Embed Size (px)
Citation preview
PRÓLOGO GRUPO BIMBO
Grupo Bimbo fundada en 1945 por Lorenzo Servitje, es hoy en día una de las empresas de
panificación más grandes del mundo. Líder en el continente americano, cuenta con 144 plantas y más
de 1,600 centros de distribución localizados estratégicamente en 19 países de América y Asia.
La Compañía, a través de sus principales subsidiarias, se dedica a la producción, distribución y
comercialización de 10,000 productos en las categorías de pan de caja, pan dulce, pastelería de tipo
casero, galletas, English muffins, bagels, barras de cereales, dulces, chocolates, botanas dulces y
saladas, tortillas empacadas de maíz y de harina de trigo, tostadas, cajeta y comida rápida, entre
otros. Asimismo, la compañía tiene una de las redes de distribución más extensas del mundo, con
más de 52,000 rutas, una plantilla laboral superior a los 126,000 colaboradores y más de 2,200,000
puntos de venta.
LA RELACIÓN GRUPO BIMBO - RICOLINO
Grupo Bimbo tiene presencia en 19 países de América, Asia y Europa, maneja más de 10,000
productos entre 100 marcas de reconocido prestigio, entre las que se encuentran: Bimbo, Marinela,
Barcel, Ricolino, Oroweat, Arnold, Mrs Baird’s, Thomas’, Brownberry, Entenmann’s, Pullman, Plus
Vita, Nutrella, Sara Lee, Fargo, Lactal, Bimbo España, Silueta, Ortíz, Martínez y Eagle.
RICOLINO
Mercado
La industria de la confitería en México tiene un valor de más de 18 mil millones de pesos
(aproximadamente 1,600 millones dólares) (Economia, 2012) y se divide en una amplia gama de
categorías, de las cuales Ricolino tiene participación en: chocolates, gomitas, golosinas de azúcar,
paletas y gomas de mascar, que a su vez se subdividen en más de 16 segmentos en el mercado. Las
principales fortalezas de Ricolino son: el valor de la marca y una excelente distribución de sus
productos para su venta en los canales de detalle, autoservicios, conveniencia, mayoreo, tiendas
departamentales, máquinas expendedoras y clubes de precios.
Historia
Ricolino se originó en el año de 1970 a partir de la visión de don Lorenzo Servitje y don Roberto
Servitje de crear e incorporar Barcel a Grupo Bimbo, con la intención de construir un pilar de gran
importancia y rentabilidad, que consolidara el crecimiento sustentable de la organización al integrarla
a los mercados de botanas y dulces.
Siete años más tarde, en 1977, tomaron la decisión de dividir Barcel, S.A. de C.V., para que así la
marca Barcel se especializara en botanas saladas, y para el segmento de dulces y chocolates se
utilizaría exclusivamente la marca Ricolino. Con esto lograron dar un enfoque detallado para cada
segmento de mercado.
Producto
La gama de productos que Ricolino tiene para ofrecer a sus consumidores en muy amplia
(SuperBrands, 2012), y todos los productos que la forman cuentan con un sólido reconocimiento por
su calidad y sabor. Los distintos segmentos del mercado en que participa Ricolino, y los productos
con que lo hace, son:
• Malvaviscos: Paleta Payaso y Bubulubu.
• Cubiertos de chocolate: Kranky y Pasitas.
• Grageas aciduladas: Pecositas.
• Gomas: Dulcigomas, Panditas, Frutigo+, Just Fruttie, Moritas y Gomilocas (Dientes, Huevitos,
Estrellados, Ranitas y Patas de Pollo).
• Chocolates: Choco Plays, Chocosorpresa y Bocadín.
• Untables: Duvalín.
• Paletas: Duvaleta.
• Confitados: Almendras con Chocolate, Lunetas y Chocoretas.
• Gomas de mascar: Chick’s y Chiclub.
DESCRIPCION DEL PROBLEMA Como parte de su estrategia para alcanzar los objetivos de crecimiento, posicionamiento y
competitividad la Planta Ricolino Toluca busca constantemente áreas de oportunidad para trabajar
mediante un esquema de mejora continua. Tal es el caso de las líneas de producción de Chocoreta y
Luneta.
De acuerdo a planes futuros es necesario que las líneas de producción Chocoreta y Luneta que
actualmente se encuentran en el Sector 2 de la planta Ricolino Toluca sean reubicadas al Sector 1
dentro de la misma planta.
Las personas que están involucradas en el proceso productivo de ambas líneas de producción han ya
detectado algunas áreas de mejora dentro del proceso y en respuesta a esta situación el presente
trabajo plantea una serie de análisis de las actuales líneas de producción, que ayudaran a proponer
mejoras en el proceso productivo de dichas líneas cuando estas sean reubicadas.
En resumen lo que se logrará con la reubicación, no es simplemente mudar las líneas de producción
de un lado a otro, se pretende que al hacer la reubicación haya una mejora en el desempeño de
ambas líneas, también atender las áreas de oportunidad ya detectadas e incluso detectar nuevas
áreas de oportunidad, también es imperativo seguir manteniendo el proceso rentable y aumentar la
productividad del mismo.
INTRODUCCION El Instituto Tecnológico de Estudios Superiores de Monterrey Campus Toluca, como parte de un
programa de estancias profesionales crea un programa de estancias de verano, lo anterior para dar
oportunidad a los alumnos de que desarrollen sus habilidades y apliquen los conocimientos
adquiridos durante su carrera en un entorno laboral real.
El presente trabajo se desarrolló a lo largo de seis semanas, concretamente desde el miércoles 4 de
Junio de 2014 al miércoles 9 de Julio del 2014.
Los integrantes responsables del presente trabajo son:
• Jorge Luis López Partida – Estudiante de Ingeniería en mecatrónica.
• Abraham Alberto Talavera Jiménez – Estudiante de ingeniería industrial y de sistemas.
• Iván Arturo Duran Hernández - Estudiante de ingeniería industrial y de sistemas.
Dentro del tiempo comprendido para el desarrollo del proyecto se llevaron a cabo las pláticas
introductorias, las cuales incluyeron los siguientes temas:
• Introducción a la empresa e información general.
• Platica de seguridad industrial dentro del complejo.
• Platica sobre normas de la empresa.
• Platica sobre Lean manufacturing.
• Recorrido dentro de la planta.
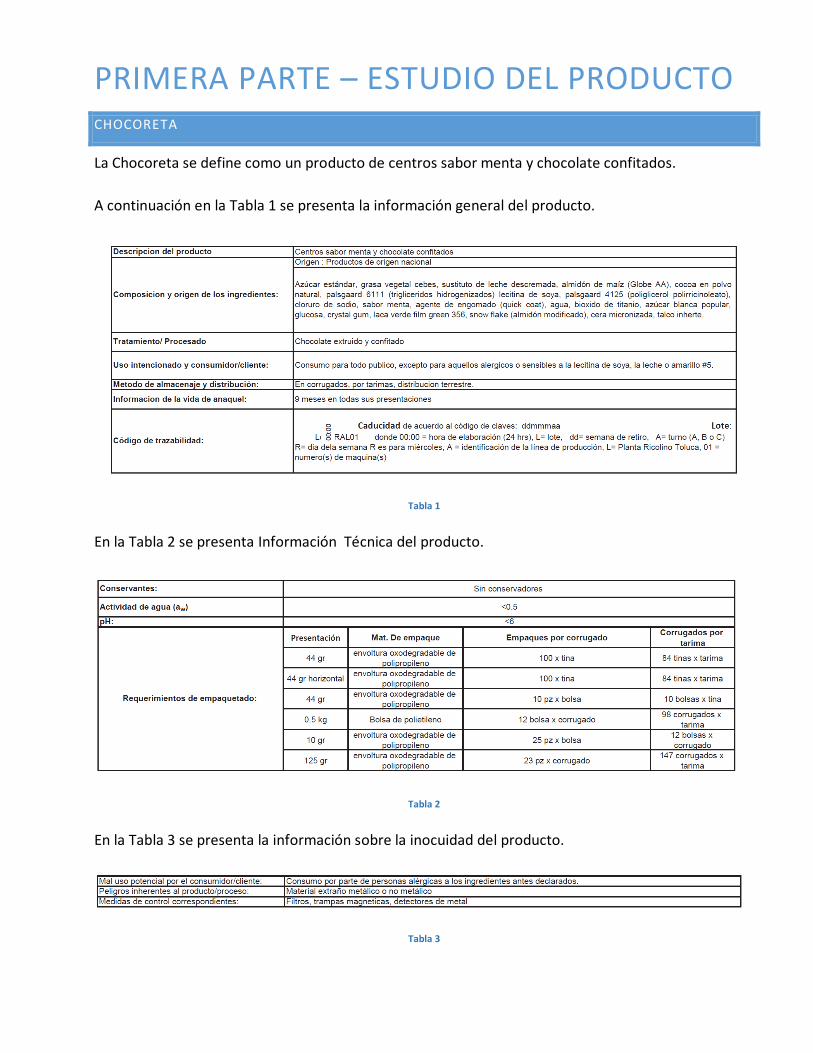
PRIMERA PARTE – ESTUDIO DEL PRODUCTO CHOCORETA
La Chocoreta se define como un producto de centros sabor menta y chocolate confitados.
A continuación en la Tabla 1 se presenta la información general del producto.
Tabla 1
En la Tabla 2 se presenta Información Técnica del producto.
Tabla 2
En la Tabla 3 se presenta la información sobre la inocuidad del producto.
Tabla 3
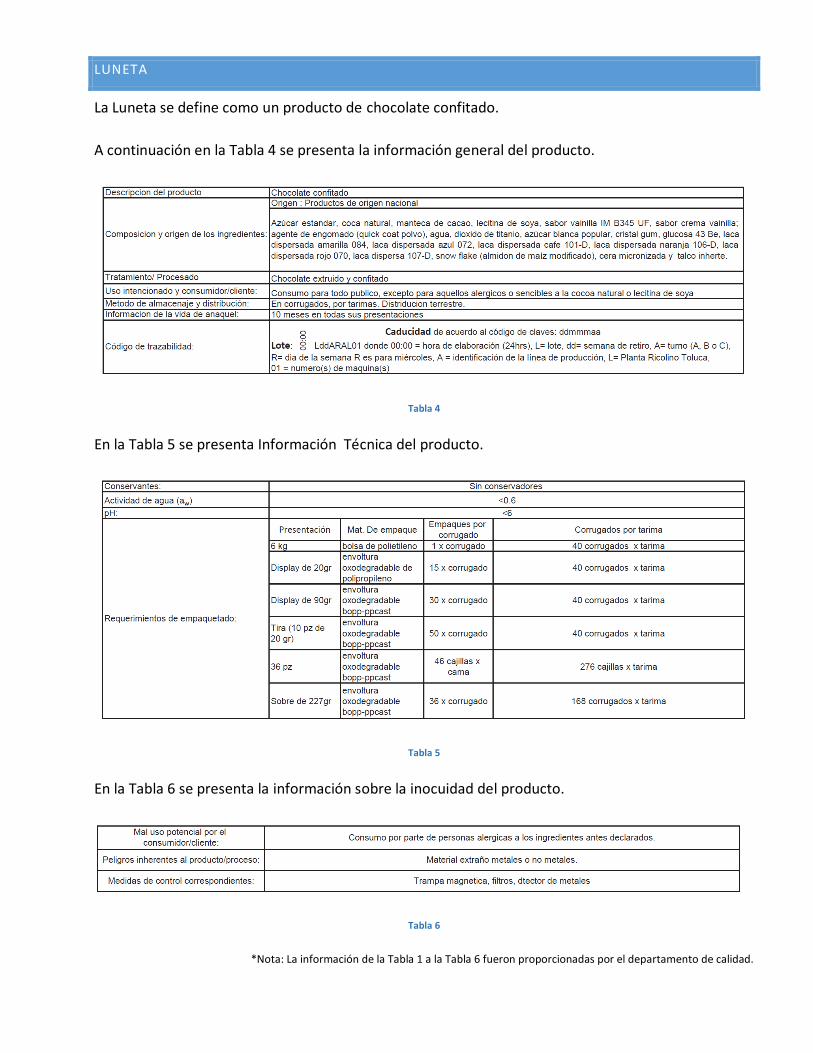
LUNETA
La Luneta se define como un producto de chocolate confitado.
A continuación en la Tabla 4 se presenta la información general del producto.
Tabla 4
En la Tabla 5 se presenta Información Técnica del producto.
Tabla 5
En la Tabla 6 se presenta la información sobre la inocuidad del producto.
Tabla 6
*Nota: La información de la Tabla 1 a la Tabla 6 fueron proporcionadas por el departamento de calidad.
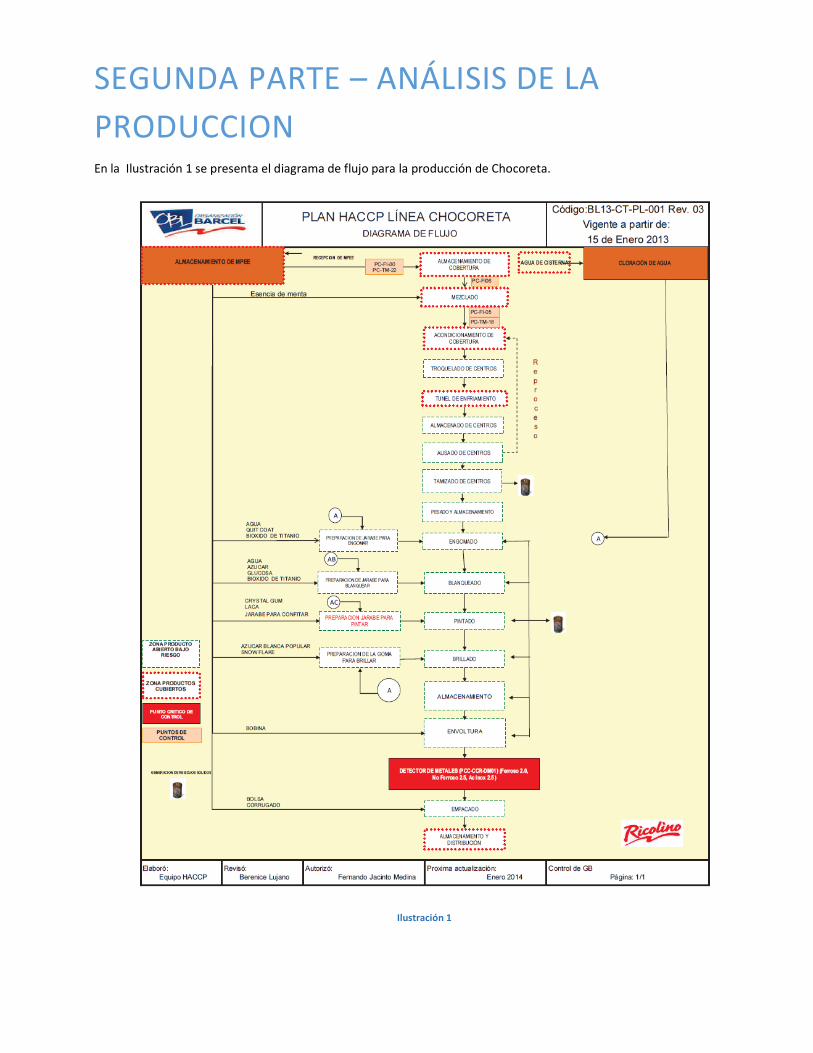
SEGUNDA PARTE – ANÁLISIS DE LA
PRODUCCION En la Ilustración 1 se presenta el diagrama de flujo para la producción de Chocoreta.
Ilustración 1
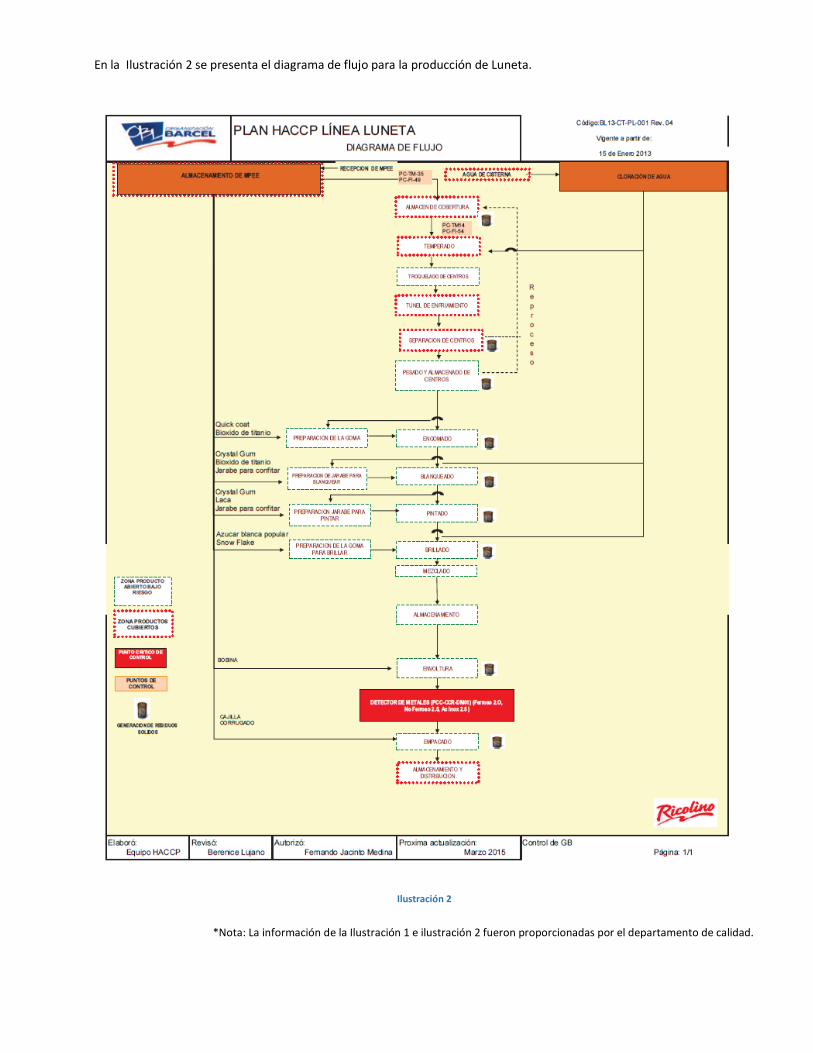
En la Ilustración 2 se presenta el diagrama de flujo para la producción de Luneta.
Ilustración 2
*Nota: La información de la Ilustración 1 e ilustración 2 fueron proporcionadas por el departamento de calidad.
