Embed Size (px)
Citation preview
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
1
PROGRAMMABLE LOGIC CONTROLLER
Suatu Programmable Logic Control (PLC) pada dasarnya adalah suatu program
yang dihubungkan dengan peralatan input output (I/O) yang berupa relay (solid state
relay). Program tersebut mengendalikan PLC, sehingga bila ada suatu peralatan input ON,
maka PLC memberikan suatu tanggapan terhadap suatu perubahan input tadi. Tanggapan
ini biasanya berupa isyarat pada terminal outputnya. Peralatan input dapat berupa sensor
photolistrik, tombol pada panel, saklar pembatas (limit switches), atau setiap peralatan
input yang bisa memberikan isyarat masukan pada PLC. Sedangkan peralatan output,
dapat berupa solenoid, saklar yang mengaktifkan lampu, relay yang memutar motor atau
setiap peralatan yang dapat digerakkan oleh isyarat output PLC.
Pada awalnya PLC adalah suatu sistem kendali yang berbasis relay. Sistem ini
merupakan untai terintegrasi yang mengambil alih tugas-tugas peralatan seperti relay,
timer dan counter. Pada operasi yang sebenarnya PLC mengikuti operasi yang serupa
dengan bila peralatan tersebut (relay dan sebagainya) masih berada ditempatnya. Tetapi
PLC juga mempunyai kapasitas seperti komputer dan mempunyai fleksibilitas dan
reliabilitas yang lebih baik dibanding dengan sistem relay. Tetapi sebagian besar istilah
untuk menjelaskan simbol dan konsep datang dari istilah komputer misalnya and, or
mnemonic dsb.
Di dalam otak (CPU=Central Processing Unit) dapat dibayangkan seperti kumpulan
ribuan relay. Akan tetapi bukan berarti didalamnya terdapat banyak relay dalam ukuran
yang sangat kecil. Di dalam PLC berisi rangkaian elektronika digital yang dapat difungsikan
seperti contact NO dan contact NC relay
Keunggulan PLC dibandingkan dengan konvensional kontrol panel
Sistem PLC:
1. Wiring lebih sedikit.
2. Spare part mudah.
3. Maintenance relatif mudah.
4. Pelacakan kesalahan sistem lebih sederhana.
5. Konsumsi daya relatif rendah.
6. Dokumentasi gambar lebih sederhana dan mudah dimengerti.
7. Modifikasi sistem lebih sederhana dan cepat.
Konvensional kontrol panel:
1. Wiring lebih komplek.
2. Spare part relatif sulit.
3. Maintenance membutuhkan waktu yang lama.
4. Pelacakan kesalahan membutuhkan waktu yang lebih lama.
5. Konsumsi daya listrik relatif tinggi.
6. Dokumentasi gambar lebih banyak.
7. Modifikasi Sistem membutuhkan waktu yang lama.
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
2
Keuntungan menggunakan PLC
1. Lama pengerjaan untuk sistem baru design ulang lebih singkat.
2. Modifikasi sistem mungkin tanpa tambahan biaya jika masih ada spare I/O.
3. Perkiraan biaya suatu sistem design baru lebih pasti.
4. Relatif mudah untuk dipelajari.
5. Design sistem baru mudah dimodifikasi.
6. Aplikasi PLC sangat luas.
7. Mudah dalam maintenance.
8. Sangat handal.
9. Standarisasi sistem kontrol lebih mudah diterapkan.
10. Lebih aman untuk teknisi.
Konfigurasi Sebuah PLC
1. Power Supply: Unit ini berfungsi untuk memberikan sumber daya pada PLC. Modul ini
sudah berupa Switching Power Suply.
2. CPU (Central Processing Unit): Unit ini merupakan otak dari PLC. Disinilah program
akan diolah sehingga sistem kontrol yang telah kita rancang bekerja seperti yang kita
inginkan. CPU PLC Omron sangat bervariasi macamnya tergantung pada masing-masing
tipe PLC-nya.
3. Memory Unit : RAM, EPROM, EEPROM
4. Input Unit
Digital input : Input point digital Analog Input: Input point linear
DC 24 V input 0-10V DC
AC/DC 24 V input -10V DC – +10V DC
AC 220 V input 4-20 mA DC
5. Output Unit
Digital Output : Output point digital Analog Output:
Relay Output 0-10V DC
AC 220 V Output (Solid State) -10V DC – 10V DC
DC 24 V Dynamic Output 4-20 mA DC
6. Peripheral
Handled Programming Console
LSS software for PC
Sistematika merancang suatu sistem dengan PLC
1. Mempelajari sampai mengerti betul urutan kerja (sequence) sistem tersebut.
2. Membuat flowchart dari sistem tersebut.
3. Membuat daftar semua input dan output terhadap I/O points dari PLC.
4. Menerjermahkan flowchart ke diagram ladder dan disesuaikan dengan daftar I/O yang
telah dibuat.
