Embed Size (px)
Citation preview

AUTOMATIZACIJA SUŠARE
SADRZAJ:
UVOD..............................................................................................................3
1. PRINCIP RADA SUŠARE..............................................................................4
2. REALIZACIJA SCADA SOFTVERA U INTELLUTION I FIX PAKETU ...........8
3. KORIŠĆENA OPREMA...............................................................................12
4. ZAKLJUČAK..............................................................................................17
5. LITERATURA.............................................................................................18
2.

AUTOMATIZACIJA SUŠARE
UVOD:
U dalekoj prošlosti čovek je osetio potrebu da ga neko zameni u obavljanju teških, mukotrpnih i fizičkih radova. Kroz dug istorijski proces čovek se polako i postepeno oslobađao ovakvog rada prepuštajući ga većim delom mašinama-uređajima koje je za takve prilike konstruisao, ostavljajući sebi više prostora i vremena za umno delovanje i iznalaženje rešenja koja bi bila u mogućnosti da ga u potpunosti odmene.
Da bi ostvario ovakvo postavljene ciljeve, čovek je bio u obavezi ne samo da usavršava postojeće mašine i uređaje, već i da razvija umeće upravljanje istim kako bi se kasnije u praksi efikasno realizovali strogi zahtevi u pogledu:produktivnosti, rentabilnosti, i valitet proizvodno – tehnološkog produkta u najvišem smislu te reči.
Polazeći od potrebe zamene čoveka od fizičkog, rutinskog, a u određenim sferama i umnog delovanje , došlo je do posebne klase tehničkih sredstava poznatijih pod nazivom automatski sistemi ili kasnije u strucnoj terminologiji: sistem automatskog upravljanja.
Automatski sistemi koristili su se i u dalekoj prošlosti kod starih Grka i Arabljana pre nove ere, a u 8. Veku kod Kineza. Snažan zamah razvoju automatike dali su u 18. Veku ruski naučnik Polzunov koji je konstruisao automatski regulator za održavanje nivoa vode u parnom kotlu i engleski mehaničar Džon Vat koji je konstruisao centrifugalni regulator za održavanje broja obrtaja parnih mašina, korišćenih u železničkom saobraćaju i u tkačkoj industriji. Poseban značaj za savremenu teoriju I praksu automatskog upravljanja imali su radovi Nikvista I Mihajlova u 20. veku. Dalji razvoj automatskog upravljanja za vreme II svetskog rata i posle bio je brz i eksplozivan.
Uređaji čiji je zadatak da u svim uslovima rada obezbede zadovoljavajući rad objekta nazivaju se upravljačkim sistemima. Ukoliko je prisustvo čoveka nepotrebno i upravljački sistem sam generiše upravljačka dejstva onda je to
3.

AUTOMATIZACIJA SUŠAREautomatsko upravljanje a sistem koji se sastoji od takvog upravljačkog sistema i objekta naziva se sistemom automatskog upravljanja.
U retkim prilikama može se smatrati da je dejstvo poremećaja na objekat zanemarljiv malo , te se tada upravljačko dejstvo formira samo na osnovu informacije o željenom izlazu objekta.
Sve veća automatizacija zahteva dobro poznavanje mogućnosti mašina, uređaja alata, transportnih sredstava, načine rešavanja problema i trendove razvoja.
1. Princip rada
Proces počinje sa resetovanjem brojača inpulsa enkodera pomoću kojih se odredjujei trenutna pozicijai klapni koje regulišu recirkulaciju vazduha. Posle resetovanja enkodera sistem prelazi u fazu čekanja na eksterni signal koji dolazi iz klijališta i koji potvrdjuje da postoji slad spreman za sušenje. Kada takav signal dodje do PLC-a sistem prelazi u fazu inicijalizacije punjenja sušere sladom u kojoj se otvori odvodni ventil, podigne etaža na koju se dovodi slad i vizuelno obavesti radnik zadužen za kontrolu vodenog transportai da je sistem spreman za punjenje sladom. Fazu punjenja otpočinje radnik, koji upravlja vodenim transportom, pritiskom na taster na upravljaču vodenog transporta.
U fazi punjenja vodenim transportom dovodi se slad iz klijališta na etažu sušare i ravnomerno rasporedjuje po etaži kako bi sušenje u svakom delu slada bilo podjednako. Po završetku punjenja radnik pritiskom na taster upravljača vodenog transporta obaveštava PLC da je punjenje završeno i potom sistem prelazi u fazu okapavanja slada čije vreme odredjuje interni timer PLC-a. Po završetku okapavanja sistem prelazi u fazu inicijalizacije sušenja u kojoj se klapne postave u početni položaj pri kome nema recirkulacije vazduha u sušari. Takodje se uključuje motor ventilatora, zatvaraju ventili odvoda za vodu i potom se čeka informacija o inicijalnoj vrednosti vlažnosti slada na etaži. Ova informacija se unosi naSCADA sistemu a potom se preko mrežne komunikacije automatski prosledjuje PLC-u.
Kada ova informacija dospe u PLC počinje faza sušenja slada. U fazi sušenja temperatura vazduha koji dolazi do slada reguliše se PI regulatorom po referentnoj trajektoriji vezanoj za vlažnost slada. Pored regulacije temperature postoji i regulacija recirkulacije vazduha u sušari koju obezbedje
4.

