Embed Size (px)
DESCRIPTION
Presentazione2-Calcolo Dei Tempi
Citation preview

Per determinare il costo di una lavorazione, la conoscenza del tempo di lavorazione è assolutamente indispensabile.
Un ciclo di lavorazione è composto da un certo numero di operazioni, intendendosi per operazione il ciclo lavorativo, comprendente una o più lavorazioni che vengono eseguite sul pezzo, senza cambiarne il piazzamento.
Ogni operazione, quindi, può essere formata da un numero più o meno grande di lavorazioni, cioè può essere decomposta in un certo numero di fasi, intendendosi per fase ogni singola lavorazione.
Il tempo di operazione è quello impiegato per l’esecuzione dell’operazione considerata, computato tra l’istante in cui il pezzo da lavorare viene prelevato e quello in cui, terminata l’operazione e deposto il pezzo lavorato, l’operatore si accinge a prelevarne un altro.
Il tempo di operazione si compone di tre parti:
a) il tempo impiegato per l’azione manuale di prelevamento e piazzamento del pezzo;
b) il tempo impiegato per l’esecuzione dell’operazione vera e propria;
c) il tempo impiegato per togliere dal suo piazzamento il pezzo lavorato e depositarlo.
Solo quando la macchina lavora automaticamente compiendo operazioni che si svolgono secondo leggi cinematiche ben precise (p. es. tornitura cilindrica, conica, foratura, ecc.) il tempo b) può essere calcolato con operazioni matematiche, applicando le leggi cinematiche accennate.
Per molte altre lavorazioni (centratura su tornio, esecuzione di smussi e gole, ecc.) che la macchina non compie automaticamente e per gli interventi manuali, quali il montaggio di un pezzo (che si presenta in tutte le operazioni), le misurazioni, i collaudi, ecc. non esiste una legge avente validità generale per la valutazione del tempo occorrente, anche perchè molti sono i fattori che influiscono sul tempo necessario; tra questi numerosi fattori, si possono citare a titolo di esempio la forma, le dimensioni.
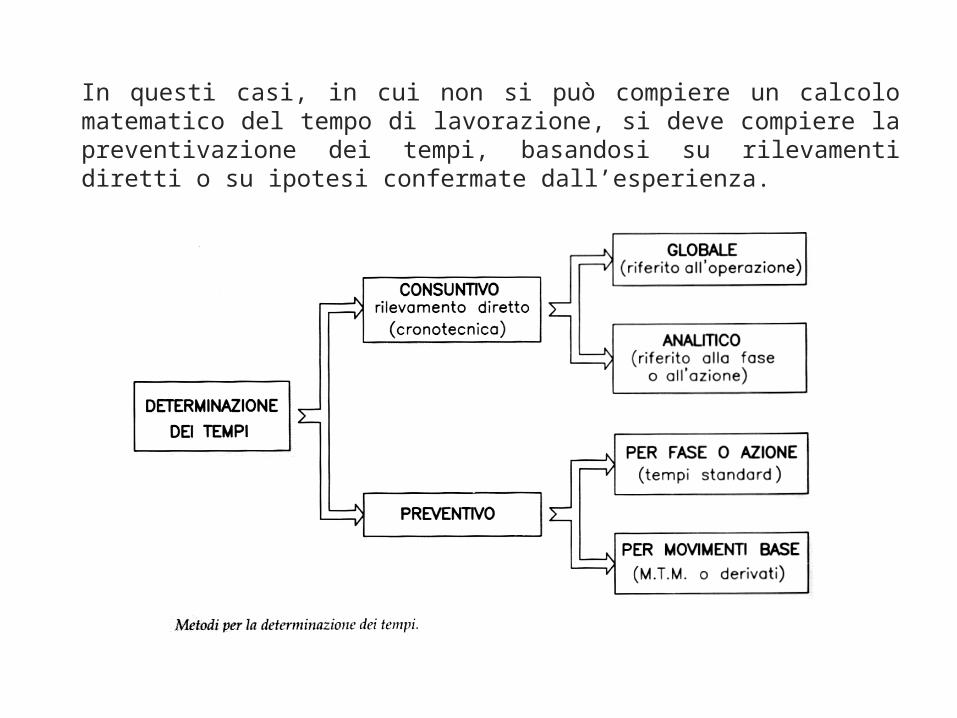
In questi casi, in cui non si può compiere un calcolo matematico del tempo di lavorazione, si deve compiere la preventivazione dei tempi, basandosi su rilevamenti diretti o su ipotesi confermate dall’esperienza.
