Embed Size (px)
Citation preview
MARCEL ASTOLPHE
VINICIUS MÜHE CONSENTINO
JORGE KEIJI RODRIGUES UEMURA
BRUNO DEMANTOVA
MARCOS COLONIEZI
RAMON DALL AGNOL
HEINZ KEFFLER
THAYANE ROCHA
MYKEILA RODRIGUES DE OLIVEIRA
PRODUÇÃO DE VINAGRE DE MAÇÃ
CURITIBA
2011
ii
MARCEL ASTOLPHE
VINICIUS MÜHE CONSENTINO
JORGE KEIJI
BRUNO DEMANTOVA
MARCOS COLONIEZI
RAMON DALL AGNOL
HEINZ KEFFLER
THAYANE ROCHA
MYKEILA RODRIGUES DE OLIVEIRA
PRODUÇÃO DE VINAGRE DE MAÇÃ
Trabalho apresentado à disciplina
INTEGRAÇÃO I, referente a segunda
parte desta.
Orientadora: Profª Dra. Regina Maria
Matos Jorge.
CURITIBA
2011
iii
SUMÁRIO
1. INTRODUÇÃO........................................................................................5
2. LEGISLAÇÃO BRASILEIRA E PADRONIZAÇÃO................................8
3. COMPOSIÇÃO DO VINGRE..................................................................10
a. 3.1 Àcido Acético.......................................................................10
b. 3.2 Alcool etílico residual..........................................................10
c. 3.3 Extrato seco..........................................................................10
d. 3.4 Cinzas....................................................................................11
4. MATÉRIAS PRIMAS..............................................................................11
a. 4.1 Fermentado de maçã...........................................................11
b. 4.2 Microorganismos.................................................................12
5. RENDIMENTO E PRODUTIVIDADE......................................................13
6. PROCESSOS DE FABRICAÇÃO DO VINAGRE..................................15
a. Processo de Orleans..................................................................15
b. Processo Alemão................................................................16
c. Processo Submerso............................................................18
d. Processamento final do vinagre..........................................20
7. MEMORIAL DESCRITIVO...............................................................22
a. Balanço de Massa.................................................................22
b. Equipamento utilizados.......................................................24
i. Triturador.........................................................................24
ii. Tanques.....................................................................24
iii. Válvulas.....................................................................24
iv. Centrífuga..................................................................25
v. Bomba.........................................................................25
vi. Trocador de calor............................................................25
vii. Filtro...........................................................................25
viii. Fermentador.....................................................................25
ix. Acetificador.....................................................................25
x. Pasteurizador...................................................................26
xi. Tubulações.....................................................................26
8. REFERÊNCIAS..............................................................................27
4
1. INTRODUÇÃO
O vinagre, assim como o vinho, a cerveja, o pão, o queijo ,o kefir e o
iogurte é um alimento fermentado conhecido a milhares de anos. Seu nome
provém do francês vinaigre ou vinho azedo (SACHS, 1990; AQUARONE et al,
2001; MORETTO et al., 1988). Já conhecido há muito tempo, o vinagre, era
originalmente obtido pela fermentação espontânea do vinho, outras bebidas
fermentadas e de mostos de frutas deixados ao ar (SACHS, 1990; AQUARONE
et al., 2001).
Os povos antigos usavam o vinagre não só como condimento, mas
também no preparo de bebidas, refrigerantes, na conservação de alimentos e
até como medicamento e cosmético (MORETTO et al., 1988). Na antiga China,
o jarro com vinagre era tido como símbolo da vida. Já há 5.000 anos, os
egípcios, babilônios, indianos, gregos e persas conheciam a arte da fabricação
do vinagre e sua versatilidade. O vinagre era mais do que um tempero picante
para os alimentos, era o único meio de conservar a carne, o peixe e os
legumes. Somente assim os alimentos perecíveis podiam ser transportados por
longas distâncias (HEINIG, 2000).
A fermentação alcoólica seguida da acética se produz espontaneamente
sobre qualquer substrato açucarado exposto ao pó e aos insetos que
transportam leveduras e bactérias. A acetificação também se realiza
espontaneamente em vinhos e sidras de baixos teores de álcool expostos ao
contato com o ar (SACHS, 1990).
Diversos estudiosos se interessaram pelo estudo do vinagre ainda que,
somente no século XVIII, alguns resultados mais próximos da realidade tenham
sido publicados. Backer, na segunda metade do século XVII, foi o primeiro a
constatar que o ar era imprescindível para a obtenção do vinagre (AQUARONE
et al., 2001). Já em 1837, Kutzing, um botânico alemão, verificava a
responsabilidade do microrganismo na formação de ácido acético e relatava
suas experiências sobre a “mãe do vinagre” (AQUARONE et al., 2001).
5
Berzélio, químico prestigiado do século XVIII, afirmava em 1839 que a
transformação de etanol a ácido acético não passava de processo
exclusivamente químico de ordem catalítica (AQUARONE et al., 2001).
Pasteur, entre 1864 e 1868 demonstrou, com detalhes em sua obra sobre o
vinagre, a necessidade da presença de um ser vivo, segundo ele, Mycoderma
aceti para a ocorrência da acetificação (AQUARONE et al., 2001).
Ainda hoje em dia o vinagre continua a ser utilizado no mundo inteiro
como condimento e conservante de alimentos. Além disso, é considerado um
complemento indispensável à alimentação humana, pela ação nutritiva e
biorregulatória (AQUARONE et al., 2001).
Sob o aspecto nutricional, têm vitaminas, ácidos orgânicos, proteínas e
aminoácidos provenientes do fruto e da fermentação alcoólica (AQUARONE et
al., 2001).
O vinagre de maçã se destaca entre os outros tipos de vinagres por
possuir grandes teores de potássio, fósforo, magnésio, enxofre, cálcio, flúor e
silício. A presença destes componentes e do ácido málico fazem do vinagre de
maçã um alimento com grande potencial medicinal (RICHWARE, 2003).
O vinagre de maçã possui ainda uma atividade bacteriana e fungicida
que desempenha um papel importante na manutenção da flora intestinal. Além
disso, ele contém dezenas de vitaminas, minerais, aminoácidos, enzimas e
outros nutrientes importantes para a saúde como a pectina, que por ser uma
fibra solúvel facilita a digestão das gorduras e proteínas (RICHWARE, 2003).
A produção do vinagre é dada por dois processos bioquímicos distintos,
ambos resultantes da ação de microrganismos: a fermentação alcoólica, pela
ação de leveduras sobre matérias-primas açucaradas e amiláceas e a
fermentação acética, pela ação de bactérias aeróbias do gênero Acetobacter
(AQUARONE et al., 2001).
