Embed Size (px)
Citation preview
Universidade de Brasília - UnB
Faculdade UnB Gama - FGA
Curso de Engenharia de Energia
USO DO ÓLEO DE PINHÃO-MANSO (Jatropha curcas
L.) PARA PRODUCÃO DE BIODIESEL
Autor: Adriana de Souza Oliveira
Orientador: Marcelo Bento da Silva
Co-Orientador: Simone Mendonça
Brasília, DF
2014

Adriana de Souza Oliveira
TÍTULO: CARACTERIZAÇÃO DO BIODIESEL DE PINHÃO-MANSO (Jatropha
curcas L.)
Monografia submetida ao curso de graduação
em Engenharia de Energia da Universidade de
Brasília, como requisito parcial para obtenção
do Título de Bacharel em Engenharia de
Energia.
Orientador: Doutor Marcelo Bento da Silva
Co-Orientador: Doutora Simone Mendonça
Brasília, DF
2014

CIP – Catalogação Internacional da Publicação*
Oliveira, Adriana de Souza.
Uso do Óleo de Pinhão-Manso (Jatropha curcas L.) Para a Produção de
Biodiesel: Caracterização do Biodiesel de Pinhão-Manso (Jatropha
curcas L.) / Adriana de Souza Oliveira. Brasília: UnB, 2014. 59 p.: il.;
29,5 cm.
Monografia (Graduação) – Universidade de Brasília
Faculdade do Gama, Brasília, 2014. Orientação: Marcelo Bento da
Silva
1. Jatropha Curcas L. 2. Óleo de pinhão-manso. 3. Biodiesel
I. Silva, Marcelo Bento. II. Doutor.
CDU Classificação

REGULAMENTO E NORMA PARA REDAÇÃO DE RELATÓRIOS DE PROJETOS
DE GRADUAÇÃO FACULDADE DO GAMA - FGA
Adriana de Souza Oliveira
Monografia submetida como requisito parcial para obtenção do Título de Bacharel em
Engenharia de Energia da Faculdade UnB Gama - FGA, da Universidade de Brasília, em
(26/11/2014) apresentada e aprovada pela banca examinadora abaixo assinada:
Prof. (Dr.): Marcelo Bento da Silva, UnB/ FGA
Orientador
Prof. (Dra): Maria Del Pilar , UnB/ FGA
Membro Convidado
Dra: Itânia Pinheiro Soares, Embrapa Agroenergia
Membro Convidado
Brasília, DF
2014

AGRADECIMENTOS
Agradeço à Deus pelo dom da vida e a felicidade que ele me dá em todos os dias da
minha vida.
À minha família que é a base de eu ser o que sou hoje, pelos ensinamentos que meus
pais Germi Oliveira e José Canuto me propuseram, dando-me educação e honestidade. Ao
meu irmão mais velho, Fernando que sempre foi a pessoa em quem eu me inspirei para
estudar e tê-lo como referência. Aos meus irmãos que me apoiaram a cursar a faculdade de
Engenharia. Os amigos que me ajudaram a estudar, sempre com alegria e apoio nos
momentos difíceis. À minha prima Sinara Conceição por todo o apoio e paciência comigo.
Em especial à minha melhor amiga, Angélica Kathariny que além de ser amiga de infância, é
também companheira de faculdade.
Agradeço à Universidade de Brasília por ter me dado chance de cursar em excelente
curso de Engenharia de Energia e de conhecer professores de excelência ao qual me
transmitiram o saber que hoje tenho, em especial à professora Maria Del Pilar que orientou-
me em meu projeto de pesquisa na instituição.
À empresa Embrapa Agroenergia, por ter me dado a oportunidade de cursar meu
estágio, e pela sua estrutura, que sem ela, essa pesquisa não teria sido feita. Aos seus analistas,
em especial Patrícia Kalil e José Antônio que se disponibilizaram a ajudar a obter os
resultados dessa pesquisa.
Aos meus orientadores, Marcelo Bento e Simone Mendonça, que acreditaram no meu
conhecimento e me deram suporte para concluir esse trabalho.
Por fim, a todos que direta ou indiretamente me incentivaram a nunca desistir dos
meus objetivos.


“Aprender é a única coisa que a mente nunca se
cansa, nunca tem medo e nunca se arrepende”.
Leonardo Da Vinci

RESUMO
A maior parte da energia utilizada no mundo provém de combustíveis fósseis (petróleo,
carvão e gás natural). Fontes renováveis de energia, em especial a biomassa, são consideradas
mais limpas dos que as baseadas em combustíveis fósseis. O programa de governo, lançado
no Brasil em 2004 - Programa Nacional de Produção e Uso do Biodiesel (PNPB) - baseou-se
não só em critérios ambientais da sustentabilidade, mas principalmente em critérios sociais,
com maior uso de mão-de -obra e descentralização da produção. Portanto serem intensificadas
as pesquisas em matérias-primas oriundas de cadeias produtivas mais includentes. O pinhão-
manso desde o ano de 2006 vem atraindo o interesse da pesquisa no Brasil, por seu alto
rendimento de óleo por hectare e pela rusticidade e adaptação edafoclimática desta
oleaginosa. No entanto, além dos desafios agronômicos que a cultura enfrenta, ainda é preciso
se ajustar o processo para produção de biodiesel utilizando seu óleo. O presente trabalho teve
como objetivo identificar quais as variáveis (razão molar, percentual de KOH, tempo,
temperatura, agitação, acidez e lavagens) são significativas para a produção de biodiesel
utilizando óleos de baixa e alta acidez de pinhão-manso pelas rotas metílica e etílica. Para o
estudo concomitante deste grande números de variáveis, foi utilizado um delineamento
fatorial fracionado 27-3
. As variáveis resposta foram rendimento mássico e teor de éster
formados. As análises de densidade e viscosidade foram realizadas com o objetivo de apoiar
a identificação das fases formadas após a reação. Os dados foram tratados com auxílio do
software Statística 12 (Statsoft, EUA) percebeu-se que o porcentual de KOH e a razão molar
álcool/óleo são as variáveis independentes que mais influenciam na conversão do óleo de
pinhão-manso em ésteres metílicos e etílicos.
Palavras-chave: Biodiesel, óleo, caracterização físico-química, Jatropha curcas L.

ABSTRACT
Most of the energy used worldwide comes from fossil fuels (oil, coal and natural gas).
Renewable energy sources, particularly biomass, are considered the cleanest of the fossil fuel
based. The government program, launched in Brazil in 2004 - the National Program of
Production and Use of Biodiesel (NPPB) - is based not only on environmental sustainability
criteria, but mainly on social criteria, with greater use of labour force and decentralization of
production. Therefore was intensified research on raw materials from more inclusive supply
chains. The jatropha since 2006 has attracted the interest of research in Brazil, for its high oil
yield per hectare and for hardiness and adaptation edaphoclimatic this oilseed. However,
beyond the agronomic challenges facing culture, it still need to adjust the process to produce
biodiesel using your oil. This study aimed to identify which variables (molar ratio, percentage
of KOH, time, temperature, agitation, acidity and washes) are significant for the production of
biodiesel oils using low and high acidity of jatropha methyl and ethyl routes. For the
concomitant study of large numbers of variables a 27-3
fractional factorial design was used.
The response variables were mass yield and content ester formed. The density and viscosity
analyzes were performed in order to support the identification of the phases formed after the
reaction. Data were processed with the aid of Statistica 12 software (Statsoft, USA) was
noticed that the percentage of KOH and the molar ratio alcohol / oil are the independent
variables that most influence in converting jatropha oil into methyl esters and ethyl.
Keywords: biodiesel, oil, physic-chemical characterization, Jatropha curcas L.

LISTA DE FIGURAS
Figura 1- Estrutura da oferta interna de Energia: Brasil, Mundo e OCDE. ............................... 6
Figura 2-Consumo final de energia por fonte. ............................................................................ 7
Figura 3-Planta do pinhão-manso. ............................................................................................ 13
Figura 4-Porcentagem de óleo, produtividade, ciclo de vida e rendimento. ............................ 15
Figura 5-Processo de filtração do óleo bruto para obtenção do óleo de alta acidez. ................ 16
Figura 6-Multiviscosímetro utilizado na análise de viscosidade. ............................................. 17
Figura 7-Densímetro Digital utilizado na análise de densidade. .............................................. 18
Figura 8-Titulador potenciométrico utilizado nas análises químicas de acidez. ...................... 18
Figura 9- Equipamento Rancimat para análise oxidativa. ........................................................ 19
Figura 10. Oxidação na lâmina de cobre. ................................................................................. 19
Figura 11-Reação de transesterificação. ................................................................................... 21
Figura 12-Processo de reação do biodiesel............................................................................... 22
Figura 13-Centrifuga utilizada na separação do biodiesel. ....................................................... 23
Figura 14-Separação do biodiesel............................................................................................. 23
Figura 15-Rotaevaporador a vácuo com chiller Marca Büchi R-210 utilizado na secagem do
biodiesel. ................................................................................................................................... 24
Figura 16-Cromatógrafo à gás utilizado no teor de éster. ........................................................ 25
Figura 17-Duplicata óleo de alta acidez. .................................................................................. 27
Figura 18-Duplicata óleo de soja e óleo de baixa acidez. ........................................................ 28
Figura 19-Resultado da oxidação da lamina de cobre após 3 horas. (1: placa usada no óleo de
baixa acidez; 2: placa usada no óleo de alta acidez; 3: placa usada no óleo de soja; P: placa de
referência). ................................................................................................................................ 28
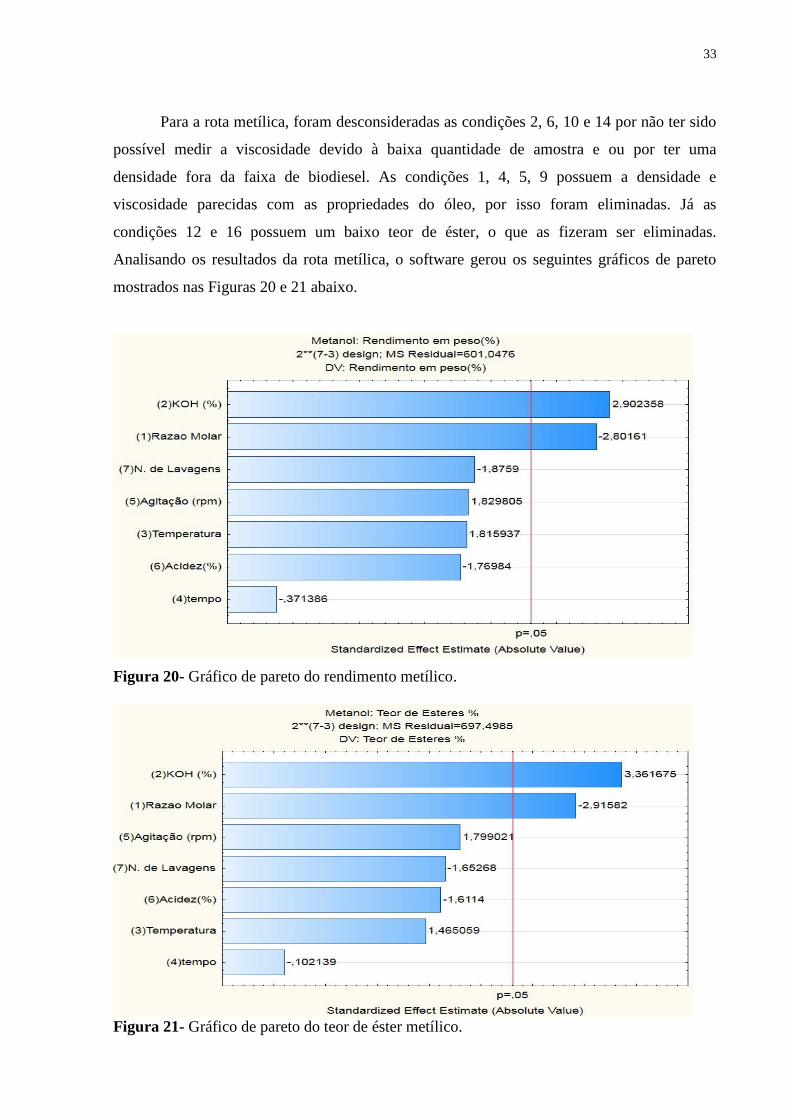
Figura 20- Gráfico de pareto do rendimento metílico. ............................................................. 33
Figura 21- Gráfico de pareto do teor de éster metílico. ............................................................ 33
Figura 22-Gráfico de pareto do rendimento etílico. ................................................................. 35
Figura 23-Gráfico de pareto do teor de éster etílico. ................................................................ 36