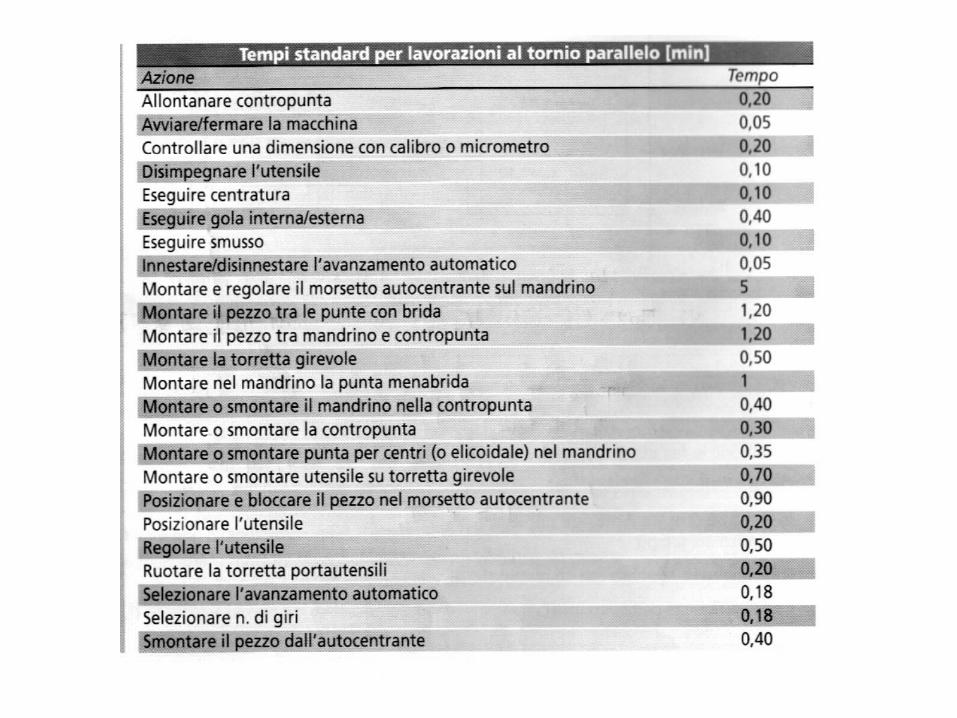
Gli elementi base, o tempi normalizzati, o tempi standard sono rilevati direttamente dagli uffici specializzati in tali rilevamenti e sono poi riportati in tabelle.
L’unità di misura del tempo, usata per lo studio dei movimenti elementari è il T. M. U. (time measurement unity), così definita:
1 TMU = 0,00001 ore = 0,0006 minuti = 0,036 secondi
La determinazione dei tempi standardtempi standard ed il rilievo dei tempi (cronotecnica) vengono eseguiti generalmente per mezzo di cronometri a minuto decimale, per cui l’unità di misura del tempo è il centesimo di minutocentesimo di minuto
a) mediante rilevamento diretto, con l’aiuto di un cronometro (cronotecnica);
