Embed Size (px)
Citation preview
Proiect
LUCRARE DE SPECIALITATE PENTRU OBTINEREA CERTIFICATULUI DE ATESTARE PROFESIONALA
Liceul Tehnologic Barcanesti Specializare : Tehnician in gastronomie
Coordonator :Sasu AndreiProfesor:Sasu Andrei
Candidat:Andreea PantaziClasa : A XII-a
Tema proiectuluiSalamul de Sibiu
Structura lucrarii
Introducere
Capitolul 1:Materii prime (descriere, proprietati)
Capitolul 2: Procesul tehnologic de fabricare a salamului de Sibiu
2.1 : Schema tehnologica
2.2 : Descrierea operatilor tehnologice
2.3 :Utilaje folosite
Capitolul 3: Calitatea produsului si verificarea -analize
Capitolul 4:Concluzie+Igiena si protectia muncii
Capitolul 5: Bibliografie
Introducere
POVESTEA SALAMULUI DE SIBIU
Au fost odata trei frati nascuti in Italia, Fratii Dozzi: Filippo, Antonio si Giuseppe. Erau oameni mandri si harnici, dornici sa isi faca un rost. Nu se stie prea bine cum au ajuns ei pe Valea Prahovei, poate au venit in tara o data cu pietrarii de la Greci, din Dobrogea, sau, poate, cu cei de la Bicaz. Oricum, le-a placut Sinaia mult si au ramas aici, cu familiile lor cu tot. Au cumparat pe la inceputul veacului trecut, pe la 1910, o cladire mai mare care adapostea un restaurant, un depozit de vinuri si un hotel. In aceasta cladire au infiintat cei trei italieni ,, Fabrica de salam Filippo Dozzi “ si aici a inceput fabricarea salamului de Sibiu, care a ajuns foarte curand pe mesele cele mai simandicoase, fiind considerat, de la bun inceput, un produs de lux. In primii ani fabrica a avut o activitate restransa, care s-a extins pe masura ce s-a acumulat capital. Prin 1938, de exemplu, se produceau deja aproape 100 de tone de salam de Sibiu.
La inceput, in fabricuta de la poalele Bucegiului lucrau sasi care erau de prin partea Sibiului iar materia prima era adusa din fostele judete Tarnava Mica, Tarnava Mare si Sibiu. Se pare ca aceasta este sursa numelui. Oricum pe vremea aceea un salam asemanator salamului de Sibiu se fabrica si in Ungaria si in Italia. La noi, cred ca era vorba totusi de traditia saseasca a mezelurilor care a preluat si din traditia autohtona, dar si din ceea ce au adus italienii.
In Sinaia conditiile climaterice erau proprii desfasurarii procesului de productie si in muntii Bucegi se gaseau pesteri care asigurau conditiile necesare maturarii optime a salamului. Adica pesterile respective aveau umiditate de 80-90 % si temperatura pozitiva mai mica decat 15 ◦ C pe toata durata anului, asigurand astfel conditiile optime dezvoltarii sporilor de mucegai nobil, Penicillium nalgiovensis, care produce maturarea produsului in timp, prin fermentarea unor glucide, lipide si proteine. In acea perioada erau necesare aproximativ 6-9 luni pentru incheierea maturarii, de aceea, acest produs era greu de gasit si era exclusiv destinat meselor oamenilor instariti.
Astazi, in fabrica Salsi Sinaia, pe care a cumparat-o „ Angst ” , faza de uscare-maturare se desfasoara in depozite prevazute cu schimbatoare de caldura legate la dispozitive automatizate de reglare a caldurii si umiditatii, iar timpul de maturare s-a redus considerabil, acum fiind necesare doar 3 luni pentru ca produsul sa fie gata de consum. Tehnologia ce sa-i faci. Dar parca totusi, nu are acelasi gust cu cel de, sa zicem, 60-70 de ani, spun batranii.
Acum salamul de Sibiu a inceput sa se produca si in alte zone ale tarii, dupa retete asemanatoare, dar cel mai „ adevarat ” este cel din Sinaia.
Introducere
Gustosul „ Salam de Sibiu “ este originar din Medias * Ultimele rude de salam au iesit pe poarta fabricii Salconserv SA in urma cu mai bine de un an * SIBIANUL a aflat reteta faimosului preparat culinar.
Scandia Romana a inregistrat marca „ Sibiu ” inca din 1963, de cand fabrica apartinea statului roman. Practic, Scandia era singura care putea sa foloseasca denumirea, in cazul produselor din carne. La fel stau lucrurile si acum, in ciuda faptului ca Scandia nu mai produce ,, salam de Sibiu “ din 1991. ,, Sectia unde era facut salamul era situata in Medias. In 1991, aceasta s-a despartit de Scandia, transformandu-se in Salconserv, si a continuat sa produca salamul “,explica Sorin Bozdog, directorul comercial al Scandia. Acest lucru s-a intamplat pana in urma cu doi ani, cand fabrica mediesana si-a inceput productia, deoarece nu mai era respectata reteta originala iar produsul era din ce in ce mai slab calitativ. Povestea a culminat cu inchiderea fabricii, la sfarsitul lui 2004.