LISTA DE TABELAS
Tabela 1-Especificação do Biodiesel. ....................................................................................... 10
Tabela 2-Delineamento experimental fatorial 27-3
utilizado para experimentos de metanol e
etanol (valores codificados). ..................................................................................................... 20
Tabela 3-Condições reais utilizadas na síntese de biodiesel por rota metílica. ........................ 21
Tabela 4-Condições reais utilizadas na síntese de biodiesel por rota etílica. ........................... 21
Tabela 5-Resultados das análises físico-químicas .................................................................... 26
Tabela 6- Resultados de viscosidade, densidade, teor de éster e rendimento das fases formadas
durante a rota metílica. ............................................................................................................. 30
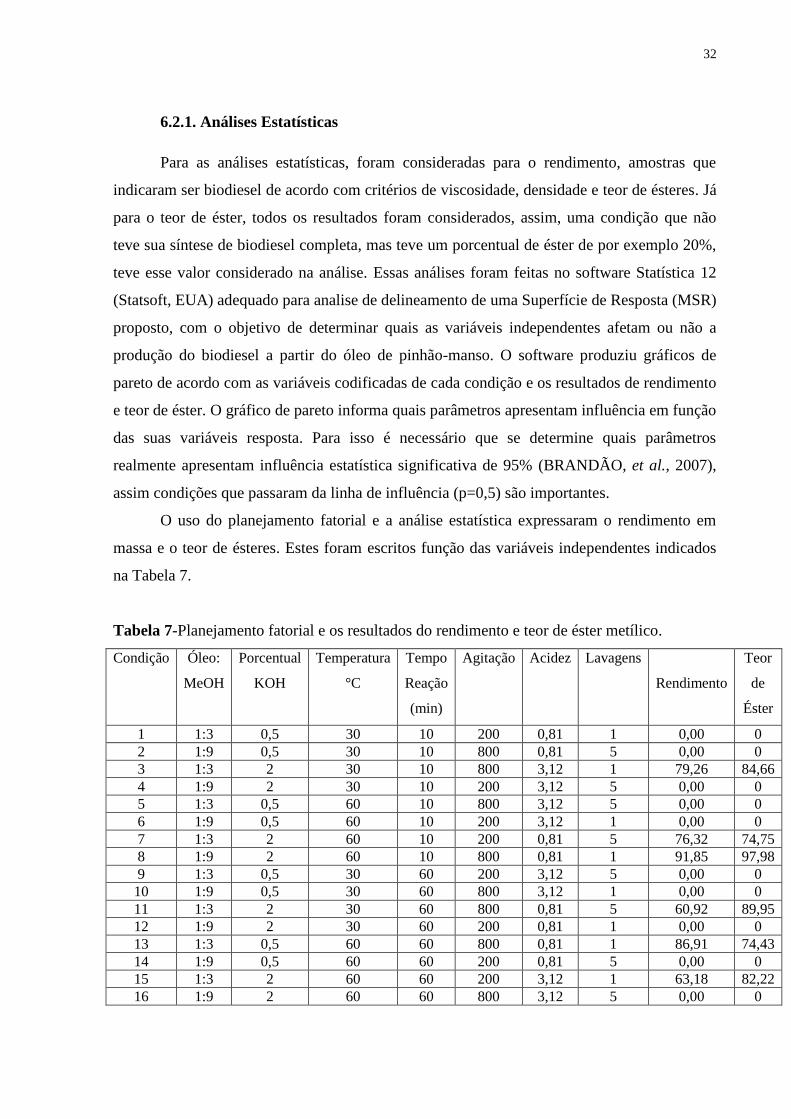
Tabela 7-Planejamento fatorial e os resultados do rendimento e teor de éster metílico. ......... 32
Tabela 8-Planejamento fatorial e os resultados do rendimento e teor de éster etílico. ............. 35

LISTA DE SIGLAS
ABPPM Associação Brasileira de Produtores de Pinhão Manso
ANP Agência Nacional de Petróleo, Gás Natural e Biocombustíveis
ASTM American Society for Testing and Materials
BAG Banco Ativo de Germoplasmo
CNPAE Centro Nacional de Pesquisa em Agroenergia
CPAC Centro de Pesquisa Agropecuária dos Cerrados
EPE Empresa de Pesquisa Energética
KOH Hidróxido de potássio
MAPA Ministério da Agricultura e Abastecimento
OCDE Organisation de Coopération et de Développement Écomunique
PNPB Programa Nacional de Produção e Uso de Biodiesel
TBHQ Terc-butil-hidroquinona
pH Potencial Hidrogeniônico
DCCR Delineamento Composto Central Rotacional
MSR Metodologia de Superfície de Resposta
CO Monóxido de carbono

SUMÁRIO
1. INTRODUÇÃO ................................................................................................................ 1
2. JUSTIFICATIVA ............................................................................................................. 4
3. OBJETIVO DO TRABALHO ......................................................................................... 5
3.1 OBJETIVOS ESPECÍFICOS ..................................................................................... 5
4. REFERENCIAL TEÓRICO ........................................................................................... 6
4.1 MATRIZ ENERGÉTICA ................................................................................................. 6
4.2 BIODIESEL ............................................................................................................... 7
4.2.1. Características principais do biodiesel ..................................................................... 8
4.2.1.1. Propriedades Físicas .......................................................................................... 8
4.2.1.2. Propriedades Químicas ...................................................................................... 9
4.3 PINHÃO-MANSO ................................................................................................... 11
4.3.1. Pinhão-manso no mundo ........................................................................................ 11
4.4 PLANTA DO PINHÃO-MANSO ............................................................................ 12
4.5 DEBULHAMENTO ................................................................................................. 13
4.6 EXTRAÇÃO DO ÓLEO .......................................................................................... 14
4.7 ÓLEO DO PINHÃO-MANSO ................................................................................. 14
5. MATERIAIS E MÉTODOS .......................................................................................... 16
5.1 ANÁLISES FÍSICAS ............................................................................................... 17
5.1.1. Viscosidade ............................................................................................................. 17
5.1.2. Densidade ............................................................................................................... 17
5.2 ANÁLISES QUÍMICAS .......................................................................................... 18
5.2.1. Acidez ..................................................................................................................... 18
5.2.2. Estabilidade oxidativa............................................................................................. 19
5.2.3. Corrosividade na lâmina de cobre .......................................................................... 19
5.3 . PRODUÇÃO DE BIODIESEL .............................................................................. 20
5.3.1. Planejamento experimental..................................................................................... 20
5.3.2. Procedimentos ........................................................................................................ 22
5.4 ANÁLISE DE QUALIDADE .................................................................................. 24
6. RESULTADOS E DISCUSSÃO ................................................................................... 26
6.1 CARACTERIZAÇÃO DAS PROPRIEDADES FÍSICO-QUÍMICAS DAS
AMOSTRAS DE ÓLEO DE PINHÃO-MANSO UTILIZADAS ....................................... 26
6.2. CARACTERIZAÇÃO DAS AMOSTRAS DE BIODIESEL ...................................... 29
6.2.1. Análises Estatísticas ............................................................................................... 32
7. CONCLUSÕES ............................................................................................................... 38
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 39
ANEXOS ................................................................................................................................. 41
ANEXO I- DETERMINAÇÃO DE TEOR DE ÉSTER EM BIODIESEL.......................... 41

1
1. INTRODUÇÃO
Atender a demanda energética mundial tem sido um desafio para a sociedade
moderna. A constante elevação no valor do barril de petróleo e as questões ambientais
relacionadas à queima de combustíveis fósseis têm ajudado para que a sociedade perceba que
a utilização de energia renovável, mais que uma necessidade, é uma realidade. A substituição
ainda que parcial dos derivados de petróleo por biocombustíveis é uma opção que não pode
ser adiada, devido à busca pelo equilíbrio ecológico baseado na redução de gases poluentes,
pois o biodiesel polui menos que o diesel. Um estudo conjunto do Departamento de Energia e
do Departamento de Agricultura dos Estados Unidos mostrou que o biodiesel reduz 78% das
emissões líquidas de monóxido de carbono (CO) comparado ao diesel (Emissão de Gases
Poluentes e Biodiesel, 2014).
Os biocombustíveis estão presentes no cotidiano do brasileiro há mais de 80 anos.
Entretanto, foi na década de 1970, durante as crises do petróleo, que sua produção e uso
ganharam destaque. Na época foi criado o Programa Nacional do Álcool (ProÁlcool), que
teve o sucesso de introduzir em larga escala o etanol da cana-de-açúcar na matriz de
combustíveis no Brasil. Essa contribuição da cana-de-açúcar (etanol e bioeletricidade), junto
com o biodiesel e outras fontes como a hidroeletricidade, torna a matriz energética brasileira
um modelo de composição equilibrada entre recursos renováveis e não renováveis (SECOM,
2008).
O biodiesel tem sido uma alternativa para a larga utilização do petróleo e seus
derivados, sendo este um dos grandes responsáveis pelos danos causados da poluição dos
combustíveis fósseis e pelos problemas ambientais existentes, o que vem causando o
aquecimento global e suas consequências.
Analisando a fonte do biodiesel, este biocombustível não contém fonte petrolífera,
sendo então um combustível renovável. O biodiesel pode ser misturado ao diesel diretamente,
podendo ser chamado de ecodiesel e este pode ser adicionado no motor com pouca ou
nenhuma modificação. O ecodiesel pode ser adicionado no motor com poucas ou até nenhuma
modificação, pois as propriedades do biodiesel são semelhantes à do diesel (SOUZA, et al.,
2009).
O biodiesel no Brasil surgiu de um estudo de viabilidade conduzido por um
Grupo Interministerial, coordenado pela Casa Civil da Presidência da República. Desse estudo

2
nasceu toda a conceituação e normatização do que veio a se chamar Programa Nacional de
Produção e Uso de Biodiesel (PNPB) (FALOPPA e MARQUES, 2008).
De acordo com o site do PNPB, ele informa que é um programa interministerial do
Governo Federal que objetiva a implementação de forma sustentável, tanto técnica, como
economicamente, a produção e uso do Biodiesel, com enfoque na inclusão social e no
desenvolvimento regional, via geração de emprego e renda. As principais diretrizes do PNPB
são implantar um programa sustentável, promovendo inclusão social; garantir preços
competitivos, qualidade e suprimento; produzir o biodiesel a partir de diferentes fontes
oleaginosas e em regiões diversas.
A Lei nº 11.097, de 13 de janeiro de 2005, estabelece a obrigatoriedade da adição de
um percentual mínimo de biodiesel ao óleo diesel comercializado ao consumidor, em
qualquer parte do território nacional. Esse percentual obrigatório seria de 5% oito anos após a
publicação da referida lei, havendo um percentual obrigatório intermediário de 2% três anos
após a publicação da mesma.
O marco regulatório que autoriza o uso comercial do biodiesel no Brasil considera a
diversidade de oleaginosas disponíveis no País, a garantia do suprimento e da qualidade, a
competitividade frente aos demais combustíveis e uma política de inclusão social. As regras
permitem a produção a partir de diferentes oleaginosas e rotas tecnológicas, possibilitando a
participação do agronegócio e da agricultura familiar.
As leis que constituem o marco regulatório estabelecem os percentuais de mistura do
biodiesel ao diesel de petróleo e a forma de utilização e o regime tributário. Os decretos
regulamentam o regime tributário com diferenciação por região de plantio, por oleaginosa e
por categoria de produção (agronegócio e agricultura familiar), criaram o selo Combustível
Social e isentaram a cobrança de Imposto sobre Produtos Industrializados (IPI). A
regulamentação feita pela Agência Nacional de Petróleo (ANP), responsável pela regulação e
fiscalização do novo produto, cria a figura do produtor de biodiesel, estabelece as
especificações do combustível e estrutura a cadeia de comercialização. Também foram
revisadas 18 resoluções que tratam sobre combustíveis líquidos, incluindo agora o biodiesel.
A mistura do biodiesel ao diesel de petróleo é realizada pelas distribuidoras de combustíveis,
assim como é feito na adição de álcool anidro à gasolina. As refinarias também estão
autorizadas a fazer a mistura.
A regulamentação também permite usos específicos do biodiesel, com misturas
superiores à estabelecida pelo marco regulatório, desde que autorizadas pela ANP. Essas
experiências serão acompanhadas e podem gerar informações para aumentar o percentual de

3
adição do combustível ao diesel de petróleo. O novo combustível também poderá ser utilizado
na geração de energia elétrica em comunidades isoladas, principalmente na região Norte,
substituindo o óleo diesel em usinas termelétricas. A adição de 2% de biodiesel não exigirá
alterações nos motores movidos a diesel, assim como não exigiu nos países que já utilizam o
produto. Os motores que passarem a utilizar o combustível misturado ao diesel nesta
proporção terão a garantia de fábrica (FALOPPA e MARQUES, 2008).
Portanto a utilização do biodiesel na matriz energética é essencial para a substituição
das usinas termelétricas, sendo seu funcionamento muito caro, o que traz economia para o
governo. Também é importante para a sustentação da agricultura familiar, que utiliza o óleo
vegetal de suas matérias – primas, para a produção de biodiesel, o que traz renda e
sustentabilidade. Ainda por cima, a utilização do biodiesel diminuirá a necessidade de
utilização do diesel, combustível fóssil, tornando a matriz energética mais limpa e renovável.

