Embed Size (px)
Citation preview
UNIVERSITETI SHTETËROR I TETOVËSFakulteti I shkencave të zbatuara
Drejtimi:Arkitekturë
Lënda:
“Materialet ndërtimore”
Kontrolloi: Prof.ass.dr.Naser Kabashi
Tetovë2008
1
Qeramika I HYRJE
Fjala qeramikë rrjedh nga fjala greke “keramos” që do të thotë product I poçerisë e që tash
është një term general I shkencës për prodhimin e artikujve të përpunueshëm.Materialet
qeramike janë jometalike.komponime inorganike –përbërja primare e të cilave është oksigjeni,
por gjithashtu I komponuar me karbon, azot, bor dhe silicon.Ndërsa karakteristikë e tyre është
se kanë fortësi të duhur,qëndrueshmëri ndaj zjarritdhe qëndrueshmëri fizike. Në qeramikë
përfshihen materialet e qeramikës silicate:prodhimet e poçerisë, porcelain, çimentoja dhe lloje
të ndryshme qelqipor, egzistojnë edhe të tilla që janë me karakter joqeramik:materilet e
ngurta inorganike që nuk janë silicate, por janë okside të ndryshme nitridet, karbidet ose
komponimet me metalet dhe plastikën.Shumica e substancave që formojnë materialet e
qeramike janë komponime jonike ndërsa disa prej tyre janë edhe kovalente p.sh. karburi I
silicit SiC.
Prodhimet e qeramikës nuk përdoren vetëm për objekte artistike, por, gjithashtu dhe për
artikuj industrial dhe teknik siç janë gypat e kanalizimit dhe izolatorët elektrik( këto të fundit
kanë disa veti elektrike).Vetitë elektrike të një rendi qeramike të bazuara në përzierjen bakër-
oksigjen lejojnë këto materile qeramike të kenë superpërçueshmëri të madhe, ose të përçojnë
elektricitet pa rezistencë, në një temperaturë të lartë në të cilën edhe metalet përçojnë
elektricitetin. Në teknologjinë hapsirore, matrerialet e qeramikës përdoren për prodhimin e
komponentave për mjetet hapsirore ndërsa në metalurgji përdoren si materiale zjarduruese
për përpunimin e shtresave mbështjellëse në furrat për shkrirje.
Lloji I qeramikës zbatimi Materialet
Qeramika silikate Qelqi,çimentoja,porcelani Përbërës kryesor silikatet
Qeramika e re Zjarduruese,poliruese dhe mjetet
për gdhendje dhe rrafshim
Materialet
josilikate,oksidet,nitridet,karbidet,bori
det
Qeramika fisnike Elementet elektronike Materialet me përbërje të rregulluar
dhe me mikrostrukturë
Pajisjet për mekanikë precize Oksidet, nitridet, karbidet, boridet
Si bazë për klasifikimin shkencor të produkteve të qeramikës shërben dendësia e qeramikës së
pjekur, përkatësisht përçueshmëria për gazet deh lëngjet.Në bazë të këtij klasifikimi dallojmë 2
grupe të mëdhenj të produkteve qeramike:
a) produktet e qeramikës poroze të cilat thithin prej 5-25% ujë dhe
b) produktet prej qeramikës së dendur ose qeramiikës së pjekur të cilat thithin vetëm deri
në 5% ujë.
2
II VETITË
Qeramika I posedon këto veti:kimike, fizike, termike, elektrike, dhe vetitë magnetike gjë që I
bën të dallohen nga materialet tjera, siç janë metalet dhe plastika. Prodhuesi I standardizon
vetitë e qeramikës duke kontrolluar llojin dhe sasine e materialit që është përdorur për
prodhim.
A Vetitë kimike
Qeramikat industriale janë kryesisht të përbëra prej oksideve, (komponimeve të oksigjenit),
por disa janë carbide (komponime të karbonit me metale të rënda), nitrate (komponime të
azotit), boride (komponime të borit), dhe silicate (komponime të siliconit).Për shembull, oksidi
aluminit mund të jetë përbërësi kryesor I qeramikës, Alumina qeramika përmban 85-99% oksid
alumini. Komponentat primare siç janë oksidet, mund të jënë gjithashtu të kombinuara me
komponime komplekse që janë përbërjet kryesore të qeramikës.Shembuj të tillë të
komponimeve komplekse janë barium titanat (BaTiO3) dhe zinc ferrite (ZnFe2O4).Element tjetër
që mund të përdoret në qeramik është edhe karboni në formë grafiti ose diamanti. Qeramika
është më rezistente ndaj korrozionit se plastika dhe materialet. Qeramika nuk vepron me
shumicën e lëngjeve, gazeve, bazave dhe acideve dhe është stabile në periudhë të gjatë
kohore.Shumica e materialeve qeramike kanë pikë të lartë të shkrirjes, dhe disa nga to mund
të përdoren në tëmperatura që ju afrohen atyre të shkrirjes.
