Embed Size (px)
Citation preview

PODSTAWY TECHNOLOGII ROBÓT MODERNIZACYJNYCH INFRASTRUKTURY TOROWEJ
Autor: mgr inż. Rafał FRĄCZEK
wer.17K07A

MATERIAŁY ŹRÓDŁOWE
[2]: Dr inż. Zbigniew Kędra (P.G.)
[1]: WTWiO (PKP PLK S.A.)
Strony internetowe producentów
2
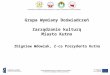
PROGRAMREŻIMY SPRZĘT PLANOWANIE
b) S CHEM AT UKŁADU NAM IARO W O -REJES TRUJĄCEGO NIW EL ACJI
3.00 8.040
długoś ć baz y pom iarowej: 11.040 m
R M F
a ) W IDO K O G Ó LNY M AS ZYNY UNIM AT S P RINTER
s topień z m niejs z enia błędu; n = 3.68
c) S CHEM AT UKŁADU NAM IARO W O -REJES TRUJĄCEG O NAS UW ANIA
4.860 8.900
długość baz y pom iarowej: 13.760 ms topień z m niejs z enia błędu; n = 2.83
f
A CB
przybliżenie technologii poprzez przegląd wybranych
maszyn torowych
przykłady wymagań wskazanie optymalnej formyplanowania robót
NAWIERZCHNIA
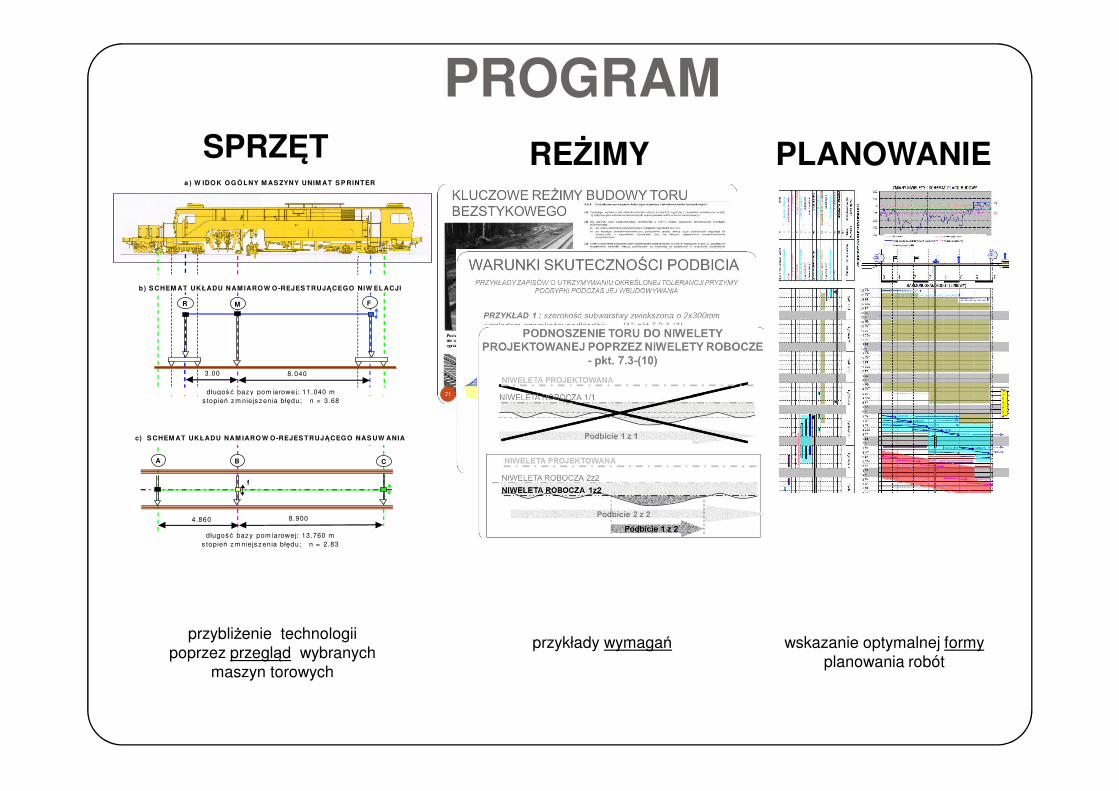
Wymiana/układka toru
Oczyszczanie podsypki
TECHNOLOGIE ROBÓTNAWIERZCHNIOWYCH
Reprofilacja szynRegulacje położenia toru
ELEMENTY BUDOWLI a TECHNOLOGIETypowe kolejowe technologie robót obejmują całą nawierzchnię i tylko wierzchnie elementy podtorza tj.:
• górną warstwę ochronną a w tym torowisko,
• odwodnienia powierzchniowe
• skarpy w zasięgu pracy maszyn z torowiska4
NAWIERZCHNIA
PODTORZE
Oczyszczanie podsypki
RENOWACJA PODSYPKI
ORAZ KSZTAŁTOWANIE TOROWISKA
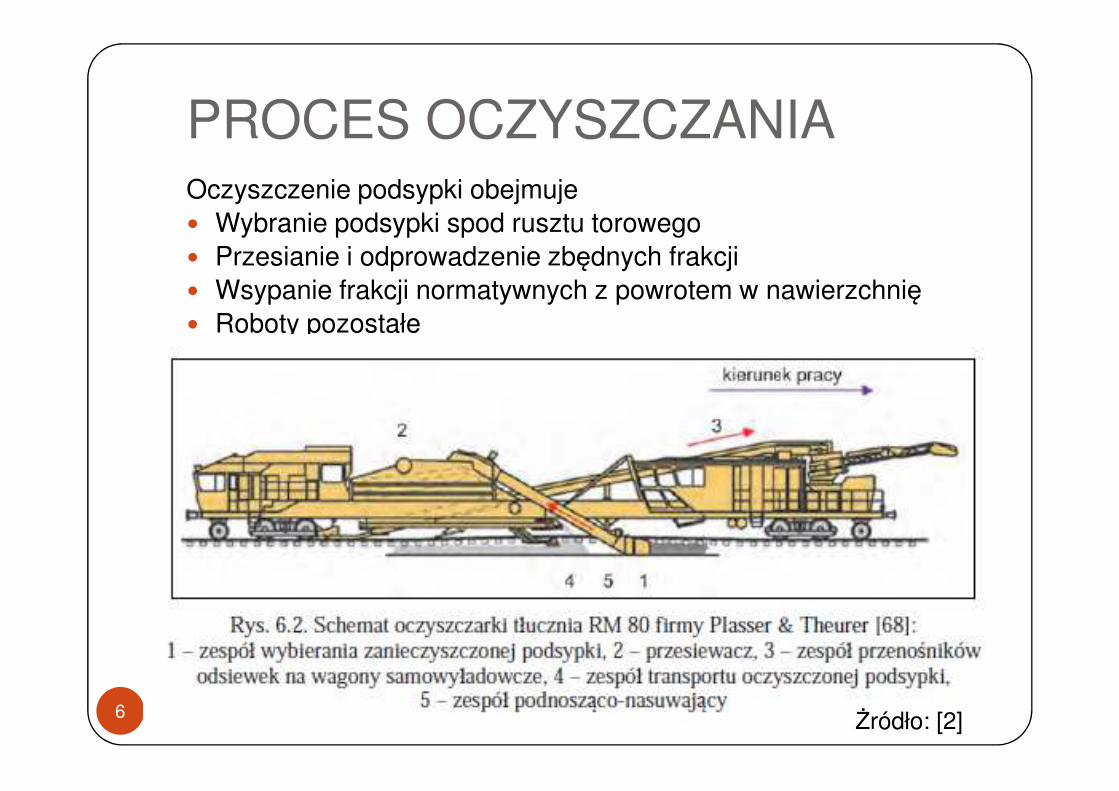
PROCES OCZYSZCZANIA Oczyszczenie podsypki obejmuje
Wybranie podsypki spod rusztu torowegoPrzesianie i odprowadzenie zbędnych frakcji Wsypanie frakcji normatywnych z powrotem w nawierzchnięRoboty pozostałe
6 Żródło: [2]
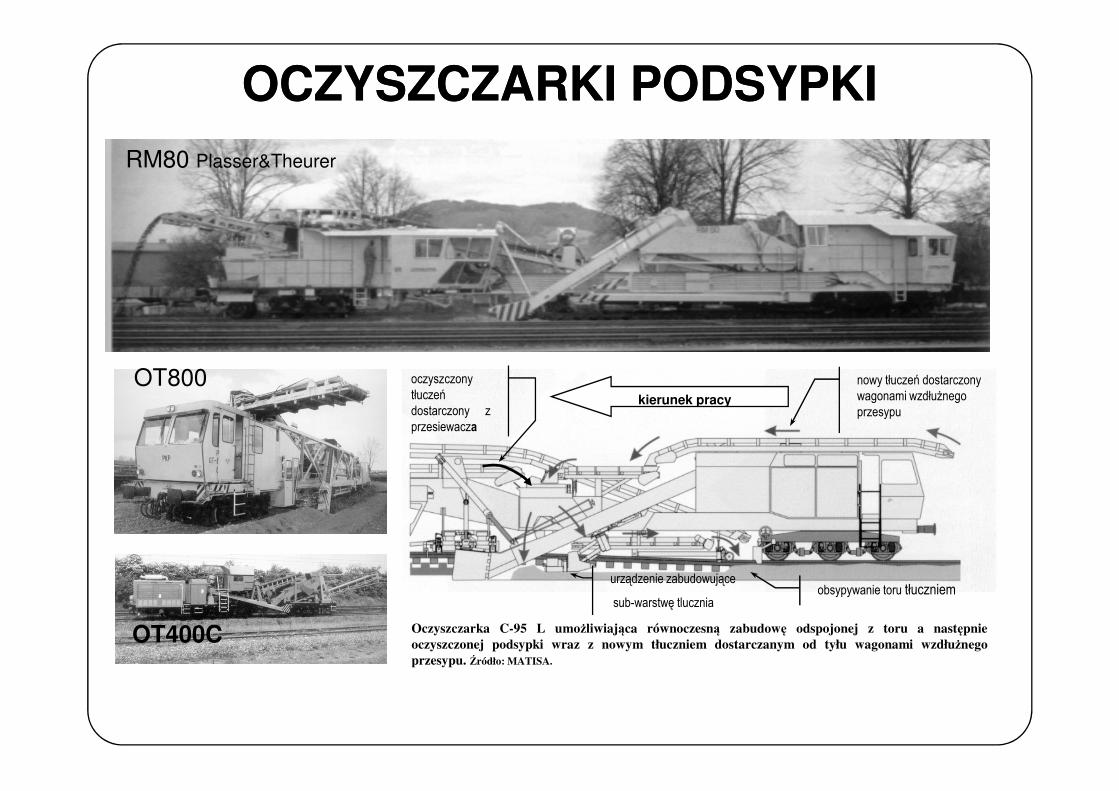