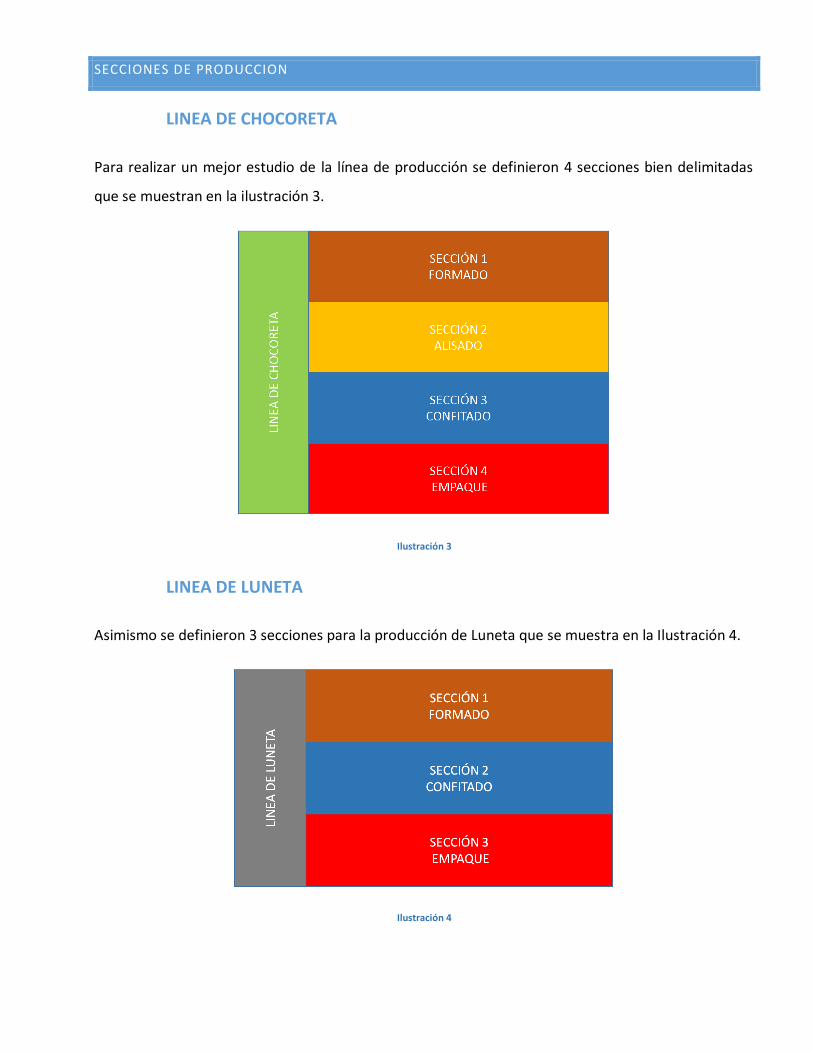
SECCIONES DE PRODUCCION
LINEA DE CHOCORETA
Para realizar un mejor estudio de la línea de producción se definieron 4 secciones bien delimitadas
que se muestran en la ilustración 3.
Ilustración 3
LINEA DE LUNETA
Asimismo se definieron 3 secciones para la producción de Luneta que se muestra en la Ilustración 4.
Ilustración 4
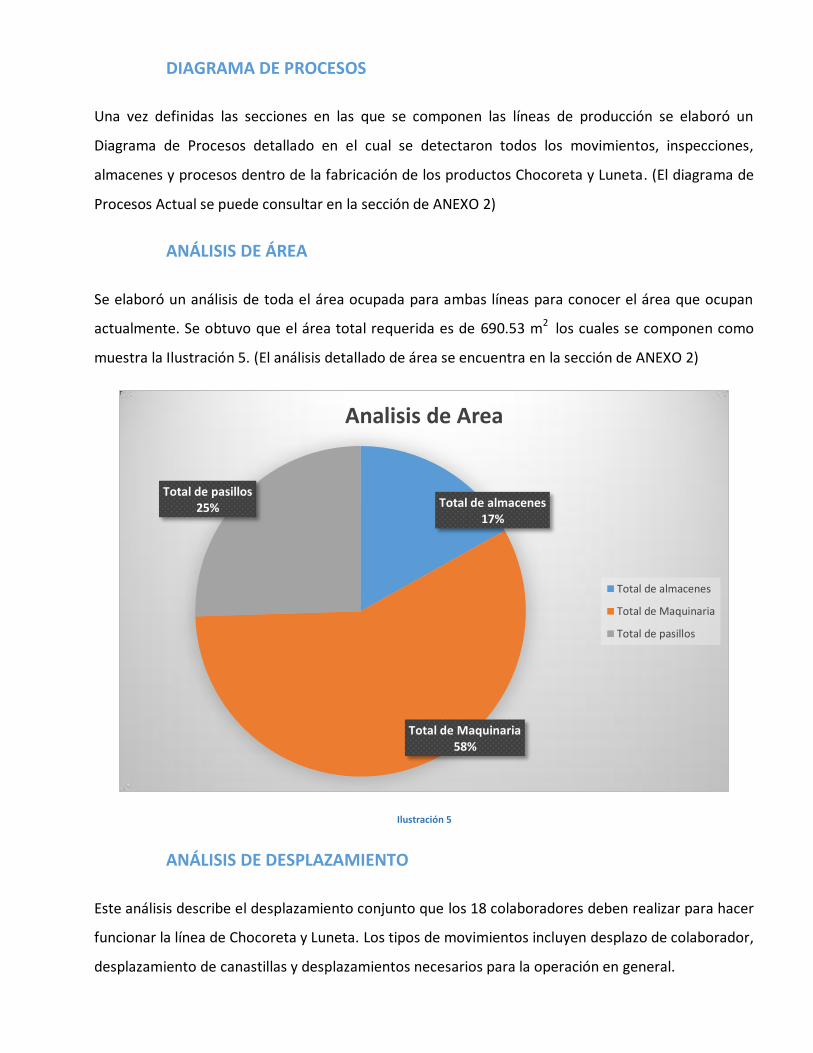
DIAGRAMA DE PROCESOS
Una vez definidas las secciones en las que se componen las líneas de producción se elaboró un
Diagrama de Procesos detallado en el cual se detectaron todos los movimientos, inspecciones,
almacenes y procesos dentro de la fabricación de los productos Chocoreta y Luneta. (El diagrama de
Procesos Actual se puede consultar en la sección de ANEXO 2)
ANÁLISIS DE ÁREA
Se elaboró un análisis de toda el área ocupada para ambas líneas para conocer el área que ocupan
actualmente. Se obtuvo que el área total requerida es de 690.53 m2 los cuales se componen como
muestra la Ilustración 5. (El análisis detallado de área se encuentra en la sección de ANEXO 2)
Ilustración 5
ANÁLISIS DE DESPLAZAMIENTO
Este análisis describe el desplazamiento conjunto que los 18 colaboradores deben realizar para hacer
funcionar la línea de Chocoreta y Luneta. Los tipos de movimientos incluyen desplazo de colaborador,
desplazamiento de canastillas y desplazamientos necesarios para la operación en general.
Total de almacenes 17%
Total de Maquinaria 58%
Total de pasillos 25%
Analisis de Area
Total de almacenes
Total de Maquinaria
Total de pasillos
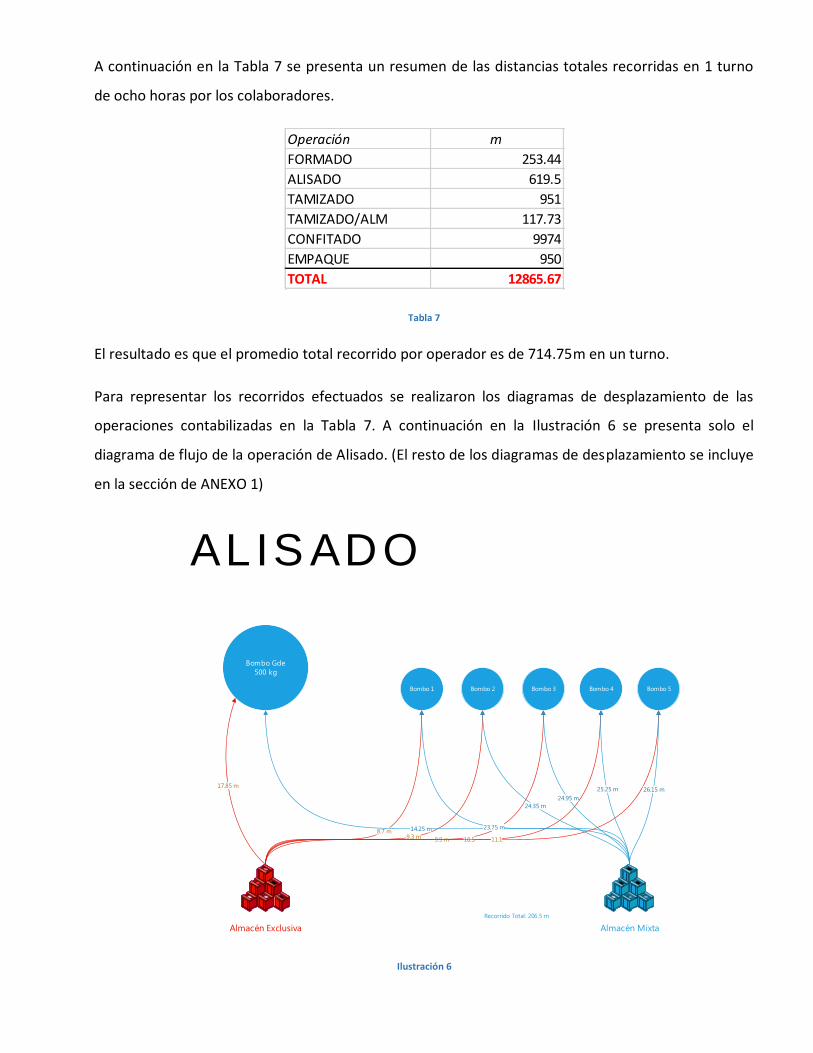
A continuación en la Tabla 7 se presenta un resumen de las distancias totales recorridas en 1 turno
de ocho horas por los colaboradores.
Tabla 7
El resultado es que el promedio total recorrido por operador es de 714.75m en un turno.
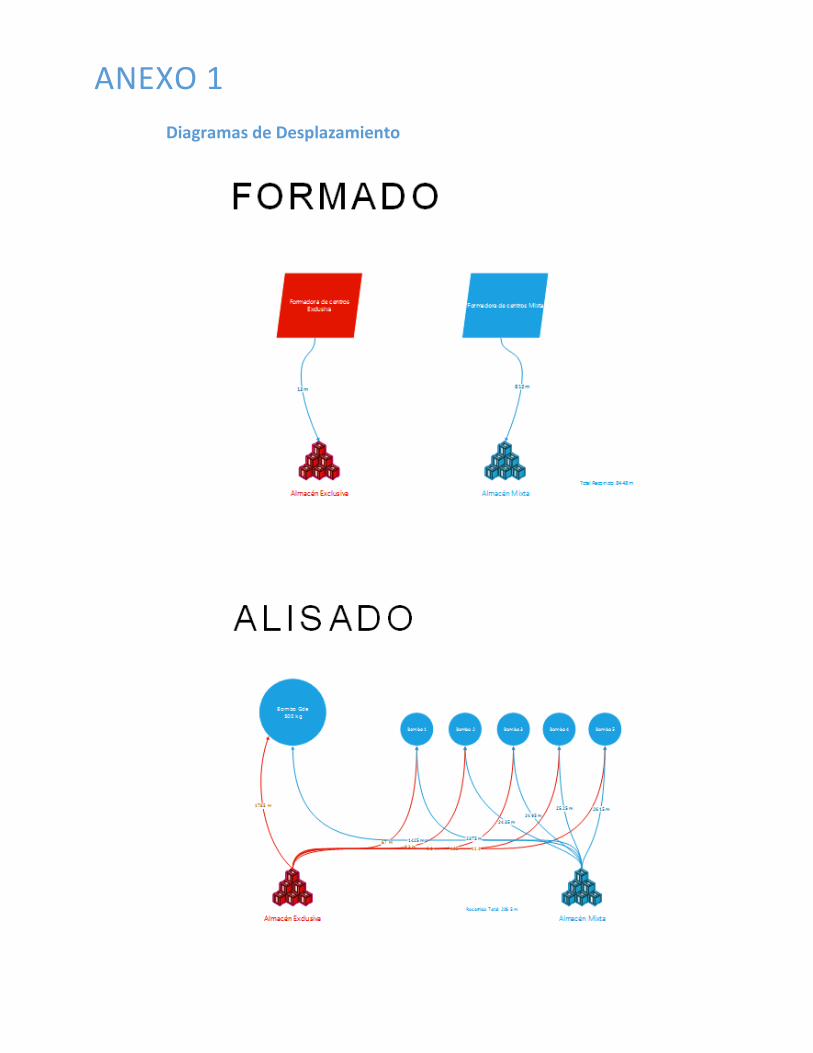
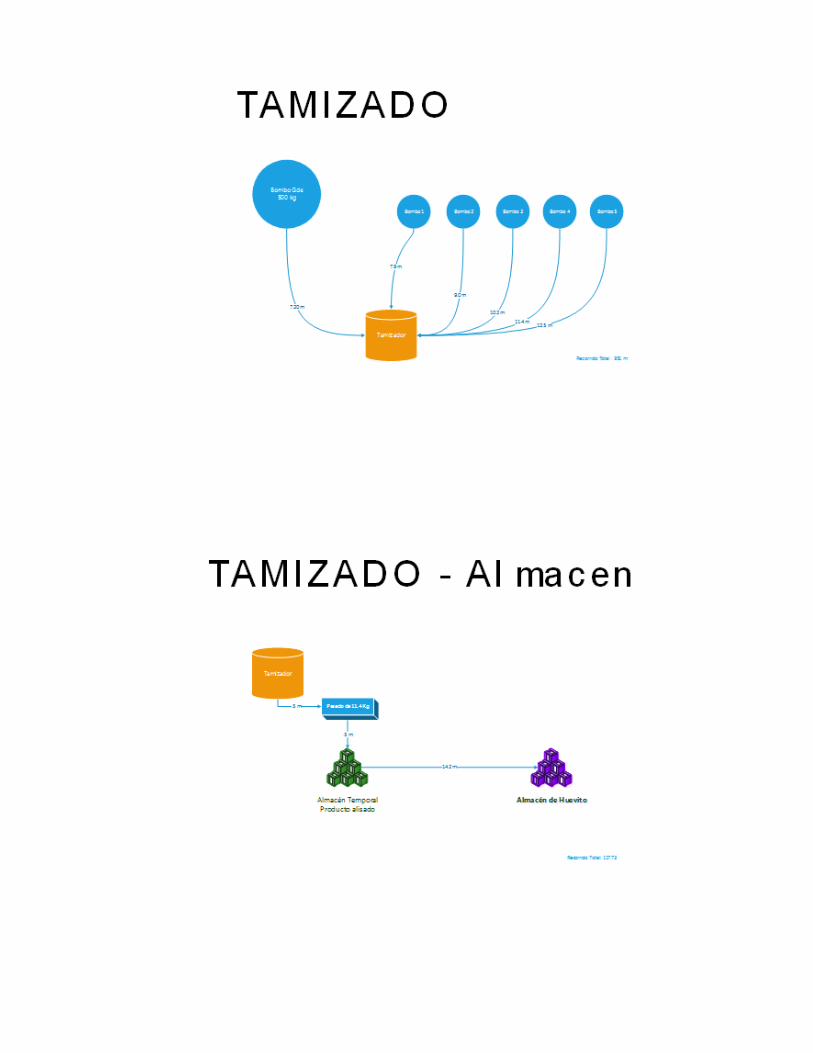
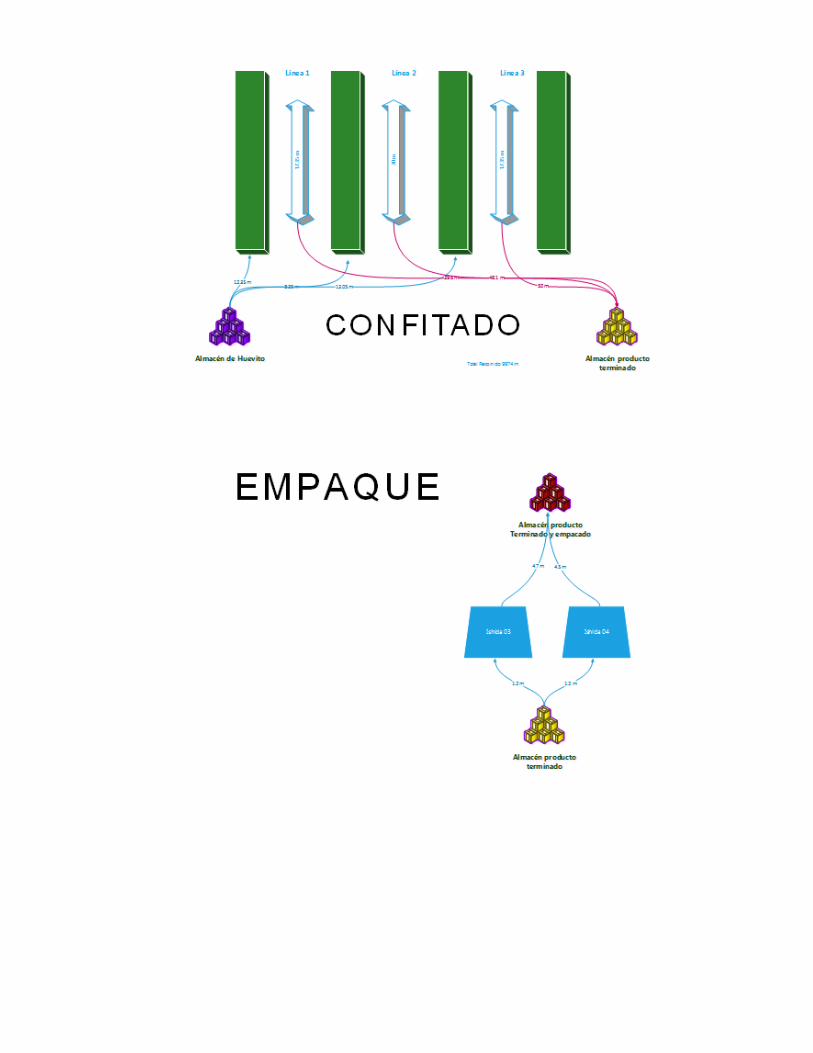
Para representar los recorridos efectuados se realizaron los diagramas de desplazamiento de las
operaciones contabilizadas en la Tabla 7. A continuación en la Ilustración 6 se presenta solo el
diagrama de flujo de la operación de Alisado. (El resto de los diagramas de desplazamiento se incluye
en la sección de ANEXO 1)
Ilustración 6
Operación m
FORMADO 253.44
ALISADO 619.5
TAMIZADO 951
TAMIZADO/ALM 117.73
CONFITADO 9974
EMPAQUE 950
TOTAL 12865.67
Bombo 1 Bombo 2 Bombo 3 Bombo 4 Bombo 5
Almacén Exclusiva Almacén Mixta
8.7 m9.3 m 9.9 m 10.5 11.1
Bombo Gde
500 kg
17.85 m
14.25 m 23.75 m
24.35 m
24.95 m
25.25 m 26.15 m
ALIS ADO
Recorrido Total: 206.5 m
Las distancias recorridas en la Ilustración 6 no son las distancias físicas que se encuentran en la
planta. Dichas distancias se encontraron como describe la siguiente formula:
∑
Dónde:
P: Probabilidad de que ocurra el evento.
D: Distancia que se recorre durante el evento.
n: Número de eventos ocurridos.
