Embed Size (px)
Citation preview

1
Facoltà di Ingegneria Civile e Industriale
Corso di laurea in Ingegneria Chimica
Produzione del Carburo di Ferro
Martina Caldaroni
Academic Year 2013/2014

2
INDICE
1.Introduzione…………………………………………………………….pag. 3
2.Il carburo di ferro……………………………………..………………pag. 7
2.1 Proprietà……………………………………………………….....pag 7
2.2 Vantaggi metallurgici e benefici ambientali……….pag 9
3. Il carburo di ferro per i forni ad arco elettrico………..pag. 11
3.1.Introduzione ai forni ad arco elettrico……………pag. 11
3.2Utilizzo del carburo di ferro negli EAF……………..pag. 12
4. Storia dei processi produttivi………………………………..pag. 16
4.1. Nucor Corporation…………………………………………..pag. 17
4.2. Qualitech Steel…………………………………………………pag. 20
4.3. Miglioramento del processo…………………………...pag. 21
5. Processo di produzione…………………………………………..pag. 23
5.1. Introduzione ai letti fluidizzati…………………………..pag. 24
5.2. Panoramica del processo…………………………………..pag. 26
5.3. Stoccaggio del minerale…………………………………….pag. 28

3
5.4. Riscaldamento del minerale……………………………….pag. 28
5.5. Alimentazione al reattore….………………………..……..pag. 29
5.6. Reattore a letto fluidizzato………………………………..pag. 29
5.7. Trattamenti del prodotto…………………….……………..pag. 32
5.8. Sistema di trattamento del gas…………………………..pag. 33
5.9. Acqua di processo .................................. ……….…..pag. 34
6. Conclusioni………………………………………………. ……………pag. 35
Bibliografia…………………………………………………………..…………pag. 36

4
Introduzione
Lo scopo di questa tesi è illustrare il processo innovativo, ancora allo stato sperimentale, per
la produzione di carburo di ferro a partire da ematite a bassa temperatura, allo scopo di
produrre acciai di elevata purezza ed a bassi costi.
Attualmente, la produzione di acciaio si ottiene fondamentalmente con due cicli di
fabbricazione: ciclo elettrico o da rottame e ciclo integrale o da minerale.
Nello schema successivo (fig.1) è riportata una schematizzazione dei due cicli di produzione
dell’acciaio.
Fig.1 : Schema riassuntivo dei cicli produttivi dell’acciaio [1]

5
Come possiamo vedere, il primo prevede la formazione della ghisa nell’altoforno e di
conseguenza la decarburazione nel convertitore ad ossigeno “BOF” , basic oxygen furnace,
che ha lo scopo di convertire la ghisa in acciaio grezzo liquido tramite l’insufflazione di
ossigeno, mentre l’altro metodo forma l’acciaio nel forno elettrico dalla spugna di ferro
derivata dalla riduzione diretta.
Approfondiamo quindi, il secondo ciclo di produzione.
Sono denominati, alquanto impropriamente, processi di riduzione diretta quei processi che
portano direttamente dal minerale al prodotto ferroso non carburato, o poco carburato,
senza passaggio del metallo allo stato liquido.
Il prodotto è, come già detto,una spugna di ferro (DRI, Direct Reduced Iron), intendendosi
con questo termine una struttura metallica di porosità elevata, contenente inclusioni e
abbondanti fasi non metalliche provenienti dalla ganga e da ossidi non ridotti. Nei processi di
riduzione diretta la temperatura di processo è inferiore a quella di liquidus del prodotto e,
quindi, non c'è quella possibilità di separazione tra metallo fuso e scoria che avviene nei
processi in cui si ottiene la fusione del metallo. La pezzatura della spugna è strettamente
dipendente da quella dei materiali trattati. La spugna di ferro è caratterizzata da un’elevata
reattività nei confronti dell’ossigeno, con reazioni di tipo piroforico.
I processi di riduzione diretta, a causa della loro principale caratteristica, che è quella di
svolgersi a temperature inferiori a quella di fusione del prodotto metallico ottenuto, non
consentono di realizzare nessuna separazione della ganga né alcun vero processo di
affinazione.
Una particolare caratteristica da tener presente nel manipolare ed immagazzinare le spugne
di ferro è la loro alta reattività ai processi ossidativi, che può assumere carattere di
piroforico, e che, per i prodotti ottenuti da processi che si sono svolti a basse temperature
(<600°C) è particolarmente spiccata anche a temperatura ambiente. La combustione della
spugna di ferro è dovuta all’esotermicità delle reazioni ossidative del ferro metallico, avviene
senza produzione di fiamma e può raggiungere la temperatura di fusione del ferro; il
contatto con l’acqua può accelerare il processo e renderlo più pericoloso rendendo
6
disponibile idrogeno prodotto dalla decomposizione della molecola d’acqua. Si può
prevedere, prima di una spedizione via mare, un “invecchiamento”, che produce un sottile
strato di ossido e il bricchettaggio della spugna per compressione meccanica, cosicché il
prodotto, che prende il nome di HBI (Hot Briquetted Iron), può essere inviato alle acciaierie
utilizzatrici in forma di bricchette ad alto peso specifico, di bassa porosità e di elevate
caratteristiche meccaniche
Una delle più importanti caratteristiche di questi prodotti è il loro grado di metallizzazione:
per grado di metallizzazione si intende il rapporto fra ferro metallico e ferro totale. La
differenza fra i due (ferro totale meno ferro metallico) è ferro non ridotto nel corso del pro-
cesso e rimasto allo stato di ossido. Ad esso è quindi legato un tenore di ossigeno residuo
presente nella spugna.
I prodotti provenienti da questi processi di riduzione possono trovare due principali tipi di
impiego in siderurgia: a parziale sostituzione dei minerali negli altiforni per la produzione di
ghisa o nei forni elettici o nei forni di acciaieria a sostituzione parziale o totale del rottame.
Nel primo caso è accettabile un contenuto di ferro ad un grado di metallizzazione
relativamente basso. I principali risultati che ci si può attendere dall'impiego dei preridotti
negli altiforni sono aumenti di produttività ed economie nel consumo di coke.
L'impiego dei preridotti per la produzione di acciaio è stato sperimentato principalmente nel
forno elettrico ad arco. In questo impiego, il preridotto si pone in competizione con i rottami
di ferro e la valutazione dei risultati delle prove è generalmente svolta prendendo come
riferimento la normale carica basata sul rottame. Per il suo impiego in acciaieria viene
richiesto al preridotto una maggiore purezza, un alto tenore in ferro, un alto grado di
metallizzazione. L'ossigeno residuo difatti richiede di essere eliminato nel corso del processo
di fabbricazione dell'acciaio principalmente come ossido di carbonio. Se il tenore di ossigeno
in carica è elevato, occorre aumentare la carica di carbone o di ghisa e si può verificare un
aumento nei tempi di affinazione e nel consumo di energia, a causa del lavoro di riduzione
richiesto nel trattamento di preridotti contenenti un residuo di ossigeno elevato. [2]