De atunci, celebrul „ Salam de Sibiu “ a fost prezent pe piata romaneasca doar datorita unor producatori din Salonta, Bacau si Sinaia. ,, In ciuda faptului ca marca ne apartine, intre noi si ceilalti producatori nu exista o intelegere. Nu am actionat pana acum in nici un fel din considerente morale: practic, faptul ca noi nu producem inca ,,Salam de Sibiu” nu trebuie sa fie un motiv ca produsul sa dispara de pe piata. Situatia se va schimba, cu siguranta dupa ce vom incepe sa producem si noi. Pana atunci, ne limitam sa verificam felul in care ceilalti producatori respecta reteta originala, deoarece nu dorim ca numele sa fie stricat de un produs prost”, a mai declarat Sorin Bozdog.
„ Sibiu” este inregistrat in prezent la Oficiul de stat pentru Inventii si Marci ( OSIM ) ca marca, insa este propus sa figureze ca indicatie geografica dupa integrarea in Uniunea Europeana, conform reprezentatilor OSIM. „ Este una dintre marcile propuse in acest sens”, a declarat Eliza Niculescu, din cadrul Serviciului Marci-OSIM. Aceasta schimbare poate avea implicatii profunde.”
„ Secretele sunt multe. Pleaca de la mancarea pe care o mananca porcul. Anumita mancare si un anumit tip de porc. Ingredientele folosite sunt cele clasice, la salamurile crude-uscate, cu rezerva ca gustul rafinat provine de la anumite ingrediente folosite inca de acum 100 si ceva de ani. Maruntirea carnii se face intr-un anume fel, pentru obtinerea mozaicului. Conteaza si modul in care se introduce carnea in mate, sub presiune, precum si pastrarea si uscarea la o anumita temperatura si umiditate. Un rol major are si afumarea, numai cu lemn de fag si stejar. E vorba de o maturare naturala, este un produs natural, fara chimicale sau conservanti”, salamul era sters de mucegai in doua randuri, considerandu-se ca numai al treilea mucegai, cel alb-maroniu este de calitate. Stergerea se facea manual. Intregul procedeu de fabricatie dura 45 de zile.
„Si astazi, dupa 30 de ani de traditie – au precizat specialistii -,sortimentul Salam Sibiu este produs conform unor procese care respecta pe deplin traditia, chiar prin utilizarea noilor tehnologii de productie. Reteta traditionala romaneasca, factorii de mediu (clima) sunt elementele de baza si de nelipsit pentru asigurarea si pastrarea specificitatii si reputatiei acestui produs”. Primele mentiuni documentare despre realizarea in Bacau a „Salamului Sibiu” dateaza din anul 1976, in documentele pastrate in arhiva societatii Agricola International Bacau, fiind mentionate originea si stransele legaturi ale produsului cu aceasta zona a Romaniei, precum si activitatile comerciale ale societatii cu parteneri interni si internationali. Datorita cresterii cererii pietei, capacitatile de productie au fost retehnologizate in etape succesive. Ultima dintre acestea – modernizarea fluxului tehnologic de productie in anul 2007, confera produsului, alaturi de nota traditionala, argumentul unei tehnologii de productie de ultima generatie. Si in prezent, Salamul Sibiu ramane cea mai importanta piesa prezentata la principalele targuri agro-alimentare din Romania si Uniunea Europeana.
Capitolul 1:Materii prime (descriere, proprietati )
Materii prime şi auxiliare
La fabricarea produsului alimentar ‚,Salamului de Sibiu ’ se utilizează în principal următoarele materii prime şi auxiliare:
(100 kg): carne de porc si slanina tare
Condimente si alte ingrediente: usturoi, ienibahar, piper alb, zahar, sare, azotat de potasiu (ş.a.).
Membrane: naturale (mate de cal) sau mate artificiale, sfoara, clipsuri.

Proprietati materii prime (carnea si slanina ) :Sub denumirea de carne se intelege tesutul muscular animalului taiat,impreuna cu tesuturile cu care se afla in conexiune naturala:gra-simi, oase, tendoane, aponevroze,
tesut conjuctiv, nervi, ganglioni limfatici. Celelalte parti comestibile din corpul animalelor poarta denumirea de subproduse (sange, grasimi, picioare, urechi, burta etc) si de organe (ficat, creier, inima, rinichi, splina, pulmoni, glanda mamara etc). Din punct de vedere morfologic, carnea cuprinde: tesut muscular striat, tesut conjunctiv, tesut adipos, tesut osos, vase sanguine si nervi.