AUTOMATIZACIJA SUŠARE
poseban optimizacioni algoritam napravljen za ovu namenu. Vlažnost slada se u svakom trenutku procesa sušenja procenjuje na osnovu sume vlažnosti koja odlazi sa slada a koja se dobija pomoću senzora vlažnosti postavljenih ispod i iznad etaže sa sladom.
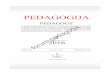
Slika 1. Vizualizacija CoDeSys programa
5.

AUTOMATIZACIJA SUŠARE
Kada procenjena relativna vlažnost slada padne ispod unapred definisane vrednosti (obično oko 5%) proces sušenja se završava i prelazi se na fazu pripreme istovaranja slada iz sušare. U ovoj fazi PLC čeka na signal sa kojim se odobrava istovaranje a koji se generiše pritiskom na taster na kontrolnoj tabli sušare. Po prispeću takvog signala PLC započinje fazu istovaranja osušenog slada aktivacijom motora dizalice etaže sa sladom.
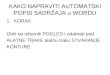
Slika 2. Deo vizualizacije CoDeSyS programa
Pored osnovnog upravljanja procesom program omogućuje i detekciju neregularnih stanja kao i upravljanje sušarom u toku trajanja alarmnog stanja. U nastavku su sva neregularna stanja koje PLC može detektovati (vidi sliku 2.):
• Alarm požara. Detektuje se pomoću senzora požara ugradjenog iznad etaže sa sladom.
• Alarm neuniformnog slada. Nastupa kada se debljina sloja slada smanji na nekom delu etaže. Ova neregularnost prouzrokuje pad diferencijalnog pritiska na etaži sa sladom što se detektuje pomoću senzora diferencijalnog pritiska postavljenih na etaži.
6.

AUTOMATIZACIJA SUŠARE
• Alarm neregularne pozicije dizalice. Nastupa u slučaju da pri punoj etaži dizalica nije potpuno podignuta. Ovo stanje se detektuje pomoću induktivnih davača koji su aktivni u krajnjim položajimadizalice.
• Alarm FID sklopke. Alarm nastupa u slučaju da FID sklopka isključi glavno napajanje sušare.
• Alarm nestanka napajanja. Ovaj alarm se aktivira u slučaju nestanka napona na bilo kojoj fazi glavnog napajanja sušare. (Ovaj alarm se takodje aktivira i u slučaju pregorevanja glavnih osigurača mrežnog napajanja)
• Alarm u slučaju zapušenog izmenjivača toplote. Alarmno stanje se detektuje kao prevelika vrednost diferencijalnog pritiska na izmenjivaču toplote pri aktivnom ventilatoru.
• Alarm motora ventilatora. Nastaje u slučaju prestanka rada ventilatora u fazi sušenja. Ovo stanje se detektuje pomoću senzora diferencijalnog pritiska na izmenjivaču toplote kao premala vrednost diferencijalnog pritiska.
• Alarm vrata sušare. Ovaj alarm se aktivira u slučaju otvaranja vrata sušare u fazi sušenja slada. Ovaj dogadjaj se detektuje pomoću induktivnog davača postavljenog na vrata sušare.
• Alarm neregularne struje motora. Aktivira se u slučaju da struja motora ventilatora izadje iz dozvoljenog obsega. Konstantno merenje struje je obezbedjeno pomoću strujnih sondi postavljenih na svaku fazu motora.
• Alarm kvara klapni. Aktivira se u slučaju da klapne zadužene za regulisanje recirkulacije vazduha ne dostignu zadanu poziciju za kritično vreme. Kritično vreme odredjuje interni timer PLC-a koji se aktivira pri svakoj promeni zadane pozicije klapni.
• Alarm kvara senzora. Aktivira se u slučaju kvara nekog od senzora vlažnosti vazduha ili senzora diferencijalnog pritiska na etaži sa sladom.
7.