7
In questi ultimi anni si sta, quindi, studiando il modo di produrre carburo di ferro. Un
prodotto più vantaggioso e ideale per l'alimentazione dei forni ad arco elettrico.
La reazione di formazione del suddetto si svolge su un letto fluidizzato e prevede
un’interazione tra polverino di ematite (0,1 – 1 mm) in un flusso di idrogeno e metano. Il
processo si svolge in due stadi: quello della riduzione dell’ematite a ferro metallico e quello
della cementazione del ferro metallico appena formato da parte del metano. Le temperature
previste per la formazione di carburo di ferro sono inferiori a quelle dei processi DRI,
tipicamente attorno a 600 - 700 °C. Il carburo di ferro ha il vantaggio, rispetto alla spugna di
ferro, di non essere piroforico. Se usato come materiale di carica nei forni elettrici ad arco, il
carburo di ferro, decomponendosi, fornisce carbonio e contribuisce alla diminuzione dei
consumi di energia elettrica. [2]

8
Il carburo di ferro
Proprietà:
Il carburo di ferro Fe3C è composto di tre atomi di ferro e uno di carbonio ed è noto anche
come cementite. È un composto intermetallico duro e fragile, è metastabile perché tende a
decomporsi in ferrite (oppure austenite) e grafite secondo la reazione:
Fe3C → 3 Fe + C (1)
In effetti, questa trasformazione non si manifesta che a temperature sufficientemente
elevate e per lunghe permanenze. Infatti, è stabile a temperature inferiori a 200°C.
Esso è la seconda fase che si forma quando il carbonio supera il limite di solubilità che
definisce il punto dove la solubilità del carbonio nel ferro è al suo massimo come mostra il
diagramma in Fig.2 dove è rappresentato il diagramma di equilibrio per le combinazioni del
carbonio in una soluzione solida di ferro. Il diagramma Fe-Fe3C indica che il ferro e il
carbonio si combinano fino a una percentuale di 6.67% in C.
Fig.2 Diagramma
Fe-Fe3C [3]

9
Questo fa intendere che un aumento di carbonio nel ferro cambia le proprietà di
quest’ultimo. Quando il carbonio viene aggiunto al ferro, esso migliora la durezza e la
resistenza, anche se ne aumenta la fragilità.[3]
Il carburo di ferro ha un punto di fusione relativamente alto del 1837 ° C (3339 ° F), che è in
genere superiore alla temperatura del bagno di ferro fuso a cui viene aggiunto. L’aggiunta di
carburo di ferro ad un bagno di ferro fuso è molto simile all’aggiungere lo zucchero al caffè.
Se il caffè fosse abbastanza caldo per fondere lo zucchero sarebbe troppo caldo da bere,
invece lo zucchero si scioglie nel caffè, non fonde. Analogamente, il carburo di ferro dissolve
nel ferro fuso senza fondere.
Il carburo di ferro ha una densità di 7,640 kg/m3 ed è quindi leggermente più denso del ferro
fuso, che ha una densità di 6,980 kg/m3.
È prodotto dai minerali di ferro fine che vengono filtrati per dimensioni minori di 1,0 mm a
maggiori di 0,1 mm. La dimensione di passaggio all’80% è di 0,4-0,5 mm. Esso non deve
essere pellettizzato e il prodotto non deve essere stabilizzato o bricchettato.[4]
I grani di carburo di ferro dissolvono istantaneamente in ferro e acciaio fuso, [5] inoltre
rimuovono più efficacemente azoto e idrogeno di qualsiasi altro mezzo. Il carburo di ferro è
completamente privo di zolfo e metalli residui, come: rame, zinco,stagno e cromo. Elementi
che disturbano molto la produzione dell’acciaio.
Tabella 1: tipica composizione del carburo di ferro a confronto con DRI e HBI[4]

10
Queste proprietà chimico fisiche si traducono in interessanti applicazioni per la produzione
dell’acciaio.[4]
Vantaggi metallurgici e benefici ambientali
Il carburo di ferro è molto più efficace e meno costoso di qualsiasi altro mezzo per produrre
acciaio di alta qualità.[6] Un rapporto del 2004 del Dipartimento dell’Energy Technology
Roadmap Program ha riconosciuto il carburo di ferro come il miglior materiale per il
controllo dell’azoto nella produzione dell’acciaio EAF (forni ad arco elettrico).[7] Essendo
duro,denso,chimicamente stabile e granulare, è maneggevole e sicuro per il trasporto.
Essendo fine e pesante, le acciaierie possono facilmente immetterlo in forni ad arco elettrico
(EAF) usando lance sommerse.[6]
Il carburo di ferro offre anche interessanti vantaggi ambientali. Il processo raggiunge le
emissioni di carbonio più basse di tutti i processi di lavorazione del ferro-vergine,
producendo solo 1,09 kg di anidride carbonica CO2 per ogni kg di acciaio prodotto. È
notevolmente inferiore ai 2,01 kg per l’altoforno convenzionale al forno BOF (convertitore
ad ossigeno), 3,09 kg per il carbone a base DRI (riduzione diretta del ferro), come Corex, e
1,87 kg per il gas naturale a base DRI, come Midrex. Vedi tabella 2.
Tabella 2: Emissioni di carbonio per i vari processi di produzione di acciaio dal
ferro grezzo.[10]

11
Solo gli acciai interamente realizzati da rottami raggiungono emissioni minori. Questo è
possibile solo quando si producono le classi più basse di acciaio e quando si utilizzano
rottami molto costosi.
Il carburo di ferro è molto conveniente per la tutela dell’ambiente anche aggiungendolo al
DRI nel forno ad arco elettrico, ottenendo solo 0,98 kg di emissioni di CO2 rispetto a 1,87 kg
per Fastmet (riduzione dell’ossido di ferro che produce metallo caldo ad elevata purezza).
Come ulteriore vantaggio, il carburo di ferro produce gran parte dell’anidride carbonica in un
flusso concentrato, che è quindi facile da espellere e utilizzare vantaggiosamente per altri
scopi.[6]

12
Carburo di ferro per i forni ad arco elettrico
Introduzione ai forni ad arco elettrico:
I forni elettrici ad arco sono costituiti da un crogiolo cilindrico ad asse verticale, composto
di un fasciame in lamiera internamente rivestito in refrattario. Il crogiolo è ricoperto da una
volta, che nella versione dei forni moderni è mobile, consentendo così di scoprire
completamente il crogiolo e di caricare rapidamente il forno dall'alto mediante carroponte e
ceste di carica. Vi sono una o due porte, disposte lateralmente nell’involucro del crogiolo,
che consentono l'accesso al suo interno per tutte le operazioni inerenti alla condotta del
forno e della colata. Il crogiolo è oscillante attorno ad un asse orizzontale; esso quindi
appoggia su culle e guide a settore circolare ed il movimento è realizzato mediante
servomeccanismi di tipo elettromeccanico o idraulico. Il basculamento del crogiolo serve,
oltre che per spillare la colata e versarla in siviera (attraverso un foro ed un canale di colata),
anche per agevolare le operazioni di scorifica, che sono effettuate attraverso le porte.
Fig. 3: Forno ad arco elettrico [9]
I forni ad arco sono normalmente di tipo trifase; sono quindi muniti di tre elettrodi di grafite,
che penetrano entro il crogiolo attraverso tre aperture di passaggio circolari previste nella
volta disposte secondo i tre vertici di un triangolo equilatero. L'arco scocca fra l'estremità di
ciascuno dei tre elettrodi e la carica metallica; questa è percorsa dalla corrente ed il circuito
secondario si chiude attraverso la carica. L'arco elettrico è un plasma ad alta densità
generato per ionizzazione parziale dell’aria e di vapori metallici provenienti dalla carica; il
calore è trasmesso alla carica principalmente per irraggiamento.