5. Memeriksa program jika masih ada kesalahan.
6. Mentransfer program ke memori PLC.
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
3
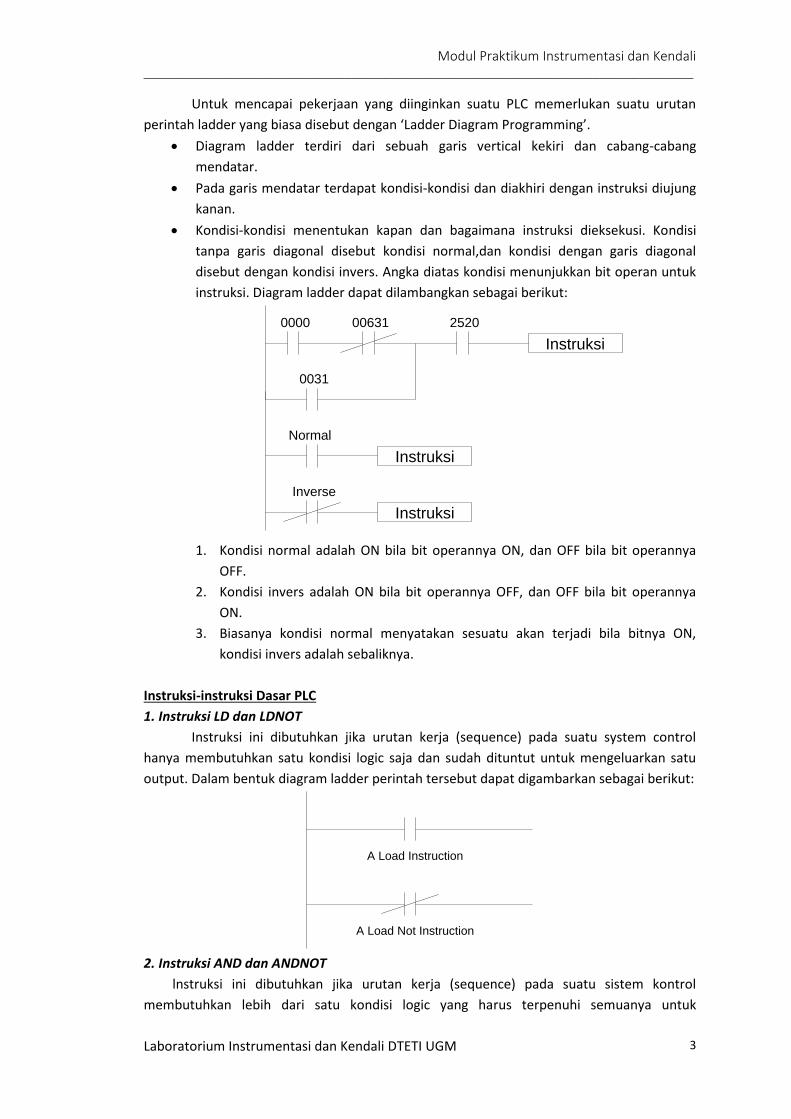
Untuk mencapai pekerjaan yang diinginkan suatu PLC memerlukan suatu urutan
perintah ladder yang biasa disebut dengan ‘Ladder Diagram Programming’.
Diagram ladder terdiri dari sebuah garis vertical kekiri dan cabang-cabang
mendatar.
Pada garis mendatar terdapat kondisi-kondisi dan diakhiri dengan instruksi diujung
kanan.
Kondisi-kondisi menentukan kapan dan bagaimana instruksi dieksekusi. Kondisi
tanpa garis diagonal disebut kondisi normal,dan kondisi dengan garis diagonal
disebut dengan kondisi invers. Angka diatas kondisi menunjukkan bit operan untuk
instruksi. Diagram ladder dapat dilambangkan sebagai berikut:
Instruksi
Instruksi
Instruksi
0000
0031
00631 2520
Normal
Inverse
1. Kondisi normal adalah ON bila bit operannya ON, dan OFF bila bit operannya
OFF.
2. Kondisi invers adalah ON bila bit operannya OFF, dan OFF bila bit operannya
ON.
3. Biasanya kondisi normal menyatakan sesuatu akan terjadi bila bitnya ON,
kondisi invers adalah sebaliknya.
