Embed Size (px)
Citation preview

CIGIMS’2012 1
Proposition d’une matrice de criticité
intégrant les systèmes Qualité, Sécurité et
Environnement pour la fonction
maintenance Badr DAKKAK* -- Youness CHATER* -- Abdennebi TALBI**
*Doctorants, Laboratoire de Productique, Energétique et Développement Durable,
Ecole Supérieure de Technologie, Route d’Imouzzer – BP : 2427 – Fès
** Professeur à l’Ecole Supérieure de Technologie, Route d’Imouzzer –BP2427–Fès
RÉSUMÉ. Cet article propose une matrice de criticité intégrant les systèmes Qualité, Sécurité
et Environnement. Une telle matrice permet de hiérarchiser les équipements et les processus
de production ayant une incidence sur ces trois systèmes d’une manière intégrée en tenant
compte de l’importance de chaque système dans la stratégie de l’entreprise.
Nous présentons, dans un premier temps, les raisons d’intégration des systèmes Qualité,
Sécurité et Environnement en se basant sur la revue de la littérature et sur les résultats d’un
questionnaire réalisé auprès de vingt PME/PMI marocaines. Puis, nous montrons les liaisons
existantes entre la fonction maintenance et ces trois systèmes. Ensuite, nous proposons notre
matrice de criticité, ainsi que des indicateurs de performance. En effet, ces indicateurs
permettent à l’entreprise de suivre l’évolution des systèmes Qualité, Sécurité et
Environnement dans ces activités aux niveaux stratégique, tactique et opérationnel d’une
manière continue et périodique. Enfin, une étude de cas a été présentée pour valider la
matrice proposée.
ABSTRACT. This paper proposes a criticality matrix systems integrate Quality, Safety and
Environment. Such a matrix helps to prioritize equipments and production processes affecting
these three systems in an integrated manner taking into account the importance of each
system in the company strategy.
We present in the first step, the reasons for integrating systems Quality, Safety and
Environment based on the review of literature and the results of a questionnaire conducted
among twenty SMEs / SMIs Moroccan. Then, we show the connections existing between the
function maintenance and these three systems. We then propose our criticality matrix, as well
as performance indicators. In effect, these indicators enable the company to monitor systems
Quality, Safety and Environment in these activities at the strategic, tactical and operational
continuously and periodically. Finally, a case study was presented to validate the proposed
matrix.
MOTS CLÉS : maintenance, criticité, QSE, système de management intégré.
KEYWORDS: maintenance, criticality, QSE, integrated management system.

2 CIGIMS’2012
1. Introduction
Au cours de ces dernières décennies, les entreprises industrielles sont dans
l’obligation de s’adapter à un environnement très fluctuant. Parmi ces obligations,
l’entreprise doit répondre aux exigences de qualité des produits/processus, de
sécurité des hommes et des matériels, aux exigences de protection de
l’environnement et d’amélioration de productivité. Cela place, par conséquent, les
systèmes Qualité, Sécurité et Environnement, appelés souvent QSE, au centre des
préoccupations liées à l’optimisation des processus industriels. En effet, La survie de
toute organisation socio-économique, indépendamment de sa taille et de son facteur
d’impact, doit satisfaire toutes les performances, afin de permettre aux décideurs de
piloter et d’évaluer leurs systèmes d’une manière intégrée, globale et précise et de
répondre aux exigences imposées par les différentes normes (Dakkak et al., 2011).
Néanmoins, malgré l’importance d’intégration de ces trois systèmes dans un
organisme ou une fonction, on trouve dans la littérature peu de travaux ayant traité
les trois systèmes d’une manière intégrée. Nous citons, par exemple, les travaux de
(Elyacoubi et al., 2010) qui ont proposé un modèle de système de management
intégré. Ce modèle constitue un outil d’aide à la décision, de maitrise des risques et
d’amélioration des performances de l’organisme et également les travaux de (Bakiri,
2006) qui a proposé un guide de conduite et d’évaluation des processus intégrant les
systèmes QSE. Pourtant, la plupart des travaux réalisés dans ce domaine traitent les
trois systèmes séparément (Mazouni 2008, Ghemraoui 2009, Gaultier et al. 2009,
Deeb 2008, Jacqueson 2002, Personne 1998).
Dans cette optique, on voit que les retombées de la maintenance sur le
fonctionnement de l’entreprise ne se limitent pas à assurer le bon fonctionnement du
bien considéré. La maintenance est aussi un facteur d’efficacité pour assurer la
qualité des produits, la sécurité des biens et des personnes et la protection de
l’environnement.
Par conséquent, il s’avère nécessaire de développer une méthode d’intégration
des systèmes QSE pour la fonction maintenance et qui permet de hiérarchiser les
processus et les équipements de production ayant une incidence sur ces trois
systèmes. Une telle hiérarchisation a pour but de cibler les actions à entreprendre et
d’optimiser les ressources de l’entreprise (techniques, financières, humaines, …).
Dans cet article, nous présentons, dans un premier temps, une analyse
fonctionnelle du processus de maintenance puis nous décrivons les liaisons qui
existent entre la maintenance et les systèmes Qualité, Sécurité et Environnement.
Ensuite, nous proposons une matrice de criticité pour la fonction maintenance afin
de hiérarchiser les équipements et les processus de production ayant une incidence
sur les systèmes QSE tout en tenant compte de l’importance de ces trois systèmes
sur la performance, les objectifs et les orientations stratégiques de l’entreprise.
Enfin, nous décrivons des indicateurs de performance permettant de suivre
l’évolution dans le temps des systèmes QSE d’une manière intégrée.