13
Caratteristica dell'arco elettrico è quella di convertire in calore una grande quantità di
energia confinata entro un limitato volume, nel quale quindi si raggiungono temperature
elevate (dell'ordine di 10 000°C). L’energia elettrica impegnata nel sostenimento dell’arco
produce la ionizzazione del mezzo, ed un aumento della temperatura e della conducibilità
del mezzo stesso.
Attualmente, i materiali di carica del forno elettrico con carica solida sono di due tipi:
processo ghisa-rottame e carbone-rottame. Le differenze fra i due sono abbastanza
trascurabili, poiché il quantitativo di ghisa in carica in genere non supera quello minimo
necessario per la carburazione, cioè per raggiungere a fine fusione il tenore di carbonio più
conveniente per la successiva condotta dell'affinazione: la ghisa in carica difficilmente supera
il 10-15% della carica totale. Il tipo di processo più diffuso è quello carbone-rottame, dato
che questa carica risulta in molte circostanze la più economica. Per carburare il metallo si
impiega per lo più coke o antracite.
Un materiale di carica interessante per l'impiego nei forni elettrici sono i preridotti di
ferro, sotto forma di spugna, pellets o anche di bricchette. Vi è oggi qualche acciaieria
elettrica che impiega preridotti su piena scala industriale, anche per la maggiore pulizia della
materia prima in termini di elementi non desiderati. [9]
Utilizzo del carburo di ferro negli EAF:
Il carbonio è essenziale per la produzione dell’acciaio, è uno degli elementi chiave che danno
ai vari tipi d’acciaio le loro proprietà.
Nel passato il carbonio era caricato nel forno per assicurare che il livello di carbonio disciolto
all’interno fosse superiore a quello desiderato nel prodotto finale. Poiché l’utilizzo
d’ossigeno negli EAF sta aumentando, le recenti progettazioni tendono a richiedere più
carbonio. La reazione del carbonio con l’ossigeno nel bagno per produrre monossido di
carbonio, porta un significativo aumento di energia ed ha portato a riduzioni sostanziali nel
consumo d’energia elettrica. La generazione di CO è anche importante per raggiungere basse
concentrazioni di gas dissolti (azoto e idrogeno) nell’acciaio in quanto questi sono espulsi
con il monossido di carbonio. Le inclusioni di ossido sono eliminate dall’acciaio attraverso la

14
scoria. Il carbonio sciolto nell’acciaio reagirà con FeO all’interfaccia scoria/bagno per
produrre CO con conseguente aumento di ferro nel bagno.
L’innovazione consiste nell’utilizzo del carburo di ferro, una sostanza rivoluzionaria per la
produzione dell’acciaio. Questo nuovo materiale avrà un impatto molto forte nell’industria
siderurgica durante il prossimo decennio a causa dei suoi eccezionali vantaggi metallurgici,
economici e ambientali.[10]
Il carburo di ferro è ideale per i forni ad arco elettrico EAF. È granulare, non piroforico e
dissolve immediatamente in acciaio fuso. Ciò lo rende facile da trasportare e da introdurre
negli EAF.[10]
È esente da metalli residui e zolfo, contiene carbonio in eccesso più di qualsiasi altro ossido
di ferro e questo surplus riduce gli eventuali ossidi di ferro, i quali diminuirebbero laresa.[10]
Fig.4 : Qualitech
Steel iniettano
carburo di ferro in
un EAF a Pitsboro,
Indiana, 1998 [10]
Essendo fine e pesante, le acciaierie possono facilmente immetterlo negli EAF utilizzando
lance sommerse, come quella di Pittsboro, Indiana (U.S.A.), mostrato in fig.4. [10]
Questo è un vantaggio rispetto a DRI,HBI e ghisa. I tassi d’iniezione raggiungibili sono di
2,000 kg/min. Dopo aver portato i granelli di carburo di ferro nel bagno di metallo fuso, il gas
d’iniezione, che può essere azoto o aria, sale in superficie senza reagire in modo rilevante

15
con il metallo. Il degasaggio sarebbe lento e costoso, invece il carburo di ferro forma sciami
di bollicine con un meccanismo diverso. [10]
Quando il carburo di ferro entra in un EAF, si dissolve all’istante. Successivamente, il
carbonio disciolto reagisce con la piccola quantità di ossido di ferro rimasta nel carburo di
ferro prodotto. Il carbonio e l’ossido di ferro formano monossido di carbonio. Questo genera
un’immensa quantità di piccolissime bolle di monossido di carbonio, le quali creano
l’ebollizione del metallo e rapidamente omogeneizzano il bagno di metallo fuso, assorbendo
azoto e idrogeno e creando una scoria schiumosa,la quale permette la rimozione degli
elementi indesiderati nell’acciaio.
L’iniezione del carburo di ferro può iniziare non appena l’EAF ha fuso sufficientemente
l’acciaio, così da avere una rimozione maggiore di azoto e idrogeno.[11] Il calore del forno
non danneggia il tubo d’iniezione, perché il gas di trasporto raffredda adeguatamente la
lancia. La diffusa generazione di bollicine di monossido di carbonio mescolano
accuratamente il bagno, per evitare gradienti di temperature [10] e rimuovono l’azoto da
esso. La miscelazione è più efficace e veloce con il carburo di ferro, con il quale il tempo di
miscelazione è di un minuto, che con l’argon, dove il tempo è di quattro minuti.[12]
Inoltre, la scoria schiumosa prodotta promuove le reazioni metallurgiche, isola il metallo
fuso, migliora l’efficienza energetica perché diminuiscono le perdite di calore verso le pareti
laterali,riduce l’usura della copertura refrattaria e dell’elettrodo.
DRI,HBI e ghisa non riescono a fornire miscelazione e riduzione dell’azoto e dell’idrogeno.
Studi approfonditi hanno dimostrato che il processo fornisce rese elevate. In alcuni casi la
resa del carburo di ferro per il grado di metallizzazione raggiunge il 100 %, perché la potente
azione chimica riducente del monossido di carbonio riduce l’ossido di ferro nelle scorie di
ferro, che sono separate dal metallo fuso. Questo non accade per i rottami o con DRI, dove il
rendimento è del 92-95 %.
Per tutti questi motivi il carburo di ferro è il miglior materiale per i forni ad arco elettrico.
I produttori di acciaio negli Stati Uniti, Medio Oriente, India ed anche altrove, sono sempre
più interessati al DRI. La scarsità e l’alto costo del rottame stanno spostando l’attenzione su

16
di esso. Infatti, nel grafico di fig. 5 è riportato l’andamento dei milioni di tonnellate di
rottame esportato per anno, che è aumentato del 400 % tra il 2003 e il 2008 e con esso
anche il suo prezzo.[10]
Fig. 5 : Esportazione del rottame nel mondo durante gli ultimi anni [13]
Questo contesto sta preparando il terreno al nuovo utilizzo del carburo di ferro per produrre
acciai di qualità superiore, a costi più bassi.[10]

17
Storia dei processi produttivi
La produzione del carburo di ferro fu studiata e sviluppata da Hazen Research, Colorado,
usando un circuito chiuso a letto fluidizzato di minerale di ferro (ore) e da gas costituito da
CO, CO2, CH4 e vapore acqueo a 600°C.
Fig.6: Apparecchiatura per i test di laboratorio usati ad Hazen Research, Colorado, per valutare e
definire i parametri per la produzione del carburo di ferro. (foto Frank A. Stephens)
Per ogni tonnellata di carburo di ferro, sono richiesti 1,35 tonnellate di ematite e 313 m3 di
gas naturale. È chiaro che l’acciaio può essere prodotto direttamente dal carburo di ferro sia
nei BOF (basic oxygen furnace) che negli EAF, con o senza l’uso di metallo caldo o rottami,
con un evidente risparmio di energia a causa del comportamento esotermico della reazione
di ossidazione.
Prima del 1975, il Dr. Frank M. Stephens,Jr. ha ideato un processo per produrre
commercialmente il carburo di ferro come materiale di alimentazione per la produzione
dell’acciaio. A quel tempo il Dr. Stephens è stato vice presidente tecnico per Hazen
Research,Inc. a Golden, Colorado.

