Embed Size (px)
Citation preview
I
Fakulteta za strojništvo
POSTAVITEV PROIZVODNJE SIVEGA
STIROPORA NA NOVI LOKACIJI
Diplomsko delo
Študent: Nejc LAZAR
Študijski program: Univerzitetni študijski program 1. stopnje Strojništvo
Smer: Proizvodne tehnologije in sistemi
Mentor: izr. prof. dr. Borut BUCHMEISTER
Somentor: doc. dr. Iztok PALČIČ
Maribor, september 2011

II
Vložen original sklepa o potrjeni temi
diplomskega dela

III
I Z J A V A
Podpisani Nejc LAZAR izjavljam, da:
je bilo predloţeno diplomsko delo opravljeno samostojno, pod mentorstvom izr. prof.
dr. Boruta BUCHMEISTRA in somentorstvom doc. dr. Iztoka PALČIČA;
predloţeno diplomsko delo v celoti ali v delih ni bilo predloţeno za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjiţnici tehniških fakultet
Univerze v Mariboru.
Maribor, 7.9.2011 Podpis: __________________________
IV
ZAHVALA
Zahvaljujem se vsem, ki so mi stali ob strani in mi z
znanjem, izkušnjami in podporo pomagali pri
diplomskem delu.
Najprej se zahvaljujem mentorju, izr. prof. dr. Borutu
BUCHMEISTRU in somentorju, doc. dr. Iztoku
PALČIČU, za pomoč in vodenje pri opravljanju
diplomskega dela.
Zahvaljujem se tudi podjetju FRAGMAT TIM d.d., ki
mi je omogočilo praktično usposabljanje in izdelavo
diplomske naloge, še posebno g. Borisu ŠENJUGU in
g. Danijelu PUŠNIKU, ker sta mi bila vseskozi
pripravljena svetovati in pomagati.
Posebna zahvala pa velja tudi moji druţini: očetu
Andreju in materi Karmen, sestri Sari ter teti Lidiji, ki
so verjeli vame, me spodbujali ter mi omogočili študij.

V
POSTAVITEV PROIZVODNJE SIVEGA STIROPORA NA NOVI
LOKACIJI
Ključne besede: proizvodnja, sivi stiropor, neopor, stiropor, postavitev, nova lokacija
UDK: 658.526.011(043.2)
POVZETEK
Diplomsko delo opisuje postopek postavitve nove proizvodnje za sivi stiropor in njen zagon. V
podjetju se je pojavil problem pri proizvodnji, ker sta se mešali bela in siva surovina. To se je
odpravilo tako, da se je postavila nova proizvodna, poleg že obstoječe za beli stiropor. Iz
hčerinskih podjetij so pripeljali stroje: penilec, blok model s parohramom ter razrezovalno
linijo, ostalo pa se je v podjetju postavilo na novo. S tem je podjetje povečalo proizvodnjo, saj
sedaj proizvajajo obe vrsti stiropora hkrati in so tako zadostili potrebam na trgu. S tem
diplomskim delom ima podjetje sedaj zbrano in urejeno vso potrebno tehnično dokumentacijo
nove proizvodnje.

VI
SETTING UP OF NEOPOR MANUFACTURING AT THE NEW
LOCATION
Key words: setting up, manufacturing, neopor, styropor, new location, grey styropor, EPS
UDK: 658.526.011(043.2)
ABSTRACT
The diploma work talks about the process of installing a new production line for gray
Styropor. The company had experienced a problem in the production. The white and gray
materials were been mixed together. The issue has been eliminated by adding an additional
production line, in addition to an already existing one for white Styropor. The production was
brought in from subsidiaries (Expander, a Block model and EPS Cutting Line), and the rest
was newly made. By doing so, the company has expanded its manufacturing. Since they are
now producing both types of Styropor simultaneously, they now meet the needs of the market.
The aim of the thesis was the organization of technical documentation.

VII
KAZALO
1 UVOD ............................................................................................................................ - 1 -
1.1 OPIS IN OPREDELITEV PROBLEMA .............................................................................. - 1 -
1.2 OPREDELITEV DIPLOMSKEGA DELA ........................................................................... - 1 -
1.3 STRUKTURA DIPLOMSKEGA DELA ............................................................................. - 2 -
2 PREDSTAVITEV PODJETJA ................................................................................... - 3 -
2.1 OPIS GOSPODARSKE DRUŢBE ..................................................................................... - 4 -
3 TEHNIČNO - TEHNOLOŠKI PARAMETRI IN ZNAČILNOSTI
PRESTAVLJENE TEHNOLOGIJE .......................................................................... - 5 -
3.1 PENILEC AKKAYA ..................................................................................................... - 5 -
3.2 BLOK MODEL WIESER ............................................................................................... - 7 -
3.3 RAZREZOVALNA LINIJA STIROPOR BLOKOV............................................................... - 9 -
4 TERMINSKI PLAN PRESTAVITVE ..................................................................... - 15 -
5 OPIS TEHNOLOGIJE PREDELAVE POLISTIRENA – EPS ............................ - 16 -
5.1 SUROVINA ............................................................................................................... - 16 -
5.2 PREDEKSPANDIRANJE POLISTIRENA ........................................................................ - 17 -
5.3 OBLIKOVANJE PREDEKSPANDIRANEGA POLISTIRENA V ŢELENE OBLIKE .................. - 18 -
5.4 SKLADIŠČENJE, STABILIZACIJA IN SUŠENJE GOTOVIH IZDELKOV ............................. - 18 -
5.5 KONTROLA IZDELKOV IN PRIPRAVA IN POPRAVILA ORODIJ ..................................... - 19 -
5.6 ENERGENTI POTREBNI ZA PREDELAVO POLISTIRENA ............................................... - 19 -
5.7 TEHNOLOŠKA VODA ................................................................................................ - 19 -
5.8 TRANSPORT ............................................................................................................ - 20 -
5.9 OSTALO .................................................................................................................. - 20 -
6 NAČRT POSTAVITVE OPREME IN LOGISTIKA V PROIZVODNJI ............ - 21 -
7 OKOLJEVARSTVENE ZAHTEVE, POŢARNA VARNOST, TER VARNOST IN
ZDRAVJE PRI DELU ............................................................................................... - 27 -
7.1 VRSTE IN NAČIN USPOSABLJANJA V PODJETJU ......................................................... - 27 -
7.2 AVTOKONTROLA EPS GRADBENIH PLOŠČ IN PRIREZOV........................................... - 28 -
7.3 NAVODILO ZA VARNO DELO – EKSPANDIRANI POLISTIREN EPS .............................. - 31 -
8 DISKUSIJA ................................................................................................................ - 33 -
9 SKLEP ......................................................................................................................... - 35 -
10 SEZNAM UPORABLJENIH VIROV .................................................................. - 36 -
11 PRILOGE ................................................................................................................ - 38 -

VIII
KAZALO SLIK
Slika 2.1: Logotip podjetja .................................................................................................... - 3 -
Slika 2.2: Shema druţb v skupini FRAGMAT ..................................................................... - 4 -
Slika 2.3: Organizacijska shema druţbe FRAGMAT TIM ................................................... - 4 -
Slika 3.1: Penilec Akkaya ASM – B 1200 [3] ....................................................................... - 6 -
Slika 3.2: Blok model Wieser MONO-LC/V [5] .................................................................. - 8 -
Slika 3.3: Risba linije za razrez stiropora TD1300 .............................................................. - 10 -
Slika 3.4: Risba pakirnega stroja VIRO SU-1200/V ........................................................... - 11 -
Slika 3.5: VIRO SU-1200/V [7] .......................................................................................... - 12 -
Slika 3.6: Risba pakirnega stroja VIRO PPZA-1300/V ...................................................... - 13 -
Slika 3.7: VIRO PPZA-1300/V [8] ..................................................................................... - 14 -
Slika 4.1: Gantogram ........................................................................................................... - 15 -
Slika 5.1: BASF SE Neopor surovina pred in po penjenju [10] .......................................... - 16 -
Slika 5.2: Primer stiropornega bloka [11] ........................................................................... - 17 -
Slika 5.3: Končni izdelki [12] ............................................................................................. - 18 -
Slika 6.1: Razporeditev strojev v proizvodni hali ............................................................... - 21 -
Slika 6.2: Penilnica .............................................................................................................. - 22 -
Slika 6.3: Postavitev blok modela WIESER ....................................................................... - 24 -
Slika 6.4: Razrezovalna naprava TECHNODINAMICA .................................................... - 25 -
Slika 6.5: Neopor fasadne plošče z izboljšano izolativnostjo, s preklopom [13] ................ - 26 -
Slika 6.6: Polaganje NEO SUPER F-P fasadnih plošč [14] ................................................ - 26 -
Slika 7.1: Obrazec OB-TI-AK-01 ....................................................................................... - 30 -
Slika 7.2: Področje delovanja razrezovalne linije TECHNODINAMICA in nevarnosti .... - 32 -
Slika 8.1: Primerjava toplotne izolativnosti Neopor-ja in običajnega EPS-a [15] .............. - 33 -
Slika 8.2:Majhni grafitni delci [16] ..................................................................................... - 33 -
Slika 8.3: Toplotno sevanje Neopor plošče [15] ................................................................. - 34 -
Slika 8.4: Uporabnost Neopor-ja pri izolaciji objekta [17] ................................................. - 34 -

