Embed Size (px)
Citation preview

i
Proyecto Fin de Carrera
Ingeniería Aeronáutica
Modelado y simulación con CATIA V5 de
operaciones de mecanizado en un torno CNC
Autor: Pablo García Ortega
Dept. de Ingeniería Mecánica y Fabricación
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015

ii

Proyecto Fin de Carrera
Ingeniería Aeronáutica
Modelado y simulación con CATIA V5 de operaciones
de mecanizado en un torno CNC
Autor:
Pablo García Ortega
Tutor:
Domingo Morales Palma
Profesor contratado Doctor

iv
Dept. de Ingeniería Mecánica y Fabricación
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2015
Proyecto Fin de Carrera: Modelado y simulación con CATIA V5 de operaciones de
mecanizado en un torno CNC
Autor: Pablo García Ortega
Tutor: Domingo Morales Palma
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes
miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2015
El Secretario del Tribunal

vi

Resumen
El presente proyecto surge en el Departamento de Ingeniería Mecánica y Fabricación
siguiendo la línea de las investigaciones que se han estado llevando a cabo sobre
fabricación de piezas con las máquinas-herramientas del taller haciendo uso del programa
CATIA V5. El objetivo de este proyecto es, en primer lugar, realizar un modelado del torno
de control numérico EMCOTURN 220 y posteriormente se ha decidido complementar
dicho trabajo con el desarrollo de un material de carácter docente que pudiera ser útil para
el alumnado. Dicho material pretende cubrir las principales herramientas disponibles en
CATIA V5 destinadas al mecanizado y simulación de mecanizado para tornos.


ix
Índice
Resumen vii
Índice ix
1 Introducción 13
1.1 Contexto 13
1.2 Objetivos 14
1.3 Estructura del documento 14
2 Tornos CNC y EMCOTURN 220 17
2.1 Descripción 17
2.2 Funcionamiento y Operaciones 18
2.3 Ventajas y desventajas de los tornos CNC respecto a tornos convencionales 20
2.4 EMCOTURN 220 20
2.4.1 Descripción 21
2.4.2 Elementos que la componen 21
2.4.3 Herramientas y torreta revólver 23
3 Modelado del torno en CATIA v5 25
3.1 Modelo de EMCOTURN 220 25
3.1.1 Componentes estructurales 25
3.1.2 Ensamblaje de componentes y construcción de la máquina herramienta 30
3.2 Dificultades encontradas y propuesta de un modelo sencillo 35
4 Torneado de piezas en CATIA V5 38
4.1 Introducción a Lathe Machining 38

Introducción
x
4.2 Operaciones de torneado 39
4.2.1 Rough Turning 40
4.2.2 Recess Turning 42
4.2.3 Groove Turning 44
4.2.4 Profile finish turning 45
4.2.5 Thread turning 47
4.3 Operaciones axiales 48
4.3.1 Taladrado 49
4.4 Herramientas 49
4.4.1 Herramientas de torneado 49
4.4.2 Herramientas de taladrado 52
4.5 Velocidades 52
4.6 Macros 53
5 Ejemplos de piezas mecanizadas 56
5.1 Ejemplo 1 56
5.1.1 Herramientas 57
5.1.2 Fase 1 58
5.1.3 Fase 2 62
5.2 Ejemplo 2 66
5.2.1 Herramientas 68
5.2.2 Fase 1 68
5.2.3 Fase 2 72
5.3 Ejemplo 3 75
5.3.1 Herramientas 77
5.3.2 Fase 1 77
5.3.3 Fase 2 81
5.4 Otros ejemplos 84
5.4.1 Ejemplo 4 84
5.4.2 Ejemplo 5 86
5.4.3 Ejemplo 6 87
5.4.4 Ejemplo 7 89
6 Conclusiones y trabajos futuros 94
6.1 Conclusiones 94
6.2 Trabajos futuros 94

xi
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
xi
Referencias 97
Anexo 99


13
1 INTRODUCCIÓN
1.1 Contexto
Este proyecto surge a raíz de una serie de trabajos realizados por el Departamento de
Fabricación, en los que se pretende modelar diversas máquinas-herramientas situadas en
los talleres de la universidad.
En este proyecto se modelará un torno de control numérico para programas CAD/CAM.
Actualmente los programas de diseño y fabricación asistida por ordenador tienen una gran
importancia en la industria y ofrecen un interesante y extenso abanico de posibilidades.
Además de la posibilidad de realizar el programa que posteriormente se implemente en la
máquina-herramienta, tendremos la opción de analizar resultados y comprobar que no
existan colisiones. En concreto se hará uso del programa CATIA V5, que nos permitirá
realizar lo indicado en el apartado anterior. Además este programa cuenta con una gran
presencia en el mundo laboral.
Este trabajo pretende ser uno más de los realizados en el departamento utilizando CATIA
V5. Otros trabajos que se han llevado a cabo recientemente en este departamento utlizando
este programa son los siguientes:
Mecanizado de componentes aeronáuticos en centro de mecanizado de 2'5 ejes
EMCO VMC-200.
Fabricación de piezas más complejas (componentes aeronáuticos, prótesis dentales,
etc.) mediante mecanizado de alta velocidad en centro de mecanizado de 5 ejes
MIKRON HSM 400.
Generación de las trayectorias de un punzón para conformado incremental de
chapa en la EMCO VMC-200.
Modelo de las otras máquinas-herramienta de control numérico que existen en el

Introducción
14
taller del departamento así como del torno paralelo Pinacho Mod. T3.
1.2 Objetivos
Con este proyecto se pretende tener a disposición del departamento un modelo de un
torno de control numérico real y que se encuentra disponible en los laboratorios del
departamento. Además se quiere que sirva como recurso de carácter pedagógico que sirva
de utilidad para el personal del departamento.
Se han establecido los siguientes objetivos concretos:
Modelar en CATIA V5 un torno de control numérico EMCOTURN 220, con sus
principales componentes.
Realizar una documentación que aporte una información estructurada y de valor
para ser utilizada como material didáctico en la docencia del departamento.
Además se pretende que dicha documentación pueda ser utilizada directamente
por el alumno si así lo precisara.
Simular los mecanizados de varias piezas de ejemplo tal y como se mecanizarían en
una máquina como la modelada en este proyecto.
1.3 Estructura del documento
En el primer capítulo de este documento se realiza una breve descripción de la máquina
sobre la que trata el proyecto. Previamente se dará también un poco de información sobre
los tornos y los tornos de control numérico desde un punto de vista más genérico.
Tras este capítulo, se explicará cómo se ha realizado el modelado de la máquina-
herramienta de control numérico. Para ello se hablará en primer lugar del modelado de las

15
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
15
partes que componen el producto final y posteriormente sobre su ensamblaje y sobre cómo
proporcionarle las propiedades de mecanismo. También se detallarán las dificultades
obtenidas.
En el siguiente capítulo se detallará la información necesaria para realizar simulaciones de
mecanizado en un torno mediante el programa CATIA V5. Para ello se dará información
sobre las funciones más importantes del módulo Lathe machining y de las distintas
operaciones posibles.
Posteriormente, se dan algunos ejemplos de piezas mecanizadas utilizando las
herramientas que se explican en el capítulo anterior. Se elegirán como ejemplos distintas
piezas que puedan realizarse haciendo uso del modelo de torno aquí realizado.
Por último se incluyen las conclusiones que se obtienen del proyecto y las líneas de trabajo
que podrían seguirse en un futuro para realizar otros trabajos.

16
17
2 TORNOS CNC Y EMCOTURN 220
Como ya se ha indicado, se pretende modelar un torno de control numérico. Por ello,
recordaremos algunas propiedades que tienen estas máquinas-herramientas.
2.1 Descripción
Un torno, ya sea CNC o clásico, es un conjunto de máquinas y herramientas con los cuales
se puede mecanizar una pieza de revolución. Para ello se hará girar la pieza a una
determinada velocidad y se le acercará una herramienta de corte en un movimiento
regulado de avance contra la superficie de la pieza.
El movimiento de las herramientas se hará con la ayuda de unos carros que se desplazarán
guiados a través de unos rieles. Habrá un carro que se desplazará en una guía paralela a la
de giro de la pieza, a ésta se le conoce como eje Z. También habrá un carro que se moverá a
lo largo de una dirección transversal, o eje X. En los tornos manuales también podremos
tener un tercer carro o charriot que se podrá inclinar y servirá para la mecanización de
conos. Esto no será necesario en los tornos de control numérico ya que la máquina se
encargará del desplazamiento simultáneo de los otros dos carros consiguiendo el ángulo
deseado.
Los tornos CNC cuentan con estas características y les diferencia del resto de tornos el
hecho de que puedan ser programados numéricamente por ordenador. Esto ofrece una
gran precisión y una mayor capacidad de producción. En las figuras 2.1 y 2.2 podemos ver
un ejemplo de un torno convencional y otro de control numérico, respectivamente.

Tornos CNC y EMCOTURN 220
18
Figura 2.1 – Torno convencional
Figura 2. 2 – Torno CNC
2.2 Funcionamiento y Operaciones
Los elementos encargados de realizar el mecanizado de la pieza son el husillo y la
herramienta de corte. Mediante programación se podrá controlar tanto la velocidad de
rotación del husillo, es decir, la velocidad de corte, como el movimiento de la herramienta
de corte. Esto último se realizará mediante el desplazamiento de los carros, en los que irá
19
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
19
instalada la torreta portaherramientas.
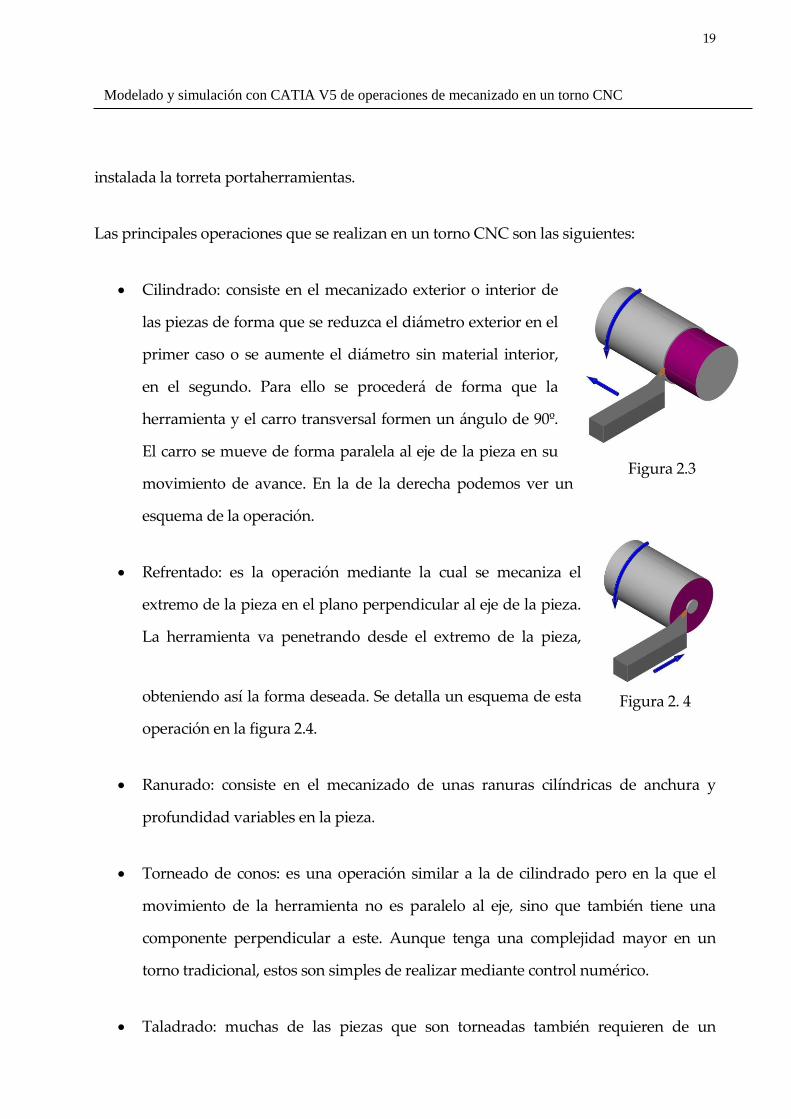
Las principales operaciones que se realizan en un torno CNC son las siguientes:
Cilindrado: consiste en el mecanizado exterior o interior de
las piezas de forma que se reduzca el diámetro exterior en el
primer caso o se aumente el diámetro sin material interior,
en el segundo. Para ello se procederá de forma que la
herramienta y el carro transversal formen un ángulo de 90º.
El carro se mueve de forma paralela al eje de la pieza en su
movimiento de avance. En la de la derecha podemos ver un
esquema de la operación.
Refrentado: es la operación mediante la cual se mecaniza el
extremo de la pieza en el plano perpendicular al eje de la pieza.
La herramienta va penetrando desde el extremo de la pieza,
obteniendo así la forma deseada. Se detalla un esquema de esta
operación en la figura 2.4.
Ranurado: consiste en el mecanizado de unas ranuras cilíndricas de anchura y
profundidad variables en la pieza.
Torneado de conos: es una operación similar a la de cilindrado pero en la que el
movimiento de la herramienta no es paralelo al eje, sino que también tiene una
componente perpendicular a este. Aunque tenga una complejidad mayor en un
torno tradicional, estos son simples de realizar mediante control numérico.
Taladrado: muchas de las piezas que son torneadas también requieren de un
Figura 2. 4
Figura 2.3