Matrice de criticité intégrant les systèmes QSE 3
2. Analyse fonctionnelle du processus de maintenance
Selon la norme X 50-150, l’analyse fonctionnelle est une démarche qui consiste
à recenser, ordonner, hiérarchiser et valoriser les fonctions d’un produit. Le produit
peut être :
Un matériel,
Un processus industriel ou administratif,
Ou un service.
Pour analyser le processus de maintenance, nous utilisons la méthode APTE
puisqu’elle s’adapte à l’organisation et à la description du fonctionnement de
l’entreprise. En effet, la méthode APTE utilise le vocabulaire suivant :
Les fonctions principales (FP) représentent le but de l’action du
processus de maintenance (service) et sont l’expression même du
besoin. Chaque FP doit être représentée par une relation qui relie au
moins deux processus extérieurs via le processus de maintenance. Elles
sont traduites par un verbe à l’infinitif exprimant l’action de ce
processus vis-à-vis des processus extérieurs.
Les fonctions contraintes (FC) traduisent les actions ou/et les
réactions du processus de maintenance par rapport aux différents
services extérieurs du fait de son présence dans un système (entreprise)
et dans un milieu environnant. Chaque FC doit être représentée par une
relation entre le processus de maintenance et un processus extérieur
Figure 1. Fonctions principales et contraintes.
FP6
FP7
FC4 FC3
FC2 FC6 FC1
FP4
FP5
FP2
FP3
FP1
Productivité
Disponibilité
GMAO
Sous-traitance
Planification/
ordonnancement
Sécurité
Environnement
Production
Flexibilité
Coûts
Fiabilité
GRH
Hygiène/
santé
Qualité
FC5
Processus de
Maintenance