OCZYSZCZARKI PODSYPKIOCZYSZCZARKI PODSYPKI
OT800
RM80 Plasser&Theurer
kierunek pracy
nowy tłuczeń dostarczony
wagonami wzdłużnego
oczyszczony
tłuczeń
OT400C
kierunek pracy wagonami wzdłużnego
przesypu
urządzenie zabudowujące
sub-warstwę tluczniaobsypywanie toru tłuczniem
tłuczeń
dostarczony z
przesiewacza
Oczyszczarka C-95 L umożliwiająca równoczesną zabudowę odspojonej z toru a następnieoczyszczonej podsypki wraz z nowym tłuczniem dostarczanym od tyłu wagonami wzdłużnegoprzesypu. Źródło: MATISA.
WPŁYW OCZYSZCZARKI NA TOROWISKO WPŁYW OCZYSZCZARKI NA TOROWISKO W PRZEKROJU POPRZECZNYMW PRZEKROJU POPRZECZNYM
1.90 m
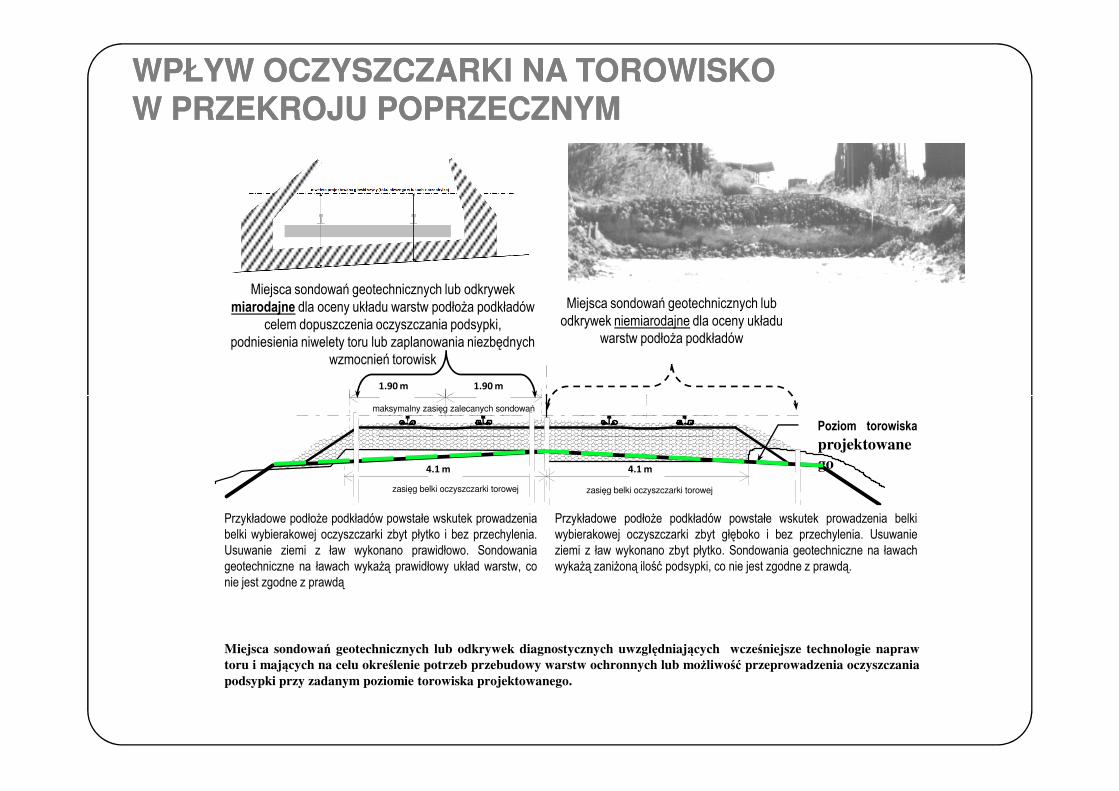
Miejsca sondowań geotechnicznych lub odkrywek
miarodajne dla oceny układu warstw podłoża podkładów
celem dopuszczenia oczyszczania podsypki,
podniesienia niwelety toru lub zaplanowania niezbędnych
wzmocnień torowisk
1.90 m
Miejsca sondowań geotechnicznych lub
odkrywek niemiarodajne dla oceny układu
warstw podłoża podkładów
Miejsca sondowań geotechnicznych lub odkrywek diagnostycznych uwzględniających wcześniejsze technologie naprawtoru i mających na celu określenie potrzeb przebudowy warstw ochronnych lub możliwość przeprowadzenia oczyszczaniapodsypki przy zadanym poziomie torowiska projektowanego.
maksymalny zasięg zalecanych sondowań
zasięg belki oczyszczarki torowej zasięg belki oczyszczarki torowej
4.1 m 4.1 m
Przykładowe podłoże podkładów powstałe wskutek prowadzenia
belki wybierakowej oczyszczarki zbyt płytko i bez przechylenia.
Usuwanie ziemi z ław wykonano prawidłowo. Sondowania
geotechniczne na ławach wykażą prawidłowy układ warstw, co
nie jest zgodne z prawdą