4
2. JUSTIFICATIVA
Diante da busca por novas oleaginosas para a produção de biodiesel, o pinhão-manso
sinaliza um potencial a ser explorado nos próximos anos, pois contém um alto teor de óleo
quando comparado a outras oleaginosas, como por exemplo, a soja. Comparado ao diesel, o
biodiesel é um combustível biodegradável, não tóxico e o cultivo do pinhão-manso estimula a
agricultura familiar, o que traz fonte de renda e emprego para a região onde é produzido.
No Brasil, quase a totalidade das indústrias produzem biodiesel através da reação de
transesterificação, que deve ser ajustada de acordo com a matéria-prima utilizada. Assim,
determinar as condições de processo, tais como quantidade de catalisador utilizado, o tempo e
temperatura mais adequada para a reação ocorrer, a quantidade de álcool necessária e se o
tempo que o óleo tem importa ou não a produção do biodiesel de pinhão-manso é importante.
Entendendo essas condições, além de saber o que é importante ou não para a produção de
biodiesel, também trará economia na utilização dos reagentes, sabendo qual a quantidade
necessária que deve ser usada, evitando assim excesso, por exemplo, de álcool não reagido na
reação.

5
3. OBJETIVO DO TRABALHO
Este trabalho tem como objetivo analisar quais as variáveis independentes (razão molar,
percentual de KOH, tempo, temperatura, agitação, acidez e lavagens) são significativas na
produção de biodiesel a partir da transesterificação do óleo de pinhão-manso (Jatropha curcas
L.).
3.1 OBJETIVOS ESPECÍFICOS
i. Caracterizar os óleos de pinhão manso de baixa e alta acidez em relação às suas
características físico-químicas de viscosidade, densidade, corrosão ao cobre, índice de
acidez e estabilidade oxidativa.
ii. Determinar quais variáveis do processo de transesterificação (etílica e metílica) afetam
a síntese do biodiesel de pinhão manso.
6
4. REFERENCIAL TEÓRICO
4.1 MATRIZ ENERGÉTICA
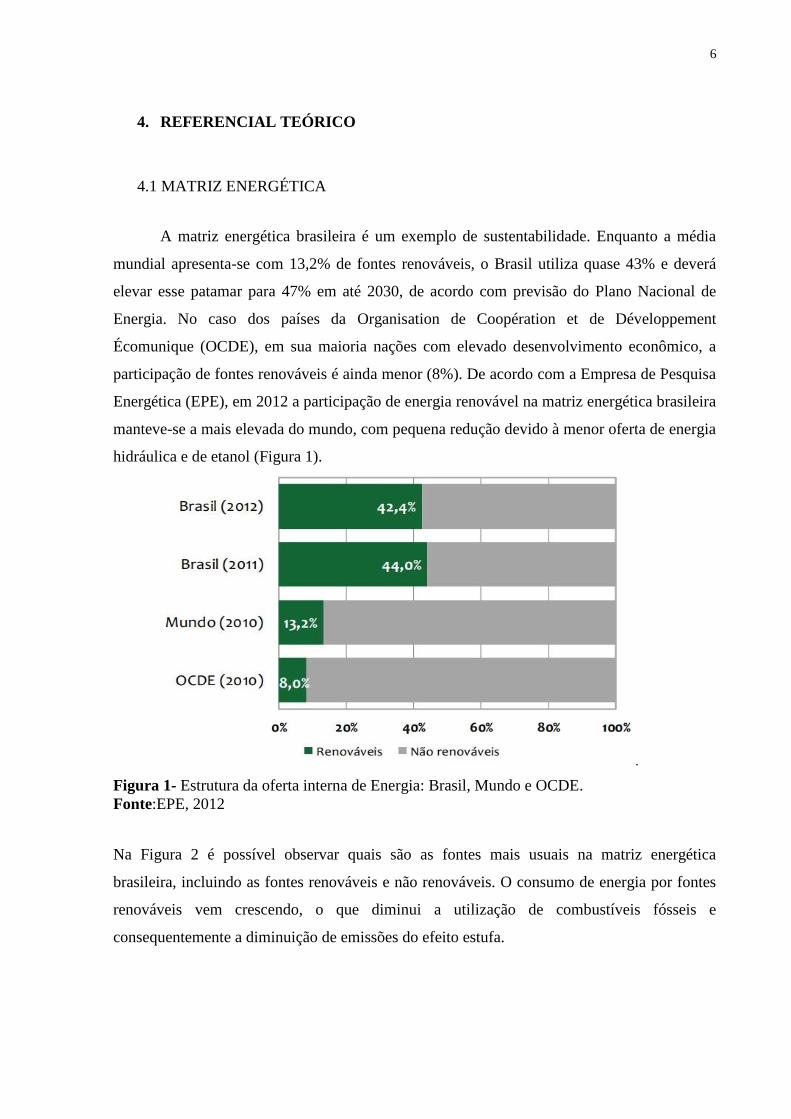
A matriz energética brasileira é um exemplo de sustentabilidade. Enquanto a média
mundial apresenta-se com 13,2% de fontes renováveis, o Brasil utiliza quase 43% e deverá
elevar esse patamar para 47% em até 2030, de acordo com previsão do Plano Nacional de
Energia. No caso dos países da Organisation de Coopération et de Développement
Écomunique (OCDE), em sua maioria nações com elevado desenvolvimento econômico, a
participação de fontes renováveis é ainda menor (8%). De acordo com a Empresa de Pesquisa
Energética (EPE), em 2012 a participação de energia renovável na matriz energética brasileira
manteve-se a mais elevada do mundo, com pequena redução devido à menor oferta de energia
hidráulica e de etanol (Figura 1).
.
Figura 1- Estrutura da oferta interna de Energia: Brasil, Mundo e OCDE.
Fonte:EPE, 2012
Na Figura 2 é possível observar quais são as fontes mais usuais na matriz energética
brasileira, incluindo as fontes renováveis e não renováveis. O consumo de energia por fontes
renováveis vem crescendo, o que diminui a utilização de combustíveis fósseis e
consequentemente a diminuição de emissões do efeito estufa.

7
Figura 2-Consumo final de energia por fonte.
Fonte: EPE, 2012
4.2 BIODIESEL
O biodiesel é um biocombustível renovável e biodegradável. É produzido a partir da
reação de esterificação entre um óleo vegetal ou animal, e um álcool, que pode ser etanol ou
metanol. A ANP definiu o que é biodiesel de acordo com a resolução Nº 42 que diz que o
biodiesel “é um combustível composto de alquil-ésteres de ácidos graxos de cadeia longa,
derivados de óleos vegetais ou de gorduras animais, conforme especificação técnica contida
no Regulamento Técnico Nº 4/2004, que faz parte dessa resolução”. Já a American Society
for Testing and Materials (ASTM) informa que o biodiesel “é um combustível composto de
mono-alquil-éster de cadeia longa de ácidos graxos, derivado de óleos vegetais ou gorduras
animais, designado B100. É tipicamente produzido através da reação de óleos vegetais ou
gorduras animais com álcool, metanol ou etanol, na presença de catalisador”.
Existem vários tipos de reações que podem produzir biodiesel, como a reação de
transesterificação, hidroesterificação ou esterificação. A transesterificação é a mais usual no
Brasil e no mundo. Para que a transesterificação ocorra, deve estar presente o ácido graxo, um
álcool e um catalisador básico, o hidróxido de potássio (KOH) irá ajudar na aceleração e
purificação da reação. Ao final da reação tem-se o biodiesel na camada superior e a glicerina,
que é um subproduto do biodiesel.

8
4.2.1. Características principais do biodiesel
Como todo combustível, o biodiesel contém propriedades físicas e químicas que o
caracteriza. Essas propriedades são dependentes da matéria-prima e do agente de
transesterificação. Abaixo serão relacionadas algumas das propriedades físico-químicas mais
importantes para uma boa caracterização do biodiesel.
4.2.1.1. Propriedades Físicas
Viscosidade
A viscosidade de um fluído é a resistência ao escoamento, dependendo de uma dada
temperatura. Pode ser analisado em um viscosímetro manual ou digital
Densidade
Densidade ou massa específica é o valor obtido da razão entre a massa por unidade de
volume, expressa em grama por mililitro (g/ml), grama por centímetro cúbico (g/cm3) ou
quilograma por metro cúbico (kg/m3) medida através de um densímetro ou densímetro digital
(AMARAL, 2012).
Ponto de Névoa e de Fluidez
O ponto de névoa é a temperatura em que o líquido, por refrigeração, começa a ficar turvo, e o
ponto de fluidez é a temperatura em que o líquido não mais escoa livremente. Tanto o pondo
de fluidez como o ponto de névoa do biodiesel variam segundo a matéria-prima que lhe deu
origem, e ainda, o álcool utilizado na reação. Estas propriedades são consideradas importantes
no que diz respeito à temperatura ambiente onde o combustível deva ser armazenado
(FALOPPA e MARQUES, 2008).
Ponto de Fulgor
É a temperatura à qual o combustível inflama na presença de calor. Essa propriedade é
importante para transporte e armazenamento do combustível. O biodiesel nas condições
normais de temperatura não é inflamável, o que torna o seu transporte e armazenamento mais
seguro, comparado ao diesel.