4 CIGIMS’2012
Fonctions principales Fonctions contraintes
FP1 : Permettre à la fonction production de
respecter les exigences de qualité,
FP2 : Permettre à la fonction production de
respecter les exigences environnementales,
FP3 : Permettre à la fonction production de
respecter les exigences de sécurité,
FP4 : Permettre à la fonction production de
respecter les exigences d’hygiène et de santé,
FP5 : Contribuer avec la fonction GRH à
l’encadrement, à la formation et à l’intégration
du personnel de la fonction production aux
programmes de maintenance,
FP6 : Permettre à la fonction production
d’améliorer la productivité de l’entreprise,
FP7 : collaborer avec les sous-traitants à
respecter les exigences de la fonction
production.
FC1 : ordonnancer et planifier les
tâches de maintenance afin de
respecter les délais,
FC2 : Informatiser les tâches de
maintenance des moyens de
production (archivage, traitement,
planification…),
FC3 : Augmenter la disponibilité des
moyens de production,
FC4 : Collaborer avec la fonction
production dans le but de définir et
d’intégrer des opérations de
maintenance dans le PDP,
FC5 : Optimiser les coûts de
maintenance,
FC6 : Contribuer à l’amélioration de
la fiabilité des machines.
Tableau 1. Tableau des fonctions principales et contraintes
D’après cette analyse fonctionnelle, on voit que les retombés de la fonction
maintenance ne se limitent pas à la réparation ou à la prévention des pannes. Elle
assure également les objectifs de la fonction production tels que : la qualité, la
sécurité, l’environnement, la flexibilité, la productivité,…. En fait, même si les
préoccupations des fonctions production et maintenance sont parfois contradictoires
(Talbi, 2002), les objectifs des deux fonctions restent les mêmes.
Pourtant, notre étude est portée sur le processus de maintenance. Celle-ci est due
à plusieurs raisons :
Une tâche de maintenance exige le démontage et le montage des
machines ce qui impose aux agents de maintenance de réaliser ses
interventions avec une concentration particulière et sous une pression
constante de la fonction production,
Une intervention sur une machine oblige les agents de maintenance à
travailler dans différents endroits (en hauteur, en sous sol, …) et dont
on ne connait pas les risques associés. En effet, Les agents de
maintenance sont les plus exposés aux accidents et maladies
professionnelles,
Une tâche de maintenance est souvent une tâche pénible et fatigante,

Matrice de criticité intégrant les systèmes QSE 5
Une mauvaise intervention peut entrainer la perte des fonctionnalités de
la machine et/ou la production des produits non conformes aux
exigences de qualité et de l’environnement,
Les agents de maintenance interviennent sur des machines dont ils ne
connaissent pas les risques potentiels,
Etc.
3. Intégration de la qualité, la sécurité et l’environnement au processus de
maintenance
3.1. Définitions
Intégrer c’est établir et renforcer les liens qui peuvent exister entre deux
ou plusieurs entités de base afin d’en déduire une et une seule entité qui
agrège les entités précédentes et préserve dans son comportement la
cohérence intra et inter entité (Talbi, 2011).
La norme ISO 9000 définie la qualité comme « aptitude d’un ensemble
de caractéristiques intrinsèques à satisfaire des exigences » (ISO 9000).
La norme ISO 14001 définie l’environnement comme un milieu dans
lequel un organisme fonctionne incluant l’air, l’eau, la terre, les
ressources naturelles, la flore, la faune, les être humains et leurs
interrelations (ISO 14001).
Selon la norme AFNOR X-06-010, la sécurité est « l’aptitude d’un
dispositif à éviter de faire apparaître des évènements critiques ou
catastrophiques » (Afnor, 2002).
Généralement, dans l’industrie, le terme de sécurité est utilisé pour
désigner (Flin, 2006):
- La sécurité relative au produit : cet aspect de la sécurité est
en fait une composante de la qualité.
- La sécurité des installations ou la sécurité industrielle :
tournée vers les accidents majeurs et les risques chroniques.
Cette sécurité est dominée dans l’histoire par la sûreté de
fonctionnement et enrichie par de nombreuses théories et
évolutions ces vingt dernières années.
- La sécurité au travail : cette forme de sécurité concerne la
prévention des accidents du travail et des maladies
professionnelles des salariés de l’entreprise. Elle regroupe
des domaines aussi variés que la prévention des risques
professionnels, l’hygiène, la santé des travailleurs,
l’amélioration des conditions de travail, l’ergonomie des
postes, l’aménagement des locaux, etc.

