Embed Size (px)
Citation preview

Pontificia Universidad Católica Argentina
Diseño de una Línea de ProcesoDiseño de una Línea de Proceso
Administración de la Producción 2010

2Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Línea de Proceso
Un producto a través de una ruta fija, operando par a stock. Diferente enfoque según se trate de sistemas contínuos o disco ntínuos
n operaciones en flujo
1 Producto
Insumos
Almacenaje
En los sistemas de tipo contínuo (lineas montaje) el problema de la programación es:
• Determinar el número de estaciones• Asignar actividades a estaciones• Equilibrar la línea para aspirar a mínimo costo
Para estos sistemas de tipo contínuo las herramienta s usuales son especìficas:
• Veremos el problema del diseño a través de una sesión específica• Apoyada en de técnicas o heurísticas apropiadas: RPW (Ranked Positional
Weight),…

3Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Líneas de proceso
Para entender esta problemática son necesarias defi niciones previas.
Tarea i
Tiempos de tarea ti
Número de tareas n
Tarea i
Tiempos de tarea ti
Número de tareas n
Mínima división en la que puede partirse un proceso productivo
Contenido básico de trabajo para llevar adelante la tarea
Necesarias para completar el proceso
Mínima división en la que puede partirse un proceso productivo
Contenido básico de trabajo para llevar adelante la tarea
Necesarias para completar el proceso
En un buen diseño de proceso las tareas son tantas como sea posible (n → máx.) de modo que el tiempo de tarea sea tan pequeño como sea posible (ti →0)
En un buen diseño de proceso las tareas son tantas como sea posible (n → máx.) de modo que el tiempo de tarea sea tan pequeño como sea posible (ti →0)
Estación j
Tiempo de estación Tj
Número de estaciones N
Estación j
Tiempo de estación Tj
Número de estaciones N
Punto de la línea o proceso en el que llevan adelante una o más tareas
Sumatoria de los tiempos de todas las tareas que se llevan a cabo en la estación
Resultante de asignar las tareas a una estación. A más producción más estaciones
Punto de la línea o proceso en el que llevan adelante una o más tareas
Sumatoria de los tiempos de todas las tareas que se llevan a cabo en la estación
Resultante de asignar las tareas a una estación. A más producción más estaciones
Habitualmente coincide con un operario y/o una máquina
El número de estaciones determina la capacidad de producción del proceso.
Habitualmente coincide con un operario y/o una máquina
El número de estaciones determina la capacidad de producción del proceso.

4Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Líneas de proceso
Para entender esta problemática son necesarias defi niciones previas.
Tiempo de proceso T
Tiempo de ciclo Tc
Producción P
Tiempo de proceso T
Tiempo de ciclo Tc
Producción P
Suma de los tiempos de todas las tareas demandadas por el proceso
Tiempo transcurrido entre la salida de dos unidades sucesivas de producto del proceso
Número de unidades que el proceso es capaz de producir en un período de tiempo dado
Suma de los tiempos de todas las tareas demandadas por el proceso
Tiempo transcurrido entre la salida de dos unidades sucesivas de producto del proceso
Número de unidades que el proceso es capaz de producir en un período de tiempo dado
Es el contenido de trabajo para obtener el valor añadido por transformación
Habitualmente coincide con el tiempo de la estación más lenta
A menos tiempo de ciclo más producción
Es el contenido de trabajo para obtener el valor añadido por transformación
Habitualmente coincide con el tiempo de la estación más lenta
A menos tiempo de ciclo más producción
Holgura de estación Hj
Holgura total Ht
Equilibrio de la línea E (%)
Holgura de estación Hj
Holgura total Ht
Equilibrio de la línea E (%)
Diferencia entre el tiempo del ciclo y el tiempo de estación. La holgura de la estacíón más lenta es cero
Sumatoria de las holguras de todas las estaciones del proceso
Cociente entre la holgura total y el tiempo total de proceso por 100
Diferencia entre el tiempo del ciclo y el tiempo de estación. La holgura de la estacíón más lenta es cero
Sumatoria de las holguras de todas las estaciones del proceso
Cociente entre la holgura total y el tiempo total de proceso por 100
Representa el tiempo que puede atra-sarse la ejecución de las tareas en la estación sin atrasar el proceso
Tiempo improductivo por diseño
Representativo de la calidad de diseño del proceso. A menor valor mejor equilibrio de la línea o proceso
Representa el tiempo que puede atra-sarse la ejecución de las tareas en la estación sin atrasar el proceso
Tiempo improductivo por diseño
Representativo de la calidad de diseño del proceso. A menor valor mejor equilibrio de la línea o proceso

5Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Diseño de una línea de proceso
Es un ciclo de cinco actividades que secuencialment e deben ser evaluadas como sigue:
Datos
Producción requerida
Tareas
Estrategia productiva
Determinar tiempo
del ciclo
Determinar tiempo
del ciclo
Determinar número de estaciones
Determinar número de estaciones
Asignar tareas a
estaciones
Asignar tareas a
estaciones
Cálculo de tiempos de estación y holguras
Cálculo de tiempos de estación y holguras
Análisis de equlibrio de
línea
Análisis de equlibrio de
líneaSI = FIN
NOMin Tc Min N
Resultado
Número de estaciones
Tiempo de ciclo
Tareas por estación
Equilibrio de línea

6Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Ejemplo de aplicación
Datos del problema:
Tarea 1Tarea 2Tarea 3Tarea 4Tarea 5Tarea 6Tarea 7Tarea 8Tarea 9Tarea 10Tarea 11Tarea 12Tarea 13Tarea 14Tarea 15
Ti
10,010,08,24,24,41,21,52,73,49,0
10,29,58,43,33,5
Tacum
10,020,028,232,436,838,039,542,245,654,664,874,382,786,089,5
Prelación tarea
-12-45
3 y 678-
109 y 11
121314
Producción requerida = 1.000.000 latas de 6 onzas / mesProducción requerida = 1.000.000 latas de 6 onzas / mes
Elaboración conserva de carne = tiempos en minutos cada 1.000 latas de 6 onzasElaboración conserva de carne = tiempos en minutos cada 1.000 latas de 6 onzas

7Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Diseño de una línea de proceso
Primer paso: Determinar mínimo tiempo de ciclo
Se trata de encontrar el mínimo tiempo de ciclo que asegure satisfacer la producción requerida:
Ej.: Producción requerida = 1.000.000 latas de 6 onzas / mes
Tc min = 20 días x 9 hs/día x 60 min/hora1.000.000 latas/mes
Tc min = 10,8 min ó 92,6 latas1.000 latas min
Determinar tiempo
del ciclo
Determinar tiempo
del ciclo
Determinar número de estaciones
Determinar número de estaciones
Asignar tareas a
estaciones
Asignar tareas a
estaciones
Cálculo de tiempos de estación y holguras
Cálculo de tiempos de estación y holguras
Análisis de equlibrio de
línea
Análisis de equlibrio de
líneaSI = FIN
NOMin Tc Min N
Es decir si se desea cumplir con la producción requerida será necesario diseñar un proceso con un Tc inferior a 10,8 min / 1.000 latas ó superior a
92,6 latas / minuto
Es decir si se desea cumplir con la producción requerida será necesario diseñar un proceso con un Tc inferior a 10,8 min / 1.000 latas ó superior a
92,6 latas / minuto

8Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Se trata de encontrar el mínimo número de estaciones en las que organizar el proceso. Surge de dividir el tiempo total de proceso por el tiempo mínimo de ciclo.
Ej.: N = T 89,5 min/1.000 latas ≥ 8,3Tc 10,8 min/1.000 latas
Diseño de una línea de proceso
Segundo paso: Determinar número de estaciones mínim o
Es decir si se desea llevar adelante todas las tareas de modo de producir lo requerido el proceso no puede tener menos de 8-9 estaciones.
Es decir si se desea llevar adelante todas las tareas de modo de producir lo requerido el proceso no puede tener menos de 8-9 estaciones.
Determinar tiempo
del ciclo
Determinar tiempo
del ciclo
Determinar número de estaciones
Determinar número de estaciones
Asignar tareas a
estaciones
Asignar tareas a
estaciones
Cálculo de tiempos de estación y holguras
Cálculo de tiempos de estación y holguras
Análisis de equlibrio de
línea
Análisis de equlibrio de
líneaSI = FIN
NOMin Tc Min N