Instruksi-instruksi Dasar PLC
1. Instruksi LD dan LDNOT
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu system control
hanya membutuhkan satu kondisi logic saja dan sudah dituntut untuk mengeluarkan satu
output. Dalam bentuk diagram ladder perintah tersebut dapat digambarkan sebagai berikut:
A Load Instruction
A Load Not Instruction
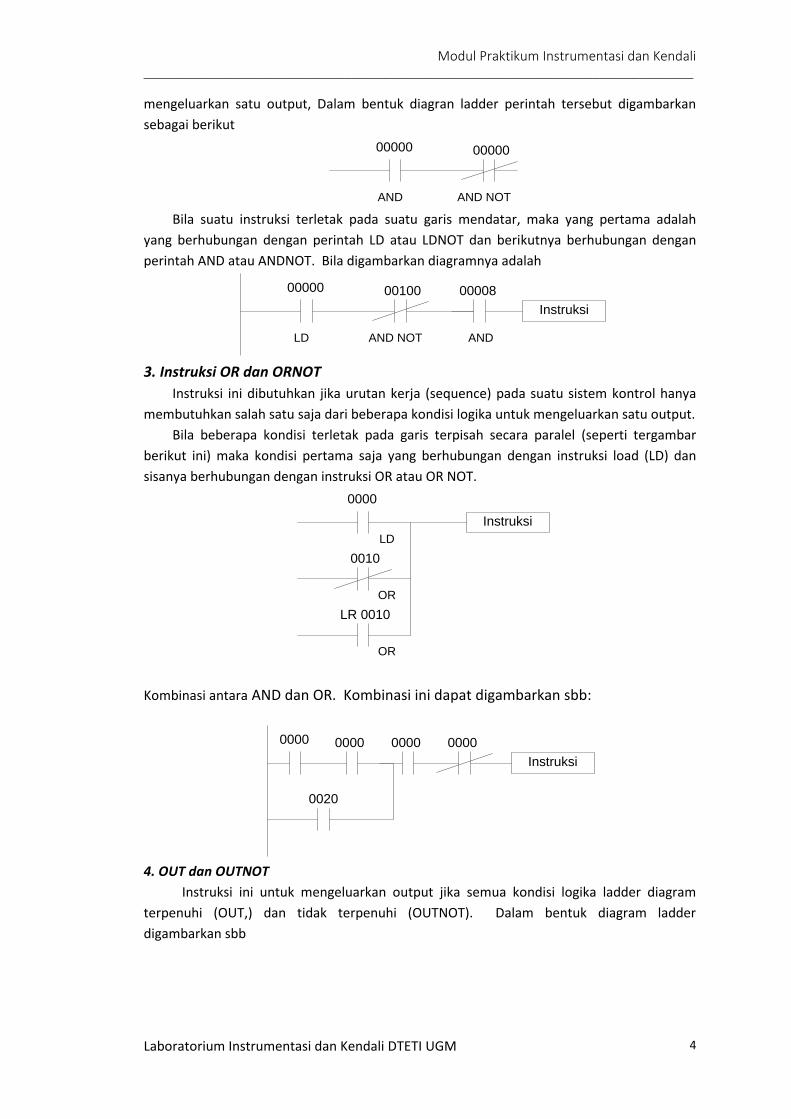
2. Instruksi AND dan ANDNOT
lnstruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol
membutuhkan lebih dari satu kondisi logic yang harus terpenuhi semuanya untuk
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
4
mengeluarkan satu output, Dalam bentuk diagran ladder perintah tersebut digambarkan
sebagai berikut
AND AND NOT
00000 00000
Bila suatu instruksi terletak pada suatu garis mendatar, maka yang pertama adalah
yang berhubungan dengan perintah LD atau LDNOT dan berikutnya berhubungan dengan
perintah AND atau ANDNOT. Bila digambarkan diagramnya adalah
ANDAND NOT
00000 00100
Instruksi
LD
00008
3. Instruksi OR dan ORNOT
Instruksi ini dibutuhkan jika urutan kerja (sequence) pada suatu sistem kontrol hanya
membutuhkan salah satu saja dari beberapa kondisi logika untuk mengeluarkan satu output.
Bila beberapa kondisi terletak pada garis terpisah secara paralel (seperti tergambar
berikut ini) maka kondisi pertama saja yang berhubungan dengan instruksi load (LD) dan
sisanya berhubungan dengan instruksi OR atau OR NOT.