9
Poder Calorífico
O poder calorífico de um combustível indica a quantidade de energia desenvolvida pelo
combustível por unidade de massa quando é queimado. O poder calorífico do biodiesel é
muito próximo do poder calorífico do óleo diesel mineral. A diferença média em favor do
óleo diesel do petróleo situa na ordem de somente 5%. Entretanto, com uma combustão mais
completa, o biodiesel possui um consumo específico equivalente ao diesel mineral
(FALOPPA e MARQUES, 2008).
Índice de Cetano
O índice de cetano ou octanagem indica quão boa será a combustão do combustível, ou seja,
quanto maior for o índice de cetano, melhor será a combustão desse combustível no motor. O
índice de cetano do biodiesel é maior que o do diesel, sendo mais uma vantagem para o uso
do biocombustível.
4.2.1.2. Propriedades Químicas
Teor de Enxofre
O biodiesel possui a vantagem com relação aos combustíveis de origem fóssil por não haver
enxofre em sua composição. Assim o biodiesel polui e agrava menos que a utilização do
diesel no motor.
Índice de Acidez
É a quantidade de álcali que é expressa em miligramas de KOH por grama de amostra,
necessária para neutralizar os ácidos graxos livres presentes na amostra. O índice de acidez é
importante para avaliar se com o passar do tempo ocorreu hidrólise no combustível gerando
possíveis ácidos graxos livres.
Teor de Éster
Este método é muito importante, pois define a porcentagem de ésteres que foram produzidos
na reação. Quanto maior a porcentagem de ésteres, maior a qualidade do biodiesel. Ele pode
ser determinado pela técnica instrumental de cromatografia gasosa.
10
Corrosividade ao Cobre
O método avalia a imersão de uma lâmina de cobre no combustível. Essa lâmina é comparada
com uma lâmina de referência e observa-se se houve alteração.
Teor de Água
Pode ser avaliado em uma coluna de Karl Fisher para a determinação de água em óleos e
biodiesel. Este método indica a quantidade de água em mg/kg presente no biodiesel.
Estabilidade Oxidativa
É um teste que acelera a oxidação do combustível medindo alta temperatura e fluxo de ar. No
Brasil o tempo mínimo é de 8 horas.
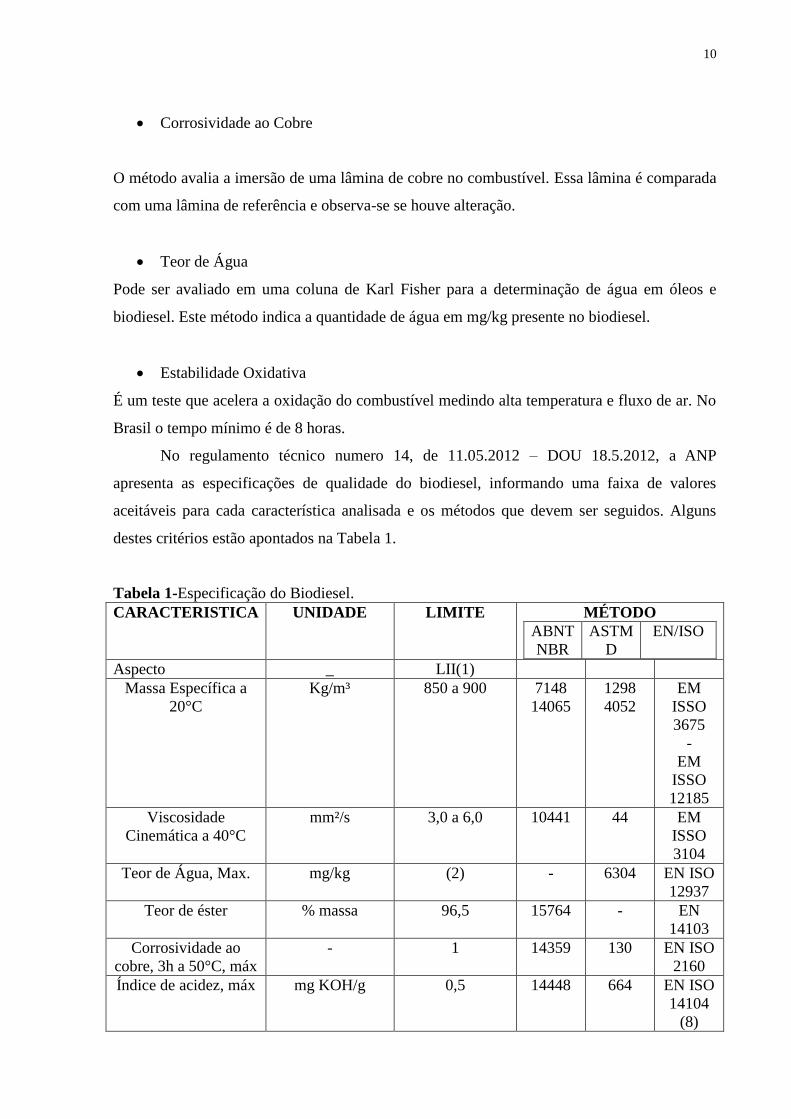
No regulamento técnico numero 14, de 11.05.2012 – DOU 18.5.2012, a
ANP
apresenta as especificações de qualidade do biodiesel, informando uma faixa de valores
aceitáveis para cada característica analisada e os métodos que devem ser seguidos. Alguns
destes critérios estão apontados na Tabela 1.
Tabela 1-Especificação do Biodiesel.
CARACTERISTICA UNIDADE LIMITE MÉTODO
ABNT
NBR
ASTM
D
EN/ISO
Aspecto _ LII(1)
Massa Específica a
20°C
Kg/m³ 850 a 900 7148
14065
1298
4052
EM
ISSO
3675
-
EM
ISSO
12185
Viscosidade
Cinemática a 40°C
mm²/s 3,0 a 6,0 10441 44 EM
ISSO
3104
Teor de Água, Max. mg/kg (2) - 6304 EN ISO
12937
Teor de éster
% massa 96,5 15764 - EN
14103
Corrosividade ao
cobre, 3h a 50°C, máx
- 1 14359 130 EN ISO
2160
Índice de acidez, máx mg KOH/g 0,5 14448 664 EN ISO
14104
(8)
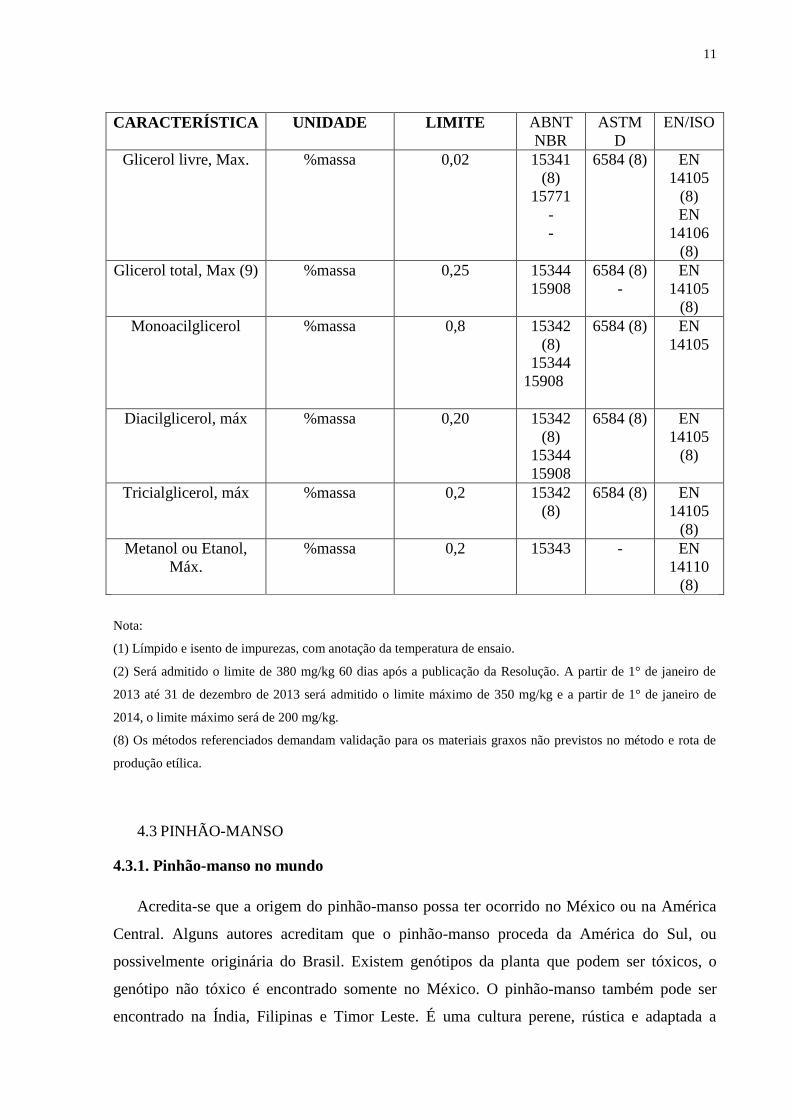
11
CARACTERÍSTICA UNIDADE LIMITE ABNT
NBR
ASTM
D
EN/ISO
Glicerol livre, Max. %massa 0,02 15341
(8)
15771
-
-
6584 (8) EN
14105
(8)
EN
14106
(8)
Glicerol total, Max (9) %massa 0,25 15344
15908
6584 (8)
-
EN
14105
(8)
Monoacilglicerol
%massa 0,8 15342
(8)
15344
15908
6584 (8) EN
14105
Diacilglicerol, máx %massa 0,20 15342
(8)
15344
15908
6584 (8) EN
14105
(8)
Tricialglicerol, máx %massa 0,2 15342
(8)
6584 (8) EN
14105
(8)
Metanol ou Etanol,
Máx.
%massa 0,2 15343 - EN
14110
(8)
Nota:
(1) Límpido e isento de impurezas, com anotação da temperatura de ensaio.
(2) Será admitido o limite de 380 mg/kg 60 dias após a publicação da Resolução. A partir de 1° de janeiro de
2013 até 31 de dezembro de 2013 será admitido o limite máximo de 350 mg/kg e a partir de 1° de janeiro de
2014, o limite máximo será de 200 mg/kg.
(8) Os métodos referenciados demandam validação para os materiais graxos não previstos no método e rota de
produção etílica.
4.3 PINHÃO-MANSO
4.3.1. Pinhão-manso no mundo
Acredita-se que a origem do pinhão-manso possa ter ocorrido no México ou na América
Central. Alguns autores acreditam que o pinhão-manso proceda da América do Sul, ou
possivelmente originária do Brasil. Existem genótipos da planta que podem ser tóxicos, o
genótipo não tóxico é encontrado somente no México. O pinhão-manso também pode ser
encontrado na Índia, Filipinas e Timor Leste. É uma cultura perene, rústica e adaptada a

12
condições edafoclimáticas diversas, resistente à seca, ambientes tropicais e subtropicais, não
demanda regime nutricional especial, não é predada por animais e é resistente a pragas
(BECKER e MAKKAR, 2008).
No Brasil, o pinhão-manso ocorre praticamente em todas as regiões do país, sempre de
forma dispersa, propagando-se, sobretudo nos estados do Norte e do Nordeste, em Goiás e em
Minas Gerais (ALVES, 2010; FREIRE et al., 2009). Segundo Dourado (2009), desde 2004
alguns empreendedores vêm plantando pinhão-manso no Brasil e produzindo sementes em
suas lavouras. A cultura ainda não está domesticada.
4.4 PLANTA DO PINHÃO-MANSO
O pinhão manso (Jatropha curcas L.) é uma planta perene, pertencente a família das
Euphorbiaceae. A partir de suas sementes pode-se extrair um óleo semelhante ao de canola.
Entre essas, pode-se ressaltar a fabricação de sabões, lubrificantes, tintas e mais recentemente
a possibilidade de ser utilizado para a produção de biodiesel (JÚNIOR, et al., 2009). O
pinhão-manso é um arbusto de crescimento rápido que pode atingir de 3 a 5 metros de altura,
com diâmetro do tronco de aproximadamente 20 cm. O caule é liso, de lenho mole, e exsuda
um látex caustico, quando recebe qualquer ferimento, Possui raízes curtas e pouco
ramificadas. O tronco é dividido desde a base, em compridos ramos, com numerosas
cicatrizes produzidas pela queda das folhas na estação seca (fenômeno da caducifólia), as
quais ressurgem logo após as primeiras chuvas. As folhas do pinhão manso são verdes e
brilhantes, largas e alternas, em forma de palma com três a cinco lóbulos e pecioladas, com
nervuras esbranquiçadas e salientes na face interior. A planta é monóica com flores
masculinas e femininas na mesma inflorescência. As masculinas surgem em maior número,
nas extremidades das ramificações, e as femininas na base delas. Estas flores são amarelo-
esverdeadas e diferenciam-se também pela ausência de pendúculo articulado nas femininas, as
quais são largamente penduculadas (DIAS, 2007). O fruto (é uma cápsula trilocular onde as
sementes escuras e lisas se alojam em seu interior, possuindo um teor de óleo que pode variar
entre 30 e 40%). Apresenta vasta distribuição geográfica, podendo ser encontrado desde as
regiões tropicais secas até as regiões equatoriais úmidas. A Figura 3 mostra a planta do pinhão
manso e seus derivados.

13
Figura 3-Planta do pinhão-manso.
A planta se desenvolve bem com precipitações anuais acima de 600 mm de chuva/ano,
sendo tolerante a longos períodos de estiagem, porém, com precipitação abaixo de 300
mm/ano, ela paralisa o seu desenvolvimento. A produtividade do pinhão-manso é bastante
afetada pela distribuição de chuvas e também pela ação prolongada de ventos na época da
floração (queda de botões florais e redução na polinização). A planta adapta-se com facilidade
a diversas condições climáticas, revelando-se bastante rústica. A temperatura ideal está entre
20 a 28 ºC. O tipo de solo ideal deve ser profundo, com boa drenagem e de fertilidade natural
elevada. Entretanto, pode ser cultivado em áreas de solos pouco férteis e de clima
desfavorável à maioria das culturas alimentares tradicionais, como, por exemplo, no
Semiárido nordestino (JÚNIOR, et al., 2009).
A semente é relativamente grande. Quando seca mede entre 1,5 e 2,0 cm de comprimento.
Em sua constituição apresenta, de fora para dentro, tegumento rijo e película branca cobrindo
a amêndoa. A amêndoa contém o albúmen ou endosperma que é abundante, branco,
oleaginoso (38% de óleo) e o embrião, constituído do eixo embrionário e de dois largos
cotilédones achatados e foliáceos (DIAS, 2007).
4.5 DEBULHAMENTO
Após a colheita, os frutos serão dispostos sobre terreiro pavimentado ou lona, quando não
pavimentado, onde ficarão sob o sol para secarem. Quando estiverem secos, os frutos serão
então beneficiados, ou seja, as sementes serão extraídas da cápsula ou casca (debulhamento),
por processo manual ou mecanizado. Após o beneficiamento, deve-se verificar a umidade das
sementes, que deverá ser de 11 a 13%, para somente então serem armazenadas ou processadas
para extração do óleo (DIAS, 2007).
14
4.6 EXTRAÇÃO DO ÓLEO
As sementes passam por um processo de limpeza em peneiras para a separação da casca e
dos resíduos. A seguir, aquelas selecionadas são levadas para uma caldeira, onde passam por
um cozimento em condições controladas de umidade, temperatura e vapor. Após o cozimento,
as sementes seguem para uma prensa helicoidal contínua, onde as células são rompidas e o
óleo bruto é extraído. Quando o óleo é extraído da semente é gerado um subproduto chamado
de torta. O resíduo dessa primeira etapa é a torta gorda. Esta pode ser submetida a um
processo de extração por solvente, que retira o óleo remanescente, sobrando a torta magra
ou farelo. O farelo pode ser comercializado como adubo. Após a extração, o óleo passa por
um processo de decantação para a separação das impurezas pesadas. Em seguida, ele passa
pela filtragem (ARAÚJO, 2012).
4.7 ÓLEO DO PINHÃO-MANSO
Os óleos vegetais são compostos naturais, solúveis em solventes orgânicos e insolúveis
em água. Geralmente a composição química dos óleos são semelhantes com classificação
química em glicerídeos ou não glicerídeos. Os glicerídeos são compostos por ácidos graxos e
gliceróis. De acordo com ALVES (2010) o óleo de pinhão-manso caracteriza-se por conter
aproximadamente 97,6 % de triacilglicerídeos, 0,95 % de glicolipídeos e 1,45 % de
fosfolipídios. Os triacilglicerídeos são compostos por aproximadamente 35 a 52 % de ácido
oleico e 15 a 48 % de ácido linoleico, 14,3 % de ácido palmítico e 5,1 % de ácido esteárico. A
composição química, em termos de ácidos graxos que podem estar presentes na estrutura dos
triacilglicerídeos, muda em função do período de colheita, adubação, clima, época de plantio e
tratos culturais.
Os ácidos graxos do pinhão manso se assemelham com os do óleo de soja. Essa
semelhança poderia ser um bom potencial para a alimentação humana, o que inviabiliza isso é
o fato de o pinhão manso conter ésteres de forbol, que é um componente tóxico, não podendo
ser utilizado para este fim A torta também contém os ésteres de forbol citados acima.
Pesquisadores estão trabalhando para a detoxificação da torta do pinhão manso para
alimentação animal, o que agregaria valor para este subproduto. BRAGA (2010) fala que o

