Embed Size (px)
DESCRIPTION
Proiectarea Sculelor Aschietoare
Citation preview

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare
Clasificare:
1. În funcţie de modul de acţionare:• Alezoare cu acţiune manuală;• Alezoare de maşină.
2. În funcţie de construcţie:• Alezoare monobloc;• Alezoare cu dinţi demontabili din oţel rapid;• Alezoare cu plăcuţe din carburi metalice lipite;• Alezoare cu dinţi demontabili, armaţi cu
plăcuţe din carburi metalice;
3. După posibilitatea de reglare a diametrului:• Alezoare fixe;• Alezoare reglabile.
4. După destinaţie:• Alezoare pentru alezaje cilindrice;• Alezoare pentru alezaje conice.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
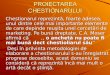
Alezoare fixe - Geometrie
� Dimensiuni în limita claselor de precizie 9 ... 6
V-1 – muchie de aşchiere principală (înclinată cu χ);V-2 – tăiş de trecere (cu unghiul χo = 0°).
lo
> s

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare fixe
Numărul de dinţi al alezorului trebuie să fie par, pentru a permite măsurareadiametrului cu ajutorul micrometrului.
La alezoarele de mână, atât la cele fixe, cât şi la cele reglabile, numărul dedinţi se alege mai mare decât la alezoarele de maşină, având în vedere necesitatea realizării unei mai bune conduceri a sculei la intrarea în material.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare fixe
Amplasarea câmpului de toleranṭă al sculei(în sens invers tendinṭei de uzură a sculei)
I. Zonă rezervată bătăilor radiale,dilatărilor termice, etc.
II. Zonă rezervată câmpului de toleranṭă al sculei;
III, IV. Zone rezervate uzurii sculei.
Uzual: Ts = 0,35 Tp

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare fixe
Ex. Se cere stabilirea dimensiuniloralezorului pentru prelucrarea unui alezajΦ10 cu toleranțe în câmpul D8 (IT8)
Pentru D8: As=+0,062; Ai=+0,040; Tp=0,022 (IT8)
Toleranṭa alezorului (35%Tp): Ts= 0,35xTp = 0,35x0,022 =0,0077
Ts=0,008
Reducerea de dimensiune (15%): 0,15xTp = 0,15x0,022 = 0,0033
0,004
Diametrul maxim al alezorului: Ds max=10,062-0,004
Ds max=10,058 mm
Diametrul minim al alezorului: Ds min=10,058-0,008
Ds min=10,050 mm
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare fixe
Limitele de toleranțǎ ale alezoarelor - în concordanțǎ cu DIN 1420 (pentru a realiza alezaje în câmpul H7)

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare reglabile 1 - Geometrie
� Sunt necesare la prelucrarea alezajelor în sistemul arbore unitar.� Sistemul de reglare poate fi cu ştift tronconic sau cu bilă.� Domeniul de construcţie cuprins între 8 şi 50 mm.� Domeniul de reglare este de la 0,15 până la 0,5 mm, funcţie de
diametrul exterior
=
D
barcsinγ
� Se reglează câmpul de toleranţă al alezorului (şi nu diametrul nominal)în scopul compensării uzurii şi a realizării de alezaje în sistemul arbore unitar
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare reglabile 2Instrucţiuni pentru reglaj

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare reglabile cu dinţi demontabili din oţel rapid
Lamele aşchietoare sunt montate în locaşurile practicate în corp, a căror bazăeste înclinată pentru a se realiza reglarea la dimensiune. Domeniul de reglare este diferit funcţie de dimensiunea nominală a alezorului şi cuprins între 1 şi 10 mm.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Gama de alezoare Seco Tools

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alegerea alezorului depinde de:
� toleranţa găurii,
� cantitate (seria de producţie)
� durata unui ciclu.

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Eficienţa costurilor:�Fără costuri de reascuţire�Performanţă înaltă
Flexibilitate:�Sistem modular:
�port-scule care acoperă gama ∅ 4-60 mm�Geometrii ale capului pentru diferite aplicaţii�Aceleași port-scule ca și Precifix
Securitatea aplicaţiei:�Fără reglaje�Sistem de prindere precis�Schimbarea ușoară a capetelor
Precizie și productivitate cu Seco Precimaster
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Seco Precimaster

5/30/2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Seco Precimaster
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Codificare 1. Codificarea cozilor sculei
PM07 = Soluţie standard concepută pentru alezarea găurilor străpunse.Gaura de evacuare a lichidului de răcire este așezată în spatele muchiei așchietoare, împingând așchiile înainte.
PM7B = pentru găuri înfundate. Gaura de evacuare a lichidului de răcire este așezată în partea din faţă a sculei, împingând așchiile inapoi.
Notă: Se cere utilizarea port-sculei PM08B pentru capetele PM20, PM25 și PM30.

5/30/2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Codificare 2. Codificarea capetelor așchietoare
PM50 = Soluţie standard concepută pentru alezarea găurilor străpunse.Gaura de evacuare a lichidului de răcire este așezată în spatele muchiei așchietoare, împingând așchiile înainte.
PM55 = pentru găuri înfundate. Gaura de evacuare a lichidului de răcire este așezată în partea din faţă a sculei, împingând așchiile inapoi.
PM60 = pentru găuri străpunse. Designul cu canelură anti-orară ajută laîmpingerea înainte a așchiilor.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ 3. Codificarea capetelor cu diametre intermediare
PM50 = Soluţie standard concepută pentru alezarea găurilor străpunse.Gaura de evacuare a lichidului de răcire este așezată în spatele muchiei așchietoare, împingând așchiile înainte.
PM55 = pentru găuri înfundate. Gaura de evacuare a lichidului de răcire este așezată în partea din faţă a sculei, împingând așchiile inapoi.
PM60 = Pentru găuri străpunse. Designul cu canelură anti-orară ajută la împingerea înainte a așchiilor.

5/30/2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™
Bătaia radială
Aplicaţii dinamiceEste recomandată prinderea hidraulică,Shrinkfit sau pensete de precizie tip D.
Aplicaţii staticeUtilizaţi o port-sculă Seco cu autocentrare
Bătaia maximă recomandată
Port-sculele cu autocentrare permit autocentrarea alezorului în
gaura prelucrată.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Cerinţe pentru lichidului de răcirePentru a atinge maximul de viaţă a sculei și a calităţii găurii, se recomandată:� Răcirea prin sculă.� Răcirea externă se poate utiliza la adâncimi de alezare < 2 x D.� Ulei solubil de calitate cu minim 40% ulei mineral.� Pentru oţel inoxidabil se recomandă ulei organic.� Concentraţia minimă 6-8%� Volum minim: 0,5l/min/mm din diametrul sculei. (Ex: Alezor ∅ 10 → Vmin = 5l/min).
Măsurarea diametrului
Calibraţi ceasul micrometrului înainte
de măsurare
Important!Alezoarele Precimaster au pas diferit între dinţi.La măsurarea diametrului, este necesar a avea 2 dinţi opuși la 180°(aceeași orientare a bolţurilor).Se va utiliza ceasul micrometrului și cale calibrate pentru măsurări.

5/30/2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ Alegerea capetelor
Tipul capului de așchiere se alege in funcţie de aplicaţie
și diametru
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ Alegerea capetelor
Tipul capului de așchiere se alege in funcţie de aplicaţie
și diametru

5/30/2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Alegerea geometriei plǎcuței
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Calităţi plǎcuțe
CP20 Acoperită TiNO calitate acoperită potrivită pentru majoritatea materialelor, cu excepţia aluminiului.
H15 NeacoperităO calitate rezistentă a microstructurii pentru toate materialele. Potrivită pentru operaţiuni de alezare fină datorită unei muchii foarte ascuţite.
CF CermetO calitate rezistentă la uzură pentru performanţe optime în oţel.
RX2000 AcoperităCalitate acoperită de mare performanţă pentru toate materialele.
RX1500 Cermet acoperitO calitate acoperită rezistentă la uzură pentru performanţe optime în oţel și fontă.

5/30/2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Custom Design
Prin programul “Seco Custom design” se poate proiectadiametrul alezorul intermediar și port-scula Precimaster.Ușor de folosit: � Se indică dimensiunile ∅
min/max sau sistemul de toleranţe ISO.
� Descrierea capului Precimaster este creată automat.
Custom Design oferă un număr de avantaje:� Nu trebuie asteptată oferta:
Preţul și timpul de livrare suntdisponible imediat.
� Vizualizarea directă a produsului.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Regimuri de așchiere
� Regimul de aṣchiere se alege în funcṭie de clasa materialului piesei, respective clasa ṣi geometria părṭii active a alezorului.
� Se recomandă folosirea unei game reduse de regimuri de așchiere pentru primele treceri. Regimul de așchiere poate fi crescut gradat pentru optimizare.
� La utilizare port-sculelor în consolă mare, se reduce viteza de așchiere la 50-80%.

5/30/2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Probleme și soluții
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Probleme și soluții

5/30/2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precimaster™ - Instrucţiuni de reascuţire
Specificaţii: Disc diamantatMărimea microstructurii:D6 Pentru primul unghi de degajare (β1−β3)D64 Pentru al doilea unghi de degajare (β2)
� Reascuţirea reduce diametrul alezorului� Reacoperirea poate duce la mărirea diametrului� Mărimea teṣirii max. 10 µm
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare Precimaster - găuri de trecere, gama lungă, corp din carbură
Alezoare Precimaster - găuri înfundate, gama lungă, corp din carbură

5/30/2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete amovibile pentru Precimaster - Capete pentru găuri străpunse și găuri înfundate ∅∅∅∅ 3,75 la 10
Capete amovibile pentru Precimaster - Capete pentru găuri înfundate ∅∅∅∅ 10 la 38
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™ - Setare ușoară și economie maximă cu alezoarele Seco Precifix™
Ușor de manevrat:�Un singur șurub pentru ajustare�Sistem puternic de prindere
Gama:� ∅ 12–60 mm� 2–10 x D
Economic:�Lame amovibile cu patru tăișuri(opt muchii de la ∅ 32 mm)�Cap cu sistem modular,aceleași port-scule ca la Precimaster�Sistem de răcire modular(potrivit pentru găuri înfundate sau străpunse)
Acurateţe:�IT 6�Sistem stabil de prindere

5/30/2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™ - Codificǎrii
�Dacă nu se specifică altceva, alezoarele Precifix sunt create pentru a realiza un diametru în mijlocul toleranţei cerute.
�Alezoarele standard sunt create pentru a realiza un diametru îm mijlocul toleranţei H6.
Codificare - Cozi
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™ Codificare - Capete interschimbabile
Codificare - Capete cu diametre intermediare

5/30/2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™
Codificare - Plăcuţe
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™Bătaia radială:Aplicaţii dinamice� Bătăia radială acceptată 0,02 mm.� Se recomandă o prindere hidraulică sau pensete de precizie (Shrinkfit este o
alternativă).Aplicaţii statice: � Utilizaţi o port-sculă Seco cu autocentrare
� Se recomandă răcirea prin interiorul sculei. Se poate utiliza răcire externă pentru adâncimea alezajului < 2 x D.
� Ulei solubil de calitate, cu minim 40% ulei mineral. Pentru oţel inoxidabil se recomandă ulei organic.
� Concentraţia minimă 6–8%.� Filtrare 30–50 µm.� Volum min 0,5 l/min/mm în diameterul
sculei. (Ex: Alezor ∅ 10, Vmin = 5l/min).

5/30/2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™ - Lame/Calităţi plǎcuțe
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™ - Regimuri de așchiere
� Utilizaţi tabelul de recomandări pentru regimuri de așchiere și lamele, pentru alegerea vitezie de aschiere și a avansului.
� Adaosul de prelucrare se găsește în tabel.� În cazul unor aplicaţii noi de alezare, se recomandă utilizarea de regimuri reduse
de așchiere pentru primele treceri.� Regimurile de așchiere vor fi crescute gradat pentru optimizare.

5/30/2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Precifix™ - Probleme și soluții
� Pot apare aceleași probleme ca și pentru Precimaster, la care se pot adǎuga:
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată - Codificare
� Dacă nu este specificat altfel, alezoarele sunt proiectate pentru a genera diametre inmijlocul câmpului de toleranţă cerut H6.

5/30/2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare - Codificare lamele
Important: Alezorul şi lama trebuie să aibă aceeaşi geometrie conducătoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată

5/30/2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Geometria frontală - EN1
Geometria frontală - EN2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Finisare extremă a suprafeţei - EN3
Dispozitiv de reglare
Se va utiliza cand Ra
trebuie să fie < 0,3–0,4 μm.

5/30/2013
23
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată - Date de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată - Date de aşchiere
*Grupa 20 şi 21: Se recomandă patine din carbură (patinele standard sunt din cermet).*Grupa 22: Este obligatorie utilizare patinelor din carbură.

5/30/2013
24
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alte date de aşchiere - Alezoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alte date de aşchiere - Alezoare

5/30/2013
25
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Probleme si soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Probleme si soluţii

5/30/2013
26
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Probleme si soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Probleme si soluţii

5/30/2013
27
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Probleme si soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Răcirea� Pentru a obţine performanţe maxime se recomandă utilizarea răcirii interne.
� La prelucrarea oţelului, aluminiului şi fontei se utilizează apă + uleiuri solubile cu o concentraţie de min 40% ulei mineral
� Lichidul de aşchiere va avea o concentraţie de min. 6-8%
� Filtrarea: 30 – 50 µm
� Cantitate: min. 0,5 l/min/mm de diametru(Ex. Pentru un alezor Ф10, cantitatea minimă: 5 l/min)
Reglaj: deviaţia max. 0,02 mm
Fixare: mandrină hidraulică sau bucşă elastică de precizie

5/30/2013
28
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezoare cu plăcuţe amovibile din carbură metalică sinterizată
Scule de alezare – Degroşare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
• Cu un tăiş– Găuri ȋnfundate
• Tăiş dublu– Găuri strapunse– Găuri ȋnfundate scurte
• Alezare ȋn trepte– Găuri străpunse
Alezare

5/30/2013
29
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare cu un tăiş
• Un singur tăiş de aşchiere
• Prima opţiune pt găuri
ȋnfundate
• Şanse mici de vibraţii
• Scule lungi
• Putere mică
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare cu scule cu tăiş multiplu
• 2-3 tăişuri
• Rata de penetrare maximă
• Condiţii stabile
• Găuri ȋnfundate scurte

5/30/2013
30
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare ȋn trepte
• 1 tăiş de lucru efectiv
• Se obţine diametrul maxim ȋntr-o trecere
• Decalaţi plăcuţele pentru reducerea vibraţiilor
• Putere mică
• Soluţie optimă pentru găuri decalate
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare de degroşare:casete cu 0°(90°) sau –1º (91°)
-1°
0°
0°
• Prima opţiune ȋn aplicaţii generale
• Prima opţiune pentru adaptoare antivibraţii
• Tendinţă scazută la vibraţii
• Singura soluţie pentru alezare ȋn trepte
• Generează inele la ieşire

5/30/2013
31
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare de degroşare:casete cu 6°(84°) sau 15º (75°)
15°
6°
15°
• Singura soluţie ȋn pachete de materiale
• Prima opţiune ȋn ȋndepărtarea crustei de tăiere cu flacară sau a cojilor dure
• Tendinţămai ridicată de vibrare
• Ieşire (explozie) redusă ȋn fontă
• Avansuri mai mari ca la 0º
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare de finisare

5/30/2013
32
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Mecanismul alezării de finisare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Alezare de finisare
• Cartuş 92° - prima alegere ȋn aplicatii generale
• Alegeţi pentru ȋnceput o rază de 0,4 mm
• Adaosul de finisare pe rază: 0,18 - 0,25 mm
• Avans de pornire – 0.15 mm
• Cartuş 75° - folositi ȋn găuri intersectate, fontă şi găuri străpunse.

5/30/2013
33
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB – Tipuri constructive

5/30/2013
34
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB – Tipuri constructive
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB – Tipuri constructive

5/30/2013
35
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB – Tipuri constructive
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB – Tipuri constructive

5/30/2013
36
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat de degroșare EPB
Mărirea rapidă și sigură a găurilor ∅∅∅∅ 18 - 205 mm

5/30/2013
37
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat de degroșare EPB
Înaltă productivitate� Construcţie solidă cu muchii de tăiere gemene pentru îndepărtarea rapidă a
materialului: port-plăcuţe axiale sau radiale blocate de un șurub central unic.� O gamă mare de plăcuţe pentru toate tipurile de materiale� Unghiuri de atac de 90°și 80°pentru port-plăcuţe.� Lichidul de racire direcţionat direct către plăcuţe.
Precizia geometrică a găurii� Se poate atinge o geometrie precisă a găurii pornind de la găuri turnate, tăiate
cu flacără sau prelucrate.� Instabilitate minimă mulţumită conceptului simetric
� Instalare ușoară� Simultană sau independentă a port-plăcuţelor cu sintemul integrat de cuplare� Setări simetrice sau decalate sunt posibile� Asamblare sau interscimbare ușoară a portplăcuţelor (doar un singur șurub de
prindere)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPBPosibilitati tehnologice

5/30/2013
38
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPB – Caracteristici tehnice
8 capete de alezat pentru găuri ∅∅∅∅ 18 la 205 mmUn ansamblu de degroșare este compus din 1 corp (cap) și 2 port-plăcuţe.
Este posibilă reglarea simultană sau independentă a port-plăcuţelor:Reglarea simultană a mecanismului de cuplare a port-plăcuţelor (nu există mecanism de cuplare în capetele mici ∅ 18 to 24 mm).Fiecare șurub de reglaj mută simultan ambele port-plăcuţe (sunt angrenate).Reglarea diametrului este posibilă fără presetare (1 increment = 0,1 mm în diametru).Este posibil și reglajul independent: decuplaţi mecanismul de angrenare și fiecare șurub de reglare va acţiona doar port-plăcuţa corespondentă.
Alezare simetrică:Alezare simetrică înseamnă că ambele muchii de tăiere au același diametru: Sunt necesare două port-plăcuţe standard tip A identice (cu același unghi de atac).Alezare asimetrică:Alezare asimetrică înseamnă că o muchie de tăiere este decalată ca și operaţie de așchiere la un diametru mai mic decât a doua muchie reglată la diametrul de executat. Sunt necesare o port-plăcuţă standard tip A și o port-plăcuţă extinsă tip B, pentru a obţine decalarea axială (+) dorită.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPB – Caracteristici tehnice

5/30/2013
39
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPB – Caracteristici tehnice
Port-plăcuţe cu unghiul de atac de 90°sau 80°� Port-plăcuţele A75…CC… și A75…CP… au unghiul de atac de 90°pentru plăcuţe
rombice: sunt potrivite pentru găuri înfundate și necesită cuplu mic al arborelui.� Port-plăcuţele A75…SC… au unghiul de atac de 80°pentru plăcuţe pătrate: sunt
potrivite pentru găuri străpunse și prelucrări grele.� Orientarea unghiurilor de așchiere conform ISO.
Port-plăcuţe tip CC, Cp, SC sau CN� Port-plăcuţele A750...CC..., A750...CP... si A750...SC... au
unghiul de degajare 0°(γ=0°) și 0°unghiul de înclinare (λ=0°).� Port-plăcuţele A750...CN... au unghiul de degajare -6°(γ) și
unghiul de inclinare -6°(λ), pentru a permite utilizarea plăcuţelor ’negative’ CNMM și particular a plăcuţelor CNMG cu 4 muchii de așchiere. În acest caz, este important să se aleagă plăcuţele CN recomandate și să se respecte regimurile de așchiere recomandate. Folosirea altor plăcuţe, ex. cu unghiul de tăiere diferit, și/sau a altor regimuri de așchiere poate duce la deteriorarea utilajului și/sau a semifabricatului.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPB – Codificare, capete de degroșare

5/30/2013
40
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPB - Instrucţiuni
Procedura de reglare a diametruluiReglarea diametrului la alezarea simetrică (A+A)
� Pentru alezarea simetrică este nevoie de două port-plăcuţe identice tip A (cu același unghi de atac) (Fig. 1).
� Poziţionarea simetrică a port-plăcuţelor se obţine prin utilizarea mecanismului de cuplare integrat al capului: reglarea simultană a port-plăcuţelor este posibilă din ambele părţi ale capului de alezat, utilizând oricare dintre cele două șuruburi de reglare gradate (Fig. 2).
� Atenţie, nu există mecanism de cuplare în capetele mici ∅ 18 la 24 mm (A750 00).
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capetele de alezat EPB – Instrucţiuni
�Capetele de alezare sunt livrate cu șuruburile de reglare poziţionatesimetric și cu mecanismul de cuplare angrenat, pentru reglare simultană.
�Rata avansului este egală cu avansul recomandat pe dinte înmulţit cu doi (două muchii de tăiere pe același diametru).
�Se poate utiliza un calibru spion pentru măsurarea reglării diametruluidacă un dispozitiv de presetare nu este disponibil.
�Ṣuruburile de reglare graduală permit reglarea suplimentară a diametrului direct pe mașină (1 increment = 0,1 mm diametru).
�Pentru reglări individuale ale port-plăcuţelor, mecanismul de cuplare poate fi decuplat

5/30/2013
41
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Reglarea diametrului la alezarea asimetrică (B+A)
În cazuri speciale, alezarea asimetrică se potrivește mai bine decât cea simetrică:� Atunci când poziţionarea simetrică nu permite
realizarea adâncimii de așchiere.� Putere mică a mașinii: trecerea la alezare asimetrică
reduce consumul de putere.� Se poate efectua degroșare și finisare în același
timp: la alezarea găurilor străpunse scurte, este posibilă combinarea de plăcuţă de degroșare cu plăcuţă de finisare pentru executarea ambeloroperaţii în același timp.
Obs. Obţinerea avansului axial (E) al diametrului mic se face prin înlocuirea unei port-plăcuţe de tip A cu o port-plăcuţă extinsă tip B (cu un marcaj distinct la faţa posterioară) cu același unghi de atac (Fig. 3).
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Rata avansului este egală cu avansul recomandat pe dinte.
Avansul la alezarea asimetrică este impus de port-plăcuţa tip B și este arătat în tabel.

5/30/2013
42
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Înainte de a regla individual diametrele port-plăcuţelor, mecanismul de culpare trebuie decuplat, slăbind șurubul de blocare (7) cu o tură (utilizând o cheie Torxplus) ţinând în același timppe loc șurubul de reglare (6) (Fig. 4).
Se poate efectua reglajul individual, șuruburile de reglaj (5) și (6) contolând fiecare mișcarea port-plăcuţei corespundente (Fig. 5).
Port-scula extinsă (cu marcajul frontal) trebuie reglată la diametrul de alezare minus jumătatedin adâncimea de tăiere (ap/2). A doua port-sculă trebuie reglată la diametrul de alezat.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Revenirea de la port-plăcuţă asimetrică la cea simetrică
Pentru a reveni de la poziţia asimetrică la cea simetrică prin re-angrenarea mecanismului de cuplare, trebuie ales între două metode:
1. utilizarea unui preseter și două port-plăcuţe identice cu plăcuţe montate.
2. utilizarea unui dispozitiv de reglare pentru resetarea mecanismului de cuplare (fără montarea port-plăcuţelor).

5/30/2013
43
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Revenirea de la port-plăcuţă asimetrică la cea simetrică
După reglare, se blochează mecanismul de cuplare prin strângerea șurubului de blocare(7) (utilizând o cheie Torx-plus) și tinând pepoziţie șurubul de reglare (6).(conform datelor din tabel).
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Condiţii de prelucrare recomandate
Puterea la arbore:
Având in vedere că degroșarea necesită putere mare, se recomandă sǎ se verfice dacǎ mașina este potrivită. Alezarea asimetrică este o soluţie pentru reducerea necesarului de putere, avansul fiind divizat la 2 (pentru aceeași adâncime de tăiere), comparativ cu cea simetrică.
Performanţe optime se obţin cu răcire internă (regimuri de așchiere mari, finisare superioară a suprafeţei, evacuare mai bună a așchiilor, viaţă mai lungă a plăcuţei).

5/30/2013
44
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Notă: Vitezele maxime sunt legate de designul mecanic și calitatea echilibrării. Vitezele între aceste limite trebuie alese în funcţie de condiţiile de prelucrare, de ex. materialul semifabricatului, lungimea muchiei de tăiere (plăcuţă), lungimea sculei, arborele mașinii. La viteze de la 8000 RPM și peste, traversa de alezat și extensia/reducţiatrebuie să fie foarte bine echilibrate.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB – Probleme si soluţii

5/30/2013
45
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare

5/30/2013
46
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete EPB de alezare fină, tip radial
Precizia� Reglare micrometrică (2,5µm diametru): se poate obţine o precizie a diametrului
găurii de până la IT5.� Port-plăcuţa în contact cu corpul capului garantează rigiditatea muchiei de tăiere:
control total asupra geometriei găurii, preciziei și finisării suprafeţei (Ra 0.6 posibilă).
Eficienţa costurilor� Pentru turaţii mici și medii, sunt potrivite capetele fără mecanism de echilibrare.� Toate capetele folosesc doar trei dimensiuni de plăcuţe.
Ușor de utilizat� Inelele de echilibrare Libraflex®, cu reglare directă, fără tabel de valori.� Sunt disponibile și port-scule pentru șanfrenare și alezare interioară.� Canale de răcire interioare spre plăcuţe
Productivitate� Viteze de aschiere de până la 1500 m/min cu capetele echilibrate’Libraflex®.
Fiabilitate� Port-plăcuţa în contact cu corpul capului garantează protecţia reglării mecanismului.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare fină EPB, tip radial
Gama de dimensiuni,geometrie

5/30/2013
47
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare fină EPB, tip radial
Gama de dimensiuni,geometrie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare fină EPB, tip radial - Caracteristici� Un cap de alezare fină este un ansamblu compus
dintr-un corp și o plăcuţă.
Pre-echilibrate pentru reglarea mediană a diametrului.
Reglare micrometrică� Port-plăcuţă cu mecanism de reglare cu șurub de reglare micrometric � (1 increment = 0,01 mm în diametru) și un vernier (cu rezoluţia de 2,5 µm în
diametru).� Precizia mecanismului garantează repetabilitatea acurateţii .� Orientarea unghiulară a muchiilor de tăiere.� Cu lichid de răcire prin interior, direcţionat către muchiile de tăiere.
Capete tip A780xx
9 capete de alezare de precizie pentru alezare fină ∅ 15 la 205 mm, utilizând port-plăcuţe montate radial.