OR
0000
Instruksi
LD
0010
OR
LR 0010
Kombinasi antara AND dan OR. Kombinasi ini dapat digambarkan sbb:
0000
Instruksi
0000 0000 0000
0020
4. OUT dan OUTNOT
Instruksi ini untuk mengeluarkan output jika semua kondisi logika ladder diagram
terpenuhi (OUT,) dan tidak terpenuhi (OUTNOT). Dalam bentuk diagram ladder
digambarkan sbb

Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
5
OUT
OUTNOT
5. SET dan RESET
Instruksi SET adalah seperti instruksi OUT. Akan tetapi pada instruksi SET, bit yang
menjadi operand-nya akan bersifat latching (mempertahankan kondisinya). Artinya bit-nya
akan tetap dalam kondisi ON walaupun kondisi inputnya sudah OFF. Untuk
mengembalikannya ke kondisi OFF harus digunakan instruksi RESET. Instruksi ini hanya
berlaku untuk PLC Sysmac C-Series tipe baru seperti CQM1, C200H, C20OHS,
C20OHX/HE/HG, CV-Series.
Dalam bentuk diagram ladder:
0000
SET XXXXX
0001
RESET XXXXX
6. ANDLOAD → ANDLD
Instruksi ini digunakan untuk kondisi logika ladder diagram khusus seperti berikut
ini:
0000
0003
0002
0001
Dalam mnemonic ditulis sbb: LD 00000
OR 00001
LD 00002
OR NOT 00003
AND LD
7. OR LOAD → OR LD
Instruksi ini digunakan untuk kondisi logika ladder diagram khusus seperti berikut ini:
0000
0003
0002
0001
Dalam mnemonic ditulis sbb LD NOT 00000
AND 00002
LD 00001
OR 00003
OR LD

Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
6
8. Instruksi untuk Ladder diagram yang bercabang (branching instruction)
Instruksi ini bermanfaat ketika dijumpai ladder dengan banyak titik percabangan.
Dalam hal ini diperlukan tambahan instruksi untuk titik percabangan tersebut yaitu dengan
menggunakan TR bit. Instruksi ini diperlukan sebab untuk ladder diagram yang bercabang
logikanya berubah lain daripada umumnya. Logika bit-nya, telah dipindahkan kebagian
kanan titik percabangan secara semu.
0000
Instruksi 1
0002
0001
Instruksi 2
TR 0
Dalam mnemonic ditulis sbb: LD 00000
OUT TR 0
AND 00001
Instruksi 1
LD TR 0
AND 00002
Instruksi 2
9. Interlocks IL(02) dan Interlocks Clear ILC (03)
Interlocks IL (02) dan Interlocks Clear ILC (03) merupakan satu pasang instruksi, jika ada