Przykładowe podłoże podkładów powstałe wskutek prowadzenia belki
wybierakowej oczyszczarki zbyt głęboko i bez przechylenia. Usuwanie
ziemi z ław wykonano zbyt płytko. Sondowania geotechniczne na ławach
wykażą zaniżoną ilość podsypki, co nie jest zgodne z prawdą.
Poziom torowiska
projektowanego
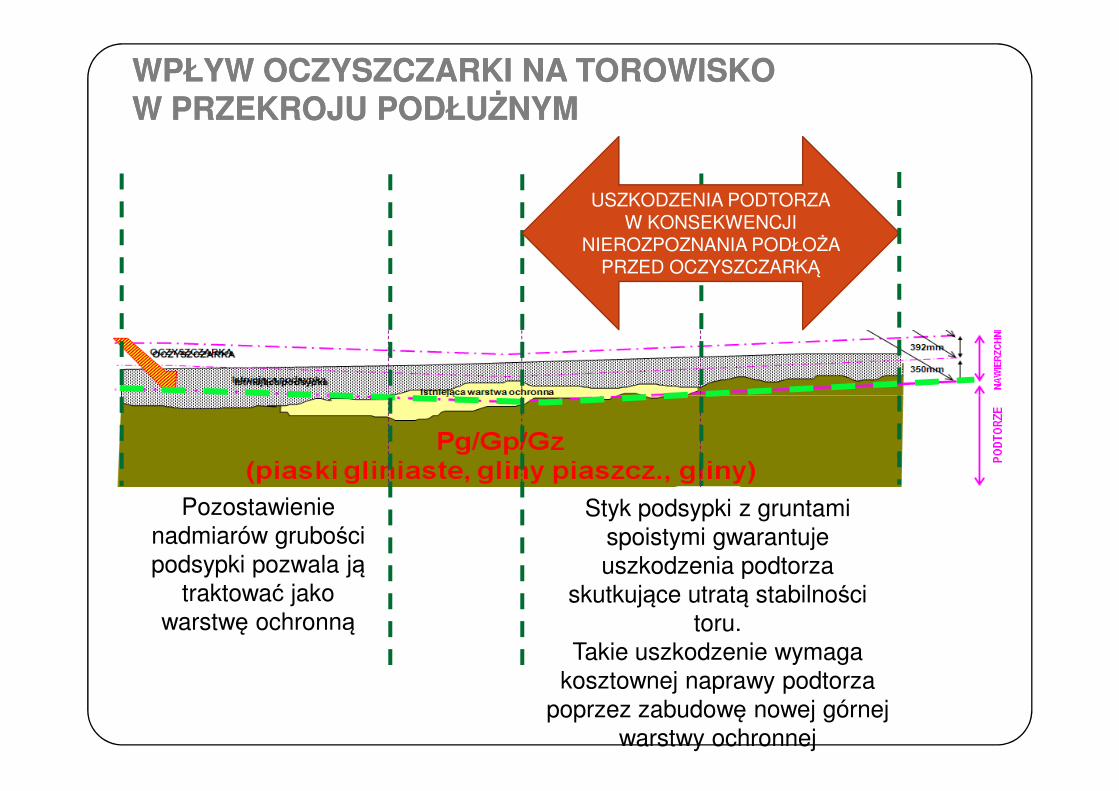
WPŁYW OCZYSZCZARKI NA TOROWISKO WPŁYW OCZYSZCZARKI NA TOROWISKO W PRZEKROJU PODŁUŻNYMW PRZEKROJU PODŁUŻNYM
USZKODZENIA PODTORZAW KONSEKWENCJI
NIEROZPOZNANIA PODŁOŻA PRZED OCZYSZCZARKĄ
Pozostawienie nadmiarów grubości podsypki pozwala ją
traktować jako warstwę ochronną
Styk podsypki z gruntami spoistymi gwarantuje uszkodzenia podtorza
skutkujące utratą stabilności toru.
Takie uszkodzenie wymaga kosztownej naprawy podtorza
poprzez zabudowę nowej górnej warstwy ochronnej
KOMBAJNY PODTORZOWE
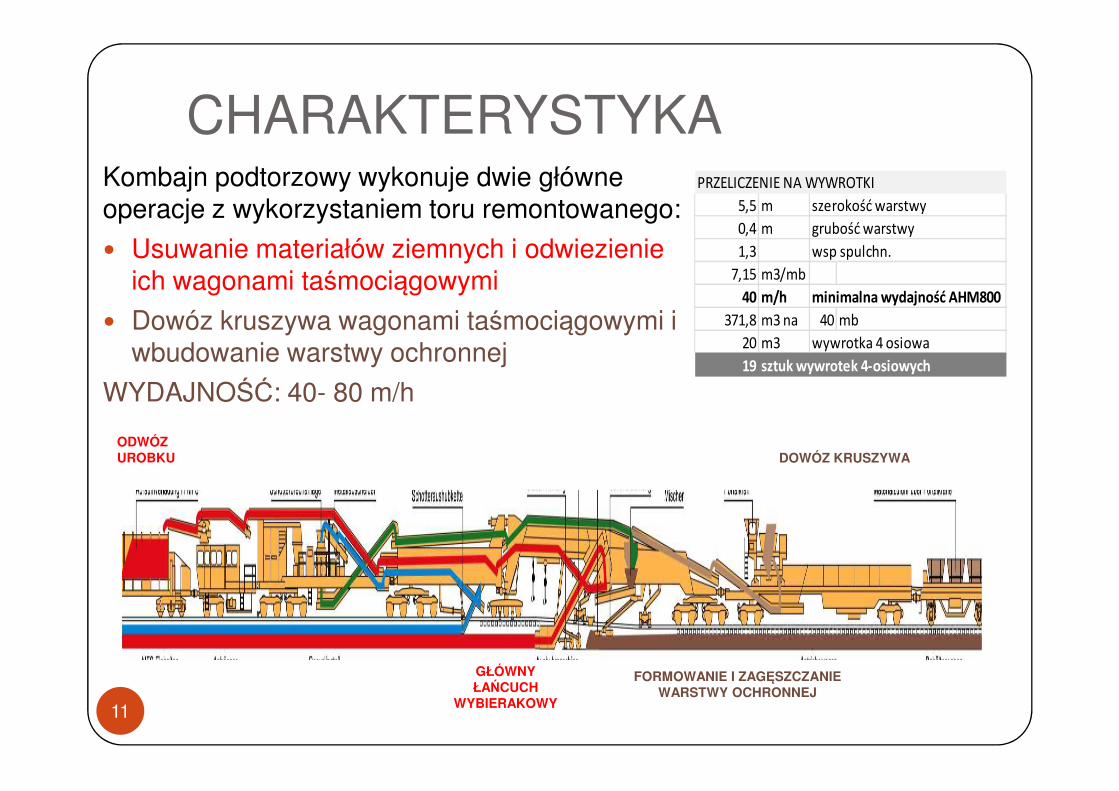
CHARAKTERYSTYKAKombajn podtorzowy wykonuje dwie główne operacje z wykorzystaniem toru remontowanego:
Usuwanie materiałów ziemnych i odwiezienie ich wagonami taśmociągowymi
Dowóz kruszywa wagonami taśmociągowymi i wbudowanie warstwy ochronnej
WYDAJNOŚĆ: 40- 80 m/h
PRZELICZENIE NA WYWROTKI
5,5 m szerokość warstwy
0,4 m grubość warstwy
1,3 wsp spulchn.
7,15 m3/mb
40 m/h minimalna wydajność AHM800
371,8 m3 na 40 mb
20 m3 wywrotka 4 osiowa
19 sztuk wywrotek 4-osiowych
11
WYDAJNOŚĆ: 40- 80 m/h
ODWÓZUROBKU DOWÓZ KRUSZYWA
GŁÓWNYŁAŃCUCH
WYBIERAKOWY
FORMOWANIE I ZAGĘSZCZANIEWARSTWY OCHRONNEJ
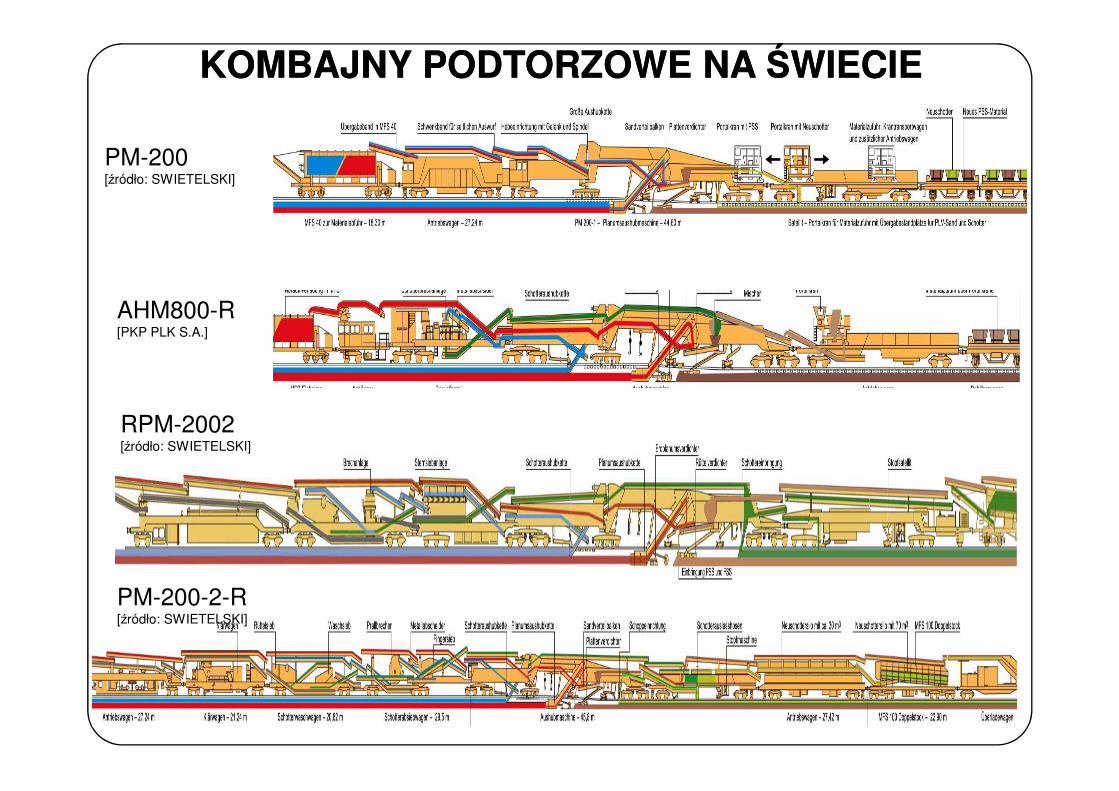
KOMBAJNY PODTORZOWE NA ŚWIECIEKOMBAJNY PODTORZOWE NA ŚWIECIE
PM-200[źródło: SWIETELSKI]
AHM800-R[PKP PLK S.A.]
RPM-2002[źródło: SWIETELSKI]
PM-200-2-R[źródło: SWIETELSKI]

