Embed Size (px)
Citation preview

WERF- & ATELIERINRICHTING
OORSPRONG VAN NESTING
Nesten is een werkmethode die zijn oorsprong vindt in de metaalverwerkende industrie. Daar is men sinds de jaren 80 door de veranderende economie efficiënter en just in time gaan produceren om op die manier opslagkosten en overstocks te vermijden.Vroeger werden wegens massaproductie uit één metalen plaat zo veel mogelijk identieke producten geponst. Dankzij flexibel inzetbare CNC-ponsmachines, autogene en plasmasnijmachines en ook de laser- en waterjetmachines kon men overstappen naar een methode waar men uit één plaat totaal verschillende elementen haalde, meestal onderdelen van één eindproduct.
'NESTINGSOFTWARE'Aanvankelijk werden de verschillende elementen door de programmeur volgens zijn eigen logica manueel in het plaatprogramma mooi naast elkaar geplaatst, wat een tijdrovende en omslachtige programmeermethode was. Iedere plaat moest opnieuw geprogrammeerd worden telkens een andere indeling nodig was.Door de stijgende kostprijs van personeel en grondstoffen zocht men naar een betere en efficiëntere werkmethode. De opkomst van steeds snellere computers en krachtige CAD/CAM-software gaf de
softwareproducenten de mogelijkheid om, op vraag van de klanten, naar een automatische methode te zoeken waarbij de verschillende kleinere producten, van willekeurige vorm, optimaal geplaatst konden worden binnen een basisplaat. Hierdoor werd het restafval tot een minimum herleid. Uiteraard moest die software ook
automatisch één totaalprogramma per plaat genereren. De software die hiervoor zorgt staat ondertussen bekend als de nestingsoftware die meestal als een bijkomende module in CAD/CAM-systemen aangeboden wordt. Naast het verschil in
kostprijs en instelmogelijkheden is het resultaat of de efficiëntie van een nestingmodule afhankelijk van de softwareleverancier. In de tekening onderaan deze pagina zie je een voorbeeld waarbij voor eenzelfde werk 10% minder plaatmateriaal nodig is.
TIJD- EN MATERIAALWINSTVeel producenten van houtproducten gebruiken al zaagoptimalisatiesoftware waarbij kleinere, rechthoekige panelen zo optimaal mogelijk uit één of meerdere grote platen gezaagd worden. De gezaagde platen worden vervolgens afgestapeld en verplaatst naar de volgende bewerking, waaronder dikwijls een CNC-boor- en freesmachine. Hier moeten ze opnieuw op en van de machine geplaatst worden. De introductie van een barcodeprinter aan de zaagmachine en een
SNEL EN EFFICIENT PRODUCEREN OP MAAT
HOUTVERWERKENDE KMO'S VERHOGEN HUN SLAGKRACHT
DANKZIJ NESTINGPRINCIPE
Kleine en middelgrote fabrikanten van mdf-keukendeuren, keukens, interieurs, flight cases, standenbouw enz. maken steeds meer gebruik van het 'nestingprincipe' om hun producten snel, op maat en efficiënt te produceren. In plaats van alle panelen voor één project eerst te verzagen en vervolgens op een andere machine te boren of te frezen, kan men door nesting op één plaats met één machine alle bewerkingen combineren.