Tornos CNC y EMCOTURN 220
20
taladrado en el eje de rotación. Se suele realizar una operación de taladrado antes de
proceder a un mecanizado interior, como forma de desbaste rápido de material.
Roscado: mientras que en los tornos paralelos se realizan mediante la Caja Norton,
en los tornos CNC se programan los datos de las roscas, sin necesidad de ésta.
Pueden ser roscas tanto interiores (tuercas), como exteriores (tornillos).
2.3 Ventajas y desventajas de los tornos CNC respecto a tornos convencionales
Con los tornos de control numérico se pueden conseguir varias ventajas frente a los tornos
convencionales:
Posibilidad de mecanizar piezas más complejas.
Mayor precisión en el mecanizado al reducir los errores humanos.
Cambios de herramientas rápidos y automáticos.
Reducción en tiempos de mecanizado
Gran capacidad de producción.
Sin embargo, también puede presentar algunas desventajas, como por ejemplo:
Necesita una elevada inversión.
No produce rentabilidad a bajas ocupaciones.
Necesidad de realizar un programa de mecanizado.
2.4 EMCOTURN 220
El torno que se ha modelado es el EMCOTURN 220, el cual podemos encontrar en los
talleres del departamento.
Esta máquina fue desarrollada por el grupo EMCO, que surge como unión de varios
proveedores de máquinas-herramientas. Dicho grupo tiene su sede actualmente en
Salzburgo, Austria. Además dispone de plantas de producción en Alemania, Italia y
Chequia así como varias sedes de distribución y ventas en Alemania, Italia, Francia, España

21
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
21
y los EE.UU. Con más de 140 sucursales de ventas y asistencia técnica, EMCO está
representada a nivel internacional en todos los mercados significantes. El Grupo EMCO
cuenta actualmente a nivel mundial con un staff de 630 empleados y especialistas.
2.4.1 Descripción
La máquina-herramienta EMCOTURN 220 es un torno de control numérico desarrollada a
finales de los 80.
2.4.2 Elementos que la componen
Cómo vemos en la figura está compuesta por dos grandes elementos, la mesa de trabajo y
la mesa de control.
Figura 2.5 – EMCOTURN 220

Tornos CNC y EMCOTURN 220
22
De forma más detallada, en la mesa de trabajo, se pueden distinguir los siguientes
elementos:
Bastidor: dispone de una bandeja recogevirutas, un dispositivo recogedor de piezas
mecanizadas que puede activarse de forma automática y un sistema refrigerante.
Está construido en acero.
Bancada: sobre ella van montados el cabezal del husillo, la unidad del carro y el
contrapunto. Se encuentra atornillada al bastidor de la máquina de forma que no
sea posible deformación alguna por tensado para evitar problemas de precisión al
operar.
Unidad del carro: los carros tiene como objetivo desplazar las herramientas a lo
largo de su dirección. En la máquina que nos ocupa tenemos carro longitudinal y
transversal, estos se deslizan a través de guías de cola de milano rectificadas de alta
precisión. Estas deben ser diseñadas de forma óptima. Además la holgura se puede
ajustar por medio de regletas de cuña cónicas. Los carros están cubiertos
completamente para así impedir que haya influencia por las virutas o el
refrigerante, además de por motivos puramente estéticos.
Husillo principal: se encarga de soportar la pieza en su extremo y transmitirle la
rotación a lo largo de su eje. Queda soportado en 4 cojinetes radiales de bolas con
contacto angular. El cabezal está dispuesto de una forma termosimétrica para evitar
desviaciones de alineación al operar.
Torreta portaherramientas: va fijada a la unidad del carro.
Contrapunto: servirá de apoyo para las piezas excesivamente largas, de forma que se

23
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
23
rebajen las desviaciones producidas por las vibraciones de la pieza.
2.4.3 Herramientas y torreta revólver
La máquina-herramienta ofrece la posibilidad de trabajar con hasta 16 herramientas
distintas, de acuerdo al manual, aunque sólo ocho podrán montarse de forma simultánea.
Para ello se instalarán en la torreta porta-herramientas de forma que el propio torno pueda
cambiar entre ellas automáticamente.
Figura 2.6 – Zona de trabajo

24

25
3 MODELADO DEL TORNO EN CATIA V5
Para llevar a cabo el modelado de la máquina-herramienta se ha utilizado el software de
diseño asistido por ordenador CATIA V5, de la compañía Dassault Systèmes. En concreto,
se ha utilizado la versión V5 R20. Se deberá hacer uso de varios de los módulos de CATIA.
También cabe indicar que aunque para realizar el mecanizado de las piezas solamente
entraran en juego unas partes del modelo; que, obviamente, se ha realizado con la mayor
fidelidad posible a la realidad; se ha pretendido ser fiel también con aquellas menos
importantes. Con esto se pretende crear un buen impacto visual que logre llamar la
atención al posible usuario.
3.1 Modelo de EMCOTURN 220
Como se ha dicho anteriormente, se ha partido de una máquina real ubicada en los
laboratorios. Es por ello que, en primer lugar, se han debido de tomar las medidas
necesarias con ayuda de una cinta métrica y un pie de rey. Este proceso debe realizarse con
la mayor precisión posible ya que, aunque de primeras no suponga un problema para el
modelado gráfico, pueden surgir muchas adversidades a la hora de proporcionarle las
propiedades de máquina-herramienta.
Una vez tomadas las medidas se modelan las distintas partes involucradas.
3.1.1 Componentes estructurales
En el capítulo anterior se vieron los distintos componentes que componen la máquina-
herramienta EMCOTURN 220. Veamos ahora como se han modelado estos y los resultados
obtenidos.
Para realizar los distintos componentes se ha hecho uso del módulo Part Design.Dicho

Modelado del torno en CATIA v5
26
Figura 3.1 – Mesa de trabajo
módulo nos ofrece la posibilidad de crear perfiles o bosquejos, un sketch, y a partir de estos
realizar modelos 3D utilizando algunas opciones como; extrucciones, pad; o revoluciones,
shaft, entre otros.
A continuación veremos los distintos parts que se han modelado. Para tener una mejor
visión se van a organizar según el grupo al que pertenezcan: parte fija, torreta o husillo.
3.1.1.1 Componentes de la parte fija
A pesar de que no va a ser necesario realizar
ningún movimiento entre sus partes se han
modelado distintas partes que convergerán en
un mismo product. Esto se ha decidido así por
simplificar y porque se ha visto como un
proceso más intuitivo.
En primer lugar se ha realizado la mesa de
trabajo. Como se puede apreciar en la figura 4.1
se han intentado añadir algunos detalles
vistosos que causen buena impresión y así
obtener un buen impacto visual como se
comentaba anteriormente.
En la figura 4.2 podemos verlo desde otra perspectiva y de mejor manera se aprecia lo que
supondrá el área de trabajo. En ambas figuras se puede distinguir el lugar que ocupará el
husillo.

27
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
27
Figura 3.2 – Mesa de trabajo
Por otro lado se ha realizado la mesa donde se sitúa el panel de control. También se ha
pretendido ser fiel a la realidad, para ello se le ha añadido el mayor número de detalles
posibles. Podemos ver como ha quedado el modelo en la figura 4.3.
En último lugar sólo quedan los parts correspondientes al punzón, para sujetar aquellas
piezas de demasiada longitud, evitando así las excesivas vibraciones, y la pieza en la que
va montado el punzón. En las figuras 4.4 y 4.5 se ve el punzón y donde va montado éste,
respectivamente.

Modelado del torno en CATIA v5
28
Figura 3.3 – Mesa de control
Figura 3.4 - Punzón Figura 3.5 – Caja punzón

29
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
29
3.1.1.2 Componentes de la torreta
Para el desarrollo de la torreta se necesitarán varios componentes auxiliares y ficticios para
poder simular los movimientos. En este apartado vamos a centrarnos en los componentes
principales, dejando la explicación y necesidad de los otros para más adelante.
El primer componente realizado es la propia torreta. Como se indicó anteriormente tiene
una capacidad máxima de ocho herramientas al mismo tiempo. Si nos fijamos en la figura
4.6 se ve que se ha añadido un cilindro en la parte posterior que iría ubicado en el interior
del carro. Esto se realiza para poder añadir las restricciones y movimientos en un futuro.
El otro componente principal de la torreta es el carro, encargado de los movimientos en los
ejes Z y X. El carro está compuesto por dos piezas, una la que vemos en la figura 4.7 y que
soportará a la torreta mientras que la otra es una placa situada en la pared de la bancada y
que moverá tanto a la pieza anterior como a la torreta. Podemos apreciar dicha placa en la
figura 4.1. El movimiento a lo largo del eje X se deberá a la pieza que sujeta la torreta
mientras que el del eje Z lo proporcionará la placa.
Figura 3.7 - Torreta Figura 3.6 - Portaherramientas

Modelado del torno en CATIA v5
30
Figura 3.8 – Husillo
3.1.1.3 Componentes del husillo
El modelado del husillo se ha realizado en dos piezas, una fija y otra móvil. Aunque la
parte fija pertenezca a la mesa de trabajo, se ha añadido en el modelo del husillo para
facilitar la tarea a la hora de darle las propiedades de husillo en CATIA. En la figura 4.8 se
han añadido conjuntamente los dos parts. En tono beige vemos la parte fija mientras que la
parte móvil está coloreada en gris.
3.1.2 Ensamblaje de componentes y construcción de la máquina herramienta
En este paso se ha hecho uso de los módulos Assembly Design y Machine Tool Builder de
CATIA.
El módulo Assembly Design nos permitirá ubicar los distintos parts realizados y combinarlos
entre ellos. Para ello podremos tanto arrastrar la pieza a ubicar como crear restricciones
geométricas entre los componentes, ya sean coincidencia de líneas, planos, distancias a un
plano,…
Por último, con el módulo Machine Tool Builder podremos darle las propiedades a la
máquina. Con este módulo ubicaremos los puntos y ejes de montaje de piezas y

31
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
31
herramientas, velocidades, límites, etc… Una vez realizado todo esto obtenemos el
siguiente resultado.
Como en el subcapítulo anterior, organizaremos según parte fija, torreta o husillo.
3.1.2.1 Parte fija
Para ensamblar la parte fija únicamente se ha hecho uso del módulo Assembly Design. Se ha
utilizado la mesa de trabajo como parte fija y se le ha añadido los dos componentes del
punzón y la mesa de control. No debemos olvidar una restricción importante. Se ha de
crear un offset (distancia entre planos) entre el punzón y la caja que le contiene. Este offset
podrá ser cambiado según la pieza que se vaya a mecanizar. Adaptándolo así para que
sujete a la pieza mientras se realiza el mecanizado.
Figura 3.9 - EMCOTURN 220 en CATIA V5

Modelado del torno en CATIA v5
32
3.1.2.2 Torreta
Para crear la torreta además del Assembly Design se tendrá que hacer uso del módulo
Machine Tool Builder.
En primer lugar, una vez dentro del módulo Machine Tool Builder, se creará una nueva
máquina, a esta máquina se le otorgarán propiedades de Turret. Siguiendo el proceso que
se indica en los manuales de CATIA, vemos que podremos tener dos tipos de torretas.
Nuestro caso se corresponde con el de torreta rotatoria con múltiples puntos de montaje de
herramienta. En este caso todas las herramientas estarán ya colocadas durante el
mecanizado. El manual también nos dice que este tipo de torreta deberá tener tres ejes, los
X y Z ya comentados y, además un eje C de rotación de la torreta.
Para cumplir con lo anterior, y como se adelantó en el apartado anterior, se ha optado por
introducir la placa embellecedora en el modelo de la torreta. Por esta placa se moverá una
guía, teniendo así el movimiento axial simulado mediante un prismatic joint. Para modelar
el movimiento radial se hace que la caja que soporta la torreta se mueva a lo largo de la
guía con otro prismatic joint. Finalmente se añade la torreta y se le introduce el giro
mediante un revolute joint.
Una vez ensambladas todas las partes, se procederá con las propiedades de la torreta:
Home Position: para ello posicionamos la torreta de igual manera que se encuentra
en el laboratorio.
Tool Change Position: se utilizará la misma posición que para la Home Position.
Travel limits: se ha establecido partiendo de la Home Position y de acuerdo a lo
indicado en el manual de la máquina-herramienta. En la figura podemos ver un
extracto de dicho manual.

33
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
33
Tool Mount Points: esta es la parte más compleja, ya que es tarea fácil alinear los ejes
de la forma deseada y se tienen geometrías complejas para realizar esta labor en los
ocho huecos correspondientes. Para realizarlo se ha hecho uso del compass de
CATIA.
Speed and acceleration limits: tan solo hay que añadir las velocidades y aceleraciones
que puede alcanzar el mecanismo en cada grado de libertad.
Figura 3.10

Modelado del torno en CATIA v5
34
3.1.2.3 Husillo
El modelado del husillo es bastante más simple que el de la torreta. Para el ensamblaje tan
sólo disponemos de dos componentes y ha bastado con utilizar un Revolute joint.
Las propiedades necesarias para la definición del husillo son las siguientes:
Home position: tan solo hay un grado de libertad que se corresponde con el giro. Se
quedará en 0.
Workpiece Mount Point: se tendrá que ubicar el punto de montaje de la pieza. Hay
que prestar especial atención a los ejes y su correcta colocación. Como vemos en la
figura el eje Z es normal a la superficie mientras que el X se situa hacia arriba.
Speed and acceleration limits: tan solo habrá que definir la velocidad y aceleración
angular máxima del husillo. De acuerdo al manual vemos que tiene un rango de
trabajo de 150 – 6300 rpm. De la aceleración no tenemos datos, por ello se ha dejado
la que viene por defecto.
3.1.2.4 Montaje completo
Una vez se han realizado todos los componentes que componen la máquina, se procederá a
su montaje. Para ello crearemos un nuevo product y accederemos al Machine Tool Builder.
Dentro de este módulo vemos que se encuentra la opción New Mill Turn Machine
Seleccionamos dicha opción y ya tendremos definido el product como torno.
Una vez se ha hecho esto ya podremos insertar las distintas partes. En primer lugar, se
insertará la parte fija y le añadiremos la restricción Ficed Part. Posteriormente añadiremos el
husillo y la torreta mediante las opciones Insert Spindle e Insert Turret, ,
respectivamente.