b) mediante preventivazione dei macromovimentimediante preventivazione dei macromovimenti (cioè di tutti i movimenti che l’operatore compie);
c) mediante preventivazione dei micromovimentimediante preventivazione dei micromovimenti (o elementi base) M. T. M. Methods time measurement (misurazione dei tempi dei metodi).
La preventivazione dei tempi può essere eseguita in tre modi:
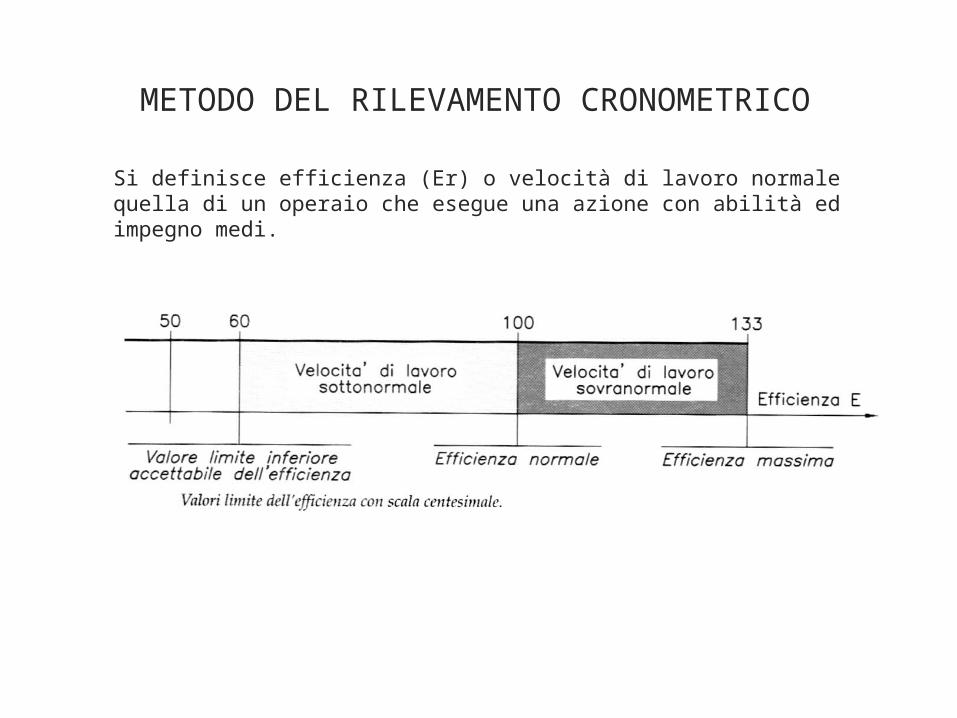
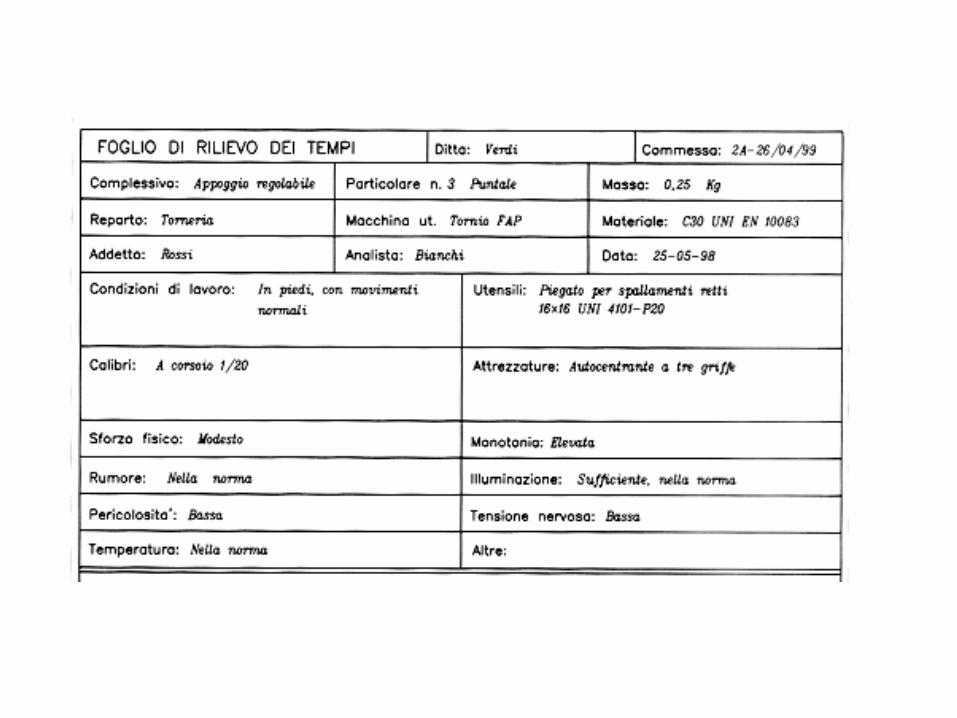
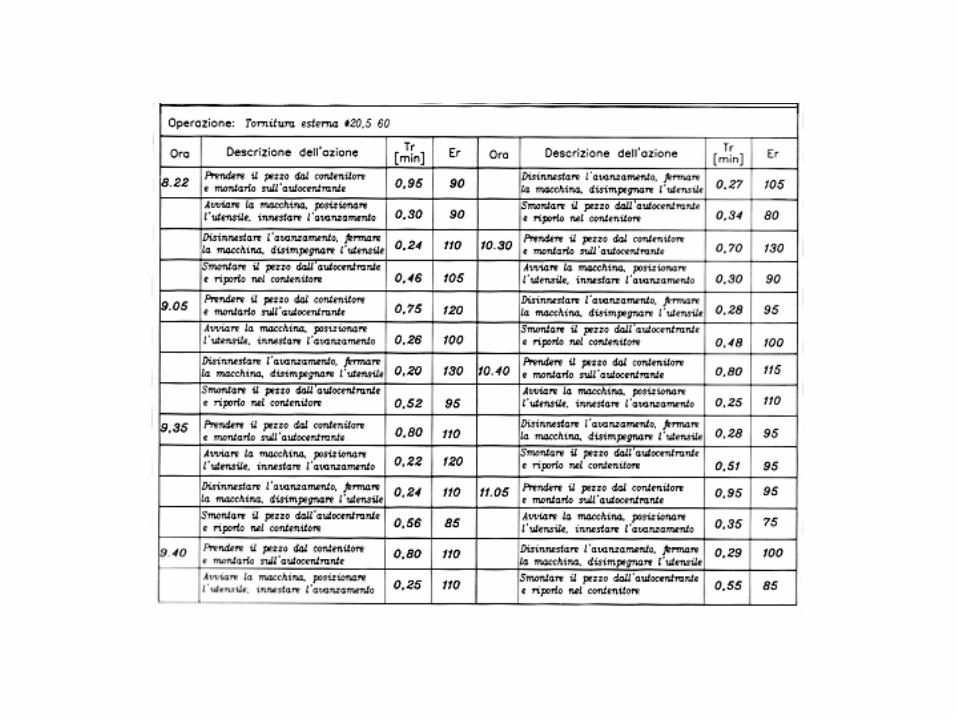
METODO DEL RILEVAMENTO CRONOMETRICO
Si definisce efficienza (Er) o velocità di lavoro normale quella di un operaio che esegue una azione con abilità ed impegno medi.