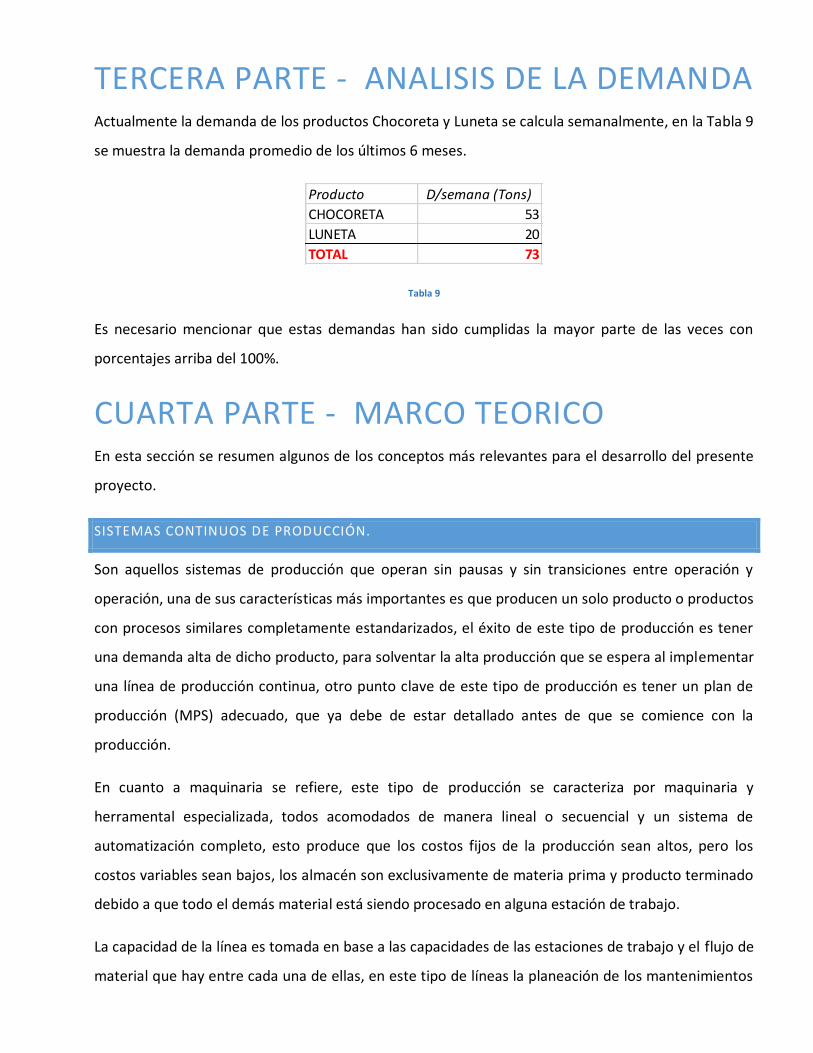
ANÁLISIS DE PRODUCCIÓN
Mediante el uso de la simulación1 se encontró que las capacidades de producción están fijadas por el
ritmo de las formadoras de centros para ambos casos ya sea Línea de Chocoreta o Línea de Luneta.
En la Tabla 8 se presentan las producciones por hora de las líneas.
Tabla 8
A pesar de que las capacidades de las demás secciones son más altas, el flujo que circula dentro del
proceso no puede ser mayor al de las formadoras de centros.
1 Se hizo uso del Software Arena para encontrar la distribución de la producción por hora. Para un significancia
α = 0.05 se obtuvo un n=37.67 ≈ 38 réplicas para obtener un 95% de confianza.
Seccion 1 (Formado) Kg/hr
Troquelador exclusivo 288
Troqueladora mixta 169
TOTAL 457
Seccion 1 (Formado) Kg/hr
Troquelador exclusivo 260
Troqueladora mixta 130
TOTAL 390
LINEA DE CHOCORETA
LINEA DE LUNETA
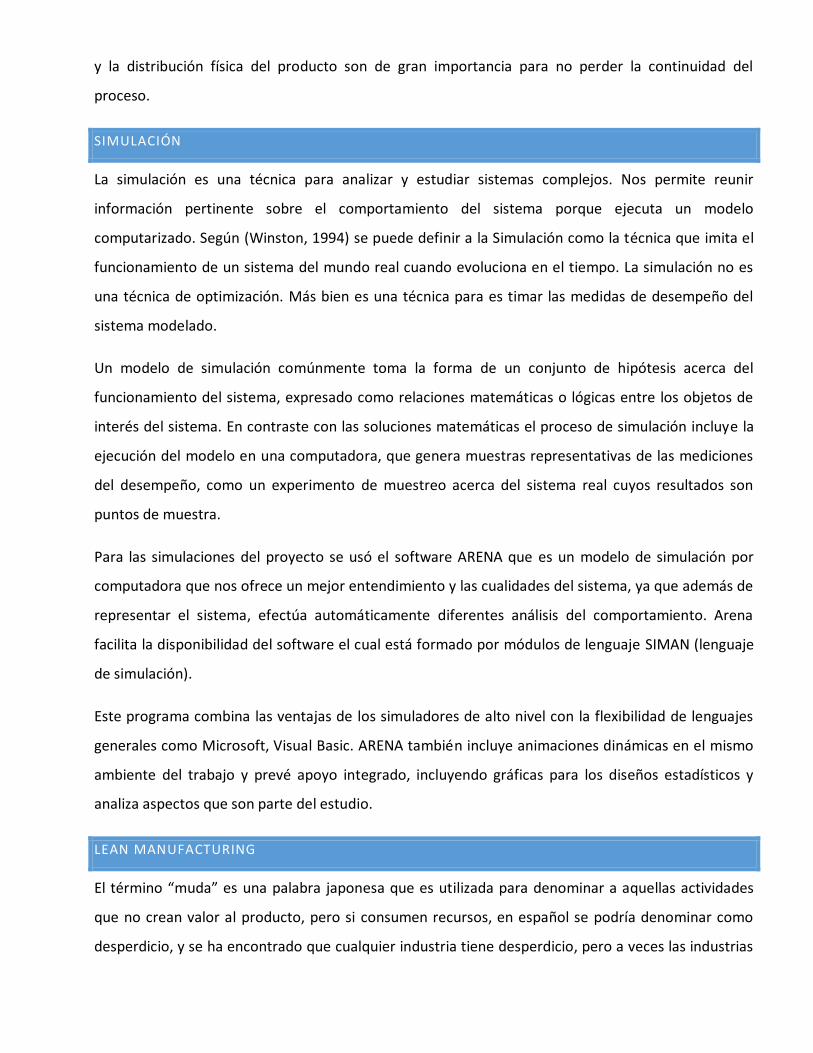
TERCERA PARTE - ANALISIS DE LA DEMANDA Actualmente la demanda de los productos Chocoreta y Luneta se calcula semanalmente, en la Tabla 9
se muestra la demanda promedio de los últimos 6 meses.
Tabla 9
Es necesario mencionar que estas demandas han sido cumplidas la mayor parte de las veces con
porcentajes arriba del 100%.
CUARTA PARTE - MARCO TEORICO En esta sección se resumen algunos de los conceptos más relevantes para el desarrollo del presente
proyecto.
SISTEMAS CONTINUOS DE PRODUCCIÓN.
Son aquellos sistemas de producción que operan sin pausas y sin transiciones entre operación y
operación, una de sus características más importantes es que producen un solo producto o productos
con procesos similares completamente estandarizados, el éxito de este tipo de producción es tener
una demanda alta de dicho producto, para solventar la alta producción que se espera al implementar
una línea de producción continua, otro punto clave de este tipo de producción es tener un plan de
producción (MPS) adecuado, que ya debe de estar detallado antes de que se comience con la
producción.
En cuanto a maquinaria se refiere, este tipo de producción se caracteriza por maquinaria y
herramental especializada, todos acomodados de manera lineal o secuencial y un sistema de
automatización completo, esto produce que los costos fijos de la producción sean altos, pero los
costos variables sean bajos, los almacén son exclusivamente de materia prima y producto terminado
debido a que todo el demás material está siendo procesado en alguna estación de trabajo.
La capacidad de la línea es tomada en base a las capacidades de las estaciones de trabajo y el flujo de
material que hay entre cada una de ellas, en este tipo de líneas la planeación de los mantenimientos
Producto D/semana (Tons)
CHOCORETA 53
LUNETA 20
TOTAL 73
y la distribución física del producto son de gran importancia para no perder la continuidad del
proceso.
SIMULACIÓN
La simulación es una técnica para analizar y estudiar sistemas complejos. Nos permite reunir
información pertinente sobre el comportamiento del sistema porque ejecuta un modelo
computarizado. Según (Winston, 1994) se puede definir a la Simulación como la técnica que imita el
funcionamiento de un sistema del mundo real cuando evoluciona en el tiempo. La simulación no es
una técnica de optimización. Más bien es una técnica para es timar las medidas de desempeño del
sistema modelado.
Un modelo de simulación comúnmente toma la forma de un conjunto de hipótesis acerca del
funcionamiento del sistema, expresado como relaciones matemáticas o lógicas entre los objetos de
interés del sistema. En contraste con las soluciones matemáticas el proceso de simulación incluye la
ejecución del modelo en una computadora, que genera muestras representativas de las mediciones
del desempeño, como un experimento de muestreo acerca del sistema real cuyos resultados son
puntos de muestra.
Para las simulaciones del proyecto se usó el software ARENA que es un modelo de simulación por
computadora que nos ofrece un mejor entendimiento y las cualidades del sistema, ya que además de
representar el sistema, efectúa automáticamente diferentes análisis del comportamiento. Arena
facilita la disponibilidad del software el cual está formado por módulos de lenguaje SIMAN (lenguaje
de simulación).
Este programa combina las ventajas de los simuladores de alto nivel con la flexibilidad de lenguajes
generales como Microsoft, Visual Basic. ARENA también incluye animaciones dinámicas en el mismo
ambiente del trabajo y prevé apoyo integrado, incluyendo gráficas para los diseños estadísticos y
analiza aspectos que son parte del estudio.
LEAN MANUFACTURING
El término “muda” es una palabra japonesa que es utilizada para denominar a aquellas actividades
que no crean valor al producto, pero si consumen recursos, en español se podría denominar como
desperdicio, y se ha encontrado que cualquier industria tiene desperdicio, pero a veces las industrias
son incapaces de verlas o de saber su origen y para esto los desperdicios están clasificados en 7
grandes grupos que son:
• Errores que requieren ser corregidos.
• Producción que no es requerida para los clientes.
• Partes del proceso que no son necesarias.
• Movimiento del personal de un lugar a otro sin razón.
• Movimiento de material de un lugar a otro sin razón.
• Desperdicio de tiempo del personal por esperar material.
• Producción de bienes que no cumplen con las especificaciones del cliente.
El término “lean” se puede traducir como esbelto que quiere decir que el proceso no contiene más
actividades que las necesarias, es decir, eliminar la muda o los desperdicios, en pocas palabras el
término lean puede ser descrito como hacer más con menos, por ejemplo, con menos espacio, con
menos tiempo, con menos esfuerzo humano y con menos equipo.
5´S
Seiri; Palabra japonesa que significa clasificar, simplemente consiste en clasificar los materiales
presentes en el área de trabajo en necesarias e innecesarias, cayendo en esta clasificación si no han
sido utilizadas en por lo menos treinta días, el objetivo de eliminar estos materiales del área de
trabajo es tener en dicha área solo los materiales necesarios para la realización de las tareas, creando
espacio libre para que la estación sea más flexible, algunas de las ventajas de clasificar los materiales
son:
1. Liberación de espacio útil en plantas y oficinas
2. Reducción de tiempos de acceso a herramentales, documentos o herramientas.
3. Eliminación de pérdida de producto por una exposición excesiva al medio ambiente.
4. Preparar el área de trabajo para mantenimientos y acciones correctivas rápidamente.
Seiton; Palabra japonesa que significa orden, su principal objetivo es dedicar un espacio específico
para cada cosa y se enfoca principalmente en eliminar esas pérdidas de tiempo que se producen al
buscar algún material, trabaja bajo la filosofía de cada cosa en su lugar y cada lugar para una cosa, es
decir, requiere que cada cosa tenga un lugar, un nombre y un volumen designado. Para tener claro la
colocación de cada elemento es necesario:
1. Enumerar las paredes.
2. Todos los elementos deben de estar colocados con una señal o marca especifica.
3. Marcas en piso para delimitar un área específica.
4. Los pasillos y áreas de cruce debe de estar claramente especificadas.
5. La identificación de poka-yokes deben de estar en donde estén físicamente los
dispositivos.
Seiso; Palabra japonesa que significa limpieza, se trata de mantener siempre limpia el área de
trabajo, tanto pisos, herramienta, maquinaria, paredes y todas las superficies, esto con el motivo de
que el trabajador al momento de limpiar su área de trabajo encuentre áreas de oportunidad del
equipo o falas potenciales, además de dar un mejor aspecto a la empresa al encontrarse siempre
limpia.
Seiketsu; Palabra japonesa que significa estandarización, este término va más enfocado a seguridad
que a proceso, es definir completamente el equipo que debe de utilizarse para realizar cada una de
las tareas en la estación de trabajo, para esto:
1. Orden y limpieza. Tener un ambiente limpio y seguro.
2. Consulta y prevención. Platicas de seguridad y limpieza
3. Equipo de protección.
Shitsuke; Palabra japonesa que significa disciplina, se refiere a todas las habilidades que deben tener
los trabajadores para realizar las actividades de todos los días, con esto se quiere dar a entender que
todos los trabajadores necesitan la capacitación necesaria para que en la empresa siempre se sigan
los procedimientos ya establecidos y no causar proceso extra o mal realizados, este punto es el que
enlaza las 5s y lleva a un camino de mejora continua, esto implica:
1. Cumplir con normas y estándares establecidos
2. Realizar un control personal
3. Mejorar el respeto hacia el trabajador y los demás
SLP “SYSTEMATIC LAYOUT PLANNING”
Se aplica generalmente en aquellos casos en donde los flujos del proceso son muy variables, o sea en
los cuales no hay rutas marcadas, o bien puede servir para la distribución de oficinas de trabajos
generales y cambiantes.
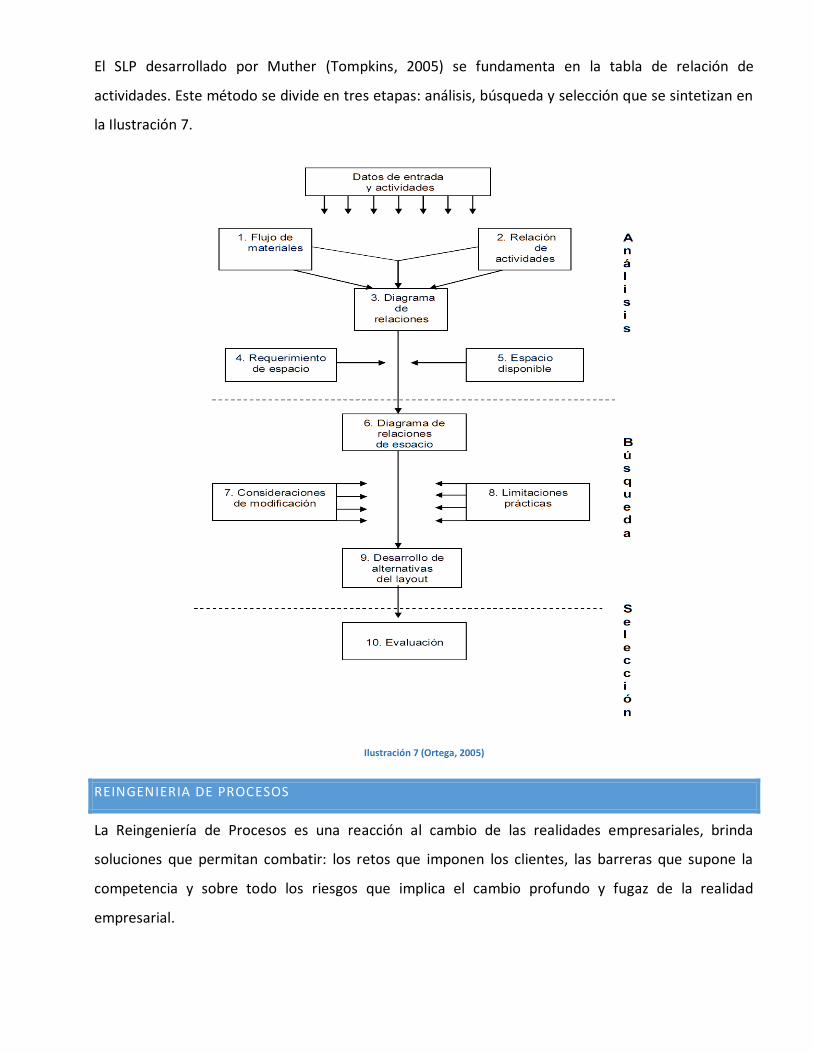
El SLP desarrollado por Muther (Tompkins, 2005) se fundamenta en la tabla de relación de
actividades. Este método se divide en tres etapas: análisis, búsqueda y selección que se sintetizan en
la Ilustración 7.
Ilustración 7 (Ortega, 2005)
REINGENIERIA DE PROCESOS
La Reingeniería de Procesos es una reacción al cambio de las realidades empresariales, brinda
soluciones que permitan combatir: los retos que imponen los clientes, las barreras que supone la
competencia y sobre todo los riesgos que implica el cambio profundo y fugaz de la realidad
empresarial.
Las organizaciones occidentales han estado implementando en su agenda "La Excelencia de Clase
Mundial" desde principios de los años 80. El ímpetu se da a partir de la evidente ausencia de visión de
calidad en los exportadores de manufacturas japoneses. El estímulo para adoptar la Administración
Total de la Calidad (TQM) que comprende la Reingeniería de los Procesos de Negocios (BPR)
(Schonberger, 2008). Se inicia primero en el sector manufacturero, y más tarde se extiende a todos
los sectores.
La Reingeniería de Procesos, o BPR (Business Process Reeingeniering), puede considerarse como una
de las ya mencionadas herramientas de gestión. De hecho, se trata de una de las más recientes
puesto que aparece a finales de la década de los ochenta, de la mano de dos autores: Michael
Hammer y James Champy. El BPR no es, ni mucho menos, la única de estas herramientas de gestión
que goza de importancia y aplicación práctica, sino que existen otras de cierta relevancia de entre las
que destaca TQM (Total Quality Management), o lo que es lo mismo, Gestión de la Calidad Total.
La BPR, como una más de las nuevas herramientas de gestión, debe entenderse como una reacción al
cambio de las realidades empresariales. Pretende aportar soluciones que permitan combatir: los
retos que imponen los clientes, las barreras que supone la competencia y sobre todo los riesgos que
implica el cambio profundo y fugaz de la realidad empresarial.
NORMA BRC
La norma BRC (British Retail Consortium) es un sistema de seguridad alimentaria desarrollado por la
distribución minorista británica y surgió como necesidad de una norma uniforme de calidad y
seguridad alimentaria.
Es una norma específica para la industria agroalimentaria, siendo sólo aplicable a compañías
fabricantes o envasadoras de productos alimenticios.
Entre los beneficios que aporta la norma BRC, destacan:
• Reducción del número de auditorías soportadas. La certificación evita auditorias de empresas
y otros clientes, que reconocen la auditoria de certificación como propia.
• Constituye una prueba evidente del cumplimiento de la legislación en materia de seguridad
alimentaria.
• Admite una diferencia competitiva.
En BRC hay requisitos que se consideran fundamentales. Si, durante la auditoria, el auditor considera
que la empresa no los satisface, no se concederá el certificado o se le retirará o suspenderá la
certificación.
En caso de no cumplir un requisito fundamental, se deberá llevar a cabo una nueva auditoría.
Los siguientes 10 requisitos son considerados fundamentales en BRC.
1. Compromiso del equipo directivo y mejora continua.
2. Plan de seguridad alimentaria APPCC.
3. Auditorías internas.
4. Acciones correctivas y preventivas.
5. Trazabilidad.
6. Estructura, flujo del producto y separación.
7. Limpieza e higiene.
8. Requisitos para la manipulación de materiales específicos (materiales que contengan
alérgenos y materiales de identidad preservada).
9. Control de operaciones.
10. Formación.
El sistema de evaluación y certificación se rige por el nivel de conformidad asignado por un auditor. El
nivel de no conformidad, es un arreglo según los requisitos de la Norma BRC los cuales toman en
cuenta la gravedad y el riesgo principalmente, y se basan en la pruebas obtenidas y en las
observaciones efectuadas durante la auditoria.
