Embed Size (px)
Citation preview

UNIVERSIDAD NACIONAL DE COLOMBIA
Selección de materiales Piezas para bicicleta de montaña
Materiales en Ingeniería
Raul Santiago Arboleda, Lina María Jiménez, Daniel Jaime Suárez
Semestre 2013-II
A lo largo de este trabajo se realiza la selección de materiales para la biela, el marco y el manubrio de una bicicleta de montaña, utilizando criterios de ingeniería aprendidos durante el curso Materiales en ingeniería.

Tabla de contenido1 SELECCIÓN DE MATERIALES SEGÚN ÍNDICES..............................................................................2
1.1 MANUBRIO.........................................................................................................................3
1.2 MARCO...............................................................................................................................6
1.3 BIELA................................................................................................................................11
2 TENACIDAD A LA FRACTURA:...................................................................................................16
2.1 MARCO.............................................................................................................................16
2.2 LA BIELA............................................................................................................................17
2.3 MANUBRIO.......................................................................................................................17
3 DISEÑO PARA MANUFACTURA.................................................................................................17
3.1 PROCESOS DISPONIBLES...................................................................................................18
3.1.1 FUNDICIÓN...............................................................................................................18
3.1.2 FORJA........................................................................................................................18
3.1.3 METALURGIA DE POLVOS.........................................................................................18
3.1.4 EXTRUSIÓN...............................................................................................................19
3.1.5 MAQUINADO............................................................................................................19
3.1.6 PASOS A SEGUIR PARA LA SELECCIÓN DE UN PROCESO DE MANUFACTURA ..........20
3.2 ANÁLISIS DE LAS PIEZAS....................................................................................................20
3.2.1 BIELA.........................................................................................................................20
3.2.2 MARCO.....................................................................................................................22
3.2.3 MANUBRIO...............................................................................................................25
4 BIBLIOGRAFÍA...........................................................................................................................27

1 SELECCIÓN DE MATERIALES SEGÚN ÍNDICES1
Cuando diseñamos componentes para una bicicleta de montaña, es fundamental tener claro que se van a desempeñar bajo terrenos muy escarbados, donde es fundamental encontrar un equilibrio entre la resistencia, el peso y el costo; relacionados a el material del cual se va a fabricar sus componentes.
Para este caso se realizara un análisis de tres componentes fundamentales para una bicicleta, los cuales son:
MARCO MANUBRIO BIELA
Cuando se seleccionan materiales es necesario tener en cuenta que restricciones genera el material tales como:
El peso La resistencia El costo
A partir de esas restricciones surgen algunos índices de materiales, que son usados para llevar a cabo la selección de un material. La bibliografía establece ciertos parámetros para ayudar a determinar los índices adecuados de acuerdo a los esfuerzos que se ejercen en la pieza.
1 Criterio basado en la teoría de M.Ashby

Tabla 1. Fuente:
Para cada uno de los elementos se va a realizar el análisis de esfuerzos asociados a los mismos, esto con el fin de determinar bajo qué condiciones el material debe operar. Con los datos que resultan de este análisis, la bibliografía encontrada y el criterio propio, vamos a limitar los materiales posibles en el software Ces EduPack.
Se comenzó haciendo el estudio del manubrio, posteriormente se realiza la discusión del marco y por último se analiza la biela.
1.1 MANUBRIO
Para la selección de material para el manubrio de una bicicleta de montaña, partimos del análisis de esfuerzos que actúan sobre este elemento (análisis estático) para esto modelamos el manubrio como una viga sometida a flexión por dos fuerzas en los extremos y un apoyo en el centro como se muestra en la figura (por el equilibrio estático se definen las reacciones en los apoyos)

Posteriormente utilizando el método de secciones para analizar la viga definimos el diagrama de fuerza cortante y momento flector
De acuerdo a estos diagramas encontramos la fuerza cortante y momento flector máximo
V= 0.6 KN y M= 0.165 KN
El manubrio está sometido a esfuerzo cortante σ=M cI
Donde
C: distancia de la superficie de contacto de la fuerza al eje neutro
M: momento flector
I: momento de inercia

El manubrio tiene cambio de sección en su longitud, por esto realizaremos el análisis para dos secciones y definiremos cual es la zona critica para proceder con la selección del material
Una sección tiene diámetro de 20 mm y la otra sección de 30 mm ambas con espesor de 3mm
Para la sección de 20 mm
C= 0.01m
I= 164π (0.034−0.0274)m4 = 1.37*10−8 m4
M=0.165 KN
Luego σ=0.165KNm∗0.01m1.37∗10−8m4
= 210MPa
Para la sección de 30 mm
C= 0.015m
I= 164π (0.024−0.0174 )m4=3.75∗10−9m4
M=0.165 KN
Luego σ=0.165KNm∗0.015m3.75∗10−9m4
= 660 MPa
Obteniendo los valores de esfuerzos cortantes para cada sección del manubrio y despreciando los esfuerzos flectores (debido a su baja influencia en cuanto a magnitud respecto a los cortantes), el esfuerzo máximo al cual estará sometido el manubrio bajo condiciones críticas será de 660MPa.

El manubrio requiere, adicional a la resistencia, cierta rigidez para evitar su flexión por la fuerza aplicada en los extremos. El costo y la optimización de la masa, son factores muy importantes en la selección.
Los índices utilizados fueron aquellos que garantizan una optimización de la masa para los valores requeridos de resistencia y rigidez.
M=σ y2 /3
CmρM= E1/2
Cm ρ
Estos índices son usados en Ces EduPack para limitar los materiales. En la gráfica σy vs Cm ρ se traza la línea de pendiente 1,5, y en la gráfica de E vs Cm ρ se traza una línea de pendiente 2.
El resultado obtenido en el software es
Se concluye que el material adecuado es un acero de bajo carbono.
1.2 MARCOPosteriormente se procede a realizar el análisis de esfuerzos para el marco, y así determinar cuál es el esfuerzo más crítico del mismo.
Primero se realiza el diagrama de cuerpo libre de la bicicleta:

Este se realiza suponiendo tres fuerzas generada por el peso de la persona tanto en donde se ubica el sillín, las bielas y el manubrio, además podemos observar que resultan dos reacciones tanto en donde se ensamblan los rines, como en la parte donde se ensambla el manubrio; las cuales se calculan fácilmente haciendo sumatoria de fuerzas en X, y Y.
Posteriormente observamos que podemos analizar el marco como una armadura, por el método de los nodos, y así analizar cada elemento del marco por separado.
Primero analizamos el elemento A-B
Podemos observar que está sometido a tracción (figura 1), por tal motivo podemos calcular su esfuerzo máximo como σ=R/ A donde A es el área trasversal de dicho elemento, para este caso A=π ¿2
2 –r12).
Así σ=¿3.61 MPa

Figura 1.
Ahora analizamos el elemento A-C
Podemos observar que está sometido a compresión (figura 2), por tal motivo podemos calcular su esfuerzo máximo como σ=R/ A donde A es el área trasversal de dicho elemento, para este caso A=π ¿2
2 –r12).
Figura2
Luego σ=1.023MPa
Ahora analizamos el elemento B-D
Podemos observar que está sometido a tracción (figura 3), por tal motivo podemos calcular su esfuerzo máximo como σ=R/ A donde A es el área trasversal de dicho elemento, para este caso A=π ¿2
2 –r12).

Figura 3
Y así σ=292.5KPa
Ahora analizamos el elemento C-B
Podemos observar que está sometido a compresión (figura 4), por tal motivo podemos calcular su esfuerzo máximo como σ=R/ A donde A es el área trasversal de dicho elemento, para este caso A=π ¿2
2 –r12).
Figura 4
y así obtenemos σ=2.77Mpa
Comparando los resultados podemos observar que el máximo esfuerzo al que va a estar sometido el cuadro de la bicicleta es σ=¿3.61 MPa y se va a dar en el elemento A-B.

Luego con este esfuerzo máximo y el índice de material seleccionado procedemos a indexar los resultados al software CES edupack para obtener un grupo inicial de materiales que cumplan con las características requeridas para la pieza. Los resultados fueron los siguientes:
En este componente se requiere tener buena resistencia ya que va a estar sometido a terrenos escarbados lo cual generara muchas vibraciones, por tal razón se eligen se usa el índice de costo mínimo y rigidez especificada; y el de costo mínimo y resistencia especificada.
M= σ2 /3
CmρM= E1/2
Cm ρ
En Ces EduPack se grafican σ vs Cm ρ y E vs Cm ρ y se grafican las pendientes que resultan de los índices, de 1,5 y 2,0 respectivamente.
Como la bicicleta propuesta es de gama media-alta, debemos garantizar, además de cierta resistencia, que el material sea ligero teniendo en cuenta que hay cierta libertad económica para elegir. Por eso recurrimos al índice que nos relacionara σ y ρ sin incluir el precio, para comparar los resultados y seleccionar la mejor opción.
El índice es M=σ2 /3
ρ
Los criterios seleccionados para limitar el material, fueron

- Un filtro inicial en el que sólo aceptamos metales y compuestos, ya que los cerámicos y polímeros no cumplen con las propiedades mecánicas básicas requeridas.
- Selección de los procesos usados en el mercado para la fabricación de marcos de bicicleta: extruido, maquinado, tratamientos superficiales, soldado entre otros.
- Definimos un precio máximo de 10.000 COP, ya que es una pieza en la que es fundamental la economía.
- Valores mínimos de propiedades mecánicas, como módulo de Young mayor que 200 y resistencia a la fractura mayor que 20.
Así se obtuvo el siguiente resultado:
Con este criterio concluimos que el grupo de materiales que mejor se adapta a las necesidades, es el aluminio.
Por la disponibilidad en la ciudad y el costo comparado con otros aluminios, la elección fue el Aluminio 6160.
1.3 BIELAPara realizar la selección del material correcto para nuestra biela requerimos de un análisis de esfuerzos para este componente, partiendo de el análisis estático con el diagrama de cuerpo libre para las fuerzas que actúan sobre la biela en la posición horizontal; las reacciones son debidas al acople con el eje rotor de la caja centro, y la fuerza es la transmitida por el pedal (considerando un caso extremo con una fuerza de 1.5 KN).

De la solución de las ecuaciones de equilibrio
∑F [Y] = 0 => Ra −¿F1 = 0 Ra = 1.5 KN
∑M = 0 => Ma −¿ 0.210 × F1 =0 Ma =0.315 KNm
Ahora modelando la biela como una viga procedemos con el método de secciones para encontrar la fuerza cortante y momento flector máximos para continuar el análisis de esfuerzos; las graficas de fuerza cortante y momento flector respetivamente son
Tenemos que
V max=1.5 KN
Mmax= 0.315 KNm
Sabemos que la biela en esta posición está sometida a esfuerzos de flexión, y el diagrama de máxima solicitación nos muestra la ubicación del momento máximo en el acople de la biela con el eje de la caja centro, por ser este el punto crítico realizamos el análisis en este punto,

Para desarrollarlo debemos calcular el momento de inercia de la sección de la biela en este punto(hacemos una analogía con el análisis de esfuerzos para tubería de pared delgada de sección rectangular)
I x=b1×h1
3
12−b1×h1
3
12
I x=0.029×0.03
3
12−0.029× 0.017
3
12
I x=5.337×10−8m4:σ=
McI
σ=0.315KNm×0.019m5.337×10−8m4
= 112.12 MPa
Este esfuerzo de flexion es critico para la biela y podemos usarlo para seleccionar el posible material de modo que cumpla con esta restriccion de esfuerzo
Para la selección del material tenemos en cuenta que queremos una pieza liviana , que su costo sea razonable (hablamos de una gama media )y que su proceso de fabricacion sea por fundicion , con esto nos dirigimos directamente a la familia de los metales ; para tener mayor facilidad y ser mas claros utilizamos la ayuda del software CES EduPack , donde definimos el árbol de materiales únicamente para metales y aleaciones y elegimos los metales no ferricos , además en el árbol de procesos asignamos el proceso de fundición (posiblemente se puede fabricar por forja)y que se pueda fácilmente mecanizar.
Podemos conceptualizar la selección basándonos en índices que den prioridad a nuestras necesidades de resistencia y rigidez en este componente
Para esto elegimos los siguientes índices
M 1=σ2 /3
Cm ρ M 2=
E1 /2
Cm ρ
ln (M 1 )=23ln (σ )− ln (Cmρ ) ln (M 2 )=1
2ln (E )− ln (Cm ρ )

ln (σ )=32ln (M 1 )+ 3
2ln (Cm ρ ) ln (E)=2 ln (M 2 )+2 ln (Cm ρ )
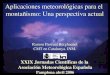
El primero busca maximizar el limite elástico y minimizar la densidad y el precio del material, el segundo busca maximizar la rigidez y disminuir el precio y la densidad; realizamos las gráficas de estos índices en el software CES Edupack para depurar diferentes materiales con los interceptos de estas gráficas y así reducir la búsqueda a posibles materiales que sean de utilidad para este componente
Utilizando el nivel 2 llegamos a definir que nuestro material se encuentra en las aleaciones de aluminio , para definir exactamente cual aleación es ,utilizamos el nivel 3
Densidad * Precio1e7 1e8 1e9
Lím
ite e
lást
ico
(MPa
)
10
100
1000
Aleaciones de aluminio
Densidad * Precio1e7 1e8 1e9
Mod
ulo
de Y
oung
(G
Pa)
20
50
100
200
Aleaciones de aluminio
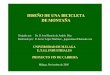
Revisando los materiales usados en la fabricación de este componente encontramos las aleaciones de aluminio (fundición) de la serie 3xx y 2xx ( tales como 355,356,332,206..). siguiendo con nuestra búsqueda y análisis tenemos las siguientes graficas

Density * Price1e7 1e8 1e9
Yiel
d st
reng
th (
elas
tic li
mit)
(M
Pa)
10
100
1000
Aluminum, A206
Density * Price1e7 1e8 1e9
Youn
g's
mod
ulus
(G
Pa)
20
50
100
200
Aluminum, A206
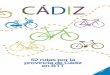
Depurando al máximo los posibles materiales concluimos que el material seleccionado para este componentes una aleación de aluminio A206, las

características de este aluminio indican que es muy utilizado en fundición en arena por su alta dureza y resistencia (ASM metal handbook, properties and sellection, non-ferrous alloys).
2 TENACIDAD A LA FRACTURA:
Para realizar el análisis de la tenacidad a la fractura se empleó la siguiente ecuación
Kc=1.12σ (πa)1/2 (1)
Donde Kc es el factor de intensidad de esfuerzos, el cual se obtiene de las
mismas propiedades del material obtenido en la parte I σ es el esfuerzo máximo al que va a estar sometido la pieza. a es la longitud de la grieta
Tomamos el valor de 1.12 para obtener un intervalo de error más elevado y así garantizar efectivamente que el material no se va a agrietar.
Luego el procedimiento a seguir para cada uno de los elementos de la bicicleta es calcular la longitud de la grieta presente bajo dichas condiciones, y así compararlo con bases de datos existentes para ver si efectivamente el material tendera a agrietarse.
2.1 MARCOCon los cálculos obtenidos para el marco tenemos que el material a utilizar es un aluminio 6061 con un esfuerzo máximo σ=¿3.61 MPa y un Kc=34 MPa × m1/2 (Kc
tomado del software CES edupack).
Con estos datos se procede a calcular a.
a=(K c /(1.12σ ))2
π así a=22.5m
Este resultado significa que con el esfuerzo que se ejerce y la tenacidad a la fractura del material (K crítica), la grieta que se necesita es de 22.5m para que se propague por la pieza y así falle el material, un valor muy por encima de las grietas

reales que puede tener. Por este motivo concluimos que el material supera la resistencia a la fractura requerida para la pieza.
2.2 LA BIELA El valor de la K crítica para el material seleccionado, aluminio A206, para la biela es de 43 MPa*m1/2, tomado del software Ces EduPack y el σ hallado fue de 112,12 MPa.
Con estos valores en la fórmula, se obtiene:
a=(K c /(1.12σ ))2
π asi a= 0,0320 = 32,0 mm
Del resultado obtenido concluimos que con una grieta de 32,0 mm fallaría el material. Por eso el proceso de manufactura y tratamientos superficiales desarrollados para su fabricación deben ser muy cuidadosos para garantizar que no halla grietas de este tamaño y asi evitar que el material falle.
2.3 MANUBRIO El esfuerzo máximo al que está sometido el manubrio es de 660 MPa, y el material elegido fue un acero 1010, cuya tenacidad a la fractura promedio es 56 MPa*m1/2.
Asi se determina el valor de la grieta que se propagaría, cuyo valor es de 1,82 mm
Por este motivo debe ser formado y tratado bajo estrictos criterios, ya que una grieta de 1,82 mm generaría su fractura.
3 DISEÑO PARA MANUFACTURA
En la industria actual es un reto constante lograr producir productos de alta calidad mientras se minimizan los costos. Para lograr este objetivo se combinan el diseño, la selección de materiales y los procesos de manufactura, buscando un equilibrio entre la calidad y el costo requeridos.
De la selección de materiales se habló previamente, y en esta parte se tratará el procedimiento para determinar los procesos de manufactura adecuados.

Todos los procesos tienen características diferentes de capacidad de producción, geometrías posibles, materiales utilizables, acabados y calidad de la pieza, costo y tiempo utilizado; que de acuerdo a las necesidades del fabricante se combinan para determinar el proceso óptimo.
3.1 PROCESOS DISPONIBLES
3.1.1 FUNDICIÓNEste proceso presenta variaciones en su método, y se clasifican de acuerdo al tipo de molde en: molde desechable (como fundición en arena, moldeo en cáscara, molde cerámico, fundición por revestimiento, entre otros) y molde permanente. La economía entonces, depende de cual sea exactamente el proceso desarrollado.
En el costo de este proceso influyen factores como el modelo requerido, el material y la elaboración del molde, la mano de obra y las tolerancias alcanzadas.
En el molde de arena los costos están representados asi:
-Es sencilla la fabricación del modelo
-El molde es económico
-Requiere mano de obra especializada
Por eso resulta siendo uno de los procesos de fundición más económicos.
3.1.2 FORJAEn el costo total de este proceso influyen diferentes factores:
- En general, según la complejidad del proceso, el costo de herramientas y matrices puede variar considerablemente, pero siempre disminuyen al aumentar la cantidad de piezas fabricadas.
- Las pérdidas de material son bajas. Su costo es constante con el aumento de la producción. Los diferentes tipos de materiales no varían mucho el costo de la operación.
- El costo de las matrices con respecto al costo del material aumenta al disminuir el tamaño de las piezas.
- La mano de obra no es un factor que aumente considerablemente el costo, debido a la automatización de gran parte del proceso.
- Puede requerir procesos adicionales de acabados.

3.1.3 METALURGIA DE POLVOSEs apropiada para materiales de alto punto de fusión o cuya conformación es muy complicada mediante otros procesos. Admite gran velocidad de producción y garantiza muy buenas tolerancias dimensionales, eliminando procesos posteriores de acabado. Es posible controlar las propiedades mecánicas resultantes. Sólo es posible obtener piezas con sección simple en una dirección.
El costo de este proceso se ve afectado por:
- El precio de los polvos metálicos es mayor al de los lingotes o materia prima para otros procesos, pero el desperdicio de material es casi nulo.
- Los equipos necesarios como punzones, matrices y equipo de metalurgia de polvos son muy costosos, de manera que sólo grandes cantidades de producción justifican el gasto (mayor a 10.000 piezas).
- No son necesarios procesos de acabado complejos, generando un ahorro.
- Las labores realizadas por operarios son sencillas.
3.1.4 EXTRUSIÓNEs un proceso en el que se fabrican piezas con sección transversal constante, permitiendo un proceso continuo de producción.
En su costo influyen factores como:
-Es un proceso que presenta economía gracias a las pocas pérdidas de material.
-Requiere maquinaria y herramienta especial, entonces la mano de obra requerida, no es muy elevada.
-Es necesaria la aplicación de un lubricante, que representa costos adicionales.
-La pieza resultante presenta defectos superficiales y esfuerzos residuales, por eso resulta conveniente aplicar tratamientos térmicos posteriores.
3.1.5 MAQUINADOLa remoción de material de la superficie de una pieza, es un proceso en el que se utilizan equipos costosos, tarda mucho tiempo y la cantidad de material desperdiciado es inevitable; pero logra exactitud dimensional y acabados superficiales de muy alta calidad.
La maquinabilidad de un material define por varios factores como el acabado, la vida útil de la herramienta la fuerza y potencia requeridas; y el nivel de dificultad

de control de la viruta. De acuerdo a esto, el proceso puede tardar más y resultar más complejo.
El costo del proceso es, en general, elevado; pero se ve determinado por las diferentes variables como la velocidad de corte, ya que altera la durabilidad de la herramienta, el acabado de la pieza, el comportamiento de la viruta y la tolerancia obtenida.
3.1.6 PASOS A SEGUIR PARA LA SELECCIÓN DE UN PROCESO DE MANUFACTURA 2
- Identificar el tipo de material, el número requerido de piezas, el tamaño, la forma, el espesor mínimo, el acabado superficial y la tolerancia en las dimensiones.
- Escoger el objetivo del proceso, generalmente es disminuir costos o aumentar la calidad.
- Eliminar procesos que no cumplen los requisitos identificados.
- Teniendo un número reducido de procesos, se pueden comparar de acuerdo a su costo.
3.2 ANÁLISIS DE LAS PIEZAS
3.2.1 BIELAPara seleccionar los procesos de fabricación de este componente podemos revisar en la industria actual como se fabrica y además tener presentes los requerimientos, cantidad de piezas requeridas, complejidad en la forma, tamaño y características, material seleccionado, calidad, costo de manufactura, y disponibilidad de las piezas. Además definir muy bien los procesos primarios, secundarios y finales que se requieren para fabricar el componente.
- Identificación de la pieza
El material para este caso es una aleación de aluminio, para la selección del proceso es muy importante tener en cuenta esto ya que influyen propiedades del material como punto de fusión, nivel de resistencia a la deformación y la ductilidad.
Las aleaciones de aluminio tienen una excelente capacidad de fundición y acepta procesos de maquinado para realizar los acabados. Es necesario realizarle tratamiento térmico para obtener las propiedades mecánicas que la biela requiere.
Las aleaciones de aluminio son consideradas de alta forjabilidad y su temperatura de forjado está entre los 400 y 550°C, temperaturas relativamente bajas con respecto a otros metales.
2 G.E. Dieter, L.D. Schmidt. “Engineering Design” 4th ed.

- Complejidad en la forma, tamaño y características.
Con la ayuda de PRIMA (Process Information Maps), para aluminios y aleaciones en cantidades bajas de 100 a 1000 piezas se tienen como procesos opcionados: fundición en arena, fundición centrifuga, fundición molde cerámico, forma superplastica, spinning, maquinado manual, EBM, LBM, USM.
En este caso se tiene la biela de bicicleta que se puede simplificar como una barra que cambia de sección transversal en el final o de forma irregular (B1 o B7) de acuerdo al sistema de clasificación para formas básicas en diseño establecido por Schey3.
Se procede a revisar capacidad de los procesos para producir formas, verificando que los tres procesos cumplen con las restricciones de forma de la pieza.
La sección máxima para la biela es de 30 mm, utilizando la siguiente tabla se comparan los procesos
Comprobando que los tres procesos entran en el rango de 1 a 100, es decir el requerimiento de tamaño lo cumplen.
- Costo, tiempo y tamaño de producción
3 Figura 13.6: Sistema de clasificación para formas básicas en diseño. J.A.Schey. “Introduction to
manufacturing processes”, 3 ed. McGraw-Hill,2000

Es utilizar un proceso para optimizar los costos de producción, la calidad de la pieza y reducir el tiempo de producción.
Revisando en la industria se tiene que los procesos más usados para fabricar estos componentes son deformación plástica (como forja) y fundición. Cabe aclarar, que en la mayoría de los casos se deben realizar procesos posteriores para lograr la pieza final.
Se tiene una pieza que se utiliza en un mecanismo de potencia lo que indica que debe ser resistente ante los esfuerzos y eventos que se presenten, para esto se selecciona un material que cumpla esta restricciones pero se debe ser cuidadoso con el proceso de fabricación para garantizar el óptimo funcionamiento de la pieza evitando defectos en la fabricación.
Figura: Costo relativo por pieza vs. Número de piezas. Fuente: Manufactura, Ingeniería y tecnología. S. Kalpakjian, S.R. Schmid.
- Proceso seleccionado
Los tres procesos que se analizaron en principio cumplen para fabricar esta pieza pero con los criterios de diseño y un análisis para cada uno se puede definir un solo proceso como el mejor a utilizar. Es necesario recordar que se requieren procesos posteriores de maquinado (fresado) y rectificado.
El proceso seleccionado es el proceso de fundición en arena.
3.2.2 MARCO
Cuando se trata de la fabricación de cuadros de bicicleta surgen algunos procesos de manufactura interesantes que pueden ser aplicados a dicho objetivo. La

escogencia de uno u otro proceso dependerán, en gran medida del criterio que se use como ingeniero para abarcar la totalidad o gran parte de requerimientos que surgen para la pieza; ya sean de tipo funcional, económicos, estéticos, de producción, etc.
Para este caso se sabe que, la producción de la pieza se hará en grandes cantidades ya que se trata de una bicicleta de montaña, para la cual se comercializara un número elevado de estas unidades (aproximadamente 500), además se tiene claro que el material a procesar será un metal de la familia de los aluminios; en cuanto a la apariencia de la pieza se requiere un acabado superficial bueno, es decir una superficie lisa, como también se desea utilizar un proceso que de la mayor economía posible para dicha fabricación.
Por tal razón para seleccionar un proceso de manufactura apropiado para la fabricación del marco, se pueden analizar algunos procesos primarios convencionales, como pueden ser: procesos de deformación plástica (extrusión), o un proceso de fundición, y algunos procesos secundarios de unión como la soldadura, o una unión adhesiva.
Ahora procedemos a analizar los ítems mencionados al inicio para determinar el proceso que se utilizara:
- Identificación de la pieza
Como se tiene entendido la pieza a fabricar estará sometido constantemente a impactos, por lo cual se hizo la escogencia del material para que este pudiera absorber la mayor cantidad de vibraciones posibles sin fracturarse, para el caso de la extrusión tenemos que puede dar piezas con defectos internos reducidos, es decir que el nivel de inclusiones del material será poco, además se esclarece que los defectos internos que puedan quedar no tendrán la capacidad de propagarse fácilmente por la pieza.
Para el caso de la fundición se hace claridad que a pesar de que el proceso puede dar piezas funcionales, controlar el nivel de defectos internos es más complicado, esto debido a factores como la presencia de gases producidos por la colada del material, lo que puede generar defectos tanto internos como externos. Además inspeccionando los procesos de unión que se van a utilizar para el armazón final del cuadro, también es fundamental garantizar que el mismo jamás se fracture en dichas uniones. En cuanto al proceso de soldadura, este puede generar inclusiones considerables, de no realizarse con una inspección minuciosa, por otro lado de ser usados procesos de unión por adhesión, pueden ser viables, esto de usarse pegamentos con especificaciones técnica muy buenas que puedan soportar todos los esfuerzos cíclicos sin perder sus propiedades.

De lo que se concluye que de los procesos primarios puede ser más ventajoso el proceso de extrusión, a el de fundición.
- Complejidad en la forma, tamaño y características
Como se tiene entendido las formas requeridas del cuadro básicamente son ¨tubos¨, que posteriormente serán unidos para dar el armazón.
Analizando los dos procesos primarios, la fundición presenta grandes facilidades para realizar piezas de esta forma, esto con la ayuda de matachos que permitan dar la cavidad interna requerida, en cuanto al proceso de extrusión también es muy factible la fabricación de estas piezas, ya que son piezas prácticamente en 2D, aspecto que no presenta ninguna complejidad para dicho proceso. En cuanto a los procesos de unión ambos son factibles a la forma requerida para el marco. En conclusión todos los procesos abarcados cumplen con esta restricción.
- Costo, tiempo y tamaño de producción
Tal vez este sea el factor que hace diferir más los procesos entre sí, como se tiene entendido para que una industria o proceso de producción se considere eficiente debe abarcar completamente aspectos que hablen tanto de tiempos como de costos de producción, para el caso de la bicicleta como se tratara como un armazón, se esclarece que se requieren 7 partes para darle forma al marco, es decir aproximadamente 3500 piezas para el tamaño total del lote. Por tal razón analizando la bibliografía vemos que el proceso más económico referente a la fundición es el de moldeo con arena, proceso que no resulta para nada viable ya que el lote de piezas a fundir seria elevado, por lo que es recomendable usar un proceso como el de moldes permanentes lo que implicaría un aumento alto en los costos relacionados a material de molde y herramental en general
En cuanto al proceso de extrusión resulta mucho más atractivo ya que a medida que se incrementa el tamaño del lote puede resultar más económico, gastos que se asociarían directamente a herramental y a la matriz que dará dicha forma. En cuanto a los procesos de unión se evidencia una gran ventaja del proceso de soldadura frente al otro, esto ya que se habla de un proceso en serie de muchas piezas, lo que implica una tasa de producción elevada, aspecto desfavorable para el proceso de unión adhesiva, ya que además requiere un limpiado posterior por la producción de rebaba del pegante.
De lo que se concluye que el proceso de extrusión es más viable y para la unión del armazón utilizar soldadura.
- Proceso seleccionado

Como se pudo determinar, y después del análisis minucioso de aspectos como los mencionados anteriormente, para la fabricación del marco se utilizará un proceso primario que es la extrusión, y posterior a ello un proceso secundario que es la soldadura, esta última con el fin de hacer las uniones respectivas del marco.
3.2.3 MANUBRIO
La configuración del manubrio es una geometría sencilla, con curvas ligeras.
Es una pieza que se encuentra sometida a esfuerzos constantes de deflexión y recibe cargas generadas por los impactos, por eso es necesario que su resistencia a la fatiga sea buena; además que el material no tenga concentradores de esfuerzos, como inclusiones o poros.
Debido a que el contacto con las personas es permanente, debe tener la posibilidad de obtener buenos acabados.
Por estas características iniciales se determinaron como procesos posibles la fundición, la extrusión (que requiere un proceso adicional de doblado).
- Identificación de la pieza
Es una pieza que no cumple funciones mecánicas, ni debe encajar con otras, por eso su tolerancia dimensional es amplia, pero después de su fabricación es muy importante el acabado superficial. En este aspecto se encuentra favorecido el proceso de extrusión, ya que se pueden lograr mejores acabados sin recurrir a procesos secundarios de pulido.
La geometría requerida se puede lograr en una fundición sin ser necesario un proceso adicional de doblado. El tiempo requerido para la extrusión es menor, y en un lote de mil unidades es un factor importante. El material seleccionado para esta pieza es un acero, que es posible utilizar en cualquiera de los dos procesos.
- Complejidad en la forma, tamaño y características
El tamaño de esta pieza es intermedio, por eso no es un factor que afecte alguno de los procesos opcionados. La forma es sencilla y es aceptable para ambos procesos, pero para la fundición representa la necesidad de utilizar elementos adicionales para el vaciado.
De la fundición resultan materiales porosos, que pueden ser un problema al someterlo a cargas cíclicas, ya que se comportan como concentradores de esfuerzos. Además tienen imperfecciones superficiales como impurezas y cáscaras, que se podrían eliminar con un proceso de acabado, pero que

aumentaría considerablemente el costo del proceso, ya que es mucha superficie a pulir.
- Costo, tiempo y tamaño de producción
En síntesis los procesos utilizados serían fundición complementada con un acabado superficial, o extrusión y doblado.
El proceso de acabado tardaría mucho tiempo, haciendo la fundición un proceso poco viable. La extrusión y doblado son un proceso que se lograría en un período corto de tiempo.
La combinación de procesos más económica, debido a su sencillez, pérdidas de material y subprocesos requeridos, es la extrusión.
- Proceso seleccionado
Debido a que la extrusión cumple con los requisitos buscados de calidad, costo y tiempo, es elegido como el proceso más conveniente para esta pieza.

4 BIBLIOGRAFÍA
S. Kalpakjian, S.R. Schmid. “Manufactura, Ingeniería y Tecnología”. 4th ed., 5th ed. Pearson.
G.E. Dieter, L.C. Schmidt. “Engineering design” 4th ed.