interlocks, maka harus ada instruksi penutupnya yaitu interlocks clear. Ladder Diagram yang
berada di dalam wilayah instruksi IL (02) dan ILC (03) tidak akan bekerja jika IL (02) belum
bekerja. Instruksi ini dapat menggantikan ladder diagram yang ada titik percabangannya
seperti pada instruksi no 8, sehingga ladder diagram menjadi lebih sederhana.
Untuk kasus sama dengan contoh pada instruksi no 8, diperoleh diagram ladder sbb:
0000Instruksi 1
0002
0001Instruksi 2
Instruksi 2
ILC (03)
Dalam mnemonic ditulis sbb: LD 00000
IL (02)
LD 00001
Instruksi 1
LD 00002
lnstruksi 2
ILC (03)
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
7
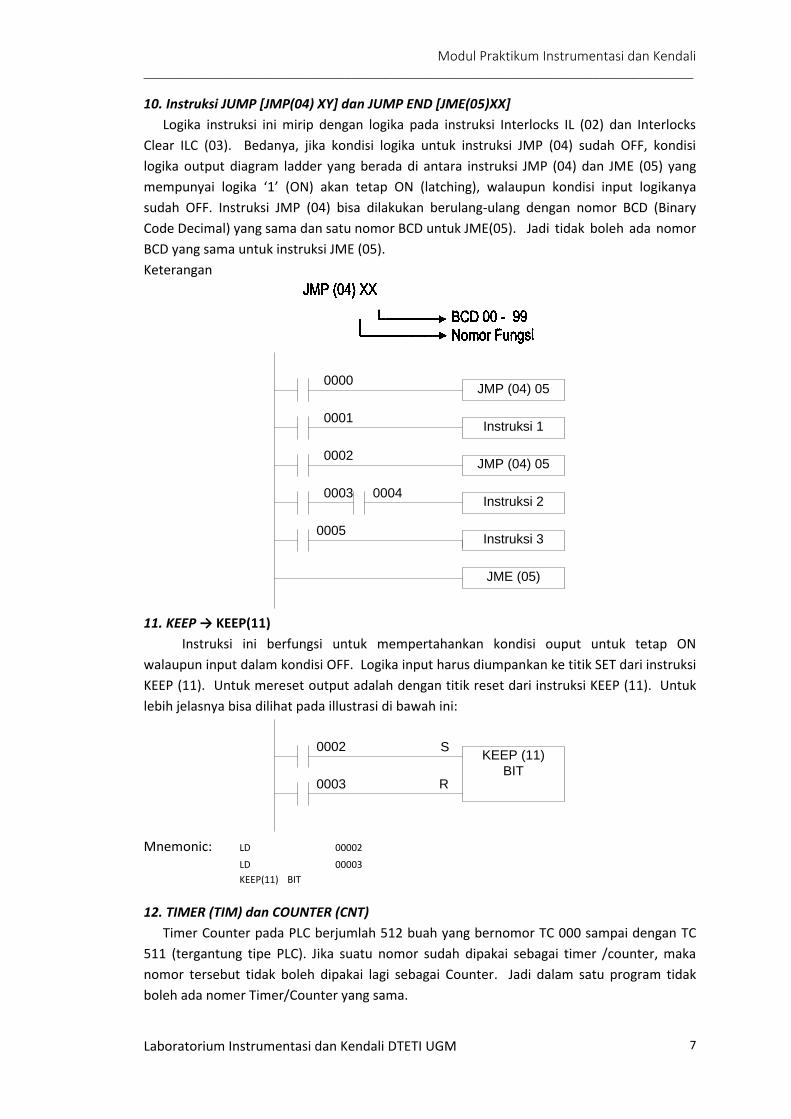
10. Instruksi JUMP [JMP(04) XY] dan JUMP END [JME(05)XX]
Logika instruksi ini mirip dengan logika pada instruksi Interlocks IL (02) dan Interlocks
Clear ILC (03). Bedanya, jika kondisi logika untuk instruksi JMP (04) sudah OFF, kondisi
logika output diagram ladder yang berada di antara instruksi JMP (04) dan JME (05) yang
mempunyai logika ‘1’ (ON) akan tetap ON (latching), walaupun kondisi input logikanya
sudah OFF. Instruksi JMP (04) bisa dilakukan berulang-ulang dengan nomor BCD (Binary
Code Decimal) yang sama dan satu nomor BCD untuk JME(05). Jadi tidak boleh ada nomor
BCD yang sama untuk instruksi JME (05).
Keterangan
0000JMP (04) 05
0003
0002
0001Instruksi 1
JMP (04) 05
Instruksi 2
Instruksi 3
JME (05)
0004
0005
11. KEEP → KEEP(11)
Instruksi ini berfungsi untuk mempertahankan kondisi ouput untuk tetap ON
walaupun input dalam kondisi OFF. Logika input harus diumpankan ke titik SET dari instruksi
KEEP (11). Untuk mereset output adalah dengan titik reset dari instruksi KEEP (11). Untuk
lebih jelasnya bisa dilihat pada illustrasi di bawah ini:
KEEP (11)
BIT
0002 S
R0003
Mnemonic: LD 00002
LD 00003
KEEP(11) BIT
12. TIMER (TIM) dan COUNTER (CNT)
Timer Counter pada PLC berjumlah 512 buah yang bernomor TC 000 sampai dengan TC
511 (tergantung tipe PLC). Jika suatu nomor sudah dipakai sebagai timer /counter, maka
nomor tersebut tidak boleh dipakai lagi sebagai Counter. Jadi dalam satu program tidak
boleh ada nomer Timer/Counter yang sama.