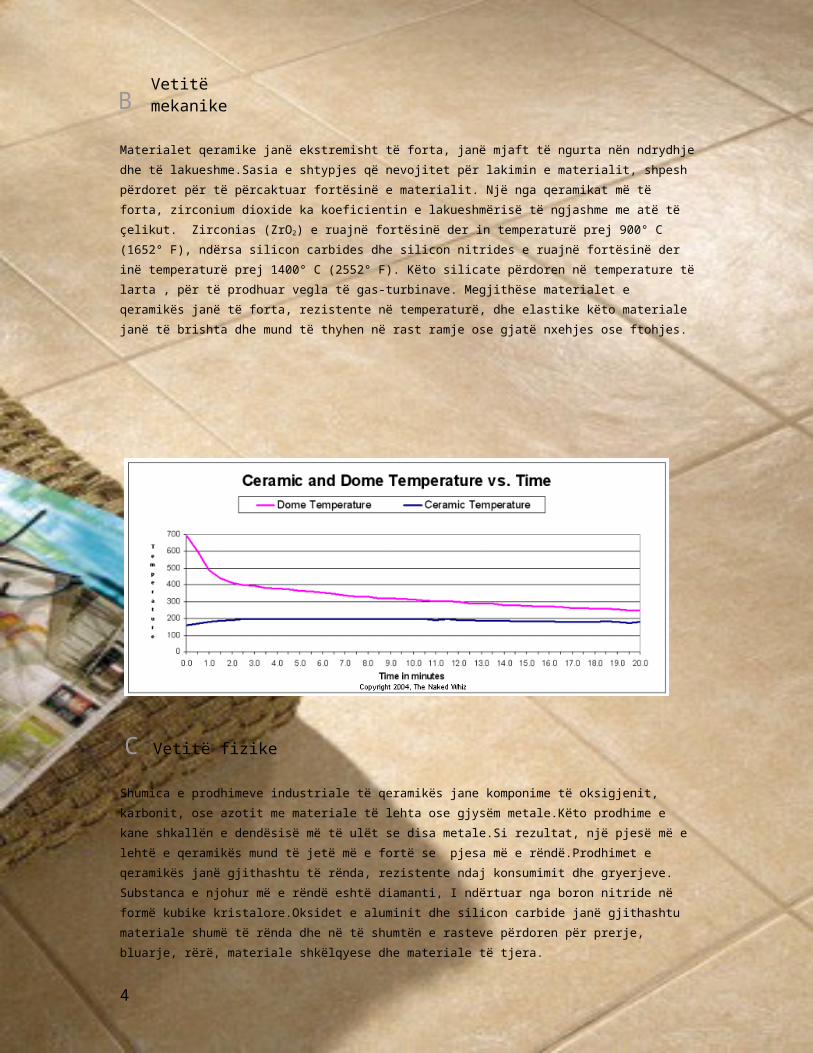
B Vetitë mekanike
Materialet qeramike janë ekstremisht të forta, janë mjaft të ngurta nën ndrydhje dhe të
lakueshme.Sasia e shtypjes që nevojitet për lakimin e materialit, shpesh përdoret për të
përcaktuar fortësinë e materialit. Një nga qeramikat më të forta, zirconium dioxide ka
koeficientin e lakueshmërisë të ngjashme me atë të çelikut. Zirconias (ZrO2) e ruajnë fortësinë
der in temperaturë prej 900° C (1652° F), ndërsa silicon carbides dhe silicon nitrides e ruajnë
fortësinë der inë temperaturë prej 1400° C (2552° F). Këto silicate përdoren në temperature të
larta , për të prodhuar vegla të gas-turbinave. Megjithëse materialet e qeramikës janë të forta,
rezistente në temperaturë, dhe elastike këto materiale janë të brishta dhe mund të thyhen në
rast ramje ose gjatë nxehjes ose ftohjes.
3
C Vetitë fizike
Shumica e prodhimeve industriale të qeramikës jane komponime të oksigjenit, karbonit, ose
azotit me materiale të lehta ose gjysëm metale.Këto prodhime e kane shkallën e dendësisë më
të ulët se disa metale.Si rezultat, një pjesë më e lehtë e qeramikës mund të jetë më e fortë se
pjesa më e rëndë.Prodhimet e qeramikës janë gjithashtu të rënda, rezistente ndaj konsumimit
dhe gryerjeve. Substanca e njohur më e rëndë eshtë diamanti, I ndërtuar nga boron nitride në
formë kubike kristalore.Oksidet e aluminit dhe silicon carbide janë gjithashtu materiale shumë
të rënda dhe në të shumtën e rasteve përdoren për prerje, bluarje, rërë, materiale shkëlqyese
dhe materiale të tjera.
Tkurrja e produkteve qeramike mund të përcillet pas çdo faze të veçantë në procesin e
prodhimit të qeramikës.Varësisht nga mënyra e përcaktimit tkurrja mund të jetë lineare dhe
vëllimore.
tkurrja lineare
Tkurrja lineare definohet nëpërmjet të ndërrimit të njërit nga dimensioned e produkteve
qeramike në krahasim me dimensionet fillestare:gjatësinë,gjerësinë apo lartësinë,sipas kësaj
shprehje:
ku: dimensioni I trupit (artikullit)para tkurrjes,
=dimensioni I njëjtë pas tkurrjes në cilën do qoftë fazë të procesit.
C1 përcaktimi I tkurrjes
4
Për përcaktimin e tkurrjes shfrytëzohet trupi me model të paralelopipedit.Nga masa qeramike
me përbërje të caktuar punohen tri forma të përbërjes në kallëpe me fund të lëvizshëm, I cili
mundëson rrëshqitje të përbërjes së formuar.Për nxerrjen sa më të lehtë të formave prej
kallëpit, këta lyhen me vaj makinash.N etrupa me ndihmën e noniusit shënohen diagonalet me
gjatësi të caktuar dhe nga ndryshimi I gjatësisë së diagonaleve bëhen llogaritjet:
- tkurrja në ajër
- tkurrja gjatë tharjes
- tkurrja e përgjithshme
Format e thara dhe të pjekura para matjes së tkurrjes ftohen deri në temperaturë të
dhomës.Për secilën tkurrje të trupit vlerat për llogariten nëpërmjet mesatares aritmetike
sipas gjatësisë së diagonaleve .
tkurrja vëllimore
Tkurrja vëllimore definohet në mënyrë analoge me atë lineare sipas kësaj shprehje:
Ku: = vëllimi para tkurrjes
= vëllimi pas tkurrjes
Raporti ndërmjet tkurrjes lineare dhe asaj vëllimore është I tillë që tkurrja vëllimore është për
tri herë më e madhe se ajo lineare.
C2 përcaktimi I dendësisë
Përcaktimi i dendësisë te materailet qeramike bëhet me metodën piknometrike ku, përbërja e
thatë në formë pluhuri deri në një masë konstante futet në piknometrin e matur paraprakisht,
deri rreth ¼ e lartësisë së piknometrit dhe matet.I shtohet një sasi lëngu ashtu që përbërja e
tharë të njomet dhe bëhet tërësisht vakumizimi në eksikator me ndihmën e pompës së ujit ose
me ndonjë aparat tjetër të ngjashëm .Kur të ndërpritet lirimi i fluskave të ajrit,në piknometër
shtohet ndonjë lloj lëngu deri te shenja dhe matet.
Dendësia llogaritet nga shprehja:
= dendësia e përbërjes [gr/ ]
= dendësia e lëngut [gr/ ]
5
= masa e (piknometrit-lëngut) [gr]
= masa e (piknometrit+lëngut+përbërjes) [gr]
= masa e piknometrit të zbrazët, [gr]
Vakuumizimi bëhet me qëllim të largimit të ajrit nga poret e hapura, plasaritjet dhe zbrazëtitë
që të bëhet e mundur të depërtoj lëngu i mtur deri në sipërfaqen e vetë përbërjes.Lëngu ideal
piknometrik duhet të ketë vlera minimale të:tensionit të avullit, momentit dipolar, tensionit
sipërfaqësor dhe viskozitetit.Dendësia e lëngut duhet të jetë konstante gjatë matjes dhe të
ketë vlerë sa më të madhe numerike.