AUTOMATIZACIJA SUŠARE
2. Realizacija SCADA softvera u Intellution iFix programskom paketu
Programski paket Intellution iFix je proizvod kompanije GE Fanuc Automation, članice koncerna General Electric, i namenjen je za dizajniranje i izvršavanje SCADA (Supervisory, Control And Data Acquisition) sistema.
Paket se sastoji iz dve osnovne celine: iFix Workspace je program koji služi za dizajniranje vizualizacije realnog sistema i njeno izvršavanje, dok je funkcija iFix Server-a da omogući spregu izmedju iFix Workspace-a i OPC DA servera. OPC interfejs za iFix je obezbeđen dodatnim modulom - OPC Toolbox, iste kompanije, a koji se ne isporucuje sa osnovnim paketom.
Razvijeni SCADA sistem se sastoji iz dve slike (pictures). Glavna predstavlja prikaz celokupne sušare. Na njoj e nalazi kompletna animirana vizualizacija realnog sistema, koja uključuje pokazivanja senzora, trenutnu fazu procesa ušenja, alarme, grafik kretanja sistema i osnovne kontrole omogućene korisniku SCADA-e: unos inicijalne relativne vlažnosti slada i zaustavljanje kompletnog pogona u slučaju nepredviđenih okolnosti - General Stop.
8.

AUTOMATIZACIJA SUŠARE
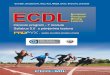
Slika 3. Glavna slika SCADA vizualizacije.
Slika 4. Izbor moda prikaza na grafiku.
Pritiskom na taster na grafiku bira se izbor prikaza temperature (referentna temperatura i temperatura ispod etaže sa sladom, tj. odmah posle grejača) ili vlažnosti (relativna vlažnost vazduha ispod etaže sa sladom, relativna vlažnost vazduha iznad etaže sa sladom i procenjena relativna vlažnost slada).
9.

AUTOMATIZACIJA SUŠAREAlarmi koji su vezani za nedozvoljena stanja su jasno uočljivi – oznaceni
su crvenom bojom i praćeni su zvučnim signalom.
Slika 5. Slika SCADA sistema sa aktivnim alarmima.
Na drugoj slici podešava se tehnološka kriva (referentna trajektorija) sistema, odnosno lookup tabela zavisnosti referentne temperature grejača od procenjene vlažnosti slada, kao i težinski faktori a i b.
10.

AUTOMATIZACIJA SUŠARESlika 6. Podešavanje parametara procesa.
Za simulaciju i testiranje funkcionalnosti sistema iFix SCADA-u korišćenjem OPC interfejsa povezujemo sa CoDeSys 2.3 PLC emulatorom – SP RTE.
Slika 7. Podešavanje CoDeSyS okruženja za komunikaciju sa OPC-om
Slika 8. Podešavanje OPC Toolbox-a.
11.