35
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
35
Ya tendremos todas las partes y solo nos quedará ensamblarlas correctamente en el
módulo Assembly Design.
3.2 Dificultades encontradas y propuesta de un modelo sencillo
En el desarrollo de la máquina se han tenido varias dificultades. La mayor adversidad se
ha encontrado al conseguir que la máquina realizara los procesos de mecanizado
correctamente. Se han dado diversos errores que han hecho tanto que la máquina no se
moviera como que se moviera de manera aleatoria que nada tenía que ver con lo deseado.
Esto ha sido así aun a pesar de que el proceso de mecanizado se ejecutaba correctamente
antes de añadirle la máquina a la operación.
Para detectar el origen del error se ha optado por crear un modelo sencillo como el que
podemos ver más abajo. Con este modelo se pretende descartar fallos debidos a la
geometría compleja de la máquina-herramienta EMCOTURN 220 en la que el plano de
trabajo es un plano inclinado. Como apreciamos en la imagen el nuevo modelo consta de
las mismas partes que el complejo. Sin embargo, se ha tratado que sea lo más fácil posible
alinear la torreta y el husillo e indicarle correctamente los ejes de
Figura 3.11 – Modelo sencillo

Modelado del torno en CATIA v5
36
trabajo.
Aun así no se ha conseguido el correcto funcionamiento de esta máquina. Esto hace pensar
que los fallos no se deben a la geometría que se le ha dado a los distintos ejes, ya que aquí
no ha habido opción a error. Se ha seguido investigando posibles causas del error pero no
se ha llegado a ninguna conclusión. Tampoco habría que descartar errores debidos a fallos
en el software.

37
38
4 TORNEADO DE PIEZAS EN CATIA V5
En este capítulo se pretende explicar las herramientas de simulación de mecanizado para
tornos en CATIA V5.
4.1 Introducción a Lathe Machining
Para ello se hará uso del módulo Lathe Machining . Este lo podremos encontrar en
Start > Machining > LatheMachining.
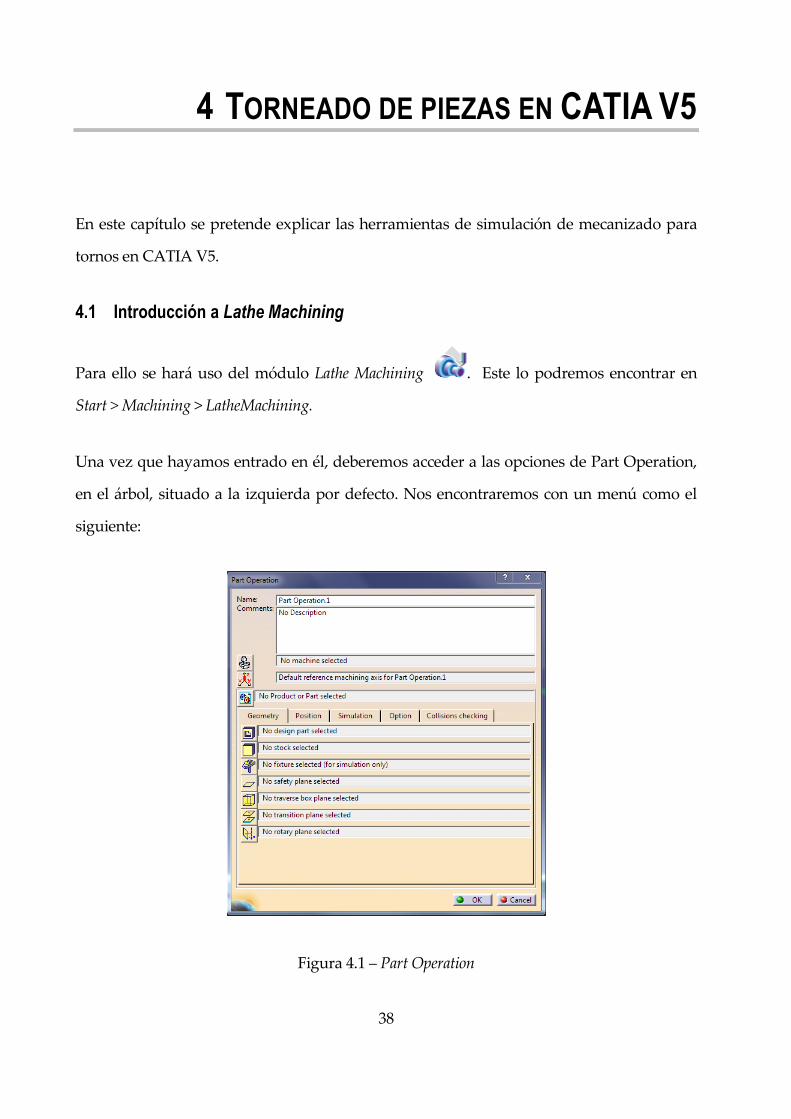
Una vez que hayamos entrado en él, deberemos acceder a las opciones de Part Operation,
en el árbol, situado a la izquierda por defecto. Nos encontraremos con un menú como el
siguiente:
Figura 4.1 – Part Operation

39
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
39
La primera opción que nos ofrece este menú es la de añadirle nombre y comentarios a la
Part Operation.
Después de esto en el siguiente icono, podremos acceder a otro menú en el que
podremos elegir el tipo de máquina que se utilizará para el mecanizado. Para el caso que
nos ocupa disponemos de tres tipos de máquinas, torno horizontal, vertical, o multieje,
además de la opción de abrir un torno creado por nosotros. Al utilizar la última opción,
aparecerán otras nuevas más abajo en las que se podrá configurar el husillo, la torreta así
como podremos elegir el conjunto de herramientas a utilizar y la compensación. También
se nos permite modificar algunas opciones del control numérico.
En el segundo icono, se define el eje que se tomará como referencia para realizar el
mecanizado.
En el último, se elige el Product o Part a mecanizar.
Una vez hayamos definido los tres punto anteriores se podrán establecer otras opciones en
las distintas pestañas. Las más interesantes son las dos primeras, especialmente la primera,
en la que debemos definir aquellas partes del Product que pertenezcan a pieza final, stock, o
mordaza. En la segunda pestaña se debe definir el Home Point y el Tool Change Point.
Cuando se hayan definido todos los parámetros anteriores deberemos crear un
Manufacturing Program, , ligado al Part Operation. Con esto estaremos preparados
para empezar a dar instrucciones de mecanizado.
4.2 Operaciones de torneado
En primer lugar, antes de explicar las distintas operaciones de torneado disponibles, se
debe tener en cuenta que para poder realizar muchas de las operaciones hay que tener
previamente dibujadas las líneas de perfil de la pieza e incluso de la preforma para alguna

Torneado de piezas en CATIA V5
40
de las piezas. Más adelante podremos ver como esto nos será útil.
4.2.1 Rough Turning
Para acceder a ella pinchamos en el icono . Con esto tendremos acceso al
siguiente menú con varias pestañas.
4.2.1.1 Opciones
Para crear la operación deben definirse una serie de parámetros.
En primer lugar debemos elegir qué tipo de torneado queremos realizar, Longitudinal, Face,
o Parallel Contour. Con esto, respectivamente, podremos realizar cilindrados, refrentados, o
diractemente elegir que la herramienta siga el perfil de la pieza.
En la imagen se puede elegir la profundidad de corte. En el caso del contorneado, como
vemos a la izquierda, hay que introducir tanto el máximo axial como radial.
Figura 4.2

41
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
41
Además podremos decidir si se quiere realizar un
mecanizado exterior o interior en la pestaña
Orientation Así como elegir por qué extremo de la
pieza queremos que se realice mecanizado en
Location.
Por último, y que sea aplicable en este trabajo,
podremos definir si realizar el contorneado de la
pieza en todas las pasadas, la última o ninguna
con la opción Part Contouring. También
deberemos indicar si este contorneado tendrá en
cuenta las muescas o huecos en el perfil de la
pieza objetivo, para ello marcaremos, o no, el
recuadro Recess machining.
Accediendo a la segunda pestaña, Option, se
puede elegir parte de la estrategia a seguir por la
herramienta, como ángulos de seguridad o
salida y distancias de ataque, entrada o salida.
Puede verse en la figura 4.3.
4.2.1.2 Elección de elementos
Para que la máquina sepa cómo ha de mecanizar la
pieza, deberemos decirle el perfil que queremos que
siga así como el perfil del stock.
En la figura 4.5 el stock se corresponde con la zona azul
y la pieza con la gris. Si accedemos a cada una de ellas
podremos elegir el perfil. Aunque CATIA nos ofrece la
opción de elegir el perfil con sus propias herramientas,
Figura 4.4
Figura 4.3
Figura 4.5

Torneado de piezas en CATIA V5
42
este también se puede realizar mediante un sketch desde el que podremos seleccionarlo
directamente. Se ha optado por el último método en todas las piezas realizadas. Por último
definiremos el plano hasta el cual se realizará el mecanizado, en caso de que queramos, es
opcional.
A modo de ejemplo, en las siguientes imágenes, se ven las elecciones de estos perfiles para
un contorneado y el camino a seguir por la herramienta en el mecanizado. El caso de un
refrentado o cilindrado es igual pero teniendo en cuenta las limitaciones de estas
operaciones.
Además, en este menú podremos elegir los distintos offsets. Estos serían; el radial, axial, del
producto final, del stock y del límite final.
4.2.2 Recess Turning
La operación Recess Turning será de utilidad para el mecanizado de huecos. Accedemos a
esta operación a través del icono .
Figura 4.6 Figura 4.7

43
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
43
4.2.2.1 Opciones
Las opciones son similares a las anteriores, de
nuevo hay que elegir si se trata de un mecanizado
exterior o interior y por qué extremo se desea
realizar el mecanizado. La principal diferencia que
encontramos se encuentra en el Recessing Mode,
con el que podemos decidir la trayectoria que
cogerá la herramienta; un solo sentido y de forma
paralela al eje de giro (one way), en ambos (zigzag),
o un solo sentido pero siguiendo el contorno del
hueco (parallel contour).
Se ha podido comprobar durante la elaboración de
las piezas que el tipo de trayectoria que siga la
herramienta puede afectar al resltado final. En
algunos casos no se mecaniza todo tal y como queremos. Por lo que hay que tener especial
cuidado y comprobar la operación.
De nuevo es aquí donde se le dará al programa la máxima profundidad de cada pasada, de
forma equivalente a la del rough tourning.
4.2.2.2 Elección de elementos
Se procede de la misma manera que con el rough tourning, aunque la imagen que nos
muestre CATIA para realizar la elección sea diferente. En las imágenes siguientes vemos
un ejemplo para este tipo de operación.
Figura 4.8

Torneado de piezas en CATIA V5
44
4.2.3 Groove Turning
La operación Groove Turning sirve para mecanizar muescas. Se representa en CATIA por el
icono .
4.2.3.1 Opciones
Accedemos a las opciones tal y como en las opciones
anteriores. La estructura que sigue es igual.
En este caso, podremos elegir, en primer lugar, la
orientación. Las opciones son, interna, externa, frontal
u otra, en la que podremos elegir el ángulo de la cara a
mecanizar. En la imagen de la derecha podemos ver el
menú en el que se ha elegido la última opción.
También habrá que elegir por donde debe
empezar el mecanizado, a la izquierda del hueco,
derecho o centro del mismo. Y además indicaremos hacia qué lado debe de seguir la
Figura 4.9
Figura 4.10

45
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
45
herramienta, izquierda, derecha o si tan solo se hará una pasada.
Como en casos anteriores se podrá hacer un contorneado de la pieza. Así como también se
puede elegir que la herramienta penetre por niveles, de utilidad para huecos profundos.
Si accedemos a la segunda pestaña, Option, se pueden decidir los angulos y distancias de
salida y entrada de la herramienta. También podemos añadirle un ángulo de seguridad.
4.2.3.2 Elección de elementos
En este caso tendremos un menú exactamente igual al Recess Turning. Elegimos el stock y la
parte de la pieza a mecanizar.
4.2.4 Profile finish turning
La acción Profile finish turning la utilizaremos para realizar acabados de la pieza. La
podemos ver representada por el icono .
4.2.4.1 Opciones
Esta acción tiene un menú ligeramente distinto a los anteriores.
En primer lugar, observamos que ahora no será necesario definir el stock. Esto resulta lógico
Figura 4.11

Torneado de piezas en CATIA V5
46
ya que se presupone que al realizar una operación de acabado no hay mucho material
sobrante que eliminar.
Como siempre vemos que podemos elegir la orientación y el lado de la pieza a mecanizar.
También podremos elegir si queremos que la herramienta penetre en los huecos siguiendo
el perfil de la pieza. Otra nueva opción que aparece, que no hemos visto en las anteriores es
la de poder decidir si queremos que mecanice las esquinas con formas circulares o
angulosas.
Si vemos el resto de pestañas, comprobamos
que ahora existen tres más en lugar de una.
En la primera de ellas, o segunda si contamos
la pestaña General, se pueden cambiar los
ángulos y distancias de entrada y salida como
en los casos anteriores y como se realizarán
estos, ya sea de forma circular o lineal.
Además se podrán decidir los ángulos de
seguridad.
En la pestaña Corner Processing, se pueden
elegir como queremos que se mecanicen las
esquinas. Para cada esquina se podrá elegir
entre normal, redondeada, o chaflanadas.
4.2.4.2 Elección de elementos
Como se ha explicado anteriormente, esta tarea se simplifica para este tipo de operación, al
no tener que elegir el stock.
Figura 4.12