A fabricação de vinagre proporciona um meio de utilização de matéria-
prima inaproveitável dos estabelecimentos industriais de frutas e especialmente
6
de propriedades rurais, que de outra forma, não poderiam competir no mercado
(EVANGELISTA, 1989)
Dentre os processos industriais utilizados na produção de vinagre, o
mais difundido é o que utiliza cultura submersa através de forte aeração, com
acetificadores do tipo Frings. O método Orleans, mais lento, é utilizado apenas
nos estabelecimentos de pequeno porte, quando o objetivo é obter um produto
de melhor qualidade (AQUARONE et al., 2001). Devido à natureza deste
trabalho, será focada a produção do vinagre de maçã através de sua forma
mais difundida.
No Brasil, o Estado de Santa Catarina lidera a produção nacional de
maçã, chegando a produzir no ano de 2002 aproximadamente 474,5 mil
toneladas do fruto. O município de Fraiburgo lidera, com muita vantagem, a
produção de maçã em Santa Catarina e no Brasil e mantém também o
destaque de principal produtor brasileiro da fruta no país (CEPA, 2003). A
maior parte da produção é destinada ao mercado interno, embora
recentemente o estado venha exportando. Entretanto, uma considerável
parcela dos frutos, principalmente aqueles não aprovados para consumo in
natura, são processados industrialmente para obtenção de sucos, aromas,
concentrados e vinagres (FISCHER, 2001).
Objetiva-se no presente trabalho, o desenvolvimento de um projeto
básico de indústria para produção de vinagre a partir da maçã.
7
2. LEGISLAÇÃO BRASILEIRA E PADRONIZAÇÃO
Uma definição bem geral de vinagre é que o mesmo consiste no
alimento do grupo dos condimentos obtido por fermentação alcoólica de
matérias-primas açucaradas ou amiláceas, seguida de fermentação acética
(AQUARONE et al., 2001). Denominam-se vinagres a todos os produtos
resultantes da fermentação acética de diversos substratos alcoólicos,
adicionando ao nome do vinagre o do substrato correspondente. Os vinagres
devem conter quantidades determinadas de ácido acético e ingredientes
opcionais tais como ervas, especiarias, sal e outros, conforme especificação do
Codex Alimentarius, em quantidades suficientes para conferir um sabor e
aroma peculiares.
A legislação brasileira define que vinagre ou vinagre de vinho é o
produto obtido da fermentação acética do vinho (BRASIL, 1990, 1988) e deve
conter uma acidez volátil mínima de 40 g por litro expressa em ácido acético
(4%). Sua graduação alcoólica não pode exceder a 1ºGL e deve ser
obrigatoriamente pasteurizado. Um vinagre com concentração de 80 g por litro
de acidez volátil é o concentrado de vinagre, usado exclusivamente para
diluição (BRASIL, 1990).
No Brasil, não é permitida a fabricação e venda de vinagre artificial, isto
é, vinagre produzido a partir da diluição do ácido acético obtido a partir da
síntese do etileno ou da destilação seca da madeira (BRASIL, 1990).
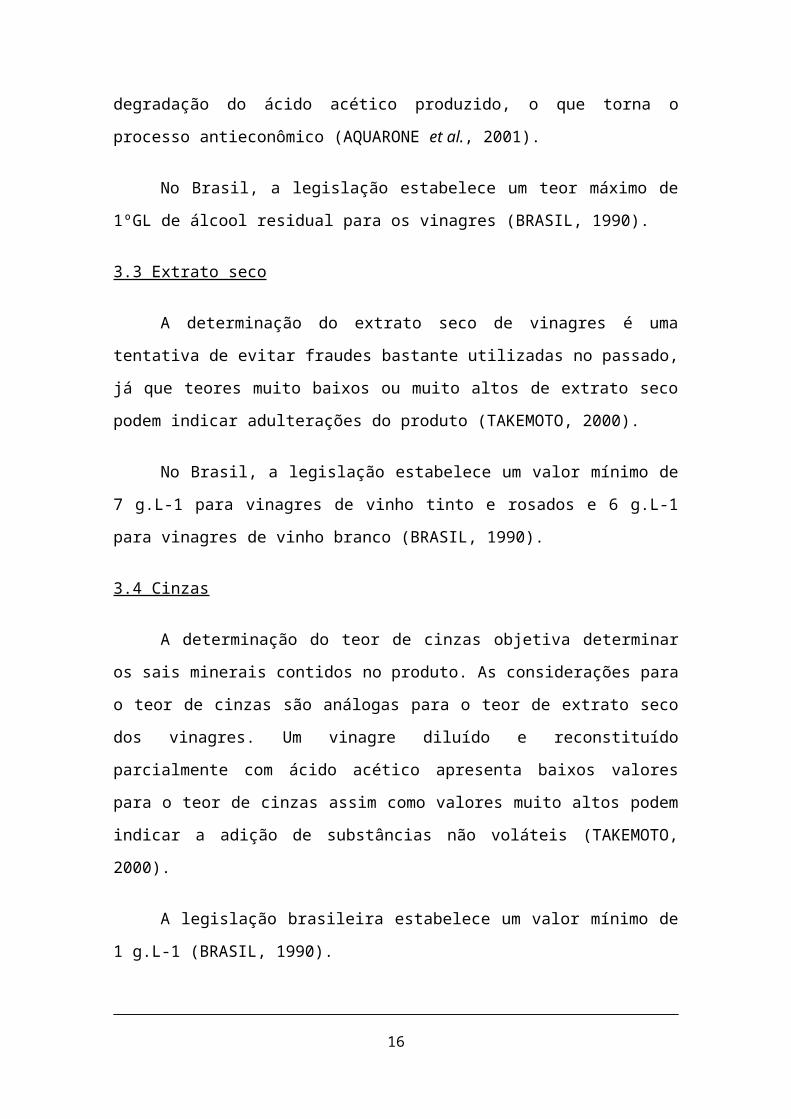
A classificação dos vinagres brasileiros é feita de acordo com a Tabela 2.1:
8
A produção de um bom vinagre depende de uma série de fatores como:
• a linhagem e a seleção do microrganismo;
• a matéria-prima;
• a concentração do álcool;
• a temperatura de fermentação (na faixa de 20º a 30ºC);
• a quantidade de O2;
• pH ótimo na faixa de 5 e 6;
• a maturação e a conservação;
• a clarificação, o envase, a pasteurização;
• materiais de construção de tubulações, recipientes e depósitos.
A legislação brasileira estabelece que o vinagre de vinho deve
apresentar-se límpido e com características sensoriais próprias. É proibido pela
legislação brasileira a designação de vinagre de vinho para fermentados
acéticos de outras frutas. O enquadramento analítico do vinagre de vinho, aos
padrões estabelecidos pela legislação brasileira, é facilmente obtido, pois os
limites são amplos. Outros componentes do vinagre, tais como metanol,
acetoína, potássio, sódio, magnésio e fósforo também poderiam contribuir na
caracterização do vinagre de vinho, depois de estudados e estabelecidos os
limites adequados.
