Embed Size (px)
Citation preview

POVRCHOVÉ KALENÍ V PRŮMYSLOVÉ APLIKACI
Antonín Kříž Department of Material Engineering and Engineering
Metallurgy, ZČU-Plzeň, Univerzitní 22, Plzeň 306 14, Czech Republic,
e-mail: [email protected]
Cílem příspěvku je dokumentovat situaci, která se velmi často promítá do výsledné kvality dosažené procesem tepelného zpracování.
Na jedné straně jsou moderní technologie tepelného zpracování a progresivní materiály. Díky nim lze vytvářet nové výrobky dosahující celé řady úspěchů. Na druhé straně jsou již klasické technologické postupy, které jsou ověřeny mnohaletým provozováním a přesto díky technologické nekázni přináší celou řadu problémů. Další problémy jsou vnášeny ze strany konstruktérů, kteří předepisují vysoké nároky na použité materiály, kterých nelze dosáhnout běžnými technologickými operacemi.
V tomto příspěvku je věnována pozornost povrchovému kalení, které má dlouholetou tradici, jeho technologie je prověřena a přesto díky technologické nekázni dochází ke vzniku zbytečných vad. Do kontrastu je dána moderní technologie laserového povrchového kalení, která se ukázala jako velmi progresivní.

PRINCIP POVRCHOVÉHO KALENÍ
Povrchové kalení využívá setrvačnosti fázových a strukturních přeměn v tuhém stavu za účelem získání specifických mechanických a strukturních vlastností.
Pro tuto technologii je charakteristické, že následkem rychlého ohřevu se dosáhne oproti konvenčnímu celoobjemovému kalení podstatně jemnější martenzitická struktura. Jemnější martenzitická struktura má vyšší tvrdost i při zachování dostatečné houževnatosti.
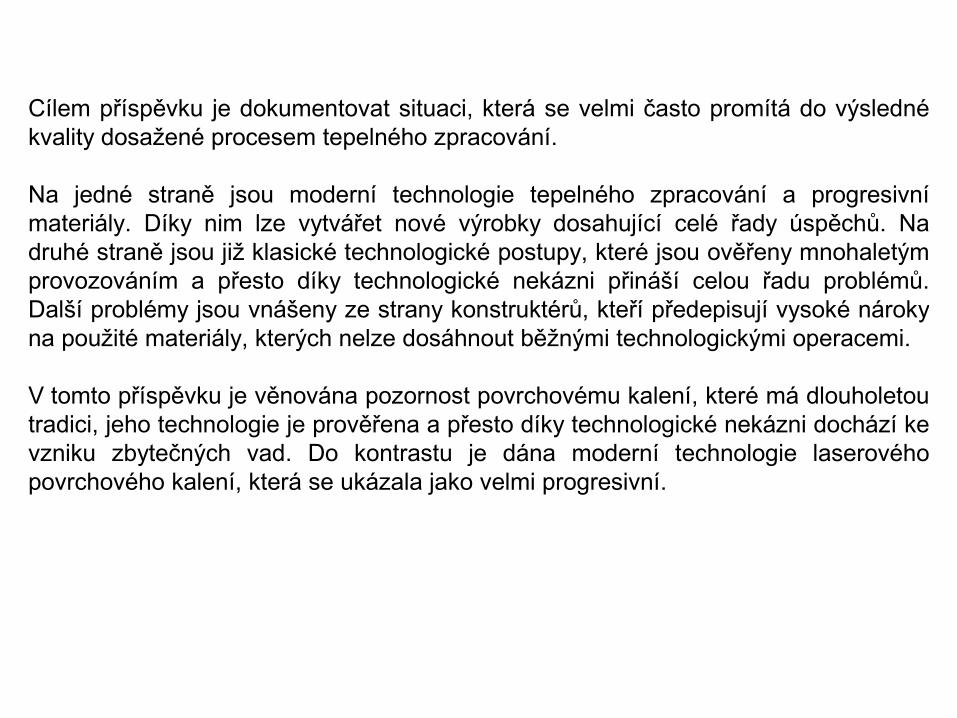
Při povrchovém kalení je důležitá výchozí struktura. Čím jemnější a rovnoměrněji rozložené jsou karbidy ve struktuře, tím snáze se rozpouštějí a austenit se lépe homogenizuje. Z tohoto důvodu je nejvhodnější výchozí strukturou sorbit. Určitým kompromisem je globulární perlit. Z tohoto důvodu je vhodné zařadit před povrchové kalení zušlechtění nebo alespoň žíhání na měkko.