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
8
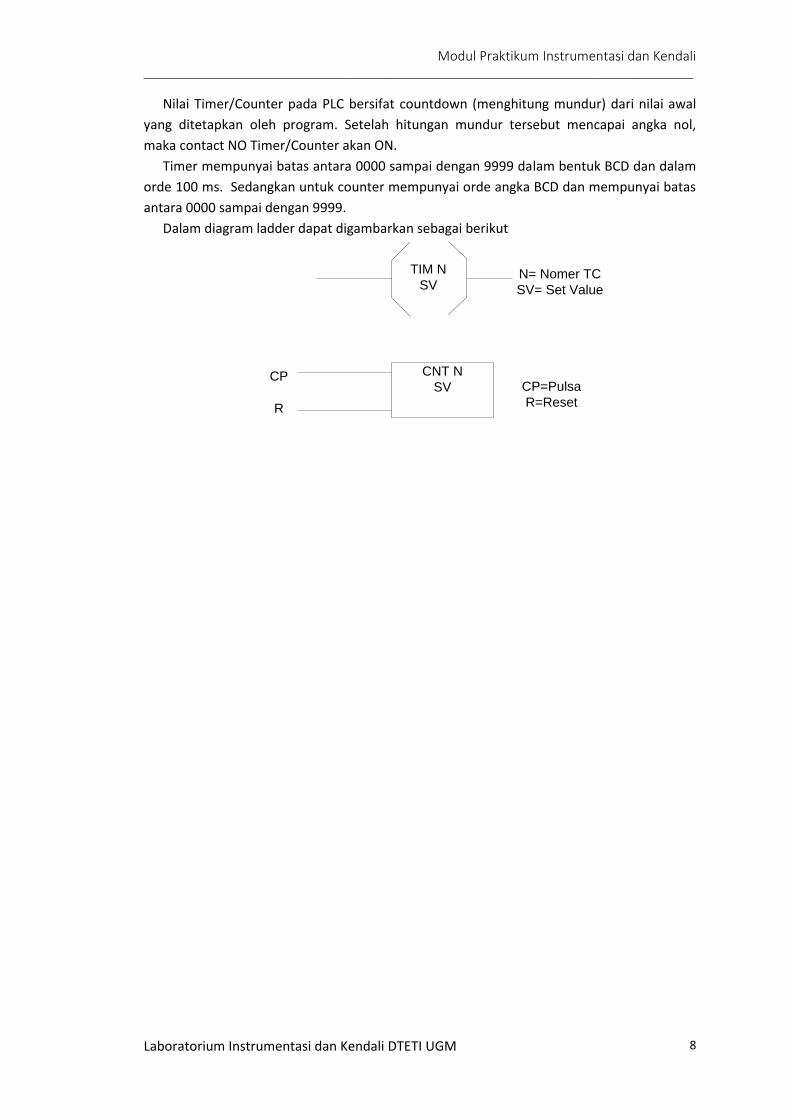
Nilai Timer/Counter pada PLC bersifat countdown (menghitung mundur) dari nilai awal
yang ditetapkan oleh program. Setelah hitungan mundur tersebut mencapai angka nol,
maka contact NO Timer/Counter akan ON.
Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk BCD dan dalam
orde 100 ms. Sedangkan untuk counter mempunyai orde angka BCD dan mempunyai batas
antara 0000 sampai dengan 9999.
Dalam diagram ladder dapat digambarkan sebagai berikut
CNT N
SVCP
R
TIM N
SVN= Nomer TC
SV= Set Value
CP=Pulsa
R=Reset

Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
9
Sistem Kendali Berbasis PLC
Pengendali Traffic Light
A. Tujuan
1. Membiasakan membuat program dengan Console Programmer
2. Perancangan sistem traffic light adaptif
B. Alat
1. PLC Omron Sysmac CPM1 Training Kit
Berikut ini akan dilakukan penggunaan PLC Omron Sysmac CPMI Training Kit untuk
mengendalikan modul Traffic Light. Pemrograman dituliskan dengan menggunakan
Programming Console 027. Lampu-lampu pada modul Traffic Light disambungkan
dengan output Omron Sysmac CPMI Training Kit pada channel sbb:
Utara Timur Selatan Barat
Merah 1003 1006 1101 1000
Kuning 1004 1007 1102 1001
Hijau 1005 1100 1103 1002
Petunjuk Cara Penggunaan Console Programmer.
1. Aktifkan Console Programmer dengan mengarahkan kunci pada Console
Programmer pada posisi PROGRAM. Kemudian, buka Password, Password yang
digunakan adalah dengan menekan tombol MONTR, kemudian CLR, lalu MONTR
kembali.
2. Tuliskan Mnemonic Ladder diagram kedalam Console Programmmer, cara
mengisikannya seperti terdapat pada controh Tabel 1. Setiap baris Mnemonic yang
dituliskan akhiri dengan ENTER.
3. Setelah selesai mengisikan data Mnemonic pada Console Programmer, maka
pindahkan kunci pada Console Programmer pada posisi RUN.
4. Aktifkan saklar pemicu pada modul PLC (dalam hal ini saklar 00), dan lihat hasil
program anda.
5. Bila terjadi kesalahan, pergi ke baris yang mau diperbaiki, dan langsung tuliskan baris
program baru (timpa) pada baris program lama, kemudian tekan ENTER.
6. Jika panah atas dan panah bawah tidak bias bergerak, maka isikan Password
kembali.

Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
10
Percobaan 1
Program Menyalakan Lampu Kuning Berkedip Pada Keempat Jalur
Program ladder berikut mendemonstrasikan cara menulis program dengan
Programming Console. Program ini membuat keempat lampu kuning yang terpasang di
output channel: 1004, 1007, 1102,1101.