Um dos problemas correntes do vinagre brasileiro é a designação de
vinagre de vinho a produtos elaborados com álcool de cana-de-açúcar e
pequena quantidade de vinho. Isso acontece devido ao menor preço do álcool
de cana-de-açúcar em relação ao vinho. Considera-se, ainda, que com um litro
de vinho obtêm-se entre dois e dois e meio litros de vinagre, enquanto que um
litro de álcool produz entre 18 L e 20 L de vinagre, com 4% de ácido acético.
Esse procedimento deixou de utilizar um volume considerável de vinho, com
prejuízo para as regiões produtoras, para a tipicidade e a qualidade do vinagre
de vinho.
Atualmente, a determinação da proporção de isótopos estáveis do C12/C13,
presentes no ácido acético de vinagre, permite determinar se o ácido acético
provém do álcool de cana-de-açúcar ou do vinho.
9
3. COMPOSIÇÃO DO VINAGRE
A composição característica de um vinagre depende basicamente da
matéria prima que o originou. Os vinagres obtidos de frutos ou de malte
possuem composição mais complexa que o vinagre de álcool por conter
praticamente todas as substâncias solúveis existentes na matéria-prima ou que
se formaram nos processos fermentativos alcoólico e acético (AQUARONE et
al., 2001).
3.1 Ácido acético
O ácido acético (H3C–COOH), peso molecular 60,05616 e densidade
1,049g/mL, é o componente principal dos vinagres quaisquer que sejam o
substrato alcoólico precedente e sua concentração é expressa em graus
acéticos (gramas de ácido acético por 100 mL de vinagre) (AQUARONE et al.,
2001).
3.2 Álcool etílico (etanol) residual
Na fabricação industrial do vinagre objetiva-se alcançar o maior
rendimento possível na transformação de etanol em ácido acético. Porém não
se deve chegar ao esgotamento desse substrato, pois as bactérias acéticas, na
ausência de álcool etílico, são capazes de promoverem a degradação do ácido
acético produzido, o que torna o processo antieconômico (AQUARONE et al.,
2001).
No Brasil, a legislação estabelece um teor máximo de 1ºGL de álcool
residual para os vinagres (BRASIL, 1990).
3.3 Extrato seco
A determinação do extrato seco de vinagres é uma tentativa de evitar
fraudes bastante utilizadas no passado, já que teores muito baixos ou muito
altos de extrato seco podem indicar adulterações do produto (TAKEMOTO,
2000).
10
No Brasil, a legislação estabelece um valor mínimo de 7 g.L-1 para
vinagres de vinho tinto e rosados e 6 g.L-1 para vinagres de vinho branco
(BRASIL, 1990).
3.4 Cinzas
A determinação do teor de cinzas objetiva determinar os sais minerais
contidos no produto. As considerações para o teor de cinzas são análogas para
o teor de extrato seco dos vinagres. Um vinagre diluído e reconstituído
parcialmente com ácido acético apresenta baixos valores para o teor de cinzas
assim como valores muito altos podem indicar a adição de substâncias não
voláteis (TAKEMOTO, 2000).
A legislação brasileira estabelece um valor mínimo de 1 g.L-1 (BRASIL,
1990).
4. MATÉRIAS-PRIMAS
4.1 Fermentado de Maçã
A maçã utilizada para a produção de vinagre não é de nenhuma
variedade específica. Na verdade, o que determina se a maçã será processada
são suas características físicas, sendo que as frutas com algum dano de
qualidade ou fora das especificações são destinadas à fabricação de
subprodutos, tais como o suco, a sidra e o vinagre.
A matéria-prima utilizada para produção de vinagre de maçã é o
fermentado de maçã (sidra). Este fermentado é geralmente pobre em matéria
nitrogenada.
O fermentado utilizado para a acetificação deve ter um teor alcoólico
entre 7 e 9ºGL. Teores muito elevados (acima de 10ºGL) inibem o
desenvolvimento das bactérias e teores muito baixos (abaixo de 5ºGL)
11
produzem vinagres muito fracos e favorecem as contaminações (RIZZON et al.,
1992).
4.2 Microorganismos
Para a produção de vinagre, dois processos microbiológicos
complementares e sucessivos são necessários:
Primeiramente, faz-se uma fermentação alcoólica, processo anaeróbio,
cujo agente fermentativo é a levedura e em seguida uma fermentação
bacteriana, na presença de ar.
Para a fermentação alcoólica, é descrito em literatura por alguns
autores, as leveduras previamente presentes nos sucos de frutas e nas outras
matérias-primas naturais ou então o fermento prensado. Para se conseguir um
aroma agradável no produto final é, entretanto, melhor partir de cultura pura de
saccharomyces cerevisiae ou, para o mostro de uva, S.cerevisiae var.,
ellipsoideus. (AQUARONE et al., 2001).
Para a acetificação não é comum o uso de culturas puras. Emprega-se
geralmente uma microflora mista de Acetobacter contendo diferentes espécies
ou variedades dessa bactéria, que é considerada mais eficiente. As
características organolépticas apresentam grande dependência quanto às
bactérias utilizadas no processo.
Dessa formas, as bactérias acéticas constituem um dos grupos de
microrganismos de maior interesse econômico, de um lado pela sua função na
produção do vinagre e, de outro, pelas alterações que provocam nos alimentos
e bebidas.
Pela classificação atual, as bactérias acéticas pertencem à família
Pseudomonodaceae ; aos gêneros Acetobacter e Gluconobacter . As principais
espécies de bactérias acéticas são: Acetobacter aceti, Acetobacter pasteurianus;
Acetobacter xylinum, Acetobacter schützenbachii e Gluconobacter oxydans.
12
As bactérias acéticas são particularmente instáveis, mostrando acentuado
polimorfismo e variação da propriedade bioquímica. Em alguns casos, podem
perder até mesmo a capacidade fundamental de oxidar o etanol a ácido
acético.
As principais espécies de Acetobacter, utilizadas na produção de vinagre,
apresentam-se nas formas de bastonetes e cocos, formando correntes e
filamentos. Em relação à temperatura, o melhor rendimento é obtido entre 25°C
e 30°C, embora suportem temperatura mínima de 4°C a 5°C e máxima de
43°C. No entanto temperaturas inferiores a 15°C e superiores a 35°C tornam a
fermentação acética muito lenta, pois reduzem a atividade bacteriana. Quanto
ao álcool, a maior parte das espécies suportam até 11,0% v/v. Em relação ao
ácido acético, as bactérias acéticas geralmente suportam até 10,0%.
