Embed Size (px)
Citation preview

Nombre de la empresa: CORPORACION DE INDUSTRIAS DEPORTIVAS S.A.C.
Dirección fiscal: Mza. G Lote. 1A Asc. Villa del Sur (Vía principal del penal de
Socabaya) Arequipa - Arequipa – Socabaya
RUC: 20455208468
Cantidad de trabajadores: 20
• Visión: Ser la empresa líder en la comercialización de sandalias tipo crocs y
suelas a nivel nacional por la excelente calidad, precio y diseño de nuestros
productos.
• Misión: Llevar a todos los hogares un producto de calidad, para la
satisfacción de todos nuestros clientes, con la mayor calidad y a precios
accesibles.
Descripción de los productos que elaboran:
Crocs: Es un tipo de calzado que fue creado originalmente como un zapato de
balneario, fresco y cómodo para el cliente. Vienen en una variedad de estilos y en
una amplia gama de colores.

Suelas de zapatilla: La suela es la parte del zapato que por lo general está
formado por un material más resistente que el zapato en sí. Sirve para proteger la
planta del pie y proporcionar tracción y mayor fricción para evitar caídas. A Las
suelas pueden ser de distintas formas según el zapato, proporcionando
características diferentes para cada uno.
Suelas de Caucho o Hule: Son suelas fabricadas con hule vulcanizado,
por lo que son muy resistentes y pesadas, son muy resistentes a
la abrasión.
Suelas de EVA Están fabricadas de "etileno vinilo acetato", es muy ligero
de peso y además son duraderas de excelente calidad, resistentes.
Descripción detallada del proceso productivo:
El proceso comienza con la etapa de Molienda donde se procede a preparar el
caucho para después ser procesado. En esta etapa el caucho que ingresa como
caucho puro (Fig. 1) es procesado con algunas sustancias químicas (Fig. 2) y
caucho sintético (Fig. 3) para poder así transformar el caucho natural o puro en
caucho que se pueda trabajar.
El caucho puro junto con las sustancias químicas y el caucho sintético pasan
después a una máquina de nombre banbury (Fig. 4) donde se mezclan todos

estos materiales para poder salir una masa ya de caucho lista para procesar, de
color natural (color parecido al color del caucho sintético).
Fig. 1: Caucho puro o natural
Fig. 2: Sustancias químicas para procesar el caucho.
Fig. 3: Caucho Sintético

.
Fig. 4: Máquina Banbury
Una vez que sale la masa de caucho de color natural se procede al molino (Fig. 5
y Fig. 6), se le llama así a la máquina donde entra está masa para poder ser
laminada y pigmentada del color que se desea. Cabe añadir que se posee más de
un molino debido a que el cada molino pigmenta el caucho de diferente color y al
realizarlo todo en un mismo molino se corre riesgo de contaminar el color final
obtenido del caucho.
Una vez que el que las láminas de caucho salen del molino se procede a cortarlas
en láminas más pequeñas (Fig. 7) para poder así a la siguiente operación del
proceso que es el troquelado. En el operación se procede a cortar las láminas de
caucho con una máquina troqueladora (Fig. 8), el resultado de esta operación (Fig.
9) espera para poder seguir siendo procesado. En el proceso de troquelado
siempre quedan sobras (Fig. 10) que son reprocesadas en el molino y vuelven
después a ser troqueladas.

Fig. 5: Molino
Fig. 6: Molino

Fig. 7: Corte de las láminas de caucho
Fig. 8: Máquina troqueladora

Fig. 9: Resultado de la operación de troquelado de las láminas de caucho
Fig. 10: Sobras de las láminas de caucho en la operación de troquelado