5/30/2013
48
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare fină EPB, tip radial - Caracteristici
Capete tip A790xx
5 capete de alezare ‘Libraflex®’ pentru alezare fină∅ 30 la 115 mm, pentru viteze mari(până la 1500 m/min), cu port-plăcuţe
� Echilibrarea reduce efortul în arbore, optimizareaparametrilor de așchiere, prelucrabilitate mai
� bună atinsă chiar la viteze convenţionale.� Echilibrarea este realizată prin reglarea celor două
inele gradate conform cu diametrul de alezat.� Nu necesită tabel de valori.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare fină EPB, tip radial - Port-plăcuţe
Gama largă de port-plăcuţe pentru alezare fină, șanfrenare și alezare interioară este potrivită cu amblele capete de alezare A780xx și A790xx, de tip radial.
Port-plăcuţe pentru alezaj fin
Tip 782: unghi de atac 90°pentru plăcuţe WBTip 724: unghi de atac 90°pentru plăcuţe TCTip 725: unghi de atac 90°pentru plăcuţe CCTip 726: unghi de atac 95°pentru plăcuţe CC
Notă: Unghi de atac 95°al port-plăcuţei se utilizeazăpentru a evita contactul feţei la alezarea peste un umăr.
Port-plăcuţe pentru șanfrenare, ∅ 23 la 160 mmTip 729: disponibil cu unghi de atac 15°, 30°sau 45°pentru plăcuţe CC.Se poate obţine echilibrarea Libraflex® la utilizarea port-plăcuţelor pentru șanfrenat.

5/30/2013
49
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare fină EPB, tip radial - Port-plăcuţe
Port-plăcuţe pentru alezare interioară, ∅ 26,5 la 164 mm
� Tip A789: unghi de atac 90°pentru plăcuţe WB și CC.
� Nu se poate obţine echilibrarea Libraflex® la utilizarea acestor port-plăcuţe. În acest caz, cea mai mare echilibrare se obţine atunci când ambele inele de echilibrare sunt reglate la cea mai mare gradaţie.
� Diametrul minin al găurii de acces D1:
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB, tip Bridge bar
� Alezare de degroșare sau finisare: ∅ 204 la 2155 mm
Avantaje:� Designul solid asigură o rigiditate excelentă, care ajută la exploatarea puterii mașinii și a calităţii găurii (IT5; Ra 0,6).
� O mai mare calitate a găurii comparativ cu frezarea prin interpolare; timp scurt de prelucrare și încărcare mică a arborelui.
� Capete de alezat cu greutate minimă pentru turaţii mari.� Pentru toate diametrele 204 la 21500 mm. Diametrele mari (654 la 2155 mm) se� obţin prin montarea unor mici Bridge bar în Jumbo Bridge bar cu greutate mică.� Concept modular: capete interschimbabile pentru degroșare, finisare,
contragreutate sau Graflex®� Sunt posibile alezări exterioare și interioare largi.� Asamblare și ajustare ușoară a capetelor folosind un mecanism de ghidare.� La degroșare este posibilă atât alezare simetrică, cât și cea asimetrică.� Reglare micrometrică la partea cu capetele de alezare fină, pentru un acces ușor.� Poziţii unghiulare ale Bridge bar la fiecare 30°în port-sculă, pentru optimizarea
depozitării.� Răcire internă

5/30/2013
50
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB, tip Bridge bar
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Capete de alezare EPB,tip Bridge bar

5/30/2013
51
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Plăcuţe amovibile pentru alezare
� Plăcuţele pentru degroșare au o mare rezilienţă pentru a îndepărta mai mult material și au geometrie pozitivă pentru reducerea cuplului necesar la arbore.
� Plăcuţele pentru finisare au geometri pozitive, muchii ascuţite și rezistente la uzură pentru controlul exact al toleranţei, geometriei și finisării suprafeţei găurii.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare

5/30/2013
52
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Plăcuţe amovibile pentru alezare –Recomandǎri pentru calitǎțile plǎcuțelor - exemplificare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Plăcuţe amovibile pentru alezare –Plǎcuțe recomandate pentru degroșare - exemplificare

5/30/2013
53
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Vitezele de așchiere recomandate pentru alezare (în funcţie de materialul semifabricatului și de calitatea plăcuţei)- exemplificare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Prelucrarea alezajelor - Toleranţe standard ISO pentru alezaj și arborePoziţia toleranţei axului este scrisă cu litere miciPoziţia toleranţa găurii este scrisă cu MAJUSCULE

5/30/2013
54
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Alezoare
Prelucrarea alezajelor -Toleranţe geometrice

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Găurire – Gama de burghie
1 – Burghie convenţionale;
2 – Burghie în treptesau cu teşire;
3 – Scule speciale
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
� Burghie din carbură solidă� Burghie cu plăcuţă amovibilă� Burghie cu plăcuţe amovibile
Alegerea corectă a metodei de prelucrare a găurii
influenţează substanţial costurile

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Elementele care influenţează alegerea
Gaura ce urmeazăa fi prelucrată
1
2 3
4
(5)
� Uzual sunt patru elemente care trebuiesc luate ȋn considerare pentru a determina soluţia cea mai bună. � Un al 5-lea element poate fi mărimea lotului de piese, care influenţează universalitatea sculei
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
1. Definirea diametrului şi lungimii găurii, precum şi a calităţii cerute
2. Definirea materialului piesei şi a condiţiilor de prelucrare
Selectarea burghiului
3. Selectarea tipului de burghiu
4. Alegerea geometriei burghiului şi a plăcuţei
5. Selectarea cozii 6. Definirea valorilor de ȋnceput pentru parametrii de aşchiere

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Trepanning
5xD
10xD
DcT-Max U
15xD
~ 40xD
CoroDrill® Delta-C
Gun drill
L/Dc
CoroDrill® 880
Coromant Delta®
CoroDrill® 805
10 20 30 40 50 60 70 80 110
Tipuri principale de burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Tipuri principale de burghie
Trepanning
5xD
10xD
T-Max UDelta-C
(IT 8-9)
Delta-C Coromant-U
Delta
Pre-setting
for closer
tolerance

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
CoroDrill® 880 • Burghiul cu plăcuţă CoroDrill 880, poate fi considerat ca primă alegere pentru reducerea costului / găură. Este o sculă universală.
• Burghiul din carbură solidă CoroDrillDelta-C, este prima alegere pentru diametre mici şi toleranţe restrânse
• Burghiul Coromant Delta este o alternativă la CoroDrill Delta-C pentru diametre mari şi stabilitate redusă
CoroDrill® Delta-C
Coromant Delta®
Diametrul şi lungimea găuriiBurghie pentru găuri scurte
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
� Burghiul cu plăcuţe CoroDrill 805, este corespondentul burghielor scurte.
� Burghiul CoroDrill Delta-C, este poate fi utilizat până la aprox. 15xD
� Burghie pentru găuri de diametru mic şi lungime mare. Sunt disponibile ȋn 2 variante:
� Burghie cu un singur tăiş utilizate pentru prelucrarea majorităţii materialelor uzuale;� Burghie cu două tăişuri pentru avansuri mari ȋn material care dau aşchii scurte (ex. fontă);l
Aceste burghie necesită presiuni ȋnalte pentru lichidul de aşchiere
Diametrul şi lungimea găuriiBurghie pentru găuri adânci prelucrate pe maşini convenţionale
CoroDrill®
805
CoroDrill®
Delta-C
Single lip
Gun drills
Twin lip

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie din carbură solidăProductivitate ridicată - Cost redus pe gaură
– Combinaţie de carbură, acoperită, geometrie avansată
– Avans pe rotaţie ridicat - până la 0,70 mm/rot.
– Viteză de aşchiere ridicată - până la 220 m/min.
– Durată de viaţă lungă pentru burghiu
• Pentru aplicaţii cu stabilitate mare
• Găuri cu toleranţă ridicată
• Pentru toate materialele
Siguranţa aplicaţiei
– Carbură cu tenacitate ridicată
– Acoperire antifricţiune
– Geometrie autocentrantă
Gamă
– 3 x D, 5 x D and 7 x D
– Diametru Ф 3 – 20 mm
– Geometria M pentru Superaliaje
– Geometria T pentru aliaje ale titanului şi aluminiului
– Burghie de şamfrenare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie din carbură solidă CoroDrill Delta-C
– Geometrie şi clase pentru orice material, inclusiv materiale dure
pâna la 60 HRC
– Disponibile în gama de diametre: Ф0.30- Ф20 mm.
CoroDrill Delta-C R850 - geometrie
optimizată pentru prelucrarea Al şi a
aliajelor de Al (cu un conţinut < 12% Si)
Aşchia de ȋnceput (la intrarea ȋn
aşchiere) este ȋntotdeauna lungă
şi nu crează nici o problemă.

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie din carbură solidă
ReglajBătaia radială totală a burghiului:< 0,04 mm – pentru burghiele cu coadă de prindere Whistle Notch. < 0,02 mm – pentru burghiele cu coadă cilindrică.
Timp de viaţă sculăBurghiele nu trebuiesc folosite după ce uzura pe flanc este mai marede 0,1–0,3 mm măsuraţi în punctul de maxim.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie din carbură solidă, codificare
Pentru răcire externă lipseşte

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghiu din carbură solidă – exemplu de prezentare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghiu din carbură solidă pentru șamfrenare

5/30/2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghiul din carbură solidă M şi T
�Scula perfectă pentru găurirea materialelor refractare şi a superaliajelor.�Pentru productivitate ridicată şi timp de viaţă lung pentru sculă.
Geometria M
dezvoltată special pentru găurirea superaliajelor,oţel inoxidabil duplex şi oţel durificat prin orice metodă
Diametrul Adâncimea de găurire
Exemplu: SD205A-11.3-56-12R1-M
Tip burghiu Răcire internă/ Diametrul Tipul cozii deexternă cozii prindere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghiul din carbură solidă M şi T
Geometria T este destinată găuririi titanului, aliajelor de titan şi aluminiului.Burghiul neacoperit T are geometria cea mai ascuţită (dintre burghiele dincarbură solidă), cu aşchiere uşoară,.Este proiectat pentru a reduce bavura la ieşire şi a minimiza tensiunilereziduale în semifabricat. Geometria T poate fi comandată ca produs semistandard.

5/30/2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghiul din carbură solidă M şi T
Calitatea găurii în superaliajeGeometria pentru aşchiere uşoară conferă burghiului posibilitatea prelucrării cu productivitate ridicată şi timp de viaţă lung pentru sculă. Geometria M dispune de o muchie ascuţită, pozitivă şi puternică, producând găuri de o foarte bună calitate, ceea ce conduce la mai puţine deformaţii,durificări ale semifabricatului, bavuri la ieşirea burghiului şi tensiuni reziduale.
Diametrul Adâncimea de găurire
Exemplu: SD203A-10.1-31-12R1-T
Tip burghiu Răcire internă/ Diametrul Tipul cozii deexternă cozii prindere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Modul de șamfrenare

5/30/2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Instrucţiuni pentru
montajul modulului
de şamfrenare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere SD203,SD203A şi SD205A
Recomandarea de început este marcată prin îngroşare.
Reduceţi valorile în cazul în care aplicaţia este instabilă, duritatea este ridicată sau lichidul
de răcire are presiunea scăzută în combinaţie cu prelucrarea de găuri adânci (>3xD).

5/30/2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere pentru superaliaje
Recomadările sunt valabile numai pentru burghiele din carbură solidă cu geometria -M şi pentru burghiele cu geometrie pentru titan -T.
Geometria -T este prima alegere atunci când se găureşte în aliaje ale titanului.
Este necesară utilizarea răcirii interne.
Dacă este utilizată răcirea externă atunci viteza de aşchiere trebuie redusă cu 15% şi adâncimea maximă de aşchiere trebuie să fie de 1 x D
1. Prelucrabilitatea materialului de prelucrat exprimată în procente este indicată întabelele.
2. Valorile de început pentru avans sunt marcate prin îngroşare.

5/30/2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere pentru superaliaje
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere pentru superaliaje

5/30/2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Valorile ce indică puterea netă consumată sunt valori de bază şi pot să varieze cu regimul de prelucrare, material şi uzura sculei.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Valorile indicate pentru de forţa de avans sunt valori de bază şi pot să varieze cu regimul de prelucrare, material şi uzura sculei.

5/30/2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
� Presiunea minimă recomandată a lichidului de răcire 10 bar cu < 3 x D.� Presiunea minimă recomandată a lichidului de răcire 20 bar cu > 3 x D.� Presiunea minimă recomandată a lichidului de răcire 40 bar cu > 5 x D.
Răcirea internă îmbunătăţeşte evacuarea aşchiilor, ungerea carburiişi răcirea.
Amestecul recomandat de emulsie este 6–8%.
Atunci când se găureşte în oţel înalt aliat şi oţel inoxidabil se recomandă un amestec de emulsie de >10%.
Când se utilizează răcirea externă, jetul trebuie direcţionat în gaură, nupeste gaură.
Răcirea externă este recomandată numai în cazul găurilor cu adâncime mai mică decât 3xD.

5/30/2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii

5/30/2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii

5/30/2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii

5/30/2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii

5/30/2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme ȋn aşchiere / Soluţii

5/30/2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Instrucţiuni privind reascuţirea pentru SD203, SD203A, SD205A şi SD207A
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Uzura maximă admisibilă a flancului ȋnainte de reascuţire este de 0,1–0,3 mm măsuraţi ȋn punctul de maxim

5/30/2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Instrucţiuni privind reascuţirea burghielor pentru şamfrenare
Instrucţiunile pentru reascuţire sunt identice cu cele pentruSD203, SD203A, SD205A şi SD207A cu excepţia şamfrenului.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
23
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţă amovibilă - Sistemul Seco CrownLoc
�Economicitate:– Fără costuri pentru reascuţire– Productivitate înaltă
�Flexibilitate:– Geometrii pentru diverse materiale de semifabricate– O serie de diametre de vârf pentru fiecare corp de burghiu
�Siguranţa aplicaţiei:– Fără reascuţire– O nouă coroană cu fiecare înlocuire
�Gama extinsă– Ø 10,00 – 25,99
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Sistemul Seco CrownLoc

5/30/2013
24
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Geometrie P– Geometria universală, prima alegere pentrugăurirea oţelului
Geometria M– Prima alegere pentru găurire în oţel inoxidabil, oţel cu duritate şi superaliaje
Geometria K– Prima alegere pentru găurire fontei
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Exemplu de codificare
Diametrul minim / maxim al coroanei
Exemplu: SD103-15.00/15.99-25-16-R7 Tipul cozii
Tip burghiu Adâncimea Diametrul cozii de(3xD) de găurire prindere

5/30/2013
25
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Coroane Selectaţi geometria; P=oţel, M=oţel inoxidabil, K=fontă.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Modul de șamfrenare

5/30/2013
26
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Instrucţiuni de montaj/plasare modul şamfrenare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
27
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Modul de șamfrenare

5/30/2013
28
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
CrownLoc©
Forme speciale
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
CrownLoc©
Burghie speciale

5/30/2013
29
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
30
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Coroane speciale
A1. Diametru unic B1. Unghi dublu
Diametru de găurire, Dc = 12.00–19.99
Geometrie: P, M, K
Colţ: Standard, şamfren, rază
V: 100–150°(standard = 140°)

5/30/2013
31
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Coroane speciale
B2. Lamaj B3. Diametru dublu
Diametru de găurire, Dc = 12.00–19.99
Geometrie: P, M, K
Colţ: Standard, şamfren, rază
V: 100–150°(standard = 140°)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere pentru SD101, SD103 şi SD105
Recomandarea de început estemarcată prin îngroşare.
*Atunci când se găureşte în oţeluri cu
tenacitate ridicată şi oţeluri
inoxidabile cu burghie 5xD
(SD105), este posibil să fie necesară
reducerea avansul la intrare pentru a
obţine o centrare mai bună.

5/30/2013
32
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Date de aşchiere pentru CrownLoc 7xD
Recomandarea de început estemarcată prin îngroşare.
� Se va utiliza un avans la intrare de
50% din recomandare pentru
primii 5 mm.
� Sau se va utiliza un burghiu de
centrare SD101l.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
CrownLoc® – Regimuri de prelucrare
� Debitul de lichid de răcire recomandat Dx1 l/min.� Debitul minim D/2 l/min. D = Diametru burghiu.
�Presiunea minimă recomandată a lichidului de răcire 10 bar cu < 3 x D.�Presiunea minimă recomandată a lichidului de răcire 20 bar cu > 3 x D.�Presiunea minimă recomandată a lichidului de răcire 40 bar cu > 5 x D.
Amestec lichid de răcireAmestecul recomandat de emulsie este 6–8%. Atunci când găuriţi în oţel inoxidabil şi oţel cu duritate mare este recomandat un amestec de emulsie de răcire de 10%
*Atunci când prelucraţi în oţeluri cuconţinut scăzut de carbon sauîn oţel inoxidabil, pot să apară deteriorări ale suprafeţei şi toleranţeigăurii.Utilizaţi burghiul cel mai scurt posibil
pentru a obţine o calitate maximă
a găurii.

5/30/2013
33
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
CrownLoc® – Date de aşchiere pentru superaliajeRecomadările sunt valabile doar pentru geometria M.1. Prelucrabilitatea materialului de prelucrat exprimată în procente este indicată în tabelele.2. Verificaţi recomandarea privind viteza de aşchiere raportat la prelucrabilitatea materialului.Valorile de început sunt marcate prin îngoşare şi sunt date pentru fiecare diametru.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Debitul de lichid de răcire recomandatDx1 [l/min]
Debitul minim D/2 [l/min]
D = Diametru burghiu
Presiunea minimă recomandată a lichidului de răcire
10 bar cu < 3 x D
Presiunea minimă recomandată a lichidului de răcire
20 bar cu > 3 x D
Amestec lichid de răcireAtunci când găuriţi în oţel inoxidabil şi oţel cu duritate mare este recomandat un amestec de emulsie de răcire de 10%

5/30/2013
34
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
CrownLoc® – Recomadări privind prelucrarea
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii

5/30/2013
35
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii

5/30/2013
36
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii

5/30/2013
37
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Se folosesc, în special, la prelucrarea fontei (productivitatea aşchierii poate creşte de
până la două ori) la burghierea materialelor plastice, sintetice, a oţelurilor dure.
Burghie brazate cu vârful din carbură - Geometrie
Timp de viaţă sculă
Burghiele nu trebuiesc folosite după ce uzura
pe flanc este mai mare de 0,2–0,4 mm
măsuraţi în punctul de maxim.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie brazate cu vârful din carbură - Codificare

5/30/2013
38
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Regim de aşchiere – Burghie brazate SD30, SD35Prelucrarea găurilor adânci (>3xD) în oţel inoxidabil cu burghie SD35 nu este recomandată.Reduceţi valorile în cazul în care aplicaţia este instabilă, duritatea este ridicată sau lichidul de răcire are presiunea scăzută în combinaţie cu prelucrarea de găuri adânci (>3xD).
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
39
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii

5/30/2013
40
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii

5/30/2013
41
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie brazate
Instrucţiuni privind
reascuţirea
Uzura maximă admisibilă a flancului înainte de reascuţire este de0,2–0,4 mm măsuraţi în punctul de maxim.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie brazate
Instrucţiuni privind
reascuţirea

5/30/2013
42
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie brazate
Instrucţiuni privind
reascuţirea
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie brazate
Instrucţiuni privind
reascuţirea
• Muchiile aşchietoare trebuie să fie uniforme şi
să aibă pregătireamuchiei de aceeaşi
mărime.
• Pregătirea muchiei aşchietoare trebuie aplicată pe întreaga lungime a muchiei
aşchietoare.

5/30/2013
43
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură fixat mecanic
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile
Productivitate– plăcuţe pătrate puternice– 4 muchii tăietoare/plăcuţă amovibilă– stabilitate ridicată a corpului burghiului– geometrie wiper (avansuri mari şi finisare)Siguranţa aplicaţiei– evacuarea optimă a aşchiilor– formă optimă a canalelor de evacuare– acoperire antifricţiuneUşor de utilizat– nivel redus de zgomot– vibraţii scăzute– marcare cu laser

5/30/2013
44
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură – Codificarea plăcuţelor
Codificarea plăcuţelor conform ISO 1832• Primele 7 simboluri obligatorii;• Simbolurile 8-11 nu sunt obligatorii;• Ultimele simboluri cuprind datele
producătorului (grupa 12)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură – Selectarea plăcuţelor➔ Pasul 1Definirea materialului de prelucrat

5/30/2013
45
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură – Selectarea plăcuţelor➔ Pasul 2Selectarea condiţiilor de prelucrare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură – Selectarea plăcuţelor➔ Pasul 3Selectarea sculei ȋn acord cu aplicaţia

5/30/2013
46
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură – Selectarea plăcuţelor➔ Pasul 4Alegerea plăcuţei cu geomtrie optimă
- Vor fi luate ȋn considerare condiţiile de prelucrare (pasul 2) şi materialul de prelucrat
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu vârful din carbură – Selectarea plăcuţelor➔ Pasul 5Selectarea datelor de aşchiere ȋn conformitate cu recomandările producătorului

5/30/2013
47
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Codificare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Cozi prindere standard
ISO 9766Alegerea universală se potriveşte înmajoritatea port sculelor de pe piaţă cum ar fi:
• Weldon 1835B• ISO 5414• DIN 69880
Orificiu pentru pătrundere lichid de răcire la spatele burghiului.

5/30/2013
48
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Cozi de prindere -R7 cu două aplatizări
Pentru aplicaţii statice: � O aplatizare suplimentară este adăugată pe coada de prindere pentru flexibilitate în aplicaţii de strunjire. În astfel de aplicaţii axa de simetrie a semifabricatului şi axa de simetrie a burghiului trebuiesc aliniate.�În caz contrar plăcuţa centrală poate fi localizată deasupra axei de simetrie a semifabricatului conducând la performanţe reduse.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Cozi de prindere -R7 cu două aplatizări
Rotind burghiul cu 180 de grade, aplatizarea a doua oferă posibilitatea compensării acestei diferenţe într-un mod simplu şi rapid.Observaţie! În cazul în care un burghiu cu coadă -R7 este folosit în aplicaţii rotative împreună cu o prindere reglabilă Seco, se va utiliza aplatizarea de pe partea cu plăcuţa centrală.În caz contrar, burghiul va fi poziţionat greşit.

5/30/2013
49
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Cozi prindere standard
RS- Seco/ WeldonAceasta este o combinaţie a două cozi convenţionale de ex.
• Weldon 1835B• Whistle Notch DIN 1835E
Orificiu pentru pătrundere lichid de răcire laspatele burghiului.
• Recomandat pentru aplicaţiile rotative• Aplatizarea este la 30 de grade faţă de plăcuţa centrală.
• Coada are un canal ce se potriveşte cu prinderile tip Whistle Notch
Burghie cu cozi de prindere-RSDiametrul pe coada de prindere -RS este mai mic prin comparaţie cu alte cozi de prindere. Aceasta înseamnă că maşinile ce erau limitate din cauzadimensiunii pot acum lucra cu burghie de diametre mai mari.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Cozi prindere standard
R2- ABS 50• O prindere compatibilă ABS 50• Se potriveşte direct în portscule ABS 50• Orificiu pentru răcire internă la capătul cozii burghiului

5/30/2013
50
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Cozi prindere semi-standard
R8- VDI 30 şi VDI 40• coadă de prindere compatibilă VDI• Se potriveşte direct în portscule
– VDI 3425 bl.2– DIN 69880
RG- Graflex• Se potriveşte direct în port scule Graflex şi este blocat prin acţiunea de strângere a două şuruburi cu bilă plasate la 120°unul de celălalt.• Consolă scurtă – rigiditate şi productivitate• Fixare frontală şi pe generatoare – precizie ridicată• Orificiu pentru răcire internă la capătul cozii burghiului
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile – exemplu de prezentare

5/30/2013
51
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Calităţi plăcuţe
• 4 muchii tăietoare pe plăcuţă• Plăcuţe pătrate puternice
Beneficii:• Economicitate• Siguranţă• Performanţă• Cost scăzut pe gaură
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Calităţi plăcuţe
Plăcuţă periferică

5/30/2013
52
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Date de aşchiere - SD502 2 x D, SD503 3 x D
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
• Plăcuţele nu trebuiesc utilizate dacă uzura flancului depăşeşte 0,2–0,4 mm .• Recomandările pentru viteza de aşchiere se bazează pe un timp de viaţă pentru plăcuţa periferică de 7 m de gaură (20–30 min).

5/30/2013
53
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
SD502 2 x D, SD503 3 x D
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
SD502 2 x D, SD503 3 x D

5/30/2013
54
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu plăcuţe amovibile - Date de aşchiere - SD502 2 x D, SD503 3 x D
Burghie cu plăcuţe amovibile - Date de aşchiere - SD504, 4 x D
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Alegerea plăcuţelor amovibile şi a datelor de aşchiere – superaliajeRecomadările sunt valabile numai pentru SD502 (2xD), SD503 (3xD) şi SD54 (2,5xD).� Prelucrabilitatea materialului de prelucrat exprimată în procente este indicată în tabele

5/30/2013
55
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Găurirea materialelor în pachet
Găurirea materialelor în pachet fără spaţii libere între straturi, (max.0,2 mm), poate fi executată cu burghiele SD502 2 x D, SD503 3 x D şi SD54 2,5 x D. Materialul trebuie fixat corespunzător astfel ca să nu cedeze atunci când se trece dintr-un strat în altul.
Geometria plăcuţelor amovibile: Calitatea carburii:
Plăcuţă centrală SPGX-C1 : T400DPlăcuţă periferică: SCGX-P2 : T3000D
Viteza de aşchiere: recomandările pentru calitatea T3000DAvansul/rotaţie: recomandările pentru geometria P2
Atenţie!Discul produs atunci când burghiul străpunge materialul poate fi aruncat cu viteză mare atunci când se foloseşte burghiul ca sculă staţionară (semifabricatul se roteşte). Este foarte important să vă asiguraţi că maşina este pregătită pentru aasigura protecţia operatorului.
� Dacă intervin probleme la trecerea de la un strat la altul, reduceţi avansul/rotaţie cu 30–50%.