A bactéria acética ideal é aquela que resiste à elevada concentração de
álcool e de ácido acético, com pouca exigência nutritiva, elevada velocidade de
transformação do álcool em ácido acético, bom rendimento de transformação,
sem hiper-oxidar o ácido acético formado, além de conferir boas características
gustativas ao vinagre.
Essas bactérias acéticas necessitam do oxigênio do ar para realizarem a
acetificação. Por isso multiplicam-se mais na parte superior do vinho que está
sendo transformado em vinagre, formando um véu conhecido como "mãe do
vinagre". Esse véu pode ser mais ou menos espesso de acordo com o tipo de
bactéria.
5. RENDIMENTO E PRODUTIVIDADE
O rendimento da reação de acetificação do etanol depende das espécies
de Acetobacter dominantes no meio em fermentação e tem relação com a
soma (%etanol + % ácido acético)(g/100ml), também chamada de G.K. O
rendimento do processo depende também de outros fatores, como a taxa de
13
evaporação do álcool e do consumo de ácido formado por espécies super-
oxidantes indesejáveis (EBNER, et al, 1981), e que igualmente podem ser
controladas pela utilização de altos GK’s.
Altas produtividades (alta produção por volume/mínimo tempo)
conseguidas pelos modernos acetificadores submersos também dependem
dessa concentração total selecionada, que, juntamente com um suprimento de
oxigênio propício em todos os pontos do tanque, conseguem promover
crescimento das bactérias a taxas tão elevadas quanto a 10 bilhões de células
por ml de mistura.
Cada indústria trabalha nas condições mais favoráveis possíveis
(RIZZON et. al, 1982), porém não significa que sejam as mais produtivas, já
que dependem de variáveis nem sempre sob controle total.
A produtividade também apresenta grande variação em relação ao tipo
do processo fermentativo utilizado. A tabela 5.1 relaciona algumas
produtividades em função do processo adotado.
É importante mencionar a enorme influência que a temperatura exerce
no rendimento e na produtividade da fermentação acética, tanto em relação à
bioquímica quanto aos parâmetros físico-químicos da fermentação;
Tabela 5.1:
Relação da produtividade do processo, de acordo com o processo adotado.
Processo Produtividade (g/L.h.)
Lento ou em superfície 0,05
Rápido ou alemão 1,0
Submerso 2,0
Vale ressaltar que estes são alguns fatores que alterariam o rendimento
da reação, os termos numéricos ( balanço de massa ) das reações e etapas do
processo, serão abordados no item 7.1.
14
6. PROCESSOS DE FABRICAÇÃO DE VINAGRES
A acetificação pode se dar desde uma forma tão simples e artesanal
quanto deixar uma mistura alcoólica ao ar num local com temperatura amena e
arejado, quanto transformar mais complexamente todo etanol contido numa
mistura hidroalcoólica em a ácido acético em apenas algumas horas de
incubação.
Os principais processos industriais utilizados para a fabricação de
vinagres são baseados nos métodos de Orleans, Alemão ou submersos.
6.1 Processo de Orleans
Conhecido também como lento, superficial ou estacionário, é o processo
mais antigo (surgiu em 1670) utilizado até hoje para a fabricação caseira de
vinagre. Produz vinagre de excelente qualidade empregando somente
fermentado como matéria-prima (BELMONT, 2002).
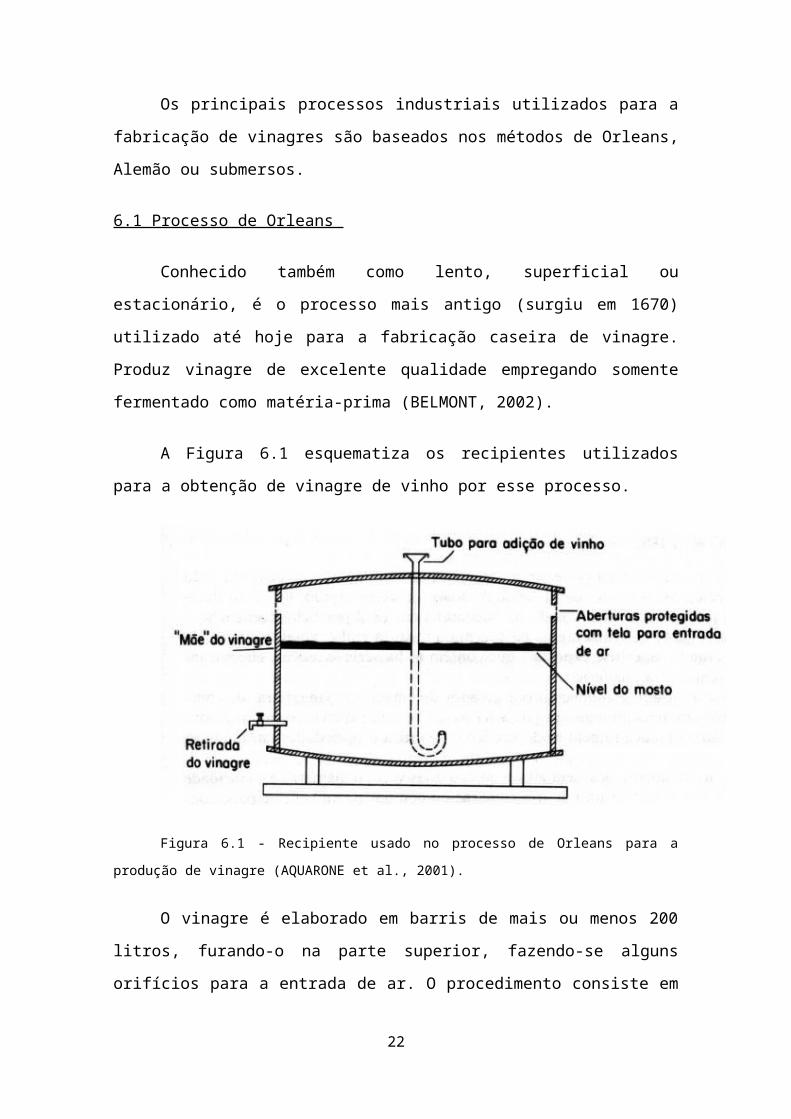
A Figura 6.1 esquematiza os recipientes utilizados para a obtenção de
vinagre de vinho por esse processo.
Figura 6.1 - Recipiente usado no processo de Orleans para a produção de vinagre
(AQUARONE et al., 2001).
15
O vinagre é elaborado em barris de mais ou menos 200 litros, furando-o
na parte superior, fazendo-se alguns orifícios para a entrada de ar. O
procedimento consiste em colocar no barril cerca de um terço de sua
capacidade com vinagre, vai-se adicionando quantidades de vinho ou o
fermentado de fruta entre 10 a 15 litros por semana, durante um mês. Ao fim de
cinco semanas se extraem aproximadamente 20 litros de vinagre, substituindo-
se por outro tanto de vinho novo, repetindo-se desta forma o processo ao longo
do tempo (CASTELO, 2002).