18
A seguito delle prove di laboratorio iniziali Hazen Research,Inc. (H.R) fece domanda per il
brevetto e l’Ufficio Brevetti degli Stati Uniti (US Patent Office) ha emesso “US Patent No.
4.053.301” l’11 ottobre 1977.
Nel 1985 il Dr. Stephens si ritirò dalla H.R. e contemporaneamente ha acquisito i diritti per il
brevetto sul carburo di ferro. Ha formato la società Iron Carbide Development Corporation
(ICDC) e ha iniziato la commercializzazione del processo. Nel 1988, ICDC e gli australiani del
gruppo PACT Resources, Pty. Ltd. (P.R.)crearono l’ Iron Carbide Holdings, Ltd (ICH), dove P.R.
investì circa 7,000,000 di dollari australiani per gestire un impianto dimostrativo a
Wundowie, Australia, per realizzare le prime quantità di carburo di ferro.
Durante il 1989, ICH produsse 310 tonnellate di carburo di ferro presso l’impianto
dimostrativo. L’azienda ha venduto il prodotto a sette clienti e cinque società acquistarono
la licenza o la possibilità di utilizzare questa tecnologia: Nucor, North Star Steel, Mitsubishi,
Qualitech Steel e Cleveland Cliffs. [4]
Nucor Corporation:
Nucor Corporation è stato uno dei destinatari del
carburo di ferro di Wundowie. Nel 1992, Nucor è
stato munito di licenza e ha autorizzato da PLS
Engineering a Denver, Colorado, (ora parte dell’Harris
Group) a costruire un impianto per produrre 300.000
tonnellate/anno di carburo di ferro entro la fine del
1994 in un impianto in funzione.
Fig.7 : trasporto del carburo di ferro prodotto da Nucor,1996, da “New Steel”. (foto Frank A.
Stephens)
Nucor ha così selezionato un impianto sito a Point Lisas, Trinidad, dove è stato ottenuto un
basso costo. Nucor ha iniziato la costruzione nel 1993, ma sfortunatamente ha tagliato i
fondi a PLS prima che potesse completare l’impianto, pensando di poterlo finire solo con il

19
design parziale. Inoltre, ha ridotto al minimo le spese anche per alcune attrezzature
dell’impianto, compresi gli scambiatori di calore.
Alla fine del settembre del 1994 Nucor ha iniziato la sua attività.
La società però riscontrò dei problemi con i compressori per il gas di processo e spense
l’impianto, ma lasciando l’acqua di raffreddamento in esecuzione. Durante questo periodo,
un tecnico rimosse i sensori di livello nelle colonne a letto impaccato per la ricalibrazione,
ma non informò la sala di controllo. Così furono bloccati gli allarmi per il livello di liquido.
Una delle valvole installate, pur essendo in posizione di chiusura, perdeva acqua e la perdita
è passata inosservata per diversi giorni. Una volta scoperto, gli operatori Nucor drenarono
immediatamente la colonna, ma il danno era fatto. L’acqua era passata attraverso le
tubazioni e si era miscelata con polveri di ossido di ferro e aveva gravemente sporcato gli
scambiatori.
Nucor ha passato circa un anno a cercare di ripulire gli scambiatori senza successo.
Fig.8 : Impianto Nucor a Point Lisas, Trinidad,1994 [6]
20
Altri problemi operativi dell’impianto Nucor:
La tubazione per il gas di processo è stata sottodimensionata. Questo limita il flusso
di gas ad un massimo del 65% della capacità di progetto.
La piastra tubiera del reattore a letto fluidizzato era rotta.
Il sistema di riscaldamento minerale presente era stato colpito da abrasione e Nucor
ha ignorato il problema. Questo ha compromesso la chimica del reattore e la
quantità e la qualità di prodotto furono ulteriormente limitate.
La vasca di raccolta per gli scrubber risultò sottodimensionata.
Il dispositivo di raffreddamento del prodotto era difettoso.
L’elevatore pneumatico per il prodotto necessitava di eccessiva manutenzione.
L’alimentatore del minerale era troppo piccolo e mancava di premistoppa.
Nucor ha passato quattro anni a lavorare con questi problemi, ma nel 1998 i prezzi
dell’acciaio sono crollati. Spensero l’impianto in quell’anno ed è stato demolito nel 2002.
Nonostante tutte le difficoltà incontrate, Nucor ha prodotto 357.712 tonnellate di carburo di
ferro. La produzione ha dimostrato che il processo era valido. I guasti meccanici riscontrati
hanno sottolineato l’importanza di avere attrezzature adeguate. [4]
fig.9: Parte
del primo
carburo di
ferro
prodotto
nell’impianto
Nucor,
Trinidad.
(foto Frank A.
Stephens)

21
Qualitech steel:
Un secondo tentativo di produrre carburo di ferro su scala commerciale è avvenuto a Corpus
Christi, Texas,dove Qualitech Steel Corporation ha costruito un nuovo impianto. Qualitech ha
ottenuto la licenza per produrre carburo di ferro da ICH, ma ha modificato il processo,
poichè Mitsubishi Corporation ha finanziato il progetto e ha voluto utilizzare due reattori e
un sistema di distribuzione del gas a tubi reticolati (griglia) nel letto fluidizzato. Purtroppo,
durante il collaudo la griglia di tubazioni in uno dei reattori non funzionò.
Contemporaneamente, la società madre essendo in difficoltà economica, ha presentato
istanza di fallimento. La Qualitech Steel produsse pochissime tonnellate di prodotto, quando
il tribunale fallimentare fece chiudere lo stabilimento, e nel 2004 è stato demolito. [4]
Nella fig. 10 è raffigurato lo stabilimento.
fig.10 : Impianto Qualitech Steel, Corpus Christi, Texas,1999 [6]