5/30/2013
56
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burgierea cu excentricitate
Burghiele cu plăcuţe pot fi dispuse în afara centrului pentru a obţine o gaură mai mică sau mai mare decât a burghiului propriu zis.
Burghiu:Fix
Piesa: rotativă
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
57
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Reglaj
Reglajul diametrului găurii şi recomandări privind montajul
Scula reglabilă este recomandată pentru găuri cuprecizia în clasa de toleranţă IT10 atunci când se utilizează burghieSD502 şi SD503, 3 x D în aplicaţii rotative.
StaţionarLa montarea burghiului se va asigura:1. Paralelismul muchiilor tăietoare cu
ghidajul transversal;2. Coaxialitatea centrul burghiului cuşi centrul semifabricatului.
Pentru a obţine un diametru mai mare, Burghiul se va plasa astfel ca periferia săse îndepărteze de axa semifabricatului.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Reglaj
Reglajul diametrului găurii şi recomandări privind montajul
� Reglarea ȋn orice direcţie influenţază echilibrarea sculei şi poate afecta toleranţa piesei.
�La burghiele fixe, plăcuţa periferică trebuie să fie paralelă cu axa X a maşinii.
�Plăcuţa periferică este localizată pe aceaşi parte şi paralelă cu suprafaţa plată a cozii de prindere ISO
�Poziţia burghiului ȋn mişcare de rotaţie va fi astfel determinată ȋncât să compenseze influenţa diametrului găurii
�Uzual axele X şi Y sunt poziţionate ca ȋn figură

5/30/2013
58
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Reglaj
X +• Reglaj pentru mărirea diametrului
găurii. Reglajul maxim trebuie să fie ȋn acord cu recomandările producătorului.
X –• Reglajul pentru micşorarea
diametrului găurii trebuie făcut cu mare atenţie. Există riscul uzurii corpului burghiului şi a blocării aşchiilor.
• Reglajul maxim pentru CoroDrill® 880 este:Dc 14.00-20.00 -0,10 radialDc 20.00-29.99 -0.15 radialDc 30.00-43.99 -0,20 radial
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
ReglajReglajul pe axa Y (+ sau -) nu este
recomandabil
Y +� Reglajul ȋn direcţia Y+ va mări miezul central şi există riscul:
�Ruperii tăişului plăcuţelor;�Vibraţii excesive;�Uzură pe diametrul exterior al corpului burghiului�Lărgirii găurii.
Y –� Reglajul ȋn direcţia Y- va micşora miezul central şi există riscul:
� Ruperii muchiei tăişului plăcuţei centrale
center core

5/30/2013
59
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Aplicaţii:1. Gaură cu intrare înclinată.2. Găurire.3. Găurire intersectată cu o altă gaură
existentă în semifabricat.4. Găurire şi prelucrare în sens axial.5. Găurire şi frezarea lamajelor prin
interpolare circulară.6. Prelucrare în sens axial
Recomandări:• Burghie cu lungimea de 2xD şi 3xD (SD502,SD503)• Reduceţi avansul~ 50% când burghiul nu este angajat total.• Utilizaţi calitatea T3000D• Utilizaţi fragmentatorul de aşchie -P2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
fn 1/3
fn 1/3fn ¾ to 1/3
fn
A
B
C D
Când intrarea ȋn aşchiere nu are loc pe suprafeţe plane, există riscul devierii burghiului. Pentru a evita acest lucru se poate reduce avansul la intrarea ȋn aşchiereA. Suprafaţă convexă
� Avans normal (nu este necesară reducerea)
B. Suprafaţă Concavă� Avans redus cu 1/3
C. Suprafaţă ȋnclinată�Când unghiul de intrare este 2-89°avansul se reduce cu ¾ până la 1/3
D. Suprafaţă curbă� Avans redus cu 1/3
Intrarea ȋn aşchiere pe suprafeţe neplane

5/30/2013
60
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Probleme de
aglomerare a aşchiilor

5/30/2013
61
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Probleme şi soluţii
Probleme cu timpul de viaţă al sculei
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Controlul aşchiilor
Acceptabil
Neacceptabil
�Îmbunătăţirea evacuării aşciilor este iniţial realizată prin îmbunătăţirea formării acestora.�Aşchiile lungi se pot ȋnţepeni pe canale;�Suprafaţa finisată, plăcuţa sau scula pot fi afectate�Corectarea de formare a aşchiilor presupune selectarea geometriei corecte a plăcuţei şi reglarea corectă a datelor de aşchiere�Ex. CoroDrill 880 – Sandvik are 3 tipuri de geometri, ȋn funcţie de materialul prelucrat şi condiţiile de aşchiere
Excelent

5/30/2013
62
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie speciale cu plăcuţe amovibile
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Diverse tipuri de burghie specialecu plăcuţe amovibile

5/30/2013
63
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie late
Bară de oţel rapid, forjată plat sau frezată şi ascuţită la vârf cu
unghiul 2χ
�pentru fontă dură:2χ =1300,
� pentru oţel cu σr mic şi materiale neferoase:
2χ =1100 …1150
D = 0.2 – 100 [mm]

5/30/2013
64
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
1. l/D ≈ 5 burghie elicoidale prevăzute cu canale pentru injectarea lichidul de aşchiere
Presiunea lichidului de aşchiere: 10-20 atm.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
2. l/D >> 5 burghie speciale
l1 – lungimea conului de atac;l2 – lungimea tăişurilor secundare (prevăzute cu un unghi de atac secundar χ1 > 0°);l3 – lungimea de prindere a burghiului în ţevi modulare;l4 – lungimea ţevii.
a. Burghiu cu două tăişuri cu evacuarea miezului
semifabricatului sub formă cilindrică

5/30/2013
65
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
b. Burghiu cu două tăişuri cu fragmentarea miezului
semifabricatului
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
c. Burghiu cu un tăiş
Burghie pentru găuri adânci

5/30/2013
66
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
Burghie din carbură pentru găuri adânci, cu un singur tăiş
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
Burghie pentru găuri adânci,
cu capul din carbură,
cu un singur tăiş

5/30/2013
67
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
Burghie pentru găuri adânci,
cu un singur tăiş, cu capul special
ascuţit
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
Construcţie specialăAdecvată pentru toate materialele,dar pentru toleranţe largi ale găurii
Construcţie specialăAdecvată pentru toate materialele,dar numai când condiţiile de centrare sunt nefavorabile
Construcţie specialăAdecvată, ȋn special, pentrufonta cenuşie
Construcţie universalăAdecvată pentru toate materialele,dar pentru toleranţe mici ale găurii
Construcţie standardAdecvată pentru materialeledificil de prelucrat (cum ar fioţelurile ȋnalt aliate)

5/30/2013
68
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
Presiunea si debitul
lichidului de răcire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie pentru găuri adânci
Dia10 20 30 65 130
1.000’’ 2.000’’ 3.000’’ 4.000’’
Brazed Ej/STS
Gun drills
CoroDrill 800
T-MAX Indexable (424.10)
(adjustable)
Pro
du
ctiv
ity

5/30/2013
69
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
80 x Dc
150 x Dc
Counterboring heads
T-Max
Dc 20,0 - 327.9 (.787-12.909’’)
IT 9 - 10
Ra 1 - 3 µm
Gun drill
Brazeddrill head
Lowest cost per hole!
T-Max head
IT 9Ra < 3 µm
IT 9 - 10Ra < 2 µm
IT 10Ra < 2 µm
IT 10Ra < 3 µm
0,98
(.038’’)
35,00
(1.378’’)
65,00
(2.559’’)63,50
(2.500’’)
183,90
(7.240’’)
29,50
(1.161’’)
15,60
(.614’’)
Burghie pentru găuri adânci
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Burghie cu decupare inelară l/D < 1

5/30/2013
70
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie

5/30/2013
71
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Materiale semifabricate – Grupele de material Seco
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Materiale semifabricate – Grupele de material Seco

5/30/2013
72
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Burghie
Dimensionarea cozii la burghie
⋅==
=
θθ
θ
ctgFtg
FR
FN
A
A
A
sin
θµµ
sin
AF
NT ⋅=⋅=
4sin2
21ddFd
TMAm
f
+⋅⋅=⋅=
θµ
ffMM
ef⋅= 8,0
MM yx
MaschsDCM ⋅⋅=
aschfMM
ef⋅≥ 3
( )
⋅⋅⋅
+⋅⋅⋅≤
MM yx
M
A
sDC
ddF
12
096,08,0arcsin
21θ ( )
⋅⋅
+⋅⋅≤
MM yx
M
A
sDC
ddF21
0064,0arcsinθsau

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Cuţite profilate
Avantaje:
�asigură productivitate ridicată;
�contribuie la îmbunătăţirea preciziei de prelucrare;
�asigură interschimbabilitatea pieselor prelucrate (şi după reascuţirea sculei profilul se păstrează);
�micşorează costul piesei prelucrate (dar numai la producţia de serie sau de masă, unde preţul sculei poate fi amortizat).
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Clasificare
I. După formă cuţitele profilate pot fi:- cuţite profilate normale;- cuţite profilate prismatice;- cuţite profilate disc, care la rândul lor pot fi:
- normale;- elicoidale;- spirale;- elicoidal-spirale.
II. După avans cuţitele profilate pot fi:• cu avans radial;• cu avans tangenţial;• cu avans oblic (radial + longitudinal).
Cele mai utilizate sunt cuţitele profilate cu avans radial:• cuţite profilate normale;• cuţite profilate prismatice;• cuţite profilate disc-normale

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Cuţit profilat normal
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Cuţit profilat prismatic

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Cuţit profilat disc
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
�Pentru ca profilul sculei să se păstreze, reascuţirea trebuie să se facă după planeparalele cu faţa de degajare.
�Atunci când unghiul de degajare γy > 0°, adâncimea profilului sculei în planul feţeide degajare p
1, diferă de înălţimea profilului piesei h
p, dar lăţimile profilelor piesei şi
sculei fiind egale (Bp
= Bs) rezultă că profilul sculei în planul feţei de degajare diferă
de profilul piesei.
�Profilul sculei se defineşte în secţiunea tehnologică, care este o secţiune normalăpe faţa de aşezare. Înălţimea profilului sculei h
sdiferă de mărimea p
1, lăţimea
sculei având aceaşi mărime în planul feţei de degajare şi în secţiunea tehnologică;rezultă că profilul sculei în secţiunea tehnologică diferă de cel din planul feţei dedegajare şi deci şi de profilul piesei.
�Dacă unghiul de degajare γy = 0°, adâncimea profilului sculei în planul feţei dedegajare p1 coencide cu profilul piesei, iar dacă γy = αv = 0° profilul sculei însecţiunea tehnologică va coencide cu profilul piesei. Cum însă unghiul de aşezareαv nu poate fi egal cu zero, profilul sculei (în secţiunea tehnologică) va fi diferit,întotdeauna, de profilul piesei prelucrate.

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
�Cel mai mare număr de reascuţiri îl permite cuţitul disc, apoi în ordine, cuţitulprismatic şi cuţitul normal. Deci, cuţitul disc se pretează la producţia de masă sau deserie mare, iar cuţitul normal la producţia de serie mică.
�Cuţitul prismatic are o capacitate de rezistenţă mai mare în raport cu celelalte cuţiteprofilate, fiind solicitat la compresiune.
�Cuţitele disc având capacitatea de rezistenţă mai mică nu se utilizează, în general,la strunjirea pieselor cu lăţimea profilului peste 30-32 mm.
�Fixarea cuţitelor disc este mai sigură decât la cuţitele prismatice, iar poziţionareacuţitelor prismatice faţă de semifabricat mai precisă decât în cazul cuţitelor disc.
�Cuţitele prismatice permit executarea mai precisă a profilului piesei, deoareceaceste cuţite nu introduc erori de profil proprii sculei. În plus, reascuţirea cuţitelorprismatice este mai precisă.
�Cuţitele prismatice pot fi considerate cuţite disc cu raza exterioară R →∞.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Geometria constructivă a cuţitelor profilate-disc
Pentru ca:
cuţitul profilat-disc se plasează cu centrul Os deasupra centrului semifabricatului Op.
Din ∆ V1OsP, mărimea supraînălţării, h:
în care: R = D/2 este raza exterioară a cuţitului, în mm;
- unghiul de aşezare frontal corespunzător razei exterioare.
o
y0≥α
yα
yRh αsin⋅=

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
( )yy
RH γα +⋅= sinDin ∆ V1OsP:
La proiectarea cutitului se adoptă si ; se calculează h, H; se rotunjesc la hef, Hefyγ
yα
−
=
=
efef
ef
y
ef
y
ef
y
R
H
R
h
αγ
α
arcsin
arcsin
In ipoteza: λ = 0°:
⋅=
=
ry
r
y
tgtg
tgtg
χααχ
γγ
sin
sin
αααα ≥ 3…4o pentru orice punct de pe profil.
La prelucrarea oţelului şi a fontei: ααααy = 8…14o
αααα depinde şi de valoarea unghiului de atac χr
variază de la valoarea maximă: αααα = ααααy pentru χχχχr= 90o
la valoarea minimă: αααα = 0o pentru χχχχr= 0o.
Când χχχχr<12o, există pericolul de frecare ȋntre faţa de aşezare şi semifabricat.
Dacă χχχχr=0o, ȋn scopul evitării frecării laterale se adoptă soluţii constructive (degajări,
cuţit profilat-elicoidal, elicoidal-spiral, etc.) sau se lucrează cu avans oblic.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
γγγγy ≤ 15o
Pentru alte profile (arce de cerc, elipsă, etc.) geometria constructivă se raportează la tangenta ȋn punctul curent M pentru care trebuie determinată geometria şi se procedează la fel ca pentru profilul tronconic

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Dimensionarea cuţitelor profilate-disc
)(2 bahdDp
++⋅+≥
a = 3…6 mm;( ) db ⋅≅ 35.0...25.0
z
zzyzyzR
F
FkkFFFF
⋅≅
⋅=+⋅=+=
12,1
1222
2
DFRFM
RoRt⋅≅⋅=
klFMRi
⋅⋅=
22265.035.0
toiieMMMM ⋅+⋅+⋅= α
ai
e
W
Mσ≤
3
3
1.032
dd
W ⋅≈⋅
=π
3
10
ai
eM
dσ
⋅≥
phD ⋅≥ 10 int
)85.0...6.0( dD ⋅=
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
Dimensionarea cuţitelor profilate prismatice
cbhHs
++=
( )s
Bb ⋅= 5,0...2,0hs = hp
( )yviis
ph γα +⋅= cos
yyiirrrp γγ cossin1
22
1
2 ⋅−⋅−=
( )yvs
ph γα +⋅= cos1
yyrrrp γγ cossin1
22
1
2
1⋅−⋅−=
( )p
yv
sB
ptg
γαδ
+⋅=
cos1

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Cuţite profilate
<
<
21
21
gg
bb

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare – Gama de freze
Alegerea corectă a metodei de prelucrare influenţeză substanţial costurile
� Frezarea plană (suprafeţe frontale)� Frezarea cu umăr (în trepte)� Frezarea profilată� Frezarea prin strunjire� Frezarea filetelor şi a canelurilor � Frezarea găurilor şi a cavităţilor� Frezarea de teşire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea plană (suprafeţe frontale)

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea cu umăr (în trepte)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea profilată
Frezarea prin strunjire

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea filetelor şi a canelurilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea de teşire
Frezarea găurilor şi a cavităţilor

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Etapa 2 – Alegerea tipului de freza
Etapa 1 – Definirea: �tipului de material prelucrat;�tipului de operatie;�conceptul prelucrarii.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Etapa 4 – Conditii de prelucrare
Etapa 3 – Definirea geometriei placutei

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Pasul dinţilor frezeiPas mare -L
- Tăişuri distribuite cu pas variabil, cu un număr redus de muchii aşchietoare- prima alegere pentru operații instabile din cauza forţelor mai mici forțe de aşchiere- putere limitată- scule extinse (console lungi)- prelucrarea materialelor care dau aşchii lungi (materiale din grupa ISO N) - au un spaţiu mare pentru acumularea aşchiilor rezultate din proces.
Pas mediu -M- Tăişuri distribuite uniform sau cu pas variabil, cu un număr mediu de inserţii- Prima alegere pentru degroșare în condiții stabile- Productivitate bună- Spațiu pentru evacuarea aşchiilor corespunzător pentru degroșare materialelor din grupele ISO P, M și S.
Pas mic -H- Tăişuri distribuite uniform cu un număr maxim de inserţii.- Prima alegere pentru productivitate mare cu ae mică (mai mult de un tăiş în contact)- Degroșare și finisare în materiale din grupa ISO K- Degroșare în materiale din grupa ISO S, în combinație cu plăcuțe rotunde.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Tipul aplicatiei

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Clase pentru frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Clase de placute pentrufreze frontale

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Clase de placutepentru
freze deget
CoroMill® 490,
CoroMill® 390,
CoroMill® 316
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
O acoperire PVD subţire combinată cu un substrat dur cu granulaţie fină oferă atât tenacitatea cât şi rezistenţa la uzură necesare intr-o singura calitate sort pentru a asigura o performanţă excelentă în oţelul călit.
Când se utilizează GC1010Degrosare- Aplicaţii de degroşare 3D în ISO-H şi ISO-P (gamă mai dură)-Degroşare generală în ISO-HSemi-finisare- Aplicaţii de semi-finisare 3D în ISO-H şi ISO-P (gamă mai dură)-Semi-finisare generală în ISO-HFinisare- Duritate mare: > 45 HRc- Aplicaţii de finisare 3D în ISO-H- Finisare generală în ISO-K-Precizie ridicată şi suprafaţă marede prelucrare- Frezare frontală ISO-H

5/30/2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea unghiului de atac
� influenţează grosimea aşchiilor, forțele de așchiere și durabilitatea sculei.
� scăderea unghiului χr reduce grosimea aşchiei hex, pentru o mărime dată a avansului fz,
� un unghi mic de atac χr oferă o intrare graduală ȋn aşchiere, reduce presiunea radială şi protejează tăișul
� forțele axiale superioare la scăderea unghiului χrcresc presiunea asupra piesei de prelucrat.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea unghiului de atac
� Principala zonă de aplicare este frezarea suprafeţelor ȋn trepte la 90°.
� Generează ȋn cea mai mare parte forțe radiale, în direcția de avans.
� Suprafața de prelucrat nu va fi expusă la presiune axială mare, ceea ce este avantajos pentru frezarea pieselor cu o structură slabă sau pereți subțiri şi în cazurile de prindere instabilă.

5/30/2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea unghiului de atac�Alegerea generală pentru frezarea frontală.
�Generează forțe de aşchiere radiale şi axiale bine echilibrate.
�Intrare lină ȋn aşchiere.
�Tendință redusă de vibrații atunci când se frezează cu consolele lungi sau sisteme de fixare şi cuplare a frezei mici / slabe.
�Adecvată mai ales pentru frezarea pieselor din materiale care dau aşchii scurte, dacă forțele radiale excesive acționează pe cantitatea redusă de material rămasă la sfârșitul aşhierii.
�Formarea unor aşchii subțiri permite productivitate ridicată în multe aplicații din cauza posibilităţii utilizării de avansuri mai mari menținând în același timp o ȋncărcare moderată a tăişului.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea unghiului de atac
�Freze frontale pentru utilizări speciale, oferind profunzime mai mare de tăiere, comparativ cu gama de freze frontale de uz general.
�Forțele axiale sunt mai mici comparativ cu frezele frontale cu unghi de atac de 45°.
�O mai bună rezistență a tăişului în comparație cu frezele cu unghi de atac de 90°.

5/30/2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea unghiului de atac
� Avansuri mari şi freze de adâncime.
� Generarea de aşchii subţiri permite avansuri pe dinte fz foarte mari la adâncimi mici de aschiere, prin urmare se poate ajunge la valori ale vitezelor de avans vf extreme.
� Forța de aşchiere axială se stabilizează şi este orientată spre axa maşinii. Acest lucru este favorabil pentru setări lungi și slabe (așa cum se limitează tendințele de vibrații).
� Pentru frezarea de adâncime a cavităţilor sau ori de câte ori se cere utilizarea unei scule extinse.
� Eficientă în prelucrarea alezajelor folosind trei axe.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea unghiului de atac
� Degroşare eficientă şi scule de uz general.
� Raza de colţ furnizează un tăiş foarte puternic.
� Capabilitate foarte mare pentru valoarea avansului, datorită generării de aşchii subţiri de-a lungul tăişului.
� Efectul de subţiere a aşchiei face ca aceste scule să fie potrivite pentru prelucrarea titanului şi a aliajelor rezistente la temperaturi.
� Ȋn funcţie de variaţia adâncimii de aşchiere, unghiul de atac variază ȋntre 0°şi 90°, modificând direcţia forţei de aşchiere de-a lungul razei tăişului şi, prin urmare, presiunea rezultată ȋn timpul prelucrării.

5/30/2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Alegerea geometriei placutei
Recomandari:Finisare: alegeti pasul dintre placute foarte mic si geometria de tip –LAlegeti clasele CT530 sau GC1030Pentru o finisare buna a suprafetei, valorile de inceput al regimului de aschiere vor fi: fz = 0,08 [mm/dinte] si ap = 0,7-0,8 [mm]O finisare buna a suprafetei se obtine daca valoarea avansului f [mm/rot] este mentinuta la 70% din latime, iar viteza de aschiere este de 300-400 [m/min].Nu este necesara utilizarea lichidului de aschiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Recomandari:
Pentru piese dure: alegeti placute cu raza marealegeti placute cat mai mari
Piese mici, subtiri, complexe: alegeti placute cu sprijin periferic
Achieri intrerupte: alegeti geometria de tip – H si placute cu un grad mai dure
Achieri in conditii instabile: alegeti freze cu pas grosier

5/30/2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Pozitia frezei si date de aschiereCompensarea avansului/dinte (fz) si a vitezei de aschiere (vc)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea frontala cu freza tip CoroMill® 345
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Tehnologie avansată pentru plăcuţele WiperPermit finisarea de calitate superioară a suprafeţelor la mărimi ale avansului ridicate.
-Vitezele de avans, la finisare, pot fi mărite de celpuţin 3 ori (chiar 4 ori) comparativ cu plăcuţele cu faţete paralele standard (pentru finisarea aceleiaşi calităţi de suprafeţe)
-Atunci când plăcuţele PW8 sau KW8 sunt montate în freză, plăcuţele Wiper vor fi situate la o adâncime axială de +0,05 mm. Acest lucru este vital pentru acţiunea Wiper şi esenţial pentru crearea de suprafeţe de înaltă calitate.
-Un alt avantaj al CoroMill 345 Wiper este că plăcuţa şi designul buzunarului asigură că toate plăcuţele, inclusiv cele Wiper, vor aşchia şi se vor uza în mod egal (avantajul este cătoate plăcuţele pot fi inserate în acelaşi timp).
Ȋn mod normal, este suficientă utilizarea unei singure plăcuţe Wiper ȋn aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea frontala cu freza tip CoroMill® 245

5/30/2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea cu umar, freza tip CoroMill® 490

5/30/2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea cu umar, freza tip CoroMill® 390, marimea placutelor 11-17 mm

5/30/2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezarea cu umar, freza tip CoroMill® 390, marimea placutelor 18 mm

5/30/2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontala si profilata, freza tip CoroMill® 200, degrosari in conditii grele

5/30/2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontala si profilata, freza tip CoroMill® 300, degrosari, semifinisari

5/30/2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontala, freza tip CoroMill® Century, prelucrari cu viteze mari a
materialelor neferoase, Al,

5/30/2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare cu scule de capăt schimbabile�Noul sistem de frezare cu cap schimbabil nu prezintă niciuna din problemele inerente sculelor cu cap schimbabil existente. �Performanta fiind in directa legatura cu calitatea cuplarii, forma acestui sistem nou, garanteaza repetabilitatea si precizia cuplarii intre capul de carbura si corpul sculei.
O nouă cuplare unică pentru scule de frezare: Simplu, uşor, economic- Contact pe toata suprafata frontala si pe con- Cuplare conceputa pentru o încovoiere minimă- Profil filet brevetat Sandvik Coromant- Fabricat cu toleranţe minime pentru performanţă optimă- Diverse capete se montează într-o singură coadă pentru adaptabilitate maximă şi inventar redus
- Timp de schimbare redus pentru a vă mari randamentul şi productivitatea- Gamă vastă de cozi disponibile pentru a găsi combinaţia optimă de accesibilitate şi stabilitate
�Adecvat tuturor tipurilor de maşină: centre de prelucrare (3-5 axe), multitask, centre de strunjire şi maşini cu sănii verticale;
�Capetele de carbura pot fi fixate pe corpul sculei, avand o mare adaptabilitate in exploatare

5/30/2013
23
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Capete schimbabile pentru frezare- Schimbarea rapidă şi uşoară a sculei pe maşină- Înaltă precizie- Stabilitate ridicată- Flexibilă – multe geometrii şi profiluri suport- Nu este necesară reascuţirea
Freza tip CoroMill 316:� Poate fi utilizată pentru:
• frezare frontală cu avans mare, • frezare canale, • interpolare elicoidală, • frezare de colţ, • frezare de profil şi • frezare de teşire
a componentelor din toate grupele de material de la ISO P la ISO S.� Scula permite trecerea uşoară, rapidă şi precisă de la o operaţiune la alta, cum ar fi
tipul de freză, variaţia razei, frecvenţa dinţilor, geometrie şi calitate. � Frezele cilindro-frontale CoroMill 316 sunt adecvate şi pentru frezarea în cinci axe a
flancurilor ce adesea necesită scule conice pentru stabilitate la o rază mai lungă a sculei.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Freze deget, profilate