IX
KAZALO PREGLEDNIC
Preglednica 3.1: Osnovni podatki penilca EPS ..................................................................... - 5 -
Preglednica 3.2: Osnovni podatki blok modela Wieser ........................................................ - 7 -
Preglednica 3.3: Osnovni podatki linije TD1300 [6] ............................................................ - 9 -
Preglednica 3.4: Osnovni podatki pakirnega stroja VIRO SU-1200/V ............................... - 11 -
Preglednica 3.5: Osnovni podatki pakirnega stroja VIRO PPZA-1300/V .......................... - 13 -
Preglednica 6.1: Hitrost rezanja EPS plošč ......................................................................... - 25 -
Preglednica 7.1: Pogostost merjenja .................................................................................... - 29 -

X
UPORABLJENE KRATICE
CAD - Computer Aided Design
DIN - Deutsches Institut für Normung
EPP - Ekspandirani polipropilen
EPS - Ekspandirani polistiren
EPS črn - Ekspandirani polistiren z izboljšano toplotno prevodnostjo
FS - Fakulteta za strojništvo
ISO - International Organisation for Standardization
MKE - Metoda končnih elementov
PLC - Programmable logic controller
SIST - Slovenski inštitut za standardizacijo
TIM - Tovarna izolacijskega materiala

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
1 UVOD
1.1 Opis in opredelitev problema
V podjetju Fragmat TIM d.d. sem v mesecu aprilu 2011 opravljal praktično
usposabljanje. Eno izmed del, ki sem jih opravljal, je bila tudi pomoč pri postavljanju
proizvodne linije. Pomagal sem pri zaključnih delih montaţe proizvodnje in urejanju tehnične
dokumentacije za ugoditev vsem varnostnim zahtevam pred zagonom proizvodnje. Ker sem
projekt spremljal in pri njem aktivno sodeloval od montaţe do zagona proizvodnje, je nastal
primeren izdelek za diplomsko delo.
V proizvodnji podjetja termoizolacij so se v proizvodnem procesu soočali s problemom
mešanja bele in sive surovine, katere rezultat pa so bili izdelani bloki belo-sive barve. Ti bloki
barvno niso ustrezali zahtevam trţišča in so jih na trgu teţje prodajali. Problem so odpravili s
postavitvijo nove linije za sivi stiropor. Podjetje je s tem pridobilo večjo proizvodnost, saj
lahko sedaj potekata proizvodnji hkrati in popolnoma neodvisno. Na novo so postavili:
penilec za penjenje sive surovine (neopor), blok model za izdelavo sivih blokov ter
razrezovalno napravo za razrez sivih blokov. Oprema je bila pripeljana iz hčerinskih podjetij,
s čimer so pripomogli k racionalizaciji celotne gospodarske druţbe, saj so kasneje eno
podjetje zaprli.
1.2 Opredelitev diplomskega dela
V diplomskem delu bo podrobno opisana postavitev proizvodne linije, predvsem
tehnični in tehnološki parametri. Predstavljena bo surovina neopor za izdelavo sivega
stiropora, nemškega proizvajalca BASF SE. O surovini neopor v slovenskem jeziku ni veliko
podatkov, zato mi je bila v pomoč strokovna literatura v tujem jeziku.
Upošteval bom priporočila proizvajalca surovin ter proizvajalcev opreme. Izdelava
tehnične dokumentacije in vseh ostalih dokumentov, ki so zakonsko potrebni za zagon nove
proizvodne linije v podjetju, bo tako vodstvu podjetja kot zaposlenim olajšala delo, saj bodo
vsi podatki zbrani na enem mestu.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -
1.3 Struktura diplomskega dela
Kratka predstavitev podjetja in opis gospodarske druţbe FRAGMAT d.d.,
tehnično - tehnološki parametri in značilnosti prestavljene tehnologije: penilca
Akkaya, blok modela Wieser ter razrezovalne linije stiropor blokov,
terminski plan vseh del, ki so bila izvedena pred zagonom proizvodnje,
predstavitev tehnologije predelave polistirena EPS,
prikaz dejanske postavitve opreme in potek logistike v proizvodnji,
navodila za poţarno varnost, okoljevarstvene zahteve ter navodila za varnost in
zdravje pri delu,
povzetek celotne naloge, smotrnost prestavitve tehnologije in predstavitev prednosti
proizvodnje sivega stiropora v primerjavi z belim stiroporom.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
2 PREDSTAVITEV PODJETJA
Podjetje FRAGMAT šteje obletnice skupaj s samostojno Slovenijo. V vasi Metulje na
Blokah je bilo namreč ustanovljeno leta 1991. FRAGMAT je bil ţe od samega začetka
namenjen predvsem proizvodni dejavnosti, najprej izdelavi izolacij za hladilnice, pozneje pa
je bila v program vključena tudi proizvodnja in prodaja panelnih fasadnih izolacij. Leta 1994,
ko se je FRAGMAT preselil v Sodraţico, je proizvodnjo hladilniških izolacij dopolnil z
izdelavo toplotno izoliranih hladilniških vrat.
FRAGMAT je v letu 1996, z odkupom stiropornega proizvodnega programa
ljubljanskega podjetja IZOLIRKA, postal pomemben proizvajalec toplotnih izolacij in drugih
izdelkov iz stiropora, t.j. ekspandiranega polistirena (EPS). Podjetje, ki je nadaljevalo svojo
rast in širitev pod imenom FRAGMAT IZOLIRKA, je leta 2004 odprlo proizvodnjo EPS v
Kumanovem (Makedonija), naslednje leto v Splitu ( Hrvaška) in leta 2006 v Gračanici ( BiH).
Leta 2005 so k skupini FRAGMAT priključili druţbo TIM Laško, skupaj s proizvodnjo
stiropora OKIPOR v Zagrebu (Hrvaška), proizvodnjo bitumenskih izdelkov in
toplotnoizolacijskih izdelkov iz stiropora TIM IZOLIRKA v Šidu (Srbija) ter podjetje
IZOLIRKA ( z njenim znanjem in industrijsko lastnino).
Sodobna tehnologija omogoča proizvodnjo široke palete izdelkov iz ekspandiranega
polistirena (EPS) in bitumenskih izdelkov za gradbeništvo; s programom EPS embalaţe pa so
prisotni tudi v drugih gospodarskih panogah.
Skupina FRAGMAT zajema sedem tovarn stiropora (dve v Sloveniji, ostale v tujini) in
dve tovarni bitumenskih hidroizolacijskih materialov. Z zdruţevanjem podjetij in intenzivnim
vlaganjem v proizvodno opremo, se skupini odpirajo nove moţnosti širitve prodaje na trge
Jugovzhodne Evrope in širše [1].
Slika 2.1: Logotip podjetja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
2.1 Opis gospodarske druţbe
Slika 2.2: Shema druţb v skupini FRAGMAT
Slika 2.3: Organizacijska shema druţbe FRAGMAT TIM

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
3 TEHNIČNO - TEHNOLOŠKI PARAMETRI IN
ZNAČILNOSTI PRESTAVLJENE TEHNOLOGIJE
3.1 Penilec Akkaya
Preglednica 3.1: Osnovni podatki penilca EPS
Proizvajalec Akkaya; Turčija
Naziv Penilec EPS
Tip ASM – B 1200
Leto izdelave 2005
Premer ekspanderja 1200 mm
Kapaciteta pri gostoti 18 – 20 kg/m3
1200 kg/h
Priključek pare pri tlaku 0.5 bar 3'' DN 80
Izpust kondenzat 1½'' / DN 40
Priključek komprimiranega zraka - tlak ½'' / DN 15 – min. 6 bar
Električna napetost 50 Hz 220/380 V
Električna moč 24,35 kW
Skupna masa 5000 kg
Dimenzije stroja Š × D × V 2,3 × 2,7 × 4,5 m
OSNOVNI PODATKI EKSPANDERJA
Ekspander je stroj za ekspanzijo stiropornih kroglic (surovine) v penjene kroglice, ki se
uporabljajo pri izdelavi EPS izdelkov (Expandable Polystyrene Styropor), plošč, panelov in
embalaţe.
Ekspander je namenski stroj, sestavljen iz namenskih delov. Stroj je krmiljen preko
PLC elektronske kontrole [2].