22
Miglioramento del processo:
Nel corso del 2010 Frank A. Stephens, figlio del Dr. Frank M. Stephens,Jr. ha acquisito la
titolarità esclusiva dei diritti sul processo del carburo di ferro. Nel corso dei primi mesi del
2011, ha formato l’ International Iron Carbide LLC. La società possiede i diritti di 35 brevetti.
Negli ultimi due anni l’azienda ha analizzato a fondo i problemi riscontrati a Trinidad e
Corpus Christi e ha preparato soluzioni consistenti, molti di queste sono però di esclusiva
proprietà. I principali miglioramenti includono:
Mantelli (shell) robusti per gli scambiatori di calore
Tubazioni per il gas di processo adeguatamente progettate per raggiungere la piena
capacità
La piastra tubiera del reattore a letto fluidizzato e il sistema di distribuzione del gas
devono essere robusti e in grado di supportare istantanei arresti inattesi di un
reattore a pieno carico.
Piastra tubiera del reattore a letto fluido: tenuta meccanica doppia1 con grande forza
e flessibilità per permettere l'espansione termica, eliminare la penetrazione di
polvere, e sostenere la produzione.
Sistema di riscaldamento del metallo grezzo: pneumatici di riscaldamento con alta
efficienza, rapide dinamiche per avvii e arresti veloci, sfalsamenti angolari minimi per
evitare l’erosione e costruzione modulare per facilitare i lavori di ristrutturazione.
Scrubber e gas di processo adeguatamente progettati per raggiungere la piena
capacità.
Trasporto del prodotto: Eliminazione dell’elevatore pneumatico ponendo il prodotto
nel dispositivo di raffreddamento che si trova più alto rispetto al suolo.
Alimentazione del metallo grezzo: iniettori pneumatici al posto della problematica
coclea.
1 Sono utilizzate quando si vuole avere garanzia assoluta di tenuta del fluido di processo. Infatti, la tenuta
esterna, lato atmosfera, può essere in grado di operare in caso di guasto della tenuta interna.

23
Purtroppo, oggi, nessuno produce carburo di ferro ma l’International Iron Carbide ha
valutato i successi e i fallimenti dei due impianti di prima generazione e ha sviluppato un
design di seconda generazione che si basa sulle molte lezioni apprese. L’International
Iron Carbide è attivamente alla ricerca di utenti per costruire gli impianti di seconda
generazione. La società è fiduciosa nel fornire i progetti per la costruzione d’impianti per
la produzione di carburo di ferro che sono sicuri, affidabili ed economici. [4]

24
Processo di produzione
Il carburo di ferro è un’alimentazione di ottima qualità per la produzione dell’acciaio in EAF o
in BOF. Esso offre vantaggi metallurgici insuperabili ed eccellenti risparmi sui costi. Il
processo raggiunge le emissioni di carbonio più basse di tutti i processi di lavorazione del
minerale di ferro.
Il processo di fabbricazione è pulito e semplice. Si converte il minerale di ferro a carburo di
ferro in un reattore a letto fluidizzato, facendo venire a contatto il minerale di ferro con un
gas di processo costituito principalmente da metano e idrogeno (H2 / CH4). L’unico diretto
sottoprodotto è l’anidride carbonica generata dalla riduzione dell’idrogeno e dalla
combustione del gas naturale per fornire il calore di processo.
Come mostrato in fig.11, le fasi principali del processo sono essenzialmente tre:
Riscaldamento del minerale di ferro a 700°C
Contatto del minerale di ferro caldo con metano e idrogeno ad una pressione
assoluta di 4,5 atmosfere e a circa 600°C in un reattore a letto fluidizzato. Qui è dove
i gas riducenti convertono l’ossido di ferro in carburo di ferro.
Raffreddamento del prodotto a 65° C
Fig.11: Processo di produzione semplificato in tre step principali [6]

25
L’apparecchiatura ausiliaria include un riformatore d’idrogeno e un impianto di formazione
del gas.
L’impianto di formazione del gas è costituito da un impianto di riscaldamento del gas,
scambiatori di calore, compressori e scrubber. [6]
Introduzione ai letti fluidizzati:
Delle particelle solide si dicono fluidizzate quando rimangono sospese in un flusso
ascensionale in modo tale che le singole particelle siano in movimento, mentre lo spazio
complessivamente occupato dal solido non varia.
Un letto fluidizzato è generalmente realizzato in apparecchi cilindrici ad asse verticale, vedi
fig. 12. Il gas entra dal fondo e incontra una zona di omogeneizzazione, prima di passare
attraverso un distributore, che assicura un’uniforme ripartizione del flusso gassoso e
provvede anche a sostenere il solido in caso di assenza di flusso gassoso.
Fig.12: Rappresentazione schematica di un
reattore a letto fluidizzato
Sopra al distributore del gas è lasciata una
zona libera per il disimpegno delle particelle
solide più fini eventualmente trascinate dal
gas; può anche essere presente un vero e
proprio dispositivo di separazione gas-solido,
spesso costituito da un ciclone, posto
esternamente all’apparecchio o al suo
interno.

26
Il solido entra nell’apparecchio lateralmente, in corrispondenza del pelo libero ed esce
all’esterno diametralmente opposto, se troppo pieno: sull’ingresso e sull’uscita del solido
sono posti dispositivi a tenuta.
Una delle proprietà più importanti dei letti fluidizzati, è l’ottima capacità di scambio termico,
dovuta alla presenza delle particelle solide che, con il loro movimento, contribuiscono a
distribuire il calore nell’apparecchio. Questa proprietà è particolarmente importante quando
si desideri fornire o sottrarre calore in seno al letto, come accade nei reattori a letto
fluidizzato: la temperatura si omogeneizza molto rapidamente e può essere generalmente
considerata costante all’interno del letto. Quando, come spesso accade, i letti fluidizzati
lavorano a temperature elevate, il recipiente in acciaio è rivestito internamente con un
refrattario che isola termicamente il metallo e lo protegge dall’abrasione delle particelle
solide.
Affinché si abbia la fluidizzazione, la velocità ascensionale del fluido deve essere compresa in
un intervallo relativamente ampio che va dal valore minimo, al di sotto del quale le particelle
giacciono l’una sull’altra senza sollevarsi (letto fisso) ad un valore massimo, al di sopra del
quale le particelle sono trascinate dal fluido (trasporto pneumatico).
La dimensione delle particelle che possono essere fluidizzate nel flusso di gas di processo ha
un intervallo che va da pochi millimetri a qualche millesimo di millimetro, anche se la
gamma di dimensioni più usato è da meno un millimetro (> 1,0 millimetri) al centesimo di
millimetro (<0,01 millimetri) e la velocità del gas è generalmente compresa tra 0,15 e 3,0
metri al secondo.
Nel reattore a letto fluidizzato i solidi sono tenuti in sospensione da un flusso ascendente di
fluido reagente: ciò consente elevate velocità di trasferimento di materia e di calore e un
buon grado di mescolamento. Il solido può essere un catalizzatore, un reagente nel processo
di combustione o una polvere inerte, aggiunta per promuovere lo scambio termico. [14]