Data Mnemonik untuk program ladder diatas ditunjukkan table berikut ini :
00000 00001 20000
20000
T002
20000
20000
20000
20000
20000
20000 T002
TIM 001
#0010
TIM 002
#0020
T001 01004
T001
T001
T001
01007
01102
01101
Keterangan:
00000 dan 00001 adalah saklar masukan eksternal (diaktifkan manual). Saklar 00000 adalah
saklar pemicu. Sedangkan saklar 00001 adalah saklar emergency yang digunakan untuk
menghentikan kerja traffic light sewaktu-waktu. Kerja TIM 001 dan TIM 002 diatur oleh
T002 dan saklar 2000.

Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
11
Data Mnemonik untuk program ladder ditunjukkan tabel berikut ini:
Address Instruksi Data Keterangan
LD 00000
OR 20000
AND NOT 00001
OUT 20000
LD 20000
AND NOT TIM 002
TIM 001
# 0010
LD 20000
AND NOT TIM 002
TIM 002
# 0020
LD 20000
AND NOT TIM 001
OUT 1004
LD 20000
AND NOT TIM 001
OUT 1007
LD 20000
AND NOT TIM 001
OUT 1102
LD 20000
AND NOT TIM 001
OUT 1001
END(001)
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
12
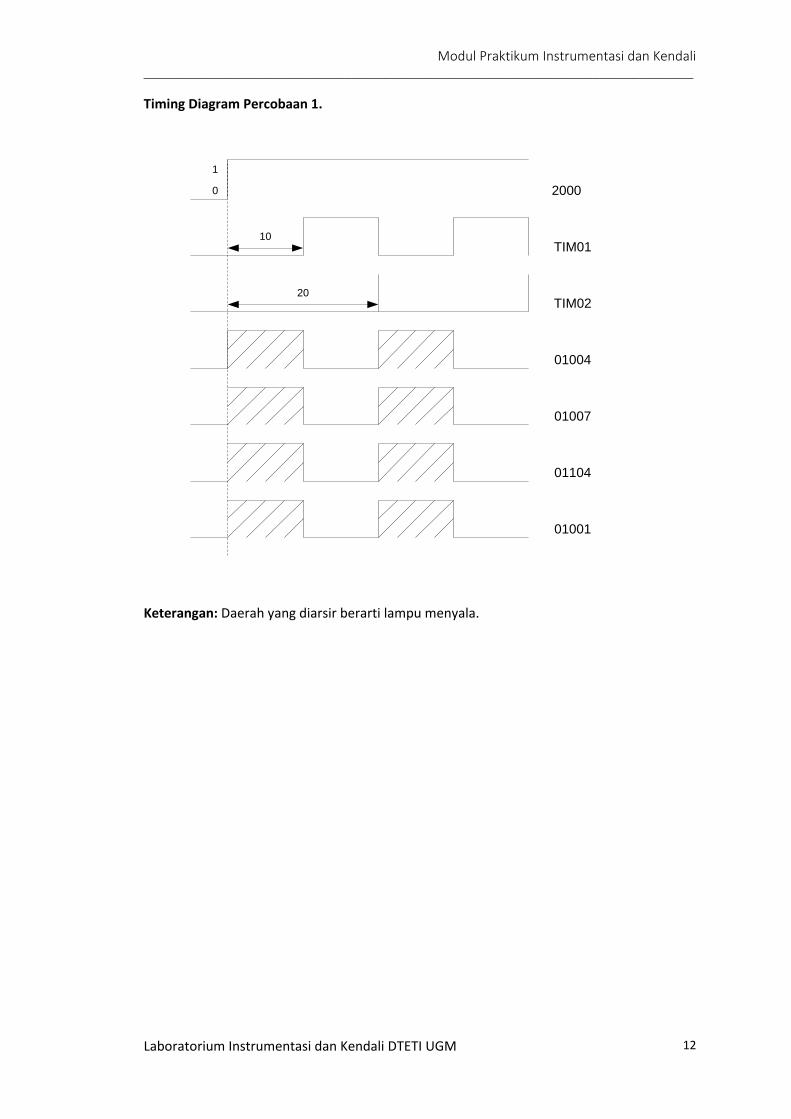
Timing Diagram Percobaan 1.
2000
TIM01
TIM02
01004
01007
01104
01001
10
20
0
1
Keterangan: Daerah yang diarsir berarti lampu menyala.
Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
13
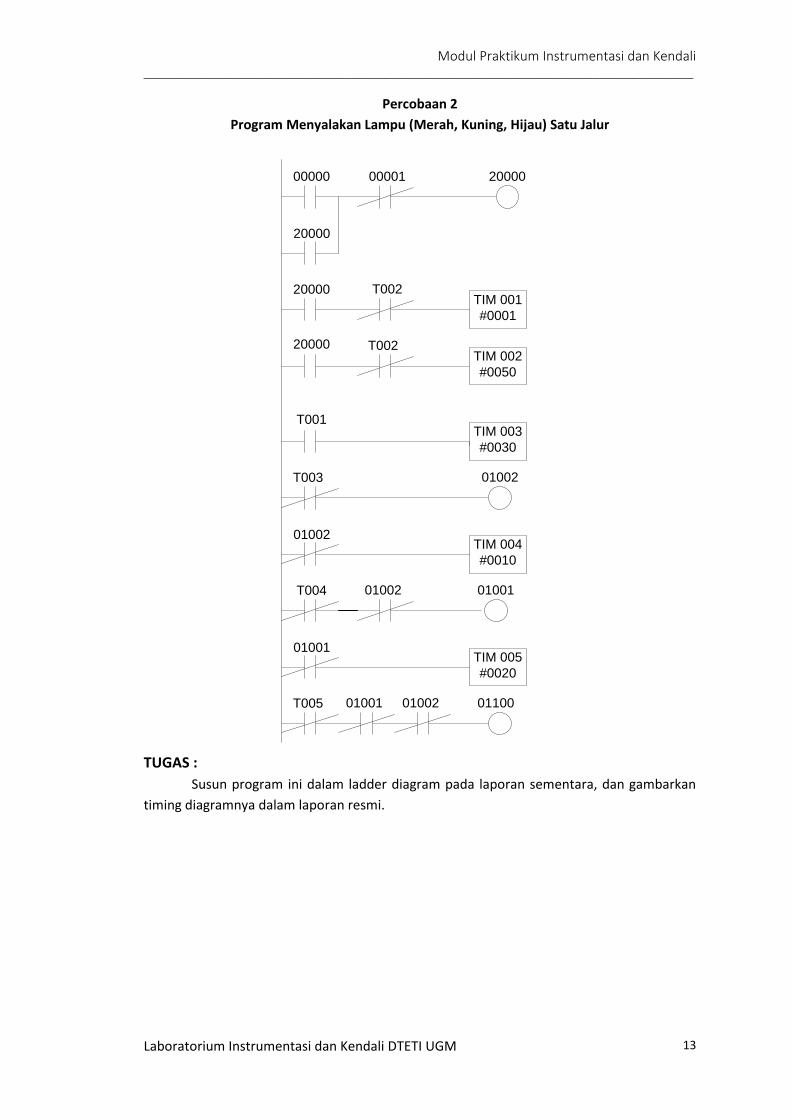
Percobaan 2
Program Menyalakan Lampu (Merah, Kuning, Hijau) Satu Jalur
00001 20000
T002
T002
TIM 001
#0001
TIM 002
#0050
01002
01001
TIM 003
#0030
TIM 004
#0010
01002
TIM 005
#0020
01001 01002 01100
20000
20000
20000
00000
T001
T003
01002
T004
01001
T005
TUGAS :
Susun program ini dalam ladder diagram pada laporan sementara, dan gambarkan
timing diagramnya dalam laporan resmi.

Modul Praktikum Instrumentasi dan Kendali __________________________________________________________________________________
Laboratorium Instrumentasi dan Kendali DTETI UGM
14
Percobaan 3
Program Menyalakan Lampu (Merah, Kuning, Hijau) Dua Jalur
TUGAS :
Susun program ini dalam ladder diagram.
Dalam Laporan resmi, gambarkan timing diagram-nya.
Address Instruksi Data Keterangan
LD 000000
OR 200000
AND NOT 000001
OUT 200000
Percobaan 4
Program Menyalakan Lampu (Merah, Kuning, Hijau) 4 Jalur
TUGAS :
Susun program ini dalam ladder diagram pada laporan sementara, dan gambarkan
timing diagramnya dalam laporan resmi.
Percobaan 5
Buatlah Program Menyalakan Lampu (Merah, Kuning, Hijau) 4 jalur Dengan Sensor di
Setiap Jalur
TUGAS :
Jika sensor di salah satu jalur aktif, maka Lampu Hijau pada jalur bersangkutan akan
hidup 4 kali lebih lama (Modifikasi percobaan 4). Susun program ini dalam ladder diagram
pada laporan sementara, dan gambarkan timing diagramnya dalam laporan resmi.