6 CIGIMS’2012
La norme NF EN 13306 définie la maintenance comme étant
l’ensemble des mesures techniques, administratives et de gestion ayant
pour objet de maintenir un bien, ou de le rétablir dans un état ou il est en
mesure de remplir sa fonction requise. La même norme définie la
fonction requise comme fonction ou ensemble de fonctions d’un bien
considérée comme nécessaire pour fournir un service donné. Par
conséquent, cette fonction requise pourrait inclure la qualité des
produits/services, la protection des personnes et des biens ainsi que celle
de l’environnement (NF EN 13306 V 2001).
De plus, La fonction maintenance a été définie par la norme FD X
60 000, comme un ensemble de composantes de l’organisation de
l’entreprise qui concourent à l’atteinte des objectifs de la maintenance.
Ces objectifs sont essentiellement : la disponibilité des biens, la qualité
du service ou du produit et un coût d’exploitation optimisé dans le
respect des contraintes de sécurité des personnes, des biens et de
l’environnement et tout en préservant la durabilité de l’outil de
production (Elaoufir et al, 2007).
3.2. Pourquoi qualité, sécurité et environnement
Une gestion intégrée qualité, sécurité, environnement a des répercussions
positives sur l’entreprise et ses salariés (Mazouni, 2008). Ceci est du grâce aux
analogies qui existent entre les trois systèmes telles que : Le rapprochement qui
existe entre les trois normes ISO 9000, OHSAS 18000 et ISO 14000, l’amélioration
continue basée sur l’approche PDCA, l’élimination des problèmes à la source, la
responsabilisation de l’ensemble du personnel, l’implication de la haute direction, la
mise en œuvre d’un processus d’audit, Les exigences en matière de gestion des
documents et des enregistrements….
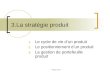
Pourtant, suivant une enquête (figure 2) réalisée auprès de vingt entreprises
marocaines opérants dans différents secteurs d’activités, nous avons constaté qu’il y
a des écarts importants entre les niveaux de performance des systèmes qualité,
sécurité et environnement malgré les synergies et les analogies existantes entre-elles.
Pour des raisons de confidentialité, nous désignons ces entreprises par les lettres : A,
B, C,…, T.

Matrice de criticité intégrant les systèmes QSE 7
Figure 2. Les niveaux de performance par axe et par entreprise
3.3. Maintenance vs qualité
La gestion de la qualité est un élément du système de management de
l’organisme qui se concentre sur l’obtention de résultats, en s’appuyant sur les
objectifs qualité pour satisfaire selon le cas les besoins, les attentes ou les exigences
des parties intéressées (ISO 9001). Pour ce faire, une entreprise engage un ensemble
de moyens, des techniques et des méthodes pour réaliser un produit de qualité. En
effet, la maintenance, grâce à sa fonction requise définie par la norme NF EN 13306,
permet de diminuer la probabilité d’avoir un produit non conforme aux exigences de
qualité. Par conséquent, elle permet de réduire les effets négatifs d’une machine sur
la qualité d’un produit à travers une bonne intervention de celle-ci.
3.4. Maintenance vs sécurité
L’objectif de la maintenance est de maintenir ou de rétablir un bien dans un état
dans lequel il est en mesure de remplir sa fonction requise. Même si la définition que
donne la norme NF EN 13306 ne le dit pas explicitement, il faut considérer que
l’exécution de la fonction requise ne doit pas être génératrice des risques pour les
personnes et les biens. Les conditions dans lesquelles cette fonction requise est
remplie doivent prendre en compte ces risques afin d’en diminuer la probabilité et, si
un accident survient malgré les précautions prises, d’en réduire les conséquences à
un niveau acceptable. Précisons que le terme « personnes » doit inclure, non
seulement ceux qui sont appelés à mettre en œuvre le bien, c’est-à-dire le personnel
de l’entreprise, mais les usagers de ce bien, s’il s’agit d’un bien destiné à fournir un
service collectif, par exemple un moyen de transport ou un établissement recevant
20.00%
40.00%
60.00%
80.00%
100.00% A
B C
D
E
F
G
H
I J
K L
M
N
O
P
Q
R
S T
Gestion de l'environnement
Gestion de la sécurité
Gestion de la qualité
Gestion de la maintenance