Te matjet e sakta dendësia përcaktohet në brenda kohës prej 30 min.
C3 përcaktimi I dendësisë kompakte
Gjatë zhytjes së trupave porozë në lëng çdo pore e mbyllur që gjendet në te e shtyrë në
lëngun në të njejtën mënyrë sikurse në vend të tij të gjendet ndonjë grimcë materiale e
ngurtë.Dallimi qëndron në atë se dendësia e grimcës së ngurtë është më e madhe se e lëngut
që hulumtohet, prandaj ajo tenton të fundërrohet, ndërsa sasia praktikisht e pamatur,
gjegjësisht vëllimi i poreve të mbyllura shkon lart.Poret e hapura të mbushura me lëng në të
cilin trupi është zhytur janë në ekuilibër me të.Me ndihmën e peshores së Arkimedit matet
masa e përbërjes së pjekur në ajër dhe masa e po të njëjtës përbërje e zhytur në ujë.
Nëse trupi poroz me masë , pos matjes hidrostatike ka masë , atëherë mund të
përcaktohet vëllimi i trupit dhe poreve të mbyllura në të cilat nuk ka depërtuar ujë.Ndryshimi (
- ) paraqet masën e humbur të përbërjes hulumtuese gjatë zhytjes në ujë, ndërsa raporti
i këtij ndryshimi ndaj dendësisë së lëngut, në këtë rast ujit, e jep vëllimin e trupit së bashku
me poret e mbyllura, që jepet me anë të kësaj shprehje:
Ku:
V =vëllimi i përbërjes me poret e mbyllura [ ]
=masa e përbërjes së thatë të pjekur [gr]
=masa e përbërjes së njejtë të zhytur në ujë [gr]
=dendësia e ujit [gr/ ]
Në bazë të masës dhe vëllimit të dhënë sipas shprehjes, llogaritet dendësia kompakte:
6
C4 përcaktimi I porozitetit
Duke e ditur dendësinë, masën vëllimore dhe dendësinë kompakte të përbërjes hulumtuese
mund të përcaktohet poroziteti I përgjithshëm, I hapur dhe I mbyllur sipas këtyre shprehjeve:
Poroziteti I hapur:
Ku:
= dendësia e përbërjes [gr/ ]
= masa vëllimore e përbërjes [gr/ ]
= dendësia kompakte e përbërjes [gr/ ]
D Vetitë termike
Siç u përmend edhe më lartë disa prodhime qeramike kanë temperature të larta të shkrirjes,
që do të thotë se edhe në temperature të larta, këto materiale janë rezistuese ndaj
deformimeve dhe ruajnë fortësinë edhe nën presion. Për shemull Silicon carbide dhe silicon
nitride, përballojnë ndryshimet e temperaturës më mirë se metalet. Por, ndryshime të tilla të
larta mund të dobsojnë prodhimet qeramike.Materialet që zgjerohen ose tkurren për disa
shkallë të temperaturës mund të rezistojnë ndryshimeve të tilla më mirë se metalet që kanë
shkallë më të lartë të deformimit. Silicon carbidet dhe silicon nitride zgjerohen dhe tkurren më
pak gjatë ndryshimeve në temperaturë më pak se prodhimet e qera të qeramikës. Këto
materiale më së shpeshti përdoren për prodhimin e rotorëve të trubinës që përdoren në veglat
e motorëve.
E Vetitë elektrike
Disa prodhime të qeramikës përçojnë rrymën elektrike. Për shembull, Dioksid kromi përçon
elektricitetin më mirë se disa metale ndërsa ka prodhime të tjera që janë përçues të dobët ose
të tillë që quhen semipërçues ( materiale me përçueshmëri më të madhe se izolatorët por, më
7
të ulët se përçuesit). Disa lloje të tjera nuk përçojnë aspak siç është oksid alumini dhe të tillët
përdoren për si pjesë ndarëse për elementët në një qark elektrik. Ndërsa porcelain reagon si
isolator në temperature të ulta por, përçojnë elektricitet në temperatura të larta.
F Vetitë magnetike
Prodhimet që përmbajnë dioksid hekuri (Fe2O3) shfaqin veti magnetike të ngjashme me ato të
hekurit, nikelit dhe cobaltet magnetike.Këto okside quhen ferrite.Qeraikë tjera me veti
megnatike janë:oksidet e nikelit, të magnezit dhe borit.Këto gjejnë përdorim më të madh në
motore dhe qarqet elektrike që kanë rezistencë të madhe deri në demagnetizim, gjatë këtij
procesi krijohet fushë e fuqishme elektrike që mund të përëahet shumë vështirë gjatë
rradhitjes së elektroneve.
Për prodhimin e qeramikës shfrytëzohen lëndë të para të ndryshme.Në këtë çast duhet të
theksohet se për prodhimin e qeramikës klasike silikate,të gjitha lëndët e para janë minerale
natyrore.Për prodhimin e qeramikës bashkëkohore shfrytëzohen kryesisht komponentet e
sintetizuara.Prej silikateve natyrore më së shumti përdoren:argjila, feldspatet dhe rëra
kuarcite.
Argjilat janë shkëmbinj sedimentues të cilaët janë të përbërë prej shumë mineraleve të
argjilës:kaolinit, montmorilonitit dhe ilitit.Sipas përbërjes kimike të gjitha mineralet e argjilës
janë kripëra të aluminit të acidit silicik, gjegjësisht silikate të aluminit.
Duke pasur parasysh se acidi silicik kristalizon në formë të një vargu të tetraedrave të lidhur
ndërmjet tyre në një shtresë, ndërsa në formë të shtresave me strukturë
oktaedrike, gjatë neutralizimit të tyre vjen deri te ndarja e ujit dhe lidhja e përbashkët e
shtresave vetëm në rrafshin e atakimit.