Después que las láminas de caucho han sido troqueladas pasan a la operación de
prensado, es en esta operación donde las láminas de caucho troqueladas se
juntan con otras láminas de caucho o con caucho procesado, esto depende
directamente del modelo de planta que se esté realizando (Fig. 11). La operación
de prensado se lleva a cabo en la máquina prensadora (Fig. 12) a una
temperatura de aproximadamente 160°C durante ocho minutos la cual consiste en
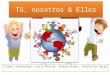
poner las láminas de caucho de los colores que lleve el diseño, añadirles silicona
(Fig. 13), para poder retirarlas fácilmente; y finalmente colocarlas en su respectivo
molde (Fig. 14) y proceder a introducirlos a la máquina prensadora.
En paralelo al troquelado se realiza lo que es la operación de inyectado de eva.
Esta operación consiste en formar a partir de granos de eva (Fig. 15) unas
plantillas del mismo material (Fig. 16) para adjuntarlas a las suelas de caucho
prensadas para darles mayor volumen y firmeza. Se realiza en la máquina
inyectora (Fig. 17 y Fig. 18), lo que ocurre dentro de esta máquina es que los
granos de eva son calentados a una alta temperatura para así poderlos inyectar a
un molde y que adquieran dicha forma. Durante esta operación también se le
añade silicona al molde con la misma función que en el proceso de prensado.
Después de salir las plantillas de eva son llevadas a un túnel de curado de eva
(Fig. 19). En este túnel lo que ocurre es que la plantilla disminuye su temperatura y
estabiliza su tamaño. Esta operación junto con la anterior demoran
aproximadamente la tercera parte de lo que demora la operación en el área de
prensado, es por ello que la máquina de inyectado de eva y el túnel de curado de
eva se utilizan también para producir otros productos como los crocs. También se
dispone de un almacén para guardar las plantillas de eva (Fig. 20) y así siempre
tener stock para no parar con la línea de producción de las plantas de calzado.
Cabe mencionar que para cambiar los moldes en la máquina de inyectado de eva,
ya sea cambiarlos para realizar los crocs o para realizar otra clase de plantilla, se
requiere aproximadamente de un día.

Fig. 11 Ejemplo de modelo de planta de zapato o zapatilla
Fig. 12: Máquina prensadora
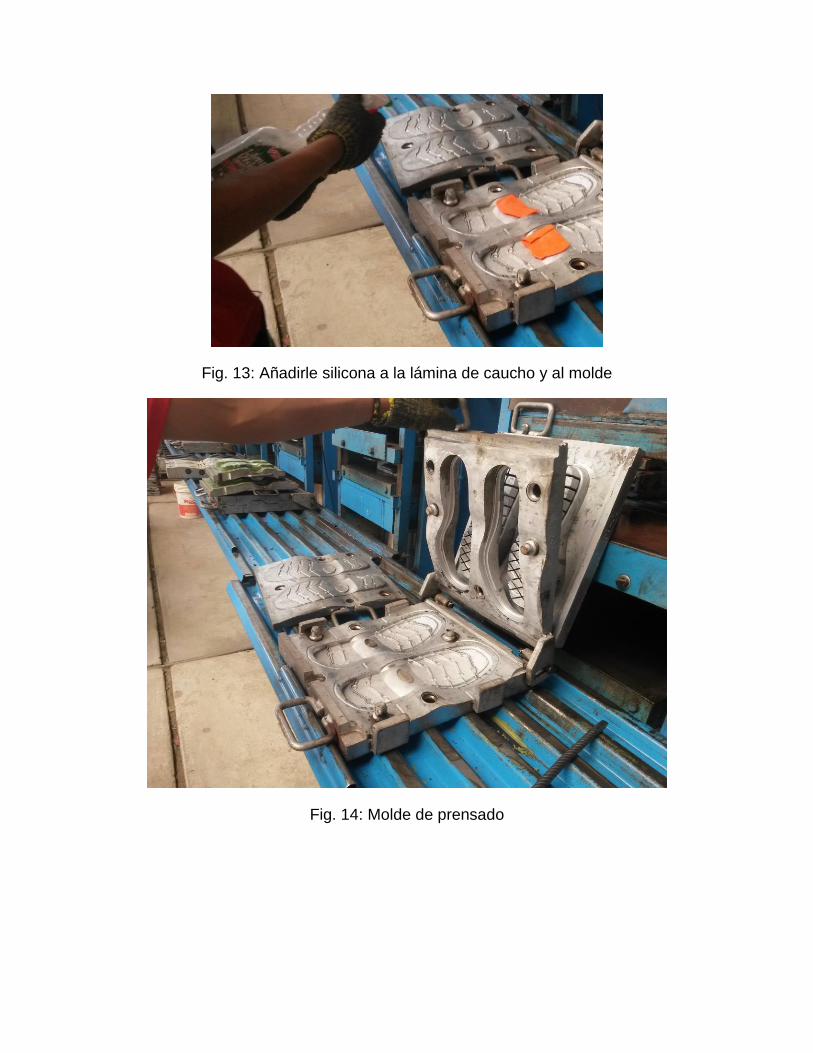
Fig. 13: Añadirle silicona a la lámina de caucho y al molde
Fig. 14: Molde de prensado