8 CIGIMS’2012
du public (hôpital, commerce, ou salle de spectacle), et le public en général (cas
d’accidents dont les conséquences débordent le cadre de l’entreprise).
Certaines productions ou certains services comportent structurellement des
risques et parfois des risques élevés : on peut citer quelques domaines de risques
donnant lieu à des accidents qui défraient périodiquement la chronique : le transport
aérien, les centrales nucléaires, l’industrie chimique,….
Même quand un bien a été conçu pour avoir au départ un haut niveau de sécurité,
le simple effet des contraintes auxquelles il est soumis entraîne une diminution de ce
niveau.
Pourtant, compte tenu de la tendance confirmée de l’industrie vers
l’externalisation de la maintenance (Chater et al., 2011), un nombre croissant parmi
le personnel affecté à des tâches de maintenance appartient à des entreprises
extérieures, et se trouve donc de ce fait moins informé des risques propres au site
dans lequel il sera amené à travailler. Il est de la responsabilité du donneur d’ordre,
d’une part de s’assurer de la qualification et éventuellement de l’habilitation du
personnel de ces entreprises extérieures, d’autre part de les informer des consignes
de sécurité propres au site sur lequel ils sont appelés à intervenir.
On voit qu’il existe de multiples raisons pour lesquelles le personnel de
maintenance serait plus exposé aux accidents de travail et aux maladies
professionnelles que le personnel de production et qu’on pourrait donc sans
exagération parler du caractère « accidentogène » de la maintenance.
3.5. Maintenance vs environnement
La protection de l’environnement est devenue depuis deux ou trois décennies un
thème politique de premier plan (ISO 14001). Lorsqu’on interroge les parties
intéressées sur les responsables des attaques à l’environnement, on constate une
mise en cause en premier lieu de l’industrie et du transport et, en effet, les grandes
catastrophes écologiques liées à des activités humaines proviennent de l’industrie et
du transport.
Notons tout d’abord que les atteintes à l’environnement ne se limitent
malheureusement pas à des cas d’accidents, mais elles se produisent de façons
permanentes dans la marche normale d’une unité de production. Toute production
entraîne des rejets qui nuisent à l’environnement :
Dans l’atmosphère : des gaz d’échappement ou des fumées ;
Dans l’eau : des rejets thermiques, des effluents liquides, etc.
Ainsi que la production des déchets solides.
Toutefois, la maintenance permet de réduire l’épuisement de l’environnement,
soit en prolongeant la durée de vie des biens, soit en maintenant au minimum les
consommations de matière et d’énergie nécessaires à la production.

Matrice de criticité intégrant les systèmes QSE 9
Comme nous l’avons déjà mentionné, il existe bien une liaison entre la
maintenance, la qualité et la sécurité, il existe aussi une liaison entre la maintenance
et la protection de l’environnement. En fait, la terminologie TPM (Total Productive
Maintenance) est une première conséquence de la réduction au minimum
l’utilisation des matières premières (qui viennent surtout de l’environnement) et de
substances énergétiques (ISO 14001).
4. Matrice de criticité
Le calcul de la criticité a une importance majeure pour hiérarchiser les processus
et les équipements de production les plus pénalisants en termes de qualité, sécurité et
environnement. Une telle hiérarchisation permet de cibler les actions à entreprendre
et d’optimiser les ressources de l’entreprise (financières, humaines, matérielles,…).
En effet, la matrice de criticité, que nous proposons, a une importance double :
Elle permet de tenir compte des orientations stratégiques de l’entreprise en termes de
qualité, sécurité et environnement d’une part et de hiérarchiser les processus et les
équipements ayant une influence sur ces trois systèmes d’autre part.
Par conséquent, en s’inspirant de la méthode AMDEC (Analyse des Modes de
Défaillance de leurs Effets et de leurs Criticité), nous proposons cette matrice.
Avec :
La gravité qualité (GQ) : elle traduit l’impact d’un équipement ou d’un
processus sur la qualité des produits et/ou services;
La gravité sécurité (GS) : elle traduit l’impact d’un équipement ou d’un
processus sur la sécurité des biens et/ou des personnes ;
La gravité environnement (GE) : elle traduit l’impact d’un équipement ou
d’un processus sur l’environnement ;
La fréquence (F) : elle traduit la fréquence d’apparition d’un symptôme
influant les critères Q, S, E ;
L’indice de non détection (ND) : Cet indice donne la probabilité de ne pas
détecter l’influence d’un équipement ou d’un processus sur les systèmes
QSE à cause des facteurs endogènes dont la détection n’est pas évidente.