5/30/2013
24
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Sortimente de capete schimbabile
CoroMill 316 alegerea preferată pentru:Adâncime de aşchiere axială redusăunde, un număr ridicat de zone cu canaleasigură productivitatea:
- frezare profil 3D;- frezare şi strunjire cu 4/5 axe;- frezare în profil superficial 2D cu aşchieri axiale reduse;- Degroşare şi frezare în festoane pe tubaje şi bosaje;- Teşire.
Pentru a evita intervalele lungi de schimbare a sculei sau intervalele de montare:- Pentru scule acţionate pe strunguri – elimină operatiile de remontare si
repozitionare.- Pentru materialele dificil de prelucrat, cum ar fi aliaje refractare sau titan, unde
sculele trebuie reschimbate şi repozitionate, în mod regulat.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Freze deget, profilate - CoroMill® 316

5/30/2013
25
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Freze deget, profilate - CoroMill® 316
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Regimuride aschiere –valoriinitiale, CoroMill®
316

5/30/2013
26
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Regimuri de aschiere – valori initiale, CoroMill® 316
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
27
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
28
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Economie excelentă la prelucrare- Durabilitate excelentă a sculei- Debit de aşchii ridicat- Patru muchii aşchietoare
Nivel ridicat de siguranţă- Designul plăcuţei de sprijin cu acţiune unică de aşchiere. În cazul ruperii unei
plăcuţe, plăcuţa de sprijin menţine o acţiune de tăiere pentru a evita distrugerea axului maşinii şi a sculei.
- Locaş sigur al plăcuţei- Şurub consolidat- O mare varietate de calităţi şi geometrii de înaltă performanţă
Calitatea excepţională a suprafeţei- La frezarea frontală: Ra de regulă mai mic de 0,8 µm la ap < 3 mm, indiferent de
geometrie- La frezarea laterală: Fără muchii ascuţite la frezarea de colţ repetată, atunci
când ap < 4 mm (mărimea 08) sau ap < 7 mm (mărimea 14)- Înaltă calitate vizuală

5/30/2013
29
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Codificare – Capete de frezat SECO La frezare, Seco folosește codificări specifice. Nu există un sistem de codificare ISO disponibil pentru corpurile de frezat.
Obs. � De reţinut că părţi ale codificării pot să difere pentru
diferite sisteme de capete de frezat.� Codificările specifice se găsesc la recomandările de
selecţie a frezelor.
Ex. Codificarea pentru
capătul de freză 217/220.53
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontală

5/30/2013
30
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
31
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
32
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
33
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
34
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare

5/30/2013
35
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Capete de frezat frontale complementare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontală

5/30/2013
36
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontală
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Frezare
Frezare frontală

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
GEOMETRIA SCULEI AŞCHIETOARE
�Geometria sculei = totalitatea unghiurilor parţii active a sculei, care determină unicitatea acesteia.
�Procesul de aşchiere este influenţat de tipul sculei aşchietoare, de forma şi orientarea tăişului şi a feţelor active
�Pentru a defini geometria parţii active a sculei se utilizează plane şi axe de referinţă
�Geometria sculei influenţează semnificativ:
� forţele de aşchiere,
� formarea aşchiilor,
� temperatura din zona de aşchiere,
� uzura şi durabilitatea sculei,
� rugozitatea suprafeţei prelucrate, etc.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Elementele cuţitului de strung (rabotat)

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Terminologia cuţitului de strung
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Terminology in english

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Unghiurile constructive ale tăişului principal la
cuţitului de rabotat / strunjit
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Geometria constructivă a cuţitului de rabotat / strunjit

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Variaţia parametrilor geometrici ai sculei la prelucrarea unei suprafeţe complexe
22
fevvv +=
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Technical University of Cluj-Napoca
Parametri geometrici funcţionali la
strunjirea longitudinală
=
+=
−=
v
v
arctgf
e
e
η
ηγγ
ηαα

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Alegerea unghiul de aşezare αααα
Influenţa revenirii elastice a materialului asupra unghiului de aşezare α
Ȋn general:
α = 4º...12º...16º...(18º...20º)
ȋn funcţie de tipul sculei aşchietoare
α = f1 (∆)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
•La finisare se cere un unghi de aşezare α mare (α = 8º ... 10º ... 12º);•La degroşare, invers, pentru a nu scădea unghiul de ascuţire β (α = 6º ... 8º).
� la strunjirea oţelului: α = 6° ... 8°;� la frezare: α = 11° ... 14°.
α = f1 (∆) h - grosimea aşchiei
α = f3 (ρ) (ρ - raza de bontire)
Influenţa razei de bontire ρ, asupra unghiului
de aşezare α

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Dependenţa durabilităţii sculei funcţie de
mărimea unghiului de aşezare α,
pentru diferite grosimi de aşchiere
La adoptarea unghiului de aşezare α trebuieavut ȋn vedere că:• un unghi de aşezare α mare conduce la ouzura mică a flancului şi invers;• un unghi de aşezare α mare conduce laslăbirea muchiei aşchietoare;• un unghi de aşezare α mic poate cauzavibraţii.
Variaţia uzurii sculei ȋn funcţie de mărimea
unghiului de aşezare α, pentru aceaşi
adâncime de aşchiere,a. unghi de aşezare α mic
b. unghi de aşezare α mare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Diferite forme uzuale ale feţei de aşezare

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Alegerea unghiul de degajare, γγγγ
Efectele unghiului de degajare sepot materializa prin:•Un unghi de degajare mare areca rezultat o calitate bună asuprafeţei prelucrate;•Mărirea unghiului de degajare cu1º are ca efect scăderea puterii deaşchiere cu 1%;•Un unghi de degajare mareconduce la slăbirea tăişului sculei(prin apariţia unui unghi deascuţire β mic).
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Pentru viteze mici de aşchiere, când lucrul mecanic consumat pentru realizarea aşchierii se transformă aproape integral ȋn căldură:
γγγγ = f1
(ke) (k
e- coeficientul de contracţie plastică a aşchiei).
Pentru viteze de peste 60 [m/min], factorul determinant la alegerea un ghiului de degajare este rezistenţa la rupere a materialului piesei σr sau duritatea HB/HRC:
γγγγ = f2 (σr / HB / HRC)
Alegerea unghiului de degajare γ, ȋn funcţie de
rezistenţa la rupere a materialului prelucrat,
pentru cuţite din oţel rapid
La materiale tari (dure), cu rezistenţa la rupere σr mare (sau duritatea HB/HRC ridicată), se va alege un unghi γγγγ mic sau chiar negativ

5/30/2013
8
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Unghi de degajare negativ, −γ
Cu cât unghiul de degajare creşte, unghiulde ascuţire β scade (şi invers).
1. Se adoptă un unghi de degajare micdacă:
•Rezistenţa la rupere/duritatea materialului piesei este ridicată;
•Se aşchiază piese care solicită tăişuriputernice, cum ar fi cazul suprafeţelorcu ȋntreruperi.
2. Se adoptă un unghi de degajare maredacă:
•Rezistenţa la rupere/duritatea materialului piesei este scăzută;
•Condiţiile de aşchiere sunt uşoare;
•Puterea maşinii unelte este redusă.
Technical University of Cluj-Napoca
Cuţit cu faţete pentru mărirea unghiului de ascuţire la vârf
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Influenţa razei de rotunjire (bontire) a tăişului asupra unghiului de degajare

5/30/2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Pentru mărirea rezistenţei tăişului se poate practica o teşire sau rotunjire a acestuia, lăţimea tăişului de trecere rezultat fiind de aproximativ jumătate din mărimea avansului.
Influenţa geometriei tăiṣului asupra domeniului de lucru (ap, f)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Diferite forme constructive pentru faţa de degajare
Cele mai uzuale forme ale feţei de degajare sunt:� forma plană;� forma plană cu faţetă;� forma curbilinie;� forma curbilinie cu faţetă
Micro şi macro geometrii pentru plăcuţe din
carburi metalice

5/30/2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Exemple de geometrii pentru feţele de degajare ale
plăcuţele Kennametal
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Influenţa formei feţei de degajare (fragmentatorilor de aşchii) asupra domeniilor de lucru,
[Cerabit]

5/30/2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Tipuri de aşchii rezultate la prelucrare, ȋn funcţie de forma sfărâmătorului de aşchii utilizat, [KYO]:
a. la prelucrarea oṭelului cu conṭinut redus de carbon/materiale aderente;
b. la prelucrarea materialelor neferoase
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare

5/30/2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Alegerea unghiului de înclinare a tăişului, λλλλ
� unghiul format ȋntre muchia tăişului (sau tangenta la aceasta ȋn punctul considerat, ȋn cazul tăişului curbiliniu) şi planul de bază şi se măsoară ȋn planul muchiei de aşchiere, PT.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Avantaje:
�micşorează forţa de frecare pe faţa de degajare, deci forţa necesară aşchierii este mai mică, consumul energetic va fi mai mic, iar costul prelucrării poate fi redus.
�contribuie la atacarea treptată a materialului semifabricatului;
�deplasează lateral aşchiile (acestea putând fi orientate ȋntr-o anumită direcţie favorabilă desfăşurării procesului de aşchiere ȋn condiţii optime);
�măreşte lungimea activă a muchiei: b1> b, solicitarea repartizându-se pe o lungime mai mare (ceea ce conduce la o uzură mai mică a sculei, deci durabilitatea acesteia creşte).
La strunjire sau rabotare, se recomandă:� λ≤0º pentru prelucrările de degroşare şi � λ≥0º pentru finisare.
În cazul folosirii cuţitelor cu plăcuţe din carburi metalice, se poate adopta: λ=0º.

5/30/2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Poziţia tăişului în planul PT pentru diferite unghiuri de ȋnclinare λ
La operaţiile de strunjire longitudinală şi rabotare, valoarea unghiului de ȋnclinare a tăişului λ influenţează atât direcţia de degajare a aşchiilor, cât şi modul ȋn care tăişul sculei atacă materialul
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Direcţiile de detaşare ale
aşchiilor pentru diferite valori ale
unghiului λ,
la strunjirea longitudinală
(ȋn ipoteza unui unghi de
degajare nul)

5/30/2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Direcţiile de detaşare ale aşchiilor pentru diferite valori ale unghiului λ,
la rabotare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Influenţa combinaţiei unghiului de degajare γ cu unghiul de ȋnclinare a tăişului λ,
asupra direcţiei de degajare a aşchiilor

5/30/2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Alegerea unghiurilor de poziţie (atac)
Aceste unghiuri definesc poziţia tăişului sculei ȋn raport cu un element al sculei sau ȋnraport cu piesa de prelucrat (aceste unghiuri nu fac parte din parametrii geometrici aisculei).
Unghiul de atac (principal) χ este format ȋntre planul muchiei de aşchiere şi planul delucru (plan determinat de direcţia efectivă de aşchiere şi direcţia de avans).
Unghiul la vârf al tăişului ε, este unghiul dintre planele muchiilor de aşchiere principalăşi respectiv, secundară.
χχχχ + εεεε + χχχχ1 = 180º
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Unghiurile de atac la
strunjire şi rabotare

5/30/2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Legătura ȋntre unghiurile de atac constructive şi cele efective,
la strunjirea longitudinală
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Legătura ȋntre unghiurile de atac constructive şi cele efective,
la rabotare

5/30/2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Influenţa unghiului de atac principal asupra mărimii componentelor
forţelor de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Unghiul de atac principal χ influenţează: � formarea aşchiilor;� direcţia forţelor de aşchiere;� lungimea tăişului activ al sculei.

5/30/2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
La un unghi de atac de 90° grosimea aşchiei este aceaşi cu cea a avansului fn.
Un unghi de atac mai mic, χ = 75° - 45°, va reduce grosimea aşchiei şi va permitecreşterea avansului f
n.
Recomandări privind alegerea unghiului de atac χ:
�pentru optimizare: alegeţi un cuţit care să permită fixarea unei plăcuţe pătrate cuun unghi de atac de 75°;
�pentru universalitate: alegeţi un cuţit care să permită fixarea unei plăcuţerombice cu un unghi la vârf de 80° sau o plăcuţă “trigon” şi un unghi de atac de95°;
�pentru scopuri multiple: alegeţi un cuţit care să permită fixarea unei plăcuţerombice cu un unghi la vârf de 55° şi un unghi de atac de 93°;
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Recomandări
privind alegerea
unghiului de atac
principal χ

5/30/2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Prelucrarea suprafeţelor profilate - se impune analiza profilului pentru a studia accesibilitatea. Sub acest aspect se impune păstrarea ȋntre sculă şi profil a unui unghi de minim 2º.Cu toate acestea, din motive de finisare corespunzătoare a suprafeţei se recomandă ca acest unghi să fie de cel puţin 7º.
La prelucrarea suprafeţelor de colţ, se recomandă utilizarea unei scule cu un unghi de atac de 93°-95°. Pentru a evita problemele ce privesc formarea unor aşchii lungi (deoarece lungimea de contact, ȋn final, la prelucrarea colţului este mare şi pot apărea probleme legate de fragmentarea aşchiilor) se poate adopta o schemă de prelucrare ca cea din figura c.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Recomandări
privind
alegerea
unghiului de
atac principal
χ, la strunjirea
profilată

5/30/2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Creşterea unghiului de atac χ, exercită efecte contradictorii asupra calităţii suprafeţei prelucrate:
Partea activă a tăişului poate avea diverse forme:�tăiş activ format din două drepte care se intersectează;�tăiş activ format din două drepte racordate printr-un arc de cerc (fig. a);�tăiş curbiliniu;�tăiş activ format dintr-un tăiş principal, un tăiş secundar şi un tăiş auxiliar (fig. b);�tăiş activ format dintr-un tăiş principal, un tăiş secundar şi un tăiş de trecere (fig. c);�tăiş activ format dintr-un tăiş principal, un tăiş secundar, un tăiş auxiliar şi un tăiş de trecere.
•un efect negativ, sub aspectul creşterii secţiunii restante a aşchiei, •un efect pozitiv, indirect, prin intermediul diminuării vibraţiilor.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Alegerea razei la vârf
Raza la vârf Rε a plăcuţei este un element de bază ce trebuie avut ȋn vedere la operaţiile de strunjire. Alegerea mărimii razei la vârf depinde de:
� adâncimea de aşchiere, ap;� avans, fn.
Ea influenţează:� calitatea suprafeţei prelucrate;� formarea aşchiilor;� rezistenţa plăcuţei.

5/30/2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Raza la vârf influenţează formarea aşchiilor. Ȋn general, ruperea aşchiilor se ȋmbunătăţeşte odată cu scăderea razei la vârf. De obicei: ap ≥ 2/3 Rε ; ap ≥ 1/2 Rε (ȋn direcţia avansului)
Corelarea adâncimii de
aşchiere cu raza la vârf
a sculei

5/30/2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Corelarea rugozităţii
suprafeţei cu raza la
vârf a sculei şi rata
avansului
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Geometria sculei aşchietoare
Dimensiuni pentru plăcuţele tip TCGX, [Sandvik]

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Materiale
2. Materiale
semifabricate
1. Materiale pentru
partea activă a sculei
(tăiş)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
1. Materiale pentru partea activă a sculei (tăiş)
�Cunoașterea proprietǎților de bază și a performanțelor materialului din care este alcǎtuitǎ partea activǎ a sculei este deosebit de importantă pentru alegerea corectă a caracteristicilor de prelucrare, pentru orice aplicație de așchiere.
� Adoptarea celui mai potrivit material (clasă) pentru partea activă a sculei, precum şi a unei geometrii adecvate pentru aceasta, ȋn concordanţă cu materialul semifabricatului ce urmează a fi prelucrat, sunt factori importanţi pentru realizarea unui proces optim de aşchiere, fără probleme şi cu o productivitate corespunzătoare.
�Alţi parametri care trebuiesc avuţi ȋn vedere sunt legaţi de:� tipul și forma piesei, condițiile de prelucrare și de nivelul de calitate a
suprafeței;� regimul de aşchiere utilizat (adâncimea de aşchiere, viteza, avansul).

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Materialele folosite la executarea părţii aşchietoare a sculelor au diferite combinații ale proprietǎților (duritate, tenacitate, rezistență la uzură, etc.) și sunt împărțite în clase, cu proprietăți specifice. În general, un material utilizat pentru partea activǎ a sculei așchietoare, ar trebui să satisfacă următoarele condiţii principale:� să aibă o duritate superioară durităţii materialului prelucrat, pentru a rezista la uzura flancului și la deformare;
� să posede rezistenţă la uzură la temperaturi înalte (termostabilitate);� să-şi menţină timp îndelungat rezistenţa la uzură, atât la rece, cât şi la cald;� să fie asigurată o rezistenţă mecanică suficientă a tăişului, pentru a suporta eforturile rezultate din timpul procesului de aşchiere (să fie tenace pentru a rezista la rupere);
� să nu fie reactiv cu materialul piesei de prelucrat;� să fie chimic stabil, pentru a rezista la oxidare și difuziune;� să prezinte tendinţă redusă la difuziune şi la aderare faţă de materialul supus prelucrării;
� să aibă o bună călibilitate şi o prelucrabilitate prin aşchiere ridicată;� să posede o conductibilitate termică suficientă pentru asigurarea evacuării rapide a căldurii degajate în procesul de aşchiere;
� să fie rezistent la schimbările termice bruște;� să fie economice, cu un raport preţ/calitate bun, etc.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Studiile de optimizare au reliefat faptul cǎ durabilitatea tǎișului sculei, vitezele de avans și de așchiere, sunt ȋntr-o strȃnsǎ relație de interdependețǎ. În consecinţă, dacă se modificǎ unul din acești parametri, vor fi afectați și ceilalți doi parametri, astfel încât trebuie sǎ existe un compromis pentru a obţine performanţe optime pentru o anumitǎ sculǎ așchietoare.
Intredependența dintre durabilitatea sculei,
viteza de avans și viteza de așchiere

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
De preferinţă, o sculǎ așchietoare ideală ar trebui să aibă performanţe superioare în cinci domenii distincte, care pot reprezenta calitǎțile acesteia
Proprietǎțile comparative pentru materialul pǎrții active a sculei
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Ȋn ordinea crescândă a rezistenţei la uzură, principalele materiale din care se poate executa partea aşchietoare a sculelor pentru prelucrarea metalelor sunt:
a. oţelurile carbon de scule;b. oţelurile aliate de scule;c. oţelurile rapide;d. aliajele dure, amestecurile de carburi metalice (acoperite sau
neacoperite);e. materiale mineralo-ceramice;f. materiale abrazive;g. materiale extradure.
Obs. Aliajele dure, amestecurile de carburi metalice (acoperite sau neacoperite), materialele ceramice şi cele extradure sunt cele mai utilizate materiale din componenţa tăişurilor pentru sculele aşchietoare.

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Simbol Descriere
Aliaje dure (Hard metals)HW Aliaje dure fără strat de acoperire, care conțin, în principal, carbură de wolfram (WC)HT Aliaje dure neacoperite, numite și metaloceramice, care conțin, în principal, carburi de
titan (TiC), nitruri de titan (TiN) sau ambeleHC Aliaje dure similare celor de mai sus, dar care sunt acoperite cu diverse straturi
Ceramice (Ceramics)CA Oxizi ceramici care conțin oxid de aluminiu în primul rând (Al2O3).CM Ceramice mixte care conțin, în principal, oxid de aluminiu (Al2O3), dar conțin și alte
componenteCN Ceramice care conțin, în principal, nitrură de siliciu (Si3N4)CC Ceramice de tipul celor de mai sus, dar care sunt acoperite
Materiale extradure (Super hard cutting materials)DP Diamant policristalinBN Nitrură cubică de bor
Simboluri specifice pentru denumirea materialelor utilizate ȋn procesul de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Carburile acoperite (Coated cemented carbide)� Reprezintă în prezent 80-90% din totalul plăcuţelor aşchietoare. Succesul
acestora ca material pentru partea activă a sculei se datorează combinației unice de rezistenţă la uzură şi tenacitate, precum și capacităţii acestora de a fi modelate în forme complexe.
� Carburile acoperite combină carbura cu unul sau mai multe straturi de acoperire. Împreună, acestea formează o clasă personalizată pentru o serie de aplicaţii specifice.
� Clasele de carburi acoperite constitue o primă alegere pentru o mare varietate de scule şi aplicaţii
Există două tipuri de acoperiri:
1. Acoperirea CVD2. Acoperirea PVD

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
1. Acoperirea CVD (Chemical Vapour Desposition)
�Este generată de reacții chimice la temperaturi de 700-1050°C.
�Au rezistență la uzură mare și o aderență excelentă la carburi.
�Primele carburi acoperite CVD aveau un singur strat de acoperire format din carbură de titan (TiC), ulterior fiind introduse şi acoperile cu oxizi de Al (Al2O3) și nitrură de titan (TiN).
�Acoperirile moderne se realizează cu carbonitrură de titan: MT-Ti (C, N) sau MT-TiCN (numite şi MT-CVD), fiind dezvoltate pentru a îmbunătăți proprietățile clasei, prin capacitatea lor de a păstra intactă interfaţa cu materialul carburii de bază.
�Acoperiri moderne CVD combină MT-TiCN), Al2O3 și TiN.
�Proprietățile de acoperire au fost îmbunătățite permanent pentru proprietățile de aderență, rezistență la uzură și, prin optimizări microstructurale și post-tratamente
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
MT-Ti (C, N) - duritatea acesteia oferă rezistenţă la uzura abrazivă, rezultând o uzură redusă a flancului.CVD-Al2O3 - chimic inert, cu conductivitate termică scăzută, ceea ce-l face rezistent la uzura de tip crater. De asemenea, acționează ca o barieră termică pentru a îmbunătăți rezistența la deformare plastică.CVD-TiN - ȋmbunătăţeşte rezistenţa la uzură.Post-tratamente - ȋmbunătățesc tenacitatea tăişului la prelucrarea suprafeţelor cu întreruperi și reduc tendințele de formare de pete pe suprafeţele prelucrate
Aplicaţii � Clasele cu acoperire CVD sunt prima alegere într-o gamă largă de aplicații în
cazul în care rezistența la uzură este importantă. � Astfel de cerinţe sunt solicitate, în general, la strunjirea și găurirea pieselor din
oțel, cu rezistenţă la uzura de tip crater oferită de acoperirile groase CVD; strunjirea generală a oțelurilor inoxidabile și pentru frezare a clasele de materiale ISO P, ISO M, ISO K.
� Pentru găurire, clasele CVD sunt, de obicei, folosite pentru plăcuţele periferice

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
2. Acoperirea PVD (Physical Vapour Deposition)
�Acoperirile PVD prin depuneri fizice din vapori se formează la temperaturi relativ scăzute (400-600°C). Procesul implică evaporarea unui metal care reacţionează cu azotul pentru a forma un strat de nitrură dură pe suprafața sculei.
�Acoperirile PVD adaugă rezistenţă la uzură datorită durităţii lor. De asemenea, rezistenţa acestora la copresiune adaugă tenacitate și rezistență la fisurare marginii tăişului.
�Acoperirile moderne sunt constituite din combinații ale componentelor în straturi ordonate şi/sau acoperiri lamelare.
� Acoperirile lamelare au straturi subţiri numeroase, în intervalul nanometrilor, care fac mai dificilă acoperirea.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Principalele acoperiri PVD constitutive:PVD-TiN - nitrură de titan (a fost prima acoperire PVD). Acesta dispune de toate proprietățile și are o culoare aurie.PVD-Ti (C, N) - Carbonitrura de titan este mai dură decât nitrura de Ti (TiN) și adaugă rezistenţă la uzura flancului.PVD-(Ti, Al) N - nitrura de titan, aluminiu are duritate mare, în asociere cu rezistenţa la oxidare, care îmbunătățește rezistența la uzură generală.Oxid PVD - este utilizat pentru inerția chimică și rezistență sporită la uzura de tip crater.
Aplicaţii�Clasele cu acoperire PVD sunt recomandate pentru tăișuri dure, dar ascuțite, precum și la prelucrarea materialelor cu tendință de a forma pete pe suprafețe.�Includ burghie, freze deget și o majoritate de clase pentru canelare, filetare și frezare. �Aceste acoperiri sunt, de asemenea, utilizate pe scară largă pentru aplicații de finisare și ca plăcuţe centrale la găurire.