Fig. 15: Granos de Eva
Fig. 16: Plantilla de eva junto con planta de caucho prensada.
Fig 17. Máquina de Inyectado de eva

Fig. 18. Panel de control de la máquina de inyectado de eva
Fig 19. Túnel de curado de Eva.

Fig. 20: Almacén de plantillas de Eva
El siguiente proceso que se realiza es el pegado. Durante este proceso se llevan a
cabo varias operaciones. La primera operación en llevar a cabo es el lavado de las
plantillas de eva (Fig. 21), esta operación es necesaria ya que se necesita limpiar
la silicona aplicada para así poder aplicar el pegamento y que este tenga mejor
efecto. Después de haber lavado la silicona de las plantillas de eva se procede a
echarle una sustancia llamada Primer para eva; esta sustancia necesita estar
esparcida por toda la parte donde se echara el pegamento, esta sustancia no es
visible en la luz normal, es por ello que se utiliza unos focos especiales (Fig. 22)
para así poder hacer visible el Primer y asegurarse de que este correctamente
esparcido. Lo que hace este Primer en la plantilla es perforarla microscópicamente
para poder asegurarse de que el pegamento tenga un mejor efecto. La siguiente
operación es pasar la plantilla a una máquina de rayos UV (Fig. 23), la función de
esta máquina es poder activar el efecto que tiene el Primer para eva. Después se
procede a poner el pegamento en la plantilla.
En paralelo con las anteriores operaciones se realiza el raspado de las plantas de
caucho (Fig. 24). Esta operación tiene la finalidad de quitar la silicona aplicada en

operaciones anteriores, eliminar sobrantes causados por la expansión del caucho
y sobretodo alisar la superficie para poder aplicar el pegamento y que este tenga
un mejor efecto. La siguiente operación es aplicarle el pegamento a la planta de
caucho del lado que ha sido raspado.
Una vez que el pegamento ha sido aplicado a ambas superficies se procede a
llevarlas a un túnel de mejorado donde se evapora todo el disolvente que viene
por defecto en el pegamento y así poder tener un mejor efecto. La siguiente
operación es juntar la plantilla de eva con la planta se caucho, esta actividad se
lleva a cabo de forma manual. La siguiente operación es llevar a un primer
prensado (Fig. 25) la suela completa (la planta de caucho pegada con la plantilla
de eva), la función de este primer prensado es eliminar las pequeñas burbujas de
aire que se hayan formado. Después se procede a llevar la suela a un segundo
prensado (Fig. 26 y 27) cuya función es hacer que ambas partes queden
completamente pegadas, haciendo así que el pegamento tenga el efecto deseado.
Después de esta operación se procede a llevar la suela a un máquina de enfriado
(Fig. 28) donde se aseguran que el pegamento seque por completo en un menor
tiempo. La actividad siguiente es la supervisión de suela ya terminada y de ser
necesario corregir algún error menor que tenga. Después se procede a embolsar
las suelas para ser llevadas al almacén donde esperaran a ser despachadas para
algún pedido.
Fig. 21: Lavado de suelas.