15
óleo do pinhão-manso é o grande motivo para que haja investimentos em cultivos da planta. A
grande produção de óleo por essa planta deve-se ao número de flores por inflorescência,
consequentemente o número de frutos por cacho, o percentual de óleo por semente e o
número de plantas por hectare.
O pinhão-manso possui algumas características potenciais desejáveis, que o tornam
interessante, tais como: alto rendimento de óleo, boa qualidade do óleo para produção de
biodiesel, adaptabilidade a diferentes regiões, altamente resistente a doenças e a insetos,
precocidade e longevidade, alternativa de diversificação, possibilidade de inserção na cadeia
produtiva da agricultura familiar gerando empregos, baixo custo de cultivo, não pode ser
utilizada para alimentação humana, entre outras (FREIRE e LIMA, 2011).
Pelo requisito porcentagem de óleo, o pinhão manso mostra-se melhor comparado a outras
culturas como o algodão e soja Na Figura 4 é apresentado um comparativo da porcentagem de
óleo, produtividade, ciclo de vida e rendimento.
Figura 4-Porcentagem de óleo, produtividade, ciclo de vida e rendimento.
Fonte: Adaptado de ALVES (2010).
Observa-se na Figura 4 que o pinhão-manso quando comparado a outras culturas
produz uma boa porcentagem de óleo, uma grande produtividade, que é calculado por
toneladas por hectare, possui também um ciclo de vida perene, ou seja, um ciclo longo, além
de um ótimo rendimento, mostrado em toneladas de óleo por hectare.

16
5. MATERIAIS E MÉTODOS
Serão utilizados dois óleos para a produção de biodiesel. Um óleo de alta acidez e um com
baixa acidez. O óleo de baixa acidez é um óleo ao qual foi extraído a pouco tempo da
semente, portanto, um óleo fresco. Já o óleo de alta acidez é um óleo velho (extraído a mais
tempo), ao qual ficou armazenado sob refrigeração. O óleo de alta acidez foi uma doação do
Rancho Ecológico (Londrina, PR) em Outubro de 2012 para a Embrapa Agroenergia, sendo
armazenado no Laboratório de Processos Químicos (LPQ) desde 2012 até janeiro desde ano
para sua filtragem e utilização. O óleo bruto de alta acidez estava misturado a uma borra
derivado do processo da extração. Foi realizada a filtração com o auxílio de funil de Buchner
e papel de filtro qualitativo Unifil 80g com o auxílio de bomba de vácuo, na Central de
Análises Químicas e Instrumentais (CAQ).
Já o óleo de baixa acidez foi extraído de sementes provenientes do BAG-CPAC/CNPAE
em fevereiro de 2014 na Embrapa Agroenergia. Para a obtenção do óleo de baixa acidez, foi
realizado uma extração em prensa tipo Expeller marca Scott Tech modelo SMR 610-G
utilizando amostras de pinhão manso oriundas do BAG. Antes da extração, as amostras foram
pesadas em balança semianalítica digital eletrônica e posteriormente aquecidas a 50ºC por 45
minutos em secador rotativo marca Scott Tech modelo ERT 60 II. Logo após a retirada do
aquecedor, os grãos foram processados na prensa por três vezes a fim de se obter a maior
quantidade de óleo possível. Foi realizado então seu processo de filtração com os mesmos
equipamentos citados anteriormente e ilustrada na Figura 5.
Figura 5-Processo de filtração do óleo bruto para obtenção do óleo de baixa acidez.
Fonte: Autora.

17
Após os processos de filtração foram iniciadas as caracterizações físico-químicas
desses óleos. Para fins de comparação foi utilizado um óleo de soja comercial marca Contigo,
refinado, contendo os seguintes antioxidantes, ácido cítrico ALL e TBHQ. Abaixo são
listados os equipamentos e normas das análises.
5.1 ANÁLISES FÍSICAS
5.1.1. Viscosidade
Para a análise de viscosidade foi utilizado um multiviscosímetro marca Walter Herzog
(Figura 6). O método foi seguido pela norma NBR 10441. A análise foi feita a temperatura de
40°C.
Figura 6-Multiviscosímetro utilizado na análise de viscosidade.
Fonte: Autora.
5.1.2. Densidade
A análise de densidade seguiu a norma NBR 14065, utilizando um densímetro digital
marca Rudolph reseach Analytical (Figura 7).

18
Figura 7-Densímetro Digital utilizado na análise de densidade.
Fonte: Autora.
5.2 ANÁLISES QUÍMICAS
5.2.1. Acidez
A análise de acidez foi feita em um titulador potenciométrico marca Metrohm (Figura
8) seguindo a norma ASTM D664.
Figura 8-Titulador potenciométrico utilizado nas análises químicas de acidez.
Fonte: Autora.

19
5.2.2. Estabilidade oxidativa
Foi utilizado o Rancimat da marca Metrohm 873 para a análise de estabilidade
oxidativa. A norma seguida foi a EN 14112.
Figura 9- Equipamento Rancimat para análise oxidativa.
Fonte: Autora.
5.2.3. Corrosividade na lâmina de cobre
Esta análise foi baseada na norma ABNT-NBR 14359. A análise é feita em um banho
do óleo com uma lâmina de cobre a 50°C por 3h. Após este tempo avaliada a oxidação da
placa de cobre contra uma lâmina padrão (Figura 10).
Figura 10. Oxidação na lâmina de cobre.
Fonte: Autora.

20
5.3 . PRODUÇÃO DE BIODIESEL
5.3.1. Planejamento experimental
Foi realizado um planejamento para síntese de biodiesel em diferentes condições a partir
do óleo de pinhão manso. Primeiramente, um delineamento fatorial 27-3
para escolher quais as
variáveis mais importantes na produção de biodiesel. Na Tabela 2 são apresentados esses
delineamentos utilizando como solvente metanol/etanol com as outras variáveis apresentadas
em níveis codificados. Os níveis destas variáveis codificadas são apresentados na Tabela 3.
Tabela 2-Delineamento experimental fatorial 27-3
utilizado para experimentos de metanol e
etanol (valores codificados).
Solvente metanol/etanol
Condição Razão
molar/solvente
Porcentual
KOH
Temperatura
°C
Tempo
Reação
(min)
Agitação
Acidez Número
de
lavagens
1 -1 -1 -1 -1 -1 -1 -1
2 1 -1 -1 -1 1 -1 1
3 -1 1 -1 -1 1 1 -1
4 1 1 -1 -1 -1 1 1
5 -1 -1 1 -1 1 1 1
6 1 -1 1 -1 -1 1 -1
7 -1 1 1 -1 -1 -1 1
8 1 1 1 -1 1 -1 -1
9 -1 -1 -1 1 -1 1 1
10 1 -1 -1 1 1 1 -1
11 -1 1 -1 1 1 -1 1
12 1 1 -1 1 -1 -1 -1
13 -1 -1 1 1 1 -1 -1
14 1 -1 1 1 -1 -1 1
15 -1 1 1 1 -1 1 -1
16 1 1 1 1 1 1 1
Tabela 3-Níveis das variáveis independentes que serão avaliadas no experimento.
Variáveis -1 1
Razão molar óleo/solvente 1:3 1:9
Porcentual KOH 0,5 2
Temperatura °C 30 60
Tempo reação (min) 10 60

21
Agitação baixa alta
Acidez baixa alta
Lavagens 1 5
A partir das condições do delineamento experimental apresentado acima, foram
calculados os valores reais de cada variável, considerando a estequiometria da reação da
síntese de biodiesel por transesterificação (representada na Figura 11) e os dados de densidade
e massa molar dos reagentes : Densidade do metanol: 0,79 g/cm³; Massa Molar do metanol:
32,04 g/mol; Densidade do óleo: 0,9105 g/cm³; Massa Molar do etanol: 46,06 g/mol;
Densidade do etanol: 0,789 g/mol. (ATKINS e JONES, 2011) e Massa Molar do óleo: 869,12
g/mol (LEMÕES, et al., 2012).
Figura 11-Reação de transesterificação.
Fonte: (SOUZA, 2014)
Após todos os cálculos serem feitos, obteve-se as condições reais das rotas metílica e
etílica (Tabela 3 e 4).
Tabela 3-Condições reais utilizadas na síntese de biodiesel por rota metílica.
Razão Molar Óleo(g) ÁLCOOL(mL) KOH(g)
1:3 e 0,5% 45,52 6,37 0,2275
1:3 e 2% 45,52 6,37 0,9105
1:9 e 0,5% 45,52 19,12 0,2275
1:9 e 2% 45,52 19,12 0,9105
Tabela 4-Condições reais utilizadas na síntese de biodiesel por rota etílica.
Razão Molar Óleo(g) ÁLCOOL (mL) KOH(g)
1:3 e 0,5% 45,52 9,17 0,2775
1:3 e 2% 45,52 9,17 0,9105
1:9 e 0,5% 45,52 27,52 0,2275
1:9 e 2% 45,52 27,52 0,9105

22
5.3.2. Procedimentos
As soluções alcoólicas de KOH foram preparadas em cada uma das concentrações
estabelecidas (0,5 ou 2%), utilizando-se como solvente o álcool adequado a cada uma das
rotas estudadas (metanol ou etanol). Em um balão de fundo chato, o óleo foi adicionado, e
realizou-se o aquecido em banho-maria com agitação até que a temperatura fosse alcançada.
Colocou-se a solução alcoólica de potássio no óleo e fechou o condensador para que o álcool
não fosse evaporado (Figura 12). Após o término da reação, as fases produzidas foram
levadas para a centrífuga por 8 minutos a 9000 rpm (Figura 13), para que haja a separação das
fases. Colocou-se no funil de separação e aguardou a separação de fases (Figura 14). A
glicerina foi pesada e armazena. Iniciaram-se as lavagens. O pH foi medido em cada lavagem
e depois descartou-se a água de lavagem. Utilizando soluções de 0,5% ou 2% de ácido cítrico
(C6H8O7), foi acrescido 15 mL no biodiesel produzido. Após as lavagens serem feitas,
secou-se o biodiesel em um rotaevaporador (Figura 15), e aferiu-se seu peso. Sendo
armazenado em temperatura ambiente até a realização das analises.
Figura 12-Processo de reação do biodiesel.
Fonte: Autora.
23
A separação do biodiesel foi feita em uma Centrifuga de bancada refrigeradora marca
Hermle 2360K mostrada na Figura 13 abaixo.
Figura 13-Centrifuga utilizada na separação do biodiesel.
Fonte: Autora.
Figura 14-Separação do biodiesel.
Fonte: Autora.
24
Figura 15-Rotaevaporador a vácuo com chiller Marca Büchi R-210 utilizado na secagem do
biodiesel.
Fonte: Autora.
5.4 ANÁLISE DE QUALIDADE
Para a caracterização dos biodieseis produzidos foram feitas as análises de densidade,
viscosidade, teor de éster e rendimento. O rendimento foi calculado a partir do cociente da
quantidade mássica de biodiesel produzido (a principio, a fase superior da separação foi
considerada como sendo biodiesel) pelo quanto de óleo inicial foi reagido. Para confirmação
de que esta fase era realimente biodiesel ou não, foram realizadas analises de densidade e
viscosidade, conforme relato nos itens 5.1 e 5.2, e de teor de ésteres metílicos/etílicos.
A análise de teor de éster foi executada de acordo com a norma EN 14103. Análise foi feita
no equipamento Cromatógrafo a gás com detector por ionização em chama e injetor
automático CombiPal da marca Agilent/CTC 7890A/G6500-CTC, mostrado na Figura 16.

