Embed Size (px)
Citation preview

L'impianto della Liquichimica per la produzione di n-paraffineoperante ad Angusta. Questo impianto, che è stato costruito sulicenza della Union Carbide Corporation, produce attualmente
circa 600 000 tonnellate di n-paraffine da gasolio col metodo del-le zeoliti, silicati e silicoalluminati doppi, che fungono da « se-tacci molecolari » per le n-paraffine con 10-20 atomi di carbonio.
/j
a grande estensione di terreni dadedicare a pascolo, quale si ri-trova nel nord e sud America,
ha reso queste due regioni del globoi più grandi produttori mondiali dibestiame destinato alla alimentazioneumana. In altre zone, dove la confor-mazione geografica negava questa di-sponibilità naturale di grandi superficia pascolo, l'impossibilità di svilupparevasti allevamenti ha costretto i suoiabitanti a importare le carni destinatealla alimentazione umana. É ciò cheaccade, per esempio, in Italia e inGiappone dove la conformazione geo-grafica ha permesso lo sviluppo di unaagricoltura ad alto livello ma non losviluppo dell'allevamento del bestiamea pascolo. Tuttavia in questi due pae-si e in tutti gli altri con simili caratte-ristiche geografiche si è sviluppataun'altra industria vicariante cioè quel-la dell'allevamento in stalla. In questocaso, gli animali, nutriti con mangimipreparati industrialmente, aumentanodi peso molto più rapidamente di quel-li allevati in pascoli liberi in quantola dieta è perfettamente equilibrata(contiene cioè nelle giuste proporzioniproteine, zuccheri e grassi), è ricca disali minerali e vitamine, e risulta piúefficiente dal punto di vista caloricodei foraggi naturali.
Va poi preso in considerazione ilfatto che molti paesi a rapida e gran-de industrializzazione (come il Giap-pone) hanno mutato la loro dieta che,una volta essenzialmente a base di car-boidrati, è oggi prevalentemente pro-teica e che vi è stato quindi un con-seguente aumento della domanda diproteine animali. Dai rapporti dellaFAO risulta infatti che nel biennio1961-1963 si è avuta nel mondo unadomanda di carne bovina pari a 63,6milioni di tonnellate: nel 1975 essasalirà a 94 milioni di . tonnellate, ma
non sarà soddisfatta totalmente poichél'offerta sarà inferiore di almeno 3 mi-lioni di tonnellate, in quanto l'indu-stria non si evolverà proporzionalmen-te all'aumento della domanda del mer-cato.
La conseguenza di questa aumenta-ta domanda di proteine animali è l'ac-cresciuta richiesta di mangimi proteicidestinati all'industria dell'allevamento.Mentre nel 1971 la richiesta è stata di178 milioni di tonnellate, nel 1978 siprevede che essa raggiungerà i 212 mi-lioni di tonnellate.
Ancora più chiaro appare l'incre-mento della domanda se si considera-no le cifre riguardanti il Giappone:2,88 milioni di tonnellate nel 1960, 11nel 1968 e 18 milioni previsti per il1977.
Questo incremento della domandadi mangimi è dovuto al loro uso nel-l'allevamento industriale non solo deibovini ma anche di altri animali comepolli, conigli, animali da pelliccia, tro-te e suini.
La quota proteica introdotta attual-
mente nei mangimi destinati aglianimali d'allevamento è di origine ve-getale (farina di soia) o animale (fa-rina di pesce).
La farina di soia, con un contenutoproteico del 40-50 %, è prodotta prin-cipalmente negli USA (75 % della pro-duzione mondiale) ed è ottenuta tri-turando ciò che resta del seme dellasoia dopo allontanamento dell'olio checostituisce circa il 20 % in peso delseme. La parte commercialmente piiimportante è l'olio che trova utilizza-zione nell'alimentazione umana: per-tanto alla sua domanda è subordinatala produzione della farina; quest'ulti-ma non può quindi subire un forte in-cremento nel futuro. La farina di pe-sce è prodotta principalmente in Perù,
Norvegia, Sud Africa e Russia: ilPerù fornisce il 40 % della produzio-ne mondiale. Tuttavia, se in questopaese vi è stato un incremento di pro-duzione dal 1965 (3,6 milioni di ton-nellate) al 1967 (5,5 milioni di tonnel-late), dal 1968 si registra una diminu-zione del 2 % annuo, in quanto ilPerù si è allineato con le disposizionirecenti per la limitazione della pesca:di conseguenza la produzione di farinadi pesce certamente non aumenterà,anzi tenderà a diminuire. Per questimotivi sia la farina di soia che quelladi pesce non possono essere conside-rate una stabile fonte di proteine ca-pace di corrispondere alla sempre cre-scente domanda di mangimi animali.
Da pii parti ci si aspettava pertantol'immissione sul mercato di altri mate-riali proteici la cui composizione fosserigorosamente costante, il prezzo con-tenuto e la disponibilità programmabi-le in funzione della domanda del mer-cato. Queste caratteristiche non pote-vano che essere possedute da un pro-dotto sintetico ottenuto industrial-mente.
La sintesi chimica delle proteine,tecnicamente realizzabile, è però unprocesso complicato, costoso e conscarsa resa e pertanto industrialmentenon conveniente. Una sintesi biologica,invece, ha il grande vantaggio di uti-lizzare come prodotti di partenza unagrande varietà di composti semplici, dibasso costo e di facile reperimento:gli organismi unicellulari (batteri, lie-viti e alghe) sono le macchine biosin-tetiche più efficienti in quanto si ripro-ducono con grande rapidità (a 37 °C inmedia ogni 20 minuti), in modo con-trollabile e in condizioni ambientalifacilmente realizzabili.
Per mettere in evidenza la grandeefficienza biosintetica degli organismiunicellulari rispetto a quelli multicel-
lulari valga il seguente classico esem-pio: un vitello di circa 450 chilogram-mi di peso produce circa 450 grammidi proteine al giorno. Se prendessimo450 chilogrammi di batteri ed essi po-tessero svilupparsi liberamente, avendocioè disponibili spazio e nutrimento,produrrebbero 450 x 107 tonnellate diproteine al giorno!
L'attenzione è stata rivolta pertantoverso i microrganismi che fino dai tem-pi più antichi sono stati utilizzati dal-l'uomo dapprima empiricamente, poicon cognizione di causa, per produrrebevande alcoliche come la birra, ilvino, il sakè, la grappa o altri prodottiutilizzati nell'alimentazione • come l'ace-to, lo yoghurt, la vitamina C, la vita-mina B 12 , molti formaggi, l'acido citri-co e il pane.
I microrganismi utilizzano come fon-te di energia composti come l'amido,il glucosio, il saccarosio che vengonodai loro enzimi demoliti con liberazio-ne di energia utilizzata, quindi, in par-
te per i processi biosintetici.Pasteur definí « vita senza ossigeno »
o « fermentazione » l'insieme dei pro-cessi biochimici che avvenivano incondizioni anaerobiche, cui fu con-trapposto, in seguito, il termine « re-spirazione » il quale indicava i pro-cessi che avvenivano con consumo diossigeno. In realtà i due meccani-smi solo talvolta esistono separata-mente (come nel caso della anaerobio-si stretta), più spesso, invece, coesi-stono con interdipendenza e ciò spiegacome il termine fermentazione sia usa-to ancor oggi, sia pur erroneamenterispetto all'accezione primitiva, nonsolo per indicare i processi microbio-logici che avvengono in assenza di os-sigeno ma anche processi nei quali ge-nericamente intervengono i microrga-nismi.
Oggi, dopo 100 anni di studi, sonoconosciute tutte le tappe metabolichedai substrati ai prodotti finali, sono sta-ti applicati industrialmente molti pro-
cessi fermentativi ed è anche noto che,modificando opportunamente il mezzodi nutrimento, la temperatura, l'aci-dità dell'ambiente di sviluppr, 11 em-po di fermentazione, la quantità di os-sigeno, si ottengono molti prodotti in-termedi che vengono poi separati e pu-rificati.
La fermentazione rappresenta quin-di una via più facile e talvolta più eco-nomica di quella sintetica per produr-re alcuni composti. Inoltre il processoè perfettamente controllabile, ottenen-dosi un prodotto sempre costante nel-le sue qualità organolettiche.
poiché i microrganismi possono uti-lizzare come fonte di carbonio i
composti più diversi (zuccheri sem-plici, polisaccaridi, acidi grassi, li-pidi ecc.) non era azzardato pensareche potessero esistere dei ceppi cheutilizzassero anche dei derivati del pe-trolio.
Fu nel 1895 che il batteriologo giap-
Proteine dal petrolioQueste sostanze, derivate dalla fermentazione dellen-paraffine, potrebbero costituire in futuro non solo unmangime per animali, ma anche un alimento per l'uomo
di Roberto Seandurra
70 71

— › GAS (FINO A 20°C)
—> NAFTA LEGGERA (DA 26°C A 120 °C)
NAFTA PESANTE (DA 100°C A 180°C)
▪ CHEROSENE (DA 160°C A 220°C)
— 'GASOLIO (DA 200°C A 330°C)
—3. RESIDUO (OLTRE 300°C)
GREGGIO
ACQUA
GASOLIO
SALI MINERALILIEVITO
SEPARATORICENTRIFUGHI
4
SEPARATOREDELL'ACQUA
SI LOS
o< o ceZ wZ a_O D
o0 wO Cr
wok
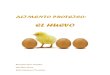
I lieviti sono microrganismi unicellulari 5-10 volte più grandi dei batteri. Essi nonposseggono flagelli o capsule ma sono dotati di nuclei, granuli, vacuoli e mitocondriben definiti. La maggior parte di essi si riproduce per gemmazione. In questa foto-grafia di K. Matsuo sono raffigurati lieviti del genere Candida ingranditi 9800 volte.
Le torri di distillazione sono dei cilindri metallici contenenti piatti forati. Il greggioviene riscaldato sul fondo della torre e vaporizzando sale lungo la torre. I piatticontengono un certo livello di liquido: i vapori che salgono fanno vaporizzare lefrazioni più volatili, mentre quelle meno volatili condensano. Si può rosi estrarreil prodotto più volatile dal piatto più alto e quello meno volatile dal fondo della torre.
Schematizzazione del processo gasolio per la produzione di proteine dal petrolio. Afermentatore vengono avviati, dopo sterilizzazione, acqua, gasolio, sali minerali, lievitoe aria fornita da un compressore. Dopo essere stata separata dall'acqua la biomassaviene lavata con solventi e acqua in modo da rimuovere il gasolio che ancora è pre-sente, concentrata per evaporazione, essiccata e successivamente raccolta in silos di im-magazzinamento. Il gasolio residuo viene separato attraverso una colonna di recupero.
ponese K. Miyoshi isolò dal terrenocircostante le raffinerie di petrolio di-versi microrganismi che avevano lacapacità di metabolizzare gli idrocar-buri. Lavori successivi portarono aidentificare più di cento specie appar-tenenti a più di quaranta generi di mi-crorganismi capaci di utilizzare comefonte di carbonio gli idrocarburi. Traessi vi sono dei batteri, come il Tioba-cillus, il Micobacterium, il Micrococ-cus, il Corinebacterium, dei miceti(funghi) come l'Aspergillus, il Penicil-lium, l'Actinomices, e alcuni lieviti,come la Candida, l'Hansenula e la Mi-cotorula.
Molti di questi batteri e funghi in-ducono infezioni e producono tossinee pertanto non sono adatti per essereutilizzati in processi fermentativi ascopo alimentare.
I lieviti sono dei microrganismi uni-cellulari grandi 5-10 volte i batteri, nonhanno flagelli o capsule e hanno nu-clei, granuli e vacuoli ben definiti. Seb-bene alcune specie di lieviti si ripro-ducano per divisione, la riproduzioneasessuata per gemmazione essendo lapiù comune, tuttavia alcuni si ripro-ducono sessualmente.
Il genere Candida è sembrato il piùidoneo in quanto non induce infezio-ni, né produce tossine e può quindi es-sere manipolato con assoluta sicurez-za al pari degli altri microrganismiusati per la produzione di composti de-stinati alla alimentazione come il Sac-caromyces cere visiae (usato per la pro-duzione della birra) o il Bacteriumaceti (per la produzione dell'aceto). Èsulla coltura di questi microrganismi,i lieviti, che si è quindi diretta l'atten-zione dell'industria utilizzando comefonte di carbonio prodotti derivati dalpetrolio.
In una fermentazione industriale,come per esempio per la produzionedella birra, il microrganismo viene fat-to sviluppare in appositi recipienti, det-ti fermentatori, nei quali è posto il ter-reno adatto per il suo sviluppo in op-portune condizioni di temperatura epH, il quale deve contenere una fontedi carbonio e di azoto, dei sali minera-li e alcuni fattori vitaminici non sin-tetizzati dai microrganismi.
Mentre per la produzione della bir-ra i Saccaromiceti vengono coltivati suun terreno contenente come fonte dicarbonio degli zuccheri sotto forma dimelasse o di amido, per la produzionedelle proteine ai lieviti viene fornito,come fonte di carbonio, gasolio, fra-zione del petrolio contenente alcani a10-20 atomi di carbonio, i soli che ilieviti riescano a metabolizzare, oppu-re delle n-paraffine ottenute per ufie-
riore frazionamento e purificazione delgasolio.
Questa distinzione definisce i dueprocessi usati: il processo n-paraffine eil processo gasolio.
Il petrolio greggio che si estrae dalsottosuolo è un liquido denso, visco-
so, di colore dal gialle-marrone al ne-ro, prodotto dall'azione geologica di mi-lioni di anni sulla sostanza organica diorigine animale e vegetale. Esso è unamiscela di numerose molecole organi-che, liquide, solide e gassose conte-nenti da 1 a 30-40 atomi di carbonio,contiene inoltre zolfo e a volte me-talli. I composti più abbondanti sonogli idrocarburi alifatici o alcani, con-tenenti solo carbonio e idrogeno edalla formula generale CH2n+2.
I composti contenenti da uno a quat-tro atomi di carbonio (metano, CH4;etano, C2 F16; propano, C 3 1-18 ; butano,C4H 10) sono dei gas disciolti nella ma-trice liquida e si liberano spontanea-mente quando il greggio viene alla su-perficie. Essi vengono raccolti, separa-ti, compressi fino a liquefazione e uti-lizzati per gli usi più diversi. Il liquidorestante viene quindi avviato alle torridi distillazione dove il greggio vienesmistato in diverse frazioni grossolanecontenenti composti a numero definitodi atomi di carbonio.
Nel processo gasolio i microrganismivengono introdotti nel fermentatorecontenente sali minerali, acqua, unafonte di azoto (ammoniaca, urea o sol-fato di ammonio) e gasolio e lasciatisviluppare in opportune condizioni ditemperatura e pH. Alla fine della fer-mentazione la massa dei microrganismiprodotta viene raccolta per centrifu-gazione, estratta con solventi organiciper rimuovere il gasolio non metabo-lizzato, lavata con acqua e quindi es-siccata.
Questo procedimento offre l'indiscu-tibile vantaggio che il materiale nutri-tivo per i microrganismi è il gasolio,cioè una frazione grossolana del greg-gio e quindi molto economico, ma pre-senta lo svantaggio che, non essendogli idrocarburi totalmente utilizzati dailieviti, i residui devono venire allon-tanati alla fine del processo per estra-zione mediante solventi organici. Inol-tre questo trattamento estrae anche al-cuni componenti cellulari dei lieviti, ilipidi, e conseguentemente si abbassail valore energetico del prodotto.
Il processo n-paraffine utilizza comemateriale nutritivo per i microrgani-smi, invece del gasolio ottenuto diret-tamente dalle torri di distillazione, unasua frazione purificata contenenteesclusivamente alcani a catena linea-
re, aventi un numero di atomi di car-bonio compreso tra 10 e 20, cioè gliunici idrocarburi metabolizzati dai lie-viti. Gli alcani sono stati in passatochiamati paraffine (dal latino parumaffinis) a causa della loro scarsa reat-tività chimica e della particolare re-sistenza alle ossidazioni; oggi si sache quest'ultima può essere superatacon l'uso di appropriate temperature(100°C - 160°C) e di opportuni cata-lizzatori: in questo modo possono es-sere facilmente ottenuti per ossida-zione dagli alcani gli acidi grassi cor-rispondenti.
La frazione contenente le n-paraffi-ne a 10-20 atomi di carbonio vienepreparata a partire dal cherosene o dal
gasolio, utilizzando due tecniche di se-parazione, una introdotta da Barrernel 1941 e l'altra da Bengen nel 1940:la prima sfrutta la caratteristica di « se-tacci molecolari » di alcuni silicati esilicoalluminati doppi, chiamati zeoli-ti, che vengono prodotte per sintesichimica, la seconda l'urea cristallina.
Le zeoliti hanno una struttura cubi-ca con celle elementari di 11,4 ang-strom di lato, disposte tridimensional-mente in modo ordinato e incorporanoacqua di cristallizzazione nel processosintetico. Quando per riscaldamentosotto vuoto viene rimossa l'acqua dicristallizzazione, rimangono delle ca-vità vuote con un diametro di 5 ang-strom le quali posseggono una for-
72
73

COMPOSIZIONE GENERALE AMMINOACIDI
Proteine 60,1 Ac. aspartico 5,65Umidità 4,5Grassi 3,2 Treonina 3,06Fibre 3,5 Serina 2,83Ceneri 6,2Zuccheri 22,5 Ac. glutammico 8,33
Prolina 2,66VITAMINE
Glicina 2,62
B,B,
0,85 x 10-86,98x 10-8
Manina 3,66
B,E3, 2
0,57 x 10-33 x 10-6
Cistina 1,06
Niacina 45 x 10-8 Valina 3,27
Biotina 0,01 x 10-3Colina 0,74 x 10-3
Metionina 0,73
Acido folico 0,1 x 10- 3 lsoleucina 3,28
Leucina 3,25MINERALI
Tirosina 1,98
Fosforo (P205) 4,88 x 10-3Potassio 617 x 10-3
Fenilalanina 2,62
Calcio 44 x 10-3 Triptofano 0,73Ferro 49 x 10-3Magnesio 238 x 10-8 Lisina 4,52Zinco 49 x 10-8Manganese 9,5 x 1073
lstidina 1,33
Rame 1 x 10- 3 Arginina 2,72
Questa tabella mostra i risultati dell'analisi effettuata su una biomassa ottenuta perfermentazione di n-paraffine. I numeri esprimono i grammi per 100 di prodotto secco.
RISCALDATORE
CHEROSENE
-GASOLIO
SISTEMA DEADSORBENTE
\
> IN""/1-o
COLONNA DEI NORMALI
SISTEMA ADSORBENTECOLONNA DEGLI ISOMERI
te capacità adsorbente. Se una misce-la di varie molecole di diverse dimen-sioni in fase vapore o liquida vienefatta passare attraverso un cilindroriempito di zeoliti, solo le molecoledi dimensioni inferiori ai 5 angstrompotranno trovare posto nelle cavitàvuote: è questo il caso delle n-paraffi-
ne che hanno un diametro di 4,9 ang-strom, mentre le iso-paraffine (iso-meri ramificati delle n-paraffine), gliidrocarburi aromatici e i nafteni (al-cani ciclici) hanno un diametro mag-giore e quindi non vengono adsorbiti.
Per recuperare le specie molecolariadsorbite viene fatto passare in con-
trocorrente attraverso il cilindro unflusso di gas inerte (azoto, argon ecc.)oppure un altro prodotto chimico dead-sorbente che andrà a sostituire nellecavità le molecole adsorbite le qualiverranno rimosse e recuperate all'en-trata del cilindro.
Nel sistema a urea questa viene fat-ta ricristallizzare in presenza di n-pa-raffine: si ha un cambiamento del re-ticolo cristallino dell'urea che da cu-bico passa a esagonale.Tre molecoledi urea formanti tra loro un angolodi 120°, definiscono un tubo esagona-le il cui diametro interno è di 5-6angstrom, pervio quindi alle n-paraf-fine. La separazione delle n-paraffinedal gasolio viene effettuata industrial-mente sia attraverso il sistema a zeo-liti che a urea, ma il più diffuso è ilprimo nella sua variante in fase va-pore che permette la produzione din-paraffine a elevato grado di purez-za (superiore al 99,5 %) mentre i pro-cessi che usano l'urea producono unafrazione n-paraffinica più larga e quin-di con purezza minore.
I l microrganismo viene dapprima fat-to sviluppare per un certo tempo,
detto « periodo di propagazione », inun prefermentatore e quindi avviatoal fermentatore continuo nel quale siconvoglia una emulsione acquosa ste-rile contenente i cationi NH4 + , K+,Mg++, Fe ++ , Zn ++ , gli anioni SO4--e PO4---, alcuni fattori vitaminici ele n-paraffine. La temperatura ottima-le è tra i 25 e i 37 °C e viene mante-nuta costante al pari del pH che deverestare tra 5 e 9,5. Nel fermentatoredeve essere gorgogliato in abbondanzaossigeno poiché la fermentazione con
gli idrocarburi impone un consumo tri-plo di ossigeno rispetto alla fermenta-zione dei carboidrati.
Il rendimento delle due fermenta-zioni, espresso come biomassa prodot-ta, è molto diverso: infatti secondo icalcoli di K. Guenthree, mentre da100 grammi di carboidrati si ha la for-mazione di 50 grammi di lievito secco,partendo dalla stessa quantità di n-pa-raffine si hanno 153 grammi di lievitosecco.
Da questi dati potrebbe sembrareche il rendimento del processo n-pa-raffine sia del 150 per cento: in real-tà bisogna tenere presente che il calo-re di combustione dei carboidrati (3,73chilocalorie/grammo) è molto più bas-so rispetto a quello delle n-paraffi-ne (11,43 chilocalorie/grammo e co-sí dicasi per il calore di reazioneche è di 3,83 chilocalorie al grammoper i carboidrati e di 5,87 chilocalorieal grammo per le n-paraffine. Quindidelle 373 chilocalorie contenute in 100grammi di carboidrati, 191,5 vengonodisperse sotto forma di calore mentre181,5 si ritrovano in 50 grammi di lie-
vito secco formatosi, avendosi pertan-to un rendimento effettivo, espressocome rapporto tra il numero di calo-rie che si ritrovano nel prodotto finalee calorie totali contenute nel substratoutilizzato, pari al 49 per cento.
Nel caso delle n-paraffine, delle 1143chilocalorie contenute in 100 grammidi esse, 587 vengono disperse sottoforma di calore, mentre 556 si ritro-vano nei 153 grammi di lievito seccoformatosi con un rendimento anchein questo caso pari al 49 per cento.Essendo alto il calore di reazione nellafermentazione con n-paraffine ed es-sendo necessario mantenere la tempe-ratura tra i 25 ed i 37°C perché i lie-viti possano svilupparsi, ne deriva chedetto calore deve essere asportato me-diante un raffreddamento dall'esternodel fermentatore effettuato da unoscambiatore di calore ad acqua. Lacoltura viene quindi mantenuta per di-versi giorni, provvedendo a una suaenergica agitazione con mezzi mecca-nici, per favorire la fine suddivisionedelle n-paraffine che sono insolubili inmezzo acquoso. Quindi la biomassa
viene separata dalla fase liquida percentrifugazione, lavata con acqua e ri-centrifugata: il prodotto dopo essicca-zione può essere direttamente utilizza-to come mangime animale, oppurepossono essere estratte dalla biomassale sole proteine che, dopo purificazio-ne, possono trovare altre utilizzazioni.
Le vie biochimiche di utilizzazionedelle n-paraffine da parte dei micror-ganismi, oggetto di intense ricercheiniziate nel 1958, sono state recente-mente chiarite.
Alcune ossigenasi (enzimi che intro-ducono ossigeno molecolare in uncomposto) provvedono alla ossidazio-ne di uno, o più raramente, di ambe-due i metili terminali delle n-paraffinele quali vengono pertanto trasformatenei corrispondenti alcoli: questi ultimi,ad opera di alcune deidrogenasi speci-fiche, vengono dapprima ossidati adaldeidi e quindi ad acidi grassi. Glienzimi che catalizzano queste reazionisono localizzati nella membrana cellu-lare e sono inducibili.
L'acido grasso cosí formato è uncomposto che contiene una funzione
AMMINOACIDI FARINA DI SOIA FARINA DI PESCE BIOMASSA CARNE BOVINA
Valina 3,1 3,4 3,3 1,1
Leucina 4,4 5,1 3,7 1,8
Isoleucina 3,0 3,6 3,3 1,0
Treonina 2,4 2,8 3,1 1,0
Metionina 0,8 1,8 0,7 0,6
Fenilalanina 2,5 2,5 2,6 0,9
Lisina 3,6 8,4 4,5 2,0
Triptofano 1,0 0,7 0,7 0,3
Totale 20.8 28,3 21.9 8.7
Proteine 55 60 60 22
In questa tabella sono riportati i grammi di amminoacidi es-senziali, ovvero di quegli amminoacidi che non possono esseresintetizzati dagli animali a partire da prodotti intermedi del me-tabolismo, contenuti in 100 grammi di farina di pesce e di soia.
Sono inoltre riportate le quantità totali, sempre in grammi, diamminoacidi essenziali e di proteine contenute in 100 gramm.di biomassa ricavata dalla fermentazione delle n-paraffine. A desua gli stessi parametri per 100 grammi di carne bovina fresca
Il processo di estrazione nelle n-paraffine su filtri di zeolite con-siste in una serie di operazioni cicliche eseguite su cariche dicherosene e gasolio vaporizzati. Questi ultimi vengono fatti pas-sare attraverso un recipiente contenente zeoliti sintetiche chehanno la caratteristica di trattenere le n-paraffine, separandole
quindi dagli isomeri. Le n-paraffine vengono trattate con acidosolforico per rimuovere i composti aromatici che hanno supe-rato i setacci molecolari. Un sistema di rigenerazione provvedesaltuariamente alla pulizia delle zeoliti sintetiche dai prodottipeciosi che ne diminuiscono gradatamente l'efficienza adsorbente.
74
75

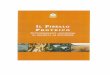
Schema del processo n-paraffine per la produzione di proteinedal petrolio. Nel prefermentatore si ha lo sviluppo del mi.crorganismo che dopo un certo tempo, detto « periodo di pro.pagazione », viene trasferito nel fermentatore continuo in cui
si introduce una emulsione acquosa sterile di n-paraffine, saliminerali (NH4 ', K, Mg", Zn", Fe", SCh", PO4 — ), fattori vi.taminici e aria fornita da un compressore. Di qui in conti.neo viene prelevato il brodo contenente acqua e sospensione
proteica che si raccolgono in un serbatoio: la sospensione viene quindi separataa mezzo di separatori centrifughi. La biomassa, dopo essere stata avviata in unserbatoio di raccolta, è ulteriormente concentrata mediante un filtro rotativo. Dopoquesta concentrazione la biomassa viene essiccata e immagazzinata nei silos di raccolta.
ESSICCATORE
ARIA
FILTROROTATIVO
C-
SEPARATORICENTRIFUGHI
(
SERBATOIO DI RACCOLTA
N-PARAFFINE
- - SALI MINERALINUTRIENTI
--ARIA
MICRORGANISMI
SALI MINERALI —3,NUTRIENTI
ARIA
SERBATOIO
carbossilica (COOH) alla quale è lega-ta una catena di gruppi metilenici(CH2) terminante con un gruppo me-tilico (CH3). Questi composti vengonosuccessivamente demoliti attraverso ilprocesso ossidativo enzimatico cono-sciuto come fi-ossidazione che ha ini-zio con l'attivazione dell'acido grassoda parte di una molecola di ATP (com-posto ricco di energia) ad aciladenilato(CH3 — (CH2)n — COAMP): quindi que-st'ultimo sostituito con una molecola dicoenzima A (complessa molecola orga-nica derivata da una vitamina) a for-mare acilcoenzima A (CH 3 — (CH2)n
COSCoA): a questo punto l'acidograsso è pronto per la demolizione ossi-dativa (13-ossidazione). In questa l'ato-mo di carbonio del gruppo metilenico
in terza posizione (detto carbonio apartire dal carbossile (carbonio n. 1)viene ossidato da un sistema enzima-tico, che opera a tappe, a gruppo car-bossilico non libero, ma legato a unaseconda molecola di coenzima A, il le-game tra il carbonio a e il fi viene in-terrotto e si produce quindi una mole-cola di acilCoA con due atomi di car-bonio in meno ed una molecola diacetilCoA. L'operazione viene ripetu-ta tante volte fino alla totale demoli-zione della molecola dell'acido grassocon liberazione di una notevole quan-tità di energia e la contemporanea for-mazione di acetilCoA. Quest'ultimoviene dal microrganismo in parte uti-lizzato come composto di partenza peri processi biosintetici di proteine, li-
pidi e carboidrati e in parte comple-tamente ossidato per la produzione dienergia.
La biomassa ottenuta con il processon-paraffine presenta all'analisi la
composizione riportata nella tabella apagina 74 in basso dalla quale risultache il 60 % del suo peso secco è costi-tuito da proteine nelle quali sono con-tenuti tutti gli amminoacidi che si ri-trovano nella farina di soia e di pescee nel latte vaccino, sia pure in quanti-tà differenti. Come mostrato nella ta-bella a pagina 74 in alto sono presentitutti gli amminoacidi essenziali, quellicioè che gli organismi superiori sono in-capaci di sintetizzare a partire da alcu-ni metaboliti, come avviene per gli al-
tri amminoacidi e che debbono pertan-to necessariamente essere introdotti conla dieta. Inoltre il prodotto contiene li-pidi (3,2 %), zuccheri (22,5 %), le vi-tamine del gruppo B (alcune sono con-tenute in grande quantità, come laniacina e la riboflavina) e sali mine-rali. Da queste analisi risulta quindiche il prodotto contiene tutte le so-stanze necessarie per una dieta equili-brata e quindi è adatto a costituireun mangime animale e per di più concaratteristiche rigorosamente costanti.Inoltre non contiene quei metalli pe-santi come arsenico, piombo e cadmioche risultano tossici per gli animalisuperiori: contiene solo tracce di idro-carburi aromatici e meno dello 0,5 %di n-paraffine residue. Tali concentra-
zioni sono del tutto innocue e al disot-to dei limiti ritenuti tollerabili. Questorisultato viene ottenuto perché nel fer-mentatore si introducono solo le spe-cie molecolari utilizzate dai microrga-nismi e perché la fermentazione vieneprotratta fino al consumo pressochétotale del substrato.
Una larga possibilità di inquina-mento da idrocarburi alifatici può es-servi invece nel processo gasolio se larimozione degli idrocarburi residui nonmetabolizzati non viene effettuata to-talmente. Per quanto riguarda i com-posti aromatici, quali 11,2,5,6 diben-zantracene e il 3,4 benzopirene conte-nuti nel petrolio, essi vengono già qua-si completamente allontanati nella di-stillazione frazionata del greggio che
si ottiene nelle torri a piatti. Infatti,avendo il 3,4 benzopirene un punto diebollizione molto elevato (470 °C) essonon distilla nell'intervallo di tempera-tura in cui distilla la frazione del ga-solio e quindi non può trovarsi in es-sa, mentre è presente 1'1,2,5,6 diben-zantracene che ha un punto di fusionedi 262 °C. Tuttavia la piccola quota diquesti composti rimasta nella frazionegasolio viene ulteriormente ridotta dalsuccessivo trattamento con i setaccimolecolari che li escludono dato chele dimensioni di queste molecole sonosuperiori a 5 angstrom, diametro deipori delle zeoliti. Il trattamento ulte-riore delle n-paraffine con acido solfo-rico, mentre non modifica queste ulti-me, trasforma gli aromatici nei corri-spondenti acidi solfonici (solfonazio-ne) che poi sono facilmente e rapida-mente rimossi. Attraverso tutti questitrattamenti le n-paraffine introdottenei fermentatori non contengono che30 milligrammi di aromatici per ton-nellata (30 ppb), con: 0,5 ppb di 3,4benzopirene, 0,5 ppb di 20 metilcolan-trene, 0,5 ppb di 1,2,5,6 dibenzantra-cene.
Per determinare quantità cosí picco-le si sfrutta la fluorescenza di questicomposti, misurandone l'intensità conuno spettrofiuorimetro.
Tutte queste precauzioni per evitarel'inquinamento della frazione n-paraf-finica da composti aromatici come il3,4 benzopirene, 1'1,2,5,6 dibenzantra-cene e il 20 metilcolantrene, sono ne-cessarie in quanto questi composti so-no cancerogeni e pertanto debbono es-sere assolutamente eliminati dal pro-dotto usato nella fermentazione dei lie-viti che successivamente vengono uti-lizzati per l'alimentazione animale. Laricerca degli aromatici nelle proteineottenute con il processo n-paraffine èstata quindi particolarmente curata ediciamo subito che si è dimostrataestremamente complicata. 'Infatti coni metodi di determinazione diretta nonsi è trovata traccia di aromatici can-cerogeni nelle proteine dagli unicellu-lari: si è dovuto adottare un sistemadi estrazione attraverso solventi orga-nici, seguita da separazione cromato-grafica e quindi da una determinazio-ne spettrofluorimetrica.
Con questo metodo si è riscontratonelle biomasse da n-paraffine la pre-senza di meno di I milligrammo diaromatici cancerogeni per tonnellata(1 ppb).
Questa quantità è del tutto trascura-bile e in nessun modo può indurre al-terazioni di tipo canceroso negli ani-mali nutriti con le proteine ottenuteattraverso il processo n-paraffine. Ciò
-
76 77

è stato messo in evidenza dalle ricer-che protratte per lungo tempo, sia inEuropa in centri specializzati sia inGiappone dall'Istituto per le ricerchesul cancro della Scuola__di medicina di.Osaka, su ratti, cavie, conigli, trote,visoni, suini, polli, bovini, alimentaticon quantità variabili di proteine per180 giorni: in nessun caso sono stateriscontrate negli animali da esperi-mento formazioni di anormalità o ditessuti cancerosi. Su tutti gli animalicitati sono state inoltre condotte pro-ve di accrescimento in funzione dellaquantità di proteine dagli unicellulari:animali di controllo venivano nutritiesclusivamente con una dieta a base difarina di soia e di pesce, i gruppi inesperimento venivano invece nutriticon una dieta analoga di cui un'ali-quota variante dal 3 al 20 % era sosti-tuita da proteine dagli unicellulari. Innessun caso è stato riscontrato un ac-crescimento inferiore rispetto al grup-po di controllo, anzi molte volte i ri-sultati con le proteine dagli unicellu-lari sono stati migliori di quelli otte-nuti con gli animali nutriti con lasola farina di pesce o di soia.
Gli studi sull'applicazione industria-le della fermentazione di prodotti deri-vati dal petrolio sono iniziati circa ven-ti anni fa e sono stati sviluppati inEuropa soprattutto dalla British Petro-leum (BP) e dall'Institute Francais duPetrol e dalla Kanegafuchi e dallaDainippon in Giappone. Si deve aChampagnat e Laine la realizzazionenei laboratori della BP a Laverà (Mar-siglia), per la prima volta nel 1960,della deparaffinazione microbiologicadel gasolio con rese di interesse appli-cativo nella crescita dei lieviti. Talistudi si sono concretizzati nella pro-duzione attuale di 4000 tonnellate an-nue di biomasse con il processo n-pa-raffine negli stabilimenti BP a Gran-gemouth (Scozia) e di altrettante neglistabilimenti di Laverà dove la produ-zione sta per essere portata a 18 000tonnellate annue. La BP ha inoltre inprogetto un grande impianto da 100mila tonnellate annue. L'industriagiapponese che avrebbe dovuto inizia-re una massiccia produzione nel 1915ha rinviato gli investimenti in questosettore e ha ceduto il « know how » auna industria italiana, la LiquichimicaBiosintesi, la quale ha già iniziato lacostruzione in Calabria di un grandeimpianto per la produzione di 100 000tonnellate annue di proteine dagli uni-cellulari che entrerà in funzione nel1974. Va inoltre considerato che inURSS è in funzione già da sei anniun impianto per la produzione di 35mila tonnellate annue di proteine dagli
unicellulari con il processo n-paraffine,che vengono regolarmente usate comeintegrativo di mangimi per animali.
nenti pericolose. Inoltre come già ac-cennato in precedenza i microrganismiutilizzano le n-paraffine come fonte dienergia, non si formano prodotti di de-gradazione e inoltre la biomassa chesi ottiene è ulteriormente lavata alloscopo di allontanare ogni traccia dimateriale paraffinico. Quindi anche laassociazione con l'inquinamento do-vrebbe essere rimossa. Infine comepuntualizzato da Gaskell, poiché il pe-trolio deriva dalla decomposizione dianimali e vegetali, utilizzare le n-pa-raffine per coltivare lieviti allo scopodi produrre proteine, significa comple-tare un ciclo biochimico sia pure in unarco di tempo di milioni di anni.
La perfetta digeribilità, l'assenza diodore e sapore e la mancanza di pro-dotti tossici fa quindi ritenere che essipossano in futuro essere utilizzati am-piamente in alimentazione umana, co-me integrativi della dieta. È inoltreprevista l'estrazione dai lieviti della fra-zione proteica con allontanamento deigrassi, degli zuccheri, delle vitamine edegli acidi nucleici: questa frazione pro-teica pura avrebbe una ulteriore utiliz-zazione come additivo e integrativo ali-mentare. Sarebbe infatti eliminata laquota di acidi nucleici che potrebberoindurre la formazione di un eccesso diacido urico, se usati in grande quantità.
A questo punto l'uso della frazioneproteica pura dovrebbe avere annulla-to completamente l'associazione con' ilsuo produttore, il microrganismo: altri-menti cosa pensare delle vitamine chesi producono nello stesso modo cioè perfermentazione batterica, della penicil-lina e della streptomicina prodotte dafunghi?
Quindi queste proteine degli unicel-lulari potrebbero essere risolutive peri problemi dell'alimentazione umana delfuturo: fin dal 1955 la FAO ha cercatodi sviluppare una produzione di protei-ne non convenzionali stabilendo le ca-ratteristiche economiche e organoletti-che che esse dovevano possedere: di-sponibilità locale, basso costo, facilitàdi trasporto e magazzinaggio, alto con-tenuto proteico, mancanza di sapore edi odore, sicurezza. Ebbene, le protei-ne dagli unicellulari ottemperano ai re-quisiti richiesti dalla FAO. La comple-ta assenza di tossicità garantisce a que-sti prodotti una assoluta sicurezza epertanto appaiono fuori luogo le per-plessità espresse da alcuni studiosi.
Questa nuova sorgente alimentare èun fatto concreto, che aiuterà l'uomoa vincere la sua battaglia per l'esisten-za e non vi sono elementi per consi-derare le proteine dagli unicellulari unprodotto che l'aiuterà a perdere questabattaglia.
—In cpnclusione . le prove chimiche ebiologiche effettuate su queste bio-
masse ottenute industrialmente, han-no mostrato che il prodotto ha tuttele garanzie di sicurezza e digeribilitàper accreditarlo come mangime inte-grativo dell'alimentazione animale, ingrado quindi di sostituire la farina disoia e di pesce utilizzata nella prepa-razione dei mangimi.
L'approvazione per questa utilizza-zione è stata data, nel dicembre 1972,dal governo giapponese e recentemen-te, da quello tedesco, essendo stata giu-dicata esauriente la documentazionescientifica acquisita sul prodotto. I Mi-nisteri della sanità italiano e francesehanno in corso l'autorizzazione di ta-li materiali proteici come integrativi dimangimi animali. Per gli altri più im-portanti paesi non è richiesta una au-torizzazione specifica.
Utilizzando questa nuova fonte diproteine come additivo dei mangimiper animali, si avrà a disposizione, inun prossimo futuro, per l'alimentazio-ne umana quella quota di prodotti ani-mali e vegetali che ora vengono usatiper questo scopo: e ciò aiuterà indub-biamente a risolvere il problema dellafame nelle zone sottosviluppate dellaTerra.
Anche sull'uomo è stata condottauna sperimentazione per saggiarnel'accettabilità e la digeribilità, ambe-due risultate positive. Da un punto divista chimico ed energetico le proteinedagli unicellulari sono in tutto similialle proteine di origine vegetale e ani-male. Tuttavia la loro utilizzazione inalimentazione umana sembra ostacola-ta da impedimenti di carattere psicolo-gico. Ai microrganismi è associata in-fatti l'idea di sporcizia e di malattia equindi genera ripugnanza mentre alpetrolio viene associato il concetto diinquinamento. Bisogna però tenere pre-sente che molti prodotti della nostradieta derivano da fermentazioni opera-te dai microrganismi e che tali prodottinon ingenerano un senso di ripugnanza,forse in quanto il materiale che essifermentano è sempre di origine natu-rale e vi è la sicurezza che i micror-ganismi usati non sono patogeni. Maanche i microrganismi che fermentanole n-paraffine non sono patogeni, sonodei lieviti in tutto simili a quelli ado-perati per la produzione della birra edel pane; e le n-paraffine sono un pro-dotto che si estrae dal petrolio ma nerappresentano una frazione altamentepurificata e privata di tutte le compo-
78