Fig. 22
Fig. 23: Máquina de rayos UV

Fig. 24: Raspado de Caucho
Fig. 25: Primer raspado

Fig. 26 Segundo raspado
Fig. 27: Segundo raspado

Fig. 28: Máquina de enfriado

Factores que afectan la productividad:
Medio ambiente:
La fábrica está ubicada a 30 min del centro de la ciudad en el distrito de
Socabaya, está ubicada en una zona con poca contaminación; en un terreno que
cuenta aproximadamente con un área de 500 m2. La fábrica dispone de áreas
verdes, un comedor y también un área recreacional. Dentro de la fábrica hay
varios ambientes donde se realizan distintas operaciones en cada uno. En los
ambientes de producción, es decir donde se llevan a cabo las distintas actividades
para llegar al producto final se ha observado que se cuenta con una buena
iluminación y ventilación, el ruido es propio de las máquinas, este es un nivel de
ruido bajo. También hemos notado que los ambientes están correctamente
señalizados ya sea respecto a los equipos de protección que se debe utilizar o a
las zonas seguras en caso de emergencia entre otros. Sin embargo en las zonas
de almacenamiento se ha notado que no hay buena iluminación sin mencionar
también que no se cuenta correctamente distribuido el espacio para poder
identificar rápidamente donde está cada uno de los modelos a despachar.
Procesos y Productos:
En lo que respecta a los procesos y productos hemos podido notar que los
procesos son los adecuados para los productos que se elaboran ya que en la línea
de producción no hay tiempos muertos a no ser que haya una falla mecánica en
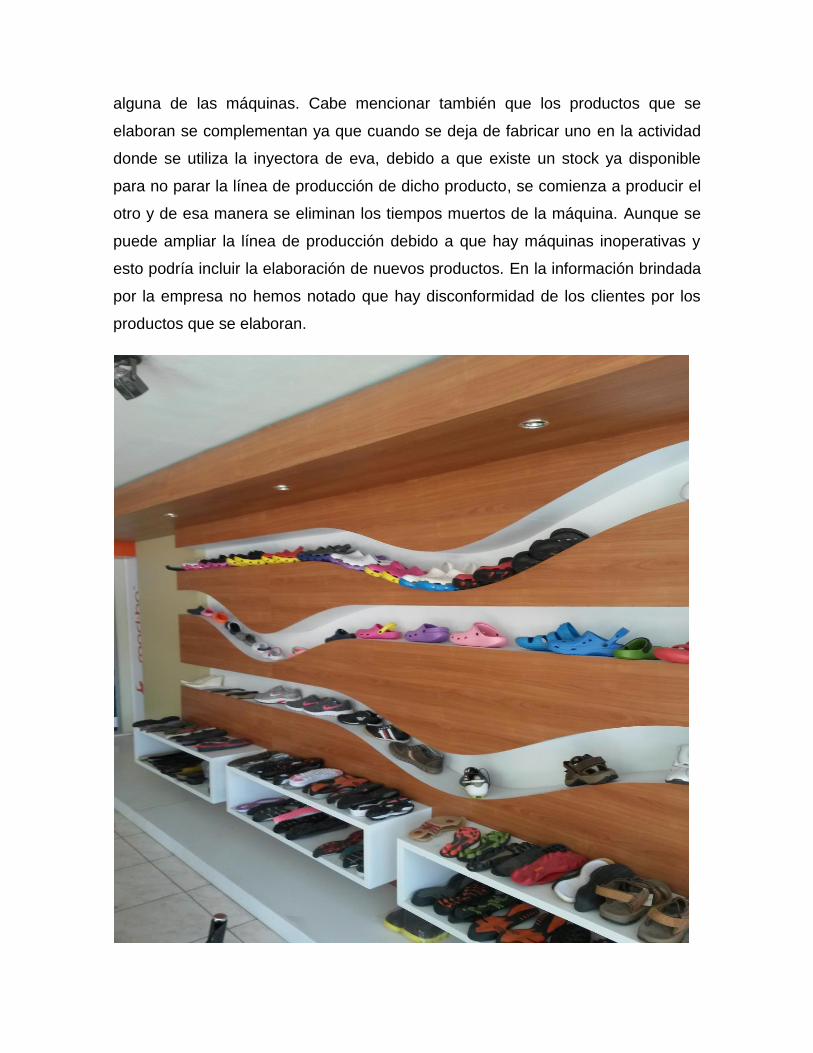
alguna de las máquinas. Cabe mencionar también que los productos que se
elaboran se complementan ya que cuando se deja de fabricar uno en la actividad
donde se utiliza la inyectora de eva, debido a que existe un stock ya disponible
para no parar la línea de producción de dicho producto, se comienza a producir el
otro y de esa manera se eliminan los tiempos muertos de la máquina. Aunque se
puede ampliar la línea de producción debido a que hay máquinas inoperativas y
esto podría incluir la elaboración de nuevos productos. En la información brindada
por la empresa no hemos notado que hay disconformidad de los clientes por los
productos que se elaboran.
Medios de Producción:
En este punto hemos notado que si bien la empresa cuenta con la infraestructura
suficiente, en lo que respecta a espacio físico o edificaciones, y con gran
tecnología en maquinaria tiene un problema con lo que respecta a lo que es
capacidad eléctrica, ya que al tener maquinaria de última tecnología requiere de
una gran capacidad eléctrica y que ella si bien es cierto puede ser distribuida por
la compañía eléctrica esta no se encarga de poner la infraestructura para poder
distribuir esa gran cantidad de energía a la fábrica; este es un motivo por el cual
hay una gran cantidad de máquinas que no están operativas, es decir es una
inversión que no está generando utilidades. Otro problema que se ha notado en
este aspecto es que, si bien no hay paradas de maquinaria constantemente,
muchas veces cuando ocurre un problema se tienen que pedir el repuesto al
extranjero y este puede demorar hasta un máximo de tres semanas las cuales la
maquinaria esta inactiva; otras veces los repuestos son pedidos a Lima y se
demoran aproximadamente cuatro días.

