-
ESCUELA POLITCNICA NACIONAL
FACULTAD DE INGENIERA MECNICA
APUNTES DE PRODUCCIN POR VIRUTAJE
ING. JOS LUIS GALARZA
2015-A
-
1
1. UNIDAD1: INTRODUCCIN A LA PRODUCCIN POR
VIRUTAJE
En primer lugar es necesario definir Proceso de Produccin,
existen 2 formas de definir
un proceso de produccin:
1) Desde el punto de vista tcnico
2) Desde el punto de vista econmico
PUNTO DE VISTA TCNICO
El proceso de produccin o proceso de fabricacin es la aplicacin
de
procesos fsicos y qumicos para alterar la geometra, propiedades
o apariencia de
un material de inicio dado para fabricar piezas o productos.
Un proceso de produccin generalmente se ejecuta como una
secuencia de operaciones
en donde cada una de stas lleva al material ms cerca del estado
final que se desea.
El proceso de produccin tambin incluye el ensamble de piezas
mltiples para fabricar
productos. Los procesos para llevar a cabo la manufactura
involucran una combinacin
de mquinas, herramientas, energa y trabajo manual.
Figura 1.1: Proceso de produccin desde el punto de vista
tcnico.
-
2
FUENTE: (Groover, 2005)
PUNTO DE VISTA ECONMICO
Un proceso de produccin es la transformacin de los materiales en
artculos de valor
mayor por medio de uno o ms operaciones de procesamiento o
ensamblado.
La clave es que el proceso de produccin agrega valor al material
cambiando su forma
o propiedades.
El material se habr hecho ms valioso por medio de las
operaciones de
manufactura ejecutadas en l.
Figura 1.2: Proceso de produccin desde el punto de vista
econmico.
FUENTE: (Groover, 2005)
1.1. Procesos De Conformado De Elementos De Maquina
CLASIFICACIN DE PROCESOS DE CONFORMADO
Principales Procesos de Conformado
o Fundicin o colado
o Forja
o Conformado por deformacin y corte
Laminado
-
3
Extrusin
Embuticin
Corte
o Conformado por soldadura
o Conformado por virutaje
o Procesos Especiales de Conformado
Sinterizado
Conformado por electroerosin
Conformado por elisin
Galvanoformado
1.2. Ventajas y desventajas de los procesos de produccin con
arranque de Viruta.
Cada Proceso de Fabricacin tiene sus ventajas y sus desventajas,
las ventajas de los
procesos con arranque de viruta:
1. Los parmetros como las tolerancias dimensionales y acabados
superficiales
pueden ser obtenidos en calidad fina, con valores del orden de 2
micras.
2. Producen elementos mecnicos con mejor tolerancia geomtrica,
piezas ms
redondas posibles, lo ms planas posibles, piezas con superficies
lo ms paralelas
posibles, etc.
3. Prcticamente se puede trabajar con todas las materias
primas.
4. Es posible obtener diversas y complejas formas para la ptima
fabricacin de
elementos mecnicos.
5. Menor tiempo de produccin de la pieza.
6. Menor tiempo de trabajo en relacin a la precisin obtenida en
la misma.
7. Menor costo de las piezas en grandes lneas de fabricacin.
8. Es posible trabajar con piezas en bruto de gran tamao.
Desventajas de los procesos con arranque de viruta:
1. Mayor costo de las mquinas herramientas.
2. Mayor costo en produccin unitaria.
-
4
3. Mayor preparacin del personal que maneja la mquina
herramienta.
4. Las mquinas herramientas deben ser lo suficientemente rgidas
para disminuir
las vibraciones y garantizar las tolerancias dimensionales y
acabados
superficiales deseados.
5. Producen aristas cortantes en los elementos mecnicos que se
deben eliminar.
2. UNIDAD 2: El virutaje
2.1. Fundamentos del Virutaje: Definicin y principios bsicos
del
Virutaje y de la herramienta de corte.
El Conformado de Virutaje, es un proceso de fabricacin que se
realiza partiendo de
materiales semielaborados por moldeo, forja o laminacin, a los
que se da una forma
definitiva, quitando el material sobrante de acuerdo a la pieza
que se desea obtener, con
medidas precisas que sta requiere para su funcionalidad, por
medio del arranque de
viruta.
La definicin formal de PROCESO DE PRODUCCIN POR VIRUTAJE es:
EL VIRUTAJE ES UN PROCEDIMIENTO TECNOLGICO PARA DAR GEOMETRA
ESPECFICA (FORMA Y DIMENSIN) A UN CUERPO SLIDO, (MATERIA PRIMA
O
PIEZA BRUTA) MEDIANTE EL ARRANQUE DE PARTCULAS DENOMINADAS
VIRUTAS, QUE SE OBTIENEN POR LA FUERTE PRESIN DE UNA
HERRAMIENTA
SOBRE LA MATERIA PRIMA. (Vargas, 2010)
La materia prima puede ser metlica o no metlica. La materia
prima recibe inicialmente
una forma determinada sin arranque de viruta (mediante fundicin,
laminacin, forjado,
etc.), posteriormente se le da la forma definida mediante los
procesos con arranque de
viruta.
En el virutaje se produce un desperdicio de material que forman
las virutas, este
desperdicio debe ser el mnimo, es por esto indispensable que las
dimensiones de la
pieza en bruto se aproximen al mximo a las dimensiones de la
pieza terminada.
Por lo tanto en el virutaje siempre se cumple que:
-
5
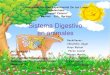
Figura 2.1: Proceso de Virutaje.
FUENTE: (Vargas, 2010)
Siempre, en los procesos con arranque de viruta, la masa final
de la pieza es menor que
la masa inicial de la materia prima, los principales procesos de
produccin con arranque
de viruta son:
Taladrado.
Torneado.
Fresado.
Limado.
Generalmente la forma final de los elementos mecnicos se
obtienen por una secuencia
o una combinacin de procesos especficos de fabricacin como por
fundicin, por
forjado, por laminado, por torneado, por fresado, etc., como es
el caso de un cigeal,
primero debe ser forjado, luego torneado y luego
rectificado.
Las mquinas-herramientas utilizan sus correspondientes
herramientas segn el caso.
Como caractersticas del trabajo de las herramientas de corte se
pueden citar:
Arrancar la mayor cantidad de material en el menor tiempo
posible.
Dejar un buen acabado superficial y con la mayor precisin de
medidas.
Mecanizar cualquier clase de material por duro que sea.
Terminar el trabajo con el menor nmero de afiladas.
Realizar las operaciones al menor costo.
PIEZA BRUTA : Mat. Prima Masa Inicial
(M1)
PIEZA TERMINADA:
Elemento mecanizado
Masa Final (M2)
VIRUTAS: Desperdicio
Masa de Residuos (M3)
-
6
Todo lo cual depende mayormente del tipo de material que
constituye la herramienta,
cuya seleccin se basa en:
Tipo de herramienta y mquina a emplearse.
Material a mecanizar.
La clase de trabajo a realizar.