Kaolini është kripë e acidit polisilicilik me formulë: në të cilën gjashtë atome të
hidrogjenit janë të zëvendësura me 2 atome të alumnit, ashtu që formula e kaolinit do të jetë:
III Lëndët e para për industrinë e qeramikës
8
,që tregon se kaoliniti është silikat i hidratizuar i aluminit.Kaolini krijohet
sipas këtij reaksioni:
Në natyrë kaolini krijohet edhe me zbërthimin e e feldspateve nën veprimin e ujit dhe të
dioksidit të karbonit sipas këtij reaksioni:
Nëse në reaksionin e neutralizimit marrin pjesë 2 molekula të acidit silicik, bashkimi i tyre
bëhet në 2 shtresa të rrafshta të atakimit dhe përfitohet lloji tjetër i mineraleve të argjilës
montrmorilonite, ku si anëtar i këtyre është minerali pirofilit i cili krijohet sipas këtij reaksioni:
Montmorilonitet janë silikate të hidratizuara të aluminit dhe të magnezit, të cilat krijohen me
zëvendësimin pjesor të aluminit në profilit me magnez.Këto kanë veti të theksuara
koloidale.Fryhen mjaft nën veprimin e ujit dhe për këtë arsye në formulat e tyre molekulat e
ujit shënohen me n pasi janë të pacaktuara.
Kur atomet e aluminit futen në strukturën elementare të acidit silicik, krijohen silikatet e
aluminit të njohura si minerale feldspate dhe prej tyre janë të njohura:feldspati i natriumit
(albiti), feldspatet e kaliumit (ortoklasi dhe mikroklini) dhe feldspati i kalciumit (anortiti) si lloji
mineralesh të lëndëve të para të qeramikës.
III1 përgaditja e lëndës së parë për qeramikën
Qëllimi themelorë i një varg operacionesh , të cilët shfrytëzohen ë këtë etapë , është
që të sigurojnë pëe çdo komponent që hynë në përbërjen e masës qeramike ,
përbërje të caktuar kimike – minerale , gjendje fizike dhe lagështi të domosdoshme
për procese të mëtejshme . Shumë ecuri dhe procese të cilët shfrytëzohen në
xehetari për përgatitjen e lëndëve të para si për shembull , thëngjillin , përdoren
mjaft edhe në industrinë e qeramikës .
Përgatitja e lëndëve të para përfshin procesin e pasurimit të lëndëve minerale ,
edhe atë : shpërlarjen e xeheve me ujë nga dheu , seperacionin në sita apo shirita
magnetik ( me ç ‘rast ndahet pjesa magnetike nga ajo jomagnetike ) , pastrimi kimik
dhe largimi i përcjellësve të dëmshëm , tharje e lëndëve të para deri në atë shkallë të
lagështisë ku materiali mund më andej të bluhet .
Një përgatitje e gjerë e këtillë lëndëve të para , thjesht zbatohet te prodhimtaria
klasike e qeramikës silikate , pasi këtu lëndët e para janë minerale silikate natyrore ,
të cilat në varësi nga vendet ku gjenden mund të jenë me kualitet mjaft të ndryshëm
dhe me përcjellës të shumë – llojshëm .
9
Te prodhimtaria e qeramikës bashkëkohore sinteza paraprake kryhet me përpunim
termik me ç’rast në materialet e formuara ( briketat ) vjen deri formimi i
kompozimeve kimike me reaksionet në gjendje të ngurtë në temperatura të larta ,
këto kompozime janë : stanatet , titanitet , zyrkanatet , nga të cilan më vonë
prodhohen : qeramika fisnike , qeramika për elektronikë , materialet e larta
zjarrduruese dhe radio qeramika .
Përpunimi paraprak termik shfrytëzohet edhe te prodhimi i shamotiti , ku argjili
dehidratizohet duke e lëshuar ujin kristalor nga molekulat e tij dhe e humbë vetinë e
plasticitetit .
Duhet theksuar se edhe vetë procesi i përfitimi të shamotit ose briketave përbëhet
prej një varg ecurish : bluarje dhe përzierje e komponentëve , formimi i briketave ,
tharja dhe pjekja e tyre . Në këtë mënyrë , tërë cikli i operacioneve dhe proceseve
teknologjike në prodhimtarinë e qeramikës mund edhe dy herë të përsëritet , s’pari
gjatë përgatitjes së komponentëve të veçanta për masën qeramike , ndërsa më
vonë gjatë prodhimit të produkteve të gatshme .
Bluarja e lëndëve të para e mundëson përfitimin e grimcave me përmasa të
nevojshme sipas kërkesave , për proceset e mëtejshme të përpunimit dhe përfitimin
e produkteve me veti të dëshiruara . Duke pasur parasysh se në procesin e pjekjes
zhvillohen reaksione në gjendje të ngurtë dhe proceset e “sinterizimit” – dendësimi i
masës , për zhvillimin e shpejtë të këtij operacion është shumë me rëndësi
disperziteti i madh i lëndës së parë , për këtë arsye operacionit të bluarjes në
industrinë e qeramikës , çdo herë i kushtohet kujdesi i veçantë .
Për bluarjen shfrytëzohen lloje të ndryshme të mullonjëve me veprim kontinual dhe
diskontinual . Më së shumti përdoren mullinjtë rrotullues me sfera , tëcilët e bluajnë
suspensionin e masës qeramike në raport të caktuar me masën e sferave : masën
qeramike , dhe masën e ujit .
III2 përgaditja e masës qeramike
Me nocionin masë qeramike nënkuptojmë përzierjen homogjene të lëndëve të para
për ndërtimin e trupave të veçantë . Në këtë rast , në varsi nga roli që kanë
komponentët e veçantë , në proceset e prodhimit të qeramikës klasike , këto ndahen
në tri grupe themelore :
1 . Komponentët plastikë,të cilët e mundësojnë formimin (trajtësimi )e produkteve
qeramike,këto janë :argjila dhe mineralet e argjilës .
2 . Mbushësit të cilët e zvogëlojnë tkurrjen e masës qeramike gjatë tharjes dhe
pjekjes së produkteve qeramike edhe atë këto janë :kuarci (SiO ),rëra,shamti etj.
3 . Shkrirësit,roli i të cilëve është që ta ulin temperaturën e pjekjes së produkteve
qeramike.Për këtë qëllim më së shumti shfrytëzohen fledspatet.
10
Përzierja e lëndëve të para duhet ta mundësojë përfitimin e masës me përbërje të
caktuara homogjene , kimike – mineralogjike dhe granulometrike ( kjo do me thënë
përfitimin e grimcave me përmasa të caktuara ).
Pas dorzimit vëllimor ose masor komponentët përzihen në përzierëse , të cilat
punojnë në mënyrë periodike ose kontinuale.
Operacioni i përzierjes së lëndëve të para më së shpeshti zhvillohet gjatbluarjes së
imët . Në këtë rast në parim përzierja e lëndëve të para mund të zhvillohet në dy
mënyra të ndryshme edhe atë : me rrugë të thata dhe të njoma . Sipas kësaj të fundit
përfitohen masa më homogjene prandaj edhe më së shumti , përdoret . Pas
përzierjes , te rruga e njomë , masa filtrohet në filtra me kornizë .