Compozitia chimica a carnii :
Compozitia chimica a carnii este in functie de proportia diferitelor tesuturi variind, in cadrul aceleiasi specii, dupa starea de ingrasare, varsta, sex si rasa
Importanta grasimii este data de punctul de topire care cu cat este mai apropiat de temperatura corpului cu atat este mai utilizata de catre oragnism.Din acest punct de vedere primul loc il ocupa grasimea de pasare, apoi grasimea de porc si in cele din urma ce a de bovine si ovine.
Valoarea alimentara a carnii nu este determinata numai de numarul de calorii ci in primul rand de albumina digestiva si de calitatea aminoacizilor.Este cunoscut faptul ca nu toti aminoacizii pot fi sintetizati de oragnismul uman.Acei ce nu sunt sintetizati se numesc aminoacizi esentiali si trebuie introdusi in organism prin alimentatie
Capitolul 2: Procesul tehnologic de fabricare a salamului de Sibiu
Datorita posibilitatilor de a crea conditii artificiale de climat acest produs se poate fabrica in toate partile tarii, pe toata durata anului.Salamul de Sibiu face parte din categoria salamurilor din carne crude-maturate. Materia prima utilizata este carnea de porc si slanina.
•Carnea de porc trebuie sa indeplineasca urmatoarele conditii : sa fie salubra, sa aiba grad de contaminare redus, sa fie corect refrigerata, sa nu provina de la animale prea tinere sau prea grase, sa prezintae una numit raport apa/proteina si grasime/proteina, sa fie bogata in compusi heminici (mioglobina), sa aiba o cantitate redusa de tesut conjunctiv, sa aiba o capacitate de retinere a apei optima(se exclud carnurile PSE si DFD).
Nu se admite carnea de vier, scroafe gestante sau animale hranite cu oleaginoase sau faina de peste.•
Slanina utilizata trebuie sa indeplineasac de asemena unele conditii : sa nu aiba trama proteica fragila si abundenta, sa nu fie « uleioasa », sa aiba grad de prospetime ridicat(sa nu fii suferit procesul de lipoliza).
Materiile auxiliare folosite sunt : NaCl, glucono δ-lactona, glucide, acid ascorbic/ascorbati, acizi organici alimentari(citric, lactic, tartric), condimente(sare, piper alb, enibahar, usturoi, zahar), culturi starter.Fiind un produs de durata nu se foloseste NO2.
Pentru ambalare sunt folosite membrane artificiale proteice sau mate naturale de cal. Se impune respectarea riguroasa a parametrilor tehnologici de la receptie pana la livrare pentru a nu aparea rebuturi.
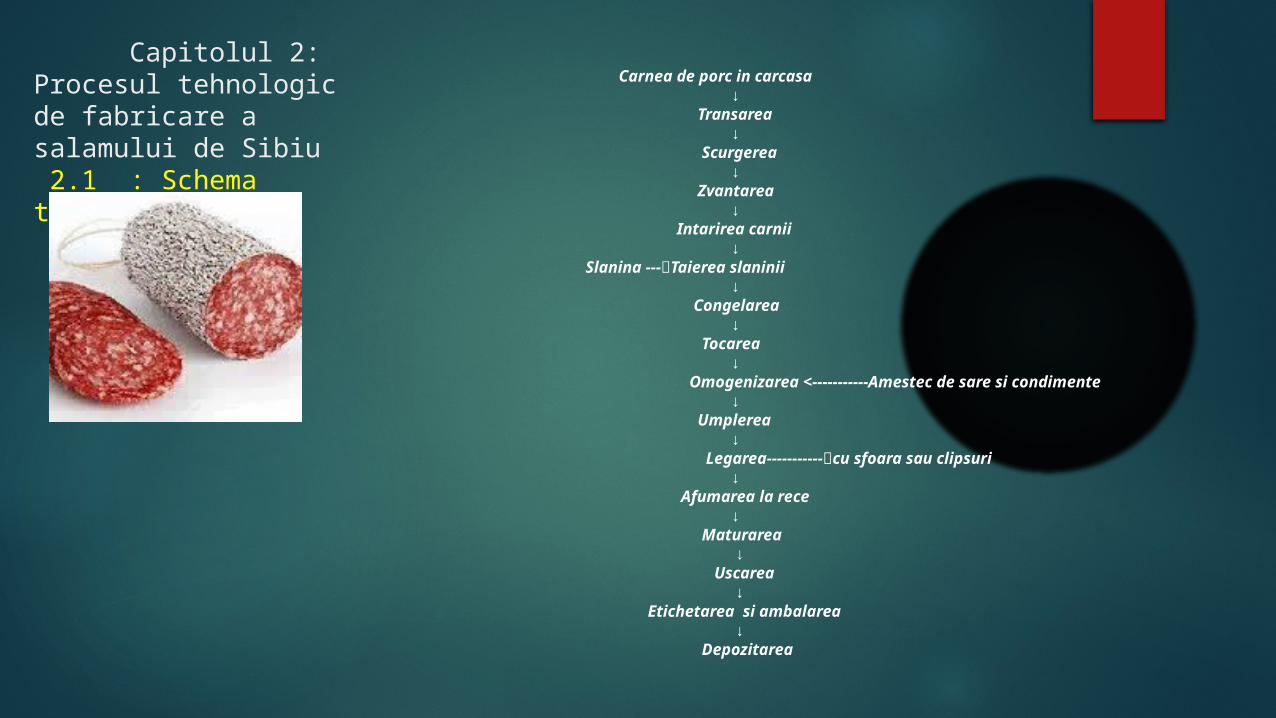
Capitolul 2: Procesul tehnologic de fabricare a salamului de Sibiu 2.1 : Schema tehnologica