A temperatura ambiente para este processo não deve exceder 25ºC,
evitando-se assim perdas de álcool por evaporação. Todas as entradas e
janelas do prédio, assim como as aberturas do barril, devem ser protegidas
com telas finas para evitar a presença de moscas e outros insetos que são
atraídos pelos odores dos vinagres (AQUARONE et al., 2001).
O produto formado pelo processo lento é um vinagre de boa qualidade,
praticamente limpo, que dispensa filtração ou clarificação. No entanto, este tipo
de processamento é de baixa produtividade, ocupa muito espaço e atualmente
é usado exclusivamente para a produção doméstica. No caso, o fator limitante
para a quantidade produzida é o fornecimento de oxigênio, já que este
equipamento não conta com nenhum tipo de aerador.
6.2 Processo Alemão
Os processos rápidos são bastante utilizados atualmente. Foram
idealizados por Boerhave no começo do século XVIII, ao descobrir que a
transformação do vinho de maçãs em vinagre era bastante rápida quando
deixava passar o vinho, através de um recipiente cheio de bagaços de maçã
(AQUARONE et al., 2001). Atualmente são utilizados recipientes geradores,
empacotados com material de enchimento dos mais diversos (por exemplo, a
madeira). As bactérias acéticas colonizam a superfície do material e oxidam
etanol a ácido acético. A matéria-prima é recirculada desde a parte inferior da
tina até a parte superior. Este material passa pela madeira, sabugo ou carvão,
onde as bactérias acéticas ficam fixadas, transformando o conteúdo alcoólico
16
em ácido acético. A recirculação ocorre quantas vezes forem necessárias até a
total transformação (CASTELO, 2002).
Uma vez ocorrido o processo total, se descarrega a metade da tina de
depósito, voltando a introduzir a mesma carga de vinho base. Um problema
deste tipo de equipamento é que o material de enchimento acaba tendo que
ser totalmente substituído a cada ano, pois as bactérias formam um material
gelatinoso que obstrui a passagem da mistura (CASTELO, 2002)
Por este processo se obtém um vinagre bom, porém com baixo
rendimento. A Figura 6.2 mostra o gerador utilizado para a produção de
vinagre.
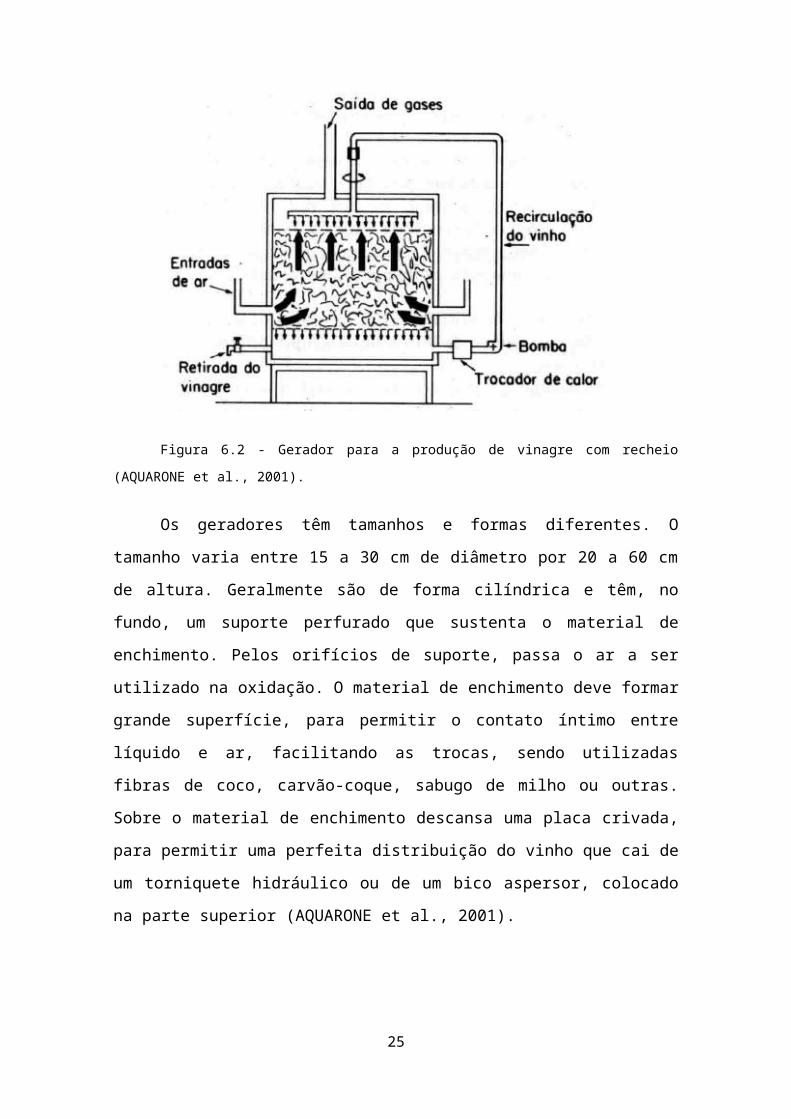
Figura 6.2 - Gerador para a produção de vinagre com recheio (AQUARONE et al.,
2001).
Os geradores têm tamanhos e formas diferentes. O tamanho varia entre
15 a 30 cm de diâmetro por 20 a 60 cm de altura. Geralmente são de forma
cilíndrica e têm, no fundo, um suporte perfurado que sustenta o material de
enchimento. Pelos orifícios de suporte, passa o ar a ser utilizado na oxidação.
O material de enchimento deve formar grande superfície, para permitir o
contato íntimo entre líquido e ar, facilitando as trocas, sendo utilizadas fibras de
coco, carvão-coque, sabugo de milho ou outras. Sobre o material de
17
enchimento descansa uma placa crivada, para permitir uma perfeita
distribuição do vinho que cai de um torniquete hidráulico ou de um bico
aspersor, colocado na parte superior (AQUARONE et al., 2001).
A acidez aumenta progressivamente conforme o líquido vai sendo
passado, sucessivamente, duas ou três vezes pelo mesmo gerador ou através
de geradores em série.
Sendo o processo exotérmico, o líquido deve ser resfriado antes de
entrar novamente para o gerador (AQUARONE et al., 2001).
6.3 Processos Submersos
Surgiram em 1950. O método se baseia em manter a cultura de
bactérias acéticas submergidas no vinho a acetificar, com um suprimento
abundante de ar. Após a acetificação da matéria-prima, é feita a descarga de
uma parte de vinagre, sendo reposta com uma parte de vinho, sem parar o
processo. O processo de transformação leva em média 20 horas (CASTELO,
2002).