25
Figura 16-Cromatógrafo à gás utilizado no teor de éster.
Fonte: Autora.
.

26
6. RESULTADOS E DISCUSSÃO
6.1 CARACTERIZAÇÃO DAS PROPRIEDADES FÍSICO-QUÍMICAS DAS
AMOSTRAS DE ÓLEO DE PINHÃO-MANSO UTILIZADAS
Foram analisados os dois óleos filtrados de pinhão-manso, de baixa e alta acidez,
utilizados para a produção de biodiesel. Para fim de comparação foi analisado também o óleo
de soja comercial. As análises físico-químicas realizadas foram: índice de acidez,
corrosividade na lâmina de cobre, densidade, estabilidade oxidativa e viscosidade. Seus
resultados são mostrados na Tabela 5.
Tabela 5-Resultados das análises físico-químicas
Amostra Viscosidade
(mm²/s)
Densidade
(g/cm³)
Acidez (mg
KOH/g)
Oxidação
(horas)
Corrosão
(após 3h)
Óleo de soja 31,916 0,92069 0,2860 5,20h Sem
corrosão
Óleo de pinhão
manso de alta acidez
34,266 0,91669 3,1289 36,34h Sem
corrosão
Óleo de pinhão
manso de baixa
acidez
34,297 0,91660 0,8105 11,20h Sem
corrosão
Tanto os óleos de alta e baixa acidez quanto o óleo de soja comercial apresentaram
viscosidade e densidade similares. A densidade de todos os óleos está dentro da faixa
recomendada para o óleo de soja, no regulamento técnico para qualidade de óleos refinados
comestíveis (instrução normativa nº 49, de 22 de dezembro de 2006 do Ministério da
Agricultura, Pecuária e Abastecimento).
A acidez de um óleo resulta do grau de desagregação dos triacilgliceróis, devido a
reações químicas de hidrólise ou lipólise, formando-se desta forma os ácidos graxos livres.
Assim, a acidez tem relação com fatores que incluem ataque de pragas e doenças, contacto
prolongado da água com o azeite e ainda métodos de colheita, transporte, armazenamento e
extração descuidados. O primeiro óleo apresentou alta acidez por conter um maior teor de
ácidos graxos presente na amostra, acima da referida instrução normativa. Embora este seja
um regulamento técnico mais utilizado na área de alimentos, pode servir como referencia para

27
a área de produção de biodiesel, pois também nesta indústria é aceito no máximo 1% de
acidez em óleos, para garantir poucas perdas na produção.
Um dos meios mais utilizados para se inferir sobre a susceptibilidade de um
determinado óleo à oxidação é a avaliação de seu número de iodo. O número de iodo revela o
número de insaturações de uma determinada amostra. Todavia, é importante salientar que,
quando o objetivo é avaliar a estabilidade oxidativa de um dado óleo, as informações obtidas
através desse método não são adequadas, pois o número de iodo não discrimina que
compostos estão contribuindo para o valor encontrado. Desse modo, há óleos diferentes com
números de iodo semelhantes, porém, com estabilidades à oxidação consideravelmente
distintas (KUCEK, et al., 2003). Os resultados da estabilidade oxidativa avaliada em
Rancimat podem ser observados abaixo nas Figuras 17 e 18. Esta analise representa o tempo
em que os óleos de pinhão-manso e o óleo de soja comercial demoraram a oxidar, em um
ensaio acelerado de oxidação.
Os óleos de alta e de baixa acidez foram identificados respectivamente como CAQ-31-
14 e CAQ-46-14.
Figura 17-Duplicata óleo de alta acidez.

28
Figura 18-Duplicata óleo de soja e óleo de baixa acidez.
De acordo com as Figuras 17 e 18 acima, o óleo que levou mais tempo para sofrer
oxidação foi o óleo de alta acidez. Isto pode estar relacionado às diferentes origens genéticas
de cada semente de pinhão-manso que foram utilizadas para a extração dos óleos.
Após os óleos ficarem por 3h em um banho com as lâminas de cobre, foi observado
que não oxidação da lâmina. O que pode ser observado na Figura 19.
Figura 19-Resultado da oxidação da lamina de cobre após 3 horas. (1: placa usada no óleo de
baixa acidez; 2: placa usada no óleo de alta acidez; 3: placa usada no óleo de soja; P: placa de
referência).
Fonte: Autora.
29
De acordo com (ZAGONEL, 2000), a oxidação pode ser acelerada pela alta
temperatura do óleo, que é uma da principal responsável pela modificação das características
físico-químicas. O óleo torna-se escuro, viscoso, tem sua acidez aumentada e desenvolve odor
desagradável. Sendo assim, os óleos de baixa e alta acidez foram armazenados em um sistema
de refrigeração e o óleo de soja comercial foi reservado à temperatura ambiente, o que então
não possibilitou a oxidação dos mesmos na lâmina de cobre.
6.2. CARACTERIZAÇÃO DAS AMOSTRAS DE BIODIESEL
Durante a realização do experimento de síntese, foi notado que em algumas condições
experimentais não houve a produção de biodiesel ao final do tempo estipulado de reação,
apresentando uma só fase de óleo não reagido. Em outros casos houve reação de
transesterificação incompleta, produzindo duas fases de biodiesel e uma de óleo não reagido.
As análises de caracterização do biodiesel (densidade, viscosidade e teor de éster)
serviram para apoiar a decisão de classificar cada uma das fases formadas como biodiesel ou
óleo não reagido.
A densidade dos óleos de pinhão-manso utilizados foi de 0,9166. De acordo com a
legislação da ANP 14, de 11.05.2012, a densidade do biodiesel deve ser na faixa de 0,850 a
0,900. Portanto as amostras que apresentaram valores superiores a 0,900 foram consideradas
como óleo não reagido. A viscosidade do óleo de pinhão-manso foi em torno de 34,2 mm2/s,
sendo que a viscosidade do biodiesel deve ser em torno de 3,0 a 6,0. Assim, este parâmetro
sinalizou uma distinção clara entre biodiesel e óleo não reagido. Portanto, apenas as condições
3, 7, 8, 11, 13 e 15 formou biodiesel. Aquelas amostras que ainda ficaram dúvidas, o teor de
éster foi relevante na confirmação. Os resultados descritos na Tabela 6 referem-se às amostras
produzidas por rota metílica.

30
Tabela 6- Resultados de viscosidade, densidade, teor de éster e rendimento das fases
formadas durante a rota metílica.
Condição Viscosidade
(mm²/s)
Densidade
(g/cm³)
Rendimento
(%)
Teor de Éster
(%)
1 Óleo:14,852 Óleo: 0,90321 0 Óleo: 23,18
2 Óleo:24,936
biodiesel:*
Óleo:0,91132
biodiesel:0,82645 31,68
Óleo:6,51
biodiesel:6,16
3 Biodiesel:6,4493 Biodiesel:0,88310 79,26 Biodiesel:84,66
4 Óleo:19,206 óleo: 0,90528 0 Óleo:24,00
5 Óleo: 31,523 Óleo:0,91466 0 Óleo: 3,43
6 Óleo:33,162
biodiesel: *
Óleo:0,91626
biodiesel:0,81194 29,74
Óleo:1,21
biodiesel: 0,06
7 Biodiesel:
6,3949 Biodiesel:0,88666 76,32 Biodiesel:74,75
8 Biodiesel:
4,2635 Biodiesel:0,87817 91,85 Biodiesel:97,98
9 Óleo: 28,945 Óleo:0,91242 0 Óleo: 7,40
10 Óleo:27,041
biodiesel: *
Óleo:0,91398
biodiesel:0,82372
27,81
Óleo:2,32
biodiesel: 2,99
11 Biodiesel:
4,9663 Biodiesel:0,88136
60,92
Biodiesel:89,85
12 Óleo:15,647
biodiesel:*
Óleo:0,90407
biodiesel:0,85308
31,81 Óleo: 23,18
biodiesel:0,18
13 Biodiesel:
6,6969 Biodiesel:0,88883 86,91 Biodiesel:74,43
14 Óleo: 30,663
biodiesel:*
Óleo:0,91549
biodiesel: * 9,31
Óleo:4,14
biodiesel: 0,10
15
Biodiesel: 5,759 Biodiesel:0,88490 63,18
Biodiesel:
82,22
16 Óleo:16,562
biodiesel:*
Óleo:0,90271
biodiesel:0,86537 34,93
Óleo:16,81
biodiesel:13,99
Nota: (*) Amostras com quantidade insuficiente para fazer a análise
Os resultados descritos na Tabela 7 referem-se às amostras produzidas por rota etílica.
As análises de densidade, viscosidade e teor de éster também foram essenciais para identificar
onde houve ou não convertidas em biodiesel na rota etílica. Portanto, apenas nas condições 4,
8, 12, 13, 14 e 16 ocorreu a formação de biodiesel.