27
Panoramica del processo:
Il processo converte il minerale di ferro - tipicamente ematite (Fe2O3) o magnetite (Fe3O4) – a
carburo di ferro Fe3C, utilizzando un gas fortemente riducente composto da metano (CH4),
idrogeno (H2), monossido di carbonio (CO), anidride carbonica (CO2) e vapore acqueo (H2O).
Il processo opera a delle temperature tra 565°C e 630°C ad una pressione assoluta di 4,5
atmosfere. Nel complesso il consumo di gas naturale è di 313 m3/ton di prodotto. La
capacità nominale di un impianto singolo è di 1.000 tonnellate al giorno o 330.00
tonnellate/anno per un impianto operante a 4,5 atmosfere di pressione assoluta e 590°C,
con una produzione annua determinata dal numero di giorni di funzionamento e dal
compromesso economico della qualità del prodotto con la quantità.
Il contenuto di ferro residuo è normalmente presente come magnetite con piccole quantità
di wustite (FeO) e ferro metallico (Fe).Per una produzione giornaliera di 1.000 ton, la qualità
del prodotto dovrebbe essere circa del 90 % sotto forma di Fe3C.
La porzione di ferro convertita in carburo di ferro può essere controllata per rendere il
prodotto di qualità, semplicemente regolando la velocità di alimentazione del ferro. La
qualità del prodotto utile per la produzione dell’acciaio va dall’85% al 95% del ferro presente
sotto forma di carburo di ferro.
Generalmente, il processo del carburo di ferro non rimuove le impurità del minerale, cioè
componenti di ganga2, come la silice (SiO2) e l’allumina (Al2O3), che passano invariate, ma
quando poi il prodotto è stato raffreddato, viene esposto in un separatore magnetico secco
prima di essere inviato allo stoccaggio. Se il materiale ganga contenuto nel minerale viene
liberato (se non è fisicamente legato ai composti del ferro), il separatore lo rimuove quasi
completamente. Quest’ultimo conferisce anche un piccolo magnetismo residuo al carburo di
ferro prodotto, che riduce la dispersione di polveri e le perdite nel trasporto.
2 Minerale inutilizzabile che in un giacimento minerario si trova associato al minerale utile.
28
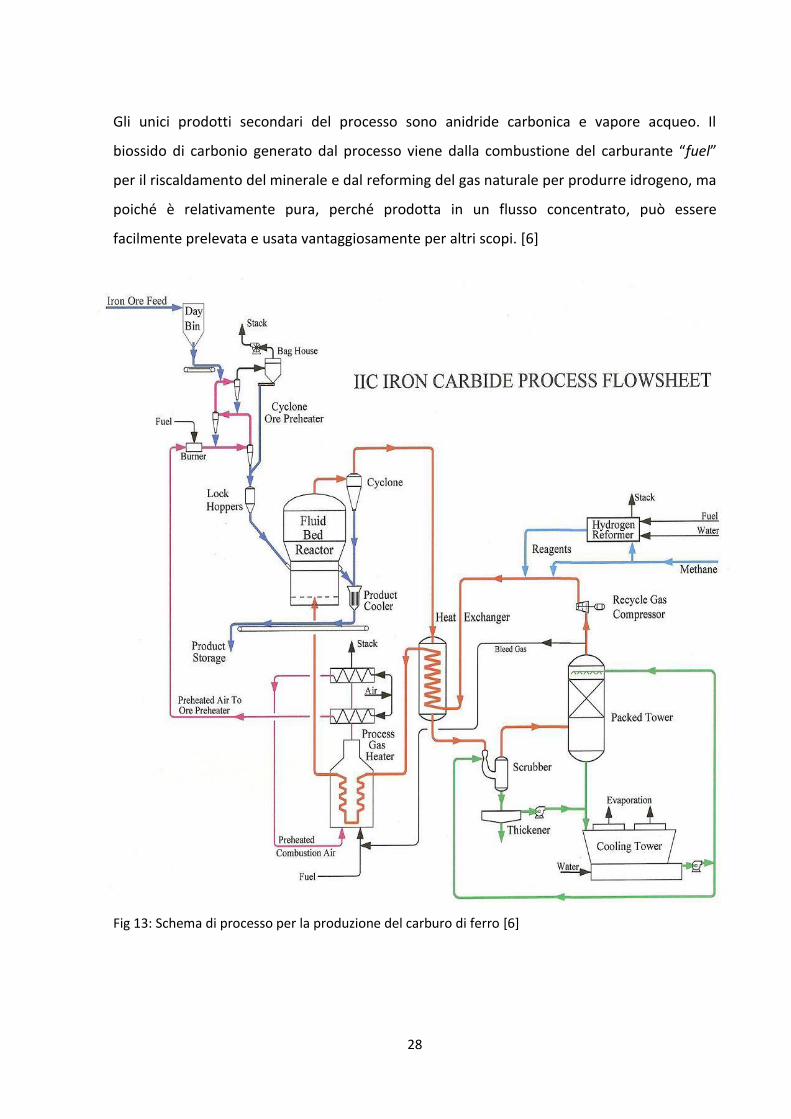
Gli unici prodotti secondari del processo sono anidride carbonica e vapore acqueo. Il
biossido di carbonio generato dal processo viene dalla combustione del carburante “fuel”
per il riscaldamento del minerale e dal reforming del gas naturale per produrre idrogeno, ma
poiché è relativamente pura, perché prodotta in un flusso concentrato, può essere
facilmente prelevata e usata vantaggiosamente per altri scopi. [6]
Fig 13: Schema di processo per la produzione del carburo di ferro [6]

29
Stoccaggio del minerale:
Il minerale di ferro, l’ematite, che generalmente contiene il 63-65% di ferro, 1-3% di ganga e
4-10% di umidità, è l’alimentazione che normalmente viene utilizzata. Il minerale
immagazzinato non deve essere coperto, condizioni climatiche permettendo. I fattori che
influenzano la decisione di coprire o no il minerale sono il costo del carburante, il contenuto
di umidità naturale e il clima.
Dal deposito minerale dei trasportatori spostano il minerale giornalmente in un silo “day
bin”. Quest’ultimo immagazzina abbastanza minerale per un funzionamento di circa 24 ore.
Un alimentatore a velocità-variabile misura la quantità di minerale da fornire al sistema di
riscaldamento del minerale. [6]
Riscaldamento del minerale:
Questo dispositivo di scambio termico “cyclone ore preheater” riscalda il minerale fino a
710°C. In genere, facendo venire direttamente a contatto il minerale con il caldo gas
ossidante proveniente dal bruciatore “burner”. Aumentare la temperatura del minerale
giova al processo. In primo luogo, perché si rimuove l’umidità, poi perché si ossida una parte
di magnetite a ematite. Questo migliora la conversione nel reattore, poiché l’ematite si
converte più velocemente in carburo di ferro della magnetite. Inoltre, il riscaldamento
rimuove o passiva lo zolfo. La maggior parte dei minerali non contiene zolfo, se però sono
presenti, elevando la temperatura, lo zolfo si ossida ad anidride solforosa (SO2), che esce dal
processo con il gas-off.
Il riscaldatore scarica il minerale caldo nei sili, dove è tenuto prima di essere alimentato al
reattore a letto fluidizzato. [6]

30
Alimentazione al reattore:
L’alimentazione del minerale riscaldato al reattore viene effettuata tramite due sili in
batteria, rivestiti di materiale refrattario, aventi fondo conico o piramidale (tramoggia) con
possibilità di chiudersi: lock hoppers. Tipicamente, ogni tramoggia alimenta il reattore per
circa un’ora e opera in modo tale che una tramoggia venga riempita, mentre l’altra alimenta
il reattore.
La chiusura delle tramogge di alimentazione impedisce anche l’entrata dei gas ossidanti nel
reattore. Dopo che il minerale è stato purificato con l’azoto e la pressione è stata aumentata,
il minerale viene alimentato in continuo al reattore ad una velocità che permette di svuotare
il silo e di depressurizzarlo prima che l’altro silo si riempia. [6]
Reattore a letto fluidizzato:
Nel reattore, metano e idrogeno convertono il minerale di ferro riscaldato in carburo di
ferro. L’ossigeno si combina con l’idrogeno per formare acqua e il carbonio si combina con il
ferro per formare carburo di ferro. L’equazione (2), descrive la chimica generale:
3 Fe2O3 + 2 CH4 + 5 H2 → 2 Fe3C + 9 H2O (2)
Questa reazione è una sorta di riassunto globale di tutte le reazioni che avvengono nel
processo.
La reazione procede in modo relativamente lento , quindi tempi di permanenza nel reattore
sono lunghi in confronto a processo nell'altoforno, ma questo tempo può essere diminuito
variando temperatura e pressione3 . Il letto fluido è uno dei vantaggi del processo , perché il
processo può utilizzare direttamente il minerale fine, limitando i pretrattamenti.
L'alimentazione ideale è un minerale di ematite di dimensioni comprese tra 1,0 e 0,1 mm.
[15]
3 I valori delle variazioni sono segreti.