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
DELI EKSPANDERJA:
1 – ZALOGOVNIK ZA SUROVINO: Posoda je napolnjena z EPS surovino, ki se
transportira v dozirne posode preko polţa.
2 – 1. EKSPANZIJA: Prvi transportni polţ dovaja material na posodo – tehtnico stroja, ki
kontrolira teţo materiala, ki prihaja v glavno mešalo.
2 – GLAVNO MEŠALO: V glavnem mešalu surovina s pomočjo pare ekspandira, nato pa se
vsuje v tunel za sušenje. Postopek se ponavlja.
4 – 2. EKSPANZIJA: Namenjeno za drugo ekspanzijo – laţji EPS. Ekspandirani material se
najprej po 3 - 6 urah preko dozirnega sistema napolni v silos, nato pa se napolni v ekspander
preko polnilnega sistema in ekspandira.
5 – SUŠILNI TUNEL: Moker ekspandiran material se s pomočjo sušilnega ventilatorja osuši
v tunelu. Čas sušenja se prilagodi taktu delovanja ekspanderja. Suh material se preko
dozirnega sistema transportira v silose.
6 – TRANSPORTNA ENOTA: Stiroporne kroglice se preko dozerja, s pomočjo ventilatorja
transportirajo v silos. Grude med materialom se zdrobijo v drobilcu. Zdrobljene grude in
striropor nato preko mreţe prehajajo v ventilator [2].
Slika 3.1: Penilec Akkaya ASM – B 1200 [3]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
3.2 Blok model Wieser
Preglednica 3.2: Osnovni podatki blok modela Wieser
Proizvajalec Wieser; Avstrija
Naziv Blok model Wieser
Tip MONO-LC/V 4.0 × 1.0 × 0.6 m
Serijska številka VARP-9618/3
Leto izdelave 1996
Glavni dovod pare DIN PN 16 φ150 mm s števcem
Komprimiran zrak min. 6 barov
Hladilni sistem
Voda 250 l/na cikel
Temperatura na vhodu: max. 25 °C
Temperatura na izhodu: max. 45 °C
Motor vakuumske črpalke
Vrsta toka: Trifazni izmenični tok
max. 125 Amperov
Napetost: 3 × 400 V
Frekvenca: 50 Hz
Dimenzije bloka 4.100 × 1.040 × 0.635 mm
Ocenjena zmogljivost
Število blokov/uro pri gostoti
14 – 18
12 – 16
8 - 11
15 – 20 g/l
20 – 16 g/l
25 – 17 g/l

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
Sodobna proizvodnja gradbenih izolacijskih plošč je bazirana na hitri in kvalitetni
izdelavi velikega bloka stiroporja, ki ga nato reţejo. Poudarek je na besedi "kvaliteten", saj je
bistveni del cene gradbene izolacijske plošče strošek in kvaliteta rezanja. Za kvaliteto rezanja
pa je, poleg primernega sintranja oziroma zvarjenja zrn, najbolj omejujoč faktor notranja
vlaţnost bloka. Zato so vsi sodobni blok modeli opremljeni tudi z vakuumskim podsklopom,
ki sluţi hitremu sušenju in stabilizaciji zvarjenih zrn stiroporja v notranjosti bloka. Cikli dela
so lahko zelo hitri: od 120 do 180 sekund. Tako lahko reţejo danes blok ţe po treh dneh
staranja in ne proizvajajo več ogromnih zalog stiropora (mrtev kapital), ki se sicer suši po
naravni poti tedne ali mesece. Izdelajo lahko stiropor od 7 kg/m3 do 50 kg/m
3 [4].
Slika 3.2: Blok model Wieser MONO-LC/V [5]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
3.3 Razrezovalna linija stiropor blokov
a) Linija za razrez stiropora
Preglednica 3.3: Osnovni podatki linije TD1300 [6]
Proizvajalec TECHNODINAMICA; Italija
Naziv Linija za razrez ekspandiranega polistirena z robotiziranim
krmiljenjem in oscilacijo rezilnih ţic
Tip TD1300
Leto izdelave 2003
Serijska
številka 24056
ELEKTRIČNE KARAKTERISTIKE
NAPAJANJE
Moč – frekvenca 380-400 VAC (3 faze) 50 Hz
Pomoţni pogoni 24 VDC / 24 VAC
Skupna instalirana moč 65 KVA
PC 1 Industrijski AXIOM AX6145WL/250
MONITOR 1 SAMTRON 17'' 76E
KRMILNE KARTICE (PC) 1 PCAX 8D
MOTORJI 2 kom. CONTROL TECHNIQUES Unimotor
95LC 301 CA PAA 5.9 Nm (z zavoro)
3 kom. CONTROL TECHNIQUES Unimotor
75LB 300 CA PAA 2.1 Nm (brez zavore)
TRANSFORMATORJI MOČI 1 BROLLO I°: 380 V II°: 40/0/40 V 25 KVA
2 BROLLO I°: 380 V II°: 45/0/45 V 10 KVA
KRMILNE KARTICE TEMPERATURE 1 ROWAN AUTTCDC07A1
+ 1 filter 70 A
2 ROWAN AUTTCDC06A1
+ 1 filter 30 A

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
TEHNIČNE KARAKTERISTIKE
DIMENZIJE STROJA 25000 × 7000 × 3800 mm
DIMENZIJE PROIZVODA 4000 × h. × 1400 mm
TEŢA ELEKTRIČNEGA DELA 300 kg
TEŢA TEHNIČNEGA DELA 7450 kg
PNEVMATSKE KARAKTERISTIKE
PNEVMATSKI PRIKLJUČEK ½''
Slika 3.3: Risba linije za razrez stiropora TD1300

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
b) Pakirno zlagalna naprava
Preglednica 3.4: Osnovni podatki pakirnega stroja VIRO SU-1200/V
Proizvajalec VIRO d.o.o.; Slovenija
Naziv Pakirni stroj
Tip SU-1200/VARPING
Leto izdelave 2004
Serijska številka 144/04
Dimenzije stroja 5700 × 6000 × 4600 mm (Š × D × V)
Masa stroja 3500 kg
Napajanje 400 V / 50 Hz
Priključna moč 2,5 kW
Komprimiran zrak 0,6 MPa
Barva stroja RAL 5015
Slika 3.4: Risba pakirnega stroja VIRO SU-1200/V

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
Stroj je namenjen za formiranje – zlaganje večjih kosov EPS-a v manjše pakete
različnih dimenzij, pripravljenih za zavijanje v PE folijo.
Razrezani EPS blok prihaja po vstopnem traku (Trak 1) do naslona na traku 2. Nato bat na
tem traku pritisne paket do naslona stroja.
Vilice razrezan EPS blok dvignejo in pošljejo v del stroja, v katerem se formirajo
manjši paketi. Bat potisne zloţene EPS plošče skozi odprtino na sprejemno mizo traku 3.
Paketi se po traku 3 pošljejo do pakirnega stroja. Stroj dela avtomatsko, če so vsi pogoji na
induktivnih in optičnih senzorjih izpolnjeni [6].
Slika 3.5: VIRO SU-1200/V [7]
c) Pakirni stroj
Stroj je namenjen za avtomatsko embaliranje in varjenje paketov plošč EPS-a, kateri
pridejo iz stroja za zlaganje - formiranje večjih kosov EPS-a v manjše pakete različnih
dimenzij, pripravljenih za zavijanje s PE folijo [6].

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
Slika 3.6: Risba pakirnega stroja VIRO PPZA-1300/V
Preglednica 3.5: Osnovni podatki pakirnega stroja VIRO PPZA-1300/V
Proizvajalec VIRO d.o.o.; Slovenija
Naziv Stroj za varjenje folij VIRO PPZA
Tip PPZA-1300/VARPING
Leto izdelave 2004
Serijska številka 145/04
Dimenzije stroja 2450 × 2900 × 2800 mm (Š × D × V)
Masa stroja 1050 kg
Napajanje 400 V / 50 Hz
Priključna moč 5 kW
Komprimiran zrak 0,6 MPa
Barva stroja RAL 5015

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
Slika 3.7: VIRO PPZA-1300/V [8]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
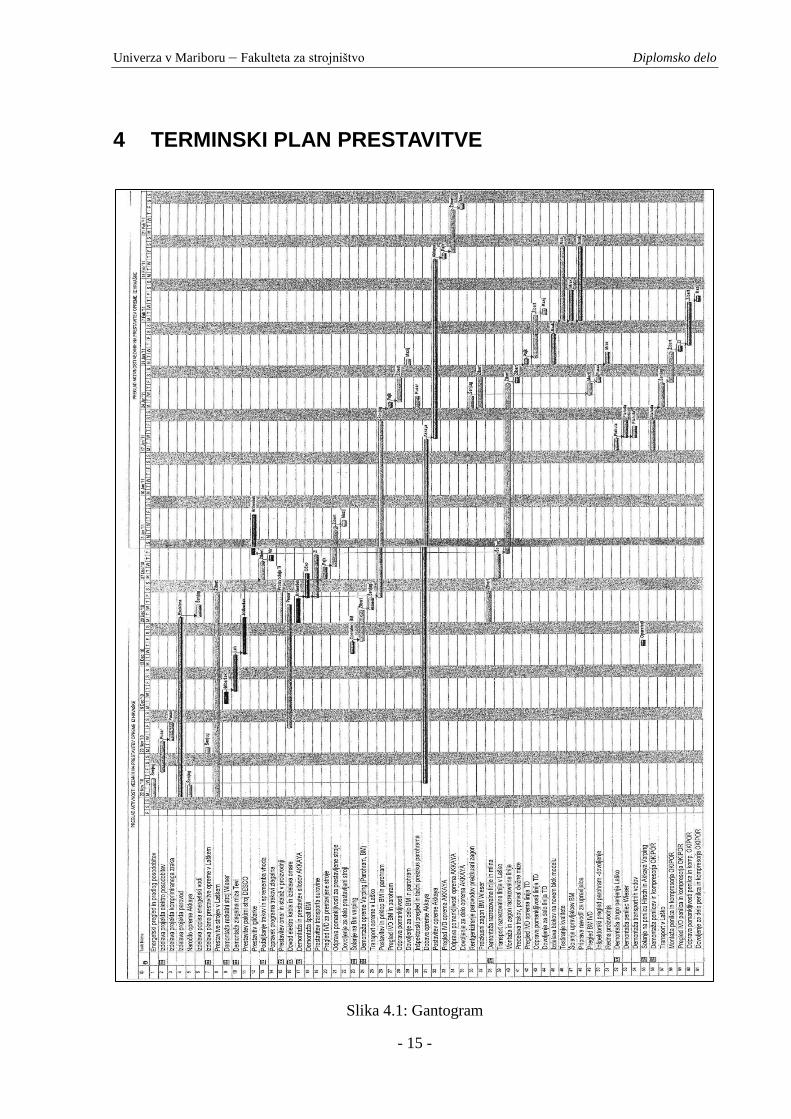
4 TERMINSKI PLAN PRESTAVITVE
Slika 4.1: Gantogram