O substrato alcoólico, por esse processo, pode ser fermentado trinta
vezes mais rapidamente que por qualquer outro processo. Neste processo, o ar
deve ser controlado cuidadosamente, pois um decréscimo da pressão parcial
de oxigênio altera o metabolismo bacteriano (AQUARONE et al., 2001).
O processo de acetificação é exotérmico e assim, deve permitir, através
de serpentina, a dissipação térmica, possibilitando, dessa forma, o controle da
temperatura dentro de uma faixa conveniente. O ótimo de temperatura de
fermentação depende da concentração do substrato, sendo a mesma por volta
de 28ºC. Um disco giratório no espaço livre do tanque evita a formação de
excessiva espuma (CASTELO, 2002).
O processo de fermentação submersa apresenta uma série de
vantagens:
18
Alta eficiência: diariamente podem-se produzir cerca de 6% ou mais, de
vinagre;
Rendimentos: calculados em relação ao teórico, alcançam de 90 a 95%;
Praticidade: dispensa tratamentos de clarificação e de filtração, via de
regra, onerosos e demorados.
O equipamento mais utilizado para a produção de vinagre em cultura
submersa é conhecido pelo nome de acetificador de Frings, fabricado e
patenteado pela Heinrich Frings-Bonn, Alemanha (AQUARONE et al., 2001).
A produtividade média desses acetificadores é igual a 1/4 de seu volume
útil em litros de vinagre a 10% ao dia (AQUARONE et al., 2001).
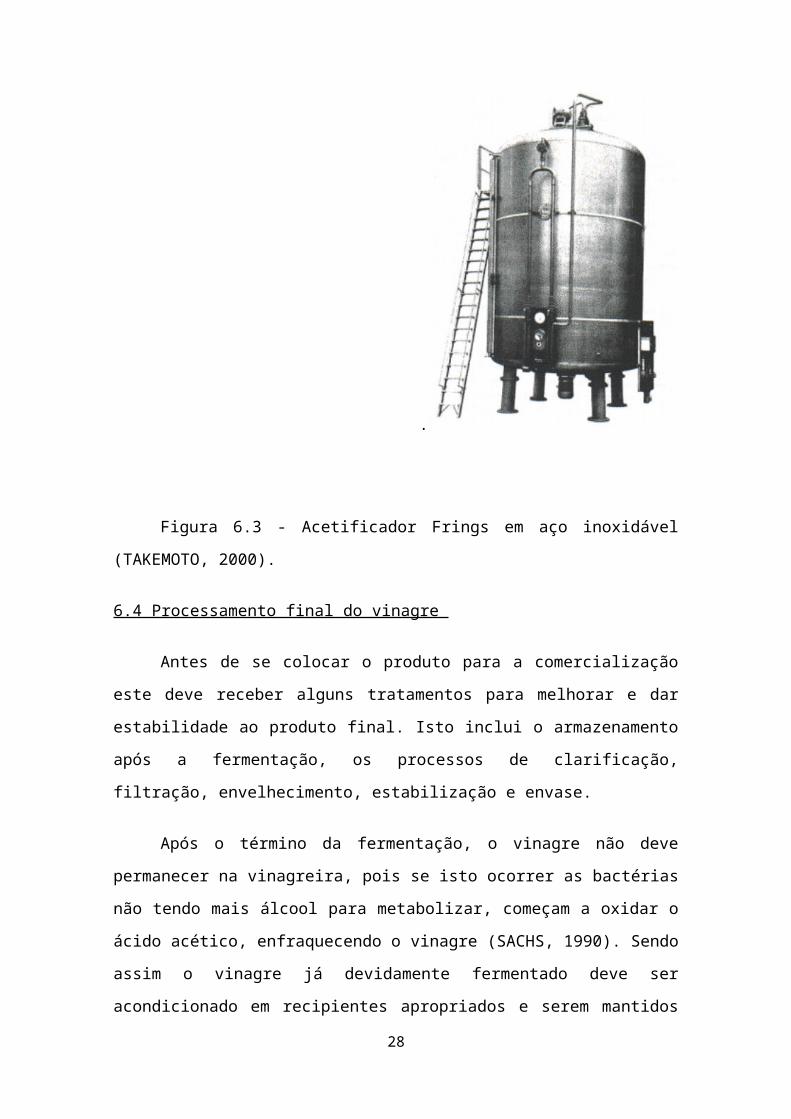
A Figura 6.3 mostra o acetificador Frings em aço inoxidável utilizado na
produção de vinagre
.
Figura 6.3 - Acetificador Frings em aço inoxidável (TAKEMOTO, 2000).
19
6.4 Processamento final do vinagre
Antes de se colocar o produto para a comercialização este deve receber
alguns tratamentos para melhorar e dar estabilidade ao produto final. Isto inclui
o armazenamento após a fermentação, os processos de clarificação, filtração,
envelhecimento, estabilização e envase.
Após o término da fermentação, o vinagre não deve permanecer na
vinagreira, pois se isto ocorrer as bactérias não tendo mais álcool para
metabolizar, começam a oxidar o ácido acético, enfraquecendo o vinagre
(SACHS, 1990). Sendo assim o vinagre já devidamente fermentado deve ser
acondicionado em recipientes apropriados e serem mantidos sem o contato
com o ar, pois sem oxigênio as bactérias são inibidas (SACHS, 1990).
A operação de clarificação pode ser feita por diversos processos:
espontânea ou autoclarificação; físico-química, química ou desmetalização;
mecânica, através de substâncias orgânicas e inorgânicas usadas como
clarificantes (albumina, argilas, bentonita, caseína entre outras) (SACHS, 1990,
AQUARONE et al., 2001).
A filtração pode ser definida como a separação de impurezas e de
microrganismos do líquido com a ajuda de um material filtrante. É a operação
que permite obter um vinagre límpido e brilhante (AQUARONE et al., 2001).
Os tipos de filtração mais utilizados são , filtração a cartucho; filtração
com extrato filtrante; membrana filtrante; filtro rotativo a vácuo e filtração por
meio de fibras vegetais (AQUARONE et al., 2001).
De acordo com a matéria-prima utilizada, vinho ou suco de frutas, o
vinagre deve ser envelhecido por um tempo superior, às vezes, um ano.
Durante esse tempo, ocorrem reações de esterificação, responsáveis pelo
desenvolvimento de aromas agradáveis (AQUARONE et al., 2001).
Com o envelhecimento o vinagre adquire um sabor e aroma mais suave
perdendo a aspereza característica do produto novo (SACHS, 1990).
20
A etapa de estabilização do vinagre permite manter suas características
físico-químicas e organolépticas durante o período de comercialização. Pode
ser feita por métodos físicos ou químicos.