AUTOMATIZACIJA SUŠARE
Slika 9. Ulazi / izlazi u iFix Database Manager-u
U iFix OPC Toolbox-u treba mapirati I/O portove iz CoDeSys-a, a isti omogućava i direktno kreiranje I/O point-a u Database Manager-u iFix SCADA-e.
3. Korišćena oprema
Oprema potrebna za ovaj projekat je izabrana iz ponuda koje su dobijene od različitih prizvođača. Prvi kriterijum za izbor opreme je kompatibilnost i mogućnost funkcionisanja u zadatim uslovima rada. U slučaju da proizvođač ne garantuje normalan rad komponente u zadatim uslovima ponuda je odbačena. Naredni kriterijumi su bilicena proizvoda, garancija i uslovi održavajna od strane proizvođača u slučaju kupovine opreme koja zahteva posebne tretmane, redovne servise ili održavanje (npr. elktrični motori, PLC, UPS). Nakon razmatranja svih ponuda izabrana je oprema koja je prikazana u narednom tekstu. Cene svih odabranih komponenti su prikazane u predračunu.
12.

AUTOMATIZACIJA SUŠARE
KONTAKTORIOMRON J7KN200DC upravljanje.Montaža 35 mm DIN4 integrisana pomoćna kontakta.Bimetalna zaštita. Snaga: 132kW,380-400VNapon kalema: 24VKorišćen za startovanje i kontrolu motora ventilatora.
OMRON J7KN74DC upravljanje.Montaža 35 mm DIN1 integrisani pomoćni kontakt.Bimetalna zaštita.Snaga: 22kW,380-400VNapon kalema: 24VKorišćen za startovanje i kontrolu asinhronogmotora dizalice.
OMRON J7KNA-ARDC upravljanje.Montaža 35 mm DIN4 integrisana pomoćna kontakta.Snaga: 2kW,380-400VNapon kalema: 24VKorišćen za startovanje i kontrolu DC motora
ELEKTROMEHANIČKI RELEJIOMRON LY-220VACKomandni napon 220V AC.Radna temperatura -25 do 550C LED indikator, test dugmeKorišćen za detekciju prisustva napona na fazama.
TOPLJIVI I RASTAVNI OSIGURAČISIEMENS 3NA3365
13.

AUTOMATIZACIJA SUŠARETopljivi osigurač.Nazivna struja 350A.Tromi osigurači.
SIEMENS 3NA3130Topljivi osigurač.Nazivna struja 100A.Tromi osigurači.
SIEMENS 3NA3801 Topljivi osigurač. Nazivna struja 6A.
SIEMENS 5SM2645- Rastavni osigurač. Nazivna struja 630A.
DC IZVOR NAPAJANJAOMRON S8TSIzlazni napon 24 VSnaga 180WGalvanski razdvojeno.Prekostrujna zaštita.Prekonaponska zaštita.Korišćen za napajanje DC motora klapni.
FID SKLOPKAMARKARI MM4 400HMogućnost prekidanja 4 pola2 pomoćna kontakta.Nominalna struja 315A.Nominalni napon do 690V
14.

AUTOMATIZACIJA SUŠARE
ASINHRONI MOTORISEVER 2.ZP 315 M-4Snaga 132kWNapon 380-400VBroj obrtaja 1500 min-1Motor ventilatora.
SEVER 2.ZP 225 MK-6Snaga 22kWNapon 380-400VBroj obrtaja 1000 min-1Motor dizalice etaže.
DC MOTORDUNKER MOTOREN GR-80x40Snaga: 120WNapon 24VBroj obrtaja: 3000 min-1Momenat: 35Ncm
Korišćen za pogon klapni.
SIGURNOSNI PREKIDAČ ZA VRATAOMRON D4DS-2AFSTemperaturni opseg -30 do 700C1 mirni i 1 radni kontakt.
15.