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
5 OPIS TEHNOLOGIJE PREDELAVE POLISTIRENA – EPS
5.1 Surovina
Kot osnovna surovina sluţi polimeriziran stiren, ki mu je dodano ekspanzijsko sredstvo
(pentan) in je v obliki brezbarvnih kroglic, premera 0,2 – 3 mm. Polistiren označujejo
posamezni proizvajalci z naslednjimi komercialnimi oznakami:
BASF – Styropor (Neopor),
Hoechst – Hostyren,
DIOKI Zagreb – Oki E,
ipd.
Slika 5.1: BASF SE Neopor surovina pred in po penjenju [10]
Surovina je običajno dobavljiva v kontejnerjih iz kartona, oblike osmerokotnika, ki je
nameščen na EURO – paleti skupne teţe 1000 kg. V notranjosti je v karton vloţena
polivinilna vreča, v kateri so kroglice polistirena. Surovina se hrani v suhih skladiščih, na
temperaturi od 0 °C – 40 °C. Surovina se dovaţa s tovornjaki, notranji transport pa je urejen z
viličarji. V primeru skladiščenja surovine, daljšega od 3 mesecev, se zaradi izhlapelega
pentana, zmanjša moţnost ekspandiranja. Polistiren je v vsaki obliki gorljiv oz. samo-
ugasljiv, zato se priporoča skladiščenje na dobro prezračevanih prostorih, kjer je dobra
izmenjava zraka [9].

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
5.2 Predekspandiranje polistirena
Polistiren se predeluje v embalaţne ali termoizolacijske elemente. Prva faza predelave
polistirena se imenuje predekspandiranje polistirena, ki se vrši v napravi, imenovani
predpenilec (predekspander).
Postopek:
Surovino se vsuje v zaprt prostor in se ji dovaja toplotno energijo z vodno paro,
temperature 100 °C – 105 °C. Zaradi tega se polimer zmehča in kroglice postanejo elastične.
Pentan prehaja v plinasto stanje, tvorijo se zaprte celice, katerih volumen se poveča. Po
končanem penjenju se surovina vsuje v sušilni tunel, kamor se vpihuje sveţ zrak tako, da se
izloči vlago s kapljic. V tunelu se kroglice delno stabilizirajo in so primerne za transport.
Transport se vrši s pomočjo zraka preko injektorja v silose za staranje surovine. V času
stabilizacije nadomesti izhlapelo ekspanzijsko sredstvo atmosferski zrak, ki difundira v zrna.
Material se klimatizira na atmosfersko temperaturo in suši. Po nekaj urah postaja primeren za
nadaljnjo uporabo v strojih za izdelavo embalaţe ali blokovnih modelih [9].
Slika 5.2: Primer stiropornega bloka [11]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
5.3 Oblikovanje predekspandiranega polistirena v ţelene oblike
Na strojih za izdelavo stiroporne embalaţe ali v blokovnih modelih se oblikuje
predekspandirani material v ţeleno obliko. Orodje – model je iz Al zlitin, ker mora biti zaradi
postopka izdelave orodje dobro toplotno prevodno. Preko polnilnih injektorjev se napolni
model s stabilizirano predekspandirano surovino. Po končanem polnjenju se injektor zapre in
v komoro začnejo preko dovodnih cevi dovajati paro, ki prenaša toplotno energijo na
surovino. Zaradi toplote začne surovina v modelu ekspandirati in se, zaradi omejenega
volumna modela, kroglice med seboj zlepijo v izdelek oblike volumna. Zaradi stabilizacije
izdelka je potrebno pred odprtjem model ohladiti s hladilno vodo (tehnološka voda). Po
hlajenju se model odpre in izdelek pade iz modela. Izdelki se nato zberejo, pregledajo in
zapakirajo. Izdelki – bloki se kasneje razreţejo na razrezovalnih napravah [9].
Slika 5.3: Končni izdelki [12]
5.4 Skladiščenje, stabilizacija in sušenje gotovih izdelkov
Skladiščenje se vrši v suhih prostorih, z majhno vsebnostjo vlage. V primeru višjih
zahtev po izdelkih za elektroniko, ki vsebujejo manjši odstotek vlage, se čas sušenja podaljša.
Gradbeni izdelki se stabilizirajo po zahtevah standardov, glede na namembnost [9].

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
5.5 Kontrola izdelkov in priprava in popravila orodij
Med proizvodnim procesom se izberejo naključni izdelki, na katerih se vrši kontrola.
Kontrolirajo se predvsem dimenzije izdelka, njegova teţa in vsebnost vlage. Po končani
kontroli se izdelki pakirajo v kartonske škatle, ki se jih označi s kontrolnimi lističi. Da bi
kvaliteta izdelkov ustrezala kupcem, je potrebno skrbeti tudi za kvalitetno zasnovana in
vzdrţevana orodja – modele. Orodja se hranijo v regalih, v prostoru, kjer se vršijo tudi manjša
popravila in vzdrţevalna dela na orodjih. Gradbeni izdelki se kontrolirajo po navodilih
standardov [9].
5.6 Energenti potrebni za predelavo polistirena
Za izdelavo izdelkov iz embalaţe so potrebni naslednji energenti:
Para – tlak pare je 6 × 105 Pa,
stisnjen zrak – tlak zraka je 6 × 105 Pa,
tehnološka voda – tlak vode je 5 × 105 Pa.
Para se proizvaja s parnim kotlom, ki je cilindrične izvedbe in je popolnoma
avtomatiziran. Za ogrevanje kotla se uporablja kombinirani gorilnik na plin ali ekstra lahko
kurilno olje. Podrobnosti so razvidne iz projektne dokumentacije za kotlarno. Stisnjen zrak se
proizvaja s pomočjo vijačnega kompresorja z elektromotorjem moči 15 kW in delovnim
tlakom 6 × 105 Pa. Stisnjen zrak se hrani v tlačni posodi, ki sluţi kot rezervoar zraka. Z
zrakom se krmilijo ventili na strojih, kakor tudi vsi drugi pogonski elementi na stisnjen zrak
[9].
5.7 Tehnološka voda
Tehnološka voda sluţi kot hladilno sredstvo za ohlajevanje modela in izdelka, kot tudi
hladilno sredstvo črpalk za proizvodnjo vakuuma. Vakuum je namenjen hlajenju in
odstranjevanju vlage iz izdelkov. Tehnološka voda je v zaključenem sistemu, ki je sestavljen
iz: bazena tehnološke vode, izmenjevalca za toploto, črpalke in rezervoarja za tehnološko
vodo. Tehnološka voda se v strojih za proizvodnjo embalaţe segreje na temperaturo 60 °C,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
nato se preko cevovodov pelje v bazen s tehnološko vodo. V bazen je vstavljen izmenjevalec
toplote, ki skrbi za prehod toplote iz tehnološke vode v vodo za ogrevanje prostorov in
sanitarne vode. V poletnem času se grelci za ogrevanje prostora uporabijo kot hladilniki vode
tako, da topel zrak iz grelcev oddajajo v okolico. Sistem je zaključena celota in uporabi vso
razpoloţljivo energijo, ki ostane pri hlajenju izdelkov, za ogrevanje. Tako so energijske
izgube najmanjše. Iz bazena s tehnološko vodo se, s pomočjo črpalke, voda črpa v rezervoar
tehnološke vode. Od tu naprej se uporabi na strojih za proizvodnjo embalaţe [9].
5.8 Transport
Izdelki se prevaţajo v lahkih tovornih vozilih, ki imajo zaradi majhne specifične teţe,
volumsko velike kesone. Izdelki so pakirani v kartonske škatle, ki se po dogovoru s kupci
vračajo. Surovina (polimeriziran stiren) se pripelje od proizvajalcev v tovornih vozilih in se
nato v podjetju, s pomočjo viličarjev, razloţi na skladiščna mesta. Pred uporabo se s pomočjo
viličarjev surovina preloţi na podest, nad napravo za penjenje, od koder se vsuje v napravo.
Ko je surovina predekspandirana, se s pomočjo zraka transportira v silose (injektorski sistem,
dozirniki, ipd.) [9].
5.9 Ostalo
Ker se izdelki iz stiropora 100% reciklirajo, je sestavni del procesa tudi mlin za mletje
stiropora. Zmleti delci (poškodovani, neustrezni izdelki) se lahko pri mletju v določenem
procentu (do 30%) dodajajo ekspandirani surovini ali se kot polnilo uporabijo v gradbeništvu.
Posledično to pomeni, da pri proizvodnem procesu ni odpada [9].
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
6 NAČRT POSTAVITVE OPREME IN LOGISTIKA V
PROIZVODNJI
Razr
ezo
valn
a lin
ija T
EVI
Pakirni stroj DESCO
Regenera
t
em
bala
žni iz
trga (
14-1
8
kg/m
3)
Regenera
t
gra
dbeni obarv
ani
(pro
est
rih)
1
45
Regenera
t
term
odur,
term
opor
6
Poln
ilec
PO
LITERM
Lušč
ilni st
roj
Mlin
seku
ndarn
i,
prim
arn
i
Silo
s nad m
linom
Poln
ila
PIS
AR
NA s
kupin
ovo
dja
priro
čni m
agaci
n
PIS
AR
NA izm
enovodja
CM
S 2
(st
ari)
Rezk
aln
i st
roj
Fle
xmatic
Vodni re
z
Bru
siln
i
stro
j
Razr
ezo
valn
a lin
ija T
EVI
CM
S 2
(novi
)
Rezk
aln
i st
roj
Prepenjevanje
Kosmiči odprirezov
OBM
BM Kurtz
Parohram BM KURTZ
Vakuum rezervoar
izžigaln
a za
AIR
plo
šče
razrezovalna KERNEN
POLOŽNA razrezovalna
MRS
MRS
vrtalni
stroj
Tra
k 6,5
x 1,5
m
CN
C ra
zrezo
valn
aPre
kucn
ik
Rezervni vhod
Dvigalo
Zalogovnik
Stopnice
Kom
andni pult
Podajalec listkov
POKONČNA
POKONČNA
NADREZKAR
Nov c
entr
aln
i
vakuum
st.
2
Centralni
vakuum st. 1
Sta
ra ig
ličarka
Trak 4,7 x 1,5m
Ele
. om
ara
razrezovalna
stiropor
Briketirka
Razrezovalnanaprava za
stiropor
Izžigovalna
naprava
Stiskalnica za
izdelavo streh
1
23
4
5
6
7
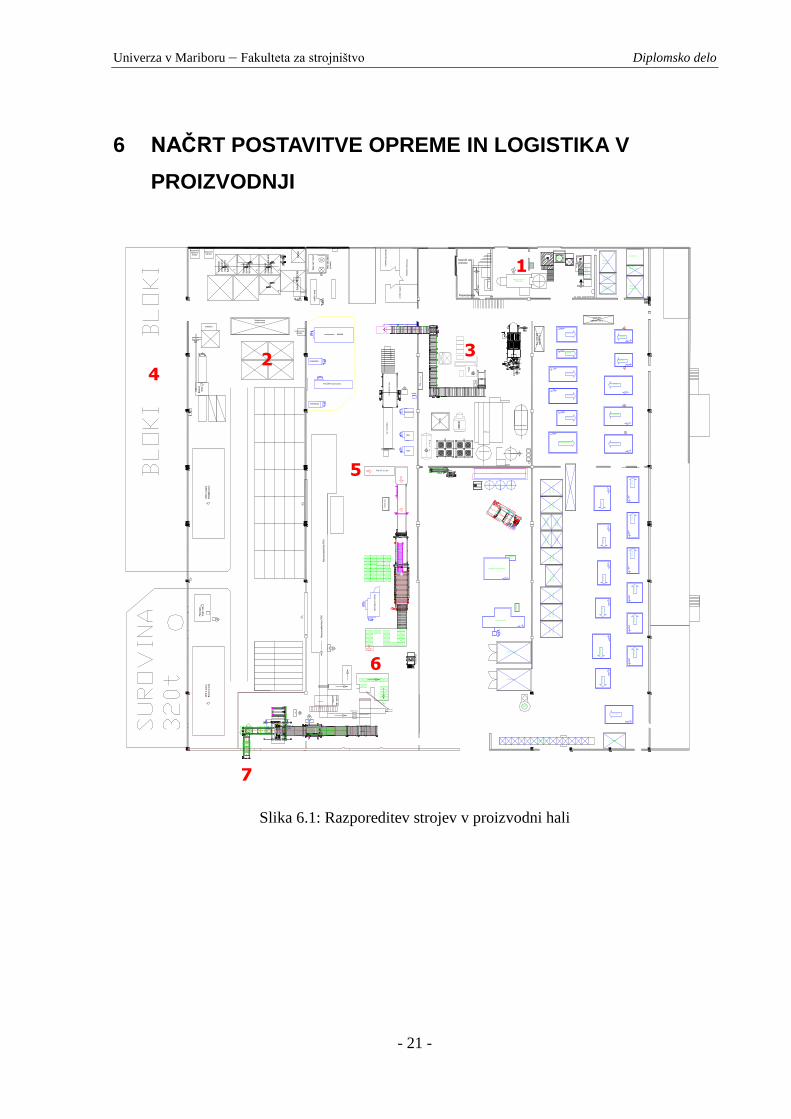
Slika 6.1: Razporeditev strojev v proizvodni hali