31
Tabela 7-Resultados de viscosidade, densidade, teor de éster e rendimento dos biodieseis
etílicos.
Condição Viscosidade
(mm²/s)
Densidade (g/cm³) Rendimento do
biodiesel (%)
Teor de Éster
(%)
1 Óleo: 13,740 Óleo: 0,89981 0 Óleo: 23,71
2 Óleo:12,430
biodiesel:2,1102
Óleo:0,89352
biodiesel:0,84078
51,25
óleo:15,18
biodiesel:33,78
3 Óleo: 15,625 Óleo: 0,91543 0 Óleo: 45,44
4 óleo:*
biodiesel:4,2685
óleo(2):12,53
Óleo:0,90465
biodiesel:0,87082
óleo(2):1,01249
50,7
óleo:8,08
biodiesel:91,73
óleo(2):0,11
5
Óleo: 30,561 Óleo: 0,91411
68,76
Óleo: 4,72
6 Óleo:10,58
biodiesel:*
Óleo:0,88942
biodiesel:*
9,18
óleo:14,02
biodiesel:32,22
7 Óleo: 20,056 Óleo: 0,91541 0 Óleo: 32,18
8 óleo:*
biodiesel:4,6152
Óleo:1,03494
biodiesel:0,87340 89,65
Óleo:0,12
biodiesel:96,73
9 óleo:*
biodiesel:22,992
óleo:*
biodiesel:0,90821 71
Óleo:1,74
biodiesel:16,86
10 Óleo:16,227
biodiesel:*
Óleo:0,90116
biodiesel: * 2,83
Óleo: 0,86
biodiesel:4,30
11 Óleo:14,674 Óleo: 0,90825 0 Óleo: 46,62
12 Óleo:22,808
biodiesel:4,2462
Óleo:1,00139
biodiesel:0,87054 86,77
Óleo:1,04
biodiesel:85,31
13 Biodiesel:22,082 Biodiesel:0,90873 84,24 Biodiesel:84,66
14 Biodiesel:7,7237 biodiesel:0,87471 76,69 Biodiesel :76,71
15 Óleo: 19,716 Óleo: 0,91882 0 Óleo: 44,02
16 Óleo:4,9596
biodiesel:4,8043
Óleo:0,95855
biodiesel:0,87367 65,22
Óleo:7,19
biodiesel:97,23
Nota: (*) Amostras com quantidade insuficiente para fazer a análise
Analisando as Tabelas 6 e 7, percebe-se que as condições com os menores valores,
como as condições 1 e 2 não obtiveram biodiesel para a rota metílica, mas somente o óleo que
foi misturado ao catalisador e ao álcool, que não foi reagido, isso se deve ao fato de a
quantidade de cada variável (menores níveis) não ser adequada para haver uma reação
completa. Entretanto essa mesma observação não pode ser confirmada nas últimas condições
15 e 16. Na rota metílica a condição 15 obteve um porcentual de éster de 82%, que é um valor
alto, já na rota etílica essa mesma condição obteve propriedades de viscosidade e densidade
de um óleo não reagido, sendo que seu teor de éster foi em torno de 44%, percebendo-se
então, que não houve uma reação completa de transesterificação.
32
6.2.1. Análises Estatísticas
Para as análises estatísticas, foram consideradas para o rendimento, amostras que
indicaram ser biodiesel de acordo com critérios de viscosidade, densidade e teor de ésteres. Já
para o teor de éster, todos os resultados foram considerados, assim, uma condição que não
teve sua síntese de biodiesel completa, mas teve um porcentual de éster de por exemplo 20%,
teve esse valor considerado na análise. Essas análises foram feitas no software Statística 12
(Statsoft, EUA) adequado para analise de delineamento de uma Superfície de Resposta (MSR)
proposto, com o objetivo de determinar quais as variáveis independentes afetam ou não a
produção do biodiesel a partir do óleo de pinhão-manso. O software produziu gráficos de
pareto de acordo com as variáveis codificadas de cada condição e os resultados de rendimento
e teor de éster. O gráfico de pareto informa quais parâmetros apresentam influência em função
das suas variáveis resposta. Para isso é necessário que se determine quais parâmetros
realmente apresentam influência estatística significativa de 95% (BRANDÃO, et al., 2007),
assim condições que passaram da linha de influência (p=0,5) são importantes.
O uso do planejamento fatorial e a análise estatística expressaram o rendimento em
massa e o teor de ésteres. Estes foram escritos função das variáveis independentes indicados
na Tabela 7.
Tabela 7-Planejamento fatorial e os resultados do rendimento e teor de éster metílico.
Condição Óleo:
MeOH
Porcentual
KOH
Temperatura
°C
Tempo
Reação
(min)
Agitação
Acidez Lavagens
Rendimento
Teor
de
Éster
1 1:3 0,5 30 10 200 0,81 1 0,00 0
2 1:9 0,5 30 10 800 0,81 5 0,00 0
3 1:3 2 30 10 800 3,12 1 79,26 84,66
4 1:9 2 30 10 200 3,12 5 0,00 0
5 1:3 0,5 60 10 800 3,12 5 0,00 0
6 1:9 0,5 60 10 200 3,12 1 0,00 0
7 1:3 2 60 10 200 0,81 5 76,32 74,75
8 1:9 2 60 10 800 0,81 1 91,85 97,98
9 1:3 0,5 30 60 200 3,12 5 0,00 0
10 1:9 0,5 30 60 800 3,12 1 0,00 0
11 1:3 2 30 60 800 0,81 5 60,92 89,95
12 1:9 2 30 60 200 0,81 1 0,00 0
13 1:3 0,5 60 60 800 0,81 1 86,91 74,43
14 1:9 0,5 60 60 200 0,81 5 0,00 0
15 1:3 2 60 60 200 3,12 1 63,18 82,22
16 1:9 2 60 60 800 3,12 5 0,00 0
33
Para a rota metílica, foram desconsideradas as condições 2, 6, 10 e 14 por não ter sido
possível medir a viscosidade devido à baixa quantidade de amostra e ou por ter uma
densidade fora da faixa de biodiesel. As condições 1, 4, 5, 9 possuem a densidade e
viscosidade parecidas com as propriedades do óleo, por isso foram eliminadas. Já as
condições 12 e 16 possuem um baixo teor de éster, o que as fizeram ser eliminadas.
Analisando os resultados da rota metílica, o software gerou os seguintes gráficos de pareto
mostrados nas Figuras 20 e 21 abaixo.
Figura 20- Gráfico de pareto do rendimento metílico.
Figura 21- Gráfico de pareto do teor de éster metílico.

34
Na Figura 20 a variável resposta “rendimento” mostrou que o porcentual de KOH e a
razão molar foram significativas. Segundo o gráfico, a quantidade de catalisador é a variável
que mais pode interferir no rendimento, ocorrendo de forma direta (valor positivo do
coeficiente), assim, quanto maior a quantidade de KOH, maior é o rendimento. Na razão
molar isso ocorre de forma inversa (valor negativo do coeficiente), ou seja, quanto maior a
razão molar, menor é o rendimento. Já na Figura 21, a variável resposta “teor de éster” mostra
que o porcentual de KOH e a razão molar foram relevantes, o porcentual de KOH
acontecendo de forma direta, e a razão molar de forma inversa. Esses coeficientes negativos
representados na razão molar das variáveis resposta “rendimento” e “teor de éster” contradiz
ao que foi observado na prática. Um exemplo é o caso das condições 7 e 8 da rota metílica. As
variáveis de porcentual de KOH, temperatura, tempo e acidez são iguais, diferindo a razão
molar, sendo na condição 7 de 1:3 e na condição 8 de 1:9. Percebe-se pelo rendimento e o teor
de éster que a condição 8 possui as duas variáveis resposta maiores que na condição 7. O
mesmo caso aconteceu com as condições 15 e 16 da rota etílica. A condição 15 (razão molar
1:3) não teve conversão de biodiesel, já a condição 16 (razão molar 1:9) teve um rendimento
de 65,22% e um teor de éster de 97,23%. Assim, uma maior razão molar favorece mais a
conversão do biodiesel. Apesar da discrepância, o objetivo do screening foi atingido, ou seja,
verificou-se que esta variável independente é importante, e deve ser considerada em um
estudo futuro de otimização.
O uso do planejamento fatorial e a análise estatística que expressam o rendimento em massa
e o teor de ésteres da rota etílica estão indicados na Tabela 8, e os gráficos de pareto são
mostrados nas Figuras 22 e 23 abaixo.

35
Tabela 8-Planejamento fatorial e os resultados do rendimento e teor de éster etílico.
Condição Óleo:
EtOH
Porcentual
KOH
Temperatura
°C
Tempo
Reação
(min)
Agitação
Acidez Lavagens
Rendimento
Teor
de
Éster
1 1:3 0,5 30 10 200 0,81 1 0 0
2 1:9 0,5 30 10 800 0,81 5 51,25 33,78
3 1:3 2 30 10 800 3,12 1 0 0
4 1:9 2 30 10 200 3,12 5 50,7 91,73
5 1:3 0,5 60 10 800 3,12 5 0 0
6 1:9 0,5 60 10 200 3,12 1 9,18 32,22
7 1:3 2 60 10 200 0,81 5 0 0
8 1:9 2 60 10 800 0,81 1 89,65 96,73
9 1:3 0,5 30 60 200 3,12 5 0 0
10 1:9 0,5 30 60 800 3,12 1 0 0
11 1:3 2 30 60 800 0,81 5 0 0
12 1:9 2 30 60 200 0,81 1 86,77 85,31
13 1:3 0,5 60 60 800 0,81 1 84,24 84,66
14 1:9 0,5 60 60 200 0,81 5 76,7 76,71
15 1:3 2 60 60 200 3,12 1 0 0
16 1:9 2 60 60 800 3,12 5 65,22 97,23
Figura 22-Gráfico de pareto do rendimento etílico.

36
Figura 23-Gráfico de pareto do teor de éster etílico.
Observa-se na Figura 22 que a variável resposta “rendimento” identificou que a razão
molar é significativa na síntese do biodiesel, e isso acontece de forma uniforme, quanto maior
a razão molar, maior é o rendimento. Perto da linha de significância está a acidez mostrando
que essa variável acidez age de forma inversa (valor negativo do coeficiente) assim, quanto
menor a acidez, maior é o rendimento. Na Figura 23 a variável resposta “teor de éster”
mostrou que a razão molar é significativa, agindo de forma proporcional na conversão de
ésteres etílicos.
Analisando a rota etílica, as condições 3, 5, 7, 9, 11 e 15 tiveram propriedades de
densidade e viscosidade de óleo. O baixo teor de éster foi percebido nas condições 1 e 10,
fazendo com que estas também fossem eliminadas. Com todas as dezesseis condições das
rotas metílica e etílica produzidas, percebeu-se que em alguns casos não houve a reação
completa da síntese de biodiesel, o que era uma possibilidade esperada, pois o objetivo foi
saber quais das sete variáveis independentes são importantes para a produção de biodiesel,
assim, algumas condições iam ter variáveis que afetavam positivamente e outras não essa
síntese.
Dentre as sete variáveis utilizadas para as determinadas condições, as que obtiveram
relevância foram então a razão molar e o porcentual de KOH. Mesmo que algumas variáveis
não tenham passado a linha de significância, sabe-se experimentalmente que para uma melhor
conversão do biodiesel, a acidez é muito importante, óleos de baixa acidez são mais

37
adequados para a produção de biodiesel. Isso é corroborado quando se compara a condição 8
e 16, que tem condições iguais de razão molar e porcentual de KOH, e anto na rota etílica e
principalmente na rota metílica, provavelmente a diferença no teor de acidez alterou
consideravelmente a eficiência da reação. Em ambos os casos, a condição 8 (de menor acidez)
resultou em mais de 96,5% de ésteres convertidos, assim esses biodieseis se enquadram
dentro da resolução 14, de 11.05.2012 da ANP, o que os tornam possíveis biodieseis
comercializáveis.
Analisando individualmente a acidez, percebe-se que a utilização do óleo de baixa acidez
é importante, pois óleos com alta acidez tendem a favorecer o deslocamento da reação para a
saponificação ao invés da transesterificação, levando assim a formação de sabão, o que foi
percebido em alguns casos como na condição 4 metílica e a condição 3 etílica (óleos de alta
acidez). Ao adicionar a água de lavagem no biodiesel, o mesmo saponificou ao invés de
separar as fases biodiesel/água. Logo, a utilização de óleos de baixa acidez para a síntese do
biodiesel tende a ter um rendimento maior que ao utilizar óleos de alta acidez.

38
7. CONCLUSÕES
A Jatropha possui propriedades bastante interessantes para a produção de biodiesel como
seu alto teor de óleo. Para esta produção por rotas etílica e metílica, foram selecionados dois
óleos de pinhão-manso de diferentes níveis de qualidade, para que a variável acidez (alta e
baixa) pudesse também ser avaliada neste delineamento experimental de screening. Assim a
caracterização físico-química desses óleos foi essencial para sua qualificação e para a futura
utilização na produção de biodiesel, Observando as análises químicas, percebe-se que de
forma surpreendente, a resistência à oxidação foi muito maior no material de alta acidez.
Como os materiais de baixa e alta acidez são de origem genética diferente, isto explica
parcialmente esta diferença.
Para identificar as condições que produziram biodiesel, as análises de densidade,
viscosidade e teor de éster tiveram significativa importância para indicar as condições em que
efetivamente o biodiesel foi produzido. Em muitos casos com a viscosidade e a densidade já
seriam suficientes para indicar a ocorrência ou não da síntese de biodiesel, no entanto a
análise do teor de éster foi fundamental na confirmação e tornou mais segura esta tomada de
decisão. Mostrando que apenas a análise de rendimento mássico muitas vezes, pode ser
insuficiente para avaliar a formação ou não de biodiesel. A partir do uso de ferramentas
estatísticas, foi possível realizar menor numero de experimentos no estudo de um grande
numero de variáveis, consistindo de ferramento útil (mas não única) para identificar quais as
variáveis foram importantes para a produção do biodiesel.
Conclui-se, portanto, avaliando as variáveis resposta “rendimento” e “teor de éster”, que o
porcentual de KOH e a razão molar são significativas para a rota metílica e somente a razão
molar é importante na rota etílica. Mesmo o software mostrando somente duas das sete
variáveis como importantes, percebeu-se experimentalmente que as outras variáveis também
podem ter sua significância para a síntese do biodiesel, principalmente o nível de acidez do
óleo empregado.
Avaliando os resultados obtidos experimentalmente e estatisticamente, este trabalho pôde
identificar quais as variáveis podem afetar a síntese do biodiesel de pinhão-manso. Essas
variáveis identificam o que é importante ou não para a produção do biodiesel. Para saber qual
o valor real de cada variável que é ideal para a conversão dos ésteres, deve-se fazer uma
otimização de todas as variáveis analisadas. Esta análise será feita em trabalhos futuros.