AUTOMATIZACIJA SUŠARE
SOLENOIDNI VENTILOMEGA-FLO SV6008Normalno otvoreni ventil.Prečnik 2’’.Maksimalna radna temperature 1370C.Nerdjajući čelik idealan za komprimovani vazduh,inertni gas i vodu.Kalem SV14COIL-24DCSnaga 14WNapon 24V DC
Korišćen kao odvodni ventil za vodu.
ALARM POŽARAANALOX 1371 MKIIMonitor Ugljen dioksida.Obseg merenja od 0.001% do 100%Poseduje temperaturnu kompenzaciju.Dva podesiva alarmna nivoa.Napajanje 24V.Radi pri vlažnosti od 0 do 100%Odziv manji od 8s.Dva podesiva nivoa alarma.Relejni izlazi. Poseduje internu pumpu za
vazduh.
SENZOR RELATIVNE VLAŽNOSTI I TEMPERATURE VAISALA HMT335Opseg merenja vlažnost od 0 do 100%Tačnost merenja relativne vlažnosti1% od 0 do 90%1.7% od 90 do 100%
16.

AUTOMATIZACIJA SUŠAREOpseg merenja temperature od 0 do 1200CKućište od legure Si, Mg, Al.Strunjni i naponski izlazi.Iskorišćen za merenja u unutrašnjosti sušare.
SENZOR DIFERENCIJALNOG PRITISKAOMEGA PX81-020Opseg merenja: 0 do 20psiKoršćen na etaži sa sladom.OMEGA PX81-050Opseg merenja: 0 do 50psiKorišćen na izmenjivaču toplote.Tačnost merenja 0.25%Radna temperatura -46 do 1210CTemperaturna kompenzacija (17 do 710C)Kućište od nerdjajućeg čelika.Strunjni izlaz.
Zaključak:
Pri izboru odgovarajućih mera i sredstava automatizacije treba voditi računa o odnosu glavnog i pomoćnog vremena i izabrati najracionalnije rešenje. Potrebno je izbalansirati uticaj pojedinih komponenti ukupnog vremena izrade i delovati na one komponente koje će dati najpovoljnije efekte
17.

AUTOMATIZACIJA SUŠAREna povećanje proizvodnosti i skraćenje ukupnog vremena izrade. Treba ići na skraćenje pomoćnog, tehničkog i organizacionog vremena jer se tu nalaze najveće rezerve. Povećanje kvaliteta proizvoda podrazumeva suženje zone odstupanja glavnih artikala i uklapanje u r+zadate i dozvoljene tolerancije.Sniženje troškova u proizvodnji je u stvari najvažniji cilj i on predstavlja merilo za uspešno sprovedeni proces automatizacije.
Savremeni razvoj nauke i tehnike , posebno računarskih sistema , omogućio je potpunu automatizaciju pojedinih operacija tehnološkog procesa proizvodnje uvođenjem robota. Kompjuterizacija i robotizacija procesa eleminisala je učešće čoveka u mnogim teškim, jednoličnim, monotonim, i ponavljajućim poslovima.Upravljanjem sa daljine radnik se takođe udaljava iz opasnih i po zdravlje štetnih radnih zona.
U toku poslednjih decenija sušare su postale jedan od najširih i najotvorenijih poligona, na kome se postižu značajni rezultati u praktičnoj primeni naučnih dostignuća iz oblasti automatike , robotike i elektronike, a naročito u primeni upravljačkih elektronskih uređaja, integralnih kola, mini procesora i kompletnih elektronskih sistema sa ugrađenim elektronskim računarima najnovijih generacija.
Težnja da se što veći deo tehnološkog procesa automatizuje kako bi se postigle niže cene proizvoda, skratio ciklus proizvodnje, smanjio zamor radnika i unificira kvalitet, postakla je naučnike da pokušaju naći odgovarajuća rešenja.
Literatura:
18.

AUTOMATIZACIJA SUŠARE
[1] Božidar D. Vujanović, Dragan T. Spasić, Metodi optimizacije, Novi Sad, Univerzitet, 1997.
[2] www.ibpsa.org/ %5Cproceedings%5CBS2003%5CBS03_0499_506.pdf
[3] Tom Fusae, Grain Drying and FAQs Grain Management No 3, dostupno nawww.agridry.com.au/pdf/no3dryingv1.3.pdf
[4] Aleksandar Erdeljan, Skripte za predmet modelovanje i simulacija sistema
[5] Rančić M.,Debeljković D.: „Uvod u analizu i sintezu sistema automatskog upravljanja“, Viša tehnička škola. Zrenjanin, 1995.god.
19.