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
Točka 1 (slika 6.1)
Surovina se hrani v kartonastih kontejnerjih osmerokotne oblike. Pred zagonom stroja si
delavec v penilnici z viličarjem pripelje surovino iz skladišča. Surovino postavi na odlagalni
oder ter poskrbi, da se bo enakomerno in nadzorovano, brez stranskega puščanja, vsipala v
vhodno korito penilca. Nato delavec izbere silos, v katerega se peni surovina in zaţene
penilec, ki se začne avtomatsko segrevati. Ko je le ta dovolj zagret in so vse nastavljene
vrednosti doseţene (surovina na tehtnici in temperatura), se začne proces penjenja. Po
doseţenem nastavljenem času ali višini senzorjev, se penilec odpre in izprazni. Nato se
celoten ciklus ponovi. Na tehtnici se pripravi nova količina surovine za penjenje. Material se
iz sušilnega tunela, preko dozerja, transportira v prej izbran silos. Gostota materiala se med
procesom sušenja avtomatsko ugotavlja.
Slika 6.2: Penilnica
Točka 2 (slika 6.1)
Druga zelo pomembna faza pri izdelavi EPS izdelkov je vmesno staranje penjene
surovine v dobro prezračevanih silosih. Minimalni čas staranja surovine za izdelavo večjih
blokov je 8 ur. Maksimalni čas skladiščenja je odvisen od tehnoloških pogojev proizvodnje,
ampak ni priporočljivo prestopiti mejo 48 ur. Po tem času se namreč nadaljnja ekspanzijska
moč kroglice zelo zniţana. Delno se to lahko kompenzira z zvišanjem tlaka v nadaljnji
predelavi.
Med penjenjem prihaja do velikega povečanja volumna zrn surovine, katerega rezultat
so kroglice zaprte celične strukture. Takoj po izhodu zrn iz penilca pride do ohlajanja kroglic,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
kondezacije preostalega pentana in vodne pare v notranjosti, kar povzroči podtlak v kroglici.
Zaradi tega so zrna mehansko nestabilna in jih je potrebno umiriti v dobro prezračevanih
silosih, preden se nadaljuje z njihovo predelavo. Da se prepreči deformacija kroglic, mora biti
transport od penilca do silosov pravilen, zato se najraje uporabljajo kompresorji in injektorji.
Kroglice se nahajajo v silosu v tako imenovani postekspanzijski komori ali tekoči postelji. V
tekočo posteljo spuščamo kroglice in pod njimi vpihujemo zrak. Mešalec te kroglice meša in
tako preprečuje njihovo zlepljenje. V tem procesu se zrna pospešeno sušijo in ohlajajo ter se
tako pripravljajo za transport do silosov.
Točka 3 (slika 6.1)
Po nastavitvi procesnih parametrov in predgretju blok modela, delavec zaţene stroj.
Skozi dozator se začne blok model polniti s penjeno surovino iz silosov (Točka 2 (slika 6.1)),
polistiren se vsipa v blok model in ga popolnoma napolni. Blok model se zapre in proces se
nadaljuje po vnaprej nastavljenih parametrih. Najprej se blok model izpiha, nato se odprejo
ventili za odvod kondenzata in vključi vakuumiranje blok modela. Nato se vklopi prečna para,
ki gre skozi material (polistirenske kroglice) v blok modela. Para najprej lahko vstopa skozi
pokrov ter dno modela, izstopa pa na stranicah in nato obratno. Ali pa se začne vstop pare na
stranicah. Po izteku časa za prečno paro se vklopi avtoklav in para vstopa v stiroporni blok na
vseh šestih stranicah. Tlak pare, ki se ustvari z avtoklaviranjem se določen čas zadrţi in nato
sprosti. Pri tako zvarjenem stiropornem bloku se ustvari tlak bloka na stene blok modela
(penilni tlak). Blok model se odpre šele tedaj, ko penilni tlak pade na nič, kar je tudi pogoj, da
se dobi iz njega raven in ne deformiran blok. S padcem penilnega tlaka (tlaka na stene) se
nastavi čas, ki mora preteči, da se blok model odpre, tudi če penilni tlak ţe pade pod nič. Tako
narejeni bloki se nato tehtajo, označijo in skladiščijo v pokritem prostoru. Po izdelavi prvega
bloka delavec oceni njegov izgled, zvarjenost surovine, ostrorobost in zvitost. Prav tako
kontrolira tudi teţo ter po potrebi spremeni parametre, kateri bodo zagotovili ustrezno
kvaliteto nadaljnjih blokov.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
OBM
BM Kurtz
Parohram BM KURTZ
Vakuum rezervoar
Slika 6.3: Postavitev blok modela WIESER
Točka 4 (slika 6.1)
Po izdelavi bloka viličarist odpelje EPS blok v medfazno skladišče, kjer se hranijo kot
polizdelki. Prvi del stabilizacije se izvrši med izdelavo bloka v blok modelu. Drugi del
stabilizacije bloka pa je vezan na dokončno izmenjavo plina pentana v zaprtih celicah z
zrakom. Ta proces je eksponentno padajoč, saj se njegov največji del opravi ţe v prvem
dnevu. Z vsakim naslednjim dnem hitrost sušenja in stabiliziranja dimenzij pada. Bloki se
stabilizirajo v skladišču od enega do treh dni. Med procesom staranja se porušijo notranje
napetosti (silnice) v bloku in s tem se prepreči morebitno zvijanje plošč pri razrezu.
Točka 5 (slika 6.1)
Viličarist pripelje stabiliziran blok v proizvodno halo in ga postavi na razrezovalno
linijo. Primerno postaran EPS blok se razreţe z vročo napeto ţico na razrezovalni napravi na
potrebne dimenzije. Pri tem sama visoka temperatura ţice stopi določeno količino materiala
ob njej. Za rezanje EPS materialov se uporabljajo sodobni stroji s t.i. sintranimi ţicami. To so
specialne ţice, ki so oplaščene z bakreno prevleko, zaradi katere se veliko manj raztegujejo in
je potrebna minimalna debelina veliko manjša. Posledično je uničena količina EPS bloka
bistveno manjša. Tak postopek povzroča manj odpada, omogoča boljšo površino rezanja in za
desetkrat podaljša ţivljenjsko dobo rezilne ţice. Hitrost rezanja je pogojena z specifično teţo