Součásti určené k povrchovému kalení se vyrábějí z kalitelných ocelí s obsahem uhlíku vyšším než 0,35%. Nejvíce se osvědčily uhlíkové ocelí s obsahem 0,4 – 0,5%, u nichž nehrozí nebezpečí popraskání při ohřevu nebo při ochlazování a u nichž lze docílit vysokou povrchovou tvrdost. Při vyšších požadavcích na pevnostní vlastnosti a houževnatost se používá středně legovaných konstrukčních ocelí (CrV, CrMo, CrNi). Legované oceli s vyšším obsahem slitinových prvků působí při povrchovém kalení značné obtíže a některé se pro tento účel vůbec nehodí.

Rychlost ohřevu je důležitým parametrem. Principem je dodat materiálu požadovanou tepelnou energii v co nejkratší době. Tento požadavek podnítil využívání moderních tepelných zdrojů, kterými je např. laser nebo elektronový paprsek. Stále se ještě využívají konvenční metody ohřevu jako např. ohřev plamenem, indukční ohřev popř. ohřev v lázni. Jak dokumentuje uvedená tabulka disponují tyto konveční způsoby malými příkony a tím je i rychlost ohřevu omezená.
5.10810-7Elektronové záření10810-4Laserové záření10310-3Elektrický oblouk
5.10210-2Kyslíko-acetylenový plamen
1021Indukční ohřev510-3Sluneční světlo
Maximální měrný výkon
[W/cm2]
Nejmenší plocha
ohřevu [cm2]Zdroj energie
Vysoká energie laseru dovoluje také obrábět težkoobrobitelný materiál.
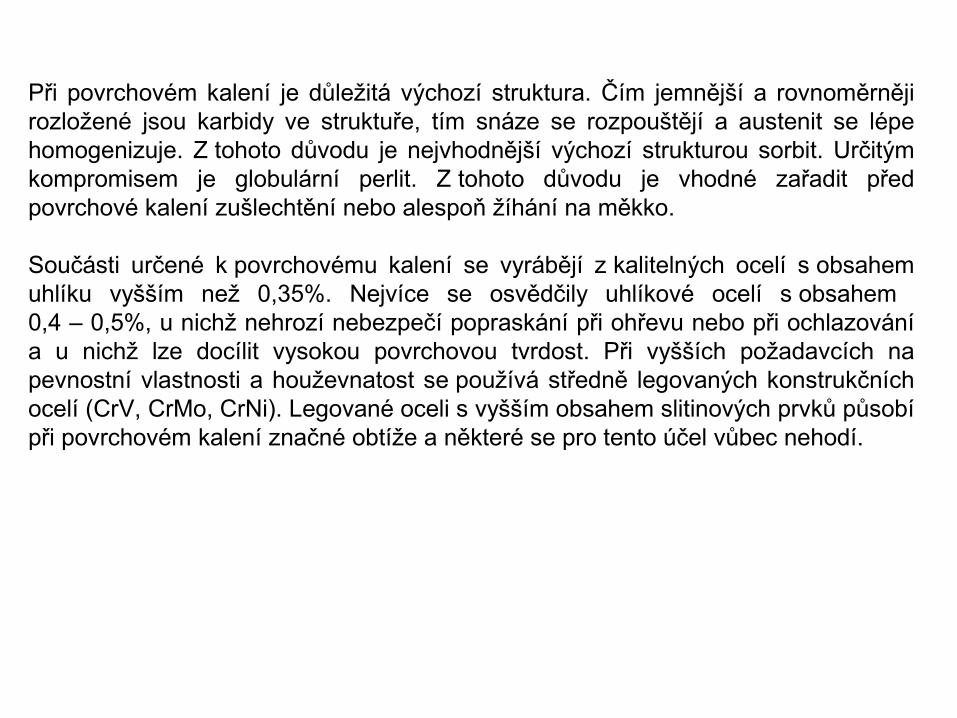
FORMA POVRCHOVĚ KALENÁ LASEROVÝM PAPRSKEM
Materiál formy - 40CrMnMoS8-6 (DIN 1.2312)
0,21,90,051,50,4MoCrSMnCDIN
1.2312
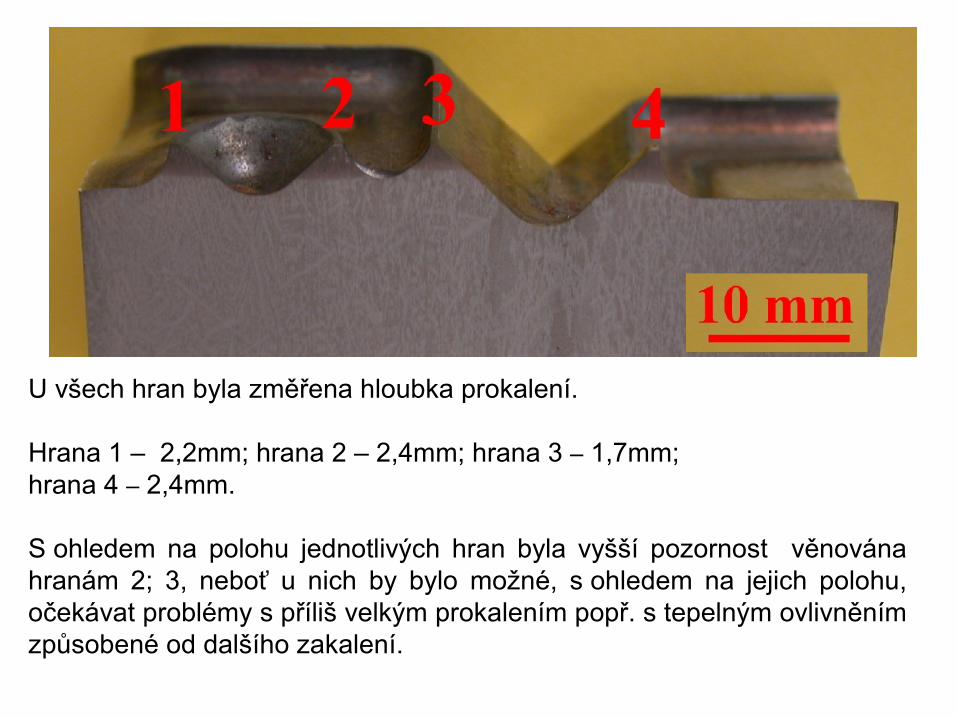
U všech hran byla změřena hloubka prokalení.
Hrana 1 – 2,2mm; hrana 2 – 2,4mm; hrana 3 – 1,7mm; hrana 4 – 2,4mm.
S ohledem na polohu jednotlivých hran byla vyšší pozornost věnována hranám 2; 3, neboť u nich by bylo možné, s ohledem na jejich polohu, očekávat problémy s příliš velkým prokalením popř. s tepelným ovlivněním způsobené od dalšího zakalení.
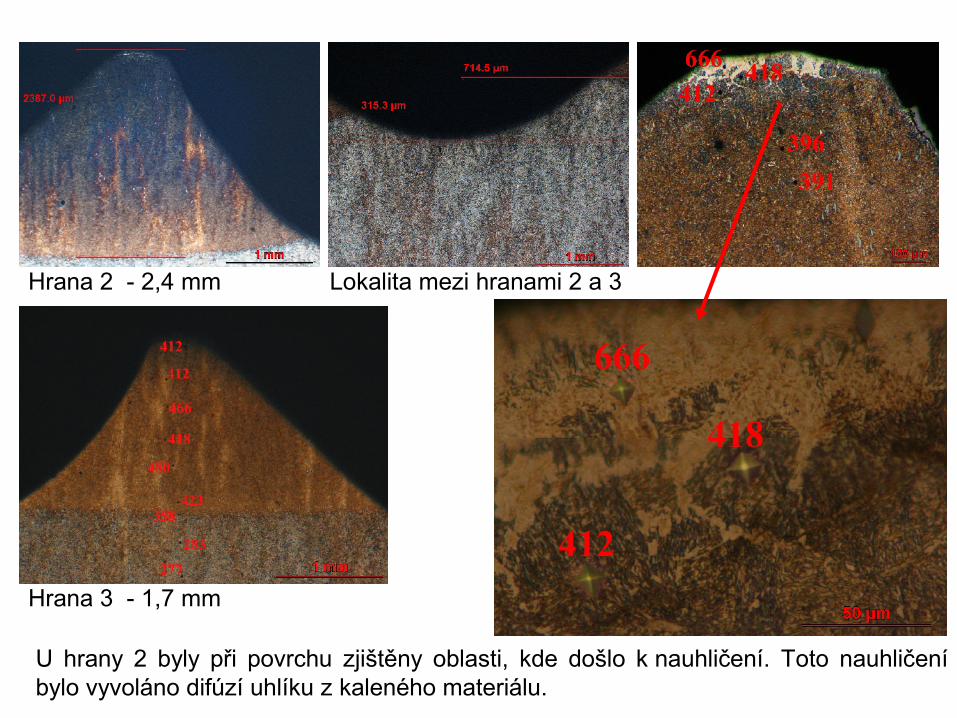
Hrana 2 - 2,4 mm Lokalita mezi hranami 2 a 3
U hrany 2 byly při povrchu zjištěny oblasti, kde došlo k nauhličení. Toto nauhličení bylo vyvoláno difúzí uhlíku z kaleného materiálu.