47
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
47
4.2.5 Thread turning
Esta operación se utiliza para la realización de roscados tanto interiores como exteriores. Se
accede a través del icono .
4.2.5.1 Opciones
En este caso tendremos tres pestañas, Thread, Strategy y Option.
En la primera lo primero que hay que indicar, es
el tipo de perfil que se quiere tener. Se puede
elegir entre un perfil tipo ISO, trapezoidal, UNC,
Gas u otro que realizaremos de acuerdo a
nuestras necesidades. Si nos fijamos en el perfil
ISO, que es el que se utilizará en los roscados de
este documento, se ve que tan solo hay que
añadirle el paso y el número de crestas a
mecanizar.
Después indicaremos, como en los demás casos,
si es un roscado exterior o interior y también la
orientación.
Figura 4.13
Figura 4.14
Torneado de piezas en CATIA V5
48
En la segunda pestaña se indicará la estrategia a seguir por la herramienta. Para ello
elegiremos profundidad o sección de corte constante y elegiremos, respectivamente, la
máxima profundidad de corte o el número de pasadas, según hayamos elegido un tipo u
otro.
En la pestaña Option se pueden decidir las distancias desde las que realizara la entrada y
hasta la que llega la salida de la herramienta También se puede decidir el ángulo al que
sale la herramienta y la distancia a la que pasará ésta en su camino de vuelta para realizar
otra pasada.
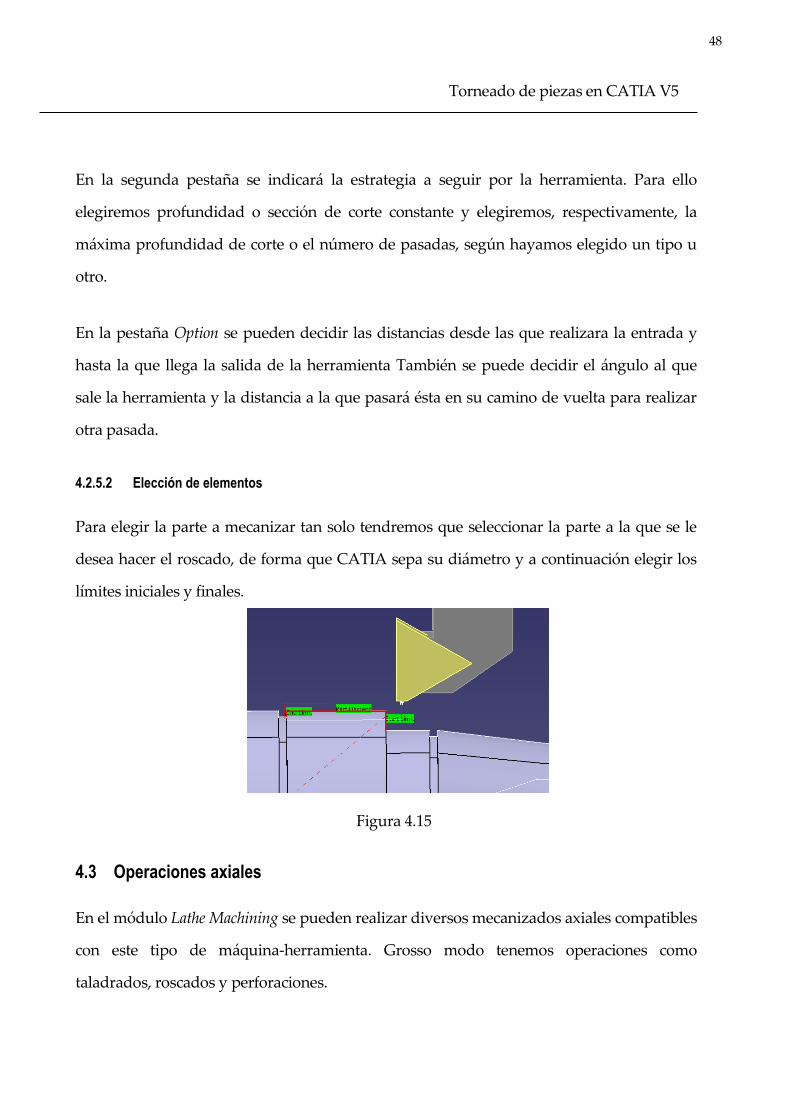
4.2.5.2 Elección de elementos
Para elegir la parte a mecanizar tan solo tendremos que seleccionar la parte a la que se le
desea hacer el roscado, de forma que CATIA sepa su diámetro y a continuación elegir los
límites iniciales y finales.
4.3 Operaciones axiales
En el módulo Lathe Machining se pueden realizar diversos mecanizados axiales compatibles
con este tipo de máquina-herramienta. Grosso modo tenemos operaciones como
taladrados, roscados y perforaciones.
Figura 4.15

49
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
49
4.3.1 Taladrado
La única que será de utilidad para nuestro trabajo será el taladrado. Esta operación nos será
necesaria para hacer un orificio en la pieza de forma rápida desde el que posteriormente
poder realizar el mecanizado interior. En concreto se hará uso del taladrado normal, o
Drilling en CATIA. Podemos encontrarlo representado por el icono .
Para llevar a cabo esta operación indicaremos la profundidad del taladrado y los puntos
donde queremos que se realice.
4.4 Herramientas
En cada operación se debe definir la herramienta que se utilizará para llevarla a cabo.
Podremos elegir y crear nuestras propias herramientas en la tercera pestaña que aparece en
el menú de la operación . Cabe indicar que tenemos distintas herramientas según el
tipo de mecanizado que se vaya a efectuar. Groso modo, podremos distinguir entre
operaciones de torneado y operaciones axiales.
4.4.1 Herramientas de torneado
Al abrir la pestaña se aprecia que está dividido en tres partes.
En la primera , se le puede dar un nombre a la herramienta y adjudicarle un número
de herramienta.
En la segunda , elegiremos el porta-herramientas que se utilizará. A priori tenemos
cuatro tipos de porta-herramientas cada uno con una utilidad. Estos podemos verlos en la
siguiente figura.

Torneado de piezas en CATIA V5
50
De izquierda a derecha, tenemos porta-herramientas para los siguientes tipos de
operaciones.
Mecanizado exterior.
Mecanizado interior.
Mecanizado de ranuras o huecos exterior.
Mecanizado de ranuras o huecos interior.
Mecanizado de ranuras o huecos frontal.
Roscado exterior.
Roscado interior.
Como es lógico tendremos porta-herramientas verticales para el mecanizado exterior y
horizontales para el interior, para así poder acceder más fácilmente en los huecos.
Una vez hayamos seleccionado el soporte deseado, podremos personalizarlo. Para ello
podremos partir de una base de datos de herramientas de CATIA a la que podremos
acceder a través de la herramienta Search tool y seleccionando alguna de las bases de datos
que encontramos en Look in. Por ejemplo, si vamos a la base de datos
LatheInsertsAndHoldersSample tendremos una buena colección con 72 herramientas útiles
para los torneados.
Tras elegir la base desde la cual queremos partir, con una forma similar a la que deseamos,
podremos darle las proporciones necesarias. También se pueden dar medidas desde cero
con el porta-herramienta que viene por defecto, aunque con este paso podríamos
simplificarnos un poco el proceso.
Figura 4.16 - Portaherramientas

51
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
51
Con esto ya solo queda definir la herramienta. Para ello vamos a la tercera pestaña .
Ahora tendremos distintas herramientas con varias formas para elegir. En la imagen
siguiente vemos un esquema con todas las posibilidades.
Hay que tener en cuenta que no todas las operaciones son compatibles con las mismas
herramientas. CATIA nos limitará las herramientas disponibles según el porta-herramienta
que hayamos elegido. De forma esquemática tendremos las siguientes herramientas para
cada operación:
Torneados longitudinales:
Figura 4.17
Figura 4.18 – Herramientas de corte
Torneado de piezas en CATIA V5
52
Mecanizado de huecos o ranuras:
Roscados:
Al igual que con los porta-herramientas, se dispone de una base de datos de herramientas
que podremos utilizar. Aunque en este caso resulta más simple darle las características
deseadas directamente.
4.4.2 Herramientas de taladrado
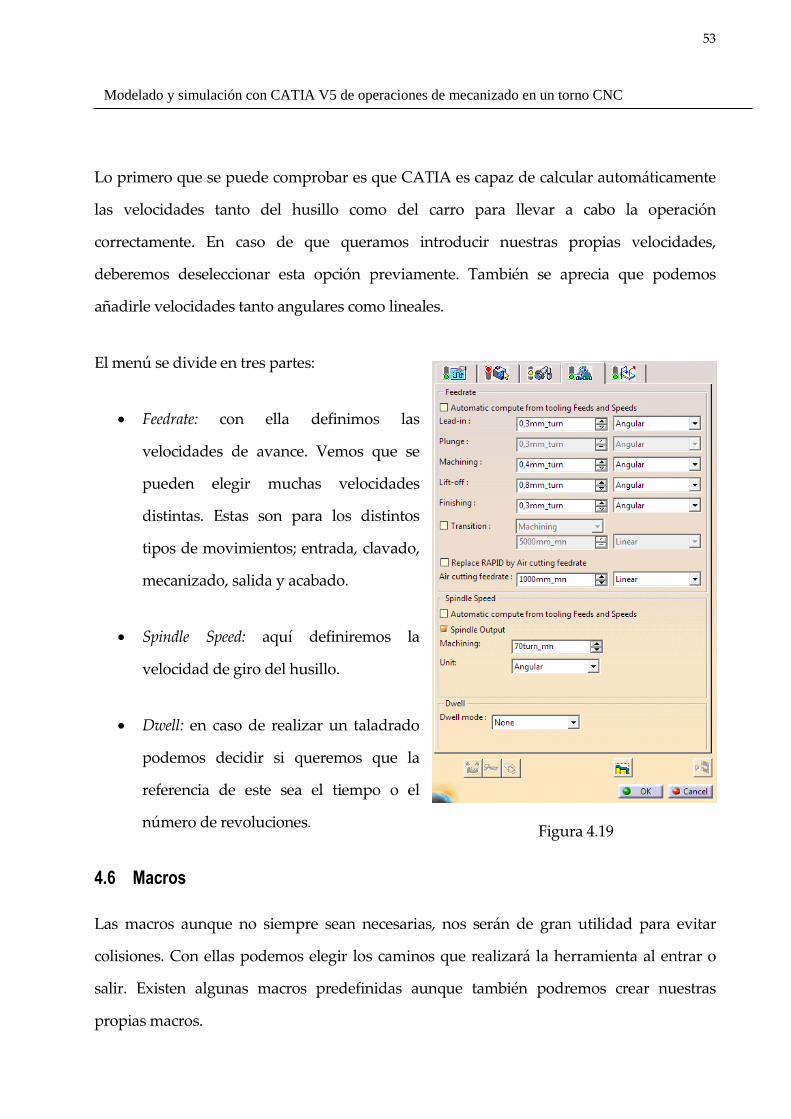
Al entrar en la pestaña de Drilling y seleccionar la pestaña de las herramientas vemos que
existen diversas herramientas para utilizar en operaciones axiales.
La primera de todas ellas es la que se utilizará en todos los mecanizados que se incluyen en
este proyecto. Las otras serán de utilidad para realizar operaciones como chaflanados,
pequeños agujeros, taladros multidiámetro, etc…
4.5 Velocidades
Aunque no se hayan mencionado anteriormente, en las opciones de cada operación
podemos elegir la velocidad de movimiento de los carros así como la velocidad de giro del
husillo para mecanizar. Para ello, accederemos a la cuarta pestaña, .
Al abrir dicha pestaña accederemos a un menú como el de la derecha.
Figura 4.19 – Herramientas de operaciones axiales
53
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
53
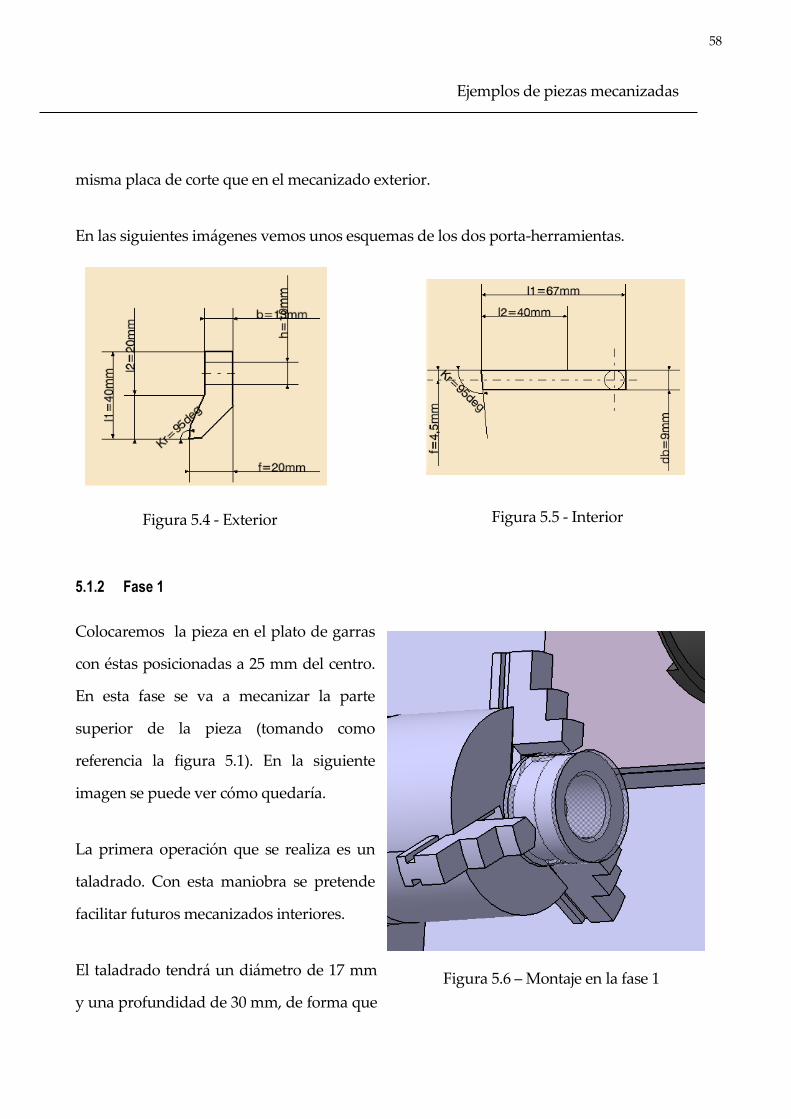
Lo primero que se puede comprobar es que CATIA es capaz de calcular automáticamente
las velocidades tanto del husillo como del carro para llevar a cabo la operación
correctamente. En caso de que queramos introducir nuestras propias velocidades,
deberemos deseleccionar esta opción previamente. También se aprecia que podemos
añadirle velocidades tanto angulares como lineales.
El menú se divide en tres partes:
Feedrate: con ella definimos las
velocidades de avance. Vemos que se
pueden elegir muchas velocidades
distintas. Estas son para los distintos
tipos de movimientos; entrada, clavado,
mecanizado, salida y acabado.
Spindle Speed: aquí definiremos la
velocidad de giro del husillo.
Dwell: en caso de realizar un taladrado
podemos decidir si queremos que la
referencia de este sea el tiempo o el
número de revoluciones.
4.6 Macros
Las macros aunque no siempre sean necesarias, nos serán de gran utilidad para evitar
colisiones. Con ellas podemos elegir los caminos que realizará la herramienta al entrar o
salir. Existen algunas macros predefinidas aunque también podremos crear nuestras
propias macros.
Figura 4.19