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
EPS izdelka in vlaţnostjo bloka. Pri uporabi regeneriranega materiala moramo paziti na
eventualne nečistoče, kot so trdi delci, ki se ne dajo rezati in zmanjšujejo hitrost rezanja.
Orientacijsko se lahko doseţe naslednje hitrosti pri EPS bloku, ki ima še 10-15 %
vlaţnosti ( tipičen blok narejen s sodobno blok formo vakuumiran in staran 1-3 dni ):
Preglednica 6.1: Hitrost rezanja EPS plošč
Gostota Hitrost rezanja
10 kg/m3 2 - 3 m/min
15 kg/m3 1,5 - 2 m/min
20 kg/m3 1,2 - 1,5 m/min
30 kg/m3 0,8 - 1 m/min
Slika 6.4: Razrezovalna naprava TECHNODINAMICA
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
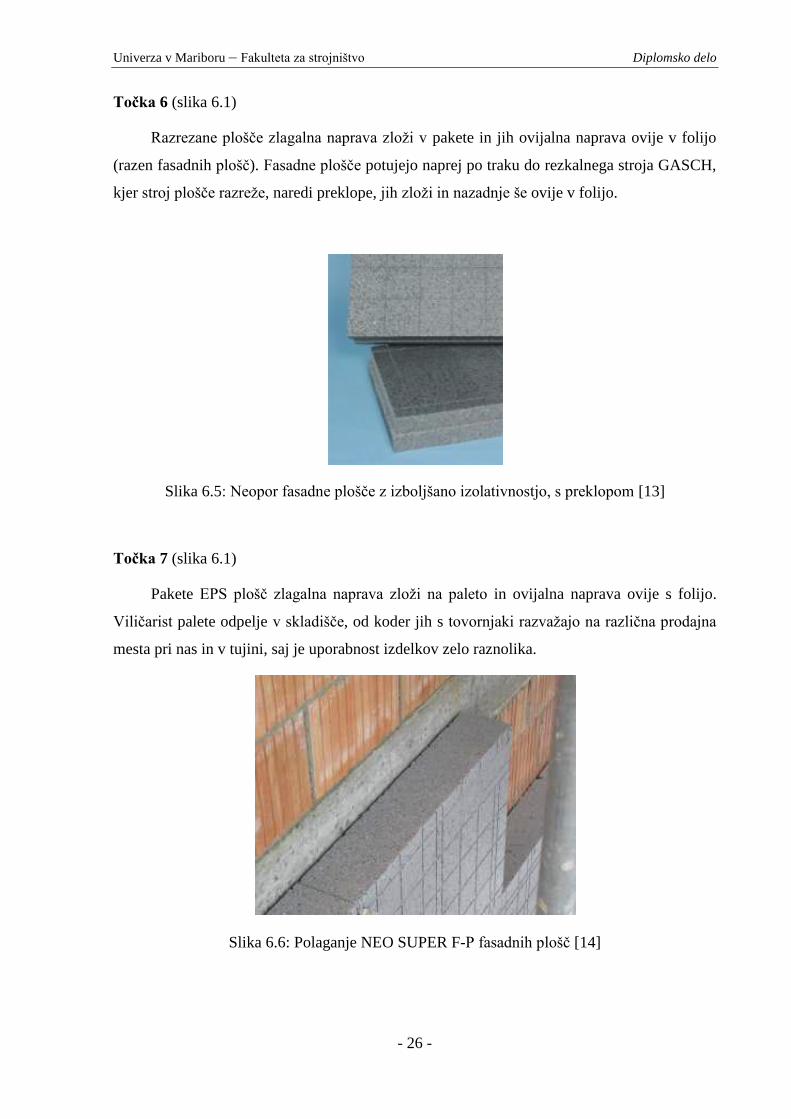
Točka 6 (slika 6.1)
Razrezane plošče zlagalna naprava zloţi v pakete in jih ovijalna naprava ovije v folijo
(razen fasadnih plošč). Fasadne plošče potujejo naprej po traku do rezkalnega stroja GASCH,
kjer stroj plošče razreţe, naredi preklope, jih zloţi in nazadnje še ovije v folijo.
Slika 6.5: Neopor fasadne plošče z izboljšano izolativnostjo, s preklopom [13]
Točka 7 (slika 6.1)
Pakete EPS plošč zlagalna naprava zloţi na paleto in ovijalna naprava ovije s folijo.
Viličarist palete odpelje v skladišče, od koder jih s tovornjaki razvaţajo na različna prodajna
mesta pri nas in v tujini, saj je uporabnost izdelkov zelo raznolika.
Slika 6.6: Polaganje NEO SUPER F-P fasadnih plošč [14]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
7 OKOLJEVARSTVENE ZAHTEVE, POŽARNA VARNOST,
TER VARNOST IN ZDRAVJE PRI DELU
Podjetje Fragmat TIM d.d. se odlikuje z izpolnjevanjem dveh zahtevnih mednarodnih
standardov:
- Ţe leta 1993 je pridobilo certifikat ISO 9001, ki opredeljuje sistemsko obvladovanje
kakovosti,
- septembra 2000 pa je podjetje prejelo še certifikat ISO 14001, kar govori o najvišji
stopnji sistemskega ravnanja z okoljem.
7.1 Vrste in način usposabljanja v podjetju
Vsak na novo zaposleni delavec se pred začetkom dela seznani:
• s pogoji dela na delovnem mestu,
• z nevarnostmi za nastanek poţara ali eksplozije,
• s preventivnimi ukrepi, normativi, standardi ter tehničnimi predpisi za varstvo
pred poţarom,
• z opremo, napravami in drugimi sredstvi za varstvo pred poţarom ter uporabo
sredstev za gašenje začetnih poţarov.
Vsi delavci morajo biti seznanjeni in poučeni s pravilniki o varstvu pred poţarom, v
skladu s programom usposabljanja.
Usposabljanje se izvaja:
• ob nastopu dela,
• ob premestitvi na drugo delovno mesto,
• pri namestitvi nove delovne naprave,
• pri spremembi in uvajanju nove tehnologije,
• periodično, na obdobje dveh let.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
Usposabljanje s področja varstva pred poţarom zajema naslednja področja:
• pravno ureditev varstva pred poţarom,
• osnove gorenja in gašenja,
• preventivne ukrepe varstva pred poţarom,
• ukrepe v primeru poţara ter
• seznanitev z opremo za začetno gašenje poţarov in praktično uporabo.
7.2 Avtokontrola EPS gradbenih plošč in prirezov
Namen postopka je zagotovitev izdelave skladnih izdelkov z zahtevami kupca, po
predpisanih tehnoloških postopkih, standardih kot tudi odkrivanju neskladnosti izdelkov v
proizvodnem procesu, sledljivosti in ukrepanju ob ugotovljenih odstopanjih.
V proizvodnji se proizvodni proces ne prične, dokler se ne preveri ustreznost prvega
kosa. Namen preverjanja izdelka je potrditev sposobnosti proizvodnega procesa, ki verificira
nastavitev stroja, usposobljenost osebja, ustreznost materialov in drugih elementov procesa.
Ob vsaki novi nastavitvi stroja, spremembi materiala, spremembi procesa ali ob prekinitvi
dela, je potrebno preverjanje ponoviti.
Kadar se med procesom ugotovi, da izdelek ni skladen z zahtevami, delavec odpravi
napako. Če napake ne more odpraviti, obvesti izmenovodjo, ki je dolţan poiskati vzrok in
določiti ustrezen ukrep in rešitev. Za zahtevne in večje ukrepe, je odgovoren vodja
proizvodnje.
ODVZEM VZORCA
V določenih časovnih intervalih (kot prikazuje tabela po standardu SIST EN 13163), se
odvzame vzorce, izvede meritve ter zapiše v ustrezen obrazec. V kolikor se izdeluje ista serije
dlje časa, se vsaki nadaljnji dve uri odvzame dodaten vzorec in izvede meritve. Izmerjene
vrednosti se zapiše na avtokontrolni list.
Na dogovorjenem mestu se pusti tudi vzorec vsakega tipa za laboratorijske meritve.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
Preglednica 7.1: Pogostost merjenja
Merjena veličina Standard Kratica Merilna oprema Pogostost
Dolţina in širina EN 822 L, W Tračni meter 1 na 2 h
Debelina EN 823 T Kljunasto merilo z nastavki na krakih 1 na 2 h
Pravokotnost EN 824 S Merilna tab. + tračni meter 1 na 4 h
Ravnost EN 825 P Ravna podlaga + merilna urica 1 na 8 h
Teţa - gostota EN 1602 ρ Tehtnica 1 na 2 h
IZVAJANJE KONTROLNIH MERITEV
Vizualni pogled
Pogleda se zunanji izgled izdelka. Plošče morajo biti enakomerno debele, biti morajo
enakomerne sestave ter imeti ravne robove.
Dimenzije
Pri ploščah se meri dolţino, širino, debelino, pravokotnost in reţo.
Dolţina in širina: meritve se izvaja s tračnimi metri. Plošča se izmeri na sredini in robovih.
Izmerjena povprečna vrednost se lahko zaokroţi na 1 mm. Plošča se ne sme upogniti ali
poškodovati pri uporabi tračnega metra.
Debelina: se meri na sredini daljše in krajše stranice s pomičnim merilom. Izmerjena vrednost
se zapiše na 0,1 mm.
Pravokotnost: odstopanje se izmeri na odvzeti plošči, diagonalno nasproti leţečima vogaloma
s tračnim metrom, ali pa z merilno tablo. Največja absolutna vrednost se zaokroţi na 1 mm.
Prostorninska masa: določimo s tehtanjem na 1 g natančno.
Reţa: Pri rezanju preklopa in demit plošč je potrebno izmeriti še reţe na 1mm natančno.
Oznake reţ (R1, R2, PR ) so razvidne iz priloţene skice preklopa.
Meritve ravnosti se izvede v laboratoriju.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
ZAPISOVANJE KONTROLNIH MERITEV IN UGOTOVITEV
Avtokontrolne meritve se vpisujejo v vse rubrike obrazca OB-TI-AK-01, kar velja tako za
prvi kos kot tudi za vse ostale in to v skladu s tabelo Pogostost merjenja (preglednica 7.1).
Slika 7.1: Obrazec OB-TI-AK-01
OB-TI-AK-01
Avtokontrola rezanih stiropornih gradbenih plošč priloga k: NA-TI-AK-01
Datum Ura Izdelek Sarža L (mm) W (mm) T (mm) S (mm) P (mm) V (dm3) M (g) (g/l) Opomba Podpis
Dolžina širina debelina Pravokot. Ravnost Volumen Masa Gostota
EVIDENCA DODATNE KONTROLE
Datum in ura Vpis
ugotovitve Podpis kontrol.Korektivni ukrep – predpiše izmenovodja Podpis
Opomba: gostoto in volumen izračuna kontrolor!
Ravnost: Izdelke za meritev ravnosti je potrebno pustiti kontrolorju na dogovorjenem mestu!
Opomba 2: Fasadne plošče se delajo z nadmero: 1002x501mm!