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
�Carbura metalică este un material metalurgic pulverulent, fiind un compozit format din particule de carbură de wolfram (WC) și un liant metalic bogat în cobalt (Co). �Carburile metalice utilizate ȋn procesele de aşchiere conţin mai mult de 80% fază dură de WC, suplimentar, putând fi realizate prin sinterizare şi carbonitruri cubice.� Corpul carburii metalice este format, prin presare din pulbere sau prin tehnici de injecție, într-un anumită formă, care este apoi sinterizat la densitatea maximă.�Granulaţia carburii de wolfram este un parametru important de reglare a raportului duritate/tenacitate pentru o clasă de carbură metalică (la un conținut dat de fază liant, granulație fină înseamnă duritate mai mare).�Cantitatea și compoziția liantului de cobalt determină duritatea și rezistența la deformare plastică. La dimensiuni egale de granule de WC, o cantitate mai mare de liant va conduce la creşterea durităţii, materialul fiind predispus la uzură prin deformare plastică. Un conținut scăzut de liant poate conduce la un material casant�De asemenea, carbonitrurile cubice, menționate ca γ-fază, sunt, în general, adăugate pentru a crește duritatea la cald și pentru a forma gradienţi.�Gradienții sunt folosiţi pentru a combina îmbunătățirea rezistenţei la deformare plastică cu duritate tăişului. Carbonitrurile cubice concentrate în tăiş îmbunătățesc duritatea la cald, iar un liant bogat în structura carburii inhibă fisurile şi ciobirile.
Carburile metalice
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
AplicaţiiMărimea granulaţiei WC medie spre grosierăGranulaţia medie spre grosieră a carburii de wolfram oferă carburilor metalice o combinație superioară de duritate la cald și tenacitate mare. Acestea sunt utilizate în combinație cu acoperirile CVD sau PVD, pentru toate clasele.
Mărimea granulaţiei WC fină spre submicronicăGranulaţiile fine sau submicronice ale WC sunt folosite pentru tăişurile ascuțite cu un strat de acoperire PVD (pentru a îmbunătăți suplimentar puterea tăişului). Acestea beneficiază, de asemenea, de o rezistenţă superioară la sarcini termice și mecanice ciclice. Aplicațiile tipice sunt burghiele şi frezele deget din carbură solidă, plăcuţele pentru retezare şi canelare, clasele pentru finisare
Carburi metalice cu “gradienţi”Proprietatea benefică dublă a gradienților este aplicarea cu succes în combinație cu acoperirile CVD în mai multe clase (ca primă alegere) pentru strunjire, canelare și retezare în oţel şi oţel inoxidabil

5/30/2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Carburi metalice neacoperite - HW(Uncoated cemented carbide)
�Clasele de carburi metalice neacoperite reprezintă o proporție foarte mică din totalul sortimentelor de plăcuţe. �Aceste clase sunt din carbură de wolfram WC/Co sau au un volum mare de carbonitrură cubică.
AplicaţiiAplicațiile tipice sunt reprezentate de prelucrarea materialelor din clasa HRSA (superaliaje rezistente la căldură), a aliajelor de titan, precum și de strunjirea materialelor călite, cu viteză redusă.Rata de uzură a carburilor metalice neacoperite este rapidă, dar controlată, cu o acțiune de auto-ascuțire.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Metaloceramice - CT(cermet)
�Un compus metaloceramic este o carbură metaloceramică cu particule dure de titan. Numele de metaloceramic (cermet) combină cuvintele "metalic şi "ceramic". Inițial, carburile metaloceramice au fost compozite de carbură de titan (TiC) şi nichel. Materialele metaloceramice moderne conţin nichel liber și au o structură pe bază de particule de carbonitrură de titan Ti(C,N), fază secundară de (Ti,Nb,W)(C,N) și un liant de wolfram ȋmbogăţit cu cobalt.�Carbonitrura de titan Ti(C,N) conferă rezistență la uzură, faza secundară dură de (Ti,Nb,W)(C,N) creşte rezistenţa la deformare plastică, iar cantitatea de cobalt adăugată, controlează tenacitatea.�În comparație cu carburile metalice, compuşi metaloceramici îmbunătățesc rezistența la uzură și reduc tendința de a forma pete pe suprafaţa prelucrată. Pe de altă parte, ele au rezistenţele la compresiune şi la şoc termic mai mici.�Metaloceramice poate fi, de asemenea, acoperite PVD pentru a ȋmbunătăţi rezistenţa la uzură.
Technical University of Cluj-Napoca

5/30/2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Aplicaţii
�Clasele mineraloceramice sunt utilizate în aplicații la care existăpericolul de apariţie a depunerilor pe tăiş.
� Fenomenul de auto-ascuțire menține forțele de tăiere scăzute chiar și după perioade lungi de aşchiere. În operațile de finisare, acest lucru permite o durabilitate mai ridicată a sculei, menţine toleranțele ȋntr-un câmp restrâns, rezultând suprafețe lucioase la prelucrare.
�Aplicații tipice sunt finisarea oțelurilor inoxidabile, fontelor turnate cu grafit nodular, otelurilor cu conţinut redus de carbon și oțelurilor feritice. De asemenea, metaloceramicele pot fi utilizate și pentru localizarea defectelor în toate materialele feroase.
Recomandări (sugestii):• Utilizarea unor viteze de avans și adâncimi de aşchiere reduse.• Schimbarea tăişului activ atunci când uzura flancului atinge limita de 0,3 mm.• Evitarea fisurilor mecanice şi termice prin prelucrarea fără lichid de răcire.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Clase:
GC1525 Clasă de carbură mineraloceramică, dură, acoperită, pentru aşchierea suprafeţelor cu ȋntreruperi, strunjire.
CT5015 Clasă de carbură mineraloceramică rezistentă la uzură, pentru aşchierea suprafeţelor continue, strunjire.
CT530 Clasă utilizată la frezare, pentru obţinerea de suprafeţe lucioase.
CT525 Clasă utilizată la retezare şi canelare, pentru operaţii de finisare.

5/30/2013
10
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Ceramice
Toate sculele având partea activă din materiale ceramiceau o rezistenţă excelentă la uzură, la viteze de așchiere mari.
Tipuri:Oxizii ceramici se bazează pe oxidul de aluminiu (Al2O3), cu adaos de oxid de zirconiu (ZrO2) pentru inhibarea fisurii. Acest lucru generează un material care este foarte stabil chimic, dar care nu are rezistență la șoc termic.(1) Ceramicele mixte sunt constituite din particule consolidateprin adăugarea de carburi cubice sau carbonitruri (TiC, Ti(C, N)). Acest lucru îmbunătățește duritatea și conductivitatea termică.
2) Ceramicele armate cu inserţii utilizează carbura de siliciuwhiskers (SiCw) pentru a crește substanţial duritatea și pentrua permite utilizarea lichidului de răcire. Ceramicele armate Whisker sunt ideale pentru prelucrareaaliajelor pe bază de nichel.
Technical University of Cluj-Napoca
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
(3) Ceramicele pe bază de nitrura de siliciu (Si3N4) reprezintă un alt grup de materiale ceramice. Cristale alungite ale acestora formează un material de autoarmare, cu duritate mare. Clasele de nitrură de siliciu sunt utilizate cu succes la prelucrarea fontelor cenușii, dar o lipsă de stabilitate chimică limitează utilizarea acestora la prelucrarea altor materiale.
Clasele de ceramice Sialon (SIALON) combină rezistenţa unei rețele de nitrură de siliciu autoarmată cu stabilitatea chimică sporită. Clasele SIALON sunt ideale pentru prelucrarea aliajelor rezistente la căldură (HRSA).
AplicaţiiClasele ceramice pot fi utilizate într-o gamă largă de aplicații și materiale, de cele mai multe ori în operaţii de strunjire cu viteze mari de aşchiere, dar şi la canelare și frezare. Proprietățile specifice ale fiecărei clase ceramice permite obţinerea de productivităţi ridicate, atunci când sunt utilizate corect. Prin urmare, cunoașterea modului de utilizare corectă a claselor ceramice este foarte importantă pentru realizarea ȋn condiţii optime a procesului de aşchiere.Limitările generale ale claselor de materiale ceramice sunt impuse de rezistenţa la şocuri termice şi tenacitate.

5/30/2013
11
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
CC620 Oxid ceramic pentru finisarea cu viteze mari de aşchiere a fontelor cenuşii, ȋn condiţii de stabilitate şi de prelucrare uscată.
CC6050 ceramică mixtă pentru prelucrări de finisări uşoare a materialelor călite, cu suprafeţe continue.
CC650 ceramică mixtă pentru prelucrarea de finisare cu viteze mari de aşchiere a fontelor cenuşii şi a materialelor călite, precum şi pentru semifinisarea materialelor din clasa HRSA cu cerinţe reduse de rezistenţă.
CC670 ceramică Whisker cu rezistenţă excelentă pentru operaţii de strunjire, canelare şi frezare a aliajelor pe bază de nichel. Poate fi utilizată şi pentru strunjirea pieselor dure ȋn condiţii nefavorabile.
CC6190, CC6090 Clasă de nitrură de siliciu pentru strunjirea de degroşare şi finisare, frezarea uscată cu viteze mari de aşchiere a fontelor, fontelor perlitice şi a fontelor de turnătorie durificate.
CC6190 Clasă de nitrură de siliciu acoperită pentru strunjirea de degroşare uşoară şi finisarea fontelor
CC6060 Clasă sialon pentru performanţe optimizate la strunjirea materialelor HRSA ȋn condiţii stabile. Uzura poate fi previzibilă datorită bunei rezistenţe la uzură a vârfului
CC6065 Particule Sialon armate pentru operații de strunjire în materiale HRSA care necesită plăcuţe dure.
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Nitrură cubică de bor policristalinăCBN (BN)
�Nitrura cubică de bor policristalină CBN, este un material cu o excelentă duritate la cald, care poate fi folosită la vitezefoarte mari de aşchiere. Aceasta prezintă, de asemenea, tenacitate bună și rezistență la șoc termic.
�Clasele moderne de materiale CBN sunt formate din compozite ceramice cu un conținut de 40-65% CBN.
�Adăugarea de liantul ceramic ȋmbunătăţeşte rezistenţa la uzură a CBN, care, de altfel, este predispus la uzură chimică.
�Un alt grup de clase sunt clasele cu conținut înalt de nitrură cubică de bor policristalină CBN, cu 85%, până la aproape 100% CBN. Aceste clase pot avea un liant metalic pentru a îmbunătățirea rezistenței.
�CBN se lipeşte pe un suport de carbură metalică pentru a forma o plăcuţă. Tehnologia Safe-Lok™ îmbunătățește mult vărful CBN al plăcuţelor cu geometrie negativă.
Technical University of Cluj-Napoca

5/30/2013
12
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Aplicaţii�Clasele CBN sunt în mare parte utilizate pentru strunjirea de
finisare a oțelurilor călite, cu o duritate peste 45 HRC. �Peste 55 HRC, CBN este singurul material de aşchiere, care
pot înlocui metodele de rectificare, utilizate în mod tradițional. �Oțelurile mai moi, cu o duritate sub 45 HRC, conțin o cantitate
mai mare de ferită, care are un efect negativ asupra rezistenţei la uzură a CBN.�CBN pot fi, de asemenea, utilizată pentru degroșare cu viteze mari de aşchiere a
fontelor cenușii, atât la strunjire, cât şi la frezare.
ClaseCB7015 clasă CBN acoperită PVD, cu liant ceramic pentru strunjirea suprafeţelor
continue sau cu ȋntreruperi ușoare, în oțeluri călite.CB7025 clasă CBN cu liant ceramic pentru aşchierea suprafeţelor cu întreruperi și
duritate mare, solicitată la strunjirea otelurilor dure.CB7050 clasă cu conținut ridicat de CBN, cu liantul metalic pentru aşchierea
suprafeţelor cu ȋntreruperi mari, în oțeluri călite și pentru finisarea fontelor cenuşii; acoperite PVD.
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Diamantul policristalin (CPD)
�CPD este un compozit de particule de diamant sinterizateîmpreună cu un liant metalic.
�Diamantul este cel mai dur, și, prin urmare, cel mai rezistent la abraziune, dintre toate materialele utilizate la sculele aşchietoare.
�Ca sculă aşchietoare, are rezistenţa la uzură bună, dar îi lipseşte stabilitatea chimică la temperaturi ridicate și se dizolvă ușor în fier.
Aplicaţii�Sculele având partea activă din PCD se limitează la prelucrarea materialelor
neferoase, cum ar fi aluminul cu conţinut mare de siliciu, metalele compozite de tip matrice (MMC) și materiale plastice armate cu fibră de carbon (CFRP).
�PCD cu lichid de răcire pot fi, de asemenea, utilizat aplicţiile de superfinisare ale titanului.
CD10 clasă PCD pentru finisarea și semifinisarea metalelor neferoase și a materiale nemetalice în operaţii de strunjire și de frezare.
Technical University of Cluj-Napoca

5/30/2013
13
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca

5/30/2013
14
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Clasificarea ISO a grupelor de materiale pentru piesele prelucrate
Technical University of Cluj-Napoca
�Industria de prelucrare prin aşchiere a metalelor produce o varietate extrem de largă de componente (piese) realizate din materiale diferite.
�Fiecare material are proprietăţile sale, caracteristici unice, care sunt influențate de elementele de aliere, tratamentul termic, duritate, etc. Acestea pot fi combinate şi pot influența puternic atât alegerea clasei de material şi a geometriei părţii active a sculei aşchietoare, cât şi datele regimului de aşchiere.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Grupele de materiale ISO
Technical University of Cluj-Napoca

5/30/2013
15
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Clase pentru strunjire şi găurire
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Clase pentru frezare
Technical University of Cluj-Napoca

5/30/2013
16
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Clase pentru găurire
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
ISO P - Grupa oţelurilor este cea mai mare grupă de materiale din zona de aşchiere a metalelor, variind de la oţeluri nealiate la oţeluri ȋnalt aliate, inclusiv piese turnate din oțel și oțeluri inoxidabile feritice și martensitice. Prelucrabilitatea acestora este în mod normal bună, dar diferă foarte mult în funcție de duritatea materialului, conținutul de carbon, etc.
ISO M - Grupa oţelurilor inoxidabil cuprinde materialele aliate, cu un minim de 12% crom; alte aliaje pot include nichel și molibden. Condițiile diferite, cum ar fi feritice, martensitice, austenitice, și austenito-feritice (duplex), crează o familie mare de materiale de prelucrat prin aşchiere. O caracteristică a acestor tipuri de materiale este faptul că tăişurile sculei sunt expuse la o cantitate mare de căldură, la uzură și la depuneri pe tăiş.
ISO K - Grupa fontelor este, spre deosebire de cea a oțelurilor, produce un tip scurt de aşchii. Fontele cenuşii (GCI) și fontele maleabile (MCI) sunt destul de uşor de prelucrat, în timp ce fontele cugrafit nodular turnate (NCI), fontele compact turnate (CGI) și fontele bainitice turnate (ADI) sunt mai dificil de prelucrat. Toate fonte conțin carbură de siliciu (SiC), care este foarte abrazivă pentru tăişul sculei.

5/30/2013
17
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
ISO N - Grupa metalelor neferoase cuprinde metale mai moi, cum ar fi aluminiu, cupru, alama, etc. Aluminiumul cu un conținut de 13% siliciu este foarte abraziv. Viteze de aşchiere sunt, în general, ridicate și durabilitatea sculei poate fi mai mare pentru plăcuțele cu tăişuri ascuțite.
ISO S - Grupa materialelor rezistente la căldură cuprinde o serie de superaliaje care includ un număr mare de elemente de aliere, materiale pe bază de nichel, cobalt și titan. Ele sunt lipicioase, pot crea depuneri pe tăiş, se pot durifica ȋn timpul prelucrării și pot genera călduri ȋnalte. Acestea sunt foarte asemănătoare cu materialele din grupa ISO M, dar sunt mult mai greu de aşchiat și reduc durabilitatea tăişului sculei.
ISO H - Această grupă include oţelurile cu o duritate cuprinsă între 45-65 HRC, precum și fontele refrigerate în jurul durităţii de 400-600 HB. Duritatea le face dificil de prelucrat, se pot genera călduri ȋnalte în timpul aşchierii și sunt foarte abrazive pentru tăişul sculei.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile de clasificare ale materialelor MCÎmpărțirea materialelor, care urmează a fi prelucrate, în 6 grupe, nu furnizează suficiente informații pentru a selecta corect geometria si clasa părţii active a sculei, respectiv datele pentru regimul de aşchiere. In acest scop, grupurile de materiale ar trebui să fie defalcate, în continuare, în subgrupe. Firma Sandvik Coromant utilizează un sistem de codificare şi clasificare a materialelor, numit pe scurt CMC (Coromant Material Classification). Ȋn conformitate cu acest sistem, materialele sunt clasificate în funcție de prelucrabilitatea acestora, fiind oferite utilizatorilor recomandări ȋn ceea ce priveşte materialul părţii active a sculei şi datele corespunzătoare pentru regimul de aşchiere.Ȋn ultima perioada de timp, pentru a ȋmbunătăţii productivitatea şi a uşura alegerea parametrilor regimului de aşchiere, au fost elaborate clasificări pe subgrupe de materiale, care au ȋn vedere tipul acestora, conținutul de carbon, procesul de fabricație, tratament termic, duritatea, etc.
MC code structureStructura codului MC utilizează o combinație de litere și numere, reprezentând o varietate de proprietăți și caracteristici ale materialelor de prelucrat.

5/30/2013
18
Structura codului de materiale MC – Sandvik CoromantStructura codului MC utilizează o combinație de litere și numere, reprezentând o varietate de proprietăți și caracteristici ale materialelor de prelucrat.
Exemplul 1: P1.2.Z.ANP este codului ISO pentru oțel1 - grupul de materiale pentru oţeluri nealiate2 - subgrupa de materiale cu un conținut de carbon cuprins ȋntre 0,25% - 0,55% CZ - procesul de fabricație: forjate / laminate / trase la receAN - tratamentul termic, recopt, livrat cu valori de duritate
Exemplul 2: N1.3.C.AGN este codul ISO pentru materialele neferoase1 - grupul de materiale pentru aluminiu3 - subgrupa aluminiului corespunzătoare unui conţinut de siliciu cuprins ȋntre 1-13% SiC - procesul de fabricație: turnareAG - tratamentul termic: ȋmbătrânitPrin descrierea compoziției materialului, a procesul de fabricație şi a tratamentului termic (elemente care influențează proprietățile mecanice ale materialului), se realizează o descriere mai exactă a tipului de material prelucrat, care poate fi folosită, ulterior, pentru a genera recomandări îmbunătățite ȋn ceea ce priveşte regimul de aşchiere utilizat.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Forţa specifică de aşchiere, kc1
Pentru determinarea puterii, a momentului şi a forţei de aşchiere, se utilizează noţiunea de forță specifică de așchiere kc1.
Aceasta poate fi definită ca o forță Fc, pe direcția principală de aşchiere, necesară pentru a ȋndepărta o aşchie cu secţiunea de 1 mm² şi care are o grosime de 1 mm.
Valoarea kc1 este diferită pentru cele șase grupe principale de materiale și variază, de asemenea, în cadrul fiecărei grupe.
Valoarea kc1 este valabilă pentru o plăcuţă cu un unghi de degajare nul, = 0°(pentru alte valori trebuie efectuate corecţii).
De exemplu, în cazul în care unghiul de degajare este pozitiv, valoarea reală KCva scădea, fiind calculată cu formula:
[N/mm²]

5/30/2013
19
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Dacă grosimea reală a aşchiei hm este, de exemplu 0,3 mm, valoarea KC va fi mai mare
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Valorile pentru forţa specifică de aşchiere, corespunzătoare grupelor de materiale

5/30/2013
20
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Definirea prelucrabilităţii materialului
Secţiune transversală prin plăcuţa aşchietoare la prelucrarea celor şase grupe principale de materiale
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Există, de obicei, trei factori principali care trebuie să fie identificaţi, pentru a determina
prelucrabilitatea unui material:1. Clasificarea materialului piesei din punct de vedere metalurgic şi mecanic.2. Geometria tăişului sculei utilizate, la nivel micro și macro.3. Materialul părţii active a sculei (clasa de material), cu constituenţii săi proprii, de exemplu, carbură acoperită, ceramică, CBN sau PCD, etc.Selecțiile de mai sus vor avea cea mai mare influență asupra prelucrabilității materialului prelucrat. Alți factori implicați sunt: regimul de aşchiere utilizat, forțele de aşchiere, tratamentul termic, starea superficială a suprafeței, incluziunile metalurgice, fixarea sculei, precum și condițiile generale de prelucrare, etc.Prelucrabilitate nu are o definiție directă, cum ar fi asocierea de note sau numere. Într-un sens larg, aceasta include capacitatea materialului piesei de a fi prelucrat, uzura creată pe tăiş şi modul de formare a aşchiilor rezultate. În aceste privințe, un oțel aliat cu conţinut redus de carbon este mai ușor de aşchiat, în comparație cu oțelurile inoxidabile austenitice care sunt mai pretenţioase la prelucrare. Oţelul slab aliat este considerat a avea o prelucrabilitate mai bună în comparație cu oțelul inoxidabil. Conceptul de "prelucrabilitatea bună", presupune, de obicei, un proces de aşchiere uşor și o durabilitate a sculei echitabilă. Cele mai multe evaluări ale prelucrabilităţii pentru un anumit material sunt realizate cu ajutorul testelor practice, iar rezultatele sunt determinate în raport cu un alt test efectuat într-un alt tip de material,în aproximativ aceleași condiții. Ȋn aceste teste, alți factori, cum ar fi micro-structura, tendința de a forma pete pe suprafaţa aşchiată, mașina-uneltă, stabilitatea operaţiei, nivelul de zgomot, durabilitatea sculei, etc. vor fi luați în considerare.

5/30/2013
21
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrarea oțelurilor din grupa ISO P
• Grupa oțelurilor este cea mai mare grupă de materialeprelucrabile prin așchiere.
• Aceste oţeluri fi necălite sau călite și temperate, cu o duritate de până la 400 HB. Oțelurile, cu o duritate mai mare de aprox. 48 HRC și pânăla 62-65 HRC aparțin grupei de materiale ISO H.
• Oţelul este un aliaj având drept component de bază fierul.
• Oțelurile nealiate au un conținut de carbon mai mic de 0.8% C și sunt compuse exclusiv din fier (Fe), fără alte elemente de aliere.
• Oţelurile aliate au un conținut de carbon mai mic de 1,7% C și elemente de aliere, cum ar fi: Ni, Cr, Mo, V și W.
• Oţelurile slab aliate au elemente de aliere sub 5%.
• Oţelurile ȋnalt aliate au peste 5% elemente de aliere.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea oțelului ISO P
• Prelucrabilitatea oțelului diferă, în funcție de elementele de aliere, tratamentul termic și procesul de fabricație (forjare, laminare, turnare, etc).
• În general, controlul aşchiei este relativ uşor.
• Oţelurile cu un conţinut redus de carbon produc aşchii mai lungi, care sunt lipicioase și necesită tăişuri ascuțite.
• Forţa specifică de aşchiere kc1 este cuprinsă ȋntre limitele: 1400-3100 N/mm².
• Forţa de aşchiere și puterea necesară pentru maşina-unealtă sunt într-un interval limitat.

5/30/2013
22
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Elemente de aliere
C influențează duritatea (un conținut mai mare duce la creșterea uzurii abrazive). Un conținut redus de carbon, sub 0,2% C, duce la creșterea uzurii adezive, ceea ce va favoriza depunerile pe tăiş şi va ȋnrăutăţi condiţiile de formare a aşchiilor.
Cr, Mo, W, V, Ti, Nb (formatori de carburi) - cresc uzura abrazivă.
O are o mare influenţă asupra prelucrabilității: formează oxizi nemetalici şi incluziuni abrazive.
Al, Ti, V, Nb sunt utilizate pentru obţinerea unei granulații fine a oțelului, făcându-le dure și mai greu de prelucrat.
P, C, N în ferită, scad ductilitatea, care crește uzura adezivă.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Efecte pozitive
Pb, la prelucrarea oțelului reduce frecarea dintre aşchie şi plăcuţă, reduce uzura şi ȋmbunătăţeşte ruperea aşchiei.
Ca, Mn (+S), formează sulfuri moi de lubrifiere. Conținutul ridicat de sulf îmbunătățește prelucrabilitatea și ruperea aşchiei.
S, are un efect benefic asupra prelucrabilităţii. Diferențe mici, cum ar fi cele între 0,001% și 0,003% pot avea efecte semnificative asupra prelucrabilităţii. Conținutul de sulf de aproximativ 0,25% este tipic. Sulful formează sulfuri manganoase moi (MnS), incluziuni, care vor forma un strat de ungere între aşchie și tăiș. Sulfura de mangan MnS va îmbunătăți, de asemenea, ruperea aşchiei. Plumbul (Pb) are un efect similar și este adesea folosit în combinație cu sulful ȋn proporţie de aproximativ 0,25%.