Door Rony Kyndt
OOK BIJ KLEINE PRODUCTIE-
AANTALLEN VAN MDF-KEUKENDEUREN
KAN VIA NESTING EEN BELANGRIJKE
TIJDWI NST GEREALISEERD
W ORDEN
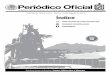
Omdat bij het nesten de verschillende mdf-deuren in één grotere plaat alséén programma uitgevoerd worden, is er per plaat slechts driemaal een freeswisselnodig voor alle deuren die uit eenzelfde plaat komen
Een voorbeeld waarbij voor eenzelfde werk via nestingsoftware maar liefst 10% minder plaatmateriaal nodig is
Enkele toepassingen van nesting in de houtsector: (1) deurkassementen (2) flightcases (3) folding(4) nesting van zetelrompen uit opeenliggende platen
4
1 2
3

WERF- & ATELIERINRICHTING
barcodelaser aan de CNC-machine zorgt voor een aanzienlijke tijdwinst bij het zoeken naar het boor- en freesprogramma dat bij de plaat hoort. Door het grote succes en de massaproductie van de mdf- keukendeuren leverden de meeste producenten een vast gamma aan kleuren en maten. Kleinere en middelgrote keukenproducenten moesten dus op zoek gaan naar een eigen methode om die deuren efficiënt op maat te produceren. Softwareleveranciers, machinefabrikanten en keukendeurfabrikanten merkten al snel dat bij kleine productie-aantallen van mdf-keukendeuren een belangrijke tijdwinst kon worden gerealiseerd door te nesten. Als men voor een bepaald model van keukendeur 3 freesprofielen nodig had, dan betekende dit dat men per mdf-deur driemaal gereedschap moest wisselen.
Omdat bij het nesten de verschillende mdf-deuren in één grotere plaat als één programma uitgevoerd worden, is er per plaat slecht driemaal een freeswissel nodig voor alle deuren die uit die plaat komen. Bovendien is er veel minder manipulatietijd nodig omdat slechts één machine geladen en gelost moet worden en valt ook de tussenopslag en logistiek tussen zaag- en freesmachines weg.De nestingtechniek deed bijgevolg snel zijn intrede bij standenbouwers, interieurbouwers voor schepen, fabrikanten van allerlei maatwerk en interieurbouwers omdat ook zij een aanzienlijke tijdwinst en materiaalbesparing konden realiseren; hoofdzakelijk bij onderdelen met sterk variërende vormen en afmetingen.
Nestingmodules zijn tegenwoordig ook aangepast voor de houtsector en vragen naast de informatie over het soort basisplaat ook of er rekening moet worden gehouden met bv. de richting van de houtnerf.
Sommige machinefabrikanten bieden ook de mogelijkheid om de machine uit te rusten met een printer die labels aanbrengt op de plaat alvorens die op te delen in verschillende elementen. Zo zijn alle onderdelen duidelijk gemerkt zodat
logistieke problemen in de montage vermeden kunnen worden.
NESTINGTECHNIEKOm zo nauwkeurig mogelijk te werken heeft men een machine nodig met een rastertafel, waar
men vervolgens met een afdichtrubber een grote vacuümzone maakt met de afmetingen van de onderplaat.Op de rastertafel legt men vervolgens als onderplaat een luchtdoorlatende plaat zoals bv. een 6mm-mdf-plaat. Boven op de onderplaat legt men de plaat die bewerkt moet worden(multiplexplaat, melamineplaat, kunststofplaat etc.). Men start vervolgens de vacuümpomp en het vacuüm zal door de luchtdoorlatende onderplaat de te bewerken plaat vastzuigen.Soms worden voor nesttoepassingen bij machines met balkentafels grote cups of een opzetbare rastertafel geleverd. Het probleem is dat bij zo'n methode het ombouwen vaak omslachtig is en dat de nauwkeurigheid en het rendement van het vacuüm, die nodig zijn om te nesten, niet het verhoopte resultaat opleveren.