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
7.3 Navodilo za varno delo – ekspandirani polistiren EPS
Nevarnosti za zdravje in uporaba osebnih varovalnih sredstev
specifične nevarnosti: R18 Pri uporabi lahko tvori vnetljivo/eksplozivno zmes
hlapi – zrak. Lahko povzroči draţenje oči in koţe.
ravnanje z izdelkom: Poskrbeti za ustrezno prezračevanje z ustreznim lokalnim
prezračevanjem. Ne vdihavati dima/hlapov. Paziti, da ne pride v stik s plamenom in
drugim virom vţiga. Izogibati se drgnjenju, iskram. Električni sistem ne sme
proizvajati isker. Ne kaditi, preprečiti statično naelektrenje. Zračiti kontejnerje s
surovino eno uro pred uporabo. Hlapi pentana so teţji od zraka.
skladiščenje: Hraniti posode popolnoma zaprte, na hladnem, dobro zračnem
prostoru. Hraniti zaščitene pred direktno sončno svetlobo in drugimi viri vročine in
ognja; zaščiteno pred deţjem in vlaţnimi pogoji.
pozor: Razsutje povzroči spolzka tla!
zaščita dihal: Če nastaja prah nositi masko s filtri.
zaščita koţe in telesa: Delovna zaščitna obleka, antistatična delovna obutev.
zaščita rok: Zaščitne rokavice.
zaščita oči: Uporaba zaščitnih očal.
splošna industrijska higiena: Uporabljati le v dobro prezračevanih prostorih.
Nevarnosti za poţar, ustrezno gašenje
ustrezna sredstva za gašenje: Vodna prha, pena, suhi prah ali CO2.
posebna oprema za gašenje: Uporabljati samostojni dihalni aparat in zaščitna
oblačila.
neustrezno gasilno sredstvo: Ne uporabljajte vodnega curka.
drugi podatki: Snov ni razvrščena kot vnetljiva, vendar bo zagorela v stiku z
ognjem ali pri izpostavljenosti visokim temperaturam. Vnetljive koncentracije se
lahko naberejo pri shranjevanju v zaprtih posodah. Snov lahko povzroči
nastanek nevarnih par, če pride v stik z ognjem (CO in CO2 ). Posodo
izpostavljeno ognju ohlajujete s škropljenjem z vodo.
Nevarnosti za ekologijo, ukrepi v primeru razlitja oz. razsutja
okoljevarstveni ukrepi: Škodljivo za vodne organizme, lahko povzroči dolgotrajne škodljiv
učinke na vodno okolje.
čiščenje: Razsutja – pometite in shranite v posodo. Pometena snov lahko še vedno vsebujejo
pentan, upoštevati vse varnostne ukrepe kot za nov material. Odstraniti po navodilu o ravnanju z
odpadki.
Prva pomoč
vdihovanje: Osebe, ki so vdihovale hlape odpeljite na sveţ zrak. Če simptomi ne
izginejo poklicati zdravniško pomoč.
zauţitje: Po zauţitju ne izzvati bruhanja, takoj poiskati zdravniško pomoč in
pokazati etiketo.
stik s koţo: Umijte koţo z vodo in milom.
stik z očmi: Oči z odprto očesno reţo več minut izpirati pod tekočo vodo. Če
simptomi ne izginejo poiskati zdravniško pomoč.
nadaljnje zdravljenje: Redko potrebno, vendar v primeru nuje obravnavati glede
na simptome.
povzeto po varnostnem listu za INES NOVA EPS Grades; Ekspandirani polistiren, popravljena
izdaja 1, datum 12/2009
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
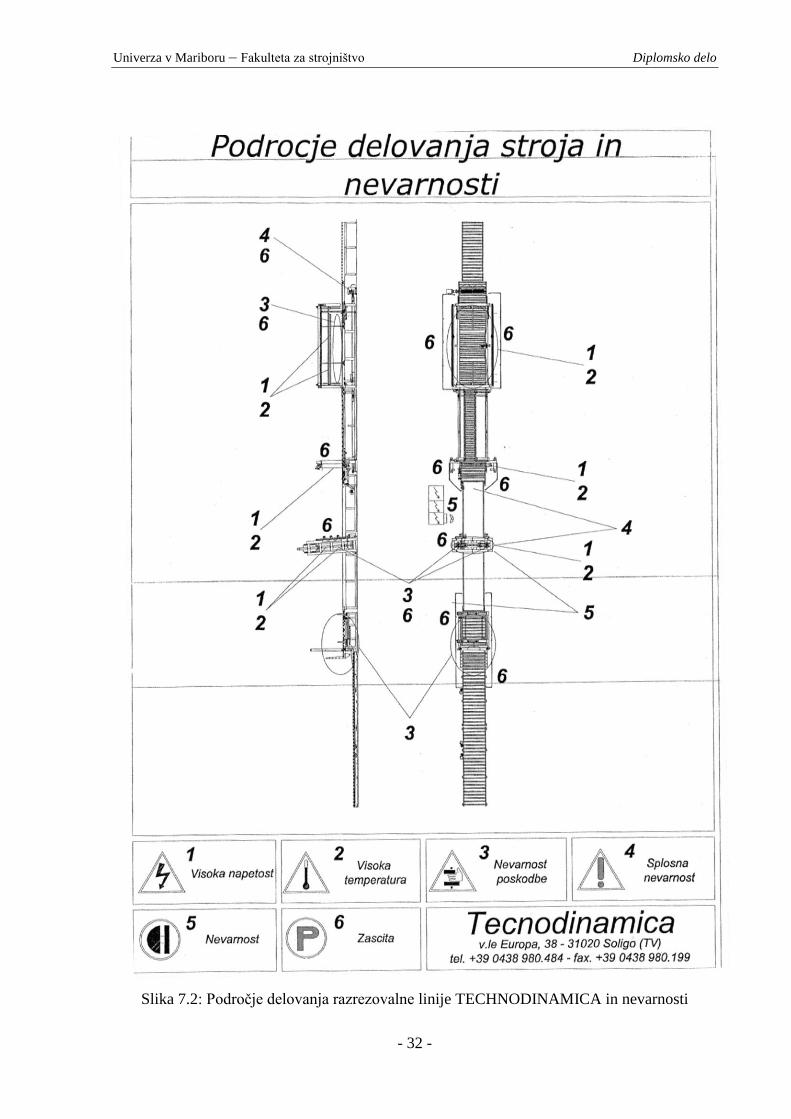
Slika 7.2: Področje delovanja razrezovalne linije TECHNODINAMICA in nevarnosti