Përgaditja e masës qeramike duhet të sigurojë veti të caktuara fizike : dendësi ,
ngjitje dhe plasticitet të domosdoshëm për proceset e mëtejme të formimit të
produkteve qeramike . Këtë veti kryesitë varen nga përmbajtjen e mjeteve lidhëse në
masë , si dhe nga vetit e vetë masës . Masa e përbërë nga materialet e argjilës
tergon dukuri plastike
( kjo edhe pas ndonjë veprimi nga jashtë ) , sasia e pranishme e materialeve organike
në agjil si dhe karakteri dypolar i molekulave të ujit në të cilat argjila tregon veti
plastike .
III3 shtuarja e mjeteve lidhëse
Materialeve qeramike jo plastike u shtohen mjetet lidhëse , këto janë lëngjet , të cilat
sipas rregullave mjaft mirë e bëjnë njomjen e grimcave dhe sigurojnë plasticitet të
caktuar të masës qeramike . Gjatë tharjes uji dhe mjetet lidhëse largohen . Si mjete
lidhëse largohen . Si mjete lidhëse shfrytëzohen materiet organike dhe minerale si
dhe tretësirat e këtyre materieve . Gjatë tharjes uji avullohet , ndërsa materiet
minerale ngelin në përbërjen e produkteve . Uji nuk llogaritet si mjet lidhëse , por si
materie e cila i zhvillon vetitë plastike të materieve qeramike .
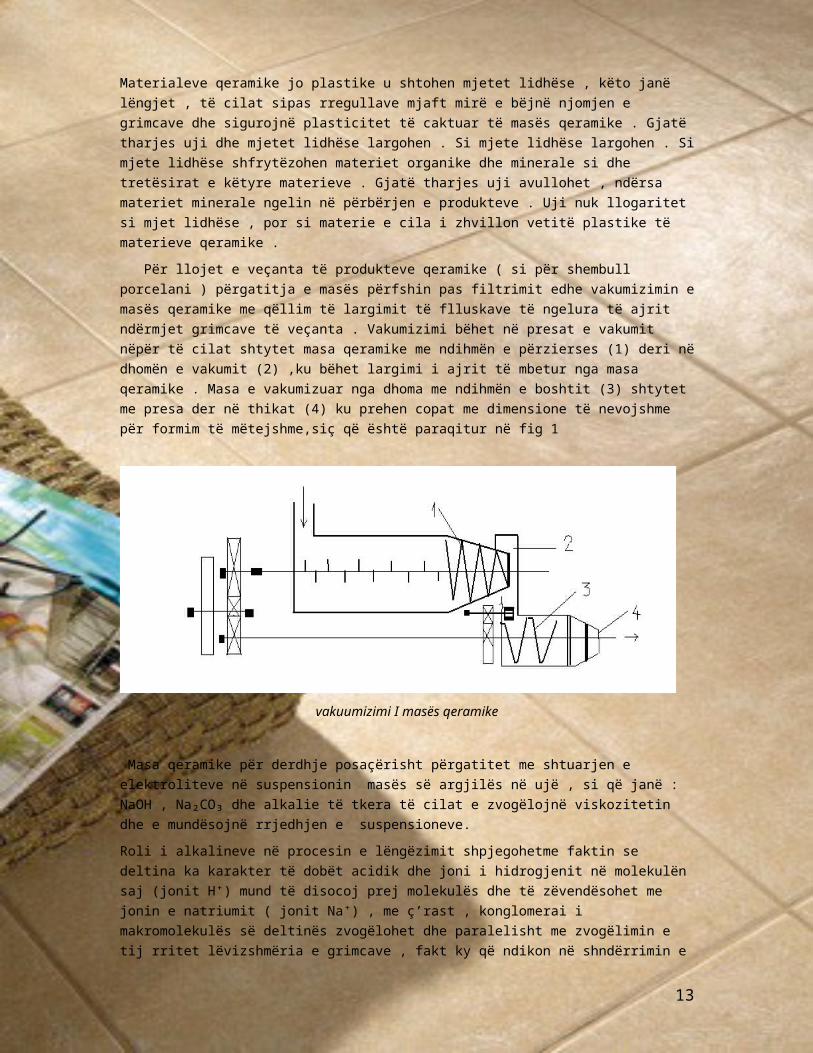
Për llojet e veçanta të produkteve qeramike ( si për shembull porcelani ) përgatitja
e masës përfshin pas filtrimit edhe vakumizimin e masës qeramike me qëllim të
largimit të flluskave të ngelura të ajrit ndërmjet grimcave të veçanta . Vakumizimi
bëhet në presat e vakumit nëpër të cilat shtytet masa qeramike me ndihmën e
përzierses (1) deri në dhomën e vakumit (2) ,ku bëhet largimi i ajrit të mbetur nga
masa qeramike . Masa e vakumizuar nga dhoma me ndihmën e boshtit (3) shtytet
me presa der në thikat (4) ku prehen copat me dimensione të nevojshme për formim
të mëtejshme,siç që është paraqitur në fig 1
11
vakuumizimi I masës qeramike
Masa qeramike për derdhje posaçërisht përgatitet me shtuarjen e elektroliteve në
suspensionin masës së argjilës në ujë , si që janë : NaOH , Na₂CO₃ dhe alkalie të
tkera të cilat e zvogëlojnë viskozitetin dhe e mundësojnë rrjedhjen e suspensioneve.
Roli i alkalineve në procesin e lëngëzimit shpjegohetme faktin se deltina ka karakter
të dobët acidik dhe joni i hidrogjenit në molekulën saj (jonit H⁺) mund të disocoj prej
molekulës dhe të zëvendësohet me jonin e natriumit ( jonit Na⁺) , me ç’rast ,
konglomerai i makromolekulës së deltinës zvogëlohet dhe paralelisht me zvogëlimin
e tij rritet lëvizshmëria e grimcave , fakt ky që ndikon në shndërrimin e brumit
deltinor në një masë të lëngët , e cila mund të formohet me anë të derdhjes .
Prania e komponentëve të ndryshëm me karakter jodeltinor në masë qeramike , të
përgatitur për formim , tregon ndikim të dukshëm në vetitë e produkteve qeramike
që përftohen . Në këtë drejtim është mjaft delikat roli i gurit gëlqeror , i alkalieve , i
oksidit të kalciumit , i oksidit ferik , i gjipsit , i substancave organike etj .