31
Un modo per guardare il processo (almeno nella fase gassosa) è quello di pensare ad esso
come formato di soli tre componenti elementari: idrogeno, ossigeno e carbonio.
Questi tre elementi interagiscono tra loro per formare H2, H2O, CO, CO2 e CH4. La
concentrazione di ciascuno di tali composti dipende dal rapporto delle masse dei singoli
elementi, la temperatura del sistema, la pressione del sistema e in qualche misura il tempo
in cui gli elementi sono in contatto. [6]
Una delle due reazioni gassose principali è la reazione (3) di steam reforming: [16]
CH4 + H2O ↔ CO + 3 H2 (3)
Dove il gas naturale reagisce con il vapore per formare l’idrogeno necessario al processo.
La seconda reazione gassosa importante è quella di water gas shift , che viene descritta
dell’equazione (4): [16]
CO + H2O ↔ CO2 + H2 (4)
Quando i reagenti sono immessi tutti insieme ad una temperatura elevata si ottiene una
miscela di gas contenente H2, H2O, CO, CO2 e CH4. Naturalmente, sarà sempre presente
una piccola quantità di azoto.
Fig. 14:
Schema
riassuntivo e
semplificato
delle reazioni
che
avvengono
all’interno del
reattore.
(foto Frank A.
Stephens)

32
Le reazioni gassose tendono ad essere catalizzate dalla presenza di ferro metallico e/o
carburo di ferro.
Il carbonio e l’idrogeno per le reazioni suddette provengono dai reagenti immessi nel
processo. L'ossigeno viene estratto dal minerale tramite la reazione descritta nell’equazione
(5):
Fe2O3 + 3H2 → 2Fe + 3H2O (5)
Controllando le concentrazioni relative di idrogeno e carbonio nel gas di processo è possibile
favorire la rimozione dell'ossigeno dal minerale e l'aggiunta di carbonio per formare carburo
di ferro.
Il reattore, che opera come una fase densa, formando bolle nel letto fluidizzato, riceve
l’alimentazione da un lato e scarica il prodotto dall’altro. Dei setti interni convogliano i solidi
all’interno del reattore per minimizzare il corto circuito e per creare un tempo di residenza
uniforme.
Uno strumento monitora la composizione, temperatura e pressione del gas. Il processo
produce un prodotto non piroforico, che può essere, quindi, immagazzinato e trasportato.
Il diametro interno del reattore è di circa 12 metri e opera a 590° C , ricevendo gas di
processo costituito essenzialmente da metano e idrogeno. Si introduce idrogeno per
mantenere la pressione del bordo libero a 4,5 atmosfere di pressione assoluta. I compressori
smuovono il gas di processo per ottenere una velocità superficiale di 0,92 m/sec.
Il periodo di conservazione dei solidi è di circa 16 ore. Le reazioni per formare il carburo di
ferro sono leggermente endotermiche, così per mantenere la temperatura a 590°C è
necessario riscaldare il gas di processo a 633°C.
Il reattore produce circa 42 tonnellate/ora di carburo di ferro. Il prodotto viene scaricato
continuamente in sili con tramogge chiudibili, poi in un reattore refrigerante e
contemporaneamente in un dispositivo di raffreddamento a ciclone. [6]

33
Uno dei problemi avuti inizialmente è stato la produzione involontaria di carbonio libero di o
fuliggine, proveniente dalla reazione di Boudouard (6), la quale forma carbonio e anidride
carbonica dal monossido di carbonio:
2 CO ↔ C + CO2 (6)
La International Iron Carbide ha però individuato condizioni di processo segrete che non
consentono questa formazione, producendo carburo di ferro di elevata qualità.
Trattamento del prodotto:
Il reattore scarica il carburo di ferro prodotto tramite due tramogge chiudibili (simili a quelle
per l’alimentazione), le quali rilasciano il prodotto a pressione atmosferica. Infatti, mentre
una riceve il prodotto caldo a 3,5 atmosfere di pressione del gas, l’altra scarica il prodotto
nel dispositivo di raffreddamento “cooler” a pressione atmosferica. Il sistema alimentazione
a velocità variabile mantiene il tasso di scarico del prodotto ad un livello tale da consentire
lo svuotamento e la re-pressurizzazione del silo prima che l’altro si riempia completamente.
Il carburo di ferro esce dalle ultime tramogge chiudibili a circa 587°C ed è raffreddato a circa
65°C passando attraverso un dispositivo di raffreddamento.
Il sistema di alimentazione a velocità variabile scarica il prodotto su un nastro trasportatore
che conduce il carburo di ferro al separatore magnetico. Come descritto in precedenza, il
separatore magnetico rimuove una quantità significativa di ganga liberata (tipicamente il
50%), che dipende, però, dal minerale. Questa operazione conferisce anche un piccolo
magnetismo al prodotto, così da non richiedere sistemi speciali di raccolta per separarlo
dagli scarti prodotti da altri materiali di imballaggio come vetro, laminati, plastica ecc…
rendendo così la gestione e la spedizione migliore. [6]

34
Sistema di trattamento del gas:
Il gas che esce dal reattore a 590°C passa attraverso quattro reattori a ciclone “cyclone”
ricoperti di materiale refrattario, che rimuovono la maggior parte dei solidi trascinati dal gas.
Le poveri raccolte dai cicloni, circa 36 tonnellate/ora, fluiscono per gravità in silo, prima di
essere riciclate al reattore. Eventuali solidi aggiuntivi passano attraverso una serie di
tramogge chiudibili per poi arrivare al dispositivo di raffreddamento a ciclone, che li
raffredda al di sotto dei 65°C (solitamente 38°C), ed infine si aggiungono questi solidi ai
prodotti del reattore raffreddati a monte del separatore magnetico.
Il gas di processo esce dai reattori a ciclone e passa attraverso quattro scambiatori di calore
paralleli “heat exchanger” che riducono la temperatura a 150°C.
Uno scrubber Venturi e una colonna a letto impaccato “packed tower” raffreddano
ulteriormente il gas di processo a 28°C per rimuovere l’acqua prodotta nel reattore e
abbattere le rimanenti particelle fini in sospensione che sfuggono ai cicloni. Questo assicura
che il livello delle polveri è sufficientemente basso da non danneggiare i compressori per i
gas di processo. Nello scrubber Venturi l’acqua lava il gas, eliminando la maggior parte delle
particelle e rilasciandolo ad una temperatura di 60°C, per poi essere portato a 28°C nella
torre a letto impaccato.
Una parte di vapore viene spurgata dal gas “bleed gas” uscente esce dalla testa della torre,
che deve essere inviata ai compressori, per prevenire l’accumulo di azoto nel circuito. La
quantità di spurgo dipende dalla purezza del gas naturale, dal volume del gas di spurgo, e
dalla quantità di fumi per il riscaldamento del minerale che entra nel reattore con il minerale
caldo alimentato.
Il gas reagente formato, costituito da idrogeno e gas naturale, entra nel sistema di ricircolo
dei vapori prima che nei compressori. La pressione sul bordo libero nel reattore a letto
fluidizzato determina l’esatta quantità di idrogeno che deve essere introdotta nel sistema.
L’aggiunta di gas naturale al gas di processo determina invece, la concentrazione di metano.