Teniendo en cuenta lo anteriormente sealado se puede concluir
que el principio bsico
del virutaje es:
DOTAR DE UNA FUERZA A LA HERRAMIENTA DE CORTE PARA QUE
PENETRANDO EN LA PIEZA EN BRUTO O MATERIA PRIMA, DESPRENDA
MATERIAL EN FORMA DE VIRUTAS, HASTA CONFORMAR LA PIEZA
REQUERIDA
(Vargas, 2010)
Las mquinas-herramientas ms generalmente usadas en la industria
son: el torno, la
limadora, el taladro, la fresadora y la rectificadora.
En los procesos de virutaje son indispensables los siguientes
elementos:
I. LA MATERIA PRIMA CON SU DUREZA CARACTERISTCA.
II. LA HERRAMIENTA CON UNA DUREZA MUCHO MAYOR QUE LA DUREZA
DE LA MATERIA PRIMA.
III. LA FUERZA, QUE DIRECCIONAR CON DETERMINADO MOVIMIENTO A
LA
HERRAMIENTA.
2.1.1. Clasificacin de los procesos con arranque de viruta.
Los procesos de remocin de material o procesos de virutaje son
una familia de
operaciones de formado en las que el material sobrante es
removida de una pieza de
trabajo inicial de tal manera que lo que queda es la forma final
que se desea conseguir.
El rbol familiar se muestra en la Figura 2.2. La rama ms
importante de la familia es
el maquinado convencional, en el que una herramienta aguda de
corte se utiliza para
cortar mecnicamente el material y as alcanzar la forma deseada.
Los tres procesos
-
7
principales de maquinado son el torneado, el taladrado y el
fresado. Las otras
operaciones de maquinado incluyen el perfilado, el cepillado, el
escariado y el aserrado.
Figura 2.2: Clasificacin de los procesos con arranque de
viruta.
Otro grupo de procesos de remocin de material es el proceso
abrasivo, que de forma
mecnica remueve el material mediante la accin de partculas
abrasivas duras.
Los dems procesos abrasivos mencionados en la Figura 2.2 son
afilado, esmerilado
y superacabado. Por ltimo, se encuentran los procesos no
tradicionales, que utilizan
otras formas de energa aparte de la herramienta de corte agudo o
de partculas
abrasivas para remover el material. Las formas de energa
incluyen la mecnica, la
electromecnica, la trmica y la qumica.
-
8
Los principales procesos con arranque de viruta se denominan
maquinado
convencional, el maquinado no es solamente un proceso, sino una
familia de procesos.
La caracterstica comn es el uso de una herramienta de corte que
forma una viruta, la
cual se remueve de la pieza de trabajo. Para realizar la
operacin, se requiere
movimiento relativo entre la herramienta y el material de
trabajo. Este movimiento relativo
se logra en la mayora de las operaciones de maquinado por medio
de un movimiento
primario, llamado la velocidad de corte, y un movimiento
secundario, denominado el
avance. La forma de la herramienta y su penetracin en la
superficie del trabajo,
combinada con estos movimientos, produce la forma deseada de la
superficie resultante
del trabajo.
2.1.2. Tipos Principales de operaciones de maquinado
Hay muchas clases de operaciones de maquinado, cada una de las
cuales es capaz de
generar una cierta configuracin geomtrica y textura superficial,
por ahora es apropiado
identificar y definir las operaciones ms comunes: torneado,
taladrado, fresado,
rectificado y limado.
TORNEADO
En el torneado se usa una herramienta de corte con un borde
cortante simple destinado
a remover material de una pieza de trabajo giratoria para dar
forma a un cilindro. El
movimiento de velocidad del torneado lo proporciona la pieza de
trabajo giratoria y el
movimiento de avance lo realiza la herramienta de corte,
movindose lentamente en una
direccin paralela al eje de rotacin de la pieza de trabajo.
Adems de esta operacin de
cilindrar que es la ms caracterstica del torno, este puede
realizar otras operaciones:
Refrentar, Roscar, Torneado Cnico, Torneado de forma, etc.
-
9
Figura 2.3: Torneado.
FUENTE: (Groover, 2005)
TALADRADO
El taladrado se usa para crear un agujero redondo. Esto se
realiza generalmente con una
herramienta giratoria que tiene dos filos cortantes. La
herramienta avanza en una
direccin paralela a su eje de rotacin dentro de la pieza de
trabajo para formar el agujero
redondo.
-
10
Figura 2.4: Taladrado
FUENTE: (Groover, 2005)
FRESADO
En el fresado, una herramienta rotatoria con mltiples filos
cortantes se mueve lentamente
sobre el material para generar un plano o superficie recta. La
direccin del movimiento
de avance es perpendicular al eje de rotacin. El movimiento de
velocidad lo proporciona
la fresa rotatoria. Hay varias formas de fresado; las dos bsicas
son el fresado perifrico
y el fresado de frente.
-
11
Figura 2.5: Fresado a) Fresado Perifrico; b) Fresado Frontal
FUENTE: (Groover, 2005)
-
12
Otras operaciones convencionales del maquilado son: perfilado,
cepillado, escariado y
aserrado, limado. Asimismo, el esmerilado y operaciones
abrasivas similares se incluyen
con frecuencia en la categora del maquinado. Estos procesos por
lo comn siguen las
operaciones de maquinado convencional y se utilizan para lograr
acabados superficiales
superiores de la pieza de trabajo.
LIMADO
En el limado se rebaja las superficies planas disminuyendo su
espesor. El proceso es
fundamentalmente distinto a la lima manual. El limado se observa
en la Figura 2.6:
Figura 2.6: Limado.
FUENTE: (Velategui, 2013)
RECTIFICADO
En el rectificado el principal objetivo es lograr el acabado de
las piezas dejndolas con
la caracterstica superficial necesaria. En este proceso la
herramienta de corte es una
muela. La muela es giratoria y produce una superficie variable
segn el tamao de grano
que la forma.
-
13
Figura 2.7: Rectificado.
FUENTE: (Velategui, 2013)
2.1.3. Propiedades fsicas de las herramientas de corte.
Las operaciones de maquinado se realizan usando herramientas de
corte. Las altas
fuerzas y temperaturas durante el maquinado crean un ambiente
muy agresivo para la
herramienta. Las fuerzas de corte demasiado grandes fracturan la
herramienta. Si la
temperatura de corte se eleva demasiado, el material de la
herramienta se ablanda y
falla. Y si ninguna de estas condiciones ocasiona falla de la
herramienta, de cualquier
manera hay una accin continua de desgaste de la herramienta de
corte que la conduce
finalmente a la falla.
La tecnologa de las herramientas de corte tiene dos aspectos
principales: el material de
la herramienta y la configuracin geomtrica de la herramienta. La
primera se refiere al uso
de materiales que puedan soportar las fuerzas, las temperaturas
y la accin de desgaste
en el proceso de maquinado. La segunda se ocupa de optimizar la
configuracin
geomtrica de la herramienta de corte para el material de la
herramienta y para una
operacin dada.
En primer lugar es conveniente definir la vida de la herramienta
de corte
-
14
2.1.3.1. Vida De Las Herramientas
Hay tres formas posibles de falla en una herramienta de corte en
maquinado:
1. Falla por fractura. Este modo ocurre cuando la fuerza de
corte se hace excesiva en
la punta de la herramienta, causando una falla repentina por
fractura.