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
8 DISKUSIJA
Da upravičimo smotrnost postavitve nove proizvodnje linije, moramo opisati prednosti
sivega stiropora – neopor v primerjavi z navadnim EPS stiroporom (beli).
PRIMER: Toplotna izolacija iz Neopor-ja gostote 12 kg/m³ dosega koeficient toplotne
prevodnosti 0,033 W/mK. Pri običajnem EPS-u enake gostote znaša ta vrednost 0,039 W/mK.
Slika 8.1: Primerjava toplotne izolativnosti Neopor-ja in običajnega EPS-a [15]
Neopor je nov toplotno-izolativni material in je naslednja stopnja v razvoju
ekspandiranih polistirenov. Je bistveno bolj učinkovit od sedaj znanih izdelkov, saj omogoča
enako toplotno izolativnost ob znatno tanjših slojih, manjši porabi surovin, manjši potrošnji
energije za pridobivanje, proizvodnjo in distribucijo ter tudi manjši vpliv na okolje.
Slika 8.2: Majhni grafitni delci [16]
Izredno majhni grafitni delci Neopor-ja reflektirajo toploto, podobno kot to s svetlobo počne
zrcalo, in s tem zmanjšujejo prenos toplote.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
Toplotni izolatorji zavirajo prehod toplote z zmanjševanjem konvekcije, kondukcije in
radiacije. Izredno majhni dodatki grafitnih delcev v Neopor-u reflektirajo toploto, podobno
kot to s svetlobo zmanjšujejo prenos toplote. Isto toplotno izolativnost, ki jo z običajnim
Stiroporom doseţemo pri gostoti 23,5 kg/m3, jo v primeru Neopor plošč ţe pri 15 kg/m
3. Na
ta način pri enaki toplotni učinkovitosti občutno privarčujemo pri porabi surovin, energije in
zmanjšamo obremenjevanje okolja, tako prostorninsko kot teţnostno. Poleg tega dosegajo
EPS-i z uporabo Neopor-ja med mnogimi različnimi izolacijskimi materiali še ugodnejšo,
niţjo vrednost vsebovane energije pri istem toplotno - izolacijskem učinku in z izredno
majhno specifično teţo.
Slika 8.3: Toplotno sevanje Neopor plošče [15]
Toplotno izolativna plošča iz Neopor-ja zmanjšuje toplotno sevanje z vgrajenimi infrardečimi
absorberji in reflektorji. Na ta način je zelo omejen prenos toplote po materialu s sevanjem. V
primerjavi z običajnimi ploščami je toplotna izolativnost povečana za do 20 odstotkov.
Slika 8.4: Uporabnost Neopor-ja pri izolaciji objekta [17]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
9 SKLEP
V diplomskem delu smo zajeli vse korake od montaţe strojev nove proizvodnje,
preizkusnega zagona posameznih strojev do redne proizvodnje. Podali smo osnovne podatke
za posamezni stroj. Opisali smo opis predelave polistirena EPS in primerjali z dejanskim
postopkom v podjetju. Shematsko smo prikazali postavitev strojev in logistiko znotraj
proizvodne hale. Seznanili smo vas s poţarno varnostjo, okoljevarstvenimi zahtevami ter
varnostjo in zdravjem pri delu. Na koncu pa smo opisali postopek avtokontrole, katerega
namen je, da s preverjanjem izdelka potrdimo sposobnost proizvodnega procesa, zadostno
usposobljenost delavcev, pravilno namestitev strojev ter ustreznost surovin (materialov).
V današnjem času so podjetja izpostavljena hudi konkurenci in bitki za trg. Z uporabo
klasičnih surovin je teţko zadostiti vsem kriterijem, zato je uvajanje novosti nujno za
obstanek na trgu. Z uporabo surovine neopor za izdelavo EPS plošč podjetje z lahkoto
konkurira drugim podjetjem. Neopor je bistveno bolj učinkovit od do sedaj znanih materialov,
saj omogoča enako toplotno izolativnost ob znatno tanjših slojih, manjši porabi surovin,
manjši potrošnji energije za pridobivanje, proizvodnjo in distribucijo ter tudi manjši vpliv na
okolje v primerjavi z običajnim stiroporom. Prav tako nudi izredno gospodarno rešitev in je
prava zgodba o uspehu za novogradnje in sanacije obodnih zidov. S pridom ga lahko
uporabimo tudi za izolacijo obodnih sten, ravnih streh, streh v naklonu, tal, pri notranji
izolaciji in medetaţnih konstrukcijah, predvsem tam, kjer primanjkuje prostora za namestitev
toplotne izolacije, pri načinu vgradnje pa ne postopamo prav nič drugače kot pri običajnem
(belem) stiroporu.
S postavitvijo nove proizvodne linije smo odpravili v podjetju tudi problem mešanja
surovine. Sedaj potekata proizvodnji belega in sivega stiropora istočasno in popolnoma
neodvisno. Podjetje nima več problema s prodajo belo-sivih stiropornih blokov in z
uporabnostjo odpada. Vsaka linija ima posebej svoj silos za odpad, katerega nemoteno
dodajajo penjeni surovini (do 30 %) in ga kasneje uporabijo pri izdelavi blokov. To pomeni,
da pri proizvodnji termoizolacijskega materiala podjetje nima odpada, saj vse reciklirajo.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
10 SEZNAM UPORABLJENIH VIROV
[1] Kladnik Darinka. V toplem objemu : od ustanovitve Izolirke do danes : 1937-2007, 1.
slovenska izdaja. Ljubljana : Fragmat, 2007.
[2] Akkaya, Turčija. Tehnična dokumentacija proizvajalca.
[3] Pre-expander [svetovni splet]. Akkaya-akkaya. Dostopno na WWW:
http://www.akkaya-akkaya.com/index.php?option=com_content&view=article&id=47&
Itemid=65&lang=en [10.8.2011]
[4] Wieser, Avstrija. Tehnična dokumentacija proizvajalca.
[5] Blockmoulds [svetovni splet]. Wieser-industries. Dostopno na WWW:
http://www.wieser-industries.com/moldexwieser/settingnewstandards/index.html
[10.8.2011]
[6] Technodinamica, Italija. Tehnična dokumentacija proizvajalca.
[7] Packing machine [svetovni splet]. VIRO. Dostopno na WWW: http://www.eps-
systems.com/machines/stackingpacking/su1200/index.html [10.8.2011]
[8] Packing machine [svetovni splet]. VIRO. Dostopno na WWW: http://www.eps-
systems.com/machines/stackingpacking/ppza1300/index.html [10.8.2011]
[9] Predelava polistirena [svetovni splet]. RIEX. Dostopno na WWW: http://www.riex.net/
stiropor/EPS%20Surrovina/STIROPOR-vse%20o.htm#predelava [15.8.2011]
[10] Neopor granules [svetovni splet]. BASF SE. Dostopno na WWW:
http://www.plasticsportal.net/wa/plasticsEU~en_GB/portal/show/common/plasticsportal
_news/2007/07_291 [15.8.2011]
[11] Neopor blocks [svetovni splet]. BASF SE. Dostopno na WWW:
http://api.ning.com/files/uXWV6k24IVX4G60riZ2z4SmdX82yzY21IR*4ZfhEMHoSB
e7PFYBJOkLLaJGkUl5KDGxDMmMLlthhMncrjDV5QSJ0fsW2Eb94/Neopore001.jp
g [15.8.2011]
[12] Neopor izdelki [svetovni splet]. FRAGMAT. Dostopno na WWW:
http://www.fragmat.si/slo/0202b.htm [15.8.2011]
[13] Neopor fasadne plošče [svetovni splet]. FRAGMAT. Dostopno na WWW:
http://www.fragmat.si/images/izdelki/fragmat_neo_super_f-p.jpg [20.8.2011]
[14] Neopor fasadne plošče [svetovni splet]. Neopor – BASF SE. Dostopno na WWW:
http://www.colour-europe.de/basf-neopor%202.jpg [20.8.2011]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
[15] Neopor Thermal conductivity [svetovni splet]. BASF SE. Dostopno na WWW:
http://www.plasticsportal.net/wa/plasticsEU~en_GB/portal/show/content/products/foam
s/neopor_neu/neopor_product_sub2 [3.9.2011]
[16] Neopor granules [svetovni splet]. BASF SE. Dostopno na WWW:
http://bauland.hu/wp-content/uploads/2011/03/basf-949620-neopor-hr.jpg [3.9.2011]
[17] Neopor fasadne plošče - uporabnost [svetovni splet]. Gradim. Dostopno na WWW:
http://www.gradim.si/novosti-zanimivosti-informacije/neopor-nov-termoizolacijski-
izdelek.html [3.9.2011]
[18] Interni podatki podjetja FRAGMAT d.d.: podatki o strojih, varstvo pri delu, navodila za
ravnanje s stroji… Laško, september 2011-09-04
[19] Polajnar Andrej. Priprava proizvodnje, 2. izdaja, Maribor: Fakulteta za strojništvo,
2006
[20] Kraut Bojan. Krautov strojniški priročnik, 14. slovenska izdaja / izdajo pripravila Joţe
Puhar, Joţe Stropnik. Ljubljana : Littera picta, 2007.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
11 PRILOGE