10 CIGIMS’2012
Le tableau suivant donne les coefficients de pondération de chaque gravité :
Gravité
Incidences Coef
Gravité
qualité Gravité sécurité
Gravité
environnement
Insignifiant 1
N’engendre
pas de “non
qualités“
Eventuellement une
personne
légèrement
blessée/pas de
conséquences sur
les biens matériels.
Aucune menace
significative de
l’environnement
Marginal 2
‘’Non
qualités’’ non
perçues par le
client
Blessure légère/
perte d’un système
important.
Une menace
significative de
l’environnement
Critique 3
‘’Non
qualités’’
perçues par le
client
Une ou plusieurs
personnes
grièvement
blessées/ dommages
pour un ou plusieurs
systèmes
Un dommage
significatif de
l’environnement
Catastrophique 4
‘’Non
qualités’’ hors
cahier des
charges et/ou
spécifications
Incapacités
permanentes et/ou
des morts/
dommages majeurs
pour un ou plusieurs
systèmes
Des dommages
majeurs de
l’environnement
Tableau 1. Tableau des coefficients de pondération des gravités Qualité, Sécurité
et Environnement.
Coef Signification
1 Faible probabilité de non détection du défaut. Défaut très facile à
détecter, Contrôle à 100%.
2 Probabilité modérée de non détection du défaut. Contrôle manuel
difficile.
3 Probabilité élevée de non détection du défaut. Cas d’un contrôle subjectif
ou mal adapté.
4 Probabilité très élevée de non détection du défaut. Contrôle difficile ou
impossible, défaut invisible et imprévisible.
Tableau 2. Tableau de notation pour la Non Détection ND

Matrice de criticité intégrant les systèmes QSE 11
Fréquence (F) Coef Signification
Rare 1
Susceptible de se produire à un moment donné du cycle
de vie du système. On peut raisonnablement s’attendre
à ce que la situation critique ou catastrophique se
produise
Occasionnel 2
Susceptible de survenir à plusieurs reprises. On peut
s’attendre à ce que la situation critique ou
catastrophique survienne à plusieurs reprises
Probable 3
Peut survenir à plusieurs reprises. On peut s’attendre à
ce que la situation critique ou catastrophique survienne
souvent
Fréquent 4 Susceptible de se produire fréquemment. La situation
critique ou catastrophique est continuellement présente
Tableau 3. Tableau des coefficients de pondération de la fréquence selon la norme
Pourtant, pour tenir compte de l’importance de chacun des systèmes Qualité,
Sécurité et Environnement sur la performance, les objectifs et les orientations d’une
entreprise, nous introduisons un coefficient de pondération K pour chaque système
dans le calcul de la criticité. Pour ce faire, l’entreprise a la volonté de choisir une
valeur de K comprise entre 0 et 1 suivant le niveau de prise en compte des systèmes
sécurité et environnement dans ses activités. Alors que nous avons fixé la valeur du
coefficient K pour le système qualité à 1 puisqu’il constitue un des principaux
objectifs de toute entreprise et permet de garantir sa pérennité et sa compétitivité.
Toutefois, pour bien estimer la valeur de K, l’entreprise doit fixer au préalable ses
objectifs stratégiques en matière de sécurité et d’environnement.
Nous définissons la criticité C de chaque équipement ou processus par la
formule suivante :
Avec :
Ki représente le coefficient de pondération des systèmes Q, S, E respectivement
pour i = 1, 2, 3 ;
Gi représente les gravités Q, S, E respectivement pour i = 1, 2, 3 ;
Fi représente les fréquences d’apparition d’un symptôme influant la qualité, la
sécurité et l’environnement respectivement pour i = 1, 2, 3.