La norma diferencia tres niveles de no conformidad, los cuales son:
1. Critica: Existe un fallo crítico que no permite el cumplir con un aspecto de seguridad o
legalidad alimentaria.
2. Mayor: Existe un fallo sustancial para cumplir con los requisitos de una “declaración de
intenciones” o cualquier requisito de la Norma y/o se ha identificado una situación que, según
las pruebas objetivas disponibles, cuestionan seriamente la conformidad del producto.
3. Menor: Cuando a pesar de que la “declaración de intenciones” no se ha cumplido en su
totalidad, las pruebas objetivas señalan que no cabe ninguna duda de la conformidad del
producto y/o un requisito no se ha cumplido en su totalidad, pero, basándose en pruebas
objetivas, no cabe ninguna duda de la conformidad del producto.
SISTEMA APPC (HACCP)
El Sistema de Análisis de Peligros y Puntos Críticos de Control – (HACCP por sus siglas en ingles), tiene
fundamentos científicos y de carácter sistemático, permite identificar peligros específicos y medidas
para su control con el fin de garantizar la inocuidad de los alimentos. Es un instrumento para evaluar
los peligros y establecer sistemas de control que se centran en la prevención. Todo Sistema de APPCC
es susceptible de cambios que puedan derivarse de cambios de equipo, procedimientos de
elaboración del producto o tecnológicos.
El Sistema de APPCC consiste de los siguientes principios:
1. Realizar un análisis de peligros.
2. Determinar los puntos críticos de control (PCC).
3. Establecer un límite o limites críticos (LC).
4. Establecer un sistema de vigilancia de control de los PCC.
5. Establecer las medidas correctivas que van de adoptarse cuando la vigilancia indica que un
determinado PCC no está controlado.
6. Establecer procedimientos de comprobación para confirmar que el Sistema APPCC
funcione eficazmente.
7. Establecer un sistema de documentación sobre todos los procedimientos y los registros
apropiados para estos principios y su aplicación.
Antes de aplicar el Sistema de APPCC a cualquier sector de la cadena alimentaria, es necesario que el
sector cuente con programas, como buenas prácticas de higiene y conforme a los Principios
Generales de Higiene de los Alimentos del Codex.
La aplicación de los principios del sistema de APPCC involucra las siguientes tareas:
• Formación de un equipo de APPCC: La empresa deberá asegurarse de que dispone de los
conocimientos y competencias técnicas adecuadas para sus productos específicos, a fin de
formular un plan APPCC eficaz.
• Descripción del producto: Deberá formularse una descripción completa del producto, que
incluya tanto información pertinente a la inocuidad como, su composición, estructura física y
química, etc.
• Determinación del uso previsto del producto: Se determinara considerando los usos que se
estima que ha de requerir el usuario o consumidor final.
• Elaboración de un diagrama de flujo: Este debe abarcar todas las fases de las operaciones
relativas de un producto determinado.
• Confirmación in situ del diagrama de flujo: Deberán de adoptarse medidas para conformar la
correspondencia entre el diagrama de flujo y la operación en todas sus etapas y momentos, y
modificarlos si procede.
• Peligros relacionados con el procesamiento primario, análisis de riesgos y control (PRINCIPIO
1): El quipo APPCC debe compilar una lista de todos los peligros que pueden preverse en cada
fase de acuerdo con el ámbito de la aplicación, desde la producción primaria hasta el
momento del consumo.
• Determinación de los puntos críticos de control (PRINCIPIO 2): La determinación de un PCC en
el sistema APPCC se puede facilitar con la aplicación de un árbol de decisiones en el que se
indica un enfoque de razonamiento lógico.
• Establecimiento de límites críticos para cada PCC (PRINCIPIO 3): Para cada punto crítico de
control, deberán especificarse y validarse límites críticos.
• Establecimiento de un sistema de vigilancia para cada PCC (PRINCIPIO 4): Mediante los
procedimientos de vigilancia deberá poderse detectar una pérdida de control en el PCC.
• Establecimiento de medidas correctivas (PRINCIPIO 5): Deberán establecerse procedimientos
de comprobación. Para determinar si el sistema de APPCC funciona correctamente, podrán
utilizarse métodos, procedimientos y ensayos de comprobación y verificación.
• Establecimiento de procedimientos de comprobación (PRINCIPIO 6): Con la finalidad de
verificar si el sistema de APPCC funciona correctamente, podrán utilizarse métodos,
procedimientos y ensayos de comprobación y control.
• Establecimiento de un sistema de documentación y registro (PRINCIPIO 7): Deberán
documentarse los procedimientos del sistema de APPCC, y los sistemas de documentación y
registro deberán ajustarse a la naturaleza y magnitud de la operación en cuestión y ser
suficientes para ayudar a la empresa a comprobar que se realizan y mantienen los controles
de APPCC.

QUINTA PARTE – METODOLOGIA
PLAN DE TRABAJO
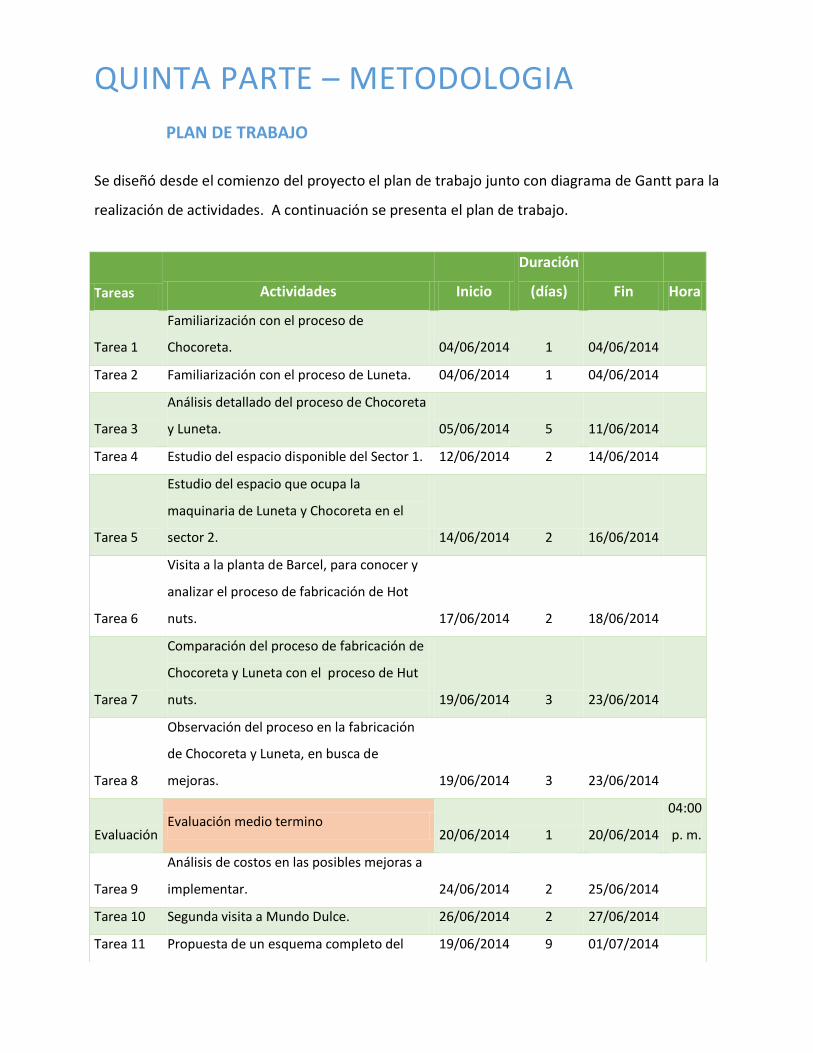
Se diseñó desde el comienzo del proyecto el plan de trabajo junto con diagrama de Gantt para la
realización de actividades. A continuación se presenta el plan de trabajo.
Tareas Actividades Inicio
Duración
(días) Fin Hora
Tarea 1
Familiarización con el proceso de
Chocoreta. 04/06/2014 1 04/06/2014
Tarea 2 Familiarización con el proceso de Luneta. 04/06/2014 1 04/06/2014
Tarea 3
Análisis detallado del proceso de Chocoreta
y Luneta. 05/06/2014 5 11/06/2014
Tarea 4 Estudio del espacio disponible del Sector 1. 12/06/2014 2 14/06/2014
Tarea 5
Estudio del espacio que ocupa la
maquinaria de Luneta y Chocoreta en el
sector 2. 14/06/2014 2 16/06/2014
Tarea 6
Visita a la planta de Barcel, para conocer y
analizar el proceso de fabricación de Hot
nuts. 17/06/2014 2 18/06/2014
Tarea 7
Comparación del proceso de fabricación de
Chocoreta y Luneta con el proceso de Hut
nuts. 19/06/2014 3 23/06/2014
Tarea 8
Observación del proceso en la fabricación
de Chocoreta y Luneta, en busca de
mejoras. 19/06/2014 3 23/06/2014
Evaluación Evaluación medio termino
20/06/2014 1 20/06/2014
04:00
p. m.
Tarea 9
Análisis de costos en las posibles mejoras a
implementar. 24/06/2014 2 25/06/2014
Tarea 10 Segunda visita a Mundo Dulce. 26/06/2014 2 27/06/2014
Tarea 11 Propuesta de un esquema completo del 19/06/2014 9 01/07/2014
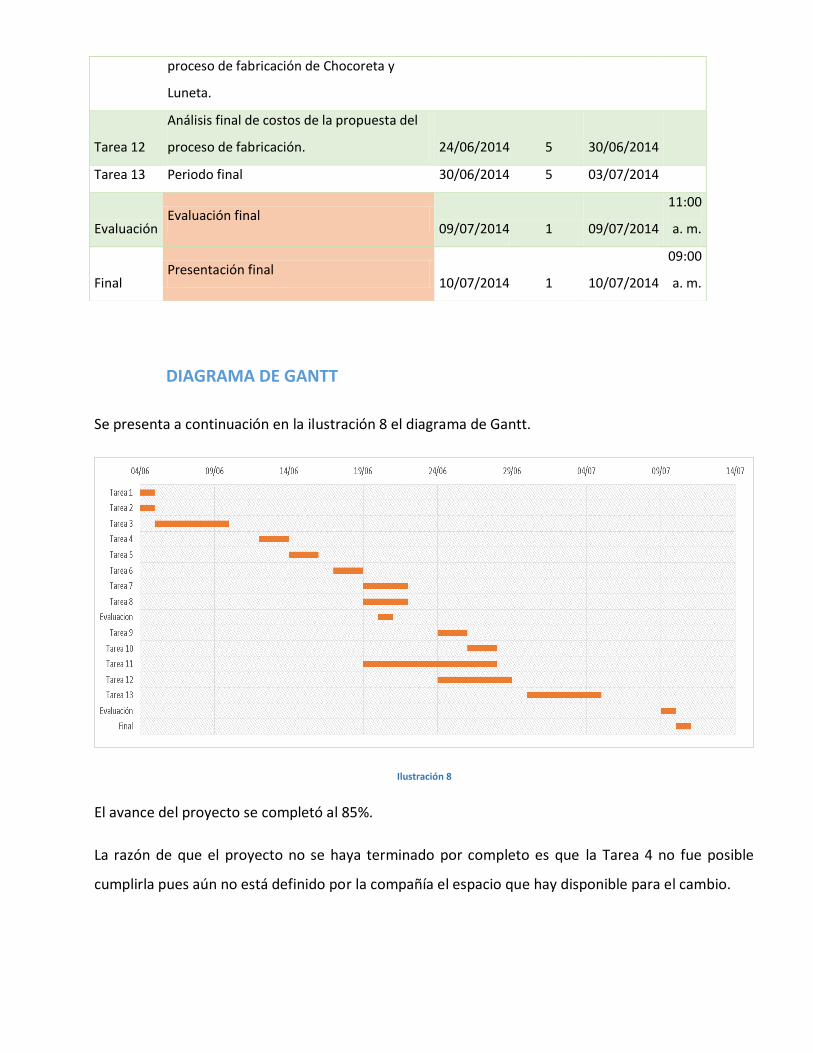
DIAGRAMA DE GANTT
Se presenta a continuación en la ilustración 8 el diagrama de Gantt.
Ilustración 8
El avance del proyecto se completó al 85%.
La razón de que el proyecto no se haya terminado por completo es que la Tarea 4 no fue posible
cumplirla pues aún no está definido por la compañía el espacio que hay disponible para el cambio.
proceso de fabricación de Chocoreta y
Luneta.
Tarea 12
Análisis final de costos de la propuesta del
proceso de fabricación. 24/06/2014 5 30/06/2014
Tarea 13 Periodo final 30/06/2014 5 03/07/2014
Evaluación Evaluación final
09/07/2014 1 09/07/2014
11:00
a. m.
Final Presentación final
10/07/2014 1 10/07/2014
09:00
a. m.
Por otra parte la Tarea 12 no se pudo completar dado que algunos de los proveedores consultados
tienen tiempos de respuesta a las cotizaciones mayores al plazo dado al propio proyecto, y en
algunos casos se deben hacer evaluaciones y diagnósticos para dar la cotización.
VISITAS PROGRAMADAS
Para tener un panorama de la situación actual de las Líneas Chocoreta y Luneta es necesario conocer
procesos similares en empresas del mismo rubro, en respuesta a esta situación se planearon dos
visitas a empresas con estas características, concretamente a Barcel de Toluca y Mundo Dulce. (Los
reportes completos de las visitas se encuentran en la sección ANEXO 1)
DESARROLLO DE SLP
Para planear la reubicación de las líneas se eligió el método de la Planeación Sistemática de Layout,
SLP por sus siglas en ingles.
DEFINICION DE OBJETIVOS
Se estipularon los objetivos que han de cumplirse una vez realizado el cambio propuesto. Los
objetivos se listan a continuación:
• Reducción de costos de producción.
• Reducción de inventarios.
• Reducción de tiempos de entrega entre secciones.
• Reducción de la mano de obra.
• Mayor eficiencia del equipo de producción.
• Lograr mayor ergonomía en la operación.
• Mejor calidad.
• Mantener el proceso rentable.
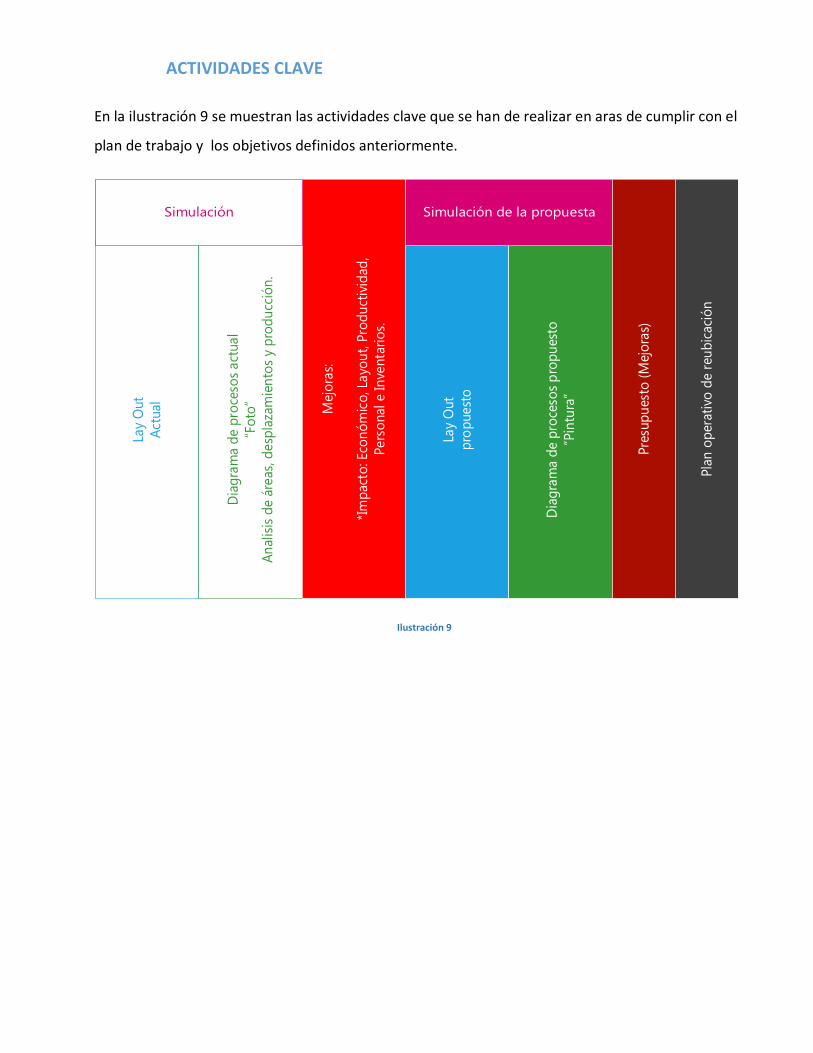
ACTIVIDADES CLAVE
En la ilustración 9 se muestran las actividades clave que se han de realizar en aras de cumplir con el
plan de trabajo y los objetivos definidos anteriormente.
Ilustración 9
Lay
Out
Act
ual
Dia
gra
ma
de p
roce
sos
act
ual
Fo
to
An
alis
is d
e ár
eas
, desp
laza
mie
nto
s y
pro
du
cció
n.
Mej
ora
s:
*Im
pac
to: E
con
óm
ico
, Layo
ut, P
rod
uct
ivid
ad,
Pers
onal
e In
venta
rio
s.
Simulación
Lay
Out
pro
puest
o
Dia
gra
ma
de p
roce
sos
pro
pu
esto
Pin
tura
Simulación de la propuesta
Pre
sup
ues
to (
Mej
ora
s)
Pla
n o
per
ativ
o d
e r
eub
icac
ión
SEXTA PARTE - DETECCIÓN DE AREAS DE
OPORTUNIDAD
PRUEBAS EN TIEMPO DE CONFITADO
Según el Diagrama de Procesos realizado se detectó que el tiempo de confitado por cada bombo es
de ocho horas, sin embargo se detectó que el tiempo ocho horas es general para los 47 bombos
disponibles, por lo que se decidió correr una prueba independiente a los demás bombos, a
continuación se presenta un reporte de la prueba corrida.
Prueba de tiempo de confitado
Seleccionamos el bombo 18, porque 7 bombos de la línea 2 de bombos que tiene una turbina
dedicada, y el bombo 18 se encuentra entre ellos, el factor para decidir el Bombo 18 fue que las
revoluciones por minuto que alcanza es mayor a muchos de los bombos en toda la línea.
Dicha prueba se corrió el día 16 de Junio.
El proceso empezó a las 6:53 am, inicialmente llenamos el bombo, esto lo realizó una persona y tardo
1:46 min en vaciarle 7 canastillas. Después de un minuto empezó el engomado, agregando un
cucharon del jarabe para engomar y posteriormente 2 Kg de quick coat, se dejó secar un minuto y
medio y comenzó el blanqueado, este proceso duro 3 horas y 10 min, después de 5 minutos (tiempo
de secado del ultimo cucharon de blanqueado) empezó el pintado, este proceso duro 2 horas 58
minutos, terminando a las 13:02 hrs. Enseguida empezó el brillado que consiste en agregar un jarabe
para brillar, talco inerte y polvo para brillar, el brillado duró 35 min. Finalmente la descarga la
hicieron 2 personas tardando 2:30 min. El proceso general de la Chocoreta en el bombo 18 tuvo un
tiempo de 6 horas 32 min.
Condiciones del proceso:
24°C < Temperatura < 31.2 °C 15% < Humedad < 27%
Comentarios adicionales:
El flujo de aire no es el mismo en cada bombo, necesitamos un regulador para cada bombo
para remediar esto.