9Operaciones
UCA\ProgramaLogística\Módulo4.ppt
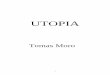
Se trata de ir asignando, partiendo del mínimo sugerido, a cada posible estación, tareas con acuerdo a la prelación técnica y al máximo tiempo de ciclo previsto
1 2 3 4 5 6 7 8 9 10
Tarea #
Tiempo
1
10,0
Estación
2
10,0
3
8,2
4, 5, 6
9,8
10
9,0
11
10,2
12
9,5
13
8,4
14, 15
6,8
7, 8, 9
7,6
Diseño de una línea de proceso
Tercer paso: Asignar tareas a estaciones
Finalmente, fue necesario una a dos estaciones adicionales a la mínima teórica, por la dificultad de respetar prelación y tiempo de ciclo
Finalmente, fue necesario una a dos estaciones adicionales a la mínima teórica, por la dificultad de respetar prelación y tiempo de ciclo
Determinar tiempo
del ciclo
Determinar tiempo
del ciclo
Determinar número de estaciones
Determinar número de estaciones
Asignar tareas a
estaciones
Asignar tareas a
estaciones
Cálculo de tiempos de estación y holguras
Cálculo de tiempos de estación y holguras
Análisis de equlibrio de
línea
Análisis de equlibrio de
líneaSI = FIN
NOMin Tc Min N

10Operaciones
UCA\ProgramaLogística\Módulo4.ppt
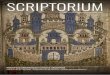
A partir de la asignación anterior se prosigue en el diseño como se indica:
Diseño de una línea de proceso
Cuarto paso: Tiempos de estación y holguras
El tiempo de ciclo es inferior al requerido y por lo tanto aceptableEl tiempo de ciclo es inferior al requerido y por lo tanto aceptable
Determinar tiempo
del ciclo
Determinar tiempo
del ciclo
Determinar número de estaciones
Determinar número de estaciones
Asignar tareas a
estaciones
Asignar tareas a
estaciones
Cálculo de tiempos de estación y holguras
Cálculo de tiempos de estación y holguras
Análisis de equlibrio de
línea
Análisis de equlibrio de
líneaSI = FIN
NOMin Tc Min N
más lenta
1 2 3 4 5 6 7 8 9 10
Tarea #
Tiempo
T. de ciclo
Holgura
1
10,0
10,2
0,2
Estación
2
10,0
10,2
0,2
3
8,2
10,2
2,0
4, 5, 6
9,8
10,2
0,4
10
9,0
10,2
1,2
11
10,2
10,2
0
12
9,5
10,2
0,7
13
8,4
10,2
1,8
14, 15
6,8
10,2
3,4
7, 8, 9
7,6
10,2
2,6

11Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Se trata de verificar si el diseño es aceptable o no calculando:
Equilibrio (%) = Holgura total / Tiempo de proceso x 100 = 12,5 / 89,5 x 100 = 14%
Tiempo de ciclo = 10,2 min / 1.000 latas
Producción = Período / Tiempo de ciclo = 20 x 9 x 60 / 10,2 = 1.060.000 latas / mes
Diseño de una línea de proceso
Quinto paso: Consolidando el diseño
Se trata de decidir si pagar un 14% de tiempo improductivo por un 6% de producción por encima del requerimiento es aceptable o no.
Si no lo fuera habrá que insistir en el análisis hasta que lo sea.
Se trata de decidir si pagar un 14% de tiempo improductivo por un 6% de producción por encima del requerimiento es aceptable o no.
Si no lo fuera habrá que insistir en el análisis hasta que lo sea.
Determinar tiempo
del ciclo
Determinar tiempo
del ciclo
Determinar número de estaciones
Determinar número de estaciones
Asignar tareas a
estaciones
Asignar tareas a
estaciones
Cálculo de tiempos de estación y holguras
Cálculo de tiempos de estación y holguras
Análisis de equlibrio de
línea
Análisis de equlibrio de
líneaSI = FIN
NOMin Tc Min N

12Operaciones
UCA\ProgramaLogística\Módulo4.ppt
Diseño de una línea de proceso
La disposición en planta puede seguir la naturaleza del proceso
1 2 3 7 8 9 12 13 14 15
4 5 6
10 11
Tareas
Carnicos
Aditivos
Envase
Formulación Envasado - empaque
1 2 3 5 8 9 10
4
6 7
Formulación Envasado - empaque
Estaciones
Carnicos
Aditivos
Envase