12 CIGIMS’2012
NDi représente la non détection d’un symptôme influant la qualité, la sécurité et
l’environnement respectivement pour i = 1, 2, 3.
Par conséquent, après avoir calculé la criticité, il est vital de proposer des actions
d’amélioration pour les processus et les équipements de production ayant une criticité
élevée. L’objectif est de minimiser cette criticité à des niveaux admissibles.
De plus, nous proposons un indicateur du taux QSE (ITQSE) qui représente le
rapport entre les résultats des actions préconisées et l’objectif attendu. Un tel
indicateur permet d’évaluer la pertinence du plan d’actions.
Avec : Ari : Taux réel de Qualité, Sécurité, Environnement respectivement pour i = 1, 2, 3. Api : Taux prévisionnel de Qualité, Sécurité, Environnement respectivement pour i = 1, 2, 3. Ki : Coefficient de pondération des critères Qualité, Sécurité, Environnement respectivement pour i = 1, 2, 3.
En effet, sur un horizon de temps donné, les taux réels sont calculés comme suit :
Le taux qualité représente les pertes dues à une mauvaise fabrication :
Avec:
NPF: Nombre de produits fabriqués ;
NPNC : Nombre de produits non conformes.
Le taux sécurité représente le taux des accidents de travail (AT) et des
maladies professionnelles (MP) :

Matrice de criticité intégrant les systèmes QSE 13
Avec:
ETE: effectif total de l’entité.
Le taux environnement est calculé comme suit :
Avec :
R1 : le pourcentage de réduction des nuisances sonores,
R2 : le pourcentage de réduction en consommation d’eau potable,
R3 : le pourcentage de réduction en consommation d’électricité,
R4 : le pourcentage de réduction des déchets solides et liquides,
R5 : le pourcentage de réduction de la pollution de l’air.
Ces indicateurs constituent un tableau de bord et un moyen efficace pour gérer,
piloter et atteindre les objectifs de l’entreprise en termes de QSE. En effet, ils
permettent d’évaluer, à la fois, les taux des trois systèmes d’une manière séparée et
intégrée. De plus, l’introduction du coefficient K dans le taux QSE permet de tenir
compte des orientations stratégiques de l’entreprise en termes de sécurité et
d'environnement.
5. Application industrielle
La matrice de criticité proposée a été validée partiellement dans une entreprise
de papeterie (unité d’évaporation) dont l’activité est la production de la pâte à
papier.
Le groupe de travail est constitué de trois personnes : Le directeur production, Le
chef de service énergie et un Contremaître de l’unité d’évaporation.
La durée de l’étude est de quatre mois.
Le groupe de travail a fixé la valeur de K à 1 puisque l’unité d’évaporation a des
effets négatifs sur la santé et la sécurité des personnes et sur l’environnement. De
plus, l’entreprise s’engage dans un projet pour diminuer le taux des maladies et des
accidents professionnels ainsi que la diminution des effets sur l’environnement.
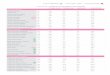
Le calcul de la criticité nous a permis d’esquisser la courbe suivante (figure 3)
représentant les niveaux de criticité des éléments défaillants (l’axe des abscisses
représente les éléments constituant l’unité d’évaporation et l’axe des ordonnés
représente les niveaux de criticité associés). Le groupe de travail a fixé la valeur

14 CIGIMS’2012
tolérable de criticité à 18. Pourtant, d’après la figure 3, on voit que les niveaux de
criticité de tous les éléments défaillants est supérieurs à ce niveau.
Figure 3. Criticité des éléments défaillants
Le calcul des niveaux de criticité, nous a permis à la fois, de déterminer et de
hiérarchiser les éléments défaillants ayant une incidence sur les systèmes QSE.
Les résultats de cette étude ont été validés par le groupe de travail et le chef de
l’entreprise. Ce qui montre, par conséquent, que la matrice proposée est
opérationnelle.
5. Conclusion
Une bonne maintenance réduit les risques de production d’un produit non
conformes aux exigences de qualité, améliore la sécurité des matérielles et des
personnes et contribue à la protection de l’environnement.
La matrice de criticité, que nous avons proposé, permet de hiérarchiser les
processus et les équipements ayant une incidence sur les systèmes qualité, sécurité et
environnement pour bien cibler les actions à entreprendre et d’optimiser l’utilisation
de l’ensemble des ressources de l’entreprise (humaines, financières, techniques, …).
De plus, les indicateurs de performance proposés constituent un tableau de bord et
un moyen intégré de contrôle et de pilotage des systèmes qualité, sécurité et
environnement au sein de l’entreprise.
0 10 20 30 40 50 60 70
Criticité de éléments défaillants