Torneado de piezas en CATIA V5
54
Para definir las macros accedemos a través de la última pestaña del menú de cada
operación, . Las macros predefinidas son; directa, axial-radial y radial-axial. Si
elegimos alguna de ellas tan solo tendremos que elegir un punto desde el que comenzar la
trayectoria. En caso de que queramos hacer nuestro propio camino, elegiremos Build by user
y accederemos a un esquema como el siguiente.
En el esquema se aprecia que podemos añadir varios tipos de movimientos. Estos los
encontramos en la esquina inferior izquierda. Siguiendo el mismo orden que en la imagen
tendremos:
Movimiento tangencial.
Movimiento perpendicular.
Movimiento circular.
PP
Movimiento perpendicular a un plano.
Distancia en una dirección dada.
Movimiento hacia un punto.
En cuanto a los tres iconos inferiores, sirven para:
Eliminar todos los caminos.
Eliminar la trayectoria actual.
Copiar las trayectorias de esta macro en otras.
Por último debemos tener en cuenta que hay que activar la macro para que ésta tenga
efecto.
Figura 4.20

55

56
5 EJEMPLOS DE PIEZAS MECANIZADAS
A modo de ejemplo se ha realizado el mecanizado de varias piezas. Para ello se han
utilizado unas directrices siguiendo un programa de mecanizado. Dichos programas de
mecanizado los podemos encontrar en los anexos. Sin embargo, las medidas de las piezas
que se realizarán no se corresponden con las originales para que puedan ser mecanizadas
en un torno EMCOTURN 220.
Los procesos de mecanizado se han separado en fases. Cada fase se corresponde con una
distinta colocación de la pieza en la mordaza.
5.1 Ejemplo 1
En el primer ejemplo se realizará una pieza que precisará de mecanizado interior y exterior.
También se realizarán chaflanados en la mayoría de sus bordes. En la figura 5.1 y 5.2
podemos ver, respectivamente, la pieza representada en CATIA y su plano
correspondiente.
Figura 5.2 – Plano pieza 1 Figura 5.1 – Pieza 1

57
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
57
Los chaflanados tienen una profundidad de 0.8 mm. Excepto la interior de la parte superior
que será de 1.6 mm de profundidad. Todas tienen un ángulo de 45º.
Para realizar esta pieza se parte de una preforma cilíndrica de 25 mm de diámetro y 30 mm
de alto.
Esta pieza será mecanizada en dos fases con varias operaciones en cada una de ellas. A
continuación se explicará cada una de las fases tras una breve descripción de las
herramientas que se van a utilizar.
5.1.1 Herramientas
Antes de comenzar con el mecanizado se cree conveniente dar algunos detalles sobre las
distintas herramientas que se usarán en el proceso. Se utilizarán tres herramientas.
El taladro tendrá un diámetro de 17 mm y una longitud de 66 mm.
Para el mecanizado exterior se utilizará un porta-herramienta vertical y la herramienta de
corte será en forma de diamante.
Para el mecanizado interior el porta-herramienta tendrá posición horizontal y se utilizará la
Figura 5.3 - Taladro
Ejemplos de piezas mecanizadas
58
misma placa de corte que en el mecanizado exterior.
En las siguientes imágenes vemos unos esquemas de los dos porta-herramientas.
5.1.2 Fase 1
Colocaremos la pieza en el plato de garras
con éstas posicionadas a 25 mm del centro.
En esta fase se va a mecanizar la parte
superior de la pieza (tomando como
referencia la figura 5.1). En la siguiente
imagen se puede ver cómo quedaría.
La primera operación que se realiza es un
taladrado. Con esta maniobra se pretende
facilitar futuros mecanizados interiores.
El taladrado tendrá un diámetro de 17 mm
y una profundidad de 30 mm, de forma que
Figura 5.6 – Montaje en la fase 1
Figura 5.4 - Exterior Figura 5.5 - Interior

59
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
59
llegue hasta el final de la pieza. Se iniciará el movimiento desde 10 mm de la superficie.
Se definirá una velocidad de giro constante con una rotación del husillo de 850 rpm y la
velocidad de avance será de 5 mm/rev.
Posteriormente se ha procedido con el mecanizado exterior. Se comienza con un refrentado
que ha sido llevado a cabo en dos fases, una de desbaste y otra de acabado. Para realizar
estas operaciones se hará uso de la herramienta T01, encargada de los mecanizados
exteriores.
El refrentado de desbaste consistirá en una sola pasada de 1.5 mm de profundidad que se
iniciará a 1 mm de separación de la pieza y se terminará a 15 mm del eje de revolución de
la pieza, donde ya no quedará material. La velocidad de giro del husillo será de 225 rpm
mientras que la velocidad de avance será de 0.2 mm por revolución.
El acabado también tendrá una sola pasada, aunque se disminuirá su profundidad a 1 mm.
Al igual que antes irá desde 1 mm de separación por el exterior hasta acercarse a 15 mm
del eje de revolución de la pieza. Se elegirá la misma velocidad del husillo que para el
desbaste, sin embargo, reduciremos la velocidad de avance de la herramienta para obtener
Figura 5.7 – Final de taladrado

Ejemplos de piezas mecanizadas
60
un mejor acabado a 0.15 mm/rev.
Una vez realizados los refrentados, se hará un cilindrado. Éste se realizará en una única
operación que consistirá en una sola pasada. Esta pasada se hará a una profundidad de
1.25 mm en el borde paralelo al eje de revolución, mientras que en el eje Z se moverá desde
el exterior de la pieza a 1.5 mm hasta penetrar 15.5 mm en el material. Se mantendrá una
velocidad de 225 rpm en el husillo y 0.15 mm/rev para el avance.
Tras realizar los refrentados y el cilindrado, tendremos la situación de la figura 5.5.
Tras realizar todos los mecanizados exteriores de la fase 1 se seguirá con los interiores. Para
ello se hará un cambio de herramientas. Se usará la T06 desde ahora hasta el final de la fase.
En primer lugar se realizará un cilindrado interno. Hay que tener especial cuidado con esta
operación ya que posiblemente sea la más delicada. Esto es así por las probabilidades que
Figur 5.8 – Final de cilindrado

61
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
61
hay de que la herramienta tenga colisiones indeseadas y que puedan pasar desapercibidas
si no se comprueba debidamente.
El cilindrado completo se hará en cinco pasadas. Cada pasada irá desde el exterior de la
pieza hasta el final de ésta. Para evitar colisiones se elegirá un ángulo de retirada de la
herramienta de 2 grados en cada pasada. Esto puede verse en la figura 5.6, vemos en verde
la trayectoria en la que está mecanizando y en azul el retorno para comenzar la siguiente
pasada.
La velocidad será la misma para todas las pasadas. El husillo se ajustará a 140 rpm
mientras que la velocidad de avance será de 1.5 mm/rev.
La última operación de la fase 1 consistirá en un chaflanado interior. Dicho chaflanado
tendrá un ángulo de 45 grados y una profundidad de 1.6 mm. Para realizarlo
seleccionaremos el modo Parallel Contour.
Figura 5.9 – Estrategia de cilindrado interior Figura 5.10 - Mecanizado interior

Ejemplos de piezas mecanizadas
62
La velocidad de rotación del husillo se mantendrá igual. Sin embargo se reducirá la
velocidad de avance de la herramienta a 0.15 mm/rev.
Al final de la fase 1 se tendrá el siguiente resultado:
5.1.3 Fase 2
Una vez finalizada la fase 1 ya tendremos completado el mecanizado de la mitad superior
de la pieza. Por tanto, habremos de sacar ésta del plato de garras y cogerla ahora por el otro
extremo para completar la otra parte.
En la siguiente página podemos apreciar cómo quedaría el montaje de esta pieza.
Figura 5.11 – Geometría tras la fase 1

63
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
63
Figura 5.12 –Montaje en fase 2
Primero se realizará un refrentado. Procederemos de igual forma que en la fase 1. Primero
se hará un refrentado de desbaste y luego uno de acabado.
El refrentado de desbaste tendrá una profundidad de 2.5 mm y se iniciará con una
separación de 1 mm del borde de la pieza y se finalizará a 15 mm del centro. Para esta
maniobra se definirá la velocidad del husillo como 225 rpm y la velocidad de avance de la
herramienta será de 0.25 mm/rev.
Para el acabado se disminuirá la profundidad de la pasada a 1.5 mm y también se reducirá
la velocidad de avance de la herramienta a 0.2 mm/rev. Para todo lo demás se mantendrán
los valores de la pasada de desbaste.
Posteriormente se realizará el cilindrado. El cilindrado ahora será de mayor profundidad
que en la fase 1, por lo que lo dividiremos en dos etapas, una de desbaste y un acabado.

Ejemplos de piezas mecanizadas
64
El cilindrado de desbaste se compondrá de
dos pasadas con una profundidad máxima de
corte de 1 mm. La herramienta se moverá
desde una separación de 2 mm por el exterior
en el eje Z hasta penetrar 16.5 mm en el
material en dicho eje. La velocidad de rotación
del husillo se mantendrá igual que para el
refrentado. La velocidad de avance para estas
dos pasadas será de 0.25 mm/rev.
El acabado consistirá en una pasada con una profundidad de 1 mm también. Todos los
valores se mantendrán iguales a las pasadas de desbaste excepto la velocidad de avance
que se reducirá a 0.2 mm/rev.
Para terminar de realizar todas las operaciones
exteriores aún quedaría realizar dos biselados.
Ambos tendrán una profundidad de 0.8 mm y un
ángulo de 45 grados. Se programará la operación
dándole una superficie de mecanizado superior a
la que realmente tendrá, consiguiendo así que no
quede material remanente. Podemos ver un detalle
del mecanizado de uno de los biseles en la figura
5.11. La velocidad a la que se llevará a cabo se mantendrá igual que en la maniobra
anterior. Se realizará primero el bisel más alejado de la mordaza y luego el más cercano.
Figura 5.13 - Cilindrado
Figura 5.14 – Detalle de biselado
exterior

65
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
65
Tras esto se realizará el mecanizado interior. Esté se realizará en una sola pasada utilizando
la opción Profile Finish Turning. En esta pasada se mecanizará tanto el bisel interior como
también se realizará un cilindrado interior a continuación de este. En las imágenes
siguientes vemos el perfil que seguirá la herramienta y un momento de la operación de
cilindrado.
Con esto se habrá finalizado el mecanizado de la pieza. Ahora podemos comprobar que la
pieza cumple con las medidas del diseño. Para ello accederemos a las opciones de analasis
desde las opciones de simulación. Vemos que para una tolerancia de 0.18 mm la pieza
cumple con todos los requisitos. Sin embargo, si vamos bajando la tolerancia aparecen
algunas zonas que no cumplen. Curiosamente, dichas zonas se corresponden con aquellas
que vienen de la fase 1, y que han sido directamente dibujadas en CATIA. Los fallos que
realmente son achacables al mecanizado no se producen hasta reducir la tolerancia a 0.02
mm donde habrá algún material sobrante en el mecanizado exterior. Si reducimos a 0.01
mm aparece material sobrante en todo el cilindrado exterior y además empiezan a aparecer
Figura 5.15 -Perfil de
mecanizado interior
Figura 5.16 – Mecanizado interior final

Ejemplos de piezas mecanizadas
66
los variaciones respecto al diseño en la cara interior, En las siguientes imágenes podemos
ver la representación para cada uno de estos casos.
5.2 Ejemplo 2
En este ejemplo se pretende simular el mecanizado de una pieza con una geometría más
complicada que la del caso anterior. En las figuras 5.14 y 5.15 podemos ver,
respectivamente, la pieza representada en CATIA y su plano correspondiente. Ahora,
además se realizará un roscado interior de la pieza.
Figura 5.17 – Análisis de mecanizado.

67
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
67
Todos los biselados son de 1 mm de profundidad y forman un ángulo de 45 grados.
En la imagen del plano se ve una zona marcada en azul. Dicha zona se corresponde con el
roscado interior de la pieza. Se trata de un roscado de 35 mm de diámetro y con 2 mm de
paso de roscado..
Al igual que en el caso anterior se hará el mecanizado en dos fases de acuerdo al montaje
Figura 5.19 – Plano pieza 2
Figura 5.18 – Pieza 2

Ejemplos de piezas mecanizadas
68
de la pieza.
5.2.1 Herramientas
En este caso solo será necesario describir una nueva herramienta ya que se volverá a hacer
uso de las tres herramientas de la pieza anterior.
Además se añadirá una nueva herramienta que será necesaria para el realizar la rosca, en el
gráfico podemos ver algunos detalles de ésta.
5.2.2 Fase 1
Empezaremos el mecanizado por la parte que será más ancha y recta para así facilitar la
cogida en la siguiente fase. En la imagen siguiente vemos cómo quedaría una vez
montado.
Figura 5.20 – Portaherramientas y placa de corte para roscado.