KOPARKI DWUDROGOWE

ISTOTNY CZYNNIK
POPRAWY EFEKTYWNOŚCI
i BHPSzerokie możliwości koparek dwudrogowych (KDD) sprawiają że są najpowszechniej spotykaną maszyną kolejową dla prac montażowych, ziemnych i logistycznych. Jednocześnie chronią personel przed uciążliwym przemieszczaniem ciężkich szyn i prefabrykatów wykorzystywanych w branży (por. udźwigi podstawowe) czym eliminują zagrożenia BHP

PRZYSTOSOWANIE KDD DO PRZYSTOSOWANIE KDD DO PRZEWOZU I PRACY Z WAGONÓWPRZEWOZU I PRACY Z WAGONÓW

KLASYFIKACJA z UWAGI NA PODWOZIE TOROWE
16
TECHNOLOGIE BUDOWY NAWIERZCHNI
zalety prefabrykacji

KLASYFIKACJA METOD WYMIAN RUSZTU TOROWEGO LUB ROZJAZDOWEGO8. UKŁADANIE I WYMIANA TORÓW ORAZ ROZJAZDÓW I SKRZYŻOWAŃ TORÓW
8.1 Podział technologii wymian i układania torów oraz RiS
(1) Rozróżnia się następujące metody wymiany lub układania torów oraz RiS:
a) Przęsłowe - polegające na układaniu lub zdejmowaniu zmontowanycha) Przęsłowe - polegające na układaniu lub zdejmowaniu zmontowanych
segmentów rusztu torów oraz RiS,
b) Bezprzęsłowe - polegające na rozkładaniu lub zbieraniu po zdemontowaniu
pojedynczych podkładów i podrozjazdnic, szyn, części rozjazdowych i elementów
przytwierdzeń.
(2) Wymiana lub układanie torów oraz RiS może być wykonywane w następujących odmianach metod określonych w pkt. (1):
a) wzdłużne - polegające na przemieszczaniu materiałów konstrukcyjnych (prefabrykowanych przęseł lub oddzielnie szyn, podkładów
podrozjazdnic) między środkiem transportu lub miejscem czasowego ich składowania a miejscem montażu lub demontażu wykorzystując
przedłużenie toru lub RiS poddanego przedmiotowym robotom,
b) boczne - polegające na przemieszczaniu materiałów konstrukcyjnych (prefabrykowanych przęseł lub oddzielnie szyn, podkładów
podrozjazdnic) między środkiem transportu lub miejscem czasowego ich składowania a miejscem montażu lub demontażu wykorzystując
jeden z torów lub teren sąsiadujący z torem przebudowywany

WTWiO-8 (4) Dopuszcza się prowadzenie operacji wymiany lub układania torów na niwelecie nierównoległej do projektowanej, w przypadku braku możliwości
przeprowadzenia regulacji położenia toru, oczyszczania lub
wymiany podsypki przed wymianą9. W takim przypadku
projekt wbudowania podsypki powinien określać szczegółowo
sposób uzyskania równoległości niwelet po wymianie toru w
celu poprawnego przeprowadzenia innych robót np.
oczyszczania podsypki.
(5) Technologia wymiany toru po oczyszczeniu lub wymianie podsypki powinna być tak dobrana, by powierzchnia toczna
główki szyny nowo-ułożonego odcinka znajdowała się nie
wyżej niż powierzchnia toczna główki szyny przed wymianą z
zastrzeżeniem pkt.(6).
(6) W przypadku użycia suwnic torowych uniemożliwiających regulację niwelety ułożenia nowych podkładów dopuszcza się –w uzasadnionych przypadkach -
układanie ich na niwelecie zawyżonej względem wymaganej
8.2.1 Tolerancje ułożenia
(1) W rejonie głowic rozjazdowych podkłady, podrozjazdnice a także przęsła torowe i RiS powinny być
układane z tolerancją +/-0.04m względem projektowanej osi
toru, za wyjątkiem odcinków wymagających nawiązania się
do torów oraz RiS nie objętych robotami.
(2) Poza głowicami rozjazdowymi oraz na odcinkach, na których nie przewiduje się, przed zakończeniem wszystkich
robót, wykonywania regulacji sił podłużnych w szynach torów
bezstykowych, podkłady powinny być układane z tolerancją
+/-0.06m względem projektowanej osi toru8.
W odniesieniu do nawierzchni z podkładami typu „Y” tolerancja ta wynosi +/-0.03m
układanie ich na niwelecie zawyżonej względem wymaganej
wg pkt.(5). W takich przypadkach projekt wbudowania
podsypki powinien określać szczegółowo technologię
wykonania robót umożliwiającą połączenie układanych
odcinków z torami lub RiS będącymi ich przedłużeniem w celu
zapewnienia przejezdności linii dla pociągów roboczych lub
innych dopuszczanych do ruchu po dokonaniu odbioru
eksploatacyjnego.
Pod pojęciem torów lub RiS stanowiących przedłużenie
odcinków poddanych wymianie rozumieć należy tory oraz RiS,
które na przykład:
a) poddano wymianie wcześniej (w ramach innych etapów
robót),
b) nie podlegają wymianie w ogóle – na przykład w strefie
głowic rozjazdowych lub obiektów inżynieryjnych z
nawierzchnią beztłuczniowĄ – bądź na danym etapie prac
torowych.
(3) Operacja wymiany lub układania torów powinna być wykonywana na określonej w projekcie zabudowy podsypki -
niwelecie roboczej, która powinna być równoległa do
projektowanej z zastrzeżeniem pkt.(4).
Komentarze:8 Dopuszcza się tym samym, układanie nowych podkładów z tolerancją przekraczającą wartości wymienione wpunkcie (2) na odcinkach, na których konieczne jest czasowe ułożenie toru poza osią projektowaną ze względuna skrajnię pracy maszyn torowych (głównie oczyszczarek tłucznia) i warunki terenowe (np. wąskie międzytorze)pod warunkiem wykonywania regulacji naprężeń w szynach toru bezstykowego po przemieszczeniu go na ośprojektowaną.
9 Na przykład z uwagi na bardzo zły stan podkładów.

TECHNOLOGIE WYMIANY TORÓW NA PKPTECHNOLOGIE WYMIANY TORÓW NA PKPDŹWIGI UKŁADKOWE
SUWNICE
KDD
KOMBAJNY TOROWE

WYMIANY WYMIANY ROZJAZDÓW NA PKPROZJAZDÓW NA PKPDŹWIGI UNIWERSALNE
KDD
DŹWIG ROZJAZDOWY
URZĄDZENIA PODNOŚNIKOWE KROCZĄCE (UWR)

TRANSPORT&ZABUDOWA BLOKAMINowoczesne technologie transportu bloków rozjazdowych - wdrażanie w Polsce:
KZN Bieżanów – system SWITCHER:wagon samowyładowczy do bloków rozjazdowych
Tracktec - system PZR: zestaw platform specjalnych i dźwig [źródło: Tracktec]
OSTATECZNY MONTAŻ TORU BEZSTYKOWEGO
Wymuszanie naprężeń szyn do zakresu temperatury wymaganej (23stC)