5/30/2013
23
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Efecte pozitive şi negative
Si, Al, Ca formează incluziuni de oxizi care duc la creșterea uzurii.
Incluziunile în oțel au o influență importantă asupra prelucrabilității, deși ele reprezintă procente foarte mici ȋn compoziția totală. Această influență poate fi atât negativă cât și pozitivă.
De exemplu, aluminiu (Al) este folosit pentru a dezoxida topitura de fier. Cu toate acestea, aluminiu formează oxizi de aluminiu duri, abrazivi (Al2O3), care are un efect negativ asupra prelucrabilității (a se compara cu stratul de acoperire cu oxizi de aluminiu de pe o plăcuţă). Acest efect negativ poate, totuși, să fie contracarat prin adăugarea de calciu (Ca), care va forma o coajă moale în jurul particulelor abrazive.
• Oțelurile turnate au o structură de suprafaţă aspră, care poate include nisip și zgură, și necesită tenacitate pe tăişul sculei.
• Oțelurile laminate prezintă grăunţi de dimensiuni destul de mari şi structuri mai inegale, care generează variaţii ale forţelor de aşchiere.
• Oţelurile forjate au grăunţi de dimensiuni mai mici și o structură mai uniformă, care generează mai puține probleme la aşchiere.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentruoțeluri
Din punct de vedere al prelucrabilităţii, oţelurile sunt clasificate în:
•oţeluri nealiate (unalloyed),
•oțeluri slab aliate (low alloyed),
•oţeluri ȋnalt aliate (high alloyed)
•oţeluri sinterizate (sintered)

5/30/2013
24
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru oțeluri(Exemplu 1)
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru oțeluri (Exemplul 2)

5/30/2013
25
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Oţel nealiat (Unalloyed steel) – P 1.1-1.5
În oțelurile nealiate, conținutul de carbon < 0,8% C, în timp ce oțelurile aliate au adăugate adiţional şi elemente de aliere. Duritatea 90 - 350HB. Un conținut de carbon >0,2% C permite călirea materialului.
Utilizările predominante: oțeluri de construcții, oțeluri structurale, produse ambutisate adânc și ștanțate, precum și o varietate de oţeluri turnate. Utilizările generale: axe, arbori, tuburi, piese forjate, construcții sudate (C<0,25%).
Dificultățile de rupere a aşchiilor și tendința de formare a petelor pe suprafeţele prelucrate (depuneri pe tăişul sculei) necesită o atenție deosebită la prelucrarea oţelurilor cu conţinut redus de carbon (C<0,25%). Tendinţa de formare a petelor poate fi redusă prin utilizarea unor viteze mari de aşchiere, a tăişurilor ascuţite, a unor forme geometrice de feţe de degajare care generează unghiuri pozitive, precum şi prin utilizarea unor clase de plăcuţe acoperite.
La strunjire, se recomandă ca adâncimea de aşchiere să fie apropiată sau mai mare decât raza de la vârful sculei, pentru a îmbunătăți ruperea aşchiei. Deşi, ȋn general, oțelurile călite au o prelucrabilitate foarte bună, ele tind să genereze o uzură a flancului relativ mare pe tăiş.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Oţel slab aliat (Low alloyed steel) – P 2.1-2.6
Ȋn prezent, oţelurile slab aliate sunt cele mai frecvente materiale disponibile în așchiere. Grupul include atât materiale moi, cât și cele călite (până la 50 HRC).
Oţelurile aliate cu Mo și Cr sunt utilizate pentru temperaturi mai ridicate.
Utilizările generale: axe, arbori, oţeluri structurale, tuburi și forjate. Exemple de componente pentru industria automobilelor sunt: bare conice, axe cu came, butuci de roți, pinioane de direcție, etc.
Prelucrabilitatea pentru oţelurile slab aliate depinde de conținutul de elemente de aliere și de tratamentul termic aplicat (duritatea materialului). Pentru toate materialele din acest grup, fenomenele cele mai frecvente sunt cele legate de uzura tip crater și uzura flancului.
Materiale călite degajă o cantitate mare de caldură în zona de aşchiere și pot duce la deformarea plastică a tăișului.
Technical University of Cluj-Napoca

5/30/2013
26
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Oţel ȋnalt aliat (High alloyed steel) – P 3.0-3.2
Oţelurile ȋnalt aliate includ oţelurile carbon cu un conținut total de elemente de aliere de peste 5%. Grupul include atât materiale moi, cât și cele călite (până la 50 HRC).
Utilizările tipice: piese de mașini unelte, matriţe, componente hidraulice, cilindri și scule de tăiere (HSS).
În general, prelucrabilitatea scade odată cu creşterea conținutului de elemente de aliere şi a durităţii. De exemplu, la 12-15% elemente de aliere și duritate de până la 450 HB, tăişul trebuie să aibă o rezistenţă termică bună pentru a rezista la deformare plastică.
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Oţel inoxidabil (ISO M Stainless steel)
Technical University of Cluj-Napoca
• Aliaje care au ca element constitutiv major fierul (Fe).
• Au un conținut de crom (> 12% Cr)
• Au un conținut de carbon în general scăzut (C≤0,05%).
• Diversele adaosuri de nichel (Ni), crom (Cr), molibden (Mo), niobiu (Nb) și titan (Ti), furnizează diferite caracteristici, cum ar fi rezistența la coroziune și rezistență la temperaturi ridicate.
• Cromul (Cr) ȋn combinaţie cu oxigenul (O) creează un strat de pasivare de Cr2O3, pe suprafața oțelului, care oferă o proprietate noncorozivă materialul.

5/30/2013
27
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Prelucrabilitatea oțelurilor inoxidabile diferă în funcție de elementele de aliere, tratamentul termic și procesele de fabricație (forjate, turnate, etc). În general, prelucrabilitatea scade cu un conținut de aliaj superior, dar prelucrabilitatea îmbunătățită este disponibilă în toate grupurile de oţeluri inoxidabile.
• Materiale care dau aşchii lungii.• Controlul aşchiilor este acceptabil la prelucrarea materialelor cu structură feritică/martensitică, devenind mai complex la prelucrarea materialelor cu structură austenitică și duplex.• Forţa specifică de aşchiere variază ȋntre: 1800-2850 N/mm².• Prelucrarea creează forțe mari de aşchiere, depuneri pe tăiş, cantităţi mari de căldură • Conţinutul superior de azot (N) ȋn structura austenitică, sporește rezistența și oferă rezistență împotriva coroziunii, dar scade prelucrabilitatea• Adaosurile de sulf (S) sunt folosite pentru a îmbunătăți prelucrabilitatea.• Un conţinut înalt de carbon (C>0,2%) furnizează o uzură a flancul relativ mare.• Molibdenul (Mo) și azotul (N) scăd prelucrabilitatea, ȋnsă, aceste elemente oferă rezistență la atacurile acide și contribuie la rezistenţa la temperaturi ridicate.• SANMAC (denumirea comercială Sandvik) este un material la care prelucrabilitatea este îmbunătățită prin optimizarea volumul de sulfuri şi oxizi fără a sacrifica rezistenţa la coroziune.
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea relativă a oţelurilor inoxidabile în funcţie de structura acestora

5/30/2013
28
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru oțeluri inoxidabile
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru oțeluri inoxidabile (Exemplul 1)

5/30/2013
29
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru oțeluri inoxidabile (Exemplul 2)
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Microstructura oțelurilor inoxidabile depinde în primul rând de compoziția sa chimică, în care principalele elemente de aliere sunt cromul (Cr) şi nichelul (Ni) .
�Ȋn realitate, variația poate fi mai mare, datorită influenței altor elemente de aliere care urmăresc să stabilizeze austenita sau ferita.
�Structura poate fi, de asemenea, modificată prin tratament termic sau, în unele cazuri, prin prelucrare la rece.
�Cantitatea de ferită dură sau de oțel inoxidabil austenitic cresc rezistența la rupere.

5/30/2013
30
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Oţel inoxidabil cu structură feritică şi martensitică (Ferritic and martensitic stainless steel) – P5.0-5.1
Din punct de vedere al prelucrabilităţii, oţelurile inoxidabile feritice și martensitice sunt clasificate ca şi grupa de oţeluri ISO P. Conţinutul normal de crom este 12-18% Cr. Doar adaosuri mici de alte elemente de aliere sunt prezente ȋn structură.
Oţelurile inoxidabile martensitice au un conținut relativ ridicat de carbon, ceea ce le face călibile. Oțeluri feritice au proprietăți magnetice. Sudabilitate este scăzută atât pentru cele feritice cât și pentru cele martensitice, rezistența la coroziune este scăzută spre mediu, dar crește la un conținut de Cr mai mare.
Este folosit în aplicații care solicită o rezistenţă limitată la coroziune.Materialul feritic are un cost relativ scăzut, datorită conținutului limitat de nichel.
Prelucrarea va crea uzura flancului și de tip crater, cu unele tăişuri de depunere.
Exemple de aplicații: arbori de pompe, turbine cu abur și turbine de apă, bucşe, mufe, bolțuri, încălzitoare de apă caldă, industriile de prelucrare a produselor alimentare şi din celuloză, datorită cerințelor reduse de rezistenţă la coroziune.
Oțelurile martensitice pot fi călite și sunt utilizate pentru tăişuri la tacâmurile din oțel, lamele de ras, instrumentele chirurgicale, etc.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Oţeluri inoxidabile austenitice şi superaustenitice (Austenitic and super-austenitic stainless steels) – M1.0-2.0
Oțelurile austenitice constitue grupul principal de oţeluri inoxidabile, compoziția cea mai comună fiind de 18% Cr şi 8% Ni (ca de exemplu, oţelurile 18/8, tip 304). Un oțel cu rezistență mai bună la coroziune este creat prin adăugarea de molibden 2-3% Mo, care poartă denumirea şi de "oţel rezistent la acizi" (tip 316). Grupul MC include, de asemenea, oţeluri inoxidabile superaustenitice, cu un conținut de peste 20% Ni. Oțelurile călite cu precipitaţii austenitice (PH) au o structura austenitică la tratamentul termic ȋn soluţii și un conținut de peste 16% Cr și de peste 7% Ni, cu cca. 1% aluminiu (Al). Un exemplu tipic de oțel călit: oţelul PH 17/7.
Utilizate pentru componente care solicită o bună rezistenţă la coroziune. Aceste materiale au o sudabilitate foarte bună și proprietăți bune la temperaturi ridicate.
Aplicații: industria chimică, a celulozei, alimentară și de prelucrare, galeriile de evacuare pentru avioane.
Proprietati mecanice bune sunt îmbunătățite prin prelucrarea la rece.

5/30/2013
31
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
� Călirea realizează suprafețe și aşchii dure, care, la rândul lor, duc la uzura vârfului.
� De asemenea, creează aderenţe și conduc la formarea de depuneri pe tăiş. Prelucrabilitate relativă a acestor oţeluri este de 60%.
� Condiţiile de călire pot distruge stratul de acoperire și de material-suport din tăiş, rezultând o proastă finisare a suprafeţei.
� Austenita produce aşchii dificile, lungi, continue, care sunt greu de fragmentat. Adăugarea de sulf ȋmbunătăţeşte prelucrabilitatea, dar rezistenţa la coroziune scade.
� Se vor utiliza tăişuri ascuțite, cu o geometrie pozitivă, aşchierea fiind efectuată sub stratul durificat, păstrându-se o adâncime de aşchiere constantă.
� Generează o cantitate mare de căldură atunci când sunt prelucrate.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Oţeluri inoxidabile duplex (Duplex stainless steels) – M 3.41-3.42
Prin adăugarea nichel la un oţel inoxidabil feritic pe bază de crom, se formează o structură de bază mixtă / matrice, care conține atât ferită cât și austenită (oțel inoxidabil duplex). Materialele duplex au o rezistență la tracțiune mare și mențin o rezistenţă foarte mare la coroziune. Denumirile, cum ar fi super-duplex și hiper-duplex indică conținut ridicat de elemente de aliere şi au rezistenţa la coroziune mai bună. Un conținut de 18-28% Cr și 4-7% Ni este comun oţelurilor duplex şi va conduce la o pondere a feritei de 25-80%.
Utilizări: utilaje din industria chimică, alimentară, construcții, instrumente medicale și industria de fabricare a hârtiei și celulozei, în procesele care includ acizi sau clor. Adesea este folosit pentru echipamente din industria petroliră și de gaze.
Prelucrabilitate relativă este, în general, slabă, de 30%, datorită limitei de curgere și a rezistenței la tracțiune ridicate. Conținutul mai mare de ferită, de peste 60%, ȋmbunatăţeşte prelucrabilitatea. Ȋn procesul de prelucrare rezultă aşchii puternice, care pot provoca loviri ale suprafeţelor și generează forțe mari de aşchiere. Rezultă o cantitate mare de căldură în timpul aşchierii, ceea ce poate duce la deformări plastice și uzuri de tip crater grave.Unghiurile de atac mici sunt de preferat pentru a evita uzura vârfului și formarea de bavuri. Stabilitatea sistemului de fixare a sculei și a piesei este esențială.

5/30/2013
32
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Grupa fontelor ISO K (ISO K Cast iron)
Exista 5 tipuri principale de fontă:
• Fontă cenușie (GCI),• Fontă maleabilă (MCI),• Fontă cu grafit nodular (NCI),• Fontă cu grafit compactat (CGI) • Fontă ductilă bainitică (ADI)
Fonta este o compoziție de Fe-C, cu un procent relativ ridicat de Si (1-3%).
Conținutul de carbon este de peste 2%, ceea ce constitue solubilitatea maximă a C în faza austenitică.
Cromul (Cr), molibdenul (Mo) și vanadiul (V) formează carburi, care cresc rezistența și duritatea, dar scad prelucrabilitatea.
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
• Materiale care dau aşchii scurte, cu un bun control al formării acestora, în majoritatea condițiilor.
• Forța specifică de aşchiere: 790 - 1350 N/mm².
• Prelucrarea cu viteze mai mari, în special în fonte cu incluziuni de nisip, creează uzura abrazivă.
• Fontele de tip NCI, CGI și ADI necesită atenție suplimentară, datorită proprietăților mecanice diferite și prezenței de grafit în matrice (comparativ cu fonta GCI).
• Fontele sunt adesea prelucrate cu plăcuţe de tip negative, deoarece acestea oferă tăişuri puternice și aplicații sigure.
• Substraturile de carbură ar trebui să fie dure și acoperirile ar trebui să fie de tipuri groase cu oxid de aluminiu pentru a avea o rezistenţă bună la uzura abrazivă.
• Fontele sunt în mod tradițional prelucrate uscat, dar pot fi, de asemenea, prelucrate în condiții de umiditate, în principal pentru a menține contaminarea de praf de carbon și de fier la un nivel minim. Există, de asemenea, clase disponibile care se potrivesc cu cerinţele de prelucrare cu lichide de aşchiere.

5/30/2013
33
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Influența durităţii• Influența durităţii referitoare la prelucrabilitatea fontelor, urmează aceleași reguli ca pentru orice alt material.
• De exemplu, fontele ADI, CGI , precum și NCI trebuie să aibă o duritate de până la 300-400 HB. Fontele de tip MCI și GCI au o duritate medie de 200-250 HB.
• Fontele albe turnate pot atinge o duritate mai mare de 500 HB, la rate rapide de răcire, în cazul în care carbonul reacționează cu fierul pentru a forma o carbură Fe3C (cementita), în loc de prezenţa carbonului liber. Fontele albe turnate sunt foarte abrazive și dificil de prelucrat.
Unele durităţi superioare pot fi găsite în fontele cu grafit nodular și de tip ADI.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru fontă

5/30/2013
34
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru fontă (Exemplul 1)
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru fontă (Exemplul 2)

5/30/2013
35
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Fonta maleabilă (Malleable Cast Iron -MCI) K 1.1-1.2 şi Fonta cenuşie (Grey Cast Iron -GCI) K 2.1-2.3
Fonta maleabilă se obţine prin tratament termic, ȋn două etape şi are o structură de ferită + perlită + carbon temperat, ceea ce duce la grăunţi neregulaţi de grafit. Acest lucru înseamnă că materialul maleabil este mai puțin sensibil la fisurare și valorile sale de rezistență și alungire la rupere sunt mai mari
Fonta cenușie are grafit sub formă tipică de fulgi, iar principalele caracteristici sunt: rezistenţa la impact redusă (comportament fragil); conductivitate termică bună, cantitate mică de căldură la prelucrare; proprietăți bune de umezire, absoarbe vibrațiile.
Componente fabricate din fontă maleabilă MCI: lagărele de osiei, roți de calea ferată, fitinguri și angrenaje de înaltă rezistență. Componentele fabricate din fontă cenuşie GCI: tigăi, blocuri motoare, cilindri pentru compresoare, angrenaje și cutii cutie de viteze.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea
Fonta maleabilă are o rezistență mai mare la tracțiune, comparativ cu fonta cenuşie GCI și seamănă cu fonta cu grafit nodular NCI la prelucrabilitate, dar, în general, ambele au proprietăţi excelente de prelucrare. În general, fonta cu structură perlitică mărește uzura abrazivă, în timp ce structurile feritice cresc uzura adezivă.
Fonta cenuşie are rezistenţa la impact redusă, generează forțe mici de aşchiere și are o prelucrabilitate foarte bună. Uzura este creată în procesul de aşchiere numai prin abraziune, nu există uzură chimică. Fonta cenuşie este adesea aliată cu Cr, pentru îmbunătățirea proprietăților mecanice. Rezistența mai mare determină, ȋnsă, o prelucrabilitate mai scăzută.

5/30/2013
36
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Fonta cu grafit nodular (Nodular Cast Iron -NCI) K 3.1-3.5
Are grafit sub formă sferică și principalele caracteristici sunt: rigiditate şi rezistenţă la impact bună = material dur, necasant; rezistența la tracțiune bună; proprietăți proaste de amortizare, nu absoarbe vibrațiile; conductivitatea termică proastă, degajă o cantitate mare de căldură în procesul de aşchiere. În comparație cu fonta cenuşie GCI, ȋn fonta cu grafit nodular NCI, grafitul apare sub forma de noduli, ceea ce contribuie la proprietățile de tracțiune și tenacitate mai mari.
Componente uzuale: butuci, tuburi, role, galerii de evacuare (adesea fabricate din fontă aliată cu SiMo, care este mai rezistentă la caldură), arbori cotiți, carcase de diferențial, plăcile de ambreiaj, etc.
Prelucrabilitate: Fonta cu grafit nodular are o tendință puternică de a forma depuneri pe tăiș (tendința fiind mai puternică pentru materiale NCI mai moi, cu conținut mai mare de ferită). Atunci când se prelucrează semifabricate cu un conținut ridicat de ferită și cu suprafeţe cu întreruperi, uzura adezivă este dominantă, ceea ce poate cauza probleme cu exfolierea stratului de acoperire.Problema aderenței este mai puțin pronunțată la fontele cu grafit nodular NCI dure, care au un conținut mai mare de perlită. Ȋn acest caz, este mult mai probabil să apară uzura abrazivă și/sau deformarea plastică.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Fontă cu grafit compact (Compacted Graphite Iron -CGI) K 4.1-4.2
Fonta cu grafit compact CGI este un material care poate satisface atât cerinţele pentru creşterea rezistenței, cât ş cele pentru reducerea greutăţii, păstrând ȋnsă prelucrabilitatea ȋn limte rezonabile. Caracteristicile termice și de amortizare ale fontei CGI sunt între cele ale fontelor NCI şi respectiv GCI. Rezistenţa la oboseală este de două ori mai mare decât cea a fontei cenuşii. Particulele de grafit din fonta de tip CGI sunt alungite și orientate aleatoriu, la fel ca în fonta cenușie, dar ele sunt mai scurte, mai groase și au marginile rotunjite. Fonta CGI cu un conținut de perlită sub 90% este cea mai comună.
Componente uzuale: fabricarea de motoare (în cazul în care sunt necesare materialele mai ușoare și mai puternice; greutatea blocului motor poate fi redusă cu cca. 20% comparativ cu unul fabricat din fontă cenuşie GCI), capete de cilindru și discuri de frână.
Prelucrabilitate: fonta cu grafit compactat este între fonta cenuşie și fonta cu grafit nodular. Rezistența la tracțiune este de 2 - 3 ori mai bună decât cea a fontei cenușii, dar conductivitatea termică redusă a fontei CGI generează forțe mai mari de aşchiere, generând şi o cantitate mare de caldură în zona de așchiere. Un conținut sporit de titan în compoziţia fontei CGI influențează negativ durabilitatea sculei.Operațiunile de prelucrare comune sunt frezarea frontală și alezarea.

5/30/2013
37
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Fontă ductilă bainitică (Austempered Ductile Iron -ADI) K 5.1- 5.3
Fontă ductilă bainitică face parte din familia fontelor tratate termic.
Tratamentul termic de călire izotermică, transformă fontă ductilă ȋntr-o fontă ductilă bainitică (ADI), ale cărei caracteristici cuprind rezistența excelentă, tenacitatea și caracteristicile de oboseală.
Fonta ADI este mai puternică pe unitatea de greutate decât aluminiul și la fel de rezistentă la uzură ca oțelul.
Valorile pentru rezistența la tracțiune și limita de curgere sunt de două ori mai mari decât cele ale fontei ductile standard.
Rezistența la oboseală este de 50% mai mare şi poate fi îmbunătățită prin prelucrarea cu alice metalice sau rulare.
Componente uzuale:Fontele de tip ADI turnate tind să ȋnlocuiască piese forjate din oțel și cele turnate, confecţiile sudate, oțelul cementat şi aluminiu, datorită performanțelor sale superioare. Utilizările sale dominante sunt în industria auto, în cazul în care acestea sunt folosit pentru piese de suspensie și de transport, etc. Sunt, de asemenea, utilizate în sectoarele miniere și de construcții.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea
Durabilitatea sculei poate fi redusă cu 40-50%, comparativ cu fonta de tip NCI.
Rezistența la rupere și ductilitatea fontei de tip ADI sunt apropiate de cele ale oțelului, dar procesul de formare a aşchiilor clasifică fonta ADI ca o fontă ductilă (se formează aşchii segmentate).
Microduritatea fontei ADI este mai mare (în comparație cu oțelurile având duritatea comparabilă). Clasele ȋnalte de fonte ADI conțin particule dure ȋn structura microstructură.
Sarcinile termice şi mecanice ridicate, cauzate de rezistența ȋnaltă și ductilitate, vor concentra uzura lângă tăiș (din cauza procesul de formare a aşchiilor fragmentate) și pot conduce la uzuri pe faţa de degajare.
Durificarea ȋn timpul procesului de formare a aşchiilor poate conduce la forțe dinamice mari de aşchiere.
Temperatura tăişului sculei este un factor puternic care determină uzura.

5/30/2013
38
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Grupa de materiale neferoase ISO N
• Acest grup de materiale conține materialele neferoase, metalele moi cu duritate sub 130 HB, cu excepția bronzurilor de înaltă rezistență (>225HB);
• Aliaje de aluminiu (Al) care conțin mai puțin de 12-13% Si (reprezintă cea mai mare parte);
• MMC: Metal Matrix Composite: Al + SiC (20-30%);
• Aliaje pe bază de magneziu;
• Cupru, cupru electrolitic cu 99,95% Cu;
• Bronz: cupru cu staniu (Sn) (10-14%) și/sau aluminiu (3-10%);
• Alamă: Cupru (60-85%), cu Zinc (Zn) (40-15%).
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea aluminiului
• Materiale care dau aşchii lungi la prelucrare;
• Control relativ ușor al aşchiilor formate, dacă sunt aliate;
• Aluminiul pur este lipicios și necesită tăişuri ascuțite și viteze mari de aşchiere;
• Forţa specifică de aşchiere: 350-700 N/mm²;
• Forțele de aşchiere şi puterea necesară pentru mașina-uneltă sunt mici;
• Materialul poate fi prelucrat cu clasele de carbură neacoperite când conţinutul de siliciu este mai mic de 7-8% Si și cu clasele de plăcuțe tip PCD pentru cazul aluminiului cu conţinut mare de siliciu.
• Al eutectic cu conţinut mare de siliciu (> 12% Si) este foarte abraziv.
Componente uzuale:Blocuri motoare, chiuloase, carcase de transport, carcase, cadre pentru componente aerospațiale, etc.

5/30/2013
39
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru grupa de materiale neferoase ISO N
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru grupa de materiale neferoase ISO N (Exemplu)

5/30/2013
40
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Grupa de materiale rezistente la temperaturi înalte (HRSA) și a titanului - ISO S
• Grupul de materiale ISO S poate fi împărțită în:- superaliaje rezistente la căldură (HRSA) și - titan.
• Materialele HRSA pot fi împărțite în trei grupe: - pe bază de nichel, - aliaje de fier și - aliaje pe bază de cobalt.
• Starea materialului poate fi: recopt, tratat termic ȋn soluție, îmbătrânit, laminat, forjat, turnat.
• Proprietăți: conţinutul crescut de aliaj (Co mai mult decât Ni), conduce la o bună rezistență la căldură, la creșterea rezistenței la tracțiune și la o rezistență mai mare la coroziune.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
• Proprietățile fizice și prelucrarilitatea variază considerabil, datorită atât naturii chimice a aliajului, cât și procesului metalurgic precis din timpul fabricației.
• Recoacerea şi ȋmbătrânirea influenţeză proprietățile de prelucrare ulterioară.
• Controlul aşchiilor este dificil (aşchii segmentate).
• Forţa specifică de aşchiere: 2400-3100 N/mm² pentru materialele din grupa HRSA și 1300-1400 N/mm² pentru titan.
• Forțele de aşchiere și puterea necesară sunt destul de mari.
ȊmbătrânireaÎn scopul obținerii unei rezistențe mai mari, aliajele rezistente la căldură, poate fi "Călite prin precipitare".
Prin tratarea materialului la temperaturi ridicate, și anume tratament de ȋmbătrânire, particule mici intermetalice se precipită în aliaj. Aceste particule vor împiedica deplasarea în structura de cristal și, ca rezultat, materialul va fi mai dificil de deformat.

5/30/2013
41
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Din punct de vedere al prelucrabilităţii, oţelurile din clasa HRSA sunt clasificate în materiale fier-nichel şi materiale pe bază de cobalt. Titanul este împărțit în titan pur comercial, aliaje alfa și aliaje apropiate de alfa, aliaje alfa/beta, aliaje beta.
Codurile MC pentru grupa de materiale HRSA – ISO S
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru grupa de materiale HRSA – ISO S (Exemplul 1)

5/30/2013
42
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru grupa de materiale HRSA – ISO S (Exemplul 2)
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Materiale HRSA – S 1.0-3.0
Materiale rezistente la coroziune ȋnaltă, ȋşi păstrează duritatea și rezistența la temperaturi ridicate. Materialele sunt utilizate până la temperaturi de 1000°C și sunt durificate printr-un proces de îmbătrânire
• Versiunea pe bază de nichel este cea mai utilizată (peste 50% din greutatea unui motor de avion). Materiale durificate prin precipitare includ: Inconel 718, 706 Waspalloy, Udimet 720.
• Materiale pe bază de fier se dezvoltă din oţeluri inoxidabile austenitice şi au cele mai sărace proprietăți de rezistență la cald: Inconel 909, Greek Ascolloy și A286.
• Materialele pe bază de Cobalt au cele mai bune performanțe la temperaturi ȋnalte şi rezistenţă la coroziune și sunt utilizate preponderente în industria medicală: Haynes 25 (Co49Cr20W15Ni10), Stellite 21, 31.
• Principalele elemente de aliere din materiale cuprinse ȋn clasa HRSA sunt:Ni: stabilizează structura metalică şi proprietăţile materialului la temperaturi ridicate;Co, Mo, W: cresc rezistenţa la temperaturi ridicate;Cr, Al, Si: ȋmbunătățesc rezistența la oxidare şi coroziune la temperaturi ridicate;C: crește rezistența la fluaj.