Guri gëlqeror e zvogëlon dukshëm qëndrueshmërinë e deltinës ndaj temperaturave
të larta . Po ashtu edhe dyoksidi i karbonit që çlirohet me zbërthimin e tij mund të
shkaktojë plasje dhe deformime të mëdha në format e përfituara , sidomos në fazat e
mëvonshme të procesit teknologjik – faza e tharjes dhe të pjekjes së produkteve
qeramike .
Prania e oksidit të kalciumit dhe të alkalieve të tjera në masën deltinore ndikon në
uljen e temperaturës së zbutjes së saj . Kur është e nevojshme , oksidi i kalciumit i
shtohet masës deltinore në fomë të suspensionit , shërbetit të gëlqeres .
Oksidi ferik ( ) luan po ashtu rolin e shkrirësit . Sasia e tij në masën qeramike
varet prej karakterit të brumit dhe të produkteve që do të përftohen me formimin e
tij . Sasia maksimale e lejuar e oksidit ferik për masën qeramike të porcelanit është 0,6% ndërsa në masën qeramike për prodhimin e produkteve të materialeve
zjarrduruese është 5% .
Sulfati i kalciumit dhe kripërat e tjera të tretshme , nëse janë të pranishme në
masën e qeramikës në sasi mbi ato që mund të tolerohen , mund të shkaktojnë
12
pasoja negative në cilësinë e produkteve qeramike . Gjatë pjekjes këto materie ,
sidomos në praninë e lagështisë , depërtojnë në sipërfaqen e modelit dhe trupit të
formuar , duke shkaktuar të ashtuquajturën dukuri të lulëzimit të produkteve
qeramike , përkatësisht dukurinë e paraqitjes së njollave të qëndrueshme .
Prania e substancave organike në masën qeramike nuk është e dëmshme ,
parimisht , me përjashtim të rasteve kur sasia e tyre është tepër e madhe , pasi
atëherë ato shkaktojnë tkurrje të dukshme të formave gjatë pjekjes .
Për përfitimin e masës qeramike përdoren zakonisht këto metoda :
a) Metoda e thatë,
b) Metoda plastike dhe
c) Metoda shlikere ose metoda e lëngët.
Me metodën e thatë të përgatitjes nënkuptohet përgatitja nëpërmjet njomjes së
lëndëve të para , të matura sipas recepturës , me një sasi të ujit deri në 10% .
Metoda në fjalë përdoret kryesisht për qeramikën ndërtimore dhe për prodhimin e
produkteve të ndryshme të industrisë së materialeve zjarrduruese .
Me metodën plastike të përgatitjes së masës qeramike nënkuptohet njomja e
përzierjes së përgatitur të lëndëve të para dhe të materialeve të tjera joplastike deri
sa të përfitohet brumi .
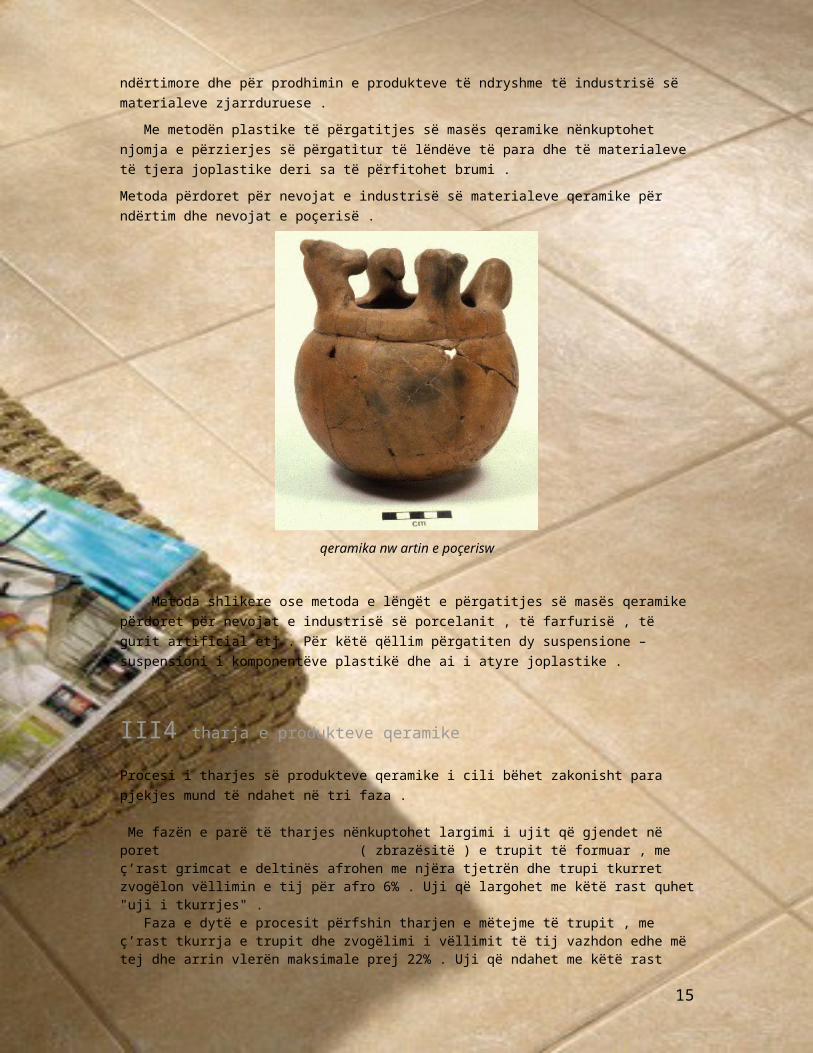
Metoda përdoret për nevojat e industrisë së materialeve qeramike për ndërtim dhe
nevojat e poçerisë .
qeramika nw artin e poçerisw
Metoda shlikere ose metoda e lëngët e përgatitjes së masës qeramike përdoret për
nevojat e industrisë së porcelanit , të farfurisë , të gurit artificial etj . Për këtë qëllim
përgatiten dy suspensione – suspensioni i komponentëve plastikë dhe ai i atyre
joplastike .
13

III4 tharja e produkteve qeramike
Procesi i tharjes së produkteve qeramike i cili bëhet zakonisht para pjekjes mund të
ndahet në tri faza .