Hrana 3 - 1,7 mm
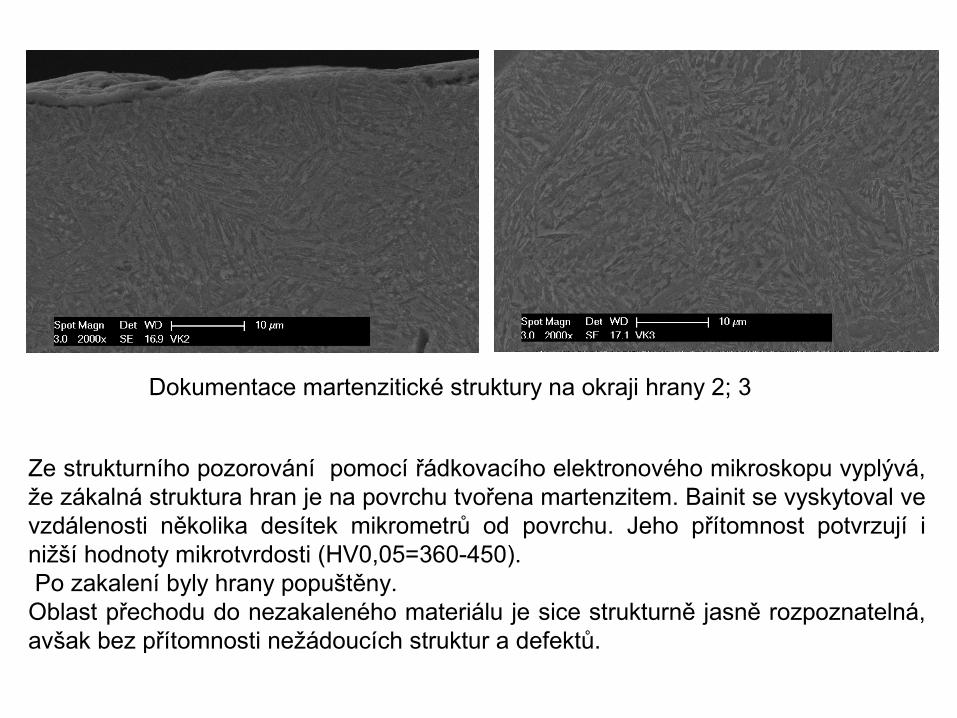
Dokumentace martenzitické struktury na okraji hrany 2; 3
Ze strukturního pozorování pomocí řádkovacího elektronového mikroskopu vyplývá, že zákalná struktura hran je na povrchu tvořena martenzitem. Bainit se vyskytoval ve vzdálenosti několika desítek mikrometrů od povrchu. Jeho přítomnost potvrzují i nižší hodnoty mikrotvrdosti (HV0,05=360-450). Po zakalení byly hrany popuštěny. Oblast přechodu do nezakaleného materiálu je sice strukturně jasně rozpoznatelná, avšak bez přítomnosti nežádoucích struktur a defektů.