35
Due compressori “recycle gas compressor”, uno operativo e uno in attesa di centrifugare il
gas, riciclano il gas di processo con una pressione di 4,17 atmosfere all’aspirazione e 5,33
atmosfere alla mandata. La pressione di mandata regola il flusso di gas di processo al
reattore.
I quattro scambiatori di calore, gas-gas, che raffreddano il gas di processo in uscita dal
reattore a letto fluido, riscaldano il gas di processo proveniente dai compressori,
raggiungendo una temperatura di 520°C. Un riscaldatore a gas “process gas heater”
aumenta ulteriormente la temperatura di processo a 633°C, utilizzando gas di spurgo e gas
naturale come combustibili. I fumi uscenti dal riscaldatore forniscono l’energia per riscaldare
l’aria comburente fornita per il riscaldamento del gas di processo. [6]
Acqua di processo:
Nell’impianto sono presenti due sistemi di raffreddamento ad acqua. Il sistema a contatto
diretto “direct-contact” fornisce acqua di raffreddamento allo scrubber Venturi e alla torre a
letto impaccato, infatti in questi dispositivi essa è direttamente a contatto con il gas. Invece
per il sistema senza contatto “non-contact” fornisce acqua di raffreddamento al sistema di
raffreddamento dei prodotti “product cooler”, nel “hydrogen reformer” e ad altri scambiatori
di calore minori.
L’acqua di raffreddamento che esce calda dalla torre a letto impaccato scorre direttamente
fino ad una torre di raffreddamento per la rimozione del calore “cooling tower”, mentre
l’acqua uscente dagli scrubber passa prima in un bacino di sedimentazione “thickener”, dove
viene filtrata per rimuovere i solidi presenti. [6]

36
Conclusioni
Il processo di fabbricazione del carburo di ferro è semplice e genera un prodotto con
eccezionali proprietà metallurgiche e potenti benefici economici e ambientali.
I vantaggi del carburo di ferro e della sua produzione consistono in:
È la migliore alimentazione per gli EAF e consentono ai produttori di acciaio di
produrre acciai di alta qualità più facilmente e ad un costo inferiore di qualsiasi altro
metodo.
È il più efficace per la produzione di acciai a basso contenuto di azoto e idrogeno.
È privo di metalli residui come: rame, zinco, stagno, cromo ecc…
È sicuro e facile da trasportare:
Non è piroforico.
È denso, in polvere granulare e si scioglie facilmente in acciaio caldo. I
produttori di acciaio possono facilmente iniettarlo in BOF ed EAF, dove
si scioglie all’istante.
Il processo è il più ecologico per produrre ferro metallico.
Gli unici sottoprodotti del processo sono acqua e anidride carbonica, ma
l’anidride totale prodotta attraverso la piena produzione dell’acciaio è la metà
di quella generata nell’altoforno tradizionale tramite BOF per la produzione
dell’ossigeno.
Gran parte del biossido di carbonio esce dal reformer in un flusso di gas
concentrato, che è facile da espellere e riutilizzare per altri scopi.
Il processo utilizza polveri di minerale di ferro, che sono meno costose dei pellets.
Il prodotto non ha bisogno di essere bricchettato.
Il processo opera a bassa temperatura ed è termicamente efficiente.
Non si generano mai prodotti attaccanti.
Il processo è un anello chiuso: utilizza il 100% dei reagenti immessi.
Il processo è semplice, costituito da un convertitore a singolo stadio, che è facile da
controllare. [6]

37
Bibliografia
[1] SCHRIFTENREIHE DER FORSCHUNGSGEMINSCHAFT
EISENHÜTTENACHLACKEN, 2000 (FEhS) “Iron and Steel Slag -Properties
and Utilisation-Reports” from 1974-2000,Duisburg, FEhS.
[2] Cavallini M., “Dispense di Siderurgia”, Roma, 2013.
[3] M. Bahgat, “Technology of Iron Carbide Synthesis”, Central Metallurgical Research and
Development Institute (CMRDI), P.O. Box 87-Helwan, Cairo 11421, Egypt.
[4] Frank A. Stephens and Charles Maxwell, International Iron Carbide LLC, “The 2nd
Generation of Iron Carbide Plants-Compelling Metallurgical, Cost, and Environmental
Advantages to EAF Steelmakers”, Arvada, Colorado.
[5] Gordon H. Geiger, “Injection of Electric Furnace: Transformation from an Energy Source
to a Chemical Reaction” , Keynote lecture at 22nd McMaster Symposium on Enhancement of
EAF Performance by Injection Technology, May 1994, McMaster University, Hamilton,
Ontario, p.4.
[6] Internation Iron Carbide LLC, “Iron Carbide Manufacturing Process”, Arvada, Colorado,
U.S.A., November 2011.
[7] Donel Anghelina, Geoffrey A. Brooks, and Gordon A. Irons, “Nitrogen Control in EAF
Steelmaking by DRI Fines Injection”, American Iron & Steel Institute and Department of
Energy (AISE/DOE) Technology Roadmap Program, 31 Mar 2004.
[8] Gordon H. Geiger, “Iron Ore to Steel via the Iron Carbide Route: an Analysis of the
Environmental Impacts of the Route”, paper presented at the Internation Symposium on
Global Environmental and Iron and Steel Industry, Beijing, China, 1997.
[9] Cavallini M., “Dispense di Siderurgia”, Roma, 2003.
[10] International Iron Carbide LLC, “Iron Carbide for Electric Arc Furnaces”, Arvada,
Colorado, U.S.A., December 2011.
[11] Gordon H. Geiger, “The Potential for Use of Iron Carbide as an Electric Furnace Raw
Material”, paper presented at the 16th Advanced Technology Symposium, Iron & Steel

38
Society (ISS-AIME), held at Myrtle Beach, South Carolina, May 1993ù; and Geiger, 22nd
McMaster Symposium.
[12] Gordon, 22nd McMaster Symposium, p.5.
[13] World Steel Association, Steel Statical Yearbook 2010, page 116.
[14] Mazzarotta B., “Impianti dell’Industria di Processo”, Università di Roma “La Sapienza”,
Facoltà di Ingegneria, A.A. 2009-10.
[15] Gordon H. Geiger and Frank A. Stephens, “Steelmaking with Iron Carbide”, Iron Carbide
Holdings, Ltd.,Lakewood, Colorado, U.S.A.
[16] Frank M. Stephens, Jr., “The Production and Use of Iron Carbide”, Iron Carbide Holdings,
Ltd., Lakewood, Colorado, U.S.A.
Nella stesura della tesi è stato consultato il seguente sito:
www.iicarbide.com





