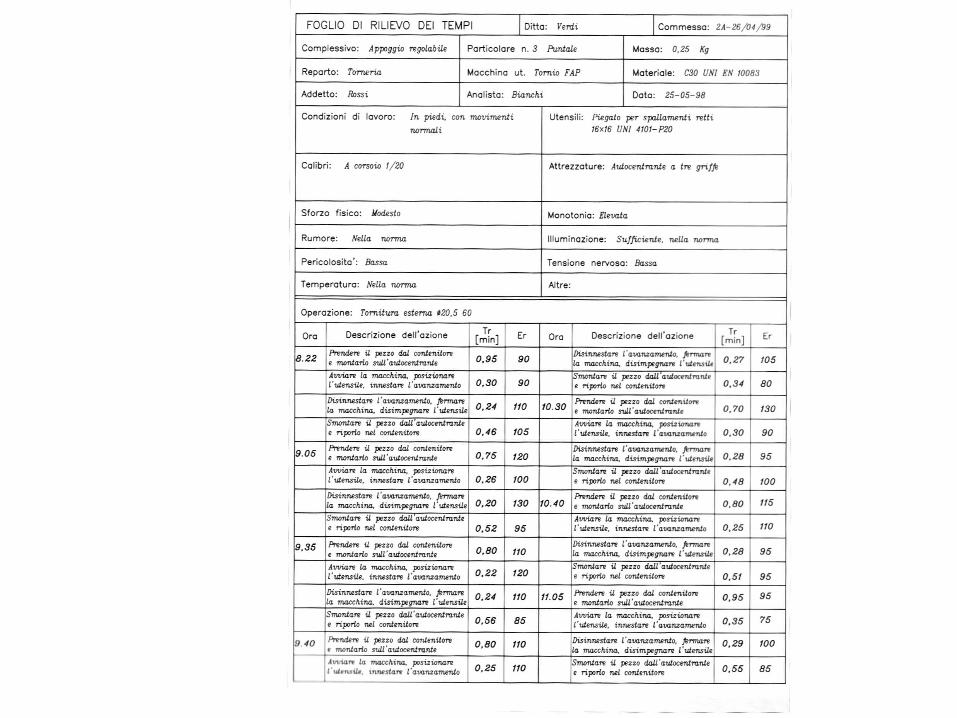
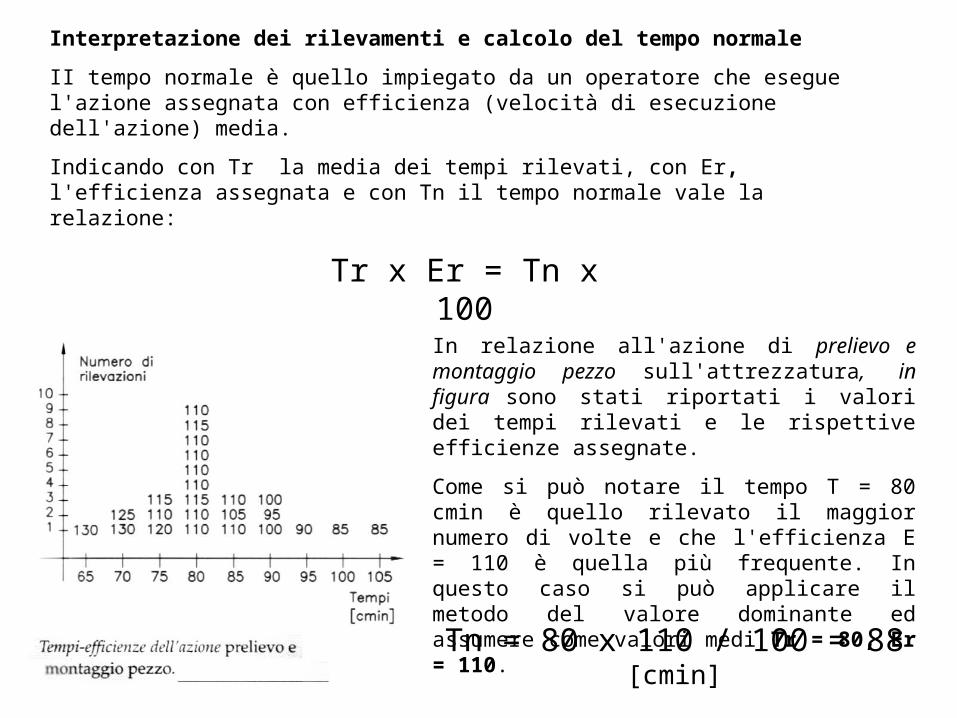
Interpretazione dei rilevamenti e calcolo del tempo normale
II tempo normale è quello impiegato da un operatore che esegue l'azione assegnata con efficienza (velocità di esecuzione dell'azione) media.
Indicando con Tr la media dei tempi rilevati, con Er, l'efficienza assegnata e con Tn il tempo normale vale la relazione:
Tr x Er = Tn x 100
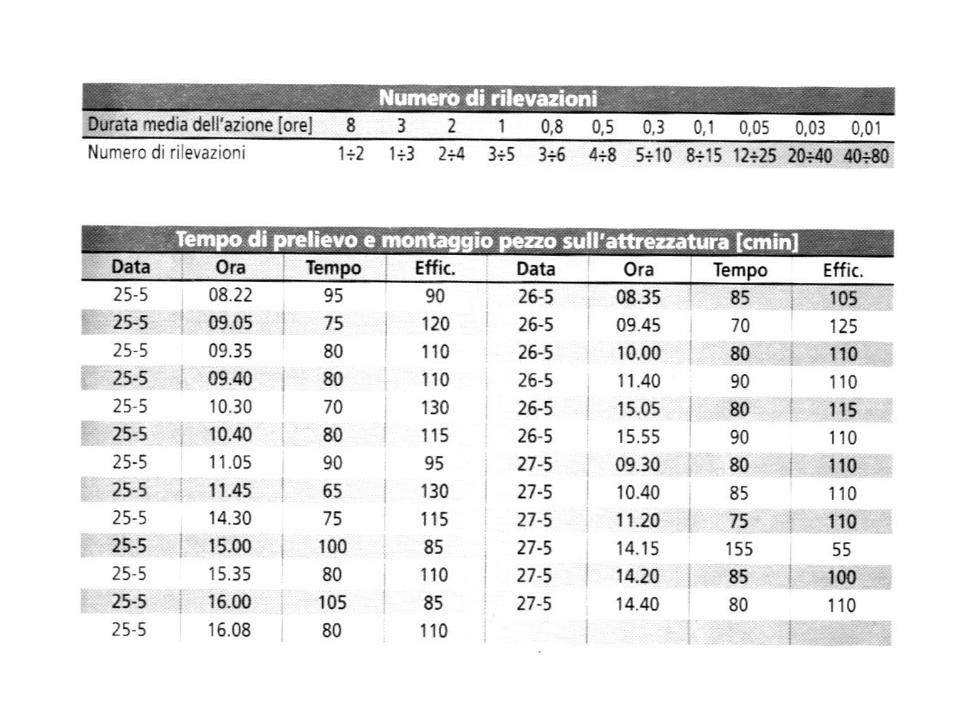
In relazione all'azione di prelievo e montaggio pezzo sull'attrezzatura, in figura sono stati riportati i valori dei tempi rilevati e le rispettive efficienze assegnate.