Mercado:
El mercado de la empresa es principalmente algunos vendedores en el centro de
la ciudad en lo que respecta a los Crocs. Lo que respecta a las suelas la empresa
tiene clientes en todo el sur del país. La empresa siempre realiza investigaciones
de mercado para poder así saber las preferencias de los clientes y de esa manera
siempre innovar sus diseños y no perder participación en el mercado. Aunque la
fábrica realice inspecciones de calidad a todos los productos terminados, está aún
no cuenta con ninguna certificación de calidad.
Materias Primas:
La empresa cuenta con proveedores calificados para que la abastezcan de la
materia prima necesaria de forma oportuna. Siempre se hacen cotizaciones
regulares con distintos proveedores para que asegurarse de trabajar con
proveedores que ofrezcan materia prima de buena calidad al costo adecuado.
Según nos ha brindado información la empresa nunca han tenido ninguna parada
de producción debido a falta de materia prima; mas nos informaron también que
muchas veces la materia prima, al ser regularmente importada debido a un mejor
precio, suele tener no llegar de la misma calidad toda la materia prima lo que
ocasiona problemas en la calidad del producto final.
Recomendaciones:
Tener una mejor iluminación en el área de almacén para poder identificar
de manera rápida los productos que se requieran despachar
Se podría hacer un mejor uso de la maquinaria actual para poder elaborar
mayor cantidad de productos y así abarcar un mayor mercado
Se necesita hacer una inversión en infraestructura para poder utilizar toda
la maquinaria actual.
Se recomienda tener un stock de las piezas que fallan frecuentemente para
poder reparar de manera oportuna todas las máquinas.
Se recomienda implementar un sistema de gestión de la calidad y
certificarlo para darle una mayor garantía al consumidor final.

Se recomienda buscar proveedores, de preferencia nacionales, que tenga
sistemas de calidad certificados.