2. Falla por temperatura. Esta falla ocurre cuando la
temperatura de corte es demasiado
alta para el material de la herramienta, causando ablandamiento
en la punta,
deformacin plstica y prdida de filo en el borde.
3. Desgaste gradual. El desgaste gradual del borde cortante
ocasiona prdida de la forma
de la herramienta, reduccin en la eficiencia del corte, desgaste
acelerado conforme
la herramienta se deteriora demasiado y por ltimo falla final de
la herramienta en
una manera similar a la falla por temperatura.
Las fallas por fractura y temperatura dan como resultado una
prdida prematura de la
herramienta de corte. Estas dos formas de falla son por tanto
indeseables. De las tres
posibles formas de falla es preferible el desgaste gradual,
debido a que ste permite una
mayor utilizacin de la herramienta con la ventaja econmica
asociada a un uso ms
prolongado.
La calidad del producto tambin debe considerarse cuando se
intenta controlar las
formas de falla de la herramienta. La falla repentina de la
punta de la herramienta durante
un corte causa frecuentemente daos a la superficie del trabajo.
Este dao requiere
volver a trabajar la superficie o posiblemente desechar la
pieza. El dao se puede evitar
si la seleccin de las condiciones de corte favorece el desgaste
gradual de la herramienta
y evita la fractura o la falla por temperatura, o si la
herramienta se cambia antes de que
ocurra una falla catastrfica del borde o filo cortante.
2.1.3.1.1. Desgaste de la herramienta
El desgaste gradual ocurre en dos lugares principales de la
herramienta de corte: en la
parte superior de la superficie de inclinacin y en el flanco o
superficie de incidencia. Por
tanto, se puede distinguir dos tipos de desgaste principales de
la herramienta: desgaste
-
15
en crter y desgaste del flanco, los cuales se ilustran en las
figuras 1 y 2. Se utilizar una
herramienta de una punta para explicar el desgaste y el
mecanismo que lo causa.
Figura 2.8: Diagrama de una herramienta desgastada que muestra
los lugares donde se
puede presentar desgaste.
El desgaste en crter, figura 2a), es una seccin cncava de la
superficie de inclinacin de
la herramienta, formada por la accin de la viruta que se desliza
contra la superficie. Los
altos esfuerzos y temperaturas caracterizan a la interfaz de
contacto herramienta-viruta
y contribuyen a la accin de desgaste. El crter puede medirse ya
sea por su profundidad
o por su rea. El desgaste del flanco, figura 2b), ocurre en el
flanco o superficie de relieve
de la herramienta. Resulta del rozamiento entre la recin creada
superficie de trabajo y
la cara del flanco adyacente al borde de corte. El desgaste del
flanco se mide por el
ancho de la banda de desgaste, FW. A esta banda se le llama a
menudo la banda de
desgaste.
Se puede identificar varias caractersticas del desgaste del
flanco. En primer lugar,
aparece frecuentemente un desgaste extremo en el flanco sobre el
filo de corte en el sitio
que corresponde a la superficie original de la pieza de trabajo.
A ste se le llama desgaste
de muesca, y ocurre porque la superficie original del trabajo es
ms dura y abrasiva que
el material interno, debido al endurecimiento por trabajo
provocado por el estirado en fro
o por maquinados previos, as como por partculas de arena en la
superficie de la
-
16
fundicin o por otras razones. Como consecuencia de la superficie
ms dura, el desgaste
se acelera en esta regin. El desgaste del radio de la nariz es
la segunda regin de desgaste
del flanco que puede identificarse y conduce a la terminacin del
borde de corte.
Figura 2.9: Desgaste de una herramienta de corte; a) desgaste en
crter, b) desgaste
de flanco.
Los mecanismos que generan desgaste a nivel de las interfaces
herramienta-viruta y
herramienta-trabajo en el maquinado pueden resumirse como
sigue:
-
17
Abrasin. sta es una accin de desgaste mecnico debido a que las
partculas duras en
el material de trabajo rayan y remueven pequeas porciones de la
herramienta. Esta
accin abrasiva ocurre tanto en el desgaste del flanco como en el
desgaste de crter,
pero predomina en el desgaste del flanco.
Adhesin. Cuando dos metales entran en contacto a alta presin y
temperatura, ocurre la
adhesin o soldado entre ellos. Estas condiciones estn presentes
entre la viruta y la
superficie de inclinacin de la herramienta. A medida que la
viruta fluye a travs de la
herramienta, se rompen pequeas partculas de la herramienta y se
separan de la
superficie, provocando el desgaste de la superficie.
Difusin. La difusin es un intercambio de tomos a travs de un
lmite de contacto entre
dos materiales. En el caso del desgaste de la herramienta, la
difusin ocurre en el lmite
herramienta-viruta y ocasiona que la superficie de la
herramienta quede agotada por los
tomos que le imparten su dureza. Conforme este proceso contina,
la superficie de la
herramienta se vuelve ms susceptible a la abrasin y a la
adhesin. Se cree que la
difusin es el principal mecanismo de desgaste en crter.
Reacciones qumicas. Las altas temperaturas y superficies limpias
en la interfaz
herramienta-viruta en el maquinado a altas velocidades puede dar
como resultado
reacciones qumicas, en particular, la oxidacin, en la superficie
de inclinacin de la
herramienta. La capa oxidante, que es ms suave que el material
de la herramienta
homloga, es cortada, exponiendo el nuevo material a que soporte
el proceso de
reaccin.
Deformacin plstica. Otro mecanismo que contribuye al desgaste de
la herramienta es
la deformacin plstica del borde cortante. Las fuerzas de corte
que actan en el borde
de corte a altas temperaturas hacen que ste se deforme
plsticamente, hacindolo ms
-
18
vulnerable a la abrasin de la superficie de la herramienta. La
deformacin plstica
contribuye principalmente al desgaste del flanco.
La mayora de estos mecanismos de desgaste se aceleran a
velocidades de corte y
temperatura ms altas. Especialmente sensibles a la temperatura
elevada son la difusin
y la reaccin qumica.
2.1.3.1.2. La ecuacin de Taylor.
A medida que el corte se realiza, los diferentes mecanismos de
desgaste producen
mayores niveles de desgaste en la herramienta de corte. La
relacin general de desgaste
de la herramienta contra el tiempo de corte se muestra en la
siguiente figura:
Figura 2.10: Curva Desgaste de Flanco vs. Tiempo de corte.
FUENTE: (Groover, 2005)
Por lo general se pueden identificar tres regiones en la curva
tpica de crecimiento del
desgaste. La primera es el periodo de rompimiento inicial en el
cual el borde cortante
afilado se desgasta rpidamente al entrar en uso. Esta primera
regin se presenta en los
primeros minutos de corte. A este periodo le sigue un desgaste a
una velocidad ms o
menos uniforme y se le llama la regin de estado estable del
desgaste. En la figura esta
-
19
regin se representa como una funcin lineal del tiempo, aunque en
el maquinado real
tambin hay desviaciones de la lnea recta. Por ltimo, el desgaste
alcanza un nivel
donde la velocidad del desgaste se empieza a acelerar. Esto
marca el principio de la
regin de falla, en la cual las temperaturas de corte son ms
altas y la eficiencia general
del proceso de maquinado se reduce. Si estas condiciones
continan, la herramienta
finalmente fallar por un mal control en la temperatura.
La pendiente de la curva de desgaste de la herramienta en la
regin de estado estable
se ve afectada por el material de trabajo y las condiciones de
corte. Los materiales de
trabajo ms duros ocasionan que se incremente la velocidad de
desgaste (la pendiente
de la curva del desgaste de la herramienta).
Figura 2.11: Efecto de la velocidad de corte en la vida de la
herramienta.
FUENTE: (Groover, 2005)
Al aumentar las velocidades de corte se incrementa la velocidad
de desgaste,
alcanzndose el mismo nivel de desgaste en menos tiempo.
La vida de la herramienta se define como la longitud de tiempo
de corte en el cual se
puede usar la herramienta. Una forma de definir la vida de la
herramienta consiste en
-
20
permitir su operacin hasta que ocurra una falla catastrfica Sin
embargo, en produccin,
a menudo es inconveniente usar una herramienta hasta que ocurra
esta falla, debido a
las dificultades que acarrea el reafilado de la herramienta y a
los problemas que ocasiona
a la calidad de las piezas de trabajo. Como alternativa se puede
seleccionar un nivel de
desgaste como criterio de la vida de la herramienta y
remplazarla cuando el desgaste
alcance este nivel. Un criterio conveniente de la vida de la
herramienta es un cierto valor
de desgaste del flanco o superficie de incidencia, como 0.5 mm
(0.020 in), que en la
grfica de la figura se ilustra como una lnea horizontal. Cuando
cada una de las tres
curvas de desgaste intersecta la lnea, se determina que la vida
de las herramientas
correspondientes ha terminado. Si los puntos de interseccin se
proyectan sobre el eje
del tiempo, se puede identificar los valores de la vida de la
herramienta, tal como se hace
en la grfica.
Si los valores de vida de las herramientas para las tres curvas
de desgaste en la Figura
2.11 se representan en un grfico log-log de velocidad de corte
contra la vida de las
herramientas, la relacin resultante es una lnea recta,
Figura 2.12: Grfico escala log-log de velocidad de corte vs.
Vida de la herramienta.
FUENTE: (Groover, 2005)
-
21
El descubrimiento de esta relacin hacia el ao 1900 se le
atribuye a F. W. Taylor. Se
puede expresar en forma de ecuacin y se llama la ecuacin de
Taylor para la vida de
una herramienta:
=
Ecuacin 2.1
Donde:
: Velocidad de corte [ ]
: Tiempo de vida de la herramienta []
Los parmetros n y C dependen del avance, de la profundidad de
corte, del material de
corte, de la herramienta (material en particular) y del criterio
usado para la vida de la
herramienta. El valor de n es una constante relativa para un
material de herramienta
determinado, mientras que C depende ms del material de la
herramienta, material de
trabajo y de las condiciones de corte.
La ecuacin 2.1 establece bsicamente que las velocidades de corte
ms altas traen
como consecuencia vidas ms cortas para la herramienta. Al
relacionar los parmetros
n y C con la Figura 2.12, n es la pendiente de la grfica
(expresada en trminos lineales
ms que en la escala de los ejes) y C es la interseccin sobre el
eje de velocidad. (C
representa la velocidad de corte a la cual la herramienta durara
un minuto).
Analizando las unidades de la ecuacin 2.1 se puede observar que
las unidades no son
consistentes, para lograr una consistencia en las unidades de la
ecuacin 2.1 lo que se
haces es definir un valor de referencia para C denominado como ,
el valor de es
igual un minuto cuando las unidades utilizadas para la velocidad
de corte son [ ]
o [
] y cuando las unidades del tiempo de vida de la herramienta son
[].
Entonces se puede reescribir la ecuacin de Taylor:
= ()
Ecuacin 2.2
-
22
EJEMPLO 1
Determinar los valores de C y n en la grfica de la figura
2.10.
Solucin:
Seleccionando los dos puntos extremos:
= 160
, = 5 = 100 /, = 41
Utilizando la ecuacin 2.1 se tiene:
160 (5) =
100 (41) =
Igualando ambas ecuaciones:
160 (5) = 100 (41)
Aplicando logaritmos naturales a ambos lados de la igualdad se
tiene:
ln(160) + ln(5) = ln(100) + ln (41)
5,0752 + 1,6094 = 4,6052 + 3,7136
2,1042 = 0,4700
-
23
= 0,2234
Reemplazando n en la ecuacin de C:
160 (5)0,2234 = 229,23
Entonces la ecuacin de Taylor es:
0,223 = 229,23
Criterios para la vida de la herramienta en produccin: Aunque el
desgaste en el
flanco es el criterio de la vida de la herramienta en el anlisis
de la ecuacin de Taylor,
este criterio no es prctico en una fbrica a causa de las
dificultades y el tiempo requerido
para medir el desgaste del flanco.
A continuacin se presentan nueve criterios para determinar la
vida til de la herramienta
durante las operaciones de maquinado, pero algunos de ellos
tienen carcter subjetivo:
I. La falla completa del borde cortante (por fractura, por
temperatura o por
desgaste).
II. La inspeccin visual por el operador de la mquina del
desgaste del flanco (o
desgaste en crter) sin microscopio. Este criterio se limita al
juicio y habilidad
del operador para observar el desgaste de la herramienta a
simple vista.
III. La prueba al tacto del borde o filo cortante (con la ua)
por el operador.
IV. Los cambios en el sonido emitido por la operacin, a juicio
del operador.
V. La viruta se vuelve ms larga, enmaraada y ms difcil de
eliminar.
VI. Degradacin del acabado superficial en el trabajo.
VII. Mayor consumo de potencia medida por un wattmetro conectado
a la mquina
herramienta.
VIII. Conteo de las piezas de trabajo. Se capacita al operador
para que cambie la
herramienta despus de un nmero especfico de piezas
maquinadas.
IX. Tiempo acumulado de corte, el cual es similar a la cuenta de
piezas del punto
anterior, excepto que se monitorea la longitud de tiempo que ha
trabajado la
herramienta. Esto es posible en las mquinas herramienta
controladas por
computadora, la cual se programa para registrar el tiempo total
de corte de cada
herramienta.
-
24
2.1.3.2. Materiales De Herramientas
Se puede usar los tres modos de falla de la herramienta para
identificar algunas de las
propiedades importantes que deben poseer los materiales para
herramientas:
Tenacidad. Para evitar las fallas por fractura, el material de
la herramienta debe tener alta
tenacidad. La tenacidad es la capacidad de absorber energa sin
que falle el material. Se
caracteriza generalmente por una combinacin de resistencia y
ductilidad del material.
Dureza en caliente. La dureza en caliente es la capacidad del
material para retener su
dureza a altas temperaturas. sta es necesaria debido al ambiente
de altas temperaturas
en que opera la herramienta.
Resistencia al desgaste. La dureza es la propiedad ms importante
que se necesita para
resistir el desgaste abrasivo. Todos los materiales para
herramientas de corte deben ser
duros. Sin embargo, la resistencia al desgaste en el corte de
metales no solamente
depende de la dureza de la herramienta, sino tambin de otros
mecanismos de desgaste.
El acabado superficial de la herramienta (superficie ms lisa
significa coeficiente de
friccin ms bajo), la composicin qumica de la herramienta y de
los materiales de
trabajo, y el uso de un fluido para corte son otras
caractersticas que afectan la resistencia
al desgaste.
Los materiales de las herramientas de corte logran esta
combinacin de propiedades en
varios grados. En esta seccin se analizarn los siguientes
materiales de herramientas
de corte:
a. Aceros de alta velocidad y sus predecesores, aceros simples
al carbono y de
baja aleacin,
b. Fundicin de aleaciones de cobalto,
c. Carburos cementados, cermets y carburos recubiertos,
d. Cermicas,
e. Diamantes sintticos y nitruro de boro cbico.
-
25
Antes de describir estos materiales en forma individual, es til
aclarar brevemente el
panorama y las tcnicas de comparacin de los materiales que se
utilizan para la
fabricacin de herramientas de corte. Desde el punto de vista
comercial, los materiales
para herramientas ms importantes son los aceros de alta
velocidad y los carburos
cementados, cermets y carburos recubiertos. Estas dos categoras
constituyen ms de
90% de las herramientas de corte que se utilizan en las
operaciones de maquinado.
Las propiedades relacionadas con los requerimientos de una
herramienta de corte son:
dureza, tenacidad y dureza en caliente.
Tabla 2.1: Dureza y resistencia a la ruptura de algunos
materiales de herramienta.
-
26
Figura 2.13: Variacin de Dureza con respecto a la Temperatura de
los materiales ms
comunes.
Adems de comparar las propiedades de los materiales, es til
compararlos en trminos
de los parmetros n y C en la ecuacin de Taylor para la vida de
las herramientas.
Tabla 2.2: Valores de n y C para algunos materiales de
herramienta.
-
27
2.1.3.2.1. Aceros de alta velocidad.
Los aceros simples al carbono que se usaban como herramientas de
corte podan
tratarse trmicamente para adquirir una dureza relativamente alta
(Rockwell C 60),
debido a su relativamente alto contenido de carbono. Sin
embargo, a causa de los bajos
niveles de aleacin, tienen una dureza en caliente muy
deficiente, lo cual los hace intiles
en el corte de metales, excepto a velocidades demasiado bajas
segn los estndares
actuales.
Los aceros de alta velocidad (HSS, por sus siglas en ingls) son
aceros de herramienta
altamente aleados, capaces de mantener su dureza a elevadas
temperaturas mejor que
los aceros de baja aleacin y alto contenido de carbono. Su buena
dureza en caliente
permite el uso de estas herramientas a velocidades de corte ms
altas. Al compararlos
con los materiales para herramienta usados antes de su creacin,
se merecieron el
nombre de alta velocidad. Se dispone de una amplia variedad de
aceros de alta
velocidad, pero se pueden dividir en dos tipos bsicos: 1) tipo
tungsteno, designados
como grado-T por el American Iron and Steel Institute (AISI); y
2) tipo molibdeno,
designados como grados M por el AISI.
Los HSS tipo tungsteno contienen tungsteno (W) como su principal
ingrediente de
aleacin. Los elementos adicionales de aleacin son el cromo (Cr)
y el vanadio (V). Uno
de los HSS originales y mejor conocidos es el grado T1 o acero
de alta velocidad 18-4-
1, el cual contiene 18% de W, 4% de Cr y 1% de V.
-
28
Tabla 2.3: Elementos de aleacin de los aceros de alta velocidad
(HSS).
Los grados HSS molibdeno contienen combinaciones de tungsteno y
molibdeno (Mo), ms
los mismos elementos de aleacin adicionales que los grados T. El
cobalto (Co) se
agrega a veces al HSS con el fin de mejorar su dureza en
caliente. Desde luego, el acero
de alta velocidad contiene carbono, el elemento comn que tienen
todos los aceros.
Desde el punto de vista comercial, el acero de alta velocidad es
uno de los ms
importantes materiales de herramientas de corte que se usan en
la actualidad, y a pesar
de haberse introducido hace cerca de un siglo, es especialmente
apropiado para
aplicaciones que involucran herramientas de formas complicadas,
como taladros,
tarrajas, fresas y escariadores.
Estas complejas herramientas son por lo general ms fciles y
menos costosas de
producir con HSS que con otros materiales de herramienta. Se
pueden tratar
trmicamente para que el filo de corte adquiera muy buena dureza
(Rockwell C 65), a la
vez que mantienen buena tenacidad en las porciones internas de
la herramienta.
Los buriles de acero de alta velocidad tienen mejor tenacidad
que cualquiera de los
materiales que poseen mayor dureza y no estn fabricados con
acero grado herramienta,
-
29
pero se emplean para maquinado, como carburos cementados y
cermicos. Aun para
herramientas de una punta, los aceros de alta velocidad son muy
populares entre los
maquinadores debido a la facilidad con que se puede tallar
cualquier forma en la punta
de la herramienta. A travs de los aos se han hecho algunas
mejoras en la formulacin
metalrgica de los HSS, por lo cual esta clase de materiales de
herramienta permanece
competitiva para muchas aplicaciones.
Asimismo, las herramientas HSS, las brocas en particular, se
recubren tambin
frecuentemente con una delgada pelcula de nitruro de titanio
(TiN) para obtener una
significativa mejora en el desempeo de corte.
2.1.3.2.2. Aleaciones de fundicin de cobalto
Las herramientas de corte fabricadas con aleaciones de fundicin
de cobalto consisten
de cobalto en 40 a 50%; cromo en 25 a 35%; y tungsteno, por lo
general de 15 a 20%,
con trazas de otros elementos. Estas herramientas se hacen a la
forma deseada a travs
de fundicin de moldes de grafito y despus se esmerilan para
darles el tamao y afilado
final.
La resistencia al desgaste es mejor que la del acero de alta
velocidad, pero no tanto
como la de los carburos cementados. La tenacidad de las
herramientas de fundicin de
cobalto es mejor que la de los carburos, pero no tan buena como
la de los HSS. La
dureza en caliente se sita tambin entre los dos materiales.
Como se puede esperar de sus propiedades, las aplicaciones de
las herramientas de
fundicin de cobalto estn generalmente entre las de los aceros de
alta velocidad y las
de los carburos cementados. Son capaces de cortes burdos pesados
a velocidades
mayores que las de los HSS y avances mayores que la de los
carburos. Los materiales
de trabajo incluyen aceros de metales, as como materiales no
metlicos como plsticos
y grafito. En la actualidad, las herramientas de fundicin de
cobalto no son
comercialmente tan importantes como los aceros de alta velocidad
o los carburos
cementados. stos se introdujeron alrededor de 1915 como un
material de herramientas
que podra permitir velocidades de corte ms altas que los HSS;
pero los carburos se
desarrollaron posteriormente y probaron ser superiores a las
aleaciones de fundicin de
cobalto en la mayora de las situaciones de corte.
-
30
2.1.3.2.3. Carburos cementados, cermets, carburos
recubiertos.
Un cermet1 es un material compuesto en el que un cermico est
contenido en una matriz
metlica. Es frecuente que el cermico domine la mezcla, pues a
veces su volumen llega
a ser de hasta 96%. El enlace puede mejorarse por medio de una
solubilidad ligera entre
las fases a temperaturas elevadas que se utilizan para procesar
estos compuestos.
Carburos cementados Los carburos cementados estn integrados de
uno o ms
compuestos de carburo enlazados en una matriz metlica. El trmino
cermet no se
emplea para todos estos materiales, aun cuando es tcnicamente
correcto. Los carburos
cementados comunes se basan en los carburos de tungsteno (WC),
de titano (TiC) y de
cromo (Cr3C2).
Tambin se emplea el carburo de tantalio (TaC) y otros, pero son
menos comunes. Los
aglutinantes metlicos principales son el cobalto y el nquel. Los
cermicos de carburo
constituyen el ingrediente principal de los carburos cementados,
y es comn que su
contenido vare de 80% a 95% del peso total. Los carburos
cementados (tambin
llamados carburos sinterizados) son materiales duros para
herramienta, y se los obtiene
mediante las tcnicas de metalurgia de polvos.
La fuerte afinidad qumica entre el acero y el WC-Co provoca un
desgaste acelerado por
adhesin y difusin en la interfaz herramienta-viruta para esta
combinacin trabajo-
herramienta. En consecuencia, no se utilizan las herramientas
fabricadas solamente con
WC-Co para maquinar acero, para retardar la velocidad de
desgaste se agregan finas
capas de carburo de titanio y carburo de tantalio a la mezcla de
WC-Co para maquinar
acero.
Estas nuevas herramientas con WC-TiC-TaC-Co se usan para el
maquinado del acero.
El resultado es que los carburos cementados se dividen en dos
tipos bsicos:
1) Grados de corte para material que no incluyan el acero, los
cuales consisten
solamente en WC-Co
2) Grados de corte para acero con combinaciones de TiC y TaC
aadidos al WC-
Co.
Las propiedades generales de los dos tipos de carburos
cementados son similares:
-
31
I. Alta resistencia a la compresin, pero moderada resistencia a
la tensin.
II. Alta dureza (90 a 95 HRA)
III. Buena dureza en caliente;
IV. Buena resistencia al desgaste;
V. Alta conductividad trmica;
VI. Alto mdulo de elasticidad, con valores de E cercanos a 600
x103 [MPa]
(90 x 106 lb/in2)
VII. Tenacidad ms baja que los aceros de alta velocidad.
Tabla 2.4: Clasificacin de grado C de la ANSI.
Aplicacin en el
maquinado
Grados de corte no
acerado
Grados de corte
acerado
El cobalto y sus
propiedades
Desbastado C1 C5 Alto cobalto, mxima
tenacidad
Propsito general C2 C6 De medio a alto Co.
Acabado C3 C7 De medio a alto Co
Acabado de precisin C4 C8 Bajo cobalto mxima
dureza
Materiales de Trabajo Latn, hierro colado Carbono y aceros
aleados
Ingredientes tpicos WC-Co WC-TiC-TaC-Co
Los grados de corte para materiales que no incluyen el acero se
refieren a aquellos
carburos cementados que son apropiados para maquinar aluminio,
latn, cobre,
magnesio, titanio y otros metales no ferrosos; el hierro colado
gris se incluye
irregularmente en este grupo de materiales de trabajo. En los
grados de corte de material
no acerado, el tamao de los granos y el contenido de cobalto son
los factores que
influyen en las propiedades del material de carburo cementado.
El tamao de grano tpico
que se encuentra en los carburos cementados convencionales vara
entre 0.5 y 5 m (20
y 200 -in). Al incrementarse el tamao del grano, disminuye la
dureza y la dureza en
caliente, pero aumenta la resistencia a la ruptura transversal
(TRS), El contenido de
-
32
cobalto tpico en carburos cementados que se utilizan en las
herramientas de corte es
de 3 a 12%.
A medida que el contenido de cobalto se incrementa, la TRS
mejora a expensas de la
dureza y la resistencia al desgaste. Los carburos cementados con
bajo porcentaje de
contenido de cobalto (3% a 6%) tienen una alta dureza y baja
TRS, mientras que los
carburos con Co alto (6% a 12%) tienen una alta TRS y, sin
embargo, baja dureza (Tabla
2.1).
Segn lo expuesto anteriormente, los carburos cementados con alto
contenido de cobalto
se usan en operaciones de maquinado burdo y cortes interrumpidos
(como el fresado),
mientras que los carburos con bajo contenido de cobalto (dureza
y resistencia al
desgaste ms altas) se usan para cortes de acabado.
Los grados de corte de acero se usan para aleaciones de acero de
bajo carbono,
inoxidable y otras. Para estos grados de carburo, el carburo de
titanio o el carburo de
tantalio se sustituyen por algo de carburo de tungsteno. El TiC
es el aditivo ms popular
en la mayora de las aplicaciones. Se puede remplazar tpicamente
de 10 a 25% de WC
mediante combinaciones de TiC y TaC. Esta composicin incrementa
la resistencia al
desgaste en crter para el corte de acero, pero tiende a afectar
adversamente la
resistencia al desgaste del flanco o superficie de incidencia en
aplicaciones de corte de
materiales que no son acerados. Es por esto que se necesitan dos
categoras bsicas
de carburo cementado. Uno de los desarrollos ms significativos
en la tecnologa de los
carburos cementados en aos recientes es el uso de tamaos de
grano muy finos
(tamaos del orden de submicras) de los diferentes ingredientes
del carburo (WC, TiC y
TaC). Aunque un tamao pequeo de grano generalmente se asocia con
una mayor
dureza pero menor resistencia a la ruptura transversal, la
disminucin en la TRS se ve
reducida o revertida con tamaos de partculas del orden de las
submicras. Por lo tanto,
estos carburos de grano extremadamente fino poseen una alta
dureza combinada con
una buena tenacidad.
La variedad y el nmero de materiales de ingeniera cada vez mayor
han complicado la
seleccin de los carburos cementados ms apropiados para una
aplicacin de
maquinado particular. Para resolver el problema de la seleccin
del grado, se han
-
33
importado dos sistemas de clasificacin: 1) el sistema de grados
C de la ANSI
implementado en Estados Unidos alrededor del ao 1942; y 2) el
sistema ISO R513-
1975(E), presentado por la International Organization of
Standarization (ISO)
aproximadamente en 1964. En el sistema de grados C, los grados
de maquinado de los
carburos cementados se dividen en dos grupos bsicos,
correspondientes a las
categoras de corte acerado y sin corte acerado. Dentro de cada
grupo, hay cuatro
niveles correspondientes al maquinado burdo, propsito general,
acabado y acabado de
precisin.
El sistema ISO R513-1975(E), titulado Aplicacin de los Carburos
en el Maquinado
mediante Remocin de Viruta, clasifica todos los grados de
maquinado de carburos
cementados en tres grupos bsicos, cada uno de los cuales con su
propio cdigo de letra
y color.
Tabla 2.5: Clasificacin ISO R513-1975: Aplicacin de carburos en
el maquinado
mediante remocin de viruta"
Dentro de cada grupo, los grados estn numerados en una escala
que va desde la dureza
mxima a la tenacidad mxima. Los grados con mayor dureza se
utilizan en operaciones
de acabado (altas velocidades y profundidades y avances bajos),
mientras que los
grados con mayor tenacidad se utilizan en operaciones de
maquinado burdo. El sistema
de clasificacin de la ISO tambin puede utilizarse para indicar
aplicaciones para cermets
y carburos recubiertos.
Los dos sistemas tienen una correspondencia entre s de la manera
siguiente: Los grados
C1 a C4 de la ANSI corresponden a los grados K de la ISO, pero
en orden numrico
-
34
inverso, y los grados C5 a C8 de la ANSI se traducen en los
grados P de la ISO, pero,
de nuevo, en orden numrico inverso.
Cermet Los cermets son compuestos de materiales cermicos y
metlicos, los cermets
basados en WC-Co, incluidos los carburos cementados, se conocen
como carburos de
uso comn. En la terminologa de las herramientas de corte, el
trmino cermet se aplica
a los compuestos cermico-metlicos que contienen TiC, TiN y otros
materiales
cermicos, excepto el WC.
Carburos recubiertos Alrededor de 1970 se crearon los carburos
recubiertos; esto
represent un avance significativo en la tecnologa de
herramientas de corte. Los
carburos recubiertos son insertos de carburo cementado
recubierto con una o ms capas
delgadas de un material resistente al desgaste, como carburo de
titanio, nitruro de titanio
u xido de aluminio (Al2O3). El recubrimiento se aplica al
sustrato por deposicin qumica
de vapor o por deposicin fsica de vapor.
El espesor del recubrimiento es solamente de 2.5-13 m
(0.0001-0.0005 in). Se ha
observado que los recubrimientos ms gruesos tienden ser ms
frgiles y producen
agrietamientos, desportilladuras y separacin del sustrato.
La primera generacin de carburos recubiertos tena slo una capa
de recubrimiento
(TiC, TiN o Al2O3) y este tipo de herramienta se encuentra
todava en uso. Ms
recientemente se han creado insertos recubiertos que consisten
en mltiples capas. La
primera capa se aplica a la base de WC-Co y consiste por lo
general en TiN o TiCN
debido a su buena adhesin y a su coeficiente de expansin trmica
similar.
Posteriormente se aplican capas adicionales de varias
combinaciones de TiN, TiCN,
Al2O3 y TiAIN.
Los carburos recubiertos se usan para maquinar hierro y acero
fundidos en operaciones
de torneado y fresado. Se aplican mejor a altas velocidades de
corte en situaciones
donde las fuerzas dinmicas y el choque trmico son mnimos. Si
estas condiciones se
vuelven demasiado severas como en algunas operaciones
interrumpidas de corte,
pueden ocurrir desportilladuras de los recubrimientos,
ocasionando una falla prematura
de la herramienta.
-
35
En estas situaciones son preferibles los carburos sin recubrir y
formulados para una
mayor tenacidad. Cuando las herramientas de carburo recubierto
se aplican
correctamente permiten incrementar las velocidades permisibles
de corte respecto a los
carburos cementados no recubiertos. El uso de las herramientas
de carburo recubierto
se est extendiendo a metales no ferrosos y aplicaciones no
metlicas para mejorar la
vida de la herramienta, as como para obtener velocidades de
corte ms altas. Se
requieren diferentes materiales de recubrimiento, como el
carburo de cromo (CrC),
nitruro de circonio (ZrN) y diamante.
2.1.3.2.4. Cermicos
En la actualidad las herramientas de corte a base de materiales
cermicos estn
compuestas principalmente de xido de aluminio (Al2O3) de grano
fino, prensado y
sinterizado a altas presiones y temperaturas sin aglutinante en
forma de inserto. El xido
de aluminio es por lo general muy puro (99% tpicamente), aunque
algunos fabricantes
aaden otros xidos, como xido de circonio en pequeas cantidades.
Es importante
usar polvos de almina muy finos en la produccin de herramientas
cermicas y
maximizar la densidad de la mezcla a travs de la compactacin a
alta presin, a fin de
mejorar la baja tenacidad del material.
Las herramientas de corte de xido de aluminio tienen ms xito en
el torneado a altas
velocidades de fundiciones de hierro y acero. Dichas
herramientas se pueden usar para
operaciones de acabado en el torno en aceros endurecidos, donde
las velocidades de
corte son altas, y tanto el avance como la profundidad de corte
son bajos, y se emplean
instalaciones rgidas de trabajo. Muchas fallas por fractura
prematura de herramientas
cermicas se deben a mquinas herramientas no rgidas, que sujetan
a las herramientas
a fuerza dinmicas. Cuando las herramientas cermicas de corte se
aplican
apropiadamente, pueden usarse para obtener buen acabado en las
superficies. No se
recomiendan las herramientas cermicas para operaciones
interrumpidas de corte basto
(por ejemplo, fresado basto) debido a su baja tenacidad. Adems
de las aplicaciones de
los insertos de xido de aluminio en operaciones de maquinado
convencional, el Al2O3 se
usa ampliamente como un abrasivo en esmerilado y ms comnmente en
el rectificado,
las herramientas de cermico se utilizan en procesos abrasivos y
de acabado.
-
36
2.1.3.2.5. Diamante sinttico y nitruro de boro.
El diamante es el material ms duro que se conoce (seccin 7.6.1).
Segn algunas
medidas de dureza, el diamante es cerca de tres o cuatro veces
ms duro que el carburo
de tungsteno o que el xido de aluminio. Como la alta dureza es
una de las propiedades
deseables de las herramientas de corte, es natural que se piense
en los diamantes para
aplicaciones de esmerilado y maquinado. Las herramientas de
corte de diamante
sinttico se hacen con diamante policristalino sinterizado (SPD
por sus siglas en ingls)
y se remontan a los primeros aos de la dcada de los setenta. El
diamante policristalino
sinterizado se fabrica mediante la sinterizacin de polvos finos
de cristales de diamante
granulado a altas temperaturas y presiones en la forma deseada;
se usa poco o ningn
aglutinante. Los cristales tienen una orientacin aleatoria y
esto aade considerable
tenacidad a las herramientas de SPD, en relacin con los
cristales simples de diamante.
Los insertos de herramientas se hacen de manera usual
depositando una capa de SPD
de aproximadamente 0.5 mm (0.020 in) de grueso sobre la
superficie de una base de
carburo cementado. Tambin se han hecho insertos muy pequeos de
SPD a 100%
Las aplicaciones de las herramientas de corte de diamante
incluyen el maquinado a alta
velocidad de metales no ferrosos y abrasivos no metlicos como
fibras de vidrio, grafito
y madera. No es prctico maquinar el acero y otros metales
ferrosos, as como las
aleaciones basadas en nquel, con herramientas de SPD, debido a
la afinidad qumica
que existe entre estos metales y el carbono (el diamante, ante
todo, es carbono).
Despus del diamante, el material ms duro conocido es el nitruro
de boro y su fabricacin
en forma de herramientas de corte es bsicamente la misma que se
usa para el SPD,
esto es, recubrimientos sobre insertos de WC-Co. El nitruro de
boro cbico (cuyo smbolo
es CBN) no reacciona qumicamente con el hierro y el nquel como
lo hace el SPD; por
tanto, las aplicaciones de herramientas recubiertas de CBN se
aplican para maquinar
acero y aleaciones basadas en nquel. Como es de imaginarse, las
herramientas SPD y
CBN son costosas, por consiguiente, sus aplicaciones deben
justificar el costo de las
herramientas adicionales.
-
37
2.1.4. Propiedades mecnicas de la herramienta de corte (geometra
de la
herramienta de corte)
2.1.4.1. Fundamento de la cua de penetracin
La propiedad geomtrica bsica de la herramienta de corte es la
bsica cua:
Figura 2.14: Cua.
FUENTE: (Velategui, 2013)
La cua de penetracin entra con mayor o menor facilidad en la
materia prima segn sea
su posicin y direccin de la fuerza.
-
38
Figura 2.15: Aplastamiento de la cua de penetracin a)
Perpendicular; b) Inclinado; c)
Paralelo a la superficie de trabajo.
FUENTE: (Vargas, 2010)
En la Figura 2.15: Aplastamiento de la cua de penetracin a)
Perpendicular; b)
Inclinado; c) Paralelo a la superficie de trabajo.a) Si la
herramienta y la direccin de la
fuerza son perpendiculares, el aplastamiento o recalcado es
igual en las dos superficies
que forman la cua y lo que se logra es separar el material o
dividirlo perpendicularmente,
pero no se forma viruta. Se produce lo que se conoce como corte
o cizallamiento puro.
En la Figura 2.15: Aplastamiento de la cua de penetracin a)
Perpendicular; b)
Inclinado; c) Paralelo a la superficie de trabajo.b) Si la
herramienta y fuerza son un tanto
inclinadas, el recalcado es mayor en la cara direccionada por la
mayor componente
horizontal de la fuerza.
En la Figura 2.15: Aplastamiento de la cua de penetracin a)
Perpendicular; b)
Inclinado; c) Paralelo a la superficie de trabajo.c) Cuando la
herramienta tiene cierta
inclinacin y la fuerza es horizontal, el recalcado se produce en
un solo lado de la cua
y el material comienza a desalojarse o desprenderse en pequeas
cantidades
formndose la superficie de trabajo.
2.1.4.2. Geometra bsica de la herramienta de corte.
Una herramienta de corte tiene uno o ms filos cortantes y est
hecha de un material
que es ms duro que el material de trabajo. El filo cortante
sirve para separar una viruta
-
39
del material de trabajo, como se muestra en la Figura 2.16.
Ligadas al filo cortante hay
dos superficies de la herramienta: la cara inclinada y el flanco
o superficie de incidencia.
Figura 2.16: Herramienta de corte, corte transversal del proceso
de virutaje.
FUENTE: (Groover, 2005)
La cara inclinada que dirige el flujo de la viruta resultante se
orienta en cierto ngulo,
llamado ngulo de inclinacin o ngulo de viruta (). El ngulo se
mide respecto a un plano
-
40
perpendicular a la superficie de trabajo. El ngulo de inclinacin
puede ser positivo, como
en la Figura 2.16 a), o negativo, como en el inciso b).
El flanco de la herramienta provee un claro entre la herramienta
y la superficie del trabajo
recin generada; de esta forma protege a la superficie de la
abrasin que pudiera
degradar el acabado.
Esta superficie del flanco o de incidencia se orienta en un
ngulo llamado ngulo de
incidencia o de relieve ().
En la prctica, la mayora de las herramientas de corte tiene
formas ms complejas que
las de la Figura 2.16. Hay dos tipos bsicos:
b) Herramientas de una sola punta.
c) Herramientas de mltiples filos cortantes.
Una herramienta de una sola punta tiene un filo cortante y se
usa para operaciones como
el torneado.
Adems de las caractersticas de la herramienta que se muestran en
la Figura 2.16, hay
una punta en la herramienta de la cual deriva su nombre la
herramienta cortante, entre
la superficie de inclinacin y la superficie de incidencia est el
ngulo de cua o el ngulo
de filo (). Durante el maquinado la punta de la herramienta
penetra bajo la superficie
original del trabajo. La punta est generalmente redondeada en
cierto radio llamado el
radio de la nariz.
Los ngulos , , constituyen lo que se conoce como la geometra
bsica de la
herramienta de corte.
Los ngulos que constituyen la geometra bsica de la herramienta
de corte tienen la
siguiente justificacin:
El ngulo de filo permite la penetracin de la herramienta en la
materia prima,
la magnitud del ngulo depende fundamentalmente de la dureza de
la materia
prima a trabajar; un ngulo de filo pequeo ofrece grandes
ventajas por su fcil
penetracin a la pieza pero disminuye la rigidez de la
herramienta, aumentando el
-
41
peligro de rotura del filo, especialmente en el caso de trabajar
material duro y
resistente. El ngulo de filo es mayor cuanto ms duro sea el
material a trabajar.
El ngulo de incidencia o relieve permite que se disminuya la
superficie de
contacto de la herramienta con la pieza, disminuyendo
notablemente a su vez, la
posibilidad de deslizamiento de la herramienta sobre la pieza y
el rozamiento,
facilitando notablemente la penetracin del filo de la
herramienta. Generalmente
tiene una magnitud que vara desde 6 hasta 10 y depende
principalmente del
tipo de material de la herramienta, del material de la materia
prima. Si el ngulo
tiene un valor muy bajo la herramienta rebota y no penetra en el
material.
El ngulo de salida o de vitruta facilita la salida de la viruta
desalojada, cuando
tiene mayor valor, permite que la viruta fluya con mayor
facilidad. La magnitud de
influye en el tipo de viruta obtenido.
La geometra bsica de la herramienta debe cumplir:
+ + = 90
Figura 2.17: ngulos que forman la geometra bsica de la cua de
penetracin.
-
42
FUENTE: (Vargas, 2010)
2.1.4.3. Elementos De La Cua
En la cua se diferencian dos partes: la cabeza (ejerce el corte)
y el mango (para
sujecin). En la cabeza se encuentran el filo, contrafilo,
vrtice, superficies de
desprendimiento, de incidencia principal y de incidencia
secundaria:
Figura 2.18: Partes de una cuchilla mecnica.
FUENTE: (Velategui, 2013)
I. FILO: Es la arista que realiza el corte de la viruta y est
formada por la superficie
de desprendimiento y la de incidencia secundaria.
II. CONTRAFILO: Esta arista no corta material y est formada por
las superficies de
desprendimiento e incidencia secundaria.
III. VERTICE: Es el formado por la concurrencia del filo y
contrafilo. Su radio puede
variar entre 0,1 y 2,0 mm.
IV. SUPERFICIE DE DESPRENDIMIENTO O ATAQUE: Es la cara de la cua
sobre
la que se desliza el material desprendido.
V. SUPERFICIE DE INCIDENCIA PRINCIPAL: Es la que se queda frente
a la
superficie trabajada.
-
43
VI. SUPERFICIE DE INCIDENCIA SECUNDARIA: Es la cara bajo el
contrafilo.