69
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
69
Al igual que en el mecanizado anterior empezaremos con un taladrado en el centro de la
pieza. Al utilizar la misma herramienta, se volverá a realizar un agujero de 17 mm de
diámetro. La trayectoria de la herramienta irá por el eje de revolución y se moverá desde
2.5 mm de separación por su parte exterior hasta penetrar toda la pieza y sobresalir 2.5 mm
por su parte trasera. Es decir, recorrerá una distancia total de 30 mm. La velocidad de giro
del husillo se establecerá a 850 rpm y la velocidad de avance del taladro será de 0.15
mm/rev.
Tras realizar el taladrado se cambia la herramienta por la de mecanizado exterior y
posteriormente se procede a refrentar la pieza, eliminando los 2.5 mm que le sobran por la
parte delantera. Como siempre se empezará la operación dándole un margen exterior, en
este caso la herramienta comenzará su recorrido a 33 mm del centro. Como la parte central
ya ha sido taladrada tan solo se desplazará la herramienta hasta los 15 mm de distancia al
centro, dejando así 2 mm de margen. Para el refrentado se bajará la velocidad del husillo
hasta las 220 rpm. La velocidad de avance de la herramienta será de 0.25 mm/rev.
Figura 5.21 - Montaje en fase 1

Ejemplos de piezas mecanizadas
70
Para terminar con el mecanizado exterior, hay que realizar una operación de biselado y
seguidamente a ésta un cilindrado, todo en una única pasada. Sin embargo, se nos pide que
la velocidad sea distinta en cada operación, por tanto tendremos que distinguir entre las
dos operaciones en CATIA. Para ello se han realizado dos Profile finish turning en el que
coincida el punto de salida de un paso y de entrada del otro. En caso de que hubiera algún
problema, que no se ha dado, habría que hacer uso de las macros para conseguirlo. En
ambos casos se ha seguido manteniendo la velocidad de corte del refrentado.
La velocidad de avance de la herramienta se ha establecido como 0.25 mm/rev para el
biselado y 0.1 mm/rev para el cilindrado. En la siguiente imagen vemos un detalle de la
operación de cilindrado.
Tras el cilindrado se comenzará con el mecanizado interior. En primer lugar se realizarán
dos cilindrados interiores.
Como es lógico, se comenzará con el cilindrado del agujero de menor diámetro. Para ello
Figura 5.22 – Final del mecanizado exterior

71
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
71
definiremos una profundidad de pasada máxima de 2 mm. Con esta característica
obtendremos una operación que necesitará de 5 pasadas de 1.7 mm.
A continuación se procederá con el agujero de mayor diámetro, el situado más al exterior.
La profundidad máxima ahora se ampliará a 2.5 mm. El resultado serán 4 pasadas de 2.25
mm cada una.
En la imagen siguiente se puede apreciar el trazado que realiza la herramienta para cada
caso.
Para ambos casos se fijará la velocidad de giro del husillo a 140 rpm y la de avance de la
herramienta a 0.2 mm/rev.
Por último quedarán por realizar dos biselados para terminar el mecanizado interior de la
primera fase.
Se empezará por el biselado exterior y posteriormente se pasará al otro. En ambos casos se
dará una distancia extra tanto a la entrada como a la salida siendo ésta notablemente
mayor al resto en la entrada al primer biselado.
Figura 5.23 – Estrategia de cilindrado interior.
Ejemplos de piezas mecanizadas
72
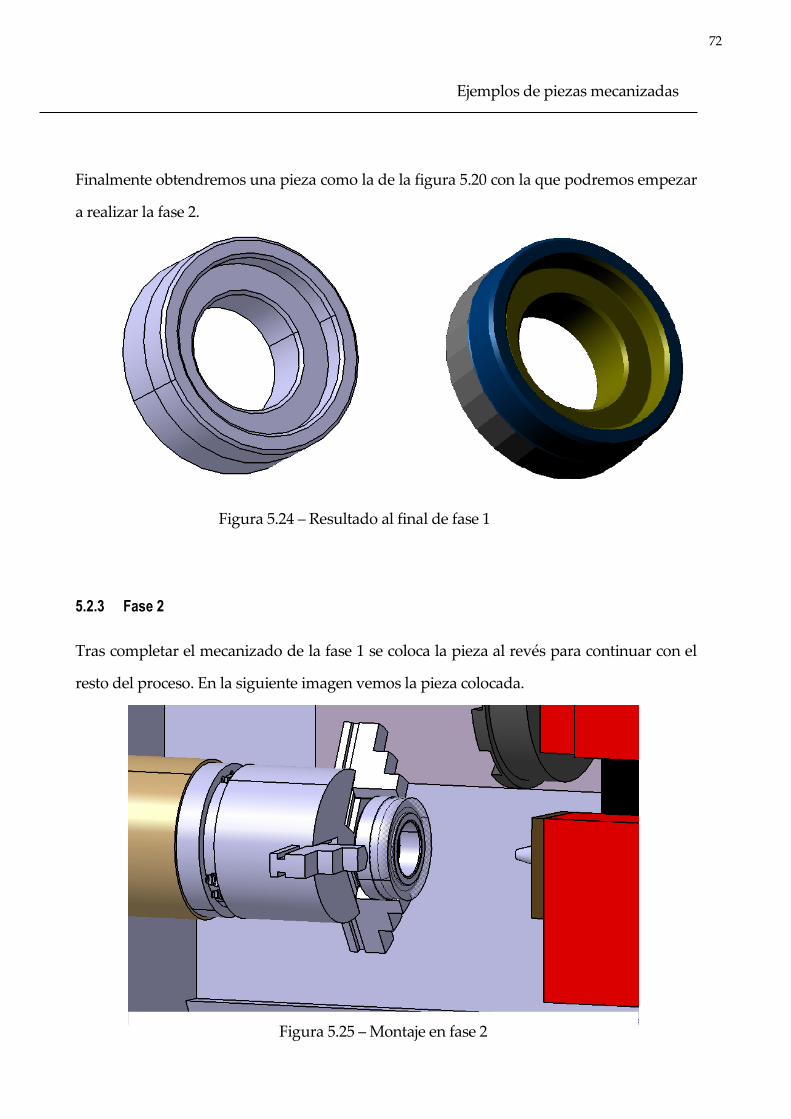
Finalmente obtendremos una pieza como la de la figura 5.20 con la que podremos empezar
a realizar la fase 2.
5.2.3 Fase 2
Tras completar el mecanizado de la fase 1 se coloca la pieza al revés para continuar con el
resto del proceso. En la siguiente imagen vemos la pieza colocada.
Figura 5.24 – Resultado al final de fase 1
Figura 5.25 – Montaje en fase 2

73
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
73
Comenzaremos esta fase con un refrentado ya que se tiene 1.75 mm de material sobrante
en esta cara. Como siempre, se empezará la operación desde una distancia mayor que la
del stock, en este caso a 32 mm del centro y se mecanizará hasta llegar a 15 mm del centro
donde ya no debería quedar material tras la primera fase. Las velocidades para este paso
serán de 220 rpm para el husillo y 0.25 mm/rev para el avance de herramienta.
Tras el refrentado se realizarán dos cilindrados con distinta profundidad.
El primer cilindrado que tiene una longitud de 12 mm más un margen de 2 mm por el
exterior tendrá 2 mm de profundidad y se realizará mediante dos pasadas de 1 mm cada
una.
El segundo cilindrado será de una longitud de 2 mm, además del margen para la correcta
entrada de la herramienta y se realizará con una profundidad total de 3 mm. Esto se
conseguirá con tres pasadas de 1 mm.
En ambos casos se tendrá una velocidad de
herramienta de 0.15 mm/rev. La velocidad
del husillo seguirá siendo la misma que
para el refrentado, 220 rpm.
A continuación se realizará el biselado. Para
ello se mantendrá la velocidad del husillo
anterior y la velocidad de avance de la
herramienta.
Por último solo queda realizar el
torneado de la curva que se aprecia en la
figura 5.22. Para ello se elegirá un Profile
Figura 5.26 – Detalle de mecanizado exterior

Ejemplos de piezas mecanizadas
74
Finish Turning. Un detalle importante de esta operación es la elección de la tolerancia que
deseamos. Para acceder a esta opción iremos a la pestaña Machining dentro de las
propiedades. La última opción nos permite elegir la tolerancia. Si cambiamos los valores
vemos como se añaden o disminuyen los pasos que tendrá el trazado. En nuestro caso se
ha elegido 0.005 mm de tolerancia lo que da 22 pasos como resultado.
Tras completar el mecanizado de la parte redondeada se habrá terminado con todo el
torneado exterior.
El torneado interior constará de un cilindrado de acabado con un biselado a continuación y
por último un roscado.
En primer lugar se hará la operación de cilindrado + biselado. Para ello, como se explicó
anteriormente, hay que prestar especial atención a que la herramienta realice un
movimiento continuo en la transición. En este caso resultará más sencillo ya que el
programa de mecanizado nos pide que se lleven a cabo a la misma velocidad. Por este
motivo se podrá realizar en una única operación de contorneado. La herramienta seguirá
una trayectoria que irá desde la parte más exterior hacia la más interior, o lo que es lo
mismo, se comenzará por el biselado para
posteriormente pasar al cilindrado.
La velocidad de rotación del husillo a lo largo de la
operación será de 140 rpm y la velocidad de avance de
la herramienta de 0.15 mm/rev.
Para terminar con el mecanizado de la pieza se va a
realizar el roscado. Para este propósito se utilizará la
opción Thread Turning. Se elegirá un perfil tipo ISO y Figura 5.27 - Roscado

75
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
75
un paso de 1.5 mm. La velocidad de giro del husillo se establecerá como 520 rpm.
Tras completar el roscado habremos terminado el mecanizado de esta pieza. En las
siguientes imágenes vemos los resultados obtenidos. A diferencia del ejemplo anterior, no
se ha realizao un análisis ya que surgen problemas en las zonas donde hay esquinas
redondeadas. Esto ocurre en todas las piezas que contienen dicha geometría.
5.3 Ejemplo 3
Como último ejemplo se propone una pieza de mayor complejidad. Además se le añadirá
una operación de ranurado, que no se ha visto en las anteriores. En las siguientes imágenes
vemos la pieza modelada en CATIA y un plano de ésta.
Figura 5.28 – Final pieza 2

Ejemplos de piezas mecanizadas
76
Los biselados serán de 1 mm y 45 grados en todos los casos. El roscado se realizará en la
superficie marcada en azul y será de 37.5 mm de diámetro y 1.5 mm de paso.
Se partirá de un stock cilíndrico de 75.5 mm de alto y 50 mm de diámetro.
Figura 5.29 – Pieza 3
Figura 5.30 – Corte pieza 3
77
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
77
Al igual que en los ejemplos anteriores se tendrán dos fases. Antes de comenzar con el
desarrollo del mecanizado, se indicarán algunos detalles de las herramientas utilizadas.
5.3.1 Herramientas
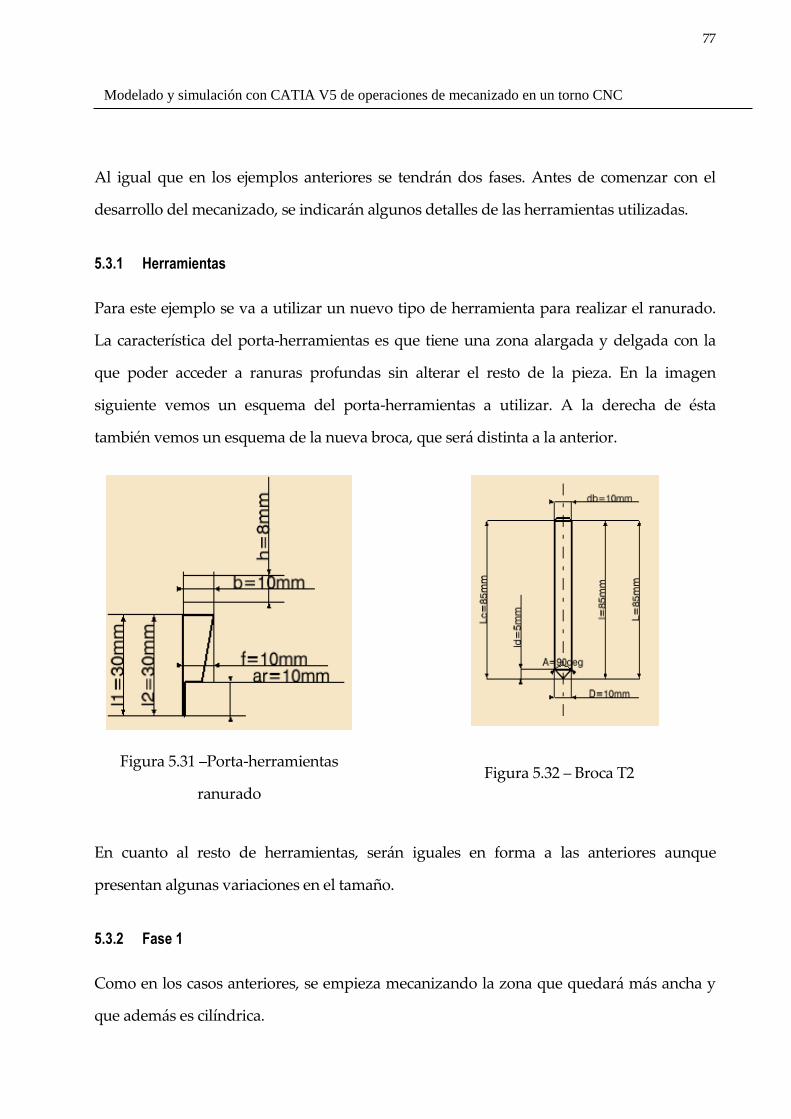
Para este ejemplo se va a utilizar un nuevo tipo de herramienta para realizar el ranurado.
La característica del porta-herramientas es que tiene una zona alargada y delgada con la
que poder acceder a ranuras profundas sin alterar el resto de la pieza. En la imagen
siguiente vemos un esquema del porta-herramientas a utilizar. A la derecha de ésta
también vemos un esquema de la nueva broca, que será distinta a la anterior.
En cuanto al resto de herramientas, serán iguales en forma a las anteriores aunque
presentan algunas variaciones en el tamaño.
5.3.2 Fase 1
Como en los casos anteriores, se empieza mecanizando la zona que quedará más ancha y
que además es cilíndrica.
Figura 5.31 –Porta-herramientas
ranurado
Figura 5.32 – Broca T2

Ejemplos de piezas mecanizadas
78
La colocación de la pieza puede verse en la figura de la página siguiente.
La primera operación que se va a llevar a cabo, al igual que en los demás casos, es un
taladrado. El taladro se introducirá como siempre a la altura del eje de la pieza. En este caso
no se llevará hasta el fondo sino que solo se introducirá una distancia de 42.5 mm en el
interior del material (sin contar la parte cónica de la herramienta). La velocidad de giro del
husillo se establecerá a 400 rpm y la velocidad de avance del taladro se mantendrá
constante a 0.2 mm/rev.
A continuación se realizará un refrentado, que se realizará hasta la superficie más extrema
de la pieza final. Esto se realizará mediante una única pasada que tendrá 1.25 mm de
profundidad. La velocidad del husillo será de 225 rpm mientras que la herramienta
Figura 5.33 – Montaje pieza 3 en fase 1