INDUKČNÍM OHŘEVEM POVRCHOVĚ KALENÝ DRŽÁK OBRÁBĚCÍHO NOŽE
Požadavek konstruktéra: ocel 12050 – C45; tvrdost 59+2HRC

V přechodové oblasti byl zjištěn výskyt troostitu (růžicovitý perlit)
Jak vyplývá z uvedených snímků defektního držáku je zakalená struktura až do hloubky 3,5mm. Zakalená struktura je tvořena hrubozrnnými jehlicemi martenzitu. Na tuto strukturu navazuje velmi rozsáhlá oblast troostitu. Až v hloubce necelých 7 mm se vyskytuje původní perliticko-feritická struktura. Z uvedené zákalné struktury jednoznačně vyplývá, že vznik trhlin je spojen s nevhodným tepelným zpracováním.
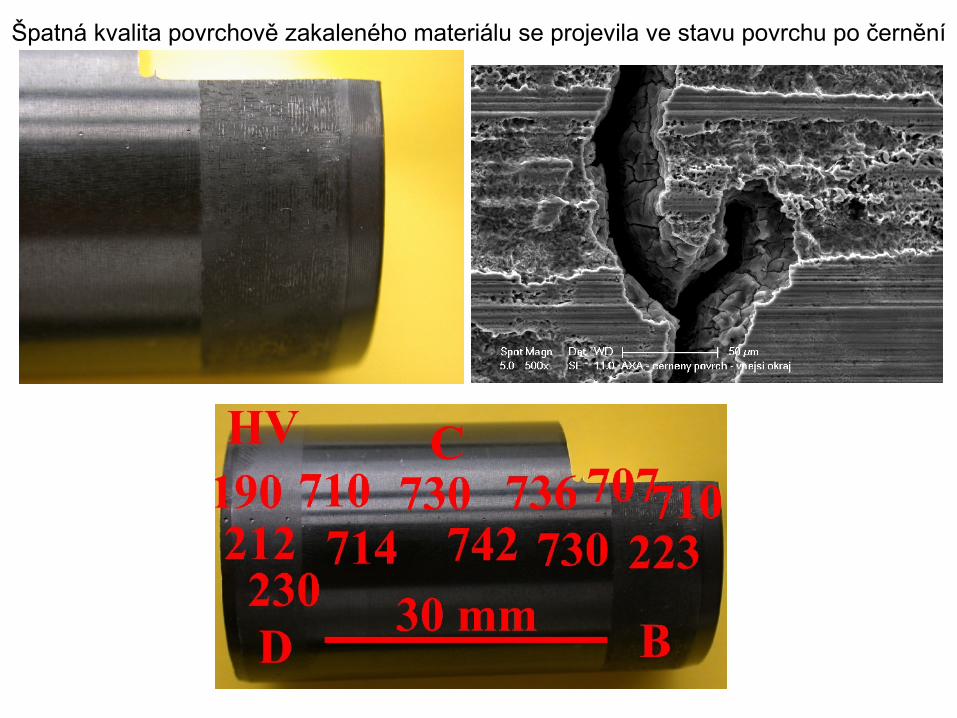
Špatná kvalita povrchově zakaleného materiálu se projevila ve stavu povrchu po černění

je nejobvyklejší způsob barvení ocelových výrobků pro dekorativní a částečně i pro antikorozní účely (optické přístroje, lovecké zbraně, bižuterie). Na povrchu zboží se vytváří tenký oxidový povlak modročerné až černé barvy. Podstatou černění je oxidace kovu za vzniku Fe2O3, respektive směsi Fe2O3 + Fe3O4.
Povrch určený k černění musí být kovově čistý bez koroze, okují a mastnot, které by byly příčinou tvorby skvrn. Černý oxidový povlak kopíruje nerovnosti jako jsou např. vrypy, škrábance, lokální drsnost apod. V případě požadavku lesklého povlaku je vhodné díly předem mechanicky vyleštit, např. v omílacích bubnech. Matný vzhled se naopak docílí zdrsněním povrchu.
Černění (brunýrování)
Alkalické černění se provádí při teplotě odpovídající bodu varu roztoku sodného louhu. Teplota varu lázně při alkalickém černění nikdy nepřekročí teplotu 172°C. V silně koncentrovaných lázních s bodem varu 172 °C a vyšším oxidová vrstva již nevzniká. V lázních o vysoké teplotě bodu varu nebo též v počátečním stadiu černění, kdy celý povrch výrobku není ještě pokryt oxidovým povlakem, se tvoří často na výrobcích houbovité, červenohnědé nálety hydratovaného oxidu železitého. V praxi se teplota varu černicí lázně obvykle nezvyšuje nad 145–150 °C.