Come si può notare il tempo T = 80 cmin è quello rilevato il maggior numero di volte e che l'efficienza E = 110 è quella più frequente. In questo caso si può applicare il metodo del valore dominante ed assumere come valori medi Tr = 80, Er = 110.
Tn = 80 x 110 / 100 = 88 [cmin]
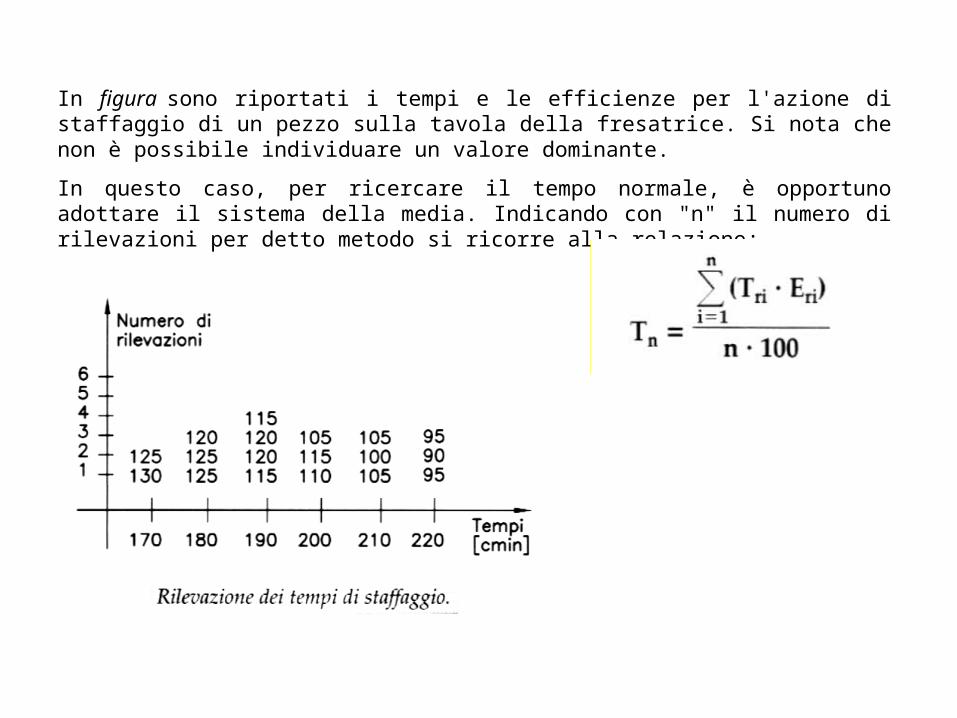
In figura sono riportati i tempi e le efficienze per l'azione di staffaggio di un pezzo sulla tavola della fresatrice. Si nota che non è possibile individuare un valore dominante.
In questo caso, per ricercare il tempo normale, è opportuno adottare il sistema della media. Indicando con "n" il numero di rilevazioni per detto metodo si ricorre alla relazione;
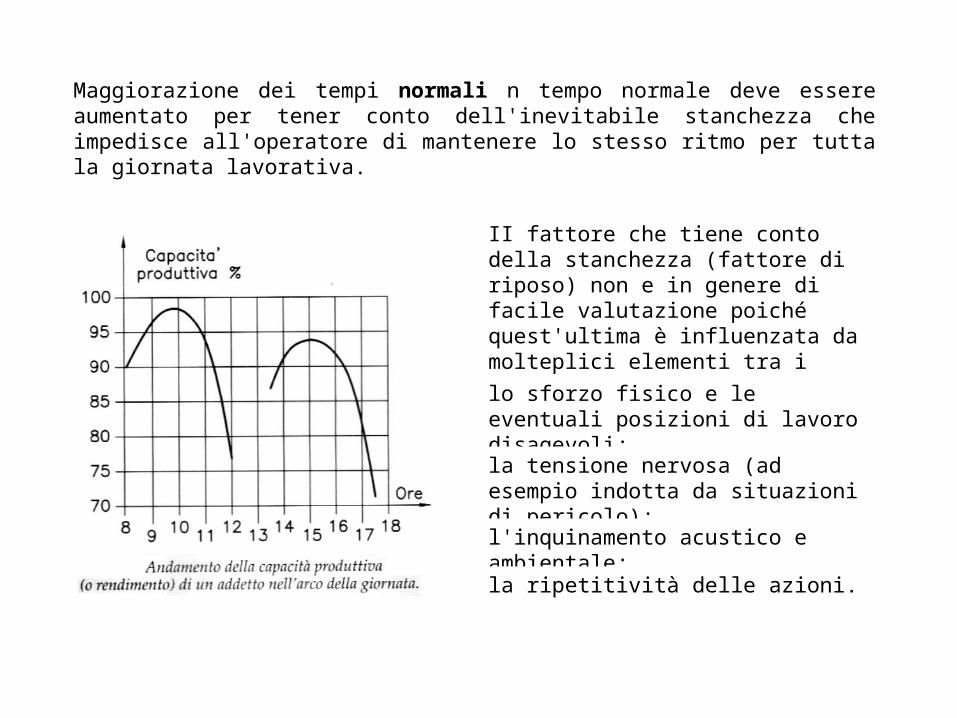
Maggiorazione dei tempi normali n tempo normale deve essere aumentato per tener conto dell'inevitabile stanchezza che impedisce all'operatore di mantenere lo stesso ritmo per tutta la giornata lavorativa.