ŁĄCZENIE SZYN W torach bezstykowych stosuje się podstawowo:
zgrzewanie elektrooporowe (rozgrzanie obu łączonych elementów i dociśnięcie ich)
24
spawanie termitowe(wypełnienie luzu spawalniczego stopiwem powstającym w wyniku reakcji termitowej powstającej w tyglu)
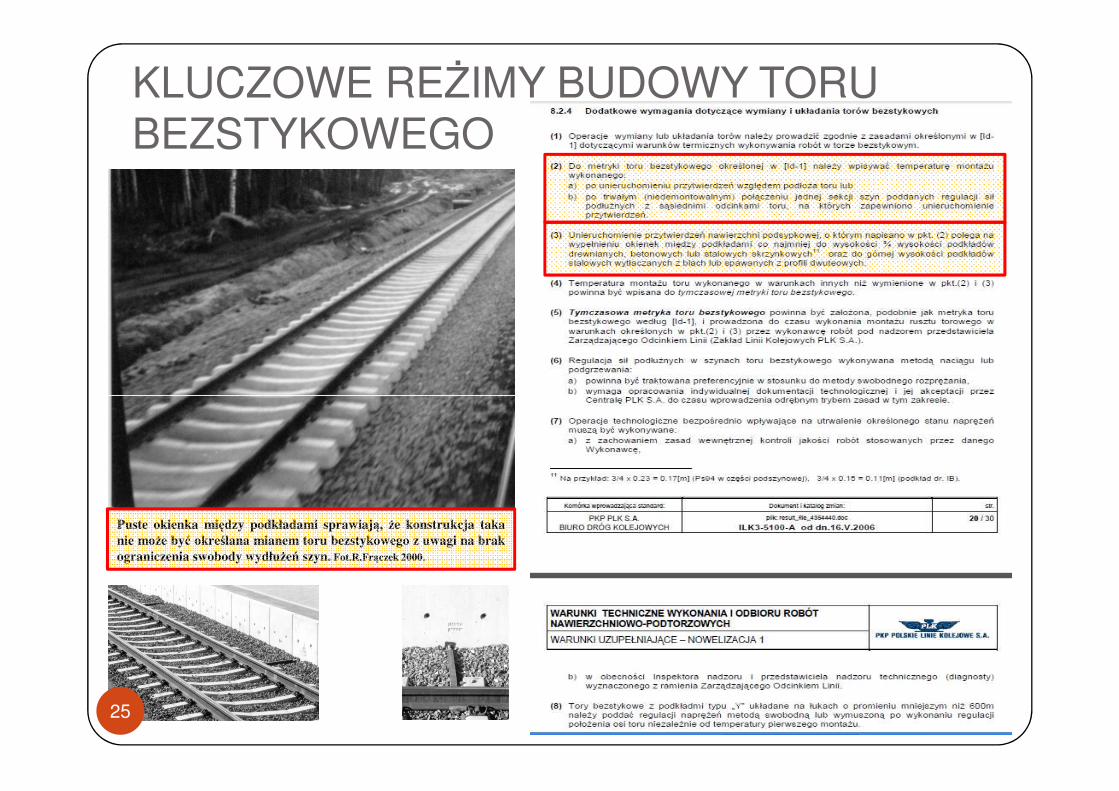
KLUCZOWE REŻIMY BUDOWY TORU BEZSTYKOWEGO
Puste okienka między podkładami sprawiają, że konstrukcja takanie może być określana mianem toru bezstykowego z uwagi na brakograniczenia swobody wydłużeń szyn. Fot.R.Frączek 2000.
25
REGULACJIE POŁOŻENIA TORÓW I ROZJAZDÓW
DOKŁADNOŚĆ RZĘDU 1 MILIMETRA

STREFY PODSYPKI
Rys.14 Pionowe skarpy długo-eksploatowanej podsypki są przejawem zmian,jakie zachodzą w tłuczniu w efekcie rosnącego zanieczyszczenia i zagęszczenia.Fot. R.Frączek.
RysunekSTREFY
PODSYPKI
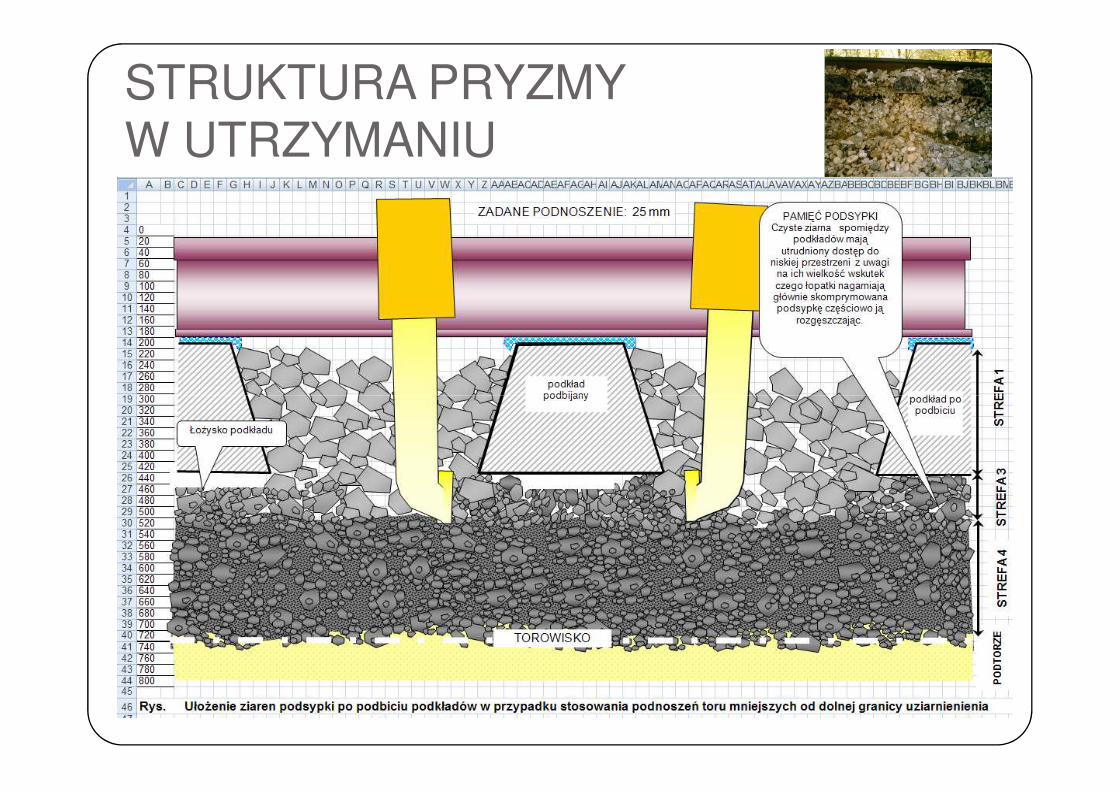
STRUKTURA PRYZMY W UTRZYMANIU

PODBIJARKIDAWNIEJ: Generacja 07
WYSOKOWYDAJNE
WIELOFUNKCYJNE

-1,0000,0001,0002,0003,0004,0005,0006,0007,0008,0009,000[km]0
60
Odcinek podbijania
Sto
pfexp
ress
CS
M-09-
MD
-07
st. B St. A
DOBÓR PODBIJARKI – kryterium 1
120
180
240
300
360
[min
uty]
135
Sto
pfexp
ress
152
-32
217
07-32
345
UN
IMA
T

PROFILARKI PODSYPKI
Rys.11 Profilarka dystrybująca tłuczeń BDS. Maszyna oprócz własnego kosza o pojemności25m3 może być rozdzielona na dwa człony celem umieszczenia między nimi dowolnej liczby
wagonów z taśmociągami wzdłużnego przesypu o pojemności co najmniej 40 m3 każdy. Źródło:
PLASSER & THEURER.
kosz na tłuczeń pojemności 25 m3
przednia kabina
dozator tłucznia pługi boczne pług poziomy typu X Urządzenie zamiatająco-zgarniające do
torów i rozjazdów
taśmociąg służący przesyłaniu zebranego z toru tłucznia do wagonów z taśmociągami
lub pojemnika maszyny
PLASSER & THEURER.
Rys. 10 Uniwersalna profilarka tłucznia SSP-110-SWprzeznaczona do pracy w torach i rozjazdach.
Źródło: PLASSER & THEURER.
zapasowa szczotkaurządzenie zmiatająco-
zgarniające
pług boczny
pług poziomy dwukierunkowy
(w ukladzie „X”)
https://www.youtube.com/watch?v=Hn5miwTNzjI

STABILIZACJADGS: wzrost oporów poprzecznych po podbiciu (symulacja około 100.000 ton)
•KOLEJE NIEMIECKIEnieuzasadnione ekonomicznie na „starej podsypce”; zalecane na nowej w celu przywrócenia prędkości maksymalnych;
•PRODUCENT - zaleca na starej i nowej podsypce po każdym podbiciu
•BADANIA UIC - stwierdzono przyrost oporów poprzecznych lecz głównie na podsypce w dobrym stanie
•KOLEJE HOLENDERSKIE - zaleca na starej i nowej podsypce po każdym podbiciu
RÓZNE KONCEPCJE STOSOWANIA:
Żródło: Plasser&Theurer
•LINIE SZYBKIEGO RUCHU FRANCJI I WIELKIEJ BRYTANII: tak - po podbiciach pośrednich; nie - po ostatnim podbiciu
ZAGĘSZCZACZE CZÓŁ PODKŁADÓWstandard współczesnych podbijarekKorzyść: zwiększenie oporów poprzecznych o 30% do 40%
Żródło: Plasser&Theurer
DOBÓR PODBIJARKI – kryterium 2
• analiza wykorzystania całego zestawu maszyn i środków
(rysunek na tablicy)
33
GŁÓWNE ZAŁOŻENIA DOTYCZĄCE WBUDOWYWANIA PODSYPKI wg WTWiO
budowanie nawierzchni warstwami równoległymi do niwelety docelowej (projektowanej) !!!
ograniczenia grubości podbijanych warstw
stosowanie stabilizacji dynamicznej oraz zagęszczania podsypki za czołami podkładów przed odbiorami eksploatacyjnymi dla prędkości > 100km/h - por. pkt. 11.1-(5)
utrzymywanie określonych tolerancji wbudowywanej pryzmy
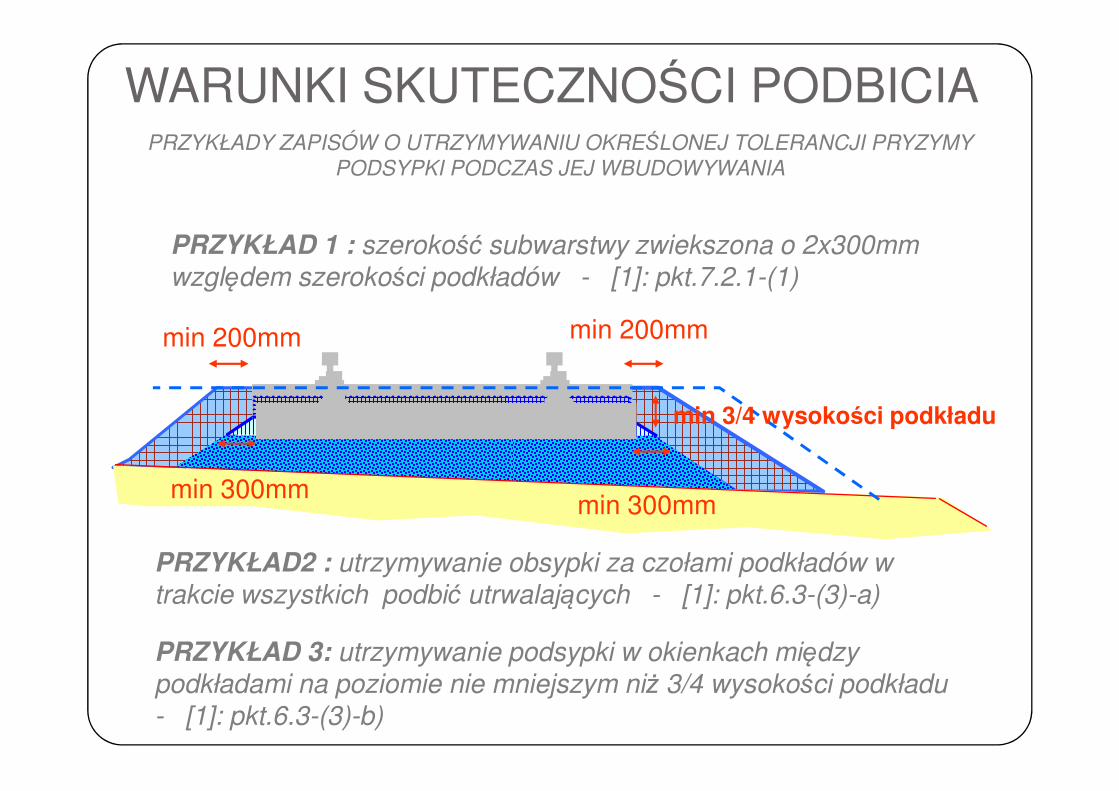
PRZYKŁADY ZAPISÓW O UTRZYMYWANIU OKREŚLONEJ TOLERANCJI PRYZYMY PODSYPKI PODCZAS JEJ WBUDOWYWANIA
min 200mm min 200mm
PRZYKŁAD 1 : szerokość subwarstwy zwiekszona o 2x300mm względem szerokości podkładów - [1]: pkt.7.2.1-(1)
WARUNKI SKUTECZNOŚCI PODBICIA
PRZYKŁAD2 : utrzymywanie obsypki za czołami podkładów w trakcie wszystkich podbić utrwalających - [1]: pkt.6.3-(3)-a)
PRZYKŁAD 3: utrzymywanie podsypki w okienkach między podkładami na poziomie nie mniejszym niż 3/4 wysokości podkładu - [1]: pkt.6.3-(3)-b)
min 3/4 wysokości podkładu
min 300mmmin 300mm
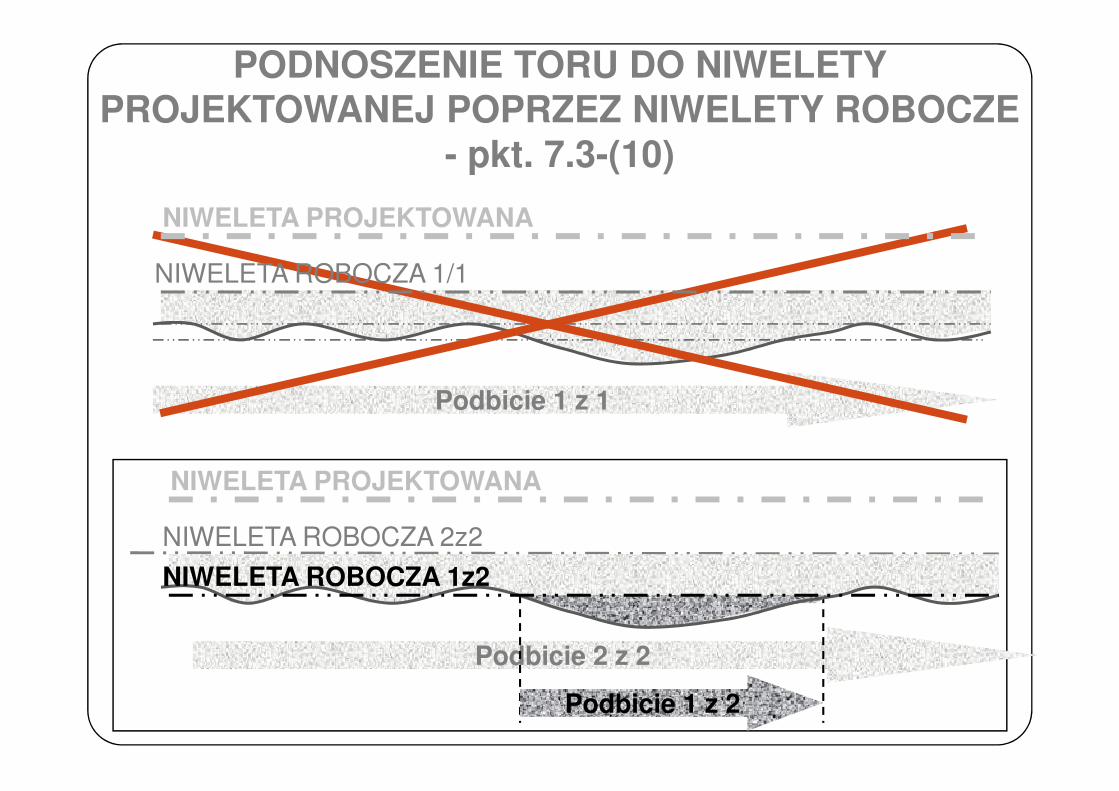
PODNOSZENIE TORU DO NIWELETY PROJEKTOWANEJ POPRZEZ NIWELETY ROBOCZE
- pkt. 7.3-(10)
Podbicie 1 z 1
NIWELETA PROJEKTOWANA
NIWELETA ROBOCZA 1/1
NIWELETA PROJEKTOWANA
NIWELETA ROBOCZA 2z2
Podbicie 2 z 2
Podbicie 1 z 1
Podbicie 1 z 2
NIWELETA ROBOCZA 1z2
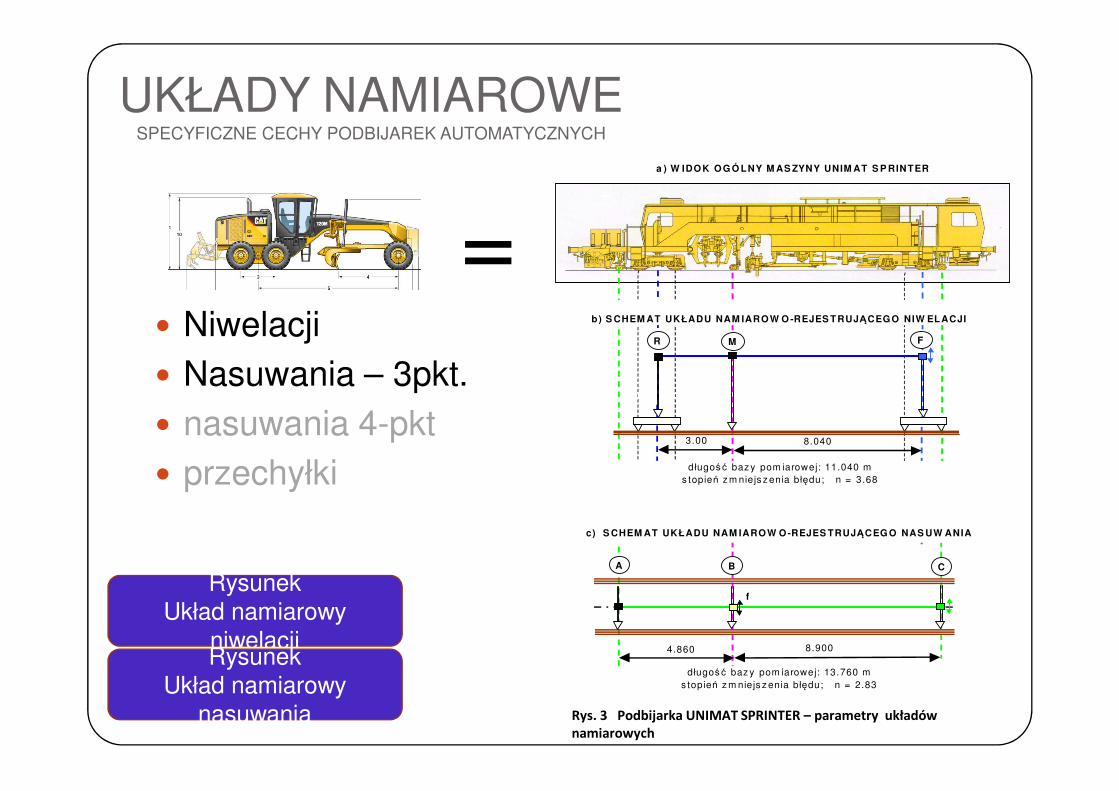
UKŁADY NAMIAROWESPECYFICZNE CECHY PODBIJAREK AUTOMATYCZNYCH
NiwelacjiNasuwania – 3pkt.
b) S CHEM AT UKŁADU NAM IAROW O -REJES TRUJĄCEGO NIW ELACJI
R M F
a ) W IDOK OG Ó LNY M AS ZYNY UNIM AT S P RINTER
=
nasuwania 4-pktprzechyłki
3.00 8.040
długość baz y pom iarowej: 11.040 ms topień z m niejs z enia błędu; n = 3.68
c) S CHEM AT UKŁADU NAM IAROW O-REJES TRUJĄCEG O NAS UW ANIA
4.860 8.900
długość baz y pom iarowej: 13.760 ms topień z m niejs z enia błędu; n = 2.83
f
A CB
Rys. 3 Podbijarka UNIMAT SPRINTER – parametry układów namiarowych
RysunekUkład namiarowy
niwelacjiRysunek
Układ namiarowy nasuwania
REPROFILACJA SZYN
DOKŁADNOŚĆ RZĘDU DZIESIĘTNYCH CZĘŚCI MILIMETRA
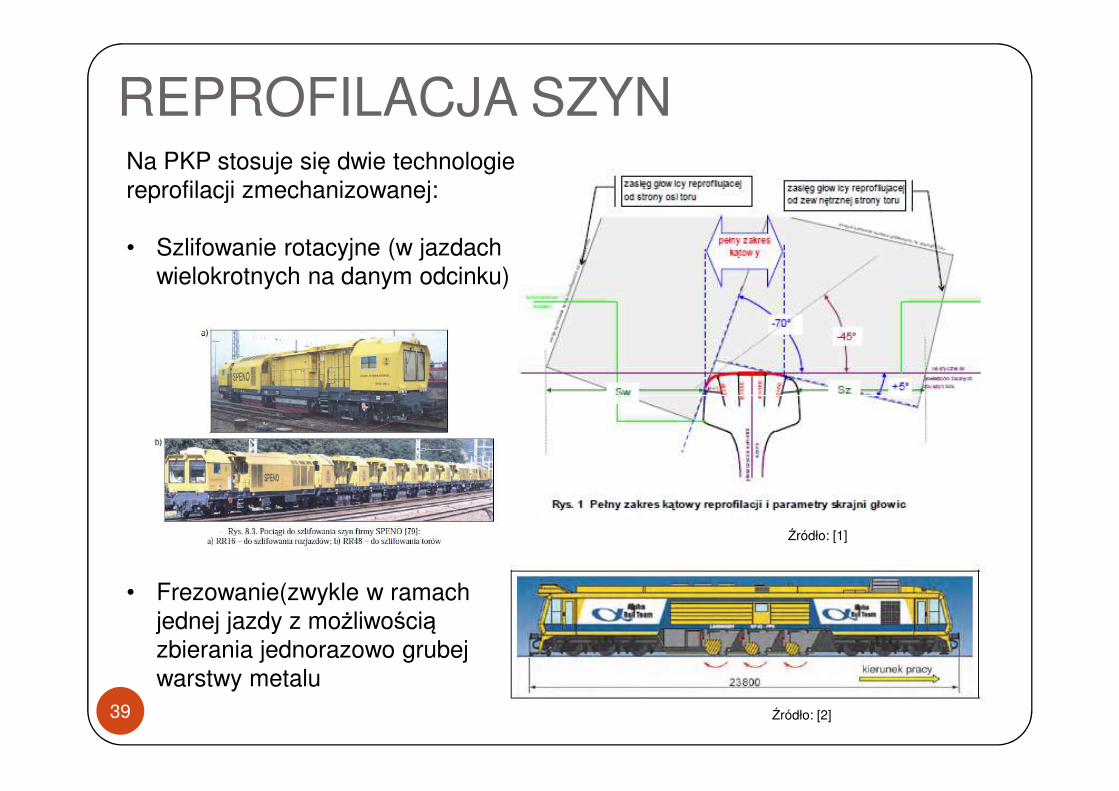
REPROFILACJA SZYNNa PKP stosuje się dwie technologie reprofilacji zmechanizowanej:
• Szlifowanie rotacyjne (w jazdach wielokrotnych na danym odcinku)
39
• Frezowanie(zwykle w ramach jednej jazdy z możliwością zbierania jednorazowo grubej warstwy metalu
Źródło: [2]
Źródło: [1]
PLANOWANIE ROBÓT LINIOWYCH
Klucz do sukcesu (terminowość i jakość robót)
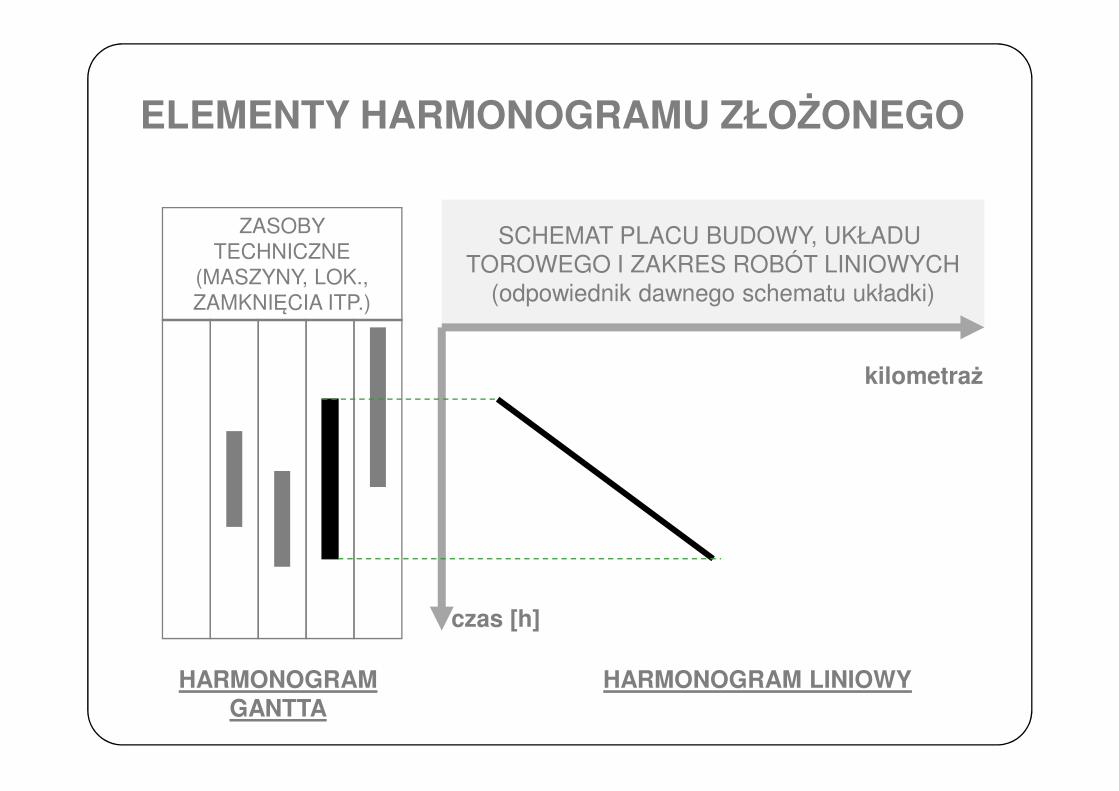
ELEMENTY HARMONOGRAMU ZŁOŻONEGO
kilometraż
SCHEMAT PLACU BUDOWY, UKŁADU TOROWEGO I ZAKRES ROBÓT LINIOWYCH
(odpowiednik dawnego schematu układki)
ZASOBY TECHNICZNE
(MASZYNY, LOK., ZAMKNIĘCIA ITP.)
czas [h]
HARMONOGRAM GANTTA
HARMONOGRAM LINIOWY
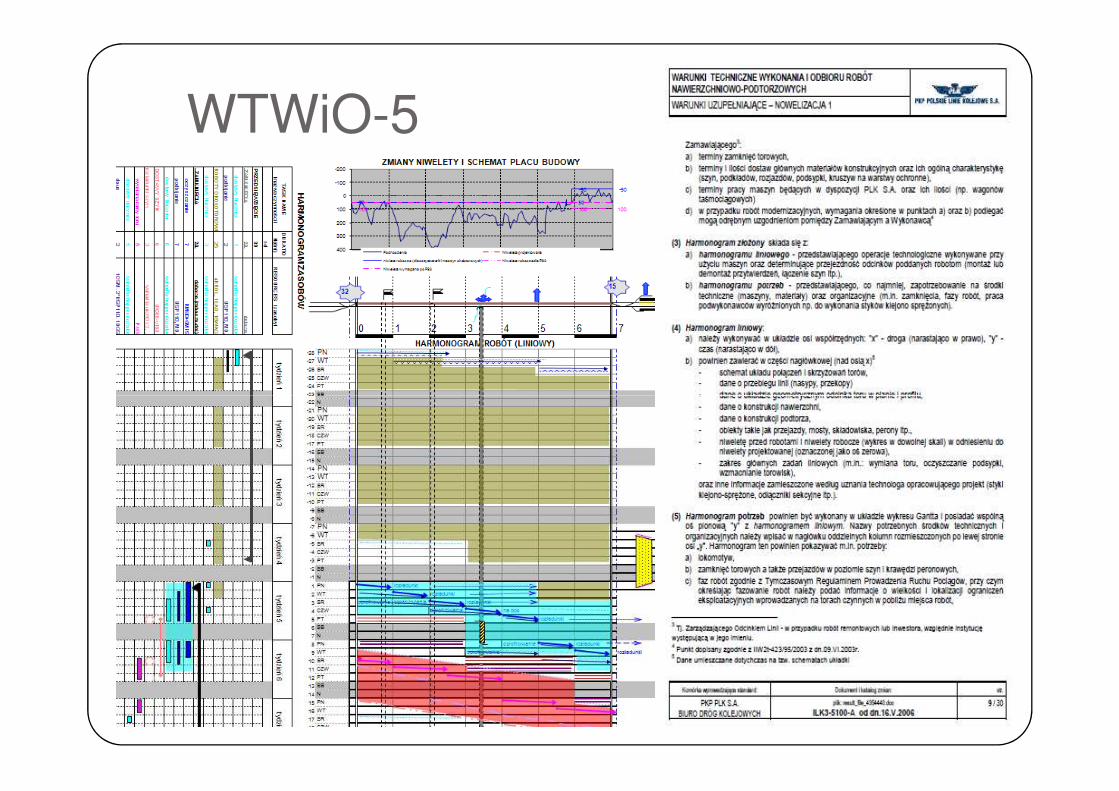
WTWiO-5
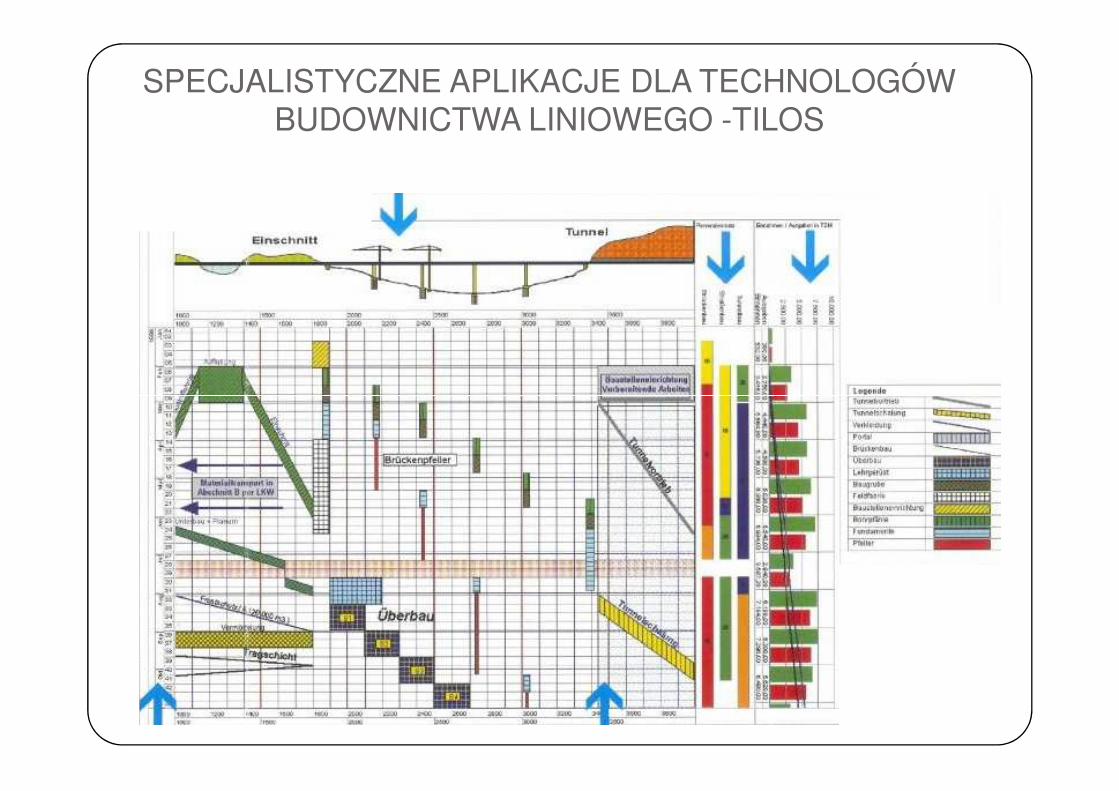
SPECJALISTYCZNE APLIKACJE DLA TECHNOLOGÓW BUDOWNICTWA LINIOWEGO -TILOS
Przykład harmonogramu złożonego

SKUTKI NIEPRZESTRZEGANIA REŻIMÓW TECHNOLOGII ROBÓT - przykład
WADA 303TRWAŁE DEFORMACJE SZYN
44
NIEPRAWIDŁOWE SKŁADOWANIE (na boku)
FILMY•USP-2010
•AHM800R
•DGS62N
•CSM09-32
•RM80
P95 Strukton
https://www.youtube.com/watch?v=Hn5miwTNzjIhttp://www.plassertheurer.com/en/media-library/listing-videos.htmlhttp://www.plassertheurer.com/en/medi
•P95 Strukton
45
http://www.plassertheurer.com/en/media-library/listing-videos.htmlhttp://www.plassertheurer.com/en/media-library/listing-videos.htmlhttp://www.plassertheurer.com/en/media-library/listing-videos.htmlhttp://www.matisa.ch/en/matisa_p95_video_strukton.html