V místě povrchových defektů byla zjištěna zakalená oblast až do hloubky 3mm.
Na povrchu v místě sledovaného poškození jsou rozsáhlé defekty, v některých lokalitách zasahují až do hloubky 0,1 mm
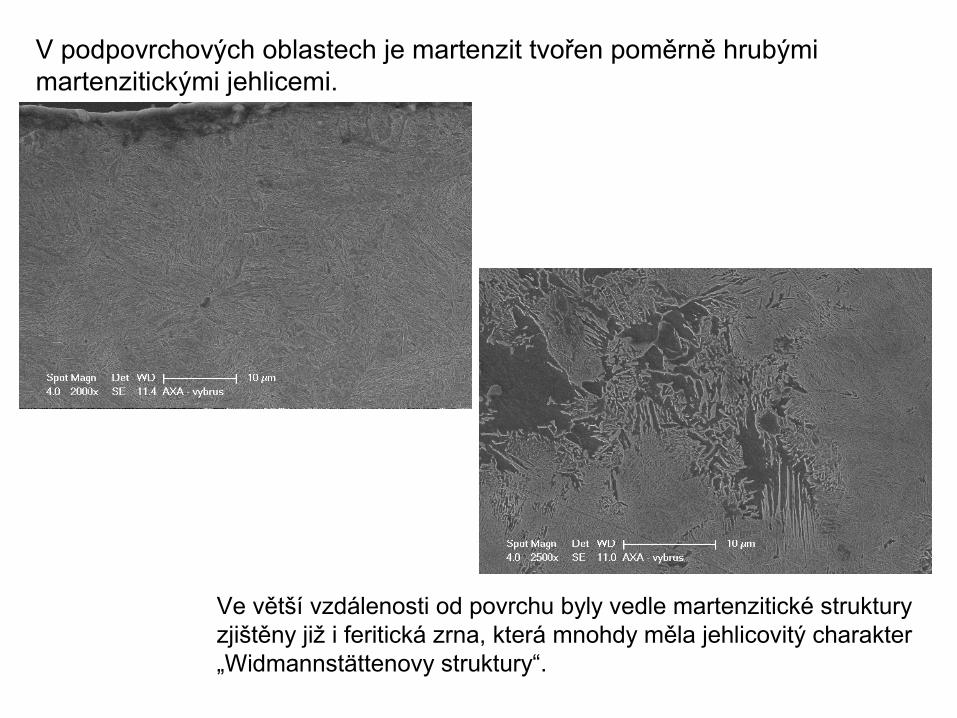
V podpovrchových oblastech je martenzit tvořen poměrně hrubými martenzitickými jehlicemi.
Ve větší vzdálenosti od povrchu byly vedle martenzitické struktury zjištěny již i feritická zrna, která mnohdy měla jehlicovitý charakter „Widmannstättenovy struktury“.

Uvedené příklady dokumentují velmi často se vyskytující situaci, kdy nové technologii je věnována dostatečná pozornost. U zaběhnutých technologií se již technologická kázeň tak nehlídá a následkem toho se produkují výrobky s vadami. V uvedených případech povrchového kalení se to potvrdilo.
Z druhého případu rovněž vyplynulo, že technologií povrchového kalení lze dosáhnout vyšších hodnot tvrdosti než dovoluje objemové kalení, ale podstatně se zvyšuje nebezpečí vzniku trhlin. Také byla uvedena role konstruktéra, který předepsal pro uhlíkovou ocel příliš vysoké požadavky, kterých bylo možné dosáhnout pouze za podstoupení rizika vysokých vnitřních napětí. Při odklonu od optimálního technologického postupu došlo ke snadnému vytvoření podmínek pro vznik defektů. První případ zachycuje výhodu progresivního laserového povrchového kalení. Tato technologie jistě přispěje k tomu, že se rozšíří použitelnost materiálů na základě získání ještě jemnější martenzitické struktury, která bude propůjčovat nejen vysokou tvrdost, ale i dostatečnou houževnatost.
Závěr