39
REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, B. F. Q. B. S. A. F. B. B. G. L. S. M. J. R. M. Critical Analysis of Feedstock
Availabilty and Compostion, and new Potential Resources for Biodiesel Production in Brazil.
Brasilia.2013.
ALVES, Marco Antônio Baleeiro. Otimização da obtenção de biodiesel etílico de pinhão
manso (Jatropha curcas L.). 2010. 97p. Dissertação (Mestrado em Agroenergia).
Universidade Federal do Tocantins, Palmas, TO, 2010.
ARAÚJO, V. M. Extração de óleo de pinhão manso para produção de biocombustível.
<http://www.producaodebiodiesel.com.br/materias-primas/extracao-oleo-pinhao-manso-
producao-biocombustivel-biomassa>. Ultima atualização em: Janeiro, 2012. Visualizado em:
Maio, 2014.
ATKINS, P.; JONES, L. Princípios De Química - Questionando A Vida Moderna E O Meio
Ambiente. 5ª. ed. Bookman, v. 1, 2011.
BECKER, K.; MAKKAR, H. P. S. Jatropha curcas L.: A potential source for tomorrow’s oil
and biodiesel. Lipid Technology. v. 20, nº 5, May 2008, p. 104-108. 2008.
BRAGA, Nathália da Silva. Avaliação fisiológica de sementes de pinhão manso. 2010. 57p.
Dissertação (Mestrado em Fitotecnia). Universidade Federal Rural do Rio de Janeiro,
Seropédica, RJ, 2010.
BRANDÃO, K. S. R. et al. Aplicação do Planejamento Fatorial e Metodologia de Superfície
de Resposta na Otimização da Produção do Biodiesel Metílico de Mamona. Embrapa
Algodão, São Luiz-MA, 07 fev. 2007. 6.
DIAS, L.A.S. Cultivo de Pinhão Manso (Jatropha Curcas L.) para produção de óleo
combustível. Editora UFV. Viçosa, MG. 2007.
EMISSÃO de Gases Poluentes e Biodiesel. BiodieselBR, 2014. Disponivel em:
<http://www.biodieselbr.com/efeito-estufa/gases/emissoes.htm>. Acesso em: 10 set. 2014.
EPE. Balanço Energético Nacional 2013-Ano base 2012. Relatório Síntese. Rio de Janeiro,
2013.
FALOPPA, D.; MARQUES, I. Anuário Brasileiro do Biodiesel. 2ª. ed. Letra Boreal, 2008.
FREIRE, E. D. A.; LIMA, V. L. A. O cultivo de pinhão-manso (jatropha curcas L.) para a
produção de biodiesel. Grupo Cultivar, 2011. Disponivel em:
<www.grupocultivar.com.br/site/content/artigos.php?id=933>>. Acesso em: 27 jul. 2014.
40
FREIRE, L. M. S. et al. Thermal Investigation of oil and biodiesel from Jatropha curcas L J.
Therm. Anal. Calorim. 2009. 1029-1033 p.
GAZZONI, D. L. Análise Econômica das Políticas Globais de Suporte aos Biocombustíveis.
2009.
GOES, T.; Marra, R. Biocombustíveis – Uma alternativa para o mundo, uma oportunidade
para o Brasil. 2008.
JÚNIOR, I. S. D. O. et al. Pinhão-Manso(Jatropha curcas L.). IPA-Recife. 2009.
KNOTHE, Gerhard. L et al. Manual do Biodiesel. Ed. Edgard Blucher. São Paulo, 2007.
KUCEK, K. T. et al. Biodiesel: Um projeto de sustentabilidade Econômica e sócio ambiental
para o Brasil 2003.
LEMÕES, J. S. et al. Teor de óleo, perfil graxo e índice de iodo de genótipos de pinhão.
Simpósio Estadual de Agroenergia- IV Reunião Técnica de Agroenergia, Porto Alegre-RS, 06
novembro 2012. 5.
SANTOS, A. L. F. D. Análise de Conjuntura dos Biocombustíveis. EPE. Rio de Janeiro, p.
49. 2013. (48).
SECOM. Biocombustíveis no Brasil: um modelo sustentável. Secretaria de comunicação
social da presidência da republica. Paraná, Novembro 2008.
SILVEIRA, D. A. Produção de biodiesel a partir de sementes de pinhão-manso (Jatropha
curcas L.) e etanol em reator supercrítico, UFSC, 2012.
SIMÕES, J. A. F. Biocombustíveis: a experiência brasileira e o desafio da consolidação do
mercado internacional. MRE. 2007.
SOUZA, C. A. D. Sistemas catalíticos na produção de biodiesel por meio de óleo residual.
Scielo Procedings, Minas Gerais, 2014. 10.
SOUZA, L. D. et al. Avaliação das Propriedades Físico-quimicas do óleo e do biodiesel de
pinhão-manso(jatropha curcas L). Associação Norte-Nordestina de Quimica, 2009. 10.
TAPANES, N. D. L. C. O. PRODUÇÃO DE BIODIESEL A PARTIR DA
TRANSESTERIFICAÇÃO DE. Rio de janeiro. 2008.
ZAGONEL, G. F. OBTENÇÃO E CARACTERIZAÇÃO DE BIOCOMBUSTÍVEIS.
Curitiba. 2000.

41
ANEXOS
Disponibilizado pela Embrapa Agroenergia
ANEXO I- DETERMINAÇÃO DE TEOR DE ÉSTER EM BIODIESEL
1. OBJETIVO
Estabelecer a metodologia para a determinação do teor de éster em ésteres metílicos de
ácidos graxos (FAME) em amostras de biodiesel por cromatografia gasosa.
2. PRINCÍPIO E LIMITAÇÕES DO MÉTODO
Determinação do percentual de ésteres metílicos de ácidos graxos presentes em
amostras por cromatografia gasosa com calibração interna (nonadecanoato de metila).
Este método permite verificar que o teor de éster do FAME é superior a 90% (m/m) e é
apropriado para FAME em cadeias carbônicas entre C6 e C24.
2.1. PRECISÃO:
2.1.1 Repetibilidade (r)
A diferença absoluta entre dois resultados individuais independentes, obtidos pelo
mesmo método, com material de ensaio idêntico, no mesmo laboratório pelo mesmo operador
usando o mesmo equipamento dentro de um curto intervalo de tempo, não deve ser superior
mais de uma vez em cada 20 determinações aos valores mostrados na Tabela 1.
Tabela 1: Parâmetros para repetibilidade.
Teor de éster 1,01 % (m/m)
Para o éster metílico do ácido linolênico r = 0,0283 + 0,0175 . X
X sendo o valor médio dos dois resultados em questão
r em % (m/m)
2.1.2. Reprodutibilidade (R)
A diferença absoluta entre dois resultados individuais independentes, obtidos pelo
mesmo método, com material de ensaio idêntico, em diferentes laboratórios, por operadores
diferentes, utilizando diferentes equipamentos, não deve ser superior mais de uma vez em
cada 20 determinações aos valores mostrados na Tabela 2.

42
Elaboração
Patricia P.K. Gonçalves Costa
Data
17/12/2013
Assinatura
Verificação
José Antônio de Aquino Ribeiro
Data
12/2014
Assinatura
Revisão
Itânia Pinheiro Soares
Data
12/2014
Assinatura
Aprovação
Angélica de Paula Galvão Gomes
Data
Assinatura
Tabela 2: Parâmetros para reprodutibilidade.
Teor de éster 4,16 % (m/m)
Para o éster metílico do ácido linolênico R = 0,3872 + 0,0285 . X
X sendo o valor médio dos dois resultados em questão
R em % (m/m)
3. REFERÊNCIAS
3.1. COMPLEMENTARES
EN 14103:2011 – Fat and oil derivates – Fatty Acid Methyl Esters (FAME) –
Determination of ester and linoleic acid methyl ester contents.
Resolução ANP n° 14, de 11.05.2013 – Especificação do biodiesel a ser
comercializado pelos diversos agentes econômicos autorizados em todo território nacional.
3.2. CRUZADAS
POP-NGQ-001 – Elaboração e Controle de Documentos.
4. DEFINIÇÕES, SIGLAS E ABREVIATURAS
FAME: Fatty Acid Methyl Esters (ésteres metílicos de ácidos graxos)
5. MATERIAIS E REAGENTES, EQUIPAMENTOS E PREPARO DA AMOSTRA
5.1. MATERIAIS E REAGENTES
Utilizar apenas reagentes de grau analítico reconhecido, salvo indicação contrária;
• Tolueno – grau analítico;
43
• Nonadecanoato de metila, com no mínimo 99,5% de pureza;
• Solução de nonadecanoato de metila – 10 mg/mL: pesar 500 mg de nonadecanoato de
metila, colocar em um balão volumétrico de 50 mL e completar com tolueno.
5.2. EQUIPAMENTOS E UTENSÍLIOS
• Frascos com tampa de rosca com septo para PTFE – capacidade 10 mL;
• Balão volumétrico;
• Pipeta – capacidade 5 ml e 0,02 ml de precisão;
• Cromatógrafo a gás.
5.3 SEGURANÇA
Devem ser utilizadas luvas cirúrgicas ao manusear as amostras.
5.4. PREPARO DA AMOSTRA
Pesar aproximadamente 100 mg da amostra em um frasco de 10 mL e
aproximadamente 100 mg do nonadecanoato de metila e diluir em 10 mL de tolueno. Preparar
em duplicata.
6. CONTEÚDO
6.1. PREPARAÇÃO E VERIFICAÇÃO DA APARELHAGEM
Preparar o aparelho para operação de acordo com as instruções do fabricante para
calibração, assim como a verificação e a operação do cromatógrafo a gás, conforme IU-SGL-
055.
6.2. PROCEDIMENTO
As condições cromatográficas (quantidade a ser injetada, temperatura de forno,
pressão do gás de arraste e fluxo split) devem ser ajustadas de modo a visualizar corretamente
os picos de ésteres metílicos de ácido lignocérico (C24:0) e ácido nervônico (C24:1),
conforme descrito abaixo.
Condições de análise:
a) Coluna capilar revestida com uma fase estacionária de polietileno glicol:
Carbowax 20M, DB Wax com comprimento x diâmetro interno x espessura do
filme:
30 m x 0,252 mm x 0,25 µm
b) Fluxo variável injetor Split rate

44
• Fluxo: 20 mL/min a 100 mL/min (iniciar com 25 mL/min)
• Temperatura: 250 °C
c) Gás de arraste: hélio
• Pressão: 30 kPa a 100 kPa (colocar em 83 KPa)
• Fluxo: 1 mL/min a 2mL/min (dependendo das características da coluna utilizada).
Colocar 1,37 mL/min.
d) Detector de ionização de chama – FID
• Temperatura: 250°C
• Hidrogênio: 30 mL/min
• Ar sintético: 300 mL/min
• Makeup – 30 mL/min
e) Forno
• Temperatura: 60°C por 2 minutos, programar 10°C/min até 200°C, programar 5°C/min
até 240°C, manter a temperatura final por 7 minutos.
f) Output: no máximo 5.
Programar as condições da corrida, branco, padrões e amostras.
A integração deve ser realizada a partir do pico de hexanoato de metila (C6:0) até a do
éster metílico do ácido nervônico (C24:1), levando todos os picos em consideração, inclusive
os menores.
7. CONTROLE DA QUALIDADE
O controle da qualidade deverá ser feito nos testes de verificação e calibração do
equipamento, nos injetores, forno, fluxo de fluido vetor, detectabilidade e sensibilidade do
detector, de acordo com as instruções do fabricante e teste de verificação da calibração de
forma geral (quantificação da curva padrão, identificação por tempo de retenção e acréscimo
de padrão).

45
8. RESULTADOS
O teor de éster (C) é calculado utilizado a seguinte fórmula:
C = (∑A) - AEI x WEI x 100%
AEI W
Onde:
∑A = soma das áreas dos picos
AEI = área do pico do nonadecanoato de metila
WEI = massa, em miligramas, do nonadecanoato de metila usado como padrão interno
W = massa, em miligramas, da amostra
OBS: se duas determinações for maior do que 100%, descartar os resultados e verificar as
condições experimentais, bem como a pureza do padrão interno.
Determinação do éster metílico do ácido linolênico
O teor do éster metílico do ácido linoleico (L) é calculado pela seguinte fórmula:
L = AL x WEI x 100%
AEI W
Onde:
AL = área do pico correspondente ao éster metílico do ácido linolênico
AEI = área do pico correspondente ao nonadecanoato de metila
WEI = massa, em miligramas, do nonadecanoato de metila usado como padrão interno
W = massa, em miligramas, da amostra
9. CONTROLE DE REVISÕES
Revisão Natureza das alterações
00 Emissão Inicial
10. ANEXOS
Não se aplica.
![Madrid, a 30 de octubre de 2009€¦ · AERODINÁMICA BÁSICA [2a Edición] 978-84-9281-271-4 AERODINÁMICA DE ALTAS VELOCIDADES [2a Edición] 978-84-9281-294-3 AERODINÁMICA de las](https://img.pdfslide.tips/doc/110x75/5fcc5205c877b52a8b6718c2/madrid-a-30-de-octubre-de-2009-aerodinmica-bsica-2a-edicin-978-84-9281-271-4.jpg)