Os métodos físicos mais usados na indústria vinagreira são a
pasteurização e a ultrafiltração. A pasteurização consiste em tratar o vinagre a
temperaturas variáveis de 50 a 80ºC de modo a destruir totalmente os
microrganismos e desativar as enzimas que são predominantemente a causa
mais importante das alterações (oxidação do ácido acético) do vinagre. O
tratamento do vinagre mediante calor pode ser uma alternativa eficaz e segura
para uma melhor conservação do produto (AQUARONE et al., 2001).
A pasteurização do vinagre pode ocorrer de duas maneiras:
- rápida ou alta: 75-80ºC por 30-40 segundos;
- baixa ou lenta: 50-65ºC por alguns minutos (20 a 30).
Os métodos químicos consistem na adição de substâncias que auxiliam
na estabilização do vinagre. A legislação brasileira prevê como forma de
estabilização do vinagre o uso de dióxido de enxofre num teor máximo de 0,02
g por 100 mL de vinagre de vinho.
O vinagre deve ser embalado em material resistente que não sofra
corrosão e que não transmita cor ou odores desagradáveis ao produto,
geralmente são utilizadas garrafas de vidro, PVC ou polietileno, fechadas com
tampas plásticas. Após o envase, é feita uma pasteurização a 60- 66ºC,
durante 30 min. Pode-se também fazer a pasteurização contínua e embalar
subseqüentemente (AQUARONE et al., 2001).
A retirada do ar é essencial para garantir a preservação do produto. Uma
clarificação adequada, boa filtração, pasteurização e adição de conservantes
são os parâmetros que definem a quantidade de ar a ser retirada no momento
do envase (AQUARONE et al., 2001).
21
7. MEMORIAL DESCRITIVO
7.1 Balanço de Massa
A matéria prima para a fermentação alcoólica foi obtida a partir de 13033
kg de maçã (sem variedade especifica) que continha 15,25g de açúcares/100g
(BRAZILIAN FRUIT, 2011) e foi previamente fragmentada e então posta em
solução juntamente com o complexo enzimático. O processo de liquefação foi
realizado a uma temperatura de 25°C, utilizando-se o complexo enzimático
Ultrazym AFP-L (NovoZymes) em uma concentração 0,15ml.kg-1 durante 100
minutos e seu rendimento, após o procedimento de centrifugação, para a
separação do suco (açúcares dissolvidos) do bagaço (matéria sólida, fibras e
açúcares não extraídos) foi de 84% (OLIVEIRA, 2006). O volume da solução
ajustado com água para 10000L.
Segundo a composição da maçã:
13033kg de maçã 1994,05kg de açúcares
Com um rendimento de 84% na extração, teremos 1675,0kg de
açúcares dissolvidos então nos 10000L de solução. Na fermentação alcoólica
temos o consumo das moléculas de sacarose, glucose (PM=180,16g.mol-1) e
frutose (PM=180,16g.mol-1) presentes na solução para a formação de etanol e
gás carbônico segundo a equação 7.1.
1 Hexose + 2 ADP + 2 Fosfatos 2 EtOH + 2 CO2 + 2 ATP (eq. 7.1)
A fermentação acontece a uma temperatura de 20°C durante 8 dias,
com levedura comercial Lalvin D47 da Lallemand (Saccharomyces cerevisiae),
o teor alcoólico foi medido em graus Gay Lussac e correspondeu a 7°GL
(OLIVEIRA, 2006). Na solução de 10000L temos então 700L de etanol
22
(PM=46,06g.mol-1 e densidade=0,789g.cm3) que corresponde a uma massa de
552300g. Seguindo a relação para a geração do etanol:
1 Hexose 2 Etanol
180,16g 92,12g
1g 0,5113g
Açúcar consumido=EtOH gerado0,5113 g
Dessa maneira se tivemos a geração de 552300g de etanol, a
quantidade de açúcar consumida foi de 1080187g, deixando como sólidos
solúveis restantes 594813g que correspondem a 5,94°Brix. A solução segue
então para o acetador onde sofrerá a fermentação acética na presença de
oxigênio.
Para adequar o produto à legislação brasileira é preciso deixá-lo com
etanol residual em uma concentração equivalente ou inferior a 1°GL, portanto o
produto obtido pelo acetador contém 100L de etanol nos 10000L de solução, o
que corresponde a uma massa de 78900g. Assim podemos encontrar a
quantidade de etanol que foi consumida na reação de acetificação.
Etanolconsumido= Etanolfermenado - Etanolresidual
Etanolconsumido=552300g – 78900g
Etanolconsumido=473400g
O rendimento obtido foi o da conversão de 1g de etanol em 1,07g/L.h de ácido acético (PM=60,04 g.mol-1 e densidade=1,049g/cm3). Portanto temos que a produção de ácido acético será:
1g Etanol 1,07g/L.h de Ácido Acético
473400g de Etanol 506539g de Ácido Acético
23
A concentração do vinagre é medida segundo uma relação massa por volume, sendo g/100ml. Assim o produto obtido tem uma acidez total de 5.06%(m/v) de ácido acético, segundo a legislação brasileira.
7.2 Equipamentos utilizados
7.2.1 Triturador
Utilizado para transformar um composto no estado sólido com certa dimensão, em uma dimensão menor do que a inicial. No processo de fabricação de vinagre de maçã, corresponde à primeira etapa logo antes da adição do complexo enzimático e da água. O triturador deverá ser de fácil limpeza e de grau alimentício, neste caso, não há a necessidade de se ter um motor de alta potência, dada a natureza do material a ser triturado.
7.2.2 Tanques
Utilizados para armazenagem de produtos, subprodutos e reagentes do processo. Dada a natureza corrosiva dos intermediários e do produto final, os tanques de armazenagem, deverão ser todos em aço carbono austenítico ANSI 304.
7.2.3 Válvulas
As válvulas são usadas em tubulações, entradas e saídas de vasos e de tanques em várias aplicações diferentes; neste caso, as principais são as seguintes:
Serviço de liga-desliga Serviço de controle proporcional Prevenção de vazão reversa Controle e alívio de pressão Controle de vazão direcional Limitação de vazão Selagem de vaso ou de tanque
Como a válvula está em contato direto com o fluido do processo o seu material interior deve ser escolhido para ser compatível com as características de corrosão e abrasão do fluido. A parte externa do corpo da válvula metálica escolhida será de aço inox ANSI 304. As partes internas, justamente aquelas que estão em contato com o fluido, são o interior do corpo, sede, obturador, anéis de engaxetamento e de vedação e também devem ser de material adequado, o material definido para esta foi o Teflon, que apesar de caro, apresenta alta resistência à corrosão, diminuindo assim a manutenção destas.
7.2.4. Centrífuga
24
A centrífuga no processo será uma centrífuga modelo BRPX-413 e será utilizada para a clarificação do material do tanque 01 (ver fluxograma em anexo), removendo assim o teor de sólidos (% de polpa) elevados, otimizando o processo industrial a clarificação do liquido processado.