II fattore che tiene conto della stanchezza (fattore di riposo) non e in genere di facile valutazione poiché quest'ultima è influenzata da molteplici elementi tra i quali si ricordano:
lo sforzo fisico e le eventuali posizioni di lavoro disagevoli;
la tensione nervosa (ad esempio indotta da situazioni di pericolo);
l'inquinamento acustico e ambientale;
la ripetitività delle azioni.
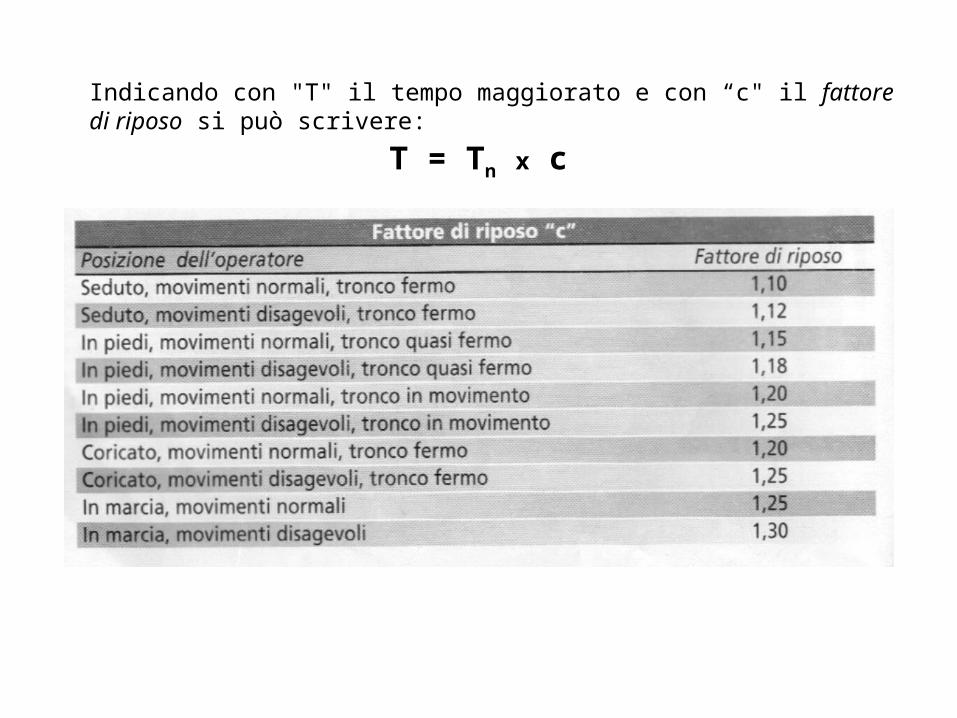
Indicando con "T" il tempo maggiorato e con “c" il fattore di riposo si può scrivere:
T = Tn x c
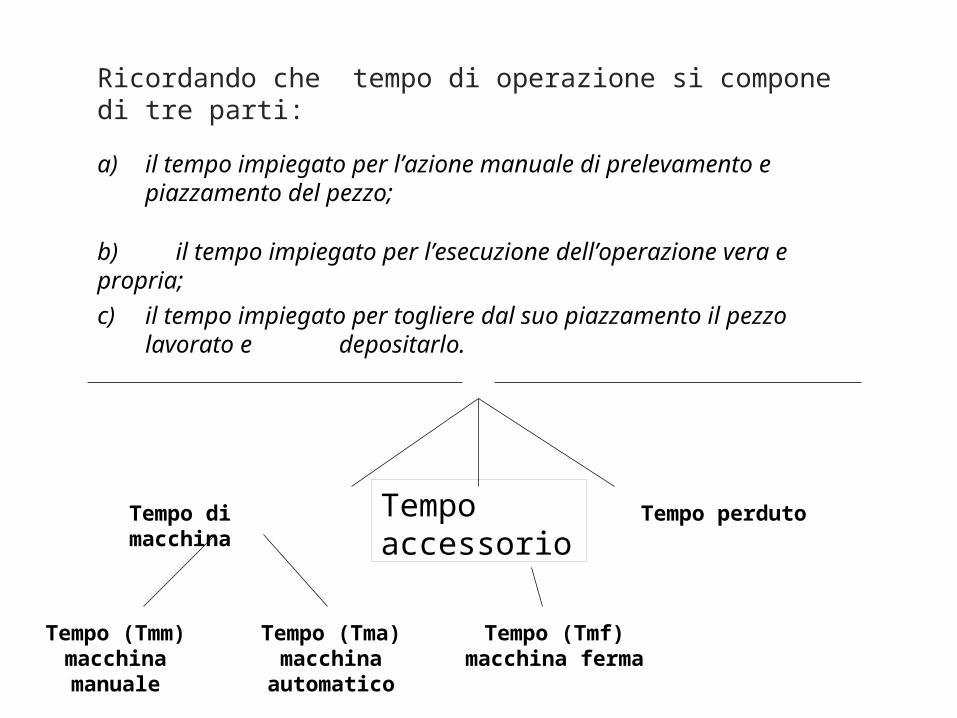
Ricordando che tempo di operazione si compone di tre parti:
a) il tempo impiegato per l’azione manuale di prelevamento e piazzamento del pezzo;
b) il tempo impiegato per l’esecuzione dell’operazione vera e propria;
c) il tempo impiegato per togliere dal suo piazzamento il pezzo lavorato e depositarlo.