5/30/2013
43
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Componente uzuale: Motoare aerospațiale, turbine de putere cu gaze de ardere, secţiuni de turbine. Aplicații marine ȋn exploatările petroliere şi de gaze. Implanturi medicale. Aplicații care necesită rezistenţă la temperaturi ȋnalte.
Prelucrabilitatea materialelor din clasa HRSA prezintă dificultăţi în următoarea ordine: - materiale pe bază de fier, - materiale pe bază de nichel și - materiale pe bază de cobalt.
Toate materialele au rezistența ridicată la temperaturi ȋnalte și produc aşchii segmentate în timpul prelucrării, generând forţe de aşchiere mari.
Conductivitatea termică redusă și duritatea mare generează temperaturi ridicate în timpul prelucrării.
Rezistența ridicată şi proprietăţile dure conduc la uzura vârfului la o adâncime maximă de aşchiere și un mediu extrem de abraziv pentru tăiş.
Clasele de carburi trebuie să aibă o bună duritate a tăişului și aderență bună a stratului de acoperire pentru a oferi o bună rezistență la deformare plastică.
În general, se utilizează plăcuţe cu un unghi mare de atac (plăcuţe rotunde) și se selectează o geometrie pozitivă. Clasele ceramice pot fi folosite la strunjire și frezare, în funcție de aplicație.
Technical University of Cluj-Napoca
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Titan– S 4.1-4.4
Aliajele de titan pot fi împărțite în patru clase, în funcție de structură și elementele de aliere prezente:
• Netratat, titan comercial pur.• Aliaje Alpha - cu adaosuri de Al, O și/sau N.• Aliaje Beta - completări de Mb, Fe, V, Cr și/sau Mn.• Aliaje mixte Alfa + Beta, în care un amestec de ambele clase este prezent.
Aliajele de titan sunt utilizate în prezent, în special, în sectorul aerospațial, dar și în aplicații de uz general. Titanul are o rezistență mare ȋn raport cu greutatea, cu o rezistenţă la coroziune excelentă la 60% densitatea oțelului. Acest lucru permite proiectarea de piese cu pereți mai subțiri.Componente uzuale: Titanul poate fi folosit în medii foarte severe, care ar putea provoca atacuri corozive considerabile pe cele mai multe dintre materialele de construcție. Acest lucru se datorează oxidului de titan TiO2, care este foarte rezistent și acoperă suprafața într-un strat de aprox. 0.01 mm grosime. Dacă stratul de oxid este deteriorat și există oxigen disponibil, titanul reconstruiește oxidul imediat. Este un material potrivit pentru schimbătoare de căldură, echipamente care lucrează ȋn medii saline, piese de motor, părți structurale în cadrul industriei aerospațiale
Technical University of Cluj-Napoca

5/30/2013
44
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea aliajelor de titan este slabă, comparativ cu cea a oţelurilor generale și a oțeluri inoxidabile, necesitând cerințe speciale cu privire la sculele aşchietoare utilizate.
Titanul are o conductivitate termică slabă; rezistenţa se păstrează la temperaturi ridicate, generând forțe mari de aşchiere și cantităti mari de căldură pe tăişul sculei.
Foarte tăios, aşchii subțiri, cu o tendință de a crea o zonă de uzură de contact de frecare îngustă pe faţa de degajare, generând o concentrare a forțelor de aşchiere ȋn apropierea tăişului.
O viteză de aşchiere prea mare produce o reacție chimică între aşchie și materialul sculei, care poate duce la ciobiri/rupturi bruşte ale tăişului.
Materialul sculei trebuie să aibă o bună duritate la temperaturi ȋnalte, conținut scăzut de cobalt și să nu reacționeze cu titanul.
Se utilizează, de obicei, materiale cu granulație fină, fără strat protector de acoperire, plăcuţa având o geometrie pozitivă, cu o duritate bună a tăişului.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Grupa de materiale călite ISO H
• Acest grup de materiale conține oţelurile călite și revenite, cu duritatea mai mare de 45 - 68 HRC.
• Oțelurile obişnuite includ:- oțelurile de cementare (~60 HRC), - oţelurile de rulmenţi (~60 HRC) și - oțelurile de scule (~68 HRC).
• Tipurile de fonte dure includ:- fonta albă (~50 HRC) și - fonta ductilă bainitică ADI/Kymenite (~40 HRC).
• Oţelurile de construcții (40-45 HRC), manganoase și diferitele tipuri de acoperiri dure (cum ar fi stelit, oţeluri P/M și carburile de cimentare) aparțin, de asemenea, acestui grup.
• De obicei strunjirea pieselor dure, călite, se încadrează în intervalul de 55-68 HRC.
Technical University of Cluj-Napoca

5/30/2013
45
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Prelucrabilitatea• Oțelurile călite constitue un grup mic din punct de vedere al prelucrabilităţii, operaţia de finisare fiind cea mai uzuală.
• Forță specifică de aşchiere: 2550-4870 N/mm².
• Forțele de aşchiere și cerințele de putere sunt destul de mari, iar controlul aşchiilor este acceptabil.
• Materialul sculei trebuie să aibă o bună rezistență la deformare plastică (duritate la cald), stabilitatea chimică (la temperaturi ridicate), rezistenţă mecanică şi rezistenţă la uzura abrazivă. Nitrura cubica de bor CBN are aceste caracteristici și permite strunjirea în locul operaţiei de rectificare.
• Ceramicele mixte sau armate sunt, de asemenea, utilizate la strunjire, atunci când piesa de prelucrat are cerințe moderate de finisare a suprafețelor și duritatea este prea mare pentru carbură.
• Carbura de cementare domină în operaţiile de frezare și găurire și este folosită până la aprox. 60 HRC.
Componente uzuale: arbori de transmisie, carcase de cutii de viteze, pinioane de direcție, matrițe de ștanțare.
P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Materiale
Technical University of Cluj-Napoca
Codurile MC pentru grupa de oțeluri calite – ISO H

30.05.2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SCULE PENTRU FREZARE*
* Catalog Walter
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SCULE PENTRU FREZARE

30.05.2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SCULE PENTRU FREZARE
Tipuri de freze Freze frontale
Freze cu placute rotunde
Freze disc
Frezare si gaurire
Freze cu tais lung
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Freze de capăt schimbabile
Simplu, uşor, economic� Contact pe toata suprafata frontala si
pe con� Cuplare conceputa pentru o încovoiere
minimă� Fabricat cu toleranţe minime
pentru performanţă optimă� Diverse capete se montează într-o
singură coadă pentru adaptabilitatemaximă şi inventar redus
� Timp de schimbare redus pentru a mări randamentul şi productivitatea
� Gamă vastă de cozi disponibile pentru a găsi combinaţia optimă deaccesibilitate şi stabilitate
SCULE PENTRU FREZARE

30.05.2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SCULE PENTRU FREZARE
Avantaje:� Schimbarea rapidă şi uşoară a sculei pe maşină� Precizie ridicată� Stabilitate ridicată� Flexibilă – multe geometrii şi profiluri suport� Nu este necesară reascuţirea
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SCULE PENTRU FREZARE
Frezele de capăt schimbabile sunt preferate pentru:
1. Adâncime de aşchiere axială redusă unde, un număr ridicat de zone cu canale asigură productivitatea:• frezare profil 3D;• frezare şi strunjire cu 4/5 axe;• frezare în profil superficial 2D cu aşchieri axiale reduse;• Degroşare şi frezare în festoane pe tubaje şi bosaje;• Teşire.
2. Pentru a evita intervalele lungi de schimbare a sculei sau intervalele de montare:- Pentru scule acţionate pe strunguri – elimina operatiile de remontare si repozitionare.- Pentru materialele dificil de prelucrat, cum ar fi aliaje refractare sau titan, unde sculele trebuie reschimbate şi repozitionate, în mod regulat.

30.05.2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SCULE PENTRU FREZARE
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELORConform ISO 1832
Exemplu 1
Date ale producătorului
Forma muchiilor
Unghiul de aşezare iniţial
Caracteristici constructiveşi de prindere
Grosimeaplăcuţei
Forma plăcuţei Toleranţe Lungimea muchiei
Raza de racordare(colţ)
Sensul avansului
SIMBOLIZAREA PLĂCUŢELOR
Codul ISO cuprinde 9 simboluri, dintre care simbolurile 8 şi/sau 9 se folosesc numai la nevoie.Producătorul poate să adauge alte simboluri care se ataşează la codul ISO printr-o parte de legătură (ex. forma spărgătorului de aşchii)

30.05.2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
RDHW1605M0TN-A27
1
1. Forma geometrica
2. Unghiul de aşezare
RDHW1605M0TN-A27
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
3. Toleranţe
RDHW1605M0TN-A27
3
4. Caracteristici constructive şi de prindere
RDHW1605M0TN-A27
4

30.05.2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
5. Lungimea muchiei aşchietoare
RDHW1605M0TN-A27
5
6. Grosimea plăcuţei
RDHW1605M0TN-A27
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
7. Raza la vârf
RDHW1605M0TN-A27
7

30.05.2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
8. Forma muchiilor
RDHW1605M0TN-A27
8
9. Sensul avansului
RDHW1605M0TN-A27
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
10. … Alte date ale producătorului
RDHW1605M0TN-A27
12
A – forma sfărâmătorului de aşchii;2 – forma tăişului;7 – forma detalonării (feţei de aşezare).

30.05.2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
12.Date ale producătorului
ODMW050408-A57
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELORConform ISO 1832
Exemplu 2
Caracteristici constructiveşi de prindere
Forma plăcuţei
Unghiul de aşezare iniţial
Toleranţe Lungimea muchiei
Grosimeaplăcuţei
Raza de racordare(colţ) Date ale
producătorului

30.05.2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR - SANDVIK CoroMill Exemplu 3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA FREZELOR - SANDVIK CoroMill Exemplu 4

30.05.2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZAREPasul 1 – Definirea grupei de aşchiere pentru materialul prelucrat
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
Pasul 2 – Selectarea condiţiilor de prelucrare

30.05.2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
Pasul 3 – Selectarea sculei
� Se stabileşte tipul sculei ȋn funcţie de aplicaţie şi cerinţele specifice
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
Pasul 4Se alege tipul placuţei şi geometria acesteia.
� Se vor lua ȋn considerare condiţiile de prelucrare (pasul 2) şi materialul ce
urmează a fi prelucrat.

30.05.2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
Pasul 5Selectarea regimului de aşchiere.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
Tehnologia avansată a plăcuţei Wiper pentru frezare
�permit finisarea de calitate superioară a suprafeţelor la mărimi ale avansului ridicate.
�vitezele de avans, la finisare, pot fi mărite de celpuţin 3 ori comparativ cu plăcuţele cu faţete paralele standard
Atunci când plăcuţele PW8 sau KW8 sunt montate înfreză, plăcuţele Wiper vor fi situate la o adâncime axială de +0,05 mm.
Acest lucru este vital pentruacţiunea Wiper şi esenţial pentru crearea de suprafeţe de înaltă calitate.

30.05.2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU FREZARE
Plăcuţa şi designul buzunarului asigură că toate plăcuţele, inclusiv cele Wiper, vor aşchia şi se vor uza în mod egal. Avantajul este că toate plăcuţele pot fi inserate în acelaşi timp şi după o perioadă îndelungată în operaţiunea de aşchiere.
� Viteze triple de avans (vf) sau mai mari, pentrufinisarea aceleiaşi suprafeţe
� Suprafeţe excelente� Inseraţi toate plăcuţele în acelaşi timp, inclusiv
plăcuţa Wiper, întrucât toate se uzează în mod egal
Plăcuţele Wiper PW8 şi KW8 sunt cu două feţe şi au două muchii aşchietoare pentru frezele pe dreaptaşi două pentru frezele pe stânga.

30.05.2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Canelare axială şistrunjire frontalăStrunjire exterioară
cu prindere rigidă
Strunjire interioară cu stângere cu şuruburi
Strunjire exterioară
Canelare radială şistrunjire longitudinală
Strunjire exterioarăcu prindere cu pârghie
Strunjire interioară
Canelare interioară şistrunjire longitudinală
SCULE PENTRU
STRUNJIRE*
* Catalog Walter
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Elemente cheie: ♦ productivitatea aşchierii;♦ costul prelucrării.
Productivitatea aşchierii poate fi influenţată printr-o serie de factori,cum ar fi:
• selectarea metodei de prelucrare şi a traiectoriei sculei;• alegerea sculei, geometria plăcuţei şi clasa de carbură utilizată;• regimul de aşchiere (viteză, avans şi adâncimea de aşchiere);• creşterea vitezei şi a avansului = mai multe piese pe unitatea de timp;• durabilitatea anticipată a sculei = garanţia prelucrării ȋn condiţii corespunzătoare;• mai puţine rebuturi = calitate mai bună - produse finale mai valoroase;• mai puţine schimbări ale sculei = timp neproductiv redus
(timp de prelucrare mai mare);• instruirea tehnică a angajaţilor = înţelegere mai bună,
mai puţine rebuturi.
Rata de indepartare a metalului: Q = vc × ap × fn [cm³/min]

30.05.2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
� o creştere cu 20% a vitezei de aşchiere sau a avansului (implicit, a productivităţii) va conduce la o
reducere cu 15% a costurilor totale ;
� o reducere a costurilor totale cu 1% poate fi obtinuta, fie prin reducerea preţului sculei cu 30%, fie prin
mărirea durabilităţii sculei cu 50%.
Costuri
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanNOTAŢII SI RELATII DE CALCUL
Notaţia SemnificaţiaUnitatea de
măsură
Dm Diametrul prelucrat mm
ap Adâncimea de aşchiere mm
fn Avansul pe rotaţie mm/rot
vc Viteza de aşchiere m/min
n Turaţia rot/min
Pc Puterea netă kW
Q Rata de material aşchiată cm3/min
Tc Timpul de prelucrare min
lm Lungimea prelucrată mm
hm Grosimea medie a aşchiei mm
hex Grosimea maximă a aşchiei mm
kc Forţa specifică de aşchiere N/mm2
Kc1
Forţa specifică de aşchiere, pentru
o grosime medie hm=1 mmN/mm2
mc Factor de corecţie pentru hm
χr Unghiul de atac principal grade
γo Unghiul de degajare grade
Rε Raza la vârf a plăcuţei mm
Rmax Rugozitatea maximă µm
SCL Lungimea spiralei aşchiate m

30.05.2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELORConform ISO 1832
Exemplu 1
Caracteristici constructiveşi de prindere
Forma plăcuţei Unghiul de aşezare iniţial
Toleranţe
Sensul avansului
Lungimea muchiei Grosimeaplăcuţei
Raza de racordare(colţ)
Forma muchiilor
Date ale producătorului
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
CNMG120408TN-UR
1
1. Forma geometrica
2. Unghiul de aşezare
CNMG120408TN-UR
2

30.05.2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
3. Toleranţe
CNMG120408TN-UR
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
4. Caracteristici constructive şi de prindere(indică posibilităţile de fixare pe cuţit)
CNMG120408TN-UR
4

30.05.2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
5. Lungimea muchiei aşchietoare CNMG120408TN-UR
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
6. Grosimea plăcuţei
CNMG120408TN-UR
6

30.05.2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
7. Raza la vârf
CNMG120408TN-UR
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
8. Forma muchiilor
CNMG120408TN-UR
8
9. Sensul avansului
CNMG120408TN-UR
9

30.05.2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
10. Alte date ale producătorului CNMG120408TN-UR
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
10. Alte date ale producătorului
SNGN120408-E040
10

30.05.2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELOR
10. Alte date ale producătorului SNGN190716-X542
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELORConform ISO 1832
Exemplu 2
Caracteristici constructiveşi de prindere
Forma plăcuţei
Unghiul de aşezare iniţial
Toleranţe Lungimea muchiei
Grosimeaplăcuţei
Raza de racordare(colţ) Date ale
producătorului
Codul ISO cuprinde 9 simboluri, dintre care simbolurile 8 şi/sau 9 se folosesc numai la nevoie.Producătorul poate să adauge alte simboluri care se ataşează la codul ISO printr-o parte de legătură (de exemplu pentru forma spărgătorului de aşchii)

30.05.2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
12. Date ale producătoruluiCNMG120408-NM4
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELORConform ISO 1832
Exemplu 3
Caracteristici constructiveşi de prindere
Forma plăcuţei
Unghiul de aşezare iniţial
Toleranţe Lungimea muchiei
Grosimeaplăcuţei
Raza de racordare(colţ)
Lăţimea faţetei
Codul ISO cuprinde 9 simboluri, dintre care simbolurile 8 şi/sau 9 se folosesc numai la nevoie.Producătorul poate să adauge alte simboluri care se ataşează la codul ISO printr-o parte de legătură (de exemplu pentru forma spărgătorului de aşchii)
Forma muchiilorUnghiul faţetei

30.05.2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
10. Lăţimea faţetei
TNMA160408-T02020
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
11. Unghiul faţetei
TNMA160408-T02020
11

30.05.2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
Sistem de prindere Forma plăcutei Forma prinderii Unghiul de aşezare(valoarea unghiului χχχχ)
Direcţia Inălţimea Lăţimea Lungimea Lungimeaavansului cozii cozii cozii muchiei
aşchietoare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
1.Sistem de prindere 2.Forma plăcuţei
PCGNR2525M12
1 2

30.05.2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
PCGNR2525M12
3 4
4.Unghiul de aşezare3.Forma prinderii(mărimea unghiului χχχχ)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
5.Direcţia avansului 6.Înălţimea 7.Lăţimea
PCGNR2525M12
5 6 7

30.05.2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
8.Lungimea cozii 9.Lungimea muchiei aşchietoare
PCGNR2525M12
8 9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
Strunjire exterioara

30.05.2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
PWLNR2525M 08
1
1. Tipul sistemului de fixarea plăcuţei pe corpul cuţitului
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
PWLNR2525M 08
3
3. Mărimea unghiului deatac principal

30.05.2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
Strunjire exterioara
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
1. Mărimea diametruluide cuplare pentru
sistemul de prindereWALETR CAPTO
C5-PWLNR-22110-08
1

30.05.2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
7. Poziţia vârfului cuţitului WALTER CAPTO
C5-PWLNR-22110-08
7
8. Lungimea cuţitului WALTER CAPTO
C5-PWLNR-22110-08
8
9. Alte date
Dacă este necesar, un grup suplimentar de max. 3 litere sau cifre pot fi adaugate la codul standard
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI SI A PLĂCUŢELOR

30.05.2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI SI A PLĂCUŢELOR
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA CORPULUI PLĂCUŢELOR
Este indicat si sensul posibil al avansului de lucru

30.05.2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIREPasul 1 – Definirea grupei de aşchiere pentru materialul prelucrat
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Pasul 2 – Selectarea condiţiilor de prelucrare

30.05.2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Pasul 3 – Selectarea geometriei plăcuţei amovibile
� Se stabileşte geometria plăcuţei amovibile pe baza adâncimii de aşchiere
(ap) şi a avansului (f)
Plăcuţe amovibile cu formă de bază negativă: Prelucrare ȋn oţel
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Plăcuţe amovibile cu formă de bază negativă: Prelucrare ȋn oţel inoxidabil

30.05.2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Plăcuţe amovibile cu formă de bază negativă: Prelucrare ȋn fontă
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Plăcuţe amovibile cu formă de bază negativă: Prelucrare ȋn superaliaje

30.05.2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Plăcuţe amovibile cu formă de bază pozitivă: Prelucrare ȋn oţel şi inox Prelucrare ȋn aluminiu
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Calitatea suprafeţei realizată cu plăcuţa cu rază standard

30.05.2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Alte geometrii pentru utilizări speciale Plăcuţe cu geometrie Wiper

30.05.2013
23
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Alte geometrii pentru utilizări speciale Plăcuţe cu geometrie Wiper
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Avantajul utilizării plăcuţelor Wiper:�Calitate egală a suprafeţei la avans dublu
� Calitate de două ori mai bună a suprafeţei cu acelaşi avans

30.05.2013
24
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Formarea suprafeţei prelucrate:Comparaţie ȋntre plăcuţa standard şi cea Wiper
Operaţii standard de finisare Operaţii de finisare cu plăcuţe Wiper,
cu geometrie –NF / -NM şi –PF / -PM
Obs.
•Montarea plăcuţelor amovibile CNMG/CCMT şi WNMG/WCMT se face doar ȋn suportul cu
unghi de atac ϰ = 95o, iar a celor DNMG/DCMT doar ȋn suportul cu unghi de atac ϰ = 93o
•Calitatea suprafeţei este valabilă doar la strunjirea longitudinală şi frontală
Valorile maxime ale
avansurilor prescrise, ce
nu trebuiesc depăşite
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Formarea suprafeţei prelucrate:Comparaţie ȋntre plăcuţa standard şi cea Wiper
CNMG120408W-M3,
TP2500, χ = 95°,
ap = 1 mm,
�Viteza de aşchiere reglată pentru avans,
�Semifabricat: (oţel) Grupa de material Seco 4.
Diagrama indică calitatea superioară a suprafeţei obţinută cu plăcuţă amovibilă Seco Wiper prin comparaţie cu plăcuţa
amovibilă convenţională.

30.05.2013
25
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Pasul 4Se defineşte materialul/clasa
plăcuţei aşchietoare, ȋn funcţie de
geometria plăcuţelor şi condiţiile
de prelucrare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SELECTAREA PLĂCUŢELOR AMOVIBILE PENTRU STRUNJIRE
Pasul 5Se aleg parametrii de aşchiere, conform anexelor tehnice

30.05.2013
26
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
FORMULE DE CALCUL LA STRUNJIRE
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
FORMULE DE CALCUL LA STRUNJIRE

30.05.2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SIMBOLIZAREA PLĂCUŢELORDate ale producătorului
SECO TOOLS
Fragmentator de aşchii� Fragmentatorii de aşchii sunt destinaţi controlului aşchiilor atunci când se prelucrează materiale ce produc aşchii lungi.� Descrierea fragmentatorului de aşchii este în legătură cu domeniul de aplicabilitate după cum urmează:
Litera: F = Finisare (Finishing)M = Semifinisare (Medium machining)R = Degroşare (Roughing)
Cifra: 1 = Pentru avansuri mici şi condiţii uşoare9 = Pentru avansuri mari şi condiţii dificile
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Graficul fragmentatorilor de aşchii

30.05.2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Geometria fragmentatorilor de aşchii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Geometria fragmentatorilor de aşchii

30.05.2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Geometria fragmentatorilor de aşchii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Parametri tehnologici recomandaţi pentru fragmentatorii de aşchii

30.05.2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie

30.05.2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie

30.05.2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Gamă fragmentatori de aşchie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Programul suplimentar de fragmentatori de aşchii

30.05.2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Programul suplimentar de fragmentatori de aşchii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Fragmentatori de aşchii Wiper
Fragmentatori de aşchie pentru plăcuţe amovibile lucrând cu avansuri mari

30.05.2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Fragmentatori de aşchii Wiper
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Fragmentatori de aşchii Wiper

30.05.2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Fragmentatori de aşchii Wiper
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Fragmentatori de aşchii Wiper

30.05.2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Fragmentatori de aşchii Wiper
1. Vitezele de aşchiere recomandate, vc (m/min)în tabele sunt pentru o durabilitate estimată de :� 15 min. pentru grupele
de material Seco nr. 1-7,12-17, 20-22
� 10 min. pentru grupele 8-11.
2. Dacă adâncimea de aşchiere este cuprinsăîntre 1,0 mm şi 0,5 mm se măreşte vc cu 10%.
3. Dacă adâncimea de aşchiere este sub 0,5 mm se măreşte vc cu 20%.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Programul suplimentar de fragmentatori de aşchii
Probleme privind fragmentarea aşchiilor
1. Aşchii prea lungi
Pasul 1 � Se măreşte rata avansului.
Pasul 2� Se utilizează datele din Graficul fragmentatorilor
de aşchii pentru a alege un fragmentator de aşchii mai potrivit.� Se alege un fragmentator la stânga sau dedesubtul celui utilizat

30.05.2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Programul suplimentar de fragmentatori de aşchii
Probleme privind fragmentarea aşchiilor
2. Fragmentare prea grea
Pasul 1 � Se reduce rata avansului.
Pasul 2� Se utilizează datele din Graficul fragmentatorilor
de aşchii pentru a alege un fragmentator de aşchii mai potrivit. � Se alege un fragmentator la dreapta sau deasupra celui utilizat
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Strunjire - Calităţi plăcuţe amovibile Date ale producătorului
SECO TOOLS
Gama Seco este alcătuită din:� calităţi acoperite (CVD şi PVD),� calităţi neacoperite, cermet, PCBN şi PCD.
Descrierea calităţilor indică o clasificare din punctde vedere al rezistenţei la uzură şi durităţii acestora.
Toate calităţile sunt clasificate conform ISO (P, M, K, N, S, H).
Câmpurile negre arată calităţile grupurilor principalede aplicaţii, iar câmpul alb indică domenii alternative de aplicaţii pentru fiecare calitate.
Calităţi plăcuţe amovibile

30.05.2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Calităţi plăcuţe amovibile
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SECO TOOLS
Calităţi plăcuţe amovibile
Calităţi acoperite CVD

30.05.2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Calităţi plăcuţe amovibile
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SECO TOOLS
Calităţi plăcuţe amovibile
Calităţi acoperite PVD

30.05.2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SECO TOOLS
Calităţi plăcuţe amovibile
Calităţi neacoperite
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
SECO TOOLS
Calităţi plăcuţe amovibile
Cermeţi

30.05.2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Adâncimea de aşchiere
Adâncimea de aşchiere maximă ce poate fi utilizatădepinde de un număr de factori:
�puterea şi stabilitatea maşinii, �materialul semifabricatului, �forma plăcuţei amovibile şi dimensiunea acesteia, �raza la vârf, �fragmentatorul de aşchii, �calitate şi unghi de aşezare.
Se porneşte de la dimensiunea plăcuţei amovibile pentru a obţine o recomandare şi se continuă apoi cu alegerea fragmentatorului de aşchii. Aceasta oferă o adâncime de aşchiere potrivită. Adâncimea minimă de aşchiere nu trebuie să fie mai mică decât raza la vârf.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Rata avansului
Rata maximă a avansului ce poate fi utilizatădepinde de un număr de factori:
� puterea maşinii, stabilitatea aşchierii,� materialul semifabricatului,� forma plăcuţei amovibile şi dimensiunea acesteia,� raza la vârf, fragmentatorul de aşchii, � calitate şi unghi de aşezare.
Un alt factor foarte important este cerinţa privind finisarea suprafeţei.Se porneşte prin a consulta recomandările privind fragmentatorul de aşchii. Apoi se consultă tabelul privind calitatea suprafeţei pentru a vă asigura că puteţi obţine calitatea necesară. Rata maximă a avansului trebuie să fie întotdeauna mai mică decât raza la vârf.Un avans prea mic poate conduce la rezultate slabe privind fragmentarea aşchiilor şi timp de viaţă redus al sculei.

30.05.2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Finisarea suprafeţei
O rază mare la vârf produce în mod normal o finisare mai bună a suprafeţei.Tabelul indică ratele de avans maxime, teoretice recomandate pentru a obţine o valoare Ra specificată.Consideraţi întotdeauna posibilitatea să utilizaţi plăcuţe cu rată de avans mare(ex. Wiper), pentru strunjire cu rată de avans mare cu finisare limitată a suprafeţei.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Viteza de aşchiere
Vitezele de aşchiere recomandate (m/min) în tabelesunt estimate pentru o durată de viaţă a sculei de:
� 15 minute pentru grupe de material Seco 1-7, 12-17, 20-22;� 10 minute pentru grupe de material Seco 8-11.
Durata de viaţă a sculei depinde de asemenea de adâncimea de aşchiere utilizată şi raza la vârf a plăcuţei. Vitezele de aşchiere din tabele se bazează pe o adâncime de aşchiere de 2,5 mm şi o rază la vârf de 0,8 mm.Se utilizează tabelele pentru clasificarea materialul semifabricatului într-o grupă de material.Pentru recomandări mai precise, cu alte combinaţii de adâncimi de aşchiere şi raze la vârf şi alte rate de avans decât cele utilizate în tabele, se poate apela la o serie de softuri de programare (cum ar fi, de exemplu, calculatorul Strunjire Secolor).

30.05.2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Viteza de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Viteza de aşchiere

30.05.2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Viteza de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Viteza de aşchiere

30.05.2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Viteza de aşchiere
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Alegerea datelor de aşchiere - Superaliaje
1. Prelucrabilitatea materialului semifabricatului se exprimă în procente, fiind raportată la prelucrabilitatea unui material etalon.
2. Valorile pentru adâncimea de aşchiere (ap) şi rata avansului (f) sunt obţinute pe baza prelucrabilităţii materialului şi a tipului de prelucrare,
ex. F (Finishing), M (Medium machining) sau R (Roughing).
Prima alegere recomandată pentru fragmentator de aşchii şi calitate este de asemenea specificată, fiind indicată şi o altă altenativă.
3. Viteza de aşchiere recomandată este raportată la prelucrabilitatea materialului.

30.05.2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Parametrii regimului de aşchiere
Alegerea datelor de aşchiere - Superaliaje
Regimul de aşchiere recomandat
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Clasificarea materialelor pe grupe-SECO
Oţel
Oţel

30.05.2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Clasificarea materialelor pe grupe-SECO
Oţel
Oţel inoxidabil
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Clasificarea materialelor pe grupe-SECO
Oţel
Fontă

30.05.2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Clasificarea materialelor pe grupe-SECO
Oţel
Alte materiale
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Clasificarea materialelor pe grupe-SECO
Observaţii:• Valori indicate pentru coeficientul kc1.1
(în tabelele cu grupele de materiale), corespund cu unghi de aşchiere efectiv egal cu 0 grade. Pentru alte unghiuri de aşchiere, reduceţi valoarea kc1.1 cu 1% pentru fiecare grad adăugat unghiului de aşchiere şi vice versa
• mc este exponentul folosit la calculul puterii necesare (indicat, de asemenea, în tabelele cu grupele de materiale)
• Reţineţi că valoarea Rm este informativă şi constituie un ajutor în selectarea grupei de material atunci când materialul a fost prelucrat prin laminare, extrudare, tratament termic sau orice alte metode ce duc la creşterea durităţii acestuia.

30.05.2013
23
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Oţel
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Oţel

30.05.2013
24
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Oţel
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Oţelinoxidabil

30.05.2013
25
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Oţel inoxidabil
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
Fontă

30.05.2013
26
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
SemifabricatePrelucrabilitate
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Clasificarea materialelor pe grupe - SECO
SemifabricatePrelucrabilitate
Referinţa la prelucrarea liberă este pentru grupa 2 de material Seco.
Prelucrarea 100% = regim de aşchiere dat pentru grupa 2 de material Seco.
* Prelucrabilitatea este specificată în procente. Descreşterea valorilor indică creşterea dificultăţii de prelucrare.

30.05.2013
27
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Probleme ce pot apare la strunjire
Vibraţii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Probleme ce pot apare la strunjire
Finisare slabă a suprafeţei

30.05.2013
28
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Probleme ce pot apare la strunjire
Spargerea plăcuţei sau durabilitate prea scurtă
Pasul 1Reduceţi parametrii regimului de aşchiere (mai întâi rata avansului, apoi adâncimea de aşchiere).
Pasul 2Studiaţi forma uzurii pe plăcuţă şi utilizaţi recomandarile din tabel ca un ghid pentru îmbunătăţirea situaţiei.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Probleme ce pot apare la strunjire

30.05.2013
29
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Probleme ce pot apare la strunjire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Probleme ce pot apare la strunjire

30.05.2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire exterioară – Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire exterioară – Sistemul suporţilor

30.05.2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Suport tip D sau M
Prima alegere pentru prelucrări generale, exterioare
� Pentru plăcuţe amovibile cu geometrie negativă, cu gaură centrală� Prindere robustă, stabilă
Atunci când sistemul de blocare D nu poate fi utilizat din motive ce ţin de spaţiu, sistemul de prindere M este disponibil ca alternativă.
� Recomandat, ȋn special, pentru
prelucrări de suprafeţe cu ȋntreruperi
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Suport tip P
O complectare la suportul pentru strunjire exterioară D
� Pentru plăcuţe amovibile cu geometrie negativă, cu gaură centrală� Fără clemă superioară, facilitează curgerea aşchiilor.

30.05.2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Suport tip C
Destinat în special pentru plăcuţe amovibile fără gaură
� Sistemul permite utilizarea de plăcuţe
suplimentare ca sfărâmător de aşchii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Suport tip S
Pentru strunjire exterioară şi interioară cu plăcuţe pozitive

30.05.2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire exterioară
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire exterioară

30.05.2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire exterioară
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire exterioară

30.05.2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire interioară
Strunjire interioara - Sisteme de fixare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire interioară
Strunjire interioara - Sisteme de fixare

30.05.2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire interioară
Strunjire interioara - Sisteme de fixare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Tipuri de cuţite pentru strunjire interioară
Strunjire interioara - Sisteme de fixare

30.05.2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor

30.05.2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor

30.05.2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire interioară – Sistemul suporţilor

30.05.2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Strunjire interioară – Sistemul suporţilor
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor

30.05.2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire interioară – Simbolizarea ISO a suportilor

30.05.2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
A20S-SCLC R09-R
1
1. Tipul cozii
2. Diametrul cozii
A20S-SCLC R09-R
2
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
A20S-SCLC R09-R
3
3. Lungimea cutitului
4. Tipul sistemului de fixare
A20S-SCLC R09-R
4
Sistemul suporţilor

30.05.2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
A20S-SCLC R09-R
5
5. Forma de baza a
placutei
6. Valoarea unghiului de atac
principal
A20S-SCLC R09-R
6
Sistemul suporţilor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
A20S-SCLC R09-R
7
7. Unghiul de asezare
initial al placutei
8. Sensul avansului
A20S-SCLC R09-R
8
Sistemul suporţilor

30.05.2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
A20S-SCLC R09-R
9
9. Marimea placutei
Sistemul suporţilor
10. Alte date specifice
producatorului
A20S-SCLC R09-R
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor Walter Capto

30.05.2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
C4-SCLC R – 27 080-R
1
1. Tipul si marimea
sistemului de cuplare
7, 8. Pozitia varfului sculei
C4-SCLC R – 27080-R
7 8
Sistemul suporţilor Walter Capto
2, 3, 4, 5, 6, … , 9, 10
Aceasi semnificatie a
simbolurilor cu cea din
codificarea anterioara
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire interioară – Sistemul suporţilor – Exemplu de prezentare

30.05.2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire interioară – Sistemul suporţilor – Exemplu de prezentare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian Borzan
Sistemul suporţilor
Strunjire –Corelarea simbolizării
plăcuţelor cu cea a suporţilor

5/30/2013
1
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanPrelucrarea filetelor
PRELUCRAREA FILETELOR
1. Filete interioare2. Filete exterioare
� Filetare prin strunjire� Filetare prin frezare� Filetare cu tarodul (exclusiv filete interioare)� Filetare cu filiere cilindrice (exclusiv filete exterioare)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Filetarea prin strunjire – Codificare Suporţi
1. Fixarea plăcuţelor2. Extern/Intern3. Direcţia de avans4. Înălţimea cozii5. Lăṭimea/diametrul coziil6. Lungimea sculei7. Lungimea muchiei așchietoare8, 9. Alte informaţii

5/30/2013
2
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire

5/30/2013
3
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Filetarea prin strunjire – Codificare Plăcuţe
1. Lungimea muchiei 3. Direcţia de avans 5. Tipul filetuluiaschietoare
2. Extern/Intern 4. Pas
6. Număr de dinṭi pe muchie aṣchietoare / Tip de fragmentator de aṣchii
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire

5/30/2013
4
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Selecţia sculelor și a parametrilor de așchiere

5/30/2013
5
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
1. Alegerea metodei de prelucrare
Alegerea metodei de prelucrare este influenţată de:� Semifabricat
- Filetare externă sau internă- Filet pe dreapta sau pe stânga
� Prelucrare- Suport pe dreapta sau pe stânga
Metode:1. Filetare spre universal2. Filetare dinspre universal

5/30/2013
6
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Nicovala trebuie schimbată atunci când se filetează dinspre universal

5/30/2013
7
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
2. Tipuri de plăcuṭe amovibile
Cu un singurdinte
Cu mai mulṭidinṭi
Tip K

5/30/2013
8
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Pentru plăcuţe cu un singur dinte se va alegeprofil complet sau profil partial
Pentru adăugarea filetului, semifabricatul nu trebuie pregătit la diametrul iniţial exact, el putând fi un pic mai mare. Operaţia de filetareeste simplificată odată ce numai o sculă estenecesară pentru prelucrarea întregului filet (nu mai este necesară debavurarea).
Acoperă o gamă largă de pași de filet, ceea cesimplifică stocurile. Necesită un diametruliniţial corect înainte de începerea filetării. Razala vârf a plăcuţei este dimensionată pentru a se potrivi în cel mai mic profil din gama de pașiposibili de prelucrat cu plăcuţarespectivă.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Tipuri de plăcuţe amovibile

5/30/2013
9
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
3. Calităţi de plăcuţe amovibile
CP500 – Calitate universală pentru filetare� Adecvată pentru majoritatea materialelor� Adecvată pentru filetare exterioară și interioară� Adecvată pentru majoritatea condiţiilor de lucru
Prima alegere pentru diferitele grupede material Seco
a. Se clasifică materialul semifabricatului într-o grupă SMG.
b. În funcṭie de clasificarea SMG se alege calitateacea mai potrivită pentru plăcuṭă
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Calităţi de plăcuţe amovibile
Câmpurile negre arată principalele grupe de aplicabilitate conform ISO, iar câmpurile albe indică alte domenii suplimentare de aplicabilitate.

5/30/2013
10
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Calităţi de plăcuţe amovibile
Calităṭi acoperite PVD
CP200
Prima alegere pentru oţeluri cu tenacitate mare, oţeluri inoxidabilemartensitice, fontă cu duritate mică, superaliaje și aliaje din titan. Prima alegere pentru așchiere la viteze mari. Microstructură dură cu muchieascuţită, foarte rezistentă la deformaţii plastice.(Ti,Al)N + TiN
CP300Calitate rezistentă la uzură utilizată în principal la viteze mari de tăiere.Calitate optimizată pentru oţel și oţel inoxidabil.(Ti,Al)N + TiN
CP500Calitate universală cu microstructură dură pentru toate tipurile de filetări întoate materialele. Foarte bună pentru oţel inoxidabil și operaţii dificile.(Ti,Al)N + TiN
Calităṭi neacoperite
H15Prima alegere pentru prelucrarea fontei normale până la fontă dură. De asemenea potrivit pentru oţeluri cu duritate mai mare de 350 HB. Microstructură cu excelentă rezistenţă la uzură și muchie ascuţită.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Port scule utilizate la prelucrarea filetelor

5/30/2013
11
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Port scule utilizate la prelucrarea filetelor
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire

5/30/2013
12
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Nicovale originale - sunt corespunzătoare pentru majoritatea operaţiiloratunci când se filetează spre universal.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Pentru a obţine o formă corectăa filetului și uzură uniformă a
tăișului plăcuţei, unghiulelicei (λ) trebuie să fie egal cu
unghiul filetului (ϕ).
Unghiul elicei poate fi selactat de la +5la -2 prin schimbarea nicovalei.
Aceeași nicovală se utilizeazăpentru port-scule pe dreapta sau pe stânga. Înălţimea la centru rămâne constantă.

5/30/2013
13
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Suporţii SNR/L nu au nicovală de schimb, deci pot fi folosiţinumai pentru filetare spre universal. Unghiul elicei (λ) trebuie calculat.Tabelul de mai jos arată gama de nicovale disponibile.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Tabelul oferă ultimul număr din codul nicovalei(Exemplu: GX16-1)
�Filetare spre universal, folosiţi partea din dreapta a tabelului.
�Filetare dinspre universal, folosiţi partea stângă a tabelului.

5/30/2013
14
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Regimuri de așchiere
Viteza de așchiere
� Există o relaţie fixă între viteza de rotaţie și rata avansului la filetare.
� Se verifică dacă viteza de tăiere aleasă nu dă o viteză prea mare a avansului
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Număr de treceri și adâncimi de așchiere
� Un filet nu poate fi realizat într-o singură trecere din cauza muchiei așchietoare relativ casante.
� Adâncimea totală de așchiere trebuiedivizată în mai multe treceri.
� Aceste treceri trebuie să aibă forţe de tăiere similare (aceeași arie a așchiei)
� Există tabelele care oferă recomandări și sunt aplicabile tuturor geometriilor (originală, A, A1 și A2).
� Avansul generat are la bază un bun control al toleranţei OD/ID pentru profilulselectat.
� Dacă plăcuţa se crapă, numărul de treceri trebuie mărit.� Adâncimea de așchiere nu trebuie să fie mai mică de 0,05 mm/ trecere.� În cazul oţelurilor inoxidabile, adâncimea de așchiere trebuie să fie mai mare de
0,08 mm.� Recomandările pot fi utilizate de asemenea pentru plăcuţele cu profil parţial.
Numărul de treceri trebuie mărit în acest caz.� Raza la vârf a plăcuţei este relativ mică și se poate rupe la suprasarcină.

5/30/2013
15
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Număr de treceri și adâncimi de așchiereISO Extern - Filete metrice
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Număr de treceri și adâncimi de așchiereISO Intern - Filete metrice
Obs. Recomandările sunt pentru oţeluri cu o duritate < 300 HB

5/30/2013
16
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Metoda de avans
Alegerea metodei de avans este foarte importantă în cazul materialelor caregenerează așchii lungi, pentru a asigura controlul acestora
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Avansul cu modificare pe flanc
Avantaje:
� Previne uzura pe flanculdrept
� Reduce forṭa de aṣchiere� Control bun al aṣchiilor� Suitable for large pitch
threads or materials that peel easily.
Dezavantaje:
� Programarea complexă MU� Dificultăṭi la schimbarea
adâncimii de aṣchiere(necesită reprogramare)

5/30/2013
17
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Avansul pe flanc
Avantaje:
� Relativ ușor de utilizat
� Reducerea forței de așchiere
� Control bun al așchiilor
� Adecvat pentru filetecu pași mari saumateriale care se prelucreazǎ ușor
Dezavantaje:
� Uzură mare peflancul drept
� Relativ dificil de schimbat adâncimeade aṣchiere (necesităreprogramare)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Avans radial
Avantaje:
� Uṣor de utilizat(programarestandard)
� Arie de aplicabilitatelargă (condiṭiile de aṣchiere uṣor de schimbat)
� Uzură uniformă pecele două flacuri ale tăiṣurilor
Dezavantaje:
• Ineficientă pentrupași mari•Așchii dificil de controlat•Posibilitatea de apariție a vibrațiilor. • Încǎrcare (sarcinǎ) mare pe vârf (colț)

5/30/2013
18
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Avans alternativ pe flancuri
Avantaje:
� Uzură uniformă pe cele douăflacuri ale tăiṣurilor.
� Reducerea forṭei de aṣchiere. � Adecvat pentru filete cu pași
mari sau materiale care se prelucreazǎ ușor
Dezavantaje:
� Programarea complexă a MU � Dificultăṭi la schimbarea
adâncimii de aṣchiere (fiindnecesară reprogramarea MU)
� Dificultăṭi la controlul aṣchiilor.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Exemplu de scula pentru filetare: CoroThread™ 266
- Plăcuţele sunt localizate în siguranţă pe un ghidaj de stabilitate de pe placuţa de sprijin.- Montarea greşită a plăcuţei este imposibilă- Poziţionare uşoara a placuţei in locasul fix, datorita ghidajului- Se asigură repetabilitatea montării în locaş
Plăcuţa de filetare are trei canale pe partea inferioară, câte unul pentru fiecare muchie. Un canal este localizat pe ghidajul de stabilitate care face parte din placuţa de sprijin, pentru a oferi poziţionare sigură.
Placuţa de sprijin este localizată în siguranţă în suportul sculei. Aceasta are ca rezultat o funcţionare la filetare constantă şi precisă deoarece uzura plăcuţei este semnificativ redusă.
Avantaje:- Calitatea suprafeţei crescută- Manipulare uşoară- Timp de prelucrare redus- Durabilitate mai mare a sculei

5/30/2013
19
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Notatii si formule de calcul
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Modificări ale suporţilor pentru filetare
� De multe ori este necesar să se execute un filet interior prea mic pentru suporţistandard.
� Multe suporturi interioare pot fi modificate cu o simplă procedură care asigură tăierea unui filet în găuri cu aprox. 30% mai mici.
� Această modificare poate fi executată doar pe un strung cu universal cu patru bacuri. În tabelul de dimensiuni ’Filetarea interioară’ (indicată la Suporţi și piese de schimb) se găsesc dimensiunile ce necesită modificare. La cerere acești suporţi pot fi livraţi ca suporţi speciali.
� Pentru o parte din suporţi este posibil să pătrundă în alezaje de dimensiuni maimici decât cele indicate de Dmod, în acest caz este necesară retragerea colţului inferior al plăcuţei (posibil și al nicovalei).

5/30/2013
20
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Modificări ale suporţilor pentru filetare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Strunjirea Filetelor - Depanare

5/30/2013
21
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Strunjirea Filetelor - Depanare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Strunjirea Filetelor - Depanare

5/30/2013
22
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Strunjirea Filetelor - Depanare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire

5/30/2013
23
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiletarea prin strunjire
Schema filetării prin frezare
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanTarod
Tarod – Geometrie
Părţile componente:1. conul de atac, de lungime l
1;
2. partea de calibrare, de lungime l2;
3. partea de poziţionare-fixare, l3, l
4.

5/30/2013
24
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanTarod
Tarod – Geometrie
a. Unghi de degajare pozitiv;
b. Unghi de degajare negativ.
Valoarea unghiului de
degajare, γAvantaje / Aria de aplicare Dezavantaje
Negativ sau mic-5º - 5º
Tăiş puternic.Aşchiere ȋn fontă şi oţeluri călite
Nu se poate aşchia materiale moi sau cu rezistenţă la rupere mică
Mediu8º - 14º
Condiţii de aşchiere bune.Aşchiere ȋn majoritatea materialelor (ex. Oţel şi oţel inoxidabil)
Mare20º - 30º
Forţă de aşchiere mică.Aşchiere bună ȋn aluminiu şi alte materiale moi
Apare adesea ciobirea tăişului din cauza unghiului de ascuţire mic
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanTarod
Tarod – Forma canalelor pentru evacuarea aşchiilor
D ≥ 6 mm D < 6 mm
r, R = f (D) R = f (D)
La stabilirea numărului de canale se va avea în vedere:• asigurarea unei ghidări bune şi sigure a sculei în gaura prelucrată, pentru a evitasupraîncărcările, uzurile rapide şi erorile de prelucrare.• Obţinerea lăţimilor raţionale ale dinţilor torodului pentru a asigura durabilitateanecesară a tăişurilor şi micşorarea frecărilor.

5/30/2013
25
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanTarod
Tarod – Forma canalelor pentru evacuarea aşchiilor
a. canalele drepte (unghiuri de aşchiere diferite pe flancuri);
b. canale elicoidale pe dreapta pentru găuri ȋnfundate;
c. canale elicoidale pe stânga pentru găuri fără fund.
d. canalele drepte cu ascuţire suplimentară în zona conului de atac cu unghiul λd.
a. b. c.
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanTarod
Sfaturi generale la tarodare1. Alegeţi forma de tarod corectă, ȋn funcţie de materialul prelucrat şi tipul găurii
(de exemplu, gaură străpunsă sau ȋnfundată)2. Asiguraţi-vă că piesa este bine fixată; o deplasare laterală poate cauza
ruperea tarodului sau filete de calitate scăzută.3. Alegeţi dimensiunea corectă pentru burghiu. Asiguraţi-vă că durificarea de
suprafaţă a piesei din cauza prelucrării este minimă.4. Alegeţi viteza de aşchiere corectă, ȋn funcţie da datele recomandate de
producător.5. Folosiţi un lichid de aşchiere adecvat operaţiei.6. Ȋn aplicaţii CN asiguraţi-vă că avansul programat este correct. Când folosiţi un
cap de filetare, se recomandă un avans de 95 – 97% din pas, pentru a permite tarodului să-şi genereze pasul propriu.
7. Dacă este posibil, fixaţi tarodul ȋntr-o bucşă de bună calitate, cu limitare de moment, care asigură o mişcare axială liberă a tarodului şi are un antrenor pătrat ȋn gaură. Aceasta asigură şi protecţia tarodului ȋmpotriva ruperilor ca urmare a tamponărilor accidentale de fundul găurii.
8. Asiguraţi un avans lin al tarodului ȋn gaură, deoarece un avans mare ar cauza formarea gurii tip “clopot” la baza găurii.

5/30/2013
26
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filiere cilindrice – Construcţie şi geometrie
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filieră cilindrică reglabilă cu 3 canale

5/30/2013
27
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filieră cilindrică cu canale multiple
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Diametrul cilindrului exterior iniţial

5/30/2013
28
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filiere cilindrice - Dimensionarea canalelor e = (0,1 ... 0,15) De
d, Ds = f(γy)( )ωδ −⋅= sin
2
dABΔ ABC:
Δ OAB: ωsin2
1 ⋅=D
AB
( ) ωωδ sin2
sin2
1 ⋅=−⋅Dd
( )ωδ
ω
−
⋅=
sin
sin1
Dd unde: δ = 90° - γy
( ) ( )ωδωωδ −⋅⋅=−⋅ ctgDd
sin2
cos2
1
( ) ωωδ sin2
sin2
1 ⋅=−⋅Dd
◦ctg(δ-ω)
( )ωδω −⋅+⋅=+== cos2
cos22
1dD
ACOAD
OCs
( )ωδωω −⋅⋅+⋅= ctgDDD
ssin
2cos
22
11
( )[ ]ωδωω −⋅+⋅= ctgDDs
sincos1
DDe
⋅≈ 5,2
222
dDDe
se −−=
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filiere cilindrice
În cazul în care prin adoptarea mărimii e rezultă o filieră neelastică, se poate practica pe filieră un alezaj
e = (0,1 ... 0,15) De
222
dDDe
se −−=
Filiere cilindrice cu cu faţa de degajare plană
În cazul filierelor precise, canalele nu trebuie să intresecteze filetul. Numai după călire şi
calibrare cu dorn de fontă (îmbibat într-o pastă de granulaţie foarte fină) se vor deschide
canalele prin rectificare cu disc.

5/30/2013
29
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filiere cilindrice - Dimensionarea canalelor
x = (1,2 ... 1,5) p
FEAMFEBFBE +=+=
( )[ ] ( )ωγωωγ +⋅+⋅=+−⋅yy
xDd
sinsin2
90sin2
1o
( )( )ωγ
ωγω
+
+⋅⋅+⋅=
y
yxD
dcos
sin2sin1
BCABOAOC ++=
( ) ( )ωγωγω +⋅++⋅+⋅=yy
sd
xDD
sin2
coscos22
1
( ) ( )ωγωγω +⋅++⋅⋅+⋅=yys
dxDD sincos2cos1
d, Ds = f(γy)
Technical University of Cluj-Napoca P.S.A.P.S.A.
Prof.dr.ing. Marian BorzanFiliere
Filiere tubulare




![Scule Mentenanţa sculelor pentru maşinile de ştanţat CNC sculelor pentru centre de... · 2016-12-07 · [tantat CNC: n Ascu]irea corect` a sculelor n Setarea corect` a sculelor](https://img.pdfslide.tips/doc/110x75/5b1a5b7f7f8b9a3c258d9055/scule-mentenanta-sculelor-pentru-masinile-de-stantat-sculelor-pentru-centre.jpg)





![Scule Mentenanţa sculelor pentru maşinile de ştanţat CNC sculelor pentru centre de...ascu]it scule chiar lâng` ma[ina de [tan]at CNC, astfel încât operatorul amân` ascu]irea](https://img.pdfslide.tips/doc/110x75/5afeeefc7f8b9a68498efa05/scule-mentenanta-sculelor-pentru-masinile-de-stantat-cnc-sculelor-pentru-centre.jpg)