La temperatura del aire es ambiente, en la mañana está fresco y en la tarde se calienta.
Si la velocidad de los bombos es muy alta, el producto se pega en el bombo y el material se
calienta más porque la fricción es mayor.
Los colaboradores se aburren si no tienen nada que hacer.
Cada vez que cambian de blanqueado a pintado, van a un cuarto de lavado, donde ellos
mismos lavan sus botes para después llenarlos de jarabe y empezar a pintar.
Derivado de la prueba en bombos de confitado de encontró que es posible disminuir el tiempo de
ocho horas a 6.5 horas
PRUEBA DE ALISADO + CONFITADO DE CHOCORETA
El proceso de Chocoreta difiere al de Luneta en un proceso, y dicho proceso fue identificado como
toda una sección extra que es el Alisado, surgió la pregunta si el Alisado es realmente un proceso
necesario o se puede simplificar.
Se decidió correr una prueba para determinar si el proceso de Alisado puede hacerse en el mismo
bombo donde se lleva el proceso de confitado sin la necesidad de descargar el bombo. A
continuación se presenta un reporta de la prueba corrida.
Prueba de Alisado + Confitado
Esta prueba se realizó porque nos dimos cuenta que el proceso de luneta es similar al proceso de
Chocoreta con la diferencia de que en el proceso de luneta los centros salidos de las formadoras no
pasan por el proceso de tamizado, lo que en Chocoreta provoca que se genere una estación de trabajo
extra, esta estación de trabajo genera tres tipos de almacenes que son Chocoreta sin alisar, Chocoreta
alisada antes de tamizar y Chocoreta alisada y tamizada lo que en la planta provoca un espacio
grande ocupado por almacenes y acarreos, entonces surgió la duda de si era posible hacer el
Tamizado el producto justo saliendo de las formadoras y alisar y confitar en los mismos bombos
evitando los problemas descritos antes con la estación de trabajo extra.
Seleccionamos el bombo 18, porque 7 bombos de la línea 2 tienen una turbina de aire para ellos, y el
bombo 18 se encuentra entre ellos, también lo escogimos porque es uno de los más rápidos de la
línea.
La prueba comenzó a las 8:00 horas el día 30 de junio, la prueba fue realizada con solo una canastilla
de 13 kg para que en caso de que fallara la prueba no generar mucha perdida de producto, el
producto empezó a ser alisado, cabe mencionar que debido a la cantidad pequeña de la prueba los
tiempos que obtuvimos no pueden ser tomados en cuenta como tiempos de procesos, al terminar de
alisar el producto nos dimos cuenta que el producto puede ser alisado sin importar que el bombo este
sucio de material de confitado, hasta este los resultados de la prueba son satisfactorios, en el
siguiente proceso que es confitado nos encontramos con un problema, debido a la falta de
estandarización y medidas de los productos, nuestro producto recibió más material de engomado de
lo necesario lo que provoco que el producto saliera deformado del segundo proceso, sin embargo,
concluimos que con las cantidades bien establecidas, la prueba de engomado es totalmente exitosa.
Después el siguiente proceso que se realizó en el mismo bombo fue la de blanqueado en la cual
obtuvimos que el proceso de alisado que se hizo antes en el bombo no interfiere de ninguna manera
con los siguientes procesos, por lo que detuvimos la prueba en ese momento y el producto fue
etiquetado como defectuoso debido al proceso de engomado.
Comentarios adicionales:
La estandarización de condiciones de temperatura y humedad, así como de las cantidades y
manera de aplicación de los ingredientes que se le aplican a los centros es vital para obtener
un producto con la calidad deseada.
Como conclusión de la prueba se obtiene que el proceso de alisar se puede hacer en la misma
maquinaria e la que se realiza confitado, teniendo como resultado que se puede eliminar la
estación de trabajo de alisado y tamizado.
Se concluyó que no es necesario tener como procesos separados las secciones de alisado y
confitado, es realmente factible realizar el proceso en el mismo bombo.
ACARREO DE CANASTILLA
Dentro del Diagrama de Procesos se identificaron muchos Acarreos de canastilla, muchos de estos
acarreos son de canastilla vacía lo cual no agrega valor al producto. Se detecta un área de
oportunidad al eliminar este movimiento.
USO DE BOLSAS PARA CANASTILLA
Dentro del proceso se identifica el uso de bolsas de color rojo para canastilla de Chocoreta y de color
azul para la Luneta. Se detecta un área de oportunidad al eliminar este recurso.
ALMACENES DUPLICADOS Y ALMACENES EXTRA
Dentro del proceso se identificaron almacenes que contienen el mismo tipo de Ítem en distintas
áreas físicas de la planta. Se detectó un área de oportunidad al unificar los almacenes.
Dentro del proceso se identificaron almacenes que realmente no son necesarios para la producción o
que no agregan valor al producto. . Se detecta un área de oportunidad al eliminar este recurso.
Estos almacenes ocupan el 17% del área disponible para la línea, lo cual representa casi una quinta
parte lo cual representa un área de oportunidad. Hay cerca de 3000 canastillas destinadas para el
proceso.
AREAS RECORRIDAS POR LOS COLABORADORES
Desacuerdo al análisis de desplazamientos realizado, los colaboradores tienen que desplazarse
714.75 m en un turno, se detecta un área de oportunidad al reducir estos recorridos, que muchas
veces derivan de la mala disposición del Layout actual, la falta de automatización y acarreo de
canastillas.
ERGONOMÍA
Cuando finaliza la operación de tamizado el colaborador que tiene que pesar las canastillas a 11.3 kg,
se encuentra en una posición muy incómoda, según palabras del encargado de realizar esta tarea. Se
detectó una área de oportunidad al poder mejorar esta situación, o incluso eliminarla.
En el área de empaque los colaboradores tienen que empacar distintos tipos de presentaciones y de
ambos productos ya sea Luneta o Chocoreta, dado que las empacadoras trabajan muy rápido hay
ocasiones en que separar los productos causa fatiga al colaborador y acumulación de producto no
empacado al final de la banda de empacado.
CONDICIONES CONTROLADAS PARA EL AREA DE BOMBOS
Se encontró que la humedad y la temperatura son factores que afectan directamente al proceso en el
área de confitado. Y dado que estos varían de acuerdo a la estación del año e incluso a la hora del día,
es necesario controlar estos factores.
DISPOSICIÓN ACTUAL DEL LAY OUT
La actual disposición del Layout no permite el flujo continuo del producto, de esto se derivan varios
almacenes y desplazamientos extra que hace el producto o los colaboradores.
NO HAY AYUDAS VISUALES
Se requieren ayudas visuales sobre las cantidades de la formula y en la mayoría de los procesos de
actividad manual que realiza el colaborador
TRABAJO ESTANDARIZADO
Se encontró documentación actualizada sobre el trabajo estandarizado de los procesos para Luneta y
Chocoreta, sin embargo en palabras de los mismos colaboradores estos documentos no los conocen
o no los han puesto en práctica. Se detecta un área de oportunidad para hacer que la información
llegue a quien tiene que llegar en tiempo y forma.
MANTENIMIENTOS PROGRAMADOS
Los mantenimientos programados deben llevarse a cabo en tiempo y forma.
CARGA Y DESCARGA DE CANASTILLAS
Todo el movimiento de producto dentro de las secciones identificadas se lleva a cabo en canastillas
con capacidad de 13kg cada una, se detecta un área de oportunidad al disminuir su uso o incluso
eliminarlo. De esto se deriva que mucho producto caiga al suelo.
EMPACADORAS
Hay jirafas que llevan el producto a las empacadoras a veces hasta 4 metros de altura, se puede
eliminar este transporte si el proceso es continuo y en alto.
CENTROS TIRADOS EN EL PISO
Dados los transportes, acarreos de canastilla y en ocasiones el mismo proceso es muy común
encontrar centros de Chocoreta y Luneta tirados en el piso de todas las secciones, se detecta un área
de oportunidad al eliminar este desperdicio.
RECURSOS COMPARTIDOS POR AMBAS LINEAS
Los límites de las líneas de Chocoreta y Luneta no están del todo definidos, es de hecho que las dos
líneas comparten los recursos, los colaboradores y los bombos. Se detecta un área de oportunidad al
tener una mejor definición de roles y recursos destinados para cada una.
AUTOMATIZACION EN AREA DE BOMBOS
La colocación de los jarabes y polvos para completar el proceso de confitado se hace de manera
manual, lo que causa mucha variabilidad en el proceso. Se detecta un área de oportunidad al
automatizar estos procesos.
SÉPTIMA PARTE – DISEÑO DE MEJORAS CONSIDERACIONES
En esta sección hay que tomar en cuenta los planes futuros, equipos e intenciones que la planta
tenga contempladas para las líneas de Chocoreta y Luneta.
• La primera consideración es la compra de un Mega bombo con capacidad de una tonelada y la
llegada de dos empacadoras nuevas para el empaque de Chocoreta.
• La segunda es consideración es que se desea aumentar la producción actual de ambas Líneas
de producción.
• Una tercera consideración es que se desea que el proceso de la línea Chocoreta y Luneta sea
un proceso continuo.
• La cuarta consideración es que se desea implementar el Lean Manufacturing como parte
esencial de la forma de trabajo.
• La quinta es que es deseable que el número de colaboradores destinados a los procesos de
producción de Luneta y Chocoreta disminuya.
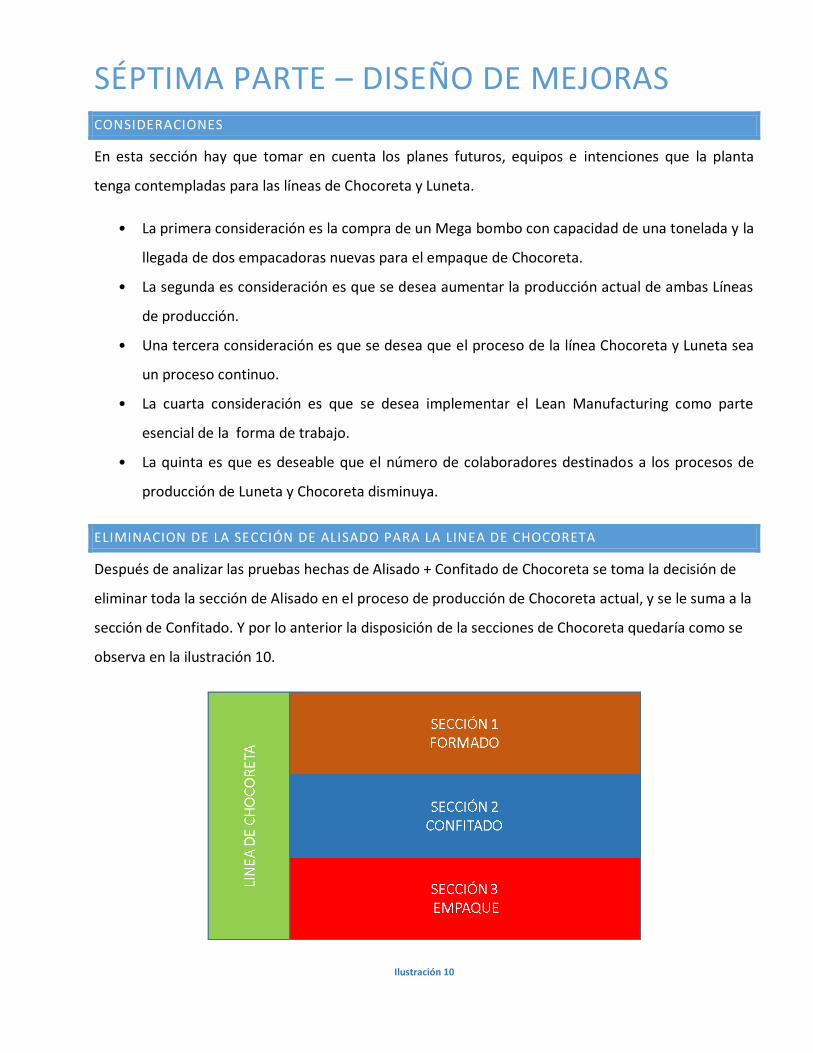
ELIMINACION DE LA SECCIÓN DE ALISADO PARA LA LINEA DE CHOCORETA
Después de analizar las pruebas hechas de Alisado + Confitado de Chocoreta se toma la decisión de
eliminar toda la sección de Alisado en el proceso de producción de Chocoreta actual, y se le suma a la
sección de Confitado. Y por lo anterior la disposición de la secciones de Chocoreta quedaría como se
observa en la ilustración 10.
Ilustración 10
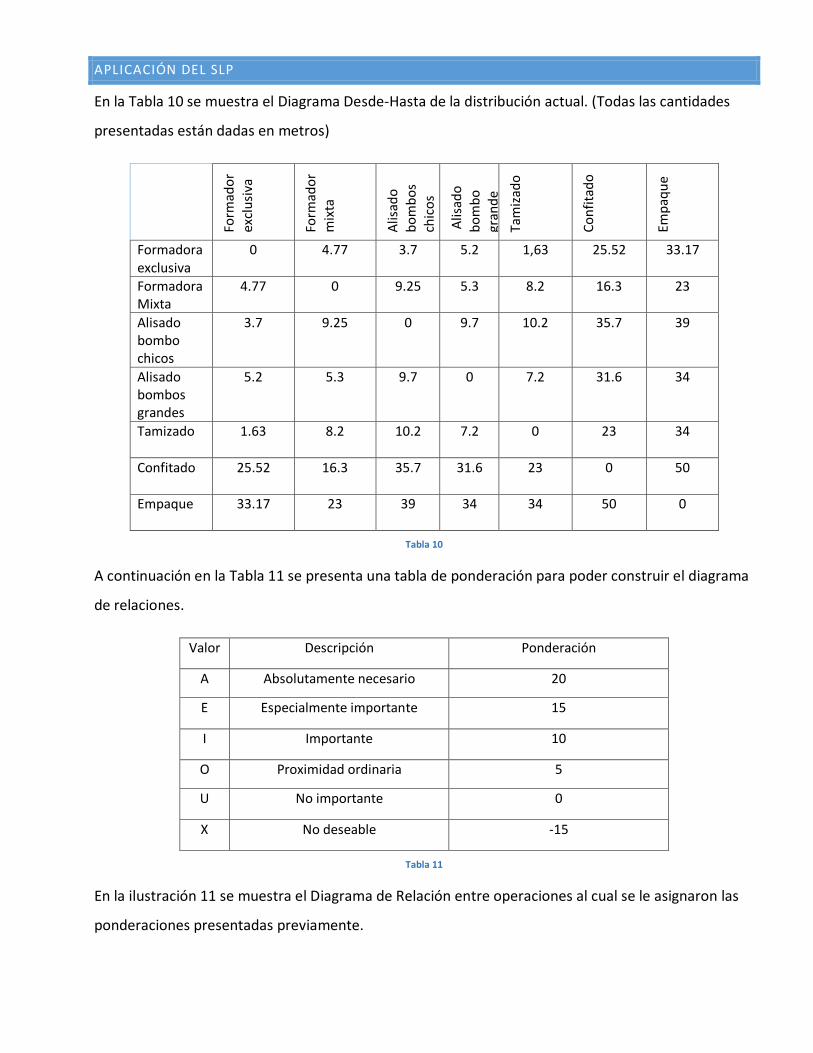
APLICACIÓN DEL SLP
En la Tabla 10 se muestra el Diagrama Desde-Hasta de la distribución actual. (Todas las cantidades
presentadas están dadas en metros)
Form
ado
r
excl
usi
va
Form
ado
r
mix
ta
Alis
ado
bo
mb
os
chic
os
Alis
ado
bo
mb
o
gran
de
Tam
izad
o
Co
nfi
tad
o
Emp
aqu
e
Formadora exclusiva
0 4.77
3.7 5.2 1,63 25.52 33.17
Formadora Mixta
4.77 0 9.25 5.3 8.2 16.3 23
Alisado bombo chicos
3.7 9.25 0 9.7 10.2 35.7 39
Alisado bombos grandes
5.2 5.3 9.7 0 7.2 31.6 34
Tamizado
1.63 8.2 10.2 7.2 0 23 34
Confitado
25.52 16.3 35.7 31.6 23 0 50
Empaque
33.17 23 39 34 34 50 0
Tabla 10
A continuación en la Tabla 11 se presenta una tabla de ponderación para poder construir el diagrama
de relaciones.
Valor Descripción Ponderación
A Absolutamente necesario 20
E Especialmente importante 15
I Importante 10
O Proximidad ordinaria 5
U No importante 0
X No deseable -15
Tabla 11
En la ilustración 11 se muestra el Diagrama de Relación entre operaciones al cual se le asignaron las
ponderaciones presentadas previamente.
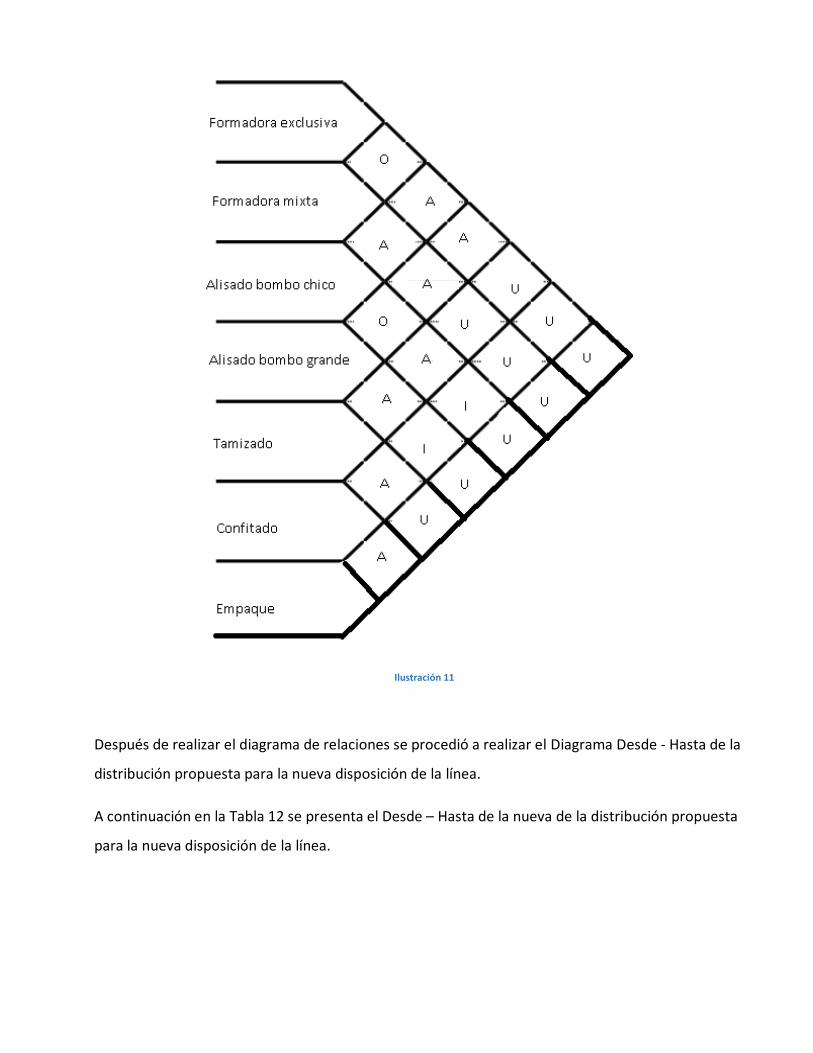
Ilustración 11
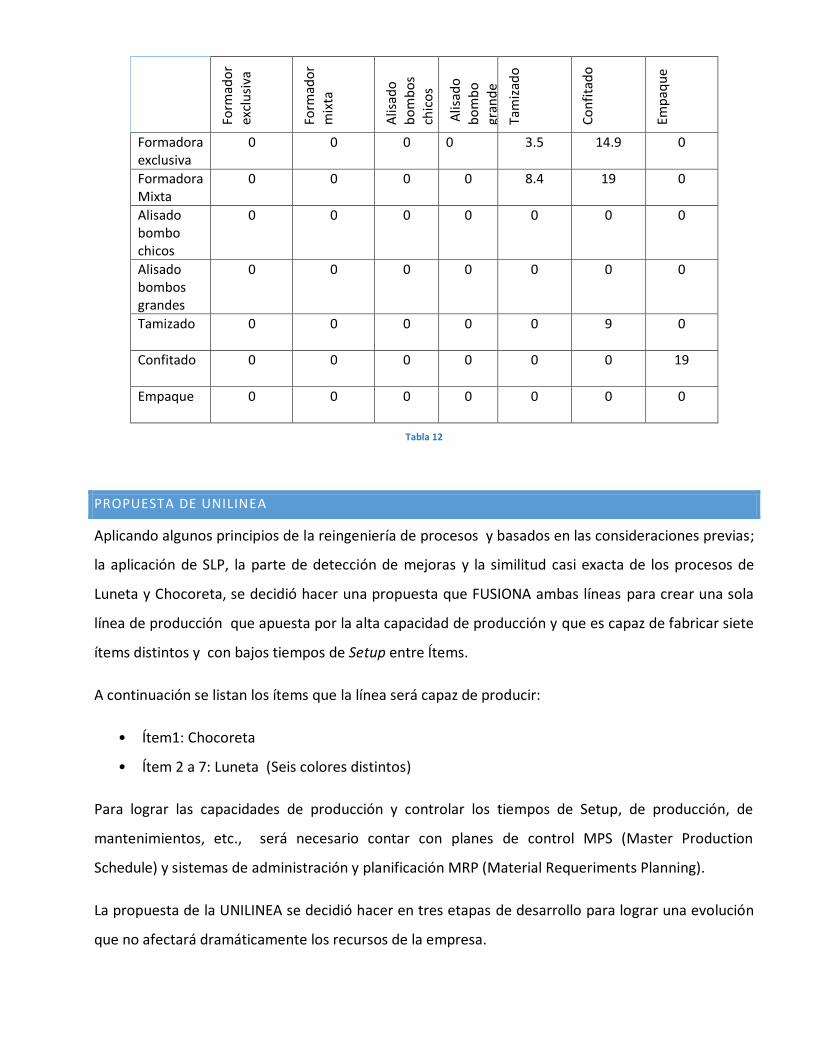
Después de realizar el diagrama de relaciones se procedió a realizar el Diagrama Desde - Hasta de la
distribución propuesta para la nueva disposición de la línea.