Carnea de porc in carcasa ↓ Transarea ↓ Scurgerea ↓ Zvantarea ↓ Intarirea carnii ↓Slanina ---Taierea slaninii ↓ Congelarea ↓ Tocarea ↓ Omogenizarea <-----------Amestec de sare si condimente ↓ Umplerea ↓ Legarea-----------cu sfoara sau clipsuri ↓ Afumarea la rece ↓ Maturarea ↓ Uscarea ↓ Etichetarea si ambalarea ↓ Depozitarea
Capitolul 2: Procesul tehnologic de fabricare a salamului de Sibiu
2.2 : Descrierea operatilor tehnologice
Transarea carnii
Transarea carnii de porc pentru salamul de Sibiu trebuie efectuat cat mai corect, deoarece calitatea salamului de Sibiu depinde in mod direct de calitatea materiei prime , el fiind un salam crud( prelucrat numai prin afumare la rece si maturare uscata, deci fara tratamente termice), de durata. Operatia de baza in pregatirea materiei prime pentru salamul de Sibiu este alesul deoarece trebuie sa se inlature complet fragmentele de oase, flaxurile, portiunile sangerate, ganglionii si stampilele de la marcarea carnii , cat si eventualele parti murdare. Pentru fabricarea salamului de Sibiu se folosesc semicarcasele de porc provenite de la porci a caror greutate in viu a fost peste 130 kg apartinand raselor Mangalita sau altor rase de porci de grasime sau de carne , obligatoriu degresate si refrigerate minimum 72 ore. Carenea pentru salamul de Sibiu poate proveni dintr-o transare integrala a carcasei sau din carne rezultata dupa indepartarea unor specialitati.Cand exista posibilitatea valorificari superioare a cantitatii de cafa si a cranii de pe coasta (dezosata sau nu), rezultatele din transare, ele nu se introduc in carnea pentru salamul de Sibiu, deoarece contin multa slanina moale si sunt foarrte greu de ales. Transarea se realizeaza in Sali cu temperatura de 12ºC, iar carnea aleasa se taie in bucati de 100-150g fara a se admite abateri si de asemena trebuie amestecata la capatul de banda.
Scurgerea
Scurgerea are drept scop reducerea umiditatii carnii. Bucatile de carne rezultate de la ales sunt aduse cu carucioarele din sala de transare si asezate in grunduri cu manta perforata sau pe priciuri etajate perforate ,care se incarca cu ajutorul unui dispozitiv de ridicat carucioare. Atat pe granduri cat si pe priciuri se aseaza o panza de in alba cu ajutorul careia se aciopera complet carnea care este asezata astfel :•
in granduri intr-un strat mai inalt pe margini si mai putin gros in mijlocul grundului, scurgerea durand circa 48 ore cu o intoarcere a carnii•pe priciuri intr-un strat uniform, dar numai pe jumatatea din fata, care este perforata, in acest caz scurgerea durand circa 20 ore, facandu-se totodata si o intoarcere a carnii
Scurgerea carnii de porc se face 48-72 de ore la temperaturi cuprinse intre +2-+4ºC, umezeala relativa a aerului de 85-90%, la o viteza a aerului de 0,5 m/s. Pierderile de suc la scuregere sunt de 6-7%.
Capitolul 2: Procesul tehnologic de fabricare a salamului de Sibiu
2.2 : Descrierea operatilor tehnologice
Zvantarea
Zvantarea are acelasi scop ca si scuregerea, adica , de reducere a umiditatii carnii.Carnea scursa este trecuta din granduri in camera cu priciuri, unde este intinsa intr-un strat subtire si lasata la zvantat cu o intoarcere de la intervale regulate de timp , sau se intinde pe intreaga suprafata a priciului, inclusiv pe jumatatea din spate neperforata. Zvantarea se realizeaza la temperaturi cuprinse intre -3 si 0ºC, la o umezeala relativa a aerului de 85% cu viteza aerului de 0,8 m/s timp de 12 ore. Aceasta operatie se realizeaza tot pe priciuri sau tavi din inox in straturi de 5-8 cm , pierderiile de umiditate fiind de 2-3 %.In acest timp carnea se intoarce de cel putin 2 ori. In timpul zvantarii volumul aerului din incapere trebuie schimbat aporximativ de 50 de ori.
Intarirea carnii
Intarirea carnii are drept scop formarea consistentei carnii, necesara unei bune maruntiri, precum si reducerea temperaturii acesteia pentru a evita incalzirea compozitiei in timpul maruntirii. Intarirea se realizeaza la temperaturi de -5…-7ºC, la o umezeala a aerului de 80-85% si o viteza a aerului de 1 m/s timp de 12 ore. Intarirea slaninii taiate in cuburi de 3-4 cm de face prin congelare la taer=-10ºC, timp de 2-3 zile, astfel ca temperatura acesteia sa ajunga la -5…-7ºC. Pierderile de umiditate sunt de 2-3% .
Amestecul de condimente
Amestecul de condimente se face poate face dupa diferite retete, conform cerintri beneficiarul.Sare1203,61 kgEnibahar13,68 kgAzotatiti de sodiu36,60 kgZahar82.35 kgPiper alb123,6 kgresturi31.95 kg Din acest amestec se folosesc aprozimativ 495 kg la 1500 kg compozitie, 1500 kg compozitie echivaleaza cu 1410 kg carne zvantata plus 90 kg slanina.
Taierea slaninii in cuburi sicongelarea slaninii
Taierea poate fi executata ata manual, in sectia de transare, in acest caz operatia fiind anevoioasa si necesitand manopera multa , sau direct din sectia producatoare a salamului de Sibiu , cu ajutorul unei masini speciale pentru taiat slanina in cuburi. In ambele cazuri dimensiunile cuburilor trebuie sa fie de 3-4 cm ; ata dimensiunile mai mari cat si cele mai mici influenteaza negativ operatia de tocare. Slanina astfel pregatita se transporta cu ajutorul carucioarelor in depozitul special pentru congelat slanina. Congelarea se face intr-o camera frigorifica , cuburile de slanina fiind asezate pe tavi de aluminiu sau inox , perforate sau neperforate, dar cu margine cat mai joasa pentru ca prin circulatia sa aerul sa spele suprafata cuburilor Pentru realizarea congelarii, temperatura aerului trebuie sa fie de -8…-10ºC, facand posibila atingerea in masa de slanina a temperaturii de -5…-6ºC, timpul necesar fiimd de minimum o zi putand ajunge la max. 3 zile. In tot acest timp slanina trebuie periodic intoarsa pentru a evita formarea unui bloc compact din cuburile de slanina.Astfel congelate, cuburile pot fi puse in saci de polietilena si depozitate la temperatura de -15ºC, unde pot fi pastrate in stoc.
Formarea amestecului pentru tocare.Tocare.Omogenizare
Formarea amestecului cand carnea de porc este aleasa la « rosu »se face prin cantarirea a 70% carne de porc si 70% slanina, astfel ca produsul uscat pana la 30% umiditate sa nu depaseasca procentul de 42-45% lipide. Daca, insa , de foloseste carne de porc din diferite portiuni anatomice, deci cu diferite continuturi de grasime , atunci la formarea compozitiei se adopta tehnica preamestecarii si se preleveaza probe la care se determina continutul de lipide si porteine iar componentele se determina prin calcul sau aplicand patratul lui Pearson. Tocarea ( maruntirea) materiilor prime se face la cutere care au un motor foarte puternic si cu turatie mare.In tocari, temperatura nu trebuie sa depaseasca 2ºC. In cazul unor temperaturi mai mari bucatie de carne si slanina pot avea muchiile bine reliefate iar sectiunea produluilui nu va avea un desen adecvat. Maruntirea se face pana la marimea unui bob de orez ( apox. 4 mm) , cu introducerea materiilor prime si auxuliare in urmatoarea ordine : slanina, carne de porc, amestec de sarare, amestec de condimente. Amestecul de ingrediente se adauga catre sfarsitul tocarii, cand pasta a ajuns aproape de granulatia dorita si nu la inceput, odata cu carnea deoarece consistenta tare obtinuta in faza de intarire si congelare a componentelor s-ar modifica , inmuindu-se datorita actiunii sarii asupra apei inghetate, care o topeste.In acest fel nu se mai poate obtine o maruntire fina, granulata. Fabricile de salam de Sibiu au ca utilaj linia KRAMER GREBER.Aceasta linie este o line care are un cuter astfel construit incat descarcarea compozitiei se face intr-o presa-melc ce o preseaza sub vid de 500-600 mmHg. Pasta dezaerata si comprimat este introdusa in interiorul unor cilindrii de umplere ce au suprafata laterala ( fara fund, capac, ) cu diametru de 30-40 cm, care sunt adusi la masina de umplere pe o cale de rulare, la care se racordeaza si se umple in membrane.
Umplerea si legarea batoanelor
Pasta obtinuta se trece din cuva cuterului cu ajutorul descarcatorului cuterului in dispozitivul de presare cu melc (presa), in care se realizeaza o dezaerare a pastei. Pasta dezaerata si comprimata se introduce in cilindrii liniei de umplere K-G, care ruleaza apoi, fiind cuplati la masinile de umplut hidraulice ale liniei K-G. Cilindrii umpluti cu pasta trbuie goliti imediat prin umplerea in membrane. Membranele au diametrul de 60-85 mmm si sunt legate in prealabil la un capat si inmuiate in apa calduta circa 30 minute inainte de utilizare. Ele trebuie sa fie bine scurse de apa. Pregatirea membranelor, inmuierea si bobinarea sforii cat si pregatirea etichetelor de urmarire a lotului se fac intr-o camera speciala.Muncitorul care deserveste spritul trebuie sa faca legarea batoanelor la capatul liber, dupa umplere, punandu-le apoi pe banda de transport ce alimenteaza posturile de legare.Batoanele se leaga la capete, longitudinal ( 2 legaturi) si transversal (circular) tot 2 legaturi. Umplerea se face in membrane cu φ=20-120 mm, legate la un capat si inmuiate in apa calda la 40-50ºC.Batoanele cu φ = 60-75mm se leaga la capatul deschis, apoi cu doua legatrui transversale( circulare) si cu doua legatrui longitudinale.Batoabele cu φ=85-100 mm se leaga la capatul deschis cu 3-4 legaturi transversale si cu patru legartui longitudinale. Mai nou legatura cu sfoara este inlocuita cu clipsarea .Pentru ca produsul sa se aseze bine , fiecare baton se stufuieste( inteapa) si se maseaza cu mana chiar si dupa legare. Dupa legare, batoanele se agata pe betele rastelului carucior.
Afumarea la rece
Scopul afumarii la rece este de a mari rezistenta produsului la pastrare si se executa la urmatorii parametrii : temperatura de 9-12ºC (15ºC) , durata de 4-10 zile.Pierderile in grutate la afumare sunt de aprox. 10 %.O varianta aplicata in Romania implica : linistire 24 de ore, la 10-12ºC si φ=90-75% ; zvantare la aceeasi parametrii ; afumarea intercalata cu zvantare 4 zile la 10-12ºC si φ=95-75% ( 8 ore zvantare si 16 ore afumare). In concluzie la inceput se tin 12 ore la temperatura de 6ºC pentru zvantarea membranei.Se afuma , in primele 2 zile la temperatura fumului de 8-10ºC, iar in urmatoarele 6-8 zile se ridica temperatura la 12ºC.Umiditatea aerului in afumatorie este de 80-90%, iar cirulatia aerului realizeaza 30 de schimburi pe ora. In timpul afumarii, umiditatea salamului trebuie sa scada pana la aproximativ 45%.Dupa afumare se lasa salamul fara fum , 12 ore, dupa care se trece in depozitul de maturare –uscare unde dupa 80-110 zile, umiditatea produsului trebuie sa scada la 30%. Pentru o afumare corespunzaroare trebuie sa se asigure permanent debitul de fum necesar.Operatia se executa in boxe de afumare cu foc direct sau in afumatorii cu generatoare de fum care pot fii turnuri de afumare sau tunele de afumare. Salamul dupa afumare primeste o culaore rosiatica deoarece membranele se usuca , iar prin suprafata semitransparenta se vede umplutura.
Maturarea –Uscarea.
In tehnologia salamurilor de tip Sibiu procesul de uscare decurge in trei subfaze si anume :•faza I : 9-13 zile, temperatura de 8-12ºC, umiditatea relativa a aerului de 85-90%.In aceasta subfaza productia din depozit se insemanteaza cu spori de mucegai nobil.Dupa insamantare, depozitul se lasa in repaus 24 de ore , dupa care se practica sistemul de ventilatie de 16 ore si 8 ore repaus.Dupa aproximativ 10-15 zile de la insemantare , batoanele sunt acoperite cu miceliu verde de mucegai si , in acest caz, se reduce φ la 85%, pentru ca mucegaiul sa sporuleze si sa fie apt de perie, operatie care se face dupa 35-40 de zile de la insemantare ,adica in sub faza a II-a. •faza a II-a 30-40 zile, temperatura de 12-14ºC , umiditatea relativa a aerului de 75-85%.Instalatia de conditionare lucreaza in regim de 12 ore /zi si 12 ore/zi repaus.In aceasta faza cu 4-5 zile nainte de periere φ se reduce la 75-80% si apoi are loc perierea , timp de 2-4 zile prin insuflare de aer comprimat.Dupa periere pe suprafata salamului ramane un strat de mucegai alb uscat ce da aspect specific salamului de Sibiu (acest mucegai , prin enzimele pe care le contine, va contribui la formarea gustului si aromei salamului de Sibiu ; acest mucegai nu este toxic si este nobil) si tot atunci depozitul se ventileaza o zi si apoi se lasa in repaus 2-3 zile la 12-14ºC si φ= 84-85, dupa care se mentin parametrii mentionati anterior pana la terminarea fazei.•faza a III-a : 30-40zile, temperatura de 14-16ºC , umiditatea relativa a aerului de 85%.Agregatul de conditionare functioneaza 10 ore/zi, 14 ore/zi va fi repaus. Pierderile in greutate pe toata faza uscarii vor fi de 30-34%.Durata procesului de maturare-uscare este de 110 zile .
Etichetarea si ambalarea
Ambalarea salamului impune o atentie deosebita, deoarece greselile de am balare pot provoca deteriorari calitative considerabile. Pregatirea pentru ambalare consta din taierea sforii cu care batoanele au fost legate la umplere( in cazul livrarii la export) sau numai a sforii pentru formarea perechilor ( in cazul livrarii la intern) si perierea mucegaiului de pe suprafata batonului.
Ambalarea se executa in incaperi separate in care temperatura trebuie sa fie de max. +15…+16ºC si sa fie bine uscate si ventilate.Ea consta in legarea batonului cu sfori comerciale (tricolora pentru export) si etichetarea fiecarui baton.Ambalarea batoanelor in lazi sau cutii se face alternand un rand de batoane cu un strat de talaj astfel ca sa nu se atinga unele de altele sau de peretii ambalajului. La introducerea in lazi trebuie multa atentie pentru ca batoanele sa nu fie comprimate deoarece pasta se poate fisura iar dupa taierea lui aerul patrunde in fisuri si locurile respective capoata o culoare cenusie. Ambalajele astfel pregatite si umplute se inchid prin baterea capacelor si balotarea lor sau prin lipirea lor cu banda adeziva( in cazul celor de carton). Pierderile in procesul tehnologic.

Capitolul 2: Procesul tehnologic de fabricare a salamului de Sibiu.
2.3 :Utilaje folosite Malaxor materii prime
Malaxoarele universale sunt instalaţii destinate producţiei industriale a produselor din carne şi a altor produse alimentare. Ele permit o amestecare atentă a produsului cu ajutorul sensului dirijat de rotire a amestecătoarelor. Malaxoarele universale sunt echipate cu amestecătoare tip şnec sau palete.

Capitolul 2: Procesul tehnologic de fabricare a painii negre
2.3 :Utilaje folosite
Volf
Pentru mărunţirea cărnii şi a slăninii în bucăţi mici se foloseşte volful
Capitolul 2: Procesul tehnologic de fabricare a painii negre
2.3 :Utilaje folosite
Cuterul
Mărunţirea fină, amestecarea şi omogenizarea componentelor se face la cuter Şpriţul este destinat pentru umplerea pastei în membrane
Spritul
Capitolul 3: Calitatea produsului si verificarea -analize
Produsul finit trebuie sa corespunda urmatoarelor caracteristici:- Organoleptice: batoane de forma cilindrica, drepte, fara incretituri pronuntate de membrana; suprafata uscata cu mucegai alb-usor cenusiu (sau fara mucegai, dupa caz); pe sectiune aspect compact, lucios, mozaicat, uniform, cu structura granulara bine legata, predominand bobul de grasime de 2 x 2 mm; culoare uniforma rosie-rubinie, de la periferie la centru. Gustul si mirosul caracteristic, placut de condimente si carne maturata. O felie subtire privita contra luminii trebuie sa fie translucida; la masticatie nu trebuie sa lase un gust iute si nici sa se lipeasca de dinti. Consistenta ferma, dar usor elastica; la apasare normala cu degetul pe suprafata nu trebuie sa ramana urma degetului. Fara defecte de natura fizica, chimica si microbiologica.- Fizico-chimice: apa maxim 30%, grasime 38-40%, clorura de sodiu maxim 6%, nitriti (N02J maxim 7 mg/100 g produs, substante proteice totale minim 16%.- Microbiologice: fără agenţi patogeni sau facultativ patogeni.- Termen de garanţie: 30 zile la + 10 ... + 140C şi 70-75% umiditate relativa a aerului.
Capitolul 4:Concluzie+Igiena si protectia muncii
Concluzie :
Scopul propus de aceasta lucrare a fost de a aduce la cunostinta omului “studioso” posibilitatile oferite de internet în accesarea la informatie si utilizarea ulterioara a acesteia în scopuri proprii. De asemeni sper ca prin lucrarea data persoana fizica sa obtina o idee si informatie mai larga privind posibilitatile promovarii personale si a unei afaceri prin intermediul I nternetului utilizînd web-siturile.
Instructiunile proprii de securitate si sanatate in munca urmaresc eliminarea sau diminuarea cauzelor de accidentare sau imbolnavire profesionala si particularizarea si concretizarea masurilor de prevenire in comportamentul executantului in raport cu conditiile reale de desfasurare a sarcinilor de munca.
De asemenea am adus o serie de exemple ale utilizarii Internetului în calitate de domeniu de desfasurare a unei afaceri precum si utilizarea acestuia drept sursa principala de realizare ale bunurilor unui agent economic, adica utilizarea internetului ca sursa principala de comercializare
Instructiunile SSM sunt documente tehnice proprii cu aria de aplicabilitate la emitentul lor si se pot utiliza ca instrument pentru realizarea instructajului la locul de munca si periodic de catre conducatorul direct al locului de munca. De asemenea se folosesc pentru realizarea controlului si autocontrolului la locurile de munca si pentru stabilirea masurilor de prevenire care sa asigure eliminarea sau diminuarea riscurilor potentiale de accidentare la locurile de munca.
Capitolul 4:Concluzie+Igiena si protectia muncii
MASURI DE PROTECTIE A MUNCII SPECIFICE INDUSTRIEI ALIMENTAREIn scopul inbunatatirii activitatii de protectie a muncii, Ministrul Agriculturii si Industriei Alimentare a emis unele ordine, ce se impun a fi respectate, alaturi de prevederile generale ale legislatiei protectiei muncii. Dintre acestea, mentionam ordinul 100/1976 ale careuiprecscriptii principale sunt urmatoarele:- Muncitorii admisi sa lucreze la masini si instalatii, decat dupa o prealabila instruire si cunoastere a regurilor de protectie si igiena muncii, caracteristicele activitatii pe care o desfasoara- In afara instructajului periodiclunar al personalului din intreprinderile industriale alimentare, se va organiza anual, pana la data de 15 martie un instructaj urmay de un colocviu, prinvind protectia muncii, prevenirea si stingerea incendiilor. Cu aceasta ocazie se vor folosi ca materiale didactice mijloace audio-vizuale, norme de protectia muncii , pliante, diapozitive, filme, machete, iar pentru verificarea cunostintelor, cum sunt: logitestul, verfixul.
Pentru asigurarea respectarii masurarilor de tehnica securitatii muncii si mai ales a masurilor de igiena, ce se impun in sectorul industriei alimentare, admiterea functionarii unei unitati productive se face numai cu avizul organelor sanitare –antiepidemice locale si al inspectoratelor teritoriale de protectie a muncii. Acestea emit o autorizatie de functionare, pentru unitatile care indeplinesc cerintele de protectie a muncii, stabilite prin actele normative in vigoare. Unitatile care prelucreaza, depoziteaza si manipuleaza produse de origine animala vor trebui sa posede si o autorizatie sanitar-veterinara. Autorizatia constituie actul prin care se permite desfasurarea activitatii unitatilor in conditii care sa previna accidentele de munca, imbolnavirile profesionale si riscurile pentru sanatatea personalului unitatii, precum si a consumatorilor.- Pe mijloacele de transport din unitatile M.A.I.A. se vor aplica semne distinctive, pentru identificarea apartenentei si intarirea raspunderii conducatorilor acestor mijloace
Anual si dupa executarea reparatiilor sau a reviziilor, masinile, utilajele, instalatiile si spatiile de productie vor fi verificate din punctul de vedere al protectiei muncii, de catre persoane competente numite prin decizie, iar in cazul ca acestea corespund, vor fi ecusonate prin aplicarea la loc vizibil a ecusonului din figura
Bibliografie
Indrumator in tehnologia produselor din carne ’’ – C. Banu, editura Tehnica 1985, Bucuresti.
Instructiuni tehnologice de fabricare a preparatelor din carne ’’ – Ghe. Danicel.





