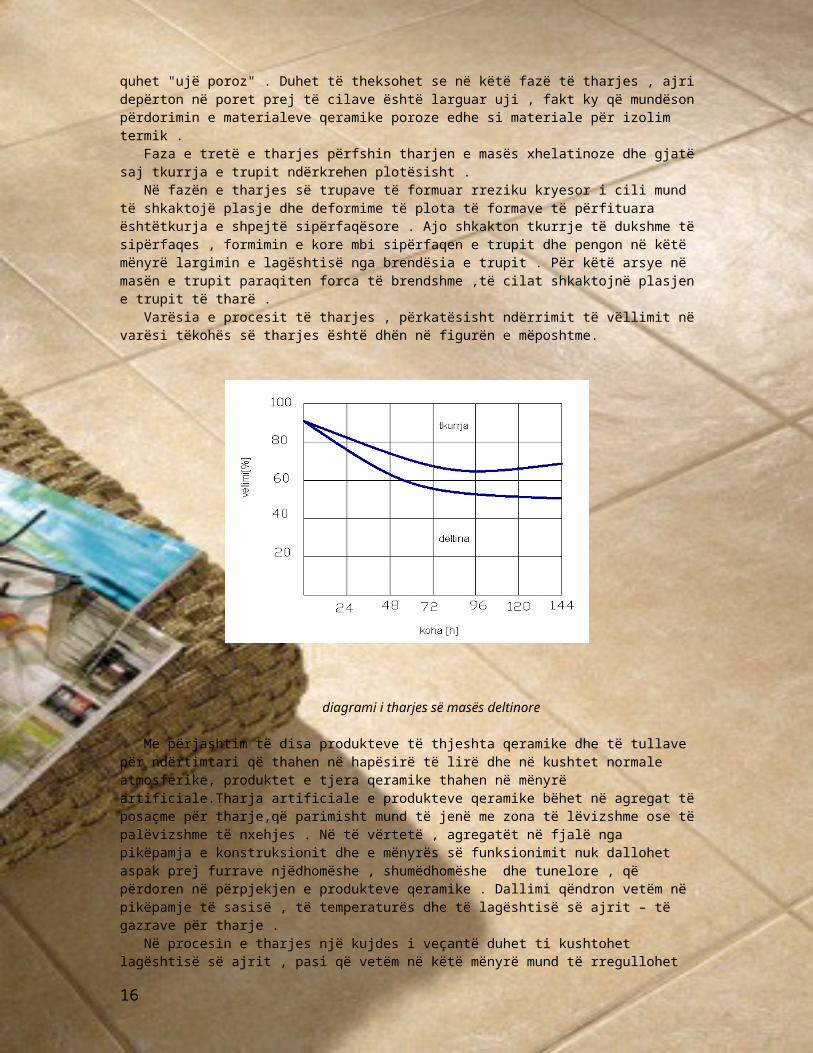
Me fazën e parë të tharjes nënkuptohet largimi i ujit që gjendet në poret ( zbrazësitë ) e trupit të formuar , me ç’rast grimcat e deltinës afrohen me njëra tjetrën dhe trupi tkurret zvogëlon vëllimin e tij për afro 6% . Uji që largohet me këtë rast quhet "uji i tkurrjes" . Faza e dytë e procesit përfshin tharjen e mëtejme të trupit , me ç’rast tkurrja e trupit dhe zvogëlimi i vëllimit të tij vazhdon edhe më tej dhe arrin vlerën maksimale prej 22% . Uji që ndahet me këtë rast quhet "ujë poroz" . Duhet të theksohet se në këtë fazë të tharjes , ajri depërton në poret prej të cilave është larguar uji , fakt ky që mundëson përdorimin e materialeve qeramike poroze edhe si materiale për izolim termik . Faza e tretë e tharjes përfshin tharjen e masës xhelatinoze dhe gjatë saj tkurrja e trupit ndërkrehen plotësisht . Në fazën e tharjes së trupave të formuar rreziku kryesor i cili mund të shkaktojë plasje dhe deformime të plota të formave të përfituara ështëtkurja e shpejtë sipërfaqësore . Ajo shkakton tkurrje të dukshme të sipërfaqes , formimin e kore mbi sipërfaqen e trupit dhe pengon në këtë mënyrë largimin e lagështisë nga brendësia e trupit . Për këtë arsye në masën e trupit paraqiten forca të brendshme ,të cilat shkaktojnë plasjen e trupit të tharë . Varësia e procesit të tharjes , përkatësisht ndërrimit të vëllimit në varësi tëkohës së tharjes është dhën në figurën e mëposhtme.
diagrami i tharjes së masës deltinore
Me përjashtim të disa produkteve të thjeshta qeramike dhe të tullave për ndërtimtari që thahen në hapësirë të lirë dhe në kushtet normale atmosferike, produktet e tjera qeramike thahen në mënyrë artificiale.Tharja artificiale e produkteve qeramike bëhet në agregat të posaçme për tharje,që parimisht mund të jenë me zona të lëvizshme ose të palëvizshme të nxehjes . Në të vërtetë , agregatët në fjalë nga pikëpamja e konstruksionit dhe e mënyrës së funksionimit nuk dallohet
14
aspak prej furrave njëdhomëshe , shumëdhomëshe dhe tunelore , që përdoren në përpjekjen e produkteve qeramike . Dallimi qëndron vetëm në pikëpamje të sasisë , të temperaturës dhe të lagështisë së ajrit – të gazrave për tharje . Në procesin e tharjes një kujdes i veçantë duhet ti kushtohet lagështisë së ajrit , pasi që vetëm në këtë mënyrë mund të rregullohet dhe të drejtohen tkurrja , lakimi dhe deformimi i produkteve gjatë tharjes . Varësisht prej formës dhe përmasave të produkteve që thahen dhe prej mënyrës së tharjes , procesi mund të zgjasë prej disa ditëve deri në disa javë dhe muaj . Shpejtësia e tharjes varet prej përmasave dhe prej tempareturës e sasisë së ajrit për tharje . Si detyrë e operacioneve difuzive të tharjes në prodhimtarinë e qeramikës është që ta zvogëlojë përmbajtjen e lagështisë në masën qeramike deri në atë nivel që të mos pengojë më tutje në procesin e pjekjes , si dhe trupi formësuar ta ruaj formën e marrur më parë . Nëse komponentët fillestar lidhës janë kompozime organike , atëherë kemi të bëjmë me diegjen paraprake të lidhësve organike , e jo me tharjen . Shumica e produkteve qeramike formohen nën ndikimin e ujit , prandaj edhe tharëset përdoren me të madhe në prodhimtarinë e qeramikës . Si ambient për tharje thjesht shfrytëzohet përzierja avull uji dhe ajër , në raporte të ndryshme të përzierjes dhe në temperatura të ndryshme varësisht nga faza e tharjes . Që gjatë tharjes mos të vjen gjer te plasaritja e trupave , për shkak të nxehjes së hovshme të sipërfaqes së tyre në krahasim me pjesën e brendshme të trupave , trupat më të rëndësishëm thahen në përzierjen avull – ajër në temperaturë prej 30 – 40 °C dhe me përmbajtje të mëdha të lagështisë në hyrje të tharëses . Në pjesën e mesme të furrës përmbajtja e lagështisë së përzierjes zvogëlohet , ndërsa temperatura arin deri në 80 °C , kurse në dalje nga tharësja trupat ngadalë thahen . Proceset e këtilla zhvillohen në tharëset bashkëkohore me kanale të ngjashme me furrat tunelore nëpër të cilën kalojnë shiritat ose vagonetat të mbushura me material për tharje në kahe të kundërt me ajrin e nxehur . Në pajisjet moderne ekzistojnë edhe ventilator lëvizës , të cilët lëvizin nëpër kanalet e tharëses ndërmjet vagonetave dhe mundësojnë përzierje më të mira të ajrit nëpër shtresa të veçanta të materialit të paluar , i cili e bën ftohjen e materialit në pjesën dalëse të furrës . Më parë janë shfrytëzuar tharëset diskontinuale të cilat tani nuk përdoren pasi janë treguar jo ekonomike . Në vendet e pasura me energji elektrike shfrytëzohen edhe tharëset me frekuencë të lartë , ato me rrezatim infra të kuqe dhe pajisje të tjera elektrike për tharje .