A continuación en la Tabla 12 se presenta el Desde – Hasta de la nueva de la distribución propuesta
para la nueva disposición de la línea.
Form
ado
r
excl
usi
va
Form
ado
r
mix
ta
Alis
ado
bo
mb
os
chic
os
Alis
ado
bo
mb
o
gran
de
Tam
izad
o
Co
nfi
tad
o
Emp
aqu
e
Formadora exclusiva
0 0 0 0 3.5 14.9 0
Formadora Mixta
0 0 0 0 8.4 19 0
Alisado bombo chicos
0 0 0 0 0 0 0
Alisado bombos grandes
0 0 0 0 0 0 0
Tamizado
0 0 0 0 0 9 0
Confitado
0 0 0 0 0 0 19
Empaque
0 0 0 0 0 0 0
Tabla 12
PROPUESTA DE UNILINEA
Aplicando algunos principios de la reingeniería de procesos y basados en las consideraciones previas;
la aplicación de SLP, la parte de detección de mejoras y la similitud casi exacta de los procesos de
Luneta y Chocoreta, se decidió hacer una propuesta que FUSIONA ambas líneas para crear una sola
línea de producción que apuesta por la alta capacidad de producción y que es capaz de fabricar siete
ítems distintos y con bajos tiempos de Setup entre Ítems.
A continuación se listan los ítems que la línea será capaz de producir:
• Ítem1: Chocoreta
• Ítem 2 a 7: Luneta (Seis colores distintos)
Para lograr las capacidades de producción y controlar los tiempos de Setup, de producción, de
mantenimientos, etc., será necesario contar con planes de control MPS (Master Production
Schedule) y sistemas de administración y planificación MRP (Material Requeriments Planning).
La propuesta de la UNILINEA se decidió hacer en tres etapas de desarrollo para lograr una evolución
que no afectará dramáticamente los recursos de la empresa.
UNILINEA – 3 ETAPAS DE DESARROLLO
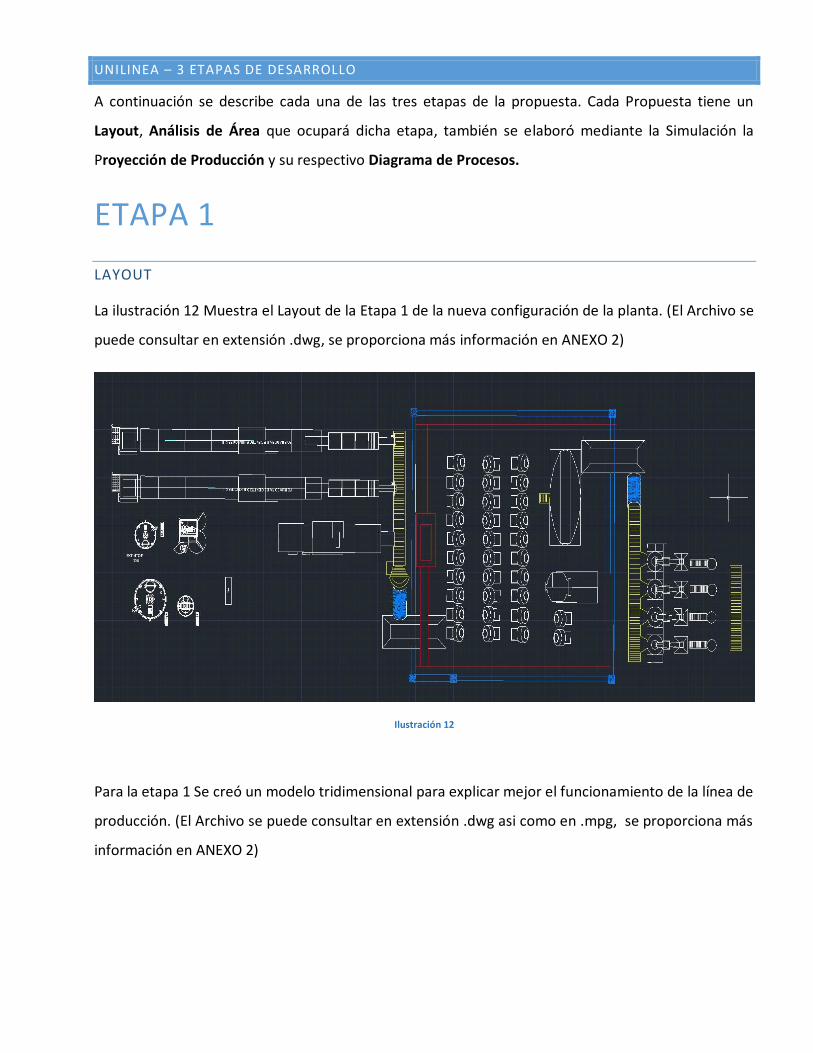
A continuación se describe cada una de las tres etapas de la propuesta. Cada Propuesta tiene un
Layout, Análisis de Área que ocupará dicha etapa, también se elaboró mediante la Simulación la
Proyección de Producción y su respectivo Diagrama de Procesos.
ETAPA 1
LAYOUT
La ilustración 12 Muestra el Layout de la Etapa 1 de la nueva configuración de la planta. (El Archivo se
puede consultar en extensión .dwg, se proporciona más información en ANEXO 2)
Ilustración 12
Para la etapa 1 Se creó un modelo tridimensional para explicar mejor el funcionamiento de la línea de
producción. (El Archivo se puede consultar en extensión .dwg asi como en .mpg, se proporciona más
información en ANEXO 2)
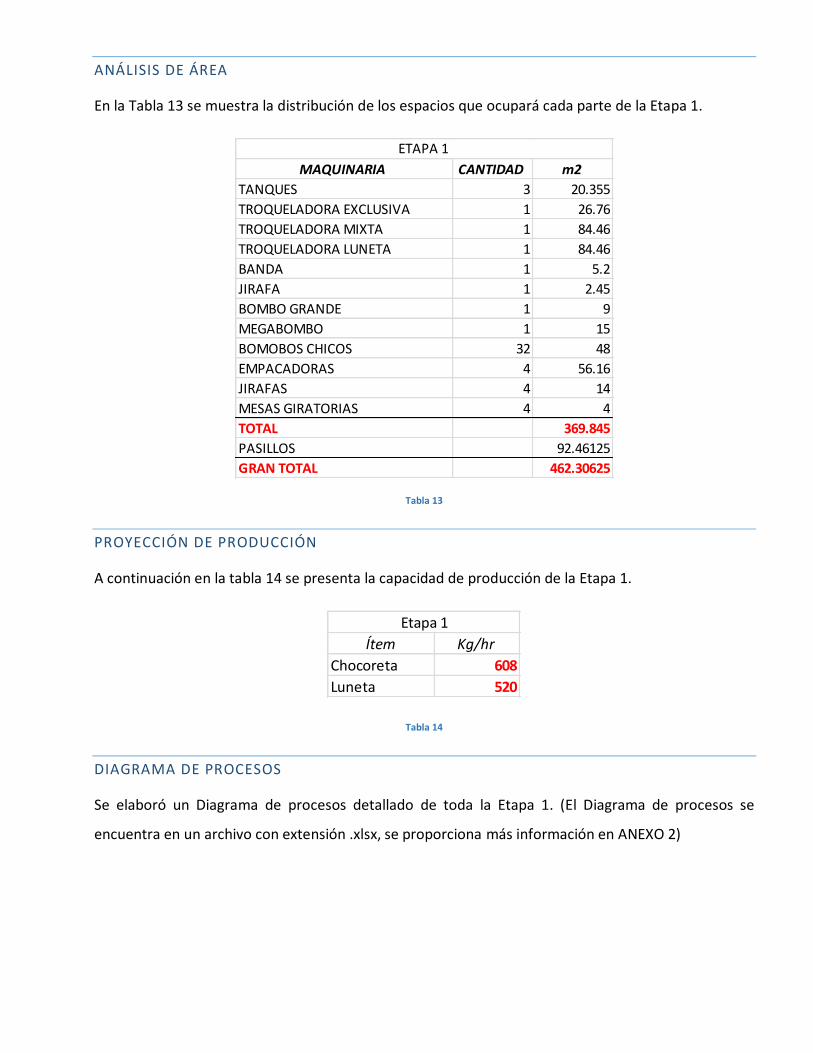
ANÁLISIS DE ÁREA
En la Tabla 13 se muestra la distribución de los espacios que ocupará cada parte de la Etapa 1.
Tabla 13
PROYECCIÓN DE PRODUCCIÓN
A continuación en la tabla 14 se presenta la capacidad de producción de la Etapa 1.
Tabla 14
DIAGRAMA DE PROCESOS
Se elaboró un Diagrama de procesos detallado de toda la Etapa 1. (El Diagrama de procesos se
encuentra en un archivo con extensión .xlsx, se proporciona más información en ANEXO 2)
MAQUINARIA CANTIDAD m2
TANQUES 3 20.355
TROQUELADORA EXCLUSIVA 1 26.76
TROQUELADORA MIXTA 1 84.46
TROQUELADORA LUNETA 1 84.46
BANDA 1 5.2
JIRAFA 1 2.45
BOMBO GRANDE 1 9
MEGABOMBO 1 15
BOMOBOS CHICOS 32 48
EMPACADORAS 4 56.16
JIRAFAS 4 14
MESAS GIRATORIAS 4 4
TOTAL 369.845
PASILLOS 92.46125
GRAN TOTAL 462.30625
ETAPA 1
Ítem Kg/hr
Chocoreta 608
Luneta 520
Etapa 1
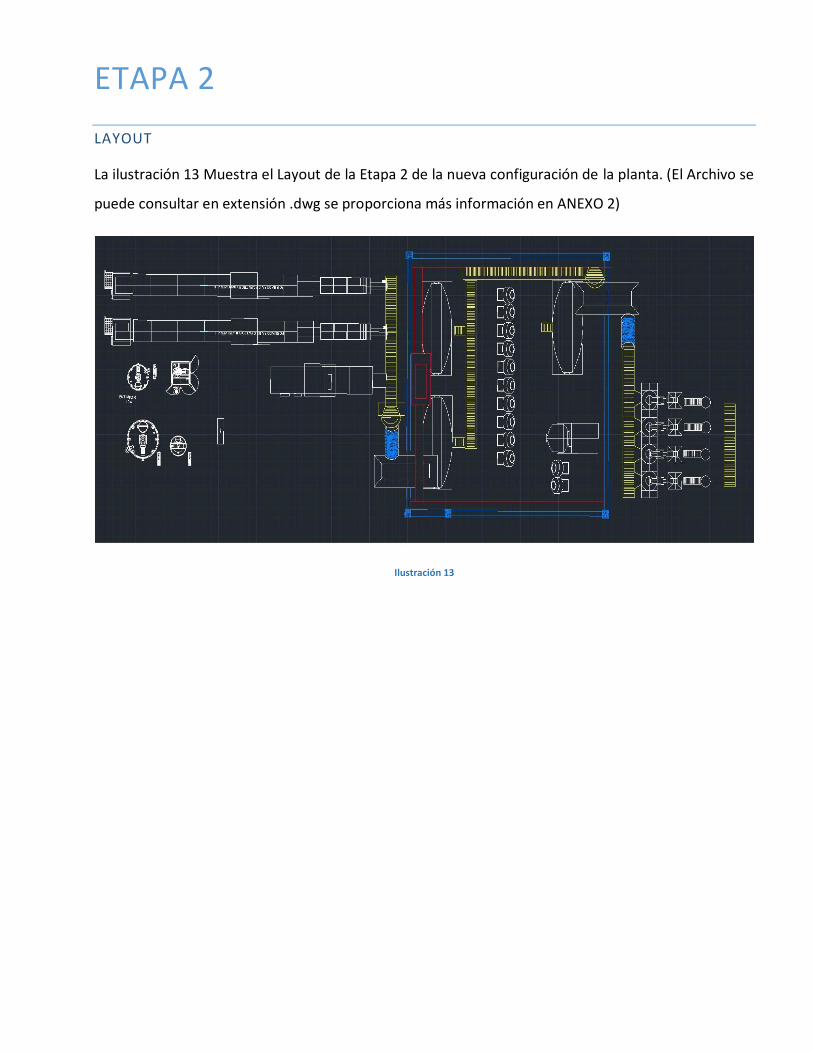
ETAPA 2
LAYOUT
La ilustración 13 Muestra el Layout de la Etapa 2 de la nueva configuración de la planta. (El Archivo se
puede consultar en extensión .dwg se proporciona más información en ANEXO 2)
Ilustración 13
ANÁLISIS DE ÁREA
En la Tabla 15 se muestra la distribución de los espacios que ocupará cada parte de la Etapa 2.
Tabla 15
PROYECCIÓN DE PRODUCCIÓN
A continuación en la tabla 16 se presenta la capacidad de producción de la Etapa 2.
Tabla 16
DIAGRAMA DE PROCESOS
Se elaboró un Diagrama de procesos detallado de toda la Etapa 2. (El Diagrama de procesos se
encuentra en un archivo con extensión .xlsx, se proporciona más información en ANEXO 2)
MAQUINARIA CANTIDAD m2
TANQUES 3 20.355
TROQUELADORA EXCLUSIVA 1 26.76
TROQUELADORA MIXTA 1 84.46
TROQUELADORA LUNETA 1 84.46
BANDA 1 5.2
JIRAFA 1 2.45
BOMBO GRANDE 1 9
MEGABOMBO 3 45
BOMOBOS CHICOS 12 18
EMPACADORAS 4 56.16
JIRAFAS 4 14
MESAS GIRATORIAS 4 4
TOTAL 369.845
PASILLOS 92.46125
GRAN TOTAL 462.30625
ETAPA 2
Ítem Kg/hr
Chocoreta 768
Luneta 520
Etapa 2
ETAPA 3
LAYOUT
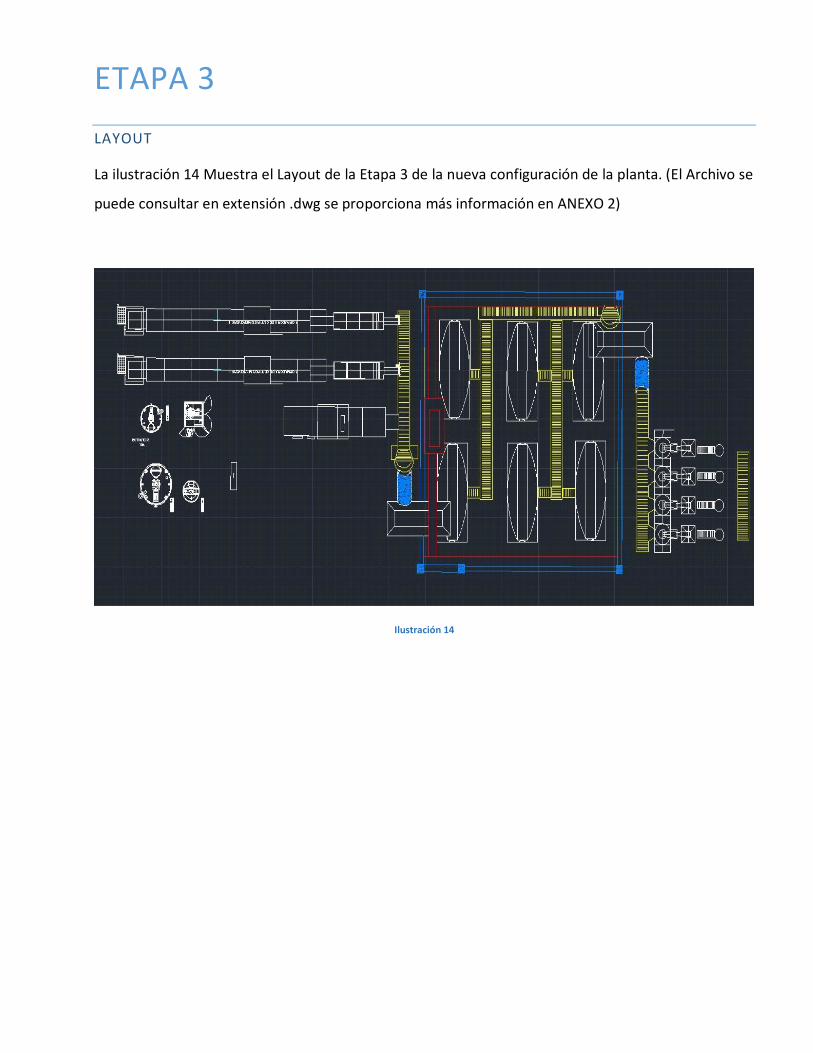
La ilustración 14 Muestra el Layout de la Etapa 3 de la nueva configuración de la planta. (El Archivo se
puede consultar en extensión .dwg se proporciona más información en ANEXO 2)
Ilustración 14
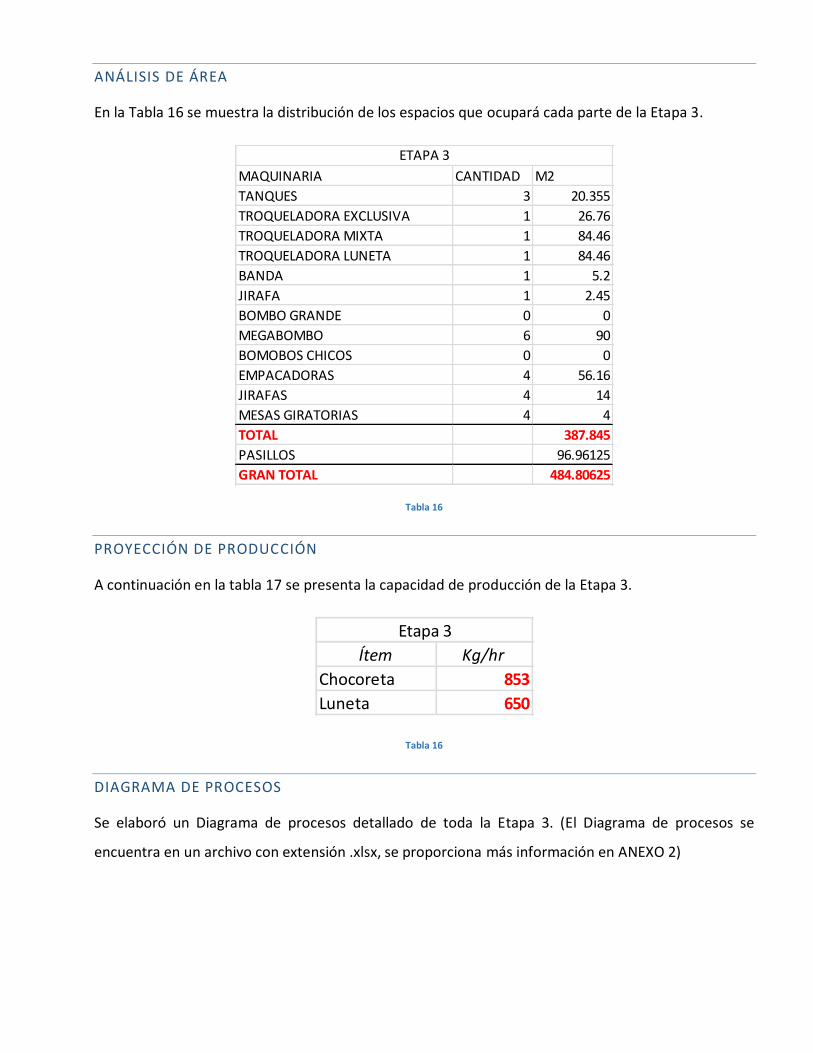
ANÁLISIS DE ÁREA
En la Tabla 16 se muestra la distribución de los espacios que ocupará cada parte de la Etapa 3.