Tempo di macchina Tempo accessorio
Tempo perduto
Tempo (Tmf)macchina ferma
Tempo (Tmm)macchina manuale
Tempo (Tma)macchina
automatico
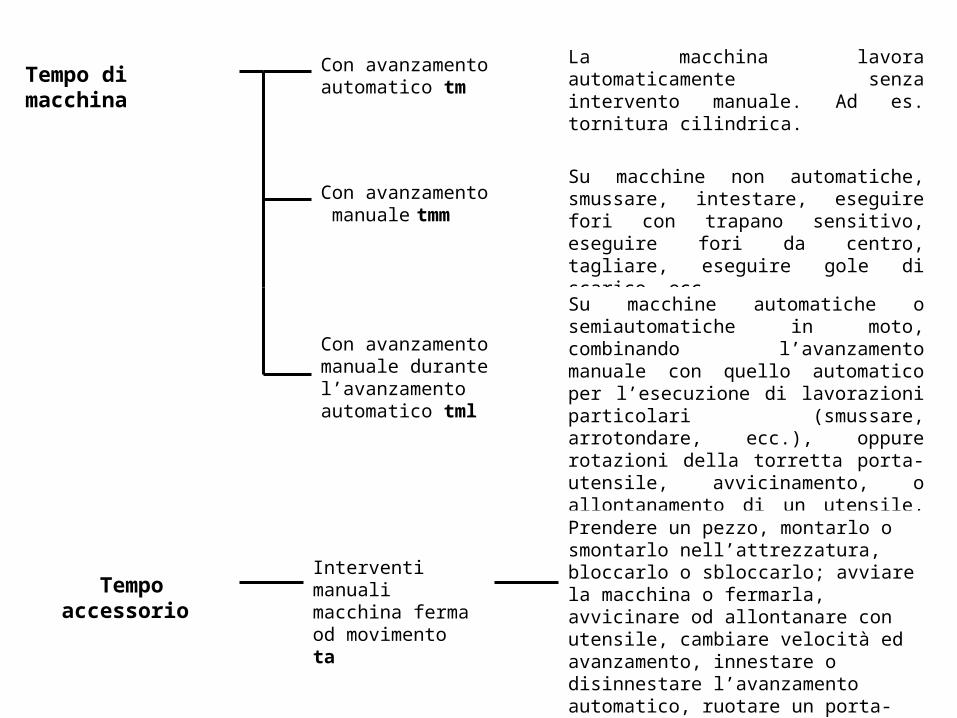
Tempo di macchina Con avanzamento automatico tm
La macchina lavora automaticamente senza intervento manuale. Ad es. tornitura cilindrica.
Con avanzamento manuale tmm
Su macchine non automatiche, smussare, intestare, eseguire fori con trapano sensitivo, eseguire fori da centro, tagliare, eseguire gole di scarico, ecc.
Con avanzamento manuale durante l’avanzamento automatico tml
Su macchine automatiche o semiautomatiche in moto, combinando l’avanzamento manuale con quello automatico per l’esecuzione di lavorazioni particolari (smussare, arrotondare, ecc.), oppure rotazioni della torretta porta-utensile, avvicinamento, o allontanamento di un utensile, ecc
Tempo accessorio Interventi manuali macchina ferma od movimento ta
Prendere un pezzo, montarlo o smontarlo nell’attrezzatura, bloccarlo o sbloccarlo; avviare la macchina o fermarla, avvicinare od allontanare con utensile, cambiare velocità ed avanzamento, innestare o disinnestare l’avanzamento automatico, ruotare un porta-utensile, deporre un pezzo lavorato, ecc.