Qeramika industriale mund të prodhohet nga pluhuri I ngjeshur ngushtë I cili më pas I
nënshtrohet një temperature të lartë.Qeramika tradicionale siç është porcelain,tjegulla
krijohen nga pluhur I përbërë prej mineraleve siç janë argjila dhe silici ose egzistojnë lloje të
tjera të përbëra prej pluhuri shumë të pastër prej kemikaleve speciale( karbidet silicate,
aluminet dhe barium titanate).
Mineralet që përdoren për prodhimin e qeramikës nxiren nga toka dhe më pas copëtohen deri
sa bëhen pluhur.Prodhuesit shpesh bëjnë përzierjen e këtij pluhuri me tretësirë dhe më pas
bëhet kondenzimi I tretësirës.Më pas bëhet ndarja e tretësirës, ndërsa pluhuri nxehet me
qëllim që të bëhet pastrimi I tij. Në fund mbetet pluhur tërësisht I pastër ku 1 grimcë ka
madhësi prej një micrometer (1 mikrometer = 0.000001 meter ose 0.00004 in).
A Formimi
III FABRIKIMI
15
Pas pastrimit ,shtohet një sasi e vogël e dyllit që të bëhet ngurtësimi I pluhurit të qeramikës
për përpunim më të lehtë ndërsa ka raste kur mund të shtohet edhe plastika me qëllim të
arritjes së butësisë. Më pas pluhuri mund të formësohet në objekte gjë që arrihet përmes
procesesh të ndryshme si p.sh. slip casting, shtypjes, formimit injektiv dhe shtrydhjes.Pasi që
qeramika formësohet atëherë nxehet,process ky I njohur si densifikim që shërben që materiali
të arrijë fortësinë dhe dendësinë e duhur.
A1 Slip Casting
Proces I formimit gjatë të cilit formohen vrima në objekt. Pluhuri I qeramikës derdhet në kallëp
që ka mure poroze, dhe I njëjti mbushet me ujë. Gjatë këtij procesi kapilar ( forcat krijohen
nga tensioni I sipërfaqes dhe nga lagja e qosheve të kanalit) në muret poroze lirohet uji nga
pluhuri dhe kallëpi, duke lënë pas një shtresë të fortë qeramike.
A2 Procesi I shtypjes
Gjatë këtij procesi, pluhuri I qeramikës derdhet në kallëp në të cilin veprohet me
shtypje.Shtypja bën kondenzimin e pluhurit në qeramikë të ngurtë që më pas formësohet
Brenda në kallëp.
A3 Formimi injektiv (fryerja)
Formimi injektiv përdoret për formimin e objekteve të vogla dhe të ngatëruara. Në këtë
metodë përdoret piston që të shtyj pluhurin e qeramikës nëpër një kanal të nxehtë deri në
kallëp, ku pluhuri ftohet dhe ngurtësohet varësisht formës së kallëpit. Kur objekti është
ngurtësuar, hapet kallëpi dhe pjesa e qeramikës hiqet.
A4 Nxjerja (extrusion)
Nxjerja është proces I vazhdueshëm gjatë të cilës pluhuri I qeramikës nxhet në fuci të gjata.
Një vidhë rrotulluese e detyron materialin e nxehur të marrë formën e duhur. Kur shfaqet
forma e vazhduar atëherë forma ftohet, ngurtësohet dhe pritet në gjatësi të dëshiruar.Ky
process përdoret për prodhimin e gypave të qeramikës,tullave dhe tjegullave.
B Densifikimi
Procesi I densifikimit përdoret përgjatë nxehjeve intensive për të transformuar objektet
qeramike në objekte të forta dhe të dendura.Pas formësimit,objekti futet në furra elektrike në
temperatura ndërmjet 1000° dhe 1700° C (1832° dhe 3092° F).Kur qeramika nxehet,pjesët e
pluhurit bashkohen.Kur grimcat e qeramikës ngjeshen, objekti bëhet më I dendur duke arritur
një tkurrje prej 20% në krahasim me madhësinë e vërtetë.Qëllimi I procesit të nxehjes është
që të rritet fortësia e qeramikës duke fituar strukturë të brendshme kompakte dhe të dendur.
16
prodhimi i produkteve qeramike
IV APLIKIMI
Qeramika vlerësohet për vetitë mekanike që I posedon,duke marrë parasysh fortësinë,
qëndrueshmërinë.Vetitë magnetike dhe elektrike I bëjnë të përdorshme në aplikime
elektronike, ku mund të përdoren si isolator, gjysëmpërçues, përçues dhe magnete, Qeramika
gjithashtu gjen përdorim edhe në fluturimet hapsirore, medicinë, konstruksione dhe industrinë
nukleare por, ditët e sotme përdorim më të gerë gjen në prodhimin e pllakave dekoruese.
përdorimi I qeramikës si material dekorues
17





