Tabla 16
PROYECCIÓN DE PRODUCCIÓN
A continuación en la tabla 17 se presenta la capacidad de producción de la Etapa 3.
Tabla 16
DIAGRAMA DE PROCESOS
Se elaboró un Diagrama de procesos detallado de toda la Etapa 3. (El Diagrama de procesos se
encuentra en un archivo con extensión .xlsx, se proporciona más información en ANEXO 2)
MAQUINARIA CANTIDAD M2
TANQUES 3 20.355
TROQUELADORA EXCLUSIVA 1 26.76
TROQUELADORA MIXTA 1 84.46
TROQUELADORA LUNETA 1 84.46
BANDA 1 5.2
JIRAFA 1 2.45
BOMBO GRANDE 0 0
MEGABOMBO 6 90
BOMOBOS CHICOS 0 0
EMPACADORAS 4 56.16
JIRAFAS 4 14
MESAS GIRATORIAS 4 4
TOTAL 387.845
PASILLOS 96.96125
GRAN TOTAL 484.80625
ETAPA 3
Ítem Kg/hr
Chocoreta 853
Luneta 650
Etapa 3
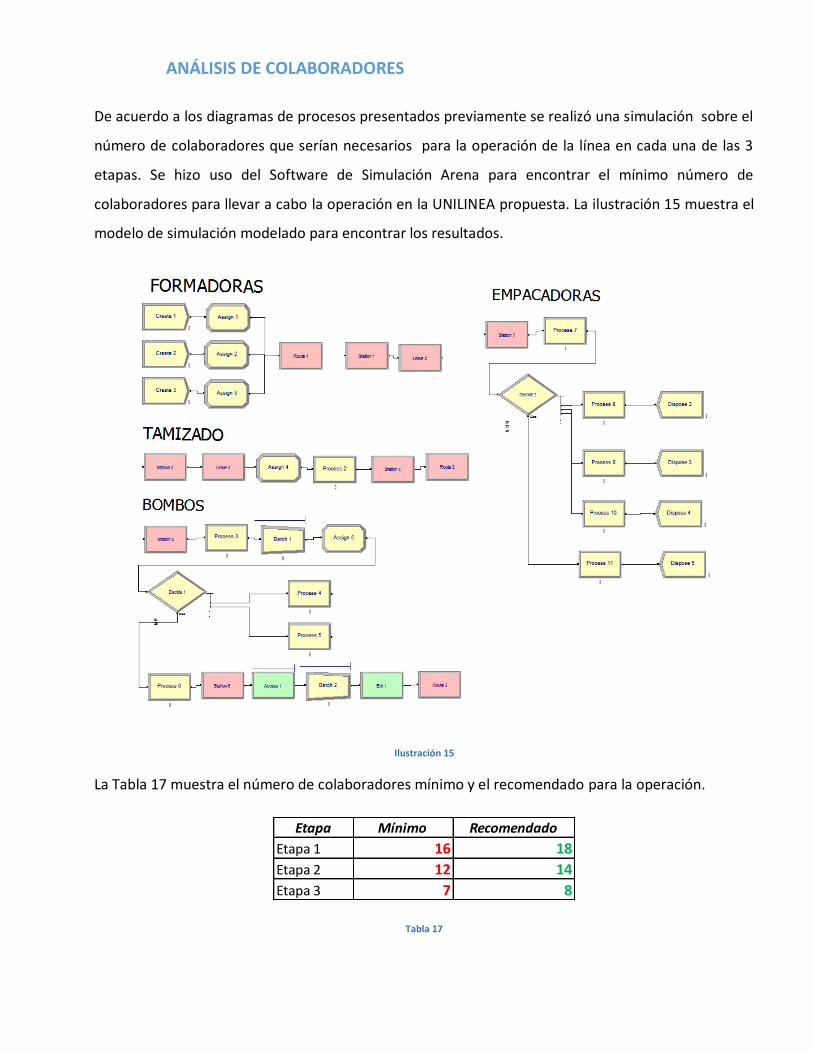
ANÁLISIS DE COLABORADORES
De acuerdo a los diagramas de procesos presentados previamente se realizó una simulación sobre el
número de colaboradores que serían necesarios para la operación de la línea en cada una de las 3
etapas. Se hizo uso del Software de Simulación Arena para encontrar el mínimo número de
colaboradores para llevar a cabo la operación en la UNILINEA propuesta. La ilustración 15 muestra el
modelo de simulación modelado para encontrar los resultados.
Ilustración 15
La Tabla 17 muestra el número de colaboradores mínimo y el recomendado para la operación.
Tabla 17
Etapa Mínimo Recomendado
Etapa 1 16 18
Etapa 2 12 14
Etapa 3 7 8
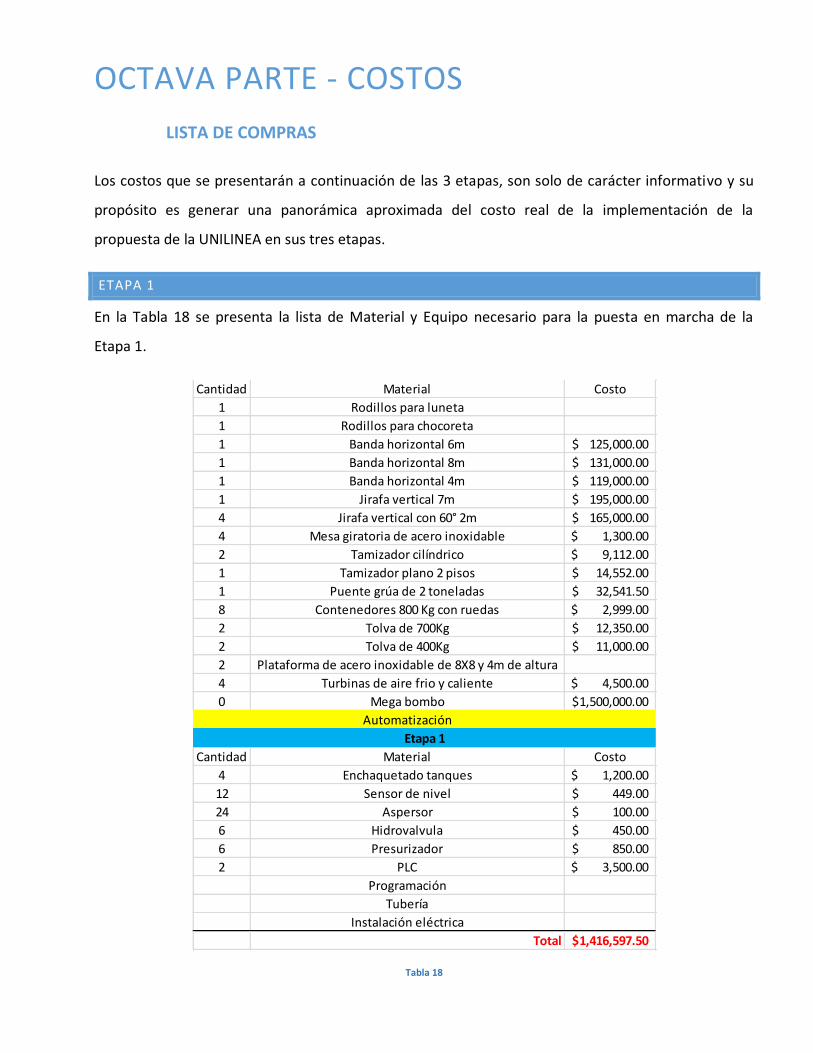
OCTAVA PARTE - COSTOS
LISTA DE COMPRAS
Los costos que se presentarán a continuación de las 3 etapas, son solo de carácter informativo y su
propósito es generar una panorámica aproximada del costo real de la implementación de la
propuesta de la UNILINEA en sus tres etapas.
ETAPA 1
En la Tabla 18 se presenta la lista de Material y Equipo necesario para la puesta en marcha de la
Etapa 1.
Tabla 18
Cantidad Material Costo
1 Rodillos para luneta
1 Rodillos para chocoreta
1 Banda horizontal 6m 125,000.00$
1 Banda horizontal 8m 131,000.00$
1 Banda horizontal 4m 119,000.00$
1 Jirafa vertical 7m 195,000.00$
4 Jirafa vertical con 60° 2m 165,000.00$
4 Mesa giratoria de acero inoxidable 1,300.00$
2 Tamizador cilíndrico 9,112.00$
1 Tamizador plano 2 pisos 14,552.00$
1 Puente grúa de 2 toneladas 32,541.50$
8 Contenedores 800 Kg con ruedas 2,999.00$
2 Tolva de 700Kg 12,350.00$
2 Tolva de 400Kg 11,000.00$
2 Plataforma de acero inoxidable de 8X8 y 4m de altura
4 Turbinas de aire frio y caliente 4,500.00$
0 Mega bombo 1,500,000.00$
Automatización
Cantidad Material Costo
4 Enchaquetado tanques 1,200.00$
12 Sensor de nivel 449.00$
24 Aspersor 100.00$
6 Hidrovalvula 450.00$
6 Presurizador 850.00$
2 PLC 3,500.00$
Programación
Tubería
Instalación eléctrica
Total 1,416,597.50$
Etapa 1
ETAPA 2
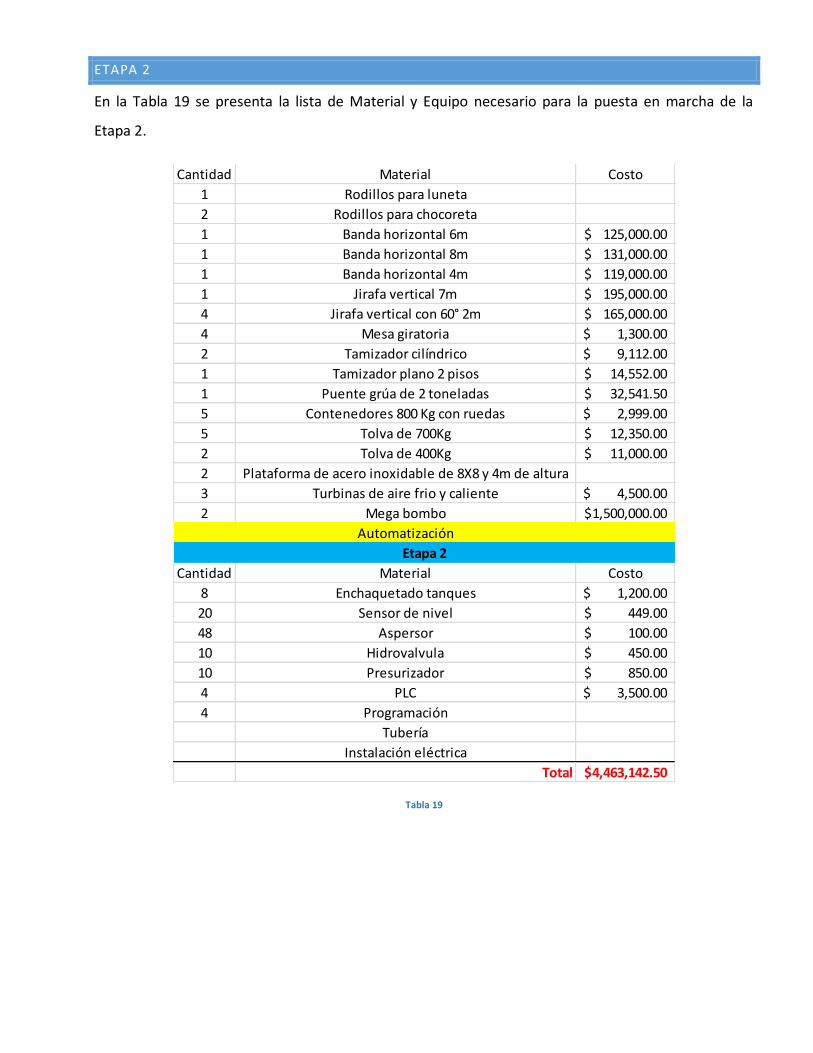
En la Tabla 19 se presenta la lista de Material y Equipo necesario para la puesta en marcha de la
Etapa 2.
Tabla 19
Cantidad Material Costo
1 Rodillos para luneta
2 Rodillos para chocoreta
1 Banda horizontal 6m 125,000.00$
1 Banda horizontal 8m 131,000.00$
1 Banda horizontal 4m 119,000.00$
1 Jirafa vertical 7m 195,000.00$
4 Jirafa vertical con 60° 2m 165,000.00$
4 Mesa giratoria 1,300.00$
2 Tamizador cilíndrico 9,112.00$
1 Tamizador plano 2 pisos 14,552.00$
1 Puente grúa de 2 toneladas 32,541.50$
5 Contenedores 800 Kg con ruedas 2,999.00$
5 Tolva de 700Kg 12,350.00$
2 Tolva de 400Kg 11,000.00$
2 Plataforma de acero inoxidable de 8X8 y 4m de altura
3 Turbinas de aire frio y caliente 4,500.00$
2 Mega bombo 1,500,000.00$
Automatización
Cantidad Material Costo
8 Enchaquetado tanques 1,200.00$
20 Sensor de nivel 449.00$
48 Aspersor 100.00$
10 Hidrovalvula 450.00$
10 Presurizador 850.00$
4 PLC 3,500.00$
4 Programación
Tubería
Instalación eléctrica
Total 4,463,142.50$
Etapa 2
ETAPA 3
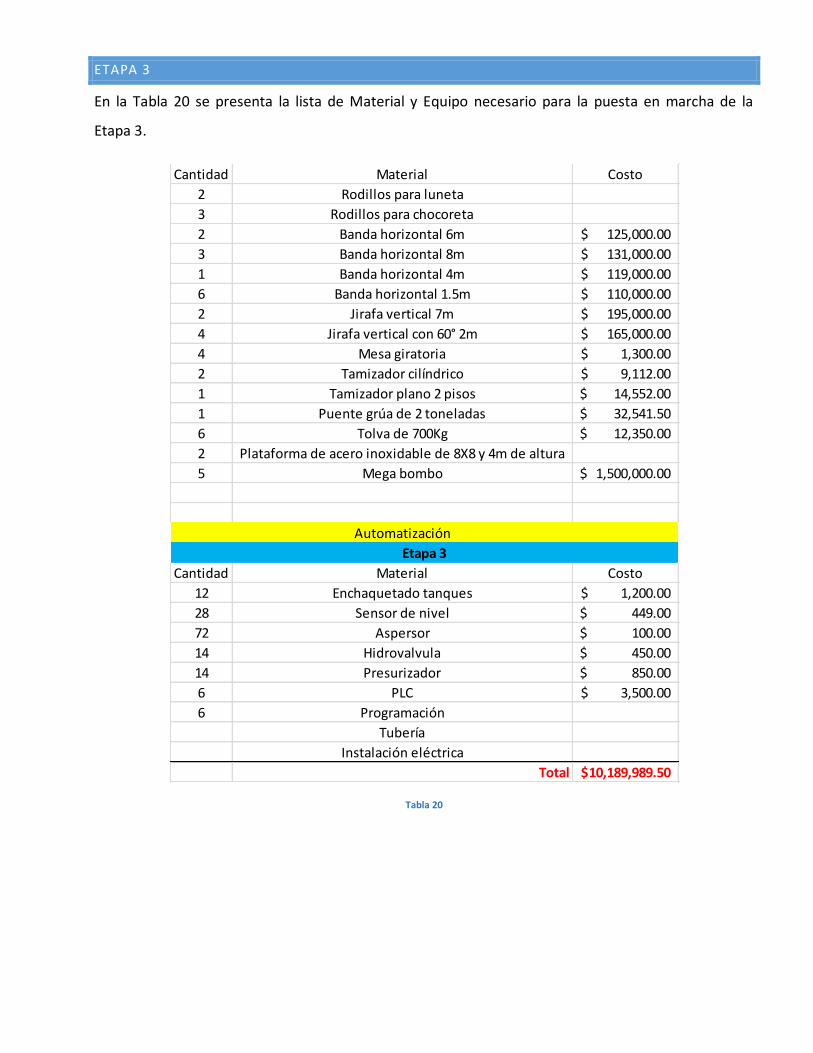
En la Tabla 20 se presenta la lista de Material y Equipo necesario para la puesta en marcha de la
Etapa 3.