7.2.5 Bombas
Dado que no processo de fabricação do vinagre de maçã, não são envolvidas altas pressões e temperaturas, e que a viscosidade do ácido acético é 1,049kg/L,serão empregadas bombas centrífugas. Esse tipo de bomba apresenta-se vantajosa pelo custo do equipamento, de funcionamento e de sua manutenção.
7.2.6 Trocadores de calor
É um dispositivo para transferência de calor entre dois meios, quando há uma diferença de temperatura entres estes. No caso, serão necessários nas correntes provenientes do acetificador e do pasteurizador. O trocador de calor utilizado será um de placas do tipo Danfoss, B3-052-54 -3.0-H. (DANFOSS, 2011)
7.2.7 Filtro
Filtros objetivam a separação de um material sólido de granulação menor em comparação ao poro do filtro. Na corrente proveniente do acetificador, como penúltima etapa, o material deverá ser passado pelo filtro, visando um material clarificado, insento de partículas visíveis para o produto final. Por se tratar de um ácido, o filtro deverá também ser resistente à corrosão, ou seja, grau alimentício em aço inox ANSI 304,assim, para esse processo o filtro indicado seria um filtro Polidor.
7.2.8 Fermentador:
É parte do equipamento do processo fermentativo, é o local das reações de fermentação do açúcar do suco de maçã pela ação de microorganismos, para a produção de etanol, também deverá ser grau alimentício, ANSI 304.
7.2.9 Acetificador
O equipamento mais utilizado para a produção de vinagre em cultura submersa é o acetificador de Frings (figura 6.3). Esse aparelho é automatizado, de fácil manuseio e funcionamento. Por meio do processo submerso pode-se fabricar tanto vinagre de vinho como de álcool, com concentrações iniciais de álcool de 4 a 13% em volume e obter-se vinagre com concentrações até 10% e com rendimentos superiores a 90% (até 94% (LLAGUNO & POLO, 1991)). A produção de vinagre é mais rápida e o produto obtido mais uniforme (LLAGUNO & POLO, 1991; AQUARONE et al, 1983; MECCA et al, 1979).
25
Outra vantagem oferecida pelo método é o menor espaço ocupado pelo acetificado
7.2.10 Pasteurizador
Corresponde ao equipamento onde será realizada a pasteurização do vinagre, processo que consiste em tratar o vinagre a temperaturas variáveis de 50 a 80ºC de modo a destruir totalmente os microrganismos e inativar as enzimas adicionadas no processo. É uma alternativa eficaz e segura para uma melhor conservação do produto. No caso, será utilizado um pasteurizador de banho de água quente.
7.2.11 Tubulações
A tubulação escolhida foi a de aço carbono austenítico tipo 304, utilizado normalmente na indústria de alimentos por ser barato e inoxidável, visto que a tubulação não pode intervir na qualidade do produto.
A densidade do ácido acético é de 1,049kg/L que é igual a 1049kg/m3,
A vazão do produto considerado foi de 10000L/h que equivale a 0,00278m3/s,
O produto é de baixa viscosidade e vai ser transportado com pressões inferiores a 40 bar, então foi escolhida a série 40 com o diâmetro nominal entre 11/4” e 11/2”, visto que a velocidade ótima para um líquido com essa viscosidade é entre 1,5m/s e 3,0m/s.
1,5<v<3m/s
0,00278 = 1,5.A A=0,00185m2 pela tabela da norma ASA B.36.10, diâmetro=11/2”.
0,00278 = 3,0.A A=0,00093m2 pela tabela da norma ASA B.36.10, diâmetro nominal = 11/4”
Considerando que as tubulações industriais chegam quase que 25% do custo total e quanto maior o diâmetro maior o custo foi escolhido o diâmetro nominal de 11/4”.
8. REFERÊNCIAS BIBLIOGRÁFICAS
26
AQUARONE, E.; LIMA, U.A.; BORZANI, W.; SCHMIDELL, W. Biotecnologia na
produção de alimentos. Vol. 4. Editora Blücher, São Paulo, 523 p., 2001.
BRASIL. Ministério da Agricultura. Secretaria Nacional de Defesa
Agropecuária. Secretaria de Inspeção de Produto Vegetal. Complementação
dos Padrões de Identidade e Qualidade para Cerveja, Vinho, Vinho de Frutas,
Fermentado de
Cana, Saquê, Filtrado Doce, Hidromel, Jeropiga, Mistela, Sidra, Vinagre.
Brasília: Imprensa Nacional, 109 p., 1974.
BRASIL. Lei Nº 7.678 de 08 de Novembro de 1988. Brasília: Imprensa
Nacional, 1988.
BRASIL. Decreto nº 99.066 de 08 de Março de 1990. Brasília: Imprensa
Nacional, 1990.
CEPA. Instituto CEPA de Santa Catarina. Disponível na Internet:
http://www.icepa.com.br, 19/11/11.
RICHWARE.Disponível na Internet: http://www.richware.com.br, 19/11/11.
EVANGELISTA, J. Tecnologia de Alimentos 2 ed. Rio de Janeiro: Atheneu,
1989. 652 p.
CASTELO. Indústria de Vinagres Castelo. Disponível na Internet:
http://www.vinagrecastelo.com.br, 24/11/11.
OLIVEIRA.Disponível:http://www.uepg.br/mestrados/mescta/Arquivos/
Dissertacoes/OLIVEIRA,MCS.pdf 28/11/11
27
MORETTO, E.; ALVES, R.F.; ARCHER, P.M.B.; CAMPOS, C.M.T.;
PRUDÊNCIO, A. J. Vinhos e Vinagres (processamento e análises). Editora da
UFSC. Florianópolis, 167p., 1988.
DANFOSS. Disponível em :http://www.danfoss.com/NR/rdonlyres/45E7FE6A-
D8B0-4D07-82EC-395400EDC91B/0/danfoss_lamina_enfusion_web.pdf,
29/11/11.
RIZZON, A.L; GUERRA, C.C; SALVADOR, G.L. Elaboração de vinagre na
propriedade agrícola. Circular Técnica Nº 15, EMBRAPA – Centro Nacional de
Pesquisa de Uva e Vinho, Bento Gonçalves, 1992.
SACHS, L.G. Tecnologia dos produtos agropecuários – Transformações de
produtos vegetais. FFALM, Bandeirantes, Pp.58-73, 1990.
TAKEMOTO, S.Y. Avaliação do Teor de Acetoína em Vinagres como forma de
verificação de sua genuinidade. Tese de Mestrado. Universidade Federal de
Santa Catarina (UFSC), 2000.
BRAZILIAN FRUIT. Disponível em: http://www.brazilianfruit.org/ , 30/11/11.
28