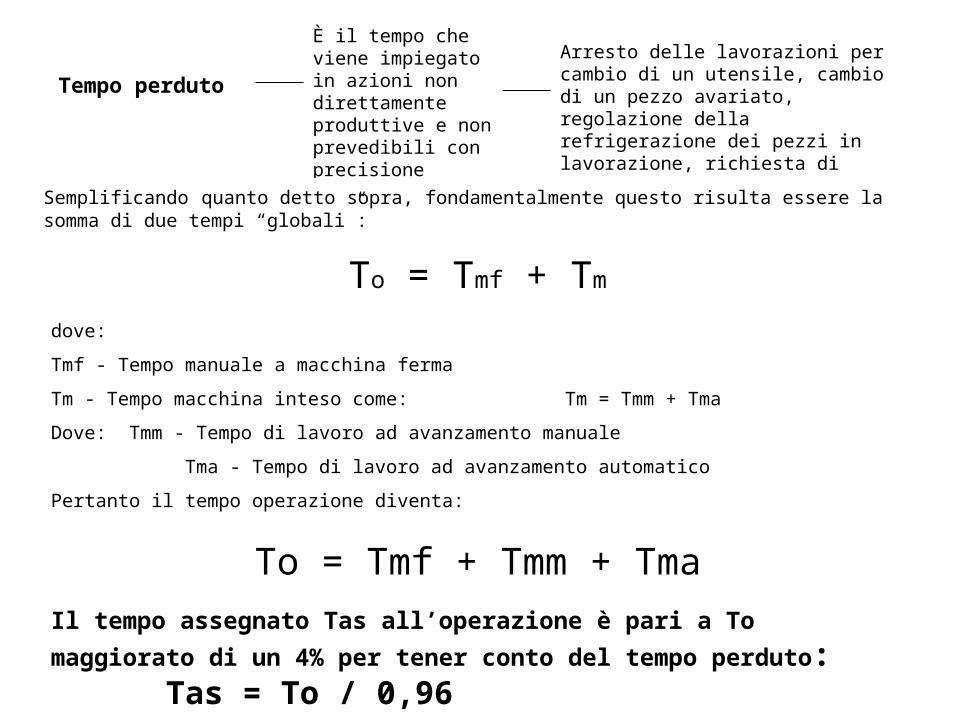
Tempo perduto
È il tempo che viene impiegato in azioni non direttamente produttive e non prevedibili con precisione tpd
Arresto delle lavorazioni per cambio di un utensile, cambio di un pezzo avariato, regolazione della refrigerazione dei pezzi in lavorazione, richiesta di delucidazioni, assenza temporanea dell’operatore, ecc.
Semplificando quanto detto sopra, fondamentalmente questo risulta essere la somma di due tempi “globali”:
To = Tmf + Tm
dove:
Tmf - Tempo manuale a macchina ferma
Tm - Tempo macchina inteso come: Tm = Tmm + Tma
Dove: Tmm - Tempo di lavoro ad avanzamento manuale
Tma - Tempo di lavoro ad avanzamento automatico
Pertanto il tempo operazione diventa:
To = Tmf + Tmm + Tma
Il tempo assegnato Tas all’operazione è pari a To maggiorato di un 4% per tener
conto del tempo perduto: Tas = To / 0,96
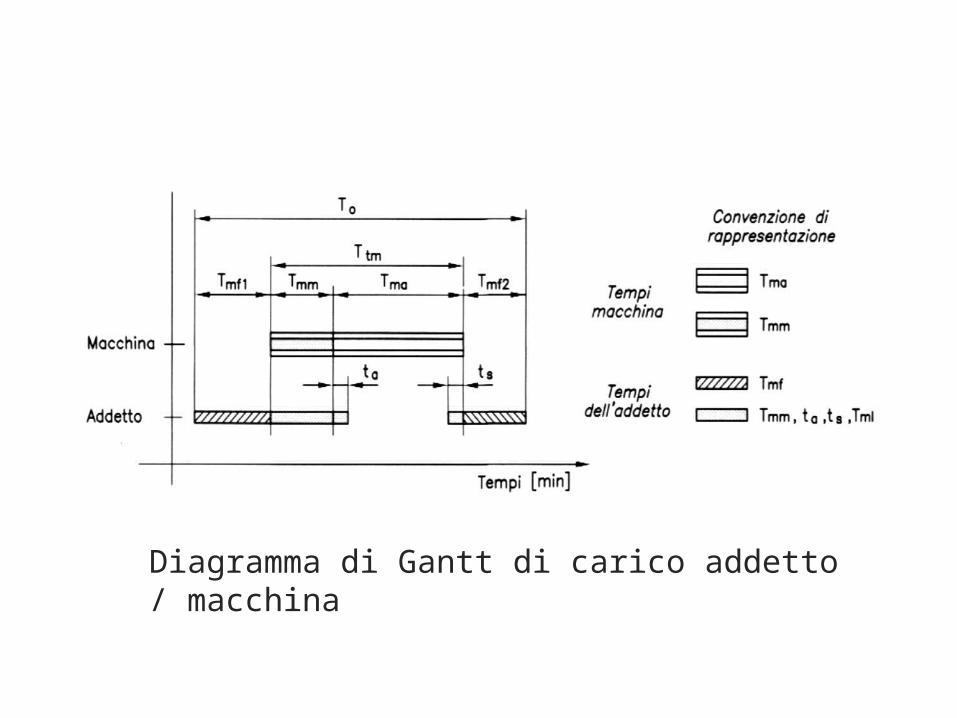
Diagramma di Gantt di carico addetto / macchina




![Presentazione2.ppt [modalità compatibilità] · 2009-12-15 · Microsoft PowerPoint - Presentazione2.ppt [modalità compatibilità] Author: User Created Date: 12/15/2009 11:32:30](https://img.pdfslide.tips/doc/110x75/5f08b4c87e708231d4235377/modalit-compatibilit-2009-12-15-microsoft-powerpoint-modalit-compatibilit.jpg)
