Tabla 20
Cantidad Material Costo
2 Rodillos para luneta
3 Rodillos para chocoreta
2 Banda horizontal 6m 125,000.00$
3 Banda horizontal 8m 131,000.00$
1 Banda horizontal 4m 119,000.00$
6 Banda horizontal 1.5m 110,000.00$
2 Jirafa vertical 7m 195,000.00$
4 Jirafa vertical con 60° 2m 165,000.00$
4 Mesa giratoria 1,300.00$
2 Tamizador cilíndrico 9,112.00$
1 Tamizador plano 2 pisos 14,552.00$
1 Puente grúa de 2 toneladas 32,541.50$
6 Tolva de 700Kg 12,350.00$
2 Plataforma de acero inoxidable de 8X8 y 4m de altura
5 Mega bombo 1,500,000.00$
Automatización
Cantidad Material Costo
12 Enchaquetado tanques 1,200.00$
28 Sensor de nivel 449.00$
72 Aspersor 100.00$
14 Hidrovalvula 450.00$
14 Presurizador 850.00$
6 PLC 3,500.00$
6 Programación
Tubería
Instalación eléctrica
Total 10,189,989.50$
Etapa 3
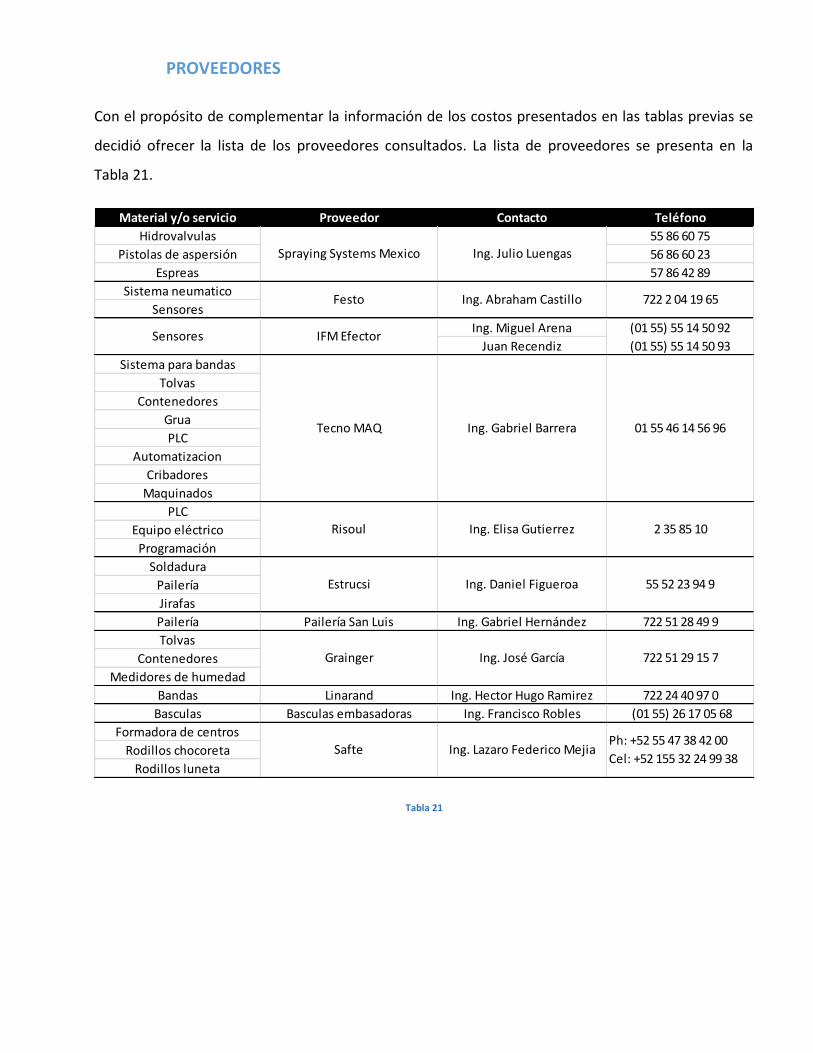
PROVEEDORES
Con el propósito de complementar la información de los costos presentados en las tablas previas se
decidió ofrecer la lista de los proveedores consultados. La lista de proveedores se presenta en la
Tabla 21.
Tabla 21
Material y/o servicio Proveedor Contacto Teléfono
Hidrovalvulas 55 86 60 75
Pistolas de aspersión 56 86 60 23
Espreas 57 86 42 89
Sistema neumatico
Sensores
Ing. Miguel Arena
Juan Recendiz
Sistema para bandas
Tolvas
Contenedores
Grua
PLC
Automatizacion
Cribadores
Maquinados
PLC
Equipo eléctrico
Programación
Soldadura
Pailería
Jirafas
Pailería Pailería San Luis Ing. Gabriel Hernández 722 51 28 49 9
Tolvas
Contenedores
Medidores de humedad
Bandas Linarand Ing. Hector Hugo Ramirez 722 24 40 97 0
Basculas Basculas embasadoras Ing. Francisco Robles (01 55) 26 17 05 68
Formadora de centros
Rodillos chocoreta
Rodillos luneta
Ing. Daniel Figueroa
Sensores IFM Efector
Spraying Systems Mexico Ing. Julio Luengas
Festo Ing. Abraham Castillo
55 52 23 94 9
722 2 04 19 65
Safte Ing. Lazaro Federico MejiaPh: +52 55 47 38 42 00
Cel: +52 155 32 24 99 38
(01 55) 55 14 50 92
(01 55) 55 14 50 93
Grainger Ing. José García 722 51 29 15 7
Risoul Ing. Elisa Gutierrez 2 35 85 10
Tecno MAQ Ing. Gabriel Barrera 01 55 46 14 56 96
Estrucsi
NOVENA PARTE - PLAN OPERATIVO DE
REUBICACION
REQUERIMENTOS DEL PROYECTO
Previo al cambio de Luneta y Chocoreta del sector 2 al sector 1, debemos considerar los siguientes
aspectos:
Una superficie de al menos 42 m X 13.44 m.
Espacio en la cocina del Sector 1 para la preparación de jarabes.
Instalación de tubería necesaria para trasladar la materia prima a los contenedores de las
formadoras.
Instalación de tubería necesaria para hacer los traslados de jarabe de cocina a los
contenedores de confitado.
Estructura de 14.25 m X 13.44 m en confitado, donde irá el puente grúa.
2 plataformas de acero inoxidable con un área de 12 m2 (4 m X 3 m) con una altura de al
menos 4m.
Adaptación del área de bombos a condiciones controladas de humedad y temperatura.
Contenedores de 800 Kg y tolvas con capacidad de 700 y 400 Kg.
Recubrimiento de pintura epóxica en las áreas donde el producto este expuesto.
Adecuaciones necesarias para asegurar la inocuidad del producto.
Adecuaciones a las fórmulas de jarabes y polvos para los nuevos bombos.
Capacitación para el personal, donde se les explique el nuevo funcionamiento de la línea, las
normas de seguridad y los funcionamientos técnicos de los nuevos equipos.
Los movimientos de maquinaria e instalaciones grandes, son considerados para los días
sábados después de terminar actividades laborales, esto es, después de las 14:00 hrs, con el
fin de no afectar las actividades productivas en general.
PLAN DE TRABAJO
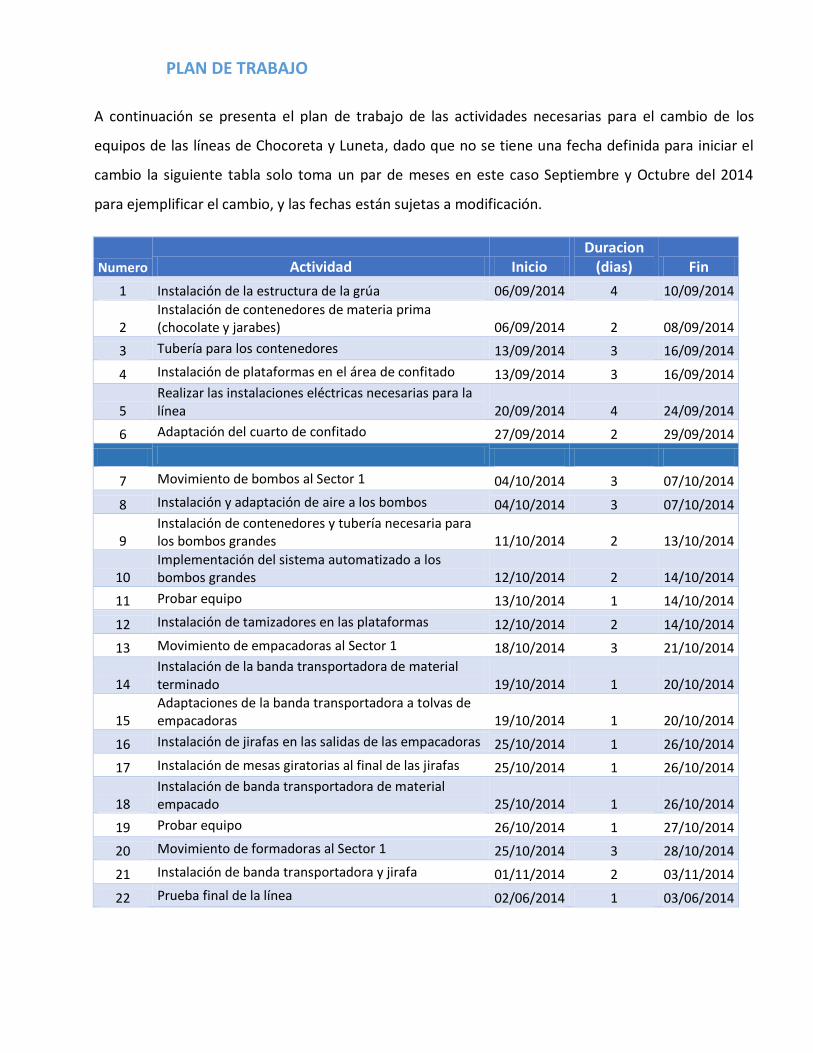
A continuación se presenta el plan de trabajo de las actividades necesarias para el cambio de los
equipos de las líneas de Chocoreta y Luneta, dado que no se tiene una fecha definida para iniciar el
cambio la siguiente tabla solo toma un par de meses en este caso Septiembre y Octubre del 2014
para ejemplificar el cambio, y las fechas están sujetas a modificación.
Numero Actividad Inicio Duracion
(dias) Fin
1 Instalación de la estructura de la grúa 06/09/2014 4 10/09/2014
2 Instalación de contenedores de materia prima (chocolate y jarabes) 06/09/2014 2 08/09/2014
3 Tubería para los contenedores 13/09/2014 3 16/09/2014
4 Instalación de plataformas en el área de confitado 13/09/2014 3 16/09/2014
5 Realizar las instalaciones eléctricas necesarias para la línea 20/09/2014 4 24/09/2014
6 Adaptación del cuarto de confitado 27/09/2014 2 29/09/2014
7 Movimiento de bombos al Sector 1 04/10/2014 3 07/10/2014
8 Instalación y adaptación de aire a los bombos 04/10/2014 3 07/10/2014
9 Instalación de contenedores y tubería necesaria para los bombos grandes 11/10/2014 2 13/10/2014
10 Implementación del sistema automatizado a los bombos grandes 12/10/2014 2 14/10/2014
11 Probar equipo 13/10/2014 1 14/10/2014
12 Instalación de tamizadores en las plataformas 12/10/2014 2 14/10/2014
13 Movimiento de empacadoras al Sector 1 18/10/2014 3 21/10/2014
14 Instalación de la banda transportadora de material terminado 19/10/2014 1 20/10/2014
15 Adaptaciones de la banda transportadora a tolvas de empacadoras 19/10/2014 1 20/10/2014
16 Instalación de jirafas en las salidas de las empacadoras 25/10/2014 1 26/10/2014
17 Instalación de mesas giratorias al final de las jirafas 25/10/2014 1 26/10/2014
18 Instalación de banda transportadora de material empacado 25/10/2014 1 26/10/2014
19 Probar equipo 26/10/2014 1 27/10/2014
20 Movimiento de formadoras al Sector 1 25/10/2014 3 28/10/2014
21 Instalación de banda transportadora y jirafa 01/11/2014 2 03/11/2014
22 Prueba final de la línea 02/06/2014 1 03/06/2014
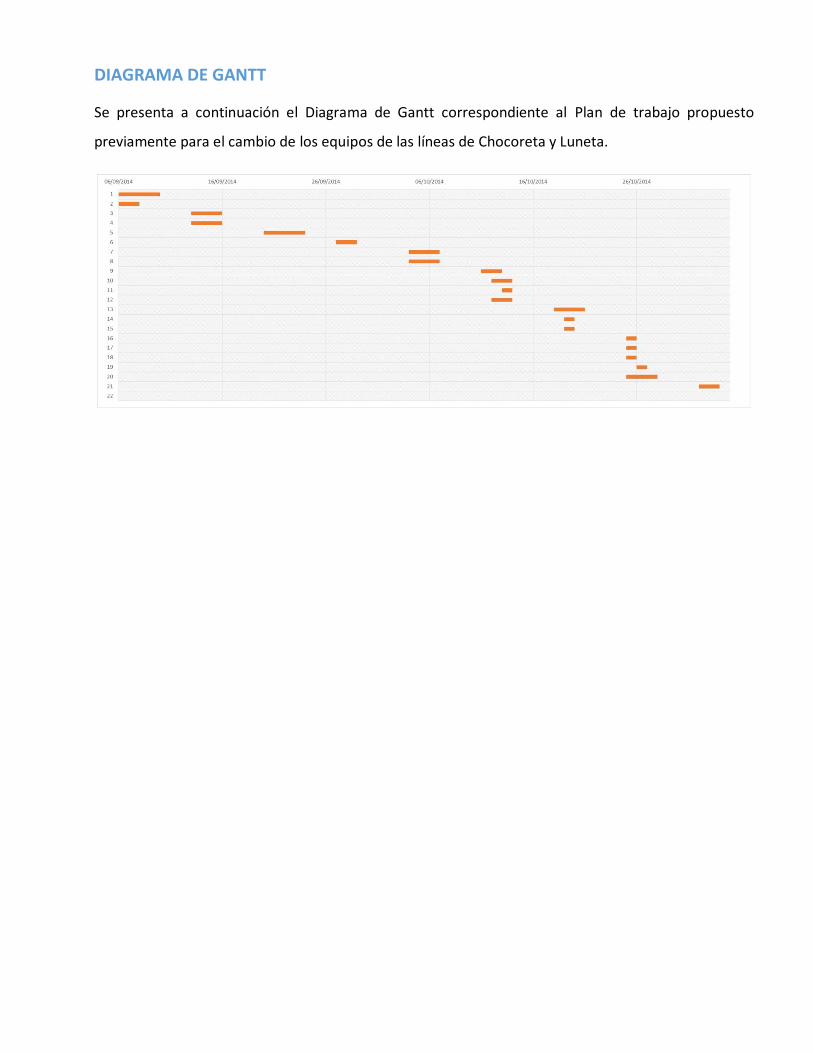
DIAGRAMA DE GANTT
Se presenta a continuación el Diagrama de Gantt correspondiente al Plan de trabajo propuesto
previamente para el cambio de los equipos de las líneas de Chocoreta y Luneta.
DÉCIMA PARTE - RECOMENDACIONES A manera de conclusión los miembros responsables del presente trabajo deseamos expresar que el
alcance del proyecto presentado no es suficiente para llevar a cabo de manera totalmente
satisfactoria el proyecto de “Reubicación de líneas de Chocoreta y Luneta”, adicional a los resultados
obtenidos se deberán realizar los siguientes estudios o proyectos:
• Análisis de infraestructura.
• Análisis de factibilidad económica.
• Estandarización y generación de ayudas visuales.
• Planes para el Control MPS y MRP.
• Rastreabilidad del producto en tiempo real.
ONCEAVA PARTE – FUENTES CONSULTADAS
Economia, S. d. (2012). ANÁLISIS DE LA SITUACIÓN ECONÓMICA, TECNOLÓGICA Y DE POLÍTICA
COMERCIAL DEL SECTOR EDULCORANTES EN MÉXICO. SE: Publicado por gobierno Federal.
Llarena, O. H. (2005). Reubicación y Rediseño de Líneas de Producción con Dirección a la Mejora en la
Productividad y Desempeño. Nuevo Leon: ITESM.
Ortega, M. T. (2005). Reubicación de la línea de producción Ripping Bar en la empresa Herramientas
Stanley . Cholula, Puebla: Tesis Profesional.
Schonberger. (2008). Best practices in lean six sigma process improvement : a deeper look. John Wiley
& Sons.
SuperBrands. (2012). Las marcas mas grandes y confiables de México. México: SuperBrands.
Tompkins. (2005). Logistics Systems: Design and Optimization. Springer Science & Business Media.
Winston, W. L. (1994). Operations Research. International Thomson Pub.
ANEXO 1
Diagramas de Desplazamiento
Reporte; Visita a Barcel de Toluca
La vista a mundo dulce se hizo con el objetivo de ver cómo funcionaban otras líneas de producción
con procesos similares y poder obtener ideas de automatización y herramientas que existen en el
mercado, en esta planta se fabrica los cacahuates hot nuts que tiene un proceso similar al que se
realiza en confitado de luneta y Chocoreta.
La visita a la planta Barcel fue muy enriquecedora, ya que nos dimos cuenta que es una línea semi-
automatizada, pero consigue ser continua evitando tener almacenes y desplazamientos innecesarios,
también nos dimos cuenta que la utilización de bombos grandes es mucho más efectiva para la
calidad del producto porque obtenemos uniformidad y tiempos muertos menores y conseguimos
algunas explicaciones de cómo es que operan ahorita sus bombos grandes y los planes a futuro que
tienen ahorita para seguir automatizando la planta además de conseguir una idea de cómo funcionan
los controles de dispersión automatizados, que seguramente utilizaremos en una etapa cuando esté
completamente automatizado el proceso.
Como conclusión se obtuvo que la planta con la que se cuenta actualmente contiene muchos
desperdicios que pueden ser eliminados con algunas mejoras que pudimos obtener de esta planta, y
que la reubicación de la línea será aprovechada para lograr que el proceso sea continuo u lineal
parecido a la línea de hot nuts.
Reporte; Visita a Mundo Dulce
La vista a mundo dulce se hizo con el objetivo de ver cómo funcionaban otras líneas de producción
con procesos similares y poder obtener ideas de automatización y herramientas que existen en el
mercado, en esta planta se fabrica el chicle chicks que tiene un proceso parecido al confitado que se le
aplica a luneta y Chocoreta.
La experiencia que se obtuvo de esta visita fue el conocer cómo trabaja los bombos de una tonelada y
la manera en que son cargado y descargados y como la temperatura influye en el producto final ya
que el chicle también es susceptible a estos factores, otra experiencia enriquecedora se obtuvo de la
visita en la planta es que la automatización de bombos pequeños es muy difícil de controlar y que en
consecuencia no ahorra ni tiempo ni personal, además de requerir mucho mantenimiento y limpieza
debido a los ingredientes que pasan por las tuberías, esta fue la experiencia que el gerente de
producción nos compartió, por lo que lo tomamos como una experiencia valida y fue un punto que nos
sirvió de decisión para este proyecto.
Se llegó a la conclusión de que la automatización en bombos pequeños es costosa y muy difícil de
controlar por lo que descartamos esa posibilidad en el proyecto actual.
ANEXO 2 Recursos y archivos externos. (Solo pueden ser consultados de manera electrónica)
Diagrama de Procesos actual.
Análisis de Área actual.
Imágenes de Layout de las 3 Etapas.
.dwg de Imágenes de Layout de las 3 Etapas.
.xlsx de Diagramas de Proceso para las 3 Etapas.
Modelo tridimensional .dwg y .mpg
Recurso Electrónico SuperBrands de México (PagsRicolino.pdf)
Modelo de Simulación de Colaboradores (Es necesario el uso de Software ARENA)



























![Identificación de variables asociadas al éxito ...sistemanodalsinaloa.gob.mx/archivoscomprobatorios/_30_conferencias... · Es una implementación del algoritmo C4.5 [6] desarrollado](https://img.pdfslide.tips/doc/110x75/5d066d5188c9933c618db6c9/identificacion-de-variables-asociadas-al-exito-es-una-implementacion.jpg)