Matrice de criticité intégrant les systèmes QSE 15
L’application de la matrice proposée à l’unité d’évaporation, nous a permis de
déterminer et de hiérarchiser les éléments défaillants ayant une incidence sur les
systèmes QSE. De plus, la validation des résultats des niveaux de criticité par le
groupe de travail et le chef de l’entreprise montre bien la pertinence et l’efficacité de
la matrice proposée.
6. Références bibliographiques
AFNOR Accès aux machines et installations industrielles, Règles de sécurité. AFNOR 2002.
Arnoux, H., environnement sécurité et maintenance. Techniques de l’ingénieur.
Bakiri M., Contribution à la conduite et à l’évaluation des systèmes de production intégrant
les domaines qualité, sécurité et environnement. Thèse de doctorat de l’université
Bordeaux 1, 22 décembre 2006.
Chater Y., Dakkak B., Talbi A., Développement d’une méthodologie d’externalisation de la
maintenance. 7ème conférence internationale : Conception et Production Intégrées. Oujda
du 19 au 21octobre 2011.
Dakkak B., Chater Y., Talbi A., Méthodologie d’intégration des concepts Qualité, Sécurité et
Environnement en maintenance. 7ème conférence internationale : Conception et Production
Intégrées. Oujda du 19 au 21 octobre 2011.
Deeb S., Contribution méthodologique à la maîtrise conjointe de la qualité d’un produit et de
ses processus de production par une modélisation des concepts qualité. Thèse de doctorat
de l’université Henri Poincaré Nancy 1. 06 Mars 2008.
Elaoufir H., Bouami D., “Proposition d’un schéma d’évolution des structures maintenance“.
CPI’2007 RABAT, 22-23-24 octobre 2007.
Elyacoubi H., Elidrissi M., Bouami D., Cherkaoui A., Système de management intégré vers
un référentiel simple et élargi. Revue française de gestion industrielle, Vol. 29, N° 1,
2010.
Flin R, Burns C, Mearns K, Yule S, Robertson E.M, 2006, Measuring safety climate in health
care, Quality and safety in health care, 2006.
Gaultier-Gaillard S., Pech P., Galea P., Gestion des risques et culture de sûreté : le cas du
vecteur badge, véritable « passeport pour l’entreprise de demain » Revue française de
gestion industrielle, Vol. 28, N° 1 — 2009
Ghemraoui R., Méthodologie de conception innovante intégrant la sécurité des utilisateurs :
application aux liaisons tracteur-outils. Thèse de doctorat de l’école nationale supérieure
de Cachan. 17 novembre 2009.
ISO 14001, Système de management environnemental – exigences et lignes directrices pour
son utilisation. 2ème édition Paris. 2004.
ISO 9000, Systèmes de management de la qualité / Lignes directrices pour l'amélioration des
performances. 2005.

16 CIGIMS’2012
ISO 9001, Systèmes de management de la qualité / Lignes directrices pour l'amélioration des
performances 2005.
Jacqueson L., Intégration de l’environnement dans l’entreprise : proposition d’un outil de
pilotage du processus de création de connaissances environnementales. Thèse de doctorat
de l’école nationale supérieure d’arts et métiers.19 avril 2002.
Mazouni M., Pour une meilleure approche de management des risques. Thèse de doctorat de
l’institut polytechnique de Lorraine. 2008.
NF EN 13306, Terminologie de la maintenance. Juin 2001.
NF EN 50126, Applications ferroviaires : spécification et démonstration de la fiabilité, de la
disponibilité, de la maintenabilité et de la sécurité (FDMS). Paris AFNOR.2000
OHSAS 18001, Occupational Health and Safety Management Systems – Requirements
OHSAS. 2007.
Personne M., Contribution à la méthodologie d’intégration de l’environnement dans les PME-
PMI : évaluation des performances environnementales. Thèse de doctorat de l’institut
national des sciences appliquées de Lyon. 16 Janvier 1998.
Talbi A., Hammouche A., Christian T., analyse de l’entreprise dans une démarche
d’intégration. Journal Européen des Systèmes Automatisés (JESA). Vol. 36. N° 8/2002..
Talbi A., Intégration des fonctions de l’entreprise, application aux fonctions production et
maintenance. Editions universitaires europeennes 2011.