VOOR GROTE BEDRIJVEN BLIJKT
NESTEN O OK VOORDELIGER
WAN NEER BIJNA UITSLUITEND M AATWERK
GEPRODUCEERD W ORDT
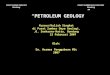
A: opslag van het onbewerkte plaatmateriaal
B: invoer rollenbaan
C,H: stapels van onbewerkt plaatmateriaal op de gemotoriseerde rollenbaan
D: plaat die geladen wordt door de portaallader op de CNC-freesmachineE: freeseenheid 1 bewerkt plaat op de linkertafel
F: freeseenheid 2 in rust
G: manueel afstapelen
Nestingcel voor grote capaciteit met automatisch laden van panelen
(1) 2 vacuümpompen van elk 250 m³/u. debiet zuigen dwars door de onderplaat de te bewerken plaat vast(2) Een mdf-onderplaat ligt tussen de rasterplaat en de plaat waar de elementen uit gefreesd worden. De freesbanen zijn duidelijk te zien.(3) Sommige machinefabrikanten bieden de mogelijkheid om de machine uit te rusten met een printer die labels rechtstreeks aanbrengt op de plaat alvorens die op te delen in verschillende elementen(4) Bij machines met balkentafels worden voor nesttoepassingen grote cups geleverd of een opzetbare rastertafel(5) Op rastertafels passen cups die in de tafel klikken en zo een ventiel openen voor het vacuüm(6) Algemeen boor- en freeswerk op cups, net zoals bij een balkentafel
1 2 3
4 5 6

WERF- & ATELIERINRICHTINGBij het losfrezen van de verschillende elementen gaat men slechts enkele tienden van mm in de onderplaat. De freeskanalen zorgen voor een vacuümverlies. Afhankelijk van de grootte van de elementen en hun aantal zal men op die manier meer en meer vacuüm verliezen naarmate het losfrezen vordert. Het komt er dus op neer om voldoende vacuümdebiet te hebben om tot op het einde het verlies aan vacuüm te kunnen compenseren. In de praktijk blijkt dat een tafel van 3.050 x 1.560 mm ongeveer 500 m³/u. aan vacuümdebiet nodig heeft en dit met de aangepaste ventielen en verdelingskanalen in de tafel. Deze onderplaat kan men bij totaal verschillende opdeelpatronen ongeveer tienmaal gebruiken.Nadien moet men die vervangen omdat de verschillende freespatronen voor extra verlies zorgen. Het is tevens mogelijk om meerdere luchtdoorlatende platen zoals niet-bekleedde spaanplaten of mdf-platen op elkaar te plaatsen en zo in één bewerking de productie te verhogen. Voor dergelijke toepassingen is het aangeraden om bijkomende drukrollen of een drukschijf te voorzien die de bovenste platen op de onderliggende drukken en op die manier meehelpen met het vacuüm om de te bewerken platen vast te leggen.Het is natuurlijk ook steeds mogelijk om meerdere platen op elkaar te schroeven of ze automatisch met de machine te nagelen ter hoogte van afvalstukken of om ze vast te klemmen met cilinders op de zijkant van de tafel.
BEPERKING
Enige beperking bij het nesten van kasten is het boren van de horizontale drevelgaten in de boven- en onderpanelen. De meeste producenten zetten hier dan een traditionele horizontale drevelboor in of gebruiken een CNC-gestuurde drevelboor die in enkele seconden boort, lijm injecteert en de drevels plaatst terwijl de volgende plaat op de CNC- machine opgedeeld wordt. Voor machines met een rastertafel bestaan er tegenwoordig ook allerlei modules of cups die in de tafel passen om de machine ook in te zetten bij algemeen freeswerk zonder dat men mallen moet maken. Doordat meerdere grote vacuümpompen continu moeten draaien, ligt het elektriciteitsverbruik bovendien hoger.
RENDABILITEIT VAN NESTING
Bij grote volumes is het nog steeds sneller om apart te gaan opdelen en vervolgens met de platen naar een meerkoppige
CNC-frees- en boormachine te gaan. Meestal spreken we dan van een productie-omgeving waar continu één of meerdere operatoren aan een CNC-machine staan en een andere operator voltijds aan de opdeelzaag werkt en per opdeelschema
meer dan 2 platen verwerkt. Verwerkt men minder dan 40 panelen per dag en heeft men geen plaats om zowel een opdeelzaag als een CNC-machine te plaatsen, dan is het nesten hoogstwaarschijnlijk de ideale oplossing om snel en efficiënt producten op maat te produceren. Uitzonderingen waar, ondanks de grote capaciteit, nesten ook voordeliger
blijkt, zijn grote bedrijven waar zo goed als uitsluitend maatwerk geproduceerd wordt. Door de grote diversiteit wordt vooral voordeel gehaald uit de logistiek van de productie. Dergelijke bedrijven hebben meestal een bestaand machinepark en kunnen de efficiëntie opvoeren met één of meerdere grotere machines voor nesting. Dit kan eventueel in combinatie met een automatisch laad- en/of lossysteem. Naast de automatische oplossingen voor grote machines is er een evolutie om ook bij kleinere nestingmachines uitrustingen beschikbaar te stellen om de afgewerkte producten automatisch van de tafel af te schuiven en tegelijkertijd de tafel schoon te zuigen. De tafel is hierdoor sneller beschikbaar voor de volgende plaat wat een aanzienlijke tijdwinst oplevert. Bovendien worden kleine stukken die net buiten het bereik van de bediener liggen beter bereikbaar voor het ontladen.
CONCLUSIEIedere fabrikant dient uiteraard voor zichzelf en zijn bedrijf uit te maken of nesten voor hem een rendabele optie zou kunnen zijn. Door zich te informeren bij collega’s, leveranciers van software en machines die ervaring hebben met die werkmethode, kan men zich een realistisch beeld vormen van deze werkwijze en bepalen of ze interessant kan zijn voor de productie.In ieder geval loont het zeker de moeite om deze werkmethode in overweging te nemen bij een nieuwe investering.
NESTING IN DE PRAKTIJK: ENKELE VOORBEELDENNESTING IN DE INTERIEURBOUW
Bij de firma Nollet uit Pittem besliste men vorig jaar, na een grondige studie van de verschillende mogelijkheden, om te investeren in een CNC-machine voor nesting van interieurprojecten. Men koos voor een veelzijdige 5-assige freesmachine uitgerust met een boorgroep en een rastertafel van 4.000 x 1.600 mm voorzien van 2 vacuümpompen van 250 m³/u. en een hoogdebietcircuit.Naast de investering in een CNC-machine, koos men ook meteen voor een doorgedreven investering in het 3D-interieurpakket Pytha van sofwareleverancier Ithema, gekoppeld aan het Alphacam CAD/CAM-systeem, dat automatisch het ontwerp van een volledig interieur omzet naar een reeks geneste panelen. Op die manier slaagt men erin om, zonder dat er ook maar iemand aan de machine programmeert, alle nodige onderdelen perfect haaks en op maat te produceren, afgewerkt met alle verticale boringen en groeven. Doordat bij de montage alles perfect past, wordt ook daar nog eens een tijdwinst gerealiseerd.
N ESTING VOOR FREESWERK IN ZACHTERE MATERIALEN
De firma Deferme uit Tessenderlo heeft geïnvesteerd in een CNC-gestuurde freesmachine zodat hun productgamma nu ook valse bogen en het freeswerk van platen in zachte materialen omvat. Hierdoor willen ze verder op een meer geautomatiseerde manier inspelen op de vragen van hun klanten. De pvc-hardschuimplaten worden CNC-gestuurd uitgefreesd en daarna voorzien van een uniek afwerkingsprofiel dat voor deze toepassing ontwikkeld is. Alle platen in zachte materialen (namelijk hout, kunststof en aluminium) kunnen gefreesd worden met als maximale afmetingen 3.500x1.500x110 mm. Variabele maatvoeringen kunnen getekend worden en digitaal via dxf-formaat doorgestuurd worden naar de machine.
ENIGE BEPERKING BIJ HET NESTEN
VAN KASTENIS HET BOREN VAN
DE HORIZONTALE DREVELGATEN
IN DE BOVEN-EN O NDERPANELEN
Optioneel afschuifsysteem met geïntegreerde afzuiging
Een 3D-interieurpakket, gekoppeld aan het CAD/CAM-systeem, zet het ontwerp van een volledig interieur automatisch om naar een reeks geneste panelen
Met een CNC-gestuurde freesmachine kan men ook zachtere materialen zoals pvc nesten