79
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
79
avanzará 0.2 mm por revolución.
Tras el refrentado se realizarán dos cilindrados.
El primer cilindrado tendrá un diámetro de 47.5 mm y avanzará 30 mm en el eje Z, de los
cuales sólo en 28 mm se eliminará
material, siendo los 2 mm primeros de
margen de seguridad. Para llevarlo a cabo
se realizarán 2 pasadas con una
profundidad de 0.875 mm cada una
(realmente se ha seleccionado 1 mm de
profundidad máxima y el programa
realiza dos pasadas iguales
automáticamente). La velocidad de avance
de la herramienta será de 0.1 mm/rev y no
se cambiará la velocidad del husillo
respecto a la del refrentado.
El segundo cilindrado tendrá un diámetro de 40 mm y su profundidad en el eje Z será de 9
mm. El desplazamiento total será algo superior como siempre. En este caso se van a
realizar 4 pasadas, ya que la cantidad de material es mayor. Para ello ajustaremos el
máximo de cada pasada a 1 mm, igual que en el caso anterior. Las velocidades se
mantendrán iguales.
Para terminar con el mecanizado exterior de esta fase quedan por realizar el chaflanado y
redondeado de las esquinas. Se realizarán ambas operaciones mediante un Profile finish
turning. La velocidad de giro del husillo seguirá siendo la misma que en las operaciones
anteriores y la velocidad de avance de la herramienta será de 0.1 mm/rev para el
chaflanado y de 0.15 mm/rev para el redondeado.
Figura 5.34 – Final de mecanizado exterior

Ejemplos de piezas mecanizadas
80
El mecanizado interior se comenzará con un
cilindrado. El cilindrado será de un
diámetro de 13 mm y llegará hasta una
profundidad de 20 mm en el eje Z. Para
realizarlo se llevarán a cabo dos pasadas de
1 mm cada una. La velocidad de giro del
husillo se mantendrá a 225 rpm mientras
que la velocidad de avance será de 0.1
mm/rev.
A continuación habrá que mecanizar la zona interior que incluye una esquina redondeada,
que vemos a la izquierda. Para realizarlo, en primer lugar se hará un cilindrado de 17 mm
de diámetro hasta alcanzar la zona en la que comienza la circunferencia (podemos ver la
operación en la figura 5.30) de la esquina. A continuación se completará otro cilindrado de
25 mm de diámetro con una profundidad de 8 mm, que es donde comenzaría la esquina.
Para esta operación se establecerán pasadas con una profundidad máxima de1.5 mm.
Posteriormente se realizará una operación de acabado en la que se mecanizará la esquina.
Para los cilindrados se utilizarán las mismas velocidades que en el cilindrado anterior.
Mientras que para la esquina se cambiará la velocidad de avance a 0.2 mm/rev.
Por último quedaría realizar un chaflanado en la superficie exterior. Para ello se utilizarán
las velocidades mismas de los cilindrados.
Tras realizar estas operaciones quedaría completada la fase 1 del mecanizado de esta pieza.
En las siguientes imágenes vemos cómo ha quedado la pieza tras realizarle las operaciones
de esta fase.
Figura 5.35 – Mecanizado esquina
interior

81
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
81
5.3.3 Fase 2
En esta fase se completará el mecanizado de la pieza. Se montará la pieza sujeta por el otro
lado. Podemos ver dicho montaje en la figura 5.33.
La primera operación que se realizará será un taladrado, ya que éste no se realizó a lo largo
Figura 5.36 – Final fase 1
Figura 5.37 – Montaje pieza 3 en fase 2

Ejemplos de piezas mecanizadas
82
de toda la pieza en la fase anterior. El taladro se introducirá en la pieza una distancia de
43.75 mm en el eje de simetría de la pieza. Con esta distancia queda asegurado que se unirá
con el hueco ya realizado en la fase 1. La velocidad de rotación del husillo será de 400 rpm
y la velocidad de avance del taladro será constante de 0.2 mm/rev.
Una vez terminada la operación de taladrado se pasará a realizar el mecanizado exterior.
Se comenzará el mecanizado exterior con un refrentado que penetrará a 1.75 mm de
profundidad y tan solo tendrá una pasada. En este caso no hará falta realizar la pasada
hasta el centro ya que habrá material previamente eliminado. Se ajustará la velocidad de
rotación del husillo a 225 rpm y la velocidad de avance a 0.2 mm por revolución.
A continuación se hará un cilindrado en el que se eliminará una cantidad de material
bastante considerable. El cilindro final que se pretende obtener tendrá un diámetro de 37.5
mm y se partirá de la preforma con 50 mm de diámetro. Para eliminar todo el material se
realizarán 5 pasadas de 1.25 mm de profundidad. La distancia total en cada pasada será de
51 mm más lo que se decida dar de margen. La velocidad para la herramienta será de 0.1
mm por revolución en todos los casos.
El siguiente cilindrado tendrá un
recorrido de 26.5 mm y se realizará con
un diámetro final de 32.5 mm. Se
llevarán a cabo dos pasadas de 1.25 mm
cada una. La velocidad será idéntica a la
del primer cilindrado.
Después del cilindrado se realizará el
cono del extremo. Para realizarlo se Figura 5.38 – Mecanizado de cono

83
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
83
precisará de dos pasadas que se realizarán utilizando la opción parallel contour. Se seguirá
manteniendo la velocidad de las operaciones anteriores. Podemos ver en la ilustración 5.33
el mecanizado del cono.
Tras esto se mecanizarán los dos chaflanados en los bordes más exterior y más interior de
la pieza. Para su mecanizado también se utilizarán las mismas velocidades.
Con esto se habrán realizado todos los mecanizados con esta herramienta. A continuación
habrá que realizar los ranurados y el roscado para completar las operaciones de
mecanizado exterior. Estas operaciones las podemos realizar fácilmente con las
herramientas enseñadas en el punto 5.3.1 y haciendo uso de las operaciones Groove Turning
y Thread Turning. La velocidad de giro del husillo se ha establecido a 100 rpm para el
ranurado y 600 rpm para el roscado. A continuación podemos ver unas imágenes de cada
operación.
Con esto quedaría finalizado el mecanizado exterior y ya podemos continuar con el
interior.
El mecanizado interior constará de una única operación de cilindrado y mecanizado de
Figura 5.39 – Operaciones de ranurado (izquierda) y roscado (derecha)

Ejemplos de piezas mecanizadas
84
cono que se realizará de forma conjunta. Para completarla se realizarán un total de 4
pasadas. La velocidad utilizada será 125 rpm para el husillo y 0.1 mm/rev para la
herramienta.
En las siguientes imágenes podemos ver el resultado final.
5.4 Otros ejemplos
Además de los ejemplos anteriores, realizados a partir de los códigos ISO que se
encuentran en los anexos, se han realizado otras piezas que puedan servir en un futuro con
fines didácticos. En total se incluirán cuatro piezas más de complejidad progresiva.
Para estos ejemplos se incluirá una menor descripción del proceso, en cambio se aportará
una mayor aportación gráfica.
5.4.1 Ejemplo 4
La primera pieza que se realizará será bastante simple. Se podrá realizar con tan solo un
refrentado y tres cilindrados.
Figura 5.40 – Resultado final pieza 3

85
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
85
En las siguientes imágenes podemos ver algunas de estas operaciones.
Como se aprecia en la imagen, con tan solo estas cuatro operaciones se ha podido
mecanizar la pieza de forma satisfactoria.
Figura 5.41 – Pieza 4
Figura 5.42 – Operaciones de mecanizado pieza 4

Ejemplos de piezas mecanizadas
86
5.4.2 Ejemplo 5
En este caso también se podrá realizar el mecanizado en una sola fase. Sin embargo, en
estas piezas se aumentará un poco la complejidad de la pieza, ya que se le añadirán perfiles
curvos a la pieza.
Para el mecanizado de la pieza se comenzará con un refrentado, a continuación se realizará
un cilindrado. Para terminar se contornearán las dos curvas que se aprecien en el perfil,
comenzando con la frontal.
En las imágenes siguientes se ilustran las operaciones comentadas en el párrafo anterior.
Figura 5.43 - Pieza 5
Figura 5.44 – Primeras peraciones de mecanizado

87
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
87
Se puede apreciar en las imágenes la necesidad de utilizar una herramienta diferente en la
última operación. Esto ha tenido que hacerse así para evitar colisiones al mecanizar.
5.4.3 Ejemplo 6
En este ejemplo se añade algo más de complejidad añadiéndole operaciones de
mecanizado interior. Además se tendrá que realizar el mecanizado en dos fases, como ya se
hizo en los tres primeros ejemplos, ya que ahora se tendrán que mecanizar los dos
extremos de la pieza.
En la primera fase se mecanizará el extremo cilíndrico y el ranurado junto a éste. Para ello
se hará un refrentado, a continuación una operación de cilindrado y por último el
ranurado.
Figura 5.45 – Últimas operaciones de mecanizado pieza 5
Figura 5.46 – Pieza 6

Ejemplos de piezas mecanizadas
88
A continuación se seguirá con el mecanizado del otro extremo. En este caso se realizará
tanto mecanizado exterior como interior.
En primer lugar se comenzará con el mecanizado exterior, se procederá con una operación
de refrentado, seguida de una de cilindrado y para terminar se realizará el cono.
Para mecanizar el interior de la pieza se comenzará con un taladrado. Posteriormente se
llevará a cabo un cilindrado interior y después dos perfilados, concluyendo así el proceso
de fabricación.
Figura 5.47 – Mecanizado fase 1
Figura 5.48 – Mecanizado exterior en la fase 2

89
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
89
5.4.4 Ejemplo 7
Por último se realizará el mecanizado de una pieza similar a una reina de ajedrez. Esta
pieza es la más compleja de todas, aunque el mecanizado interior será sencillo. También
tendrá que realizarse en dos fases. Podemos ver la pieza en la siguiente imagen.
Figura 5.49 – Mecanizado interior en la fase 2
Figura 5.50 – Pieza 7
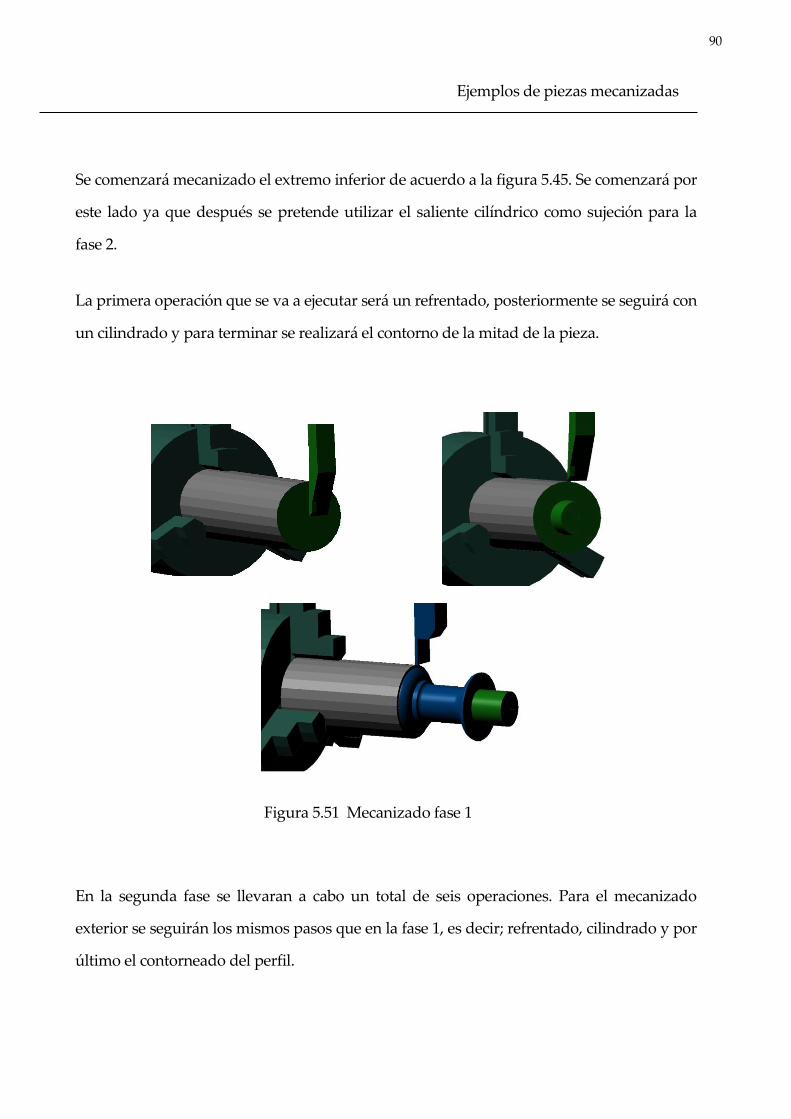
Ejemplos de piezas mecanizadas
90
Se comenzará mecanizado el extremo inferior de acuerdo a la figura 5.45. Se comenzará por
este lado ya que después se pretende utilizar el saliente cilíndrico como sujeción para la
fase 2.
La primera operación que se va a ejecutar será un refrentado, posteriormente se seguirá con
un cilindrado y para terminar se realizará el contorno de la mitad de la pieza.
En la segunda fase se llevaran a cabo un total de seis operaciones. Para el mecanizado
exterior se seguirán los mismos pasos que en la fase 1, es decir; refrentado, cilindrado y por
último el contorneado del perfil.
Figura 5.51 Mecanizado fase 1

91
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
91
Para terminar se realizará el mecanizado interior. Se comenzará con un taladrado que
facilitará la siguiente operación de cilindrado. Por último se hará un acabo con Profile finish
turning.
Figura 5.52 – Mecanizado exterior fase 2
Figura 5.53 – Operación de taladrado de fase 2

Ejemplos de piezas mecanizadas
92
Figura 5.54 – Últimas operaciones mecanizado interior fase 2

93

94
6 CONCLUSIONES Y TRABAJOS FUTUROS
En este proyecto se ha desarrollado el modelado de un torno de control numérico en el
programa CATIA V5, así como la simulación de mecanizado de varias piezas. Se presentan
a continuación las principales conclusiones que se obtienen de este y futuros trabajos que
pueden surgir a través de éste.
6.1 Conclusiones
El principal objetivo de este proyecto era el modelado del torno de control numérico
EMCOTURN 220. A pesar de que se ha realizado satisfactoriamente el modelado de
acuerdo al aspecto gráfico, a la hora de realizar simulación no se han conseguido los
resultados deseados. No se ha conseguido descubrir cuál es el origen de este error.
La decisión de suplir el fallo a la hora de realizar la simulación por la realización de una
documentación algo más detallada sobre el módulo de Lathe machining puede ser bastante
provechosa para cualquiera que trabaje con él en un futuro. Esto es así porque la mayoría
de la información que se encuentra en los distintos medios trata sobre el Prismatic
machining, sin embargo hay poco sobre el módulo que nos ocupa.
En cuanto al simulado de mecanizado de las piezas, se han conseguido los objetivos
planteados al principio del proyecto. Se han tratado distintos tipos de operaciones con una
intención de dar aportar material útil de carácter docente.
6.2 Trabajos futuros
El principal trabajo futuro que surge al realizar este proyecto es lograr una solución que
permita realizar el simulado de la máquina en el mecanizado de pieza. De esta forma se
podría hacer un uso más provechoso de los trabajos aquí realizados.

