam kontaktor,tenaga pemisahan = 3,429 SWU/tahununtuk U-235 3 %, harga epsilon =0,0013, dan konsentrasi U dalam aliran= 80 kg/tahun. Jadi, Estimasi inventoriuranium = 2472 kg. Harga U saatdihitung (September 1995) sekitar$30,-/kgU, maka harga U = $74,160,-.
• Ongkos bahan kimia yang diperiukan• Solven yang diperiukan = 31 m3. Harga
per liter solven {TOA 40 % dalam
benzene) $10,530,-, maka hargasolven = $325,319,-.Ongkos listrik untuk reaksi redoksHarga listrik saat itu ditaksir sekitar$0,105/kWh. Energi listrik = 208055kWh/m3 produk, yang tergantung padategangan yang dipakai, jumlah U yangharus dikenai proses redoks, konstantaFaraday, dan efisiensi arus listrik. Jadi,ongkos arus listrik = $21,846 /tahun.m3
Ongkos untuk menjalankan pengaduk-pengenap.Ongkos ini tergantung kepada energiper kompartemen yang dipengaruhioieh densitas cairan, laju putaranmotor, diameter impeler, dan bilangantenaga (tak berdimensi) yang amatbergantung pada bilangan Reynold.Energi per kompartemen terhitung= 1,26 Watt. Harga ini dikalikandengan jumlah stage yangdiperiukan dan harga listrik. Ongkositu sekitar $ 5.233,-/tahun.Ongkos total pabrik ini sekitar =$ 502.352,- untuk selama 3 tahun.Setelah tahun ke empat, bam keluarproduksi U-235 3%, maka ongkos Udiperkaya/ kgU produk sekitar $7000,-dan terus menurun sampai tahun kedelapan menjadi $2500,-.Bila solven tidak ikut dihitung, ongkositu sekitar $2800,-/kgU produk dan
137

Pmsiding Pesentasi llmiah Daur Bahan Bakar Nuklir IIPEBN-BATAN Jakarta, 19-20 Nopember 1996
ISSN 1410-1998
pada tahun ke delapan turun menjadi$1000,-/kgll produk.Di lain fihak, ongkos yang hamsdikeluarkan dengan metoda difusi gassekitar $500,- /kgU produk. Jadi ongkosproduksi proses tukar kimia denganpengaduk-pengenap kira-kira 2 kalilipat ongkos menggunakan difusi gas.
5. Djoko Soetarno
235,Apakah kecenderungan isotop U dan238, U6+)U dengan tingkat oksidasi (Ujuga berlaku di alam ? Dalam eksplorasi,mineralisasi U primer (dominan U4+) dan Usekunder (dominan U6+) perbandingan235U dan 238U sama.
Fathurrachman
Jutaan tahun yang lalu U-235 di alamsekitar 30%. Pustaka 7 menyebutkan halitu. Adanya reaktor nuklir alamimenyebabkan turunnya kadar U-235.Pada saat yang sama, reaksi tukar kimiasaya rasa berlangsung antara U(VI) dan(IV) secara alami pula untuk sedikitmenaikkan kadar U-235, misalnyamenggunakan jasa resin tukar ion yangterdapat dalam tanah. Akan tetapi, reaksifisi alami U-235 lebih cepat berlangsungdalam reaktor nuklir alami, sehingga saatini tinggal 0,71% U-235 saja yang berhasildimanfaatkan maksimal oleh penghunibumi.
138


![NM V Funktions Diagnostik [Schreibgeschützt] - ukgm.de · Prinzip der Szintigraphie • Applikation eines Radiodiagnostikums *) *) radioaktives Isotop (Jod-131) oder Isotop gekoppelt](https://img.pdfslide.tips/doc/110x75/5cfa4b0188c99315288db7af/nm-v-funktions-diagnostik-schreibgeschuetzt-ukgmde-prinzip-der-szintigraphie.jpg)