95
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
95
Otro posible trabajo sería la realización de una documentación como la que aquí se
encuentra para otros tipos de mecanizados o funciones del programa que no sean
fácilmente accesibles por otros medios.

96

97
REFERENCIAS
[1] Rubén Moreno Cobos (2014) Modelado y simulación con CATIA V5 de operaciones de
mecanizado en un torno paralelo. Proyecto fin de carrera. Escuela Técnica Superior de
Ingenieros. Universidad de Sevilla.
[2] Modo de Empleo EMCOTURN 220. Edición 89-11.
[3] Dassault Systèmes. (n.d.). CATIA Documentation Version 5 Release 19. Obtenida de
http://www.maruf.ca/files/catiahelp/CATIA_P3_default.htm.

98
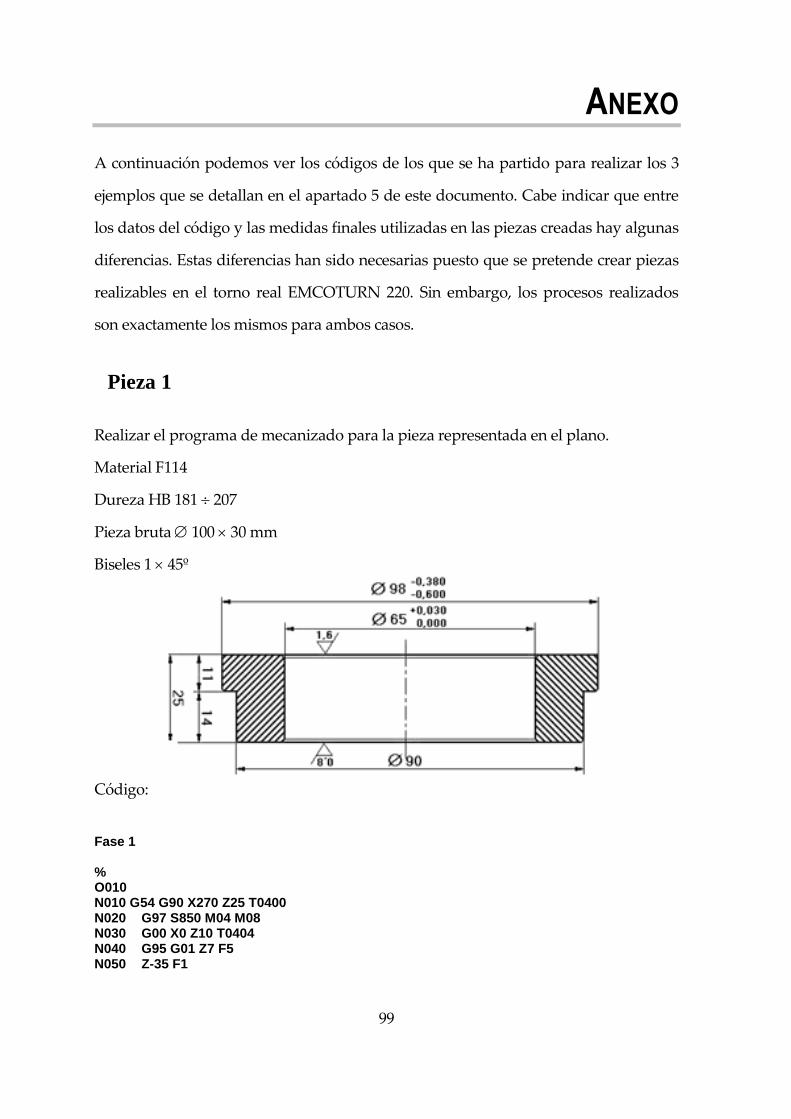
99
ANEXO
A continuación podemos ver los códigos de los que se ha partido para realizar los 3
ejemplos que se detallan en el apartado 5 de este documento. Cabe indicar que entre
los datos del código y las medidas finales utilizadas en las piezas creadas hay algunas
diferencias. Estas diferencias han sido necesarias puesto que se pretende crear piezas
realizables en el torno real EMCOTURN 220. Sin embargo, los procesos realizados
son exactamente los mismos para ambos casos.
Pieza 1
Realizar el programa de mecanizado para la pieza representada en el plano.
Material F114
Dureza HB 181 207
Pieza bruta 100 30 mm
Biseles 1 45º
Código:
Fase 1 % O010 N010 G54 G90 X270 Z25 T0400 N020 G97 S850 M04 M08 N030 G00 X0 Z10 T0404 N040 G95 G01 Z7 F5 N050 Z-35 F1
Anexo
100
N060 G00 Z7 N070 G00 X270 Z25 T0400 M05 N080 X270 Z150 T0100 N090 G96 S225 M03 N100 G00 X102 Z-1.5 T0101 N110 G95 G01 X30 F0.2 N120 G00 Z2 N130 G00 X102 Z-2.5 N140 G01 X30 F0.15 N150 G00 Z2 N160 G00 X97.5 N170 G01 Z-15.5 F0.15 N175 G01 X102 N180 G00 X270 Z150 T0100 N190 X288 Z90 T0600 N200 G96 S140 M03 N210 G00 X40 Z4 T0606 N220 G95 G01 Z-32 F1,5 N230 G00 X38 Z1.5 N240 X46 N250 G01 Z-32 N260 G00 X44 Z1.5 N270 X52 N280 G01 Z-32 N290 G00 X50 Z1.5 N300 X58 N310 G01 Z-32 N320 G00 X56 Z1.5 N330 X64 N340 G01 Z-32 N350 G00 X62 Z1.5 N360 X75 N370 G01 X62 Z-5 F0.15 N380 G00 Z5 M09 N390 G00 X288 Z90 T0600 M05 N400 M00 G53 Fase 2 N410 G55 X270 Z150 T0100 N420 G96 S225 M03 M08 N430 G00 X102 Z-1.5 T0101 N440 G95 G01 X58 F0.25 N450 G00 Z2 N460 G00 X102 Z-2.5 N470 G01 X58 F0.2 N480 G00 X98 Z2 N490 G01 Z-16.5 F0.25 N495 G01 X100 N500 G00 X96 Z2 N510 G01 Z-16.5 F0.25 N515 G01 X100 N520 G00 X90 Z1.5 N530 G01 Z-16.5 F0.2 N540 G01 X100 N550 G00 X80 Z1.5

101
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
101
N560 G01 X92 Z-4.5 N570 G00 X96 Z-15.5 N580 G01 X100 Z-18.5 N590 G00 X270 Z150 T0100 N600 X288 Z90 T0600 N610 G96 S140 M03 N620 G00 X75.015 Z1.5 T0606 N630 G95 G01 X65.015 Z-3.5 F0.15 N640 Z-32 F0.15 N650 G00 X63 Z5 M09 N660 G00 X288 Z90 T0600 M05 G53 N670 M30 %

Anexo
102
Pieza 2
Realizar el programa de mecanizado para la pieza representada en el plano
Material F114
Dureza HB 181 207
Pieza bruta 125 50 mm
Biseles 1 45º
Código:
Fase 1 % N010 G54 G90 X270 Z25 T0400 N020 G97 S850 M04 M08 N030 G00 X0 Z10 T0404 N040 G95 G01 Z5 F1 N050 Z-52 F0.15 N060 G00 Z10 N070 G00 X270 Z25 T0400 M05 N080 X270 Z150 T0100 N090 G96 S220 M03 N100 G00 G42 X132 Z-2.5 T0101 N110 G95 G01 X30 F0.25 N120 G00 X113 Z1.5 N130 G01 X123 Z-3.5 F0.1 N140 Z-27.5 F0.25 N145 X127 N150 G00 G40 X270 Z150 T0100 N160 X288 Z90 T0600 N170 G96 S140 M03 N180 G00 G41 X32 Z10 T0606 N190 G95 G01 Z2 F1 N200 G84 X66 Z-52 D34000 F0.2

103
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
103
N210 G00 X64 Z2 N220 G84 X100 Z-17.5 D35000 F0.2 N230 G00 X110 Z1.5 N240 G01 X98 Z-4.5 F0.15 N250 G00 X73.5 Z-18.5 F1 N260 G01 X64 Z-23.25 F0.15 N270 G00 X62 Z5 M09 N280 G00 G40 X288 Z90 T0600 M05 N290 M00 G53 Fase 2 N300 G55 X270 Z150 T0100 N310 G96 S220 M03 M08 N320 G00 G42 X128 Z-2.5 T0103 N330 G95 G01 X44 F0.25 N340 G00 X129 Z2 N350 G84 X121 Z-26.5 D32000 F0.15 N355 G00 X122 Z0.5 N360 G84 Z-5.5 X121 D32000 F0.15 N370 G00 X78 Z1.5 N380 G01 X90 Z-4.5 F0.15 N390 G00 X100 Z-6.5 N400 G03 X120 Z-16.5 I0 K-10 N410 G00 X122 N420 G00 G40 X270 Z150 T0100 N430 X288 Z90 T0600 N440 G96 S140 N450 G00 G41 X78.5 Z1.5 T0606 N460 G95 G01 X66.5 Z-4.5 F0.15 N470 Z-40 N480 G00 X66 Z5 N490 G00 G40 X288 Z90 T0600 M05 N500 X304 Z97 T0800 N510 G97 S520 M04 N520 G00 X66 Z-0.5 T0808 N530 G85 X70 Z-32 D3500 D61732 D71 F2000 N540 G00 X64 Z3 M09 N550 G00 X304 Z97 T0800 M05 N560 M30 %

Anexo
104
Pieza 3
Realizar el programa de mecanizado para la pieza representada en el plano
Material F114
Dureza HB 181 207
Pieza bruta
100 155 mm
Biseles 1 45º
Código:
Fase 1 % N010 G54 G90 X270 Z56 T0200 N015 G97 S400 M04 M08 N020 G00 X0 Z10 T0202 N030 G01 G95 Z2 F1 N040 Z-87.5 F0.2 N050 Z5 F2 N060 G00 X270 Z56 T0200 M05 N070 X270 Z219 T0100

105
Modelado y simulación con CATIA V5 de operaciones de mecanizado en un torno CNC
105
N080 G96 S225 M03 N090 G00 X102 Z-2.5 T0101 N100 G01 X17 F0.2 N130 G00 X96 Z0 N140 G84 X80 Z-20.5 D32000 F0.1 N150 G00 X76 Z-1.5 N160 G01 X82 Z-4.5 F0.1 N170 G00 X91 Z-20.5 N175 G03 X95 Z-23.5 I0 K-3 F0.15 N180 G00 X270 Z219 T0100 N190 X282 Z171 T0500 N200 G96 S225 N210 G00 X18 Z0 T0505 N220 G84 X26 Z-42.5 D32000 F0.1 N230 G00 X24 Z0 N240 G84 X34 Z-26.5 D32000 F0.1 N250 G00 X32 Z0 N260 G84 X50 Z-18.5 D33000 F0.1 N270 G00 X54 Z-1.5 N275 G01 X48 Z-4.5 F0.1 N280 G00 X50 Z-18.5 N285 G02 X34 Z-26.5 I-8 K0 F0.2 N290 G00 X282 Z171 T0500 M09 N295 G53 M05 Fase 2 N300 G55 G90 X270 Z56 T0200 N310 G97 S400 M04 M08 N320 G00 X0 Z10 T0202 N330 G01 G95 Z2 F1 N340 Z-87.5 F0.2 N350 Z5 F2 N360 G00 X270 Z56 T0200 M05 N370 X270 Z219 T0100 N380 G96 S225 M03 N390 G00 X102 Z-2.5 T0101 N400 G01 X17 F0.2 N410 G00 X102 Z0 N420 G84 X75 Z-104.5 D33000 F0.1 N430 G00 X77 Z0 N440 G84 X65 Z-55.5 D33000 F0.1 N450 G00 X67 Z0 N460 G84 X65 Z-42.5 P0-5 D33000 F0.1 N470 G00 X43 Z1.5 N480 G01 X57 Z-6.5 F0.1 N485 G00 X87 Z-102.5 N490 G01 X99 Z- 106.5 F0.1 N500 G00 X270 Z219 T0100 N600 X270 Z226 T0700 N610 G97 S600 M03 N620 G00 X76 Z-54 T0707 N630 G85 X72.402 Z-82 D3500 D61299 D71 F1500 N640 G00 X270 Z226 T0700 N650 G00 X282 Z171 T0500 N660 G96 S125 M03 N670 G00 X20 Z0 T0505 N680 G84 X40 Z-17.5 P2-30 D33000 F0.1

Anexo
106
N690 G00 X282 Z171 T0500 